Escolha o PPI (poros por polegada) correto com base na limpeza da liga, no tipo de fundição e nos requisitos de fluxo. O PPI baixo (10-20) oferece um fluxo mais elevado e é ideal para contaminação pesada ou peças fundidas de grandes dimensões. PPI médio (30-40) equilibra a eficiência da filtragem e o fluxo, adequado para a maioria das aplicações. PPI elevado (50-60) proporciona uma filtragem mais fina para peças fundidas de alta qualidade e com poucos defeitos, mas reduz o caudal. Considere também a pressão da cabeça do metal, a velocidade de vazamento e o design da porta para evitar bloqueios e conseguir uma óptima remoção de inclusões.
Se o seu projeto exigir a utilização de um filtro de espuma cerâmica, pode contactar-nos para um orçamento gratuito.
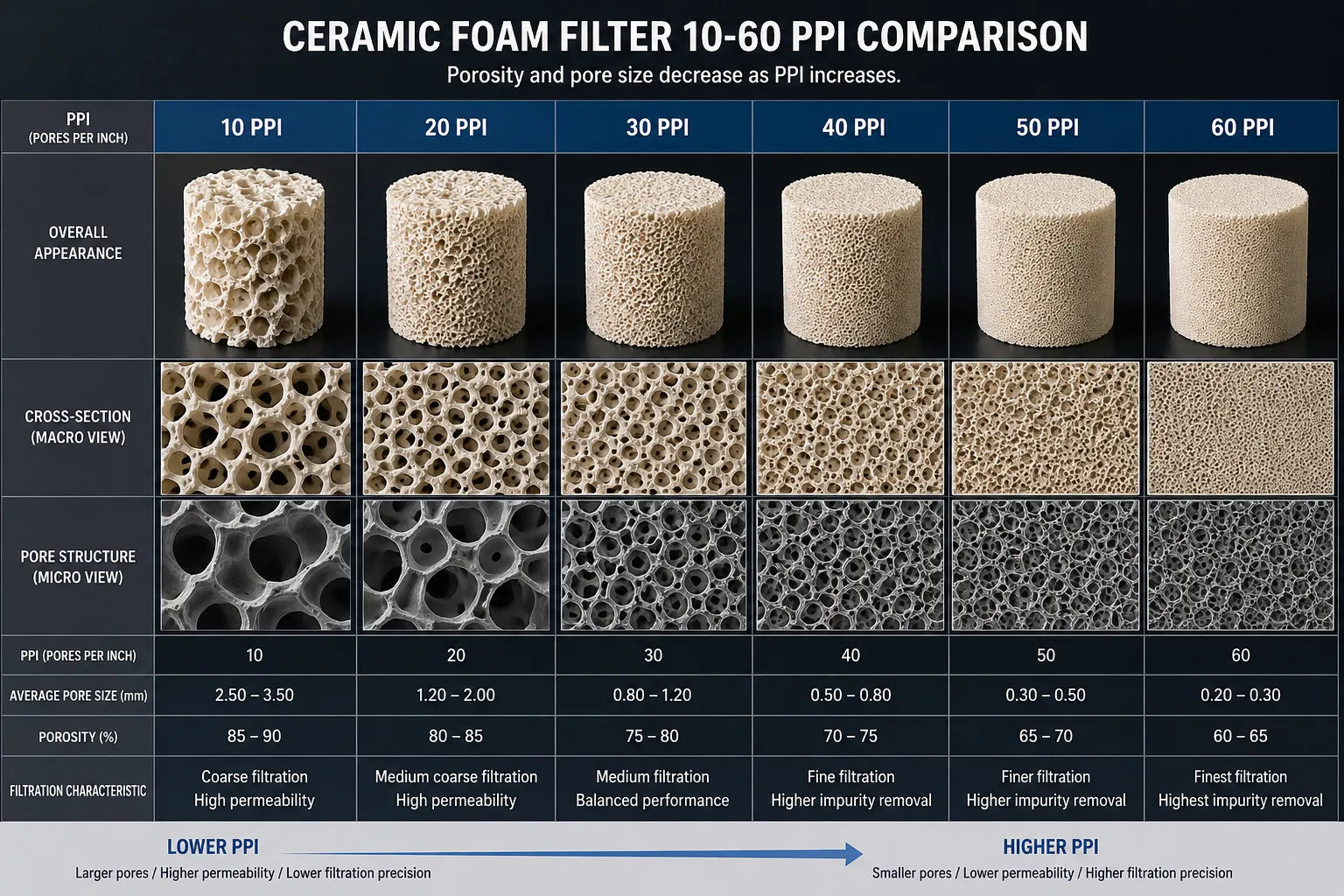
O que significa PPI na filtragem de espuma cerâmica?
PPI significa poros por polegada - uma contagem do número de células abertas medidas linearmente ao longo de uma polegada (25,4 mm) de um filtro de espuma de cerâmica face. Um filtro de 10 ppi tem aproximadamente 10 células por polegada linear, cada célula medindo cerca de 2,5 mm de diâmetro. Um filtro de 50 ppi tem aproximadamente 50 células por polegada, com dimensões individuais de célula de cerca de 0,5 mm. A classificação PPI é a principal especificação que determina a capacidade de filtragem, a resistência ao fluxo e a capacidade de retenção de inclusões de um filtro.
O conceito é simples em princípio. Na prática, a conversão do número de PPI para o desempenho real da filtração envolve diversas variáveis que tornam a seleção do PPI uma decisão de engenharia matizada em vez de uma simples consulta.
Como é medido o PPI e porque varia entre fornecedores
A medição do PPI é efectuada através da contagem das aberturas de células ao longo de uma linha reta ao longo da face do filtro sob uma ampliação reduzida. Isto parece simples, mas a distribuição do tamanho das células num determinado produto com classificação PPI varia entre fabricantes. Dois fornecedores que afirmam “30 ppi” pode produzir filtros com tamanhos médios de células visivelmente diferentes, diferentes distribuições de tamanho de células e, consequentemente, diferentes desempenhos de filtração.
A investigação publicada pela Universidade Norueguesa de Ciência e Tecnologia (NTNU) sobre a caraterização de filtros de espuma cerâmica - incluindo o trabalho de Sandnes, Engh e colegas - demonstrou consistentemente que a classificação nominal de PPI é uma especificação imprecisa. As suas medições mostraram que a contagem real de células em filtros comerciais de 30 ppi de diferentes fabricantes variava entre 26 e 34 células por polegada, com a correspondente variação no diâmetro hidráulico das células.
Esta variabilidade de medição tem uma consequência prática: ao mudar de fornecedor com a mesma classificação PPI, o desempenho da filtragem pode mudar. Na AdTech, temos em conta este facto especificando os nossos filtros utilizando tanto a classificação PPI como a resistência mínima à compressão, que fornece um indicador da consistência da estrutura celular.
PPI vs. Tamanho dos poros: A relação técnica
O diâmetro individual da garganta do poro - a constrição mais estreita que uma partícula deve atravessar na estrutura reticulada do filtro - é distinto do tamanho da célula. O diâmetro da garganta dos poros é normalmente 30-50% do diâmetro médio das células. Para um filtro de 30 ppi com um diâmetro médio de célula de aproximadamente 0,85 mm, o diâmetro típico da garganta do poro é de aproximadamente 0,28-0,43 mm.
Esta distinção é importante porque a inclusão mais pequena que pode ser capturada por deformação pura (interceção mecânica nas gargantas dos poros) é aproximadamente igual ao diâmetro da garganta do poro. As inclusões mais pequenas do que a garganta do poro requerem mecanismos de adesão à superfície e de difusão para serem capturadas - razão pela qual os filtros de espuma cerâmica capturam inclusões significativamente mais pequenas do que o seu tamanho nominal de poro, mas com uma eficiência progressivamente menor à medida que o tamanho da inclusão diminui.
Gama de PPI padrão na prática de fundição de alumínio
| Classificação PPI | Tamanho aproximado da célula | Diâmetro aprox. da garganta do poro. | Posição no mercado | Volume típico de metal por filtro* |
|---|---|---|---|---|
| 10 ppi | 2,5 mm | 0,75-1,25 mm | Pré-filtro, remoção de material grosseiro | Muito elevado (>3000 kg) |
| 20 ppi | 1,3 mm | 0,39-0,65 mm | Fundição geral, padrão | Elevado (1500-3000 kg) |
| 30 ppi | 0,85 mm | 0,26-0,43 mm | Grau industrial mais comum | Moderado (800-1500 kg) |
| 40 ppi | 0,63 mm | 0,19-0,32 mm | Aplicações com elevado grau de limpeza | Moderado-Baixo (400-800 kg) |
| 50 ppi | 0,50 mm | 0,15-0,25 mm | Exigência de limpeza | Baixa (200-400 kg) |
| 60 ppi | 0,42 mm | 0,13-0,21 mm | Aplicações ultra-limpas | Muito baixo (<200 kg) |
Por filtro normalizado de 9″ × 9″ × 2″ (229 × 229 × 50 mm) a caudais típicos de fundição de alumínio e carga moderada de inclusões.

Como é que o PPI afecta a eficiência da remoção da inclusão?
A relação entre a classificação PPI e a eficiência de remoção de inclusão é um dos aspectos mais frequentemente mal compreendidos da tecnologia de filtragem de alumínio. Muitos engenheiros assumem que um PPI mais elevado significa sempre uma melhor filtragem. Isto é verdade para a captura de inclusões maiores, mas o quadro completo é mais complexo.
Os três mecanismos de captura e a sua dependência do PPI
Esforço mecânico (peneiração): As inclusões maiores do que o diâmetro da garganta do poro não podem passar e são capturadas no primeiro poro que encontram. Este mecanismo é altamente dependente do PPI - um filtro de 50 ppi tem gargantas de poros cerca de 3 vezes mais pequenas do que um filtro de 20 ppi e irá filtrar partículas de tamanho correspondentemente mais pequeno.
Aderência à superfície (filtração em profundidade): As inclusões mais pequenas do que o diâmetro da garganta do poro, mas superiores a cerca de 5 microns, são capturadas quando a inércia as leva a entrar em contacto com a superfície do suporte de alumina, onde as forças de adesão de van der Waals as retêm. Este mecanismo é moderadamente dependente do PPI - mais área de superfície por unidade de volume (a partir de uma estrutura de poros mais fina) aumenta a probabilidade de contacto.
Difusão browniana: Para inclusões muito finas abaixo de aproximadamente 1 mícron, o movimento térmico aleatório faz com que entrem em contacto com as superfícies das escoras. Este mecanismo é ligeiramente dependente do PPI, mas também fortemente dependente do tempo de permanência do metal no filtro, que está relacionado com a velocidade do fluxo e não apenas com o PPI.
Dados publicados sobre PPI vs. Eficiência de Filtragem
Uma pesquisa publicada na revista Metallurgical and Materials Transactions B por Voigt, Johansen e Engh (usando a metodologia de medição LiMCA para quantificar a limpeza da fusão de alumínio) encontrou as seguintes taxas de redução de contagem de inclusões para filtros de espuma de cerâmica comerciais padrão em velocidades de fundição típicas:
| Classificação PPI | Inclusões >15 μm Redução | Inclusões 5-15 μm Redução | Inclusões <5 μm Redução |
|---|---|---|---|
| 20 ppi | 70-80% | 45-60% | 25-40% |
| 30 ppi | 82-92% | 60-75% | 35-52% |
| 40 ppi | 90-97% | 72-85% | 48-65% |
| 50 ppi | 95-99% | 82-93% | 60-75% |
| 60 ppi | >99% | 88-96% | 68-80% |
Estes valores reflectem o desempenho típico de um filtro comercial em condições normais de fundição. O desempenho real numa instalação específica depende da velocidade do fluxo de metal, da temperatura e do tipo de inclusão.
Rendimentos decrescentes com PPI mais elevado
A melhoria da eficiência resultante do aumento do PPI não é linear - apresenta rendimentos decrescentes. Passar de 20 ppi para 30 ppi proporciona aproximadamente 12-15 pontos percentuais de eficiência adicional para inclusões médias (5-15 μm). Passar de 40 ppi para 50 ppi proporciona apenas 8-10 pontos percentuais adicionais para a mesma gama de inclusões. Entretanto, a resistência do fluxo aumenta em cerca de 35-45% para cada passo acima na classificação PPI.
Este perfil de retorno decrescente é a razão pela qual a maioria dos sistemas de filtragem bem projectados têm um limite máximo de 40-50 ppi para a filtragem de fase única, em vez de especificar o grau mais fino disponível. A penalidade de resistência ao fluxo a 60 ppi normalmente supera o benefício incremental da filtração na maioria dos cenários de fundição de produção.
Como é que o carregamento da profundidade de inclusão afecta o desempenho do PPI ao longo do tempo
Um aspeto crítico, mas frequentemente negligenciado, da seleção de PPI é a forma como a eficiência da filtração muda à medida que o filtro recolhe inclusões durante uma campanha de fundição. A investigação de Laé, Durand e Thibault no Institut National Polytechnique de Grenoble mostrou que os filtros de espuma cerâmica apresentam uma evolução de eficiência caraterística:
Fase 1 (escorvamento do filtro, 0-5% de campanha): A eficiência está no seu ponto mais baixo. A superfície limpa do filtro ainda não desenvolveu a camada de inclusão inicial que melhora a adesão das inclusões subsequentes. Os dados LiMCA do lado a jusante mostram normalmente uma breve contagem elevada de inclusões durante este período.
Fase 2 (filtração contínua, 5-80% de campanha): A eficiência aumenta e estabiliza à medida que as inclusões capturadas preenchem algum volume de poros, criando um meio de filtragem mais fino e eficaz. Este é o período produtivo da campanha de filtragem.
Fase 3 (pré-abertura, 80-100% da campanha): À medida que o filtro se aproxima da capacidade, a eficiência pode manter-se estável (se o filtro for gerido de forma conservadora) ou começar a diminuir à medida que o metal passa pelos poros parcialmente preenchidos. Os operadores de fundição experientes reconhecem esta fase através do aumento da cabeça do metal a montante do filtro.
Esta evolução significa que um filtro de 30 ppi na conclusão da campanha 50% muitas vezes supera um novo filtro de 30 ppi. A seleção de PPI deve ter em conta o ponto em que o filtro estará na sua campanha para a parte mais crítica de cada execução de fundição.
Qual é a classificação PPI correta para cada família de ligas de alumínio?
A composição da liga é uma das duas variáveis mais importantes na seleção do PPI (a outra são os requisitos de qualidade da utilização final). Diferentes famílias de ligas geram diferentes tipos, tamanhos e quantidades de inclusões.
Série 1xxx (Alumínio puro, grau de condutor elétrico)
O alumínio de grau condutor elétrico (EC) (1350, 1370) exige os mais elevados padrões de limpeza entre as ligas de base, porque as inclusões não metálicas prejudicam diretamente a condutividade eléctrica e o desempenho da trefilagem. As inclusões no alumínio de grau EC são predominantemente películas de alumina (Al₂O₃) geradas durante a refusão e fundição, com tamanhos que variam tipicamente de 5 a 100 mícrons.
PPI recomendado: 40-50 ppi, combinados com desgaseificação em linha a montante.
Justificação: O fio de qualidade CE tem de passar por matrizes de trefilagem extremamente pequenas (até 0,05 mm para o fio magnético fino). Uma única inclusão acima de aproximadamente 50 microns pode partir o fio durante a trefilagem, causando paragens dispendiosas na fábrica de fio. A especificação de condutividade (mínimo 61.0% IACS de acordo com a IEC 60889) também exige baixos níveis de impureza que, indiretamente, requerem metal limpo. Uma investigação da Alcan (atualmente Rio Tinto Aluminium) publicada na Light Metals 2003 documentou que a frequência de rutura do fio em varão trefilado foi reduzida em 62% quando a filtragem foi melhorada de 30 ppi para 40 ppi.
Série 3xxx (ligas de alumínio-manganês)
As ligas 3xxx (3003, 3004, 3105) são amplamente utilizadas em folhas de latas de bebidas, produtos de construção e material para permutadores de calor. Os principais tipos de inclusão são películas de alumina, partículas intermetálicas contendo manganês e partículas de ferro-silício provenientes da reciclagem de sucata.
PPI recomendado: 30 ppi para o corpo de latas de bebidas padrão; 30-40 ppi para aletas de alta qualidade e aplicações de permutadores de calor.
Justificação: Os requisitos de qualidade da superfície para as folhas de latas de bebidas são exigentes - inclusões superiores a cerca de 50 microns criam defeitos visíveis na superfície durante a laminagem e a conformação. A filtragem padrão de 30 ppi permite a remoção adequada destas inclusões maiores. Para o material de aleta que sofre um desbaste severo durante a laminação (para bitolas finais abaixo de 0,1 mm), 40 ppi é adequado.
Série 5xxx (ligas de alumínio e magnésio)
As ligas 5xxx (5052, 5083, 5182) apresentam um desafio específico de filtração porque o teor de magnésio aumenta a taxa de geração de filme de óxido. O magnésio oxida mais prontamente do que o alumínio em temperaturas de fusão, formando inclusões de MgO e espinélio (MgAl₂O₄), além de Al₂O₃. Para ligas com Mg acima de 3%, a taxa de geração de inclusão pode ser 3-5 vezes maior do que para ligas de baixo teor de magnésio.
PPI recomendado: 30 ppi para Mg 4% com dimensionamento adequado da caixa de filtro para uma maior carga de inclusão.
Justificação: A maior carga de inclusão devido ao elevado teor de Mg significa que os filtros mais finos (>40 ppi) bloqueiam mais rapidamente, reduzindo a vida útil da campanha. O equilíbrio entre a eficiência da filtragem e a duração da campanha favorece frequentemente 30-40 ppi em vez do grau mais fino disponível. O dimensionamento da caixa de filtro (área de superfície por unidade de fluxo de metal) torna-se mais importante do que apenas a seleção de PPI na filtragem de ligas com elevado teor de Mg.
Série 6xxx (ligas de alumínio-magnésio-silício)
As ligas 6xxx (6061, 6063, 6082) são amplamente utilizadas na extrusão automóvel, em perfis estruturais e em biletes para forjamento. Estas ligas geram filmes de alumina, MgO e, ocasionalmente, aglomerados de refinador de grão (TiB₂) como tipos de inclusão primária.
PPI recomendado: 30 ppi para biletes de extrusão normais; 40 ppi para aplicações estruturais em automóveis e biletes de qualidade aeroespacial.
Justificação: O tarugo de extrusão para perfis arquitectónicos padrão pode tolerar níveis moderados de inclusão sem defeitos visíveis na superfície do produto extrudido. As aplicações estruturais automóveis (gestão de colisões, carroçaria em branco) requerem uma maior limpeza para a fiabilidade da vida à fadiga. A pesquisa do estudo AMAG da Associação Europeia de Alumínio (publicado em 2019) descobriu que a vida à fadiga em amostras 6082 T6 aumentou em 23% quando a filtragem foi atualizada de 30 ppi para 40 ppi, atribuída à redução da grande população de inclusão atuando como locais de iniciação de trincas por fadiga.
Série 7xxx (ligas de alumínio-zinco-magnésio-cobre)
As ligas 7xxx (7050, 7075, 7475) representam a categoria mais exigente para a filtração porque são utilizadas quase exclusivamente em aplicações estruturais aeroespaciais onde as especificações de fadiga, resistência à fratura e resistência à corrosão sob tensão são extremamente rigorosas. As inclusões nas ligas 7xxx incluem MgO, MgAl₂O₄, filmes de Al₂O₃ e resíduos de sal NaCl/KCl provenientes do fluxo.
PPI recomendado: 40-50 ppi, normalmente num sistema de duas fases com filtração de leito profundo (alumina tabular) como fase final de polimento para as aplicações aeroespaciais mais críticas.
Justificação: As especificações aeroespaciais (AMS 2772, Airbus ABS2728, especificações Boeing BMS) exigem que os produtos forjados e chapas estruturais críticos estejam praticamente isentos de inclusões acima de aproximadamente 20-30 microns. A filtragem de espuma cerâmica de fase única a 40-50 ppi remove a maioria destas inclusões. Para as aplicações de especificação mais elevada (componentes críticos em termos de resistência à fratura), é especificada a filtração em leito profundo a jusante da CFF.
Tabela de referência de seleção de PPI da família de ligas
| Série Alloy | Ligas representativas | Tipos de inclusão primária | PPI normal | Prémio/PPI crítico | Notas |
|---|---|---|---|---|---|
| 1xxx (grau CE) | 1350, 1370 | Filmes de Al₂O₃ | 40 | 50 | Sensibilidade à rutura do fio |
| 1xxx (outro) | 1100, 1200 | Filmes de Al₂O₃ | 30 | 40 | Menos crítico do que a CE |
| 2xxx (Al-Cu) | 2024, 2219 | Partículas de Al₂O₃, CuAl₂ | 40 | 50 | Aplicações aeroespaciais |
| 3xxx | 3003, 3004, 3105 | Al₂O₃, partículas de Fe-Si | 30 | 40 | Chapa de latas vs. aletas |
| 5xxx (<2% Mg) | 5005, 5052 | Al₂O₃, MgO | 30 | 40 | — |
| 5xxx (>2% Mg) | 5083, 5182, 5754 | Al₂O₃, MgO, espinélio | 30-40 | 40 | Maior carga de inclusão |
| 6xxx (extrusão) | 6063, 6005A | Al₂O₃, MgO, TiB₂ | 30 | 40 | Qualidade da superfície do perfil |
| 6xxx (automóvel) | 6061, 6082 | Al₂O₃, MgO | 40 | 50 | Vida útil à fadiga crítica |
| 7xxx (estrutural) | 7050, 7075 | Al₂O₃, MgO, espinélio | 40 | 50 + cama profunda | Especificações aeroespaciais |
| A380, A356 (fundição injectada) | A380, A356 | Al₂O₃, Fe-Si, porosidade | 20-30 | 30 | Restrição de caudal |
Para filtrar produtos de liga de alumínio de elevada pureza, recomendamos a utilização do nosso filtro de espuma cerâmica sem fosfatos.
Como é que os requisitos de qualidade da fundição determinam a seleção do PPI?
A aplicação final da fundição estabelece um teto de qualidade que o sistema de filtragem deve cumprir. Identificar o atributo crítico de qualidade do produto - em vez de aplicar um objetivo genérico de limpeza - permite uma seleção de PPI calibrada com precisão, em vez de se optar pelo grau mais fino disponível.
Quadro de seleção de PPI orientado para a qualidade
Integridade estrutural (vida à fadiga, resistência à fratura): As inclusões acima de aproximadamente 20-50 microns actuam como locais de concentração de tensão para o início de fissuras por fadiga. A investigação de Murakami e Endo (publicada em Engineering Fracture Mechanics, 1994, e confirmada em estudos subsequentes específicos do alumínio) estabeleceu que a vida à fadiga é inversamente proporcional à raiz quadrada da área projectada da maior inclusão na origem da fratura. A implicação: reduzir o tamanho máximo da inclusão em 50% pode teoricamente duplicar a vida à fadiga. Para aplicações em que a integridade estrutural é crítica, especifique a seleção de PPI com base no tamanho máximo de inclusão tolerável em vez da limpeza média.
Qualidade da superfície após laminagem ou extrusão: Inclusões superficiais acima de aproximadamente 30-100 mícrons (dependendo da liga e do processo) criam defeitos superficiais visíveis em chapas laminadas ou perfis extrudados. Para superfícies visíveis de alumínio para automóveis, o limiar de defeito é de aproximadamente 50 microns. Isto corresponde a 40 ppi como especificação mínima na maioria das aplicações de chapas exteriores para automóveis.
Condutividade eléctrica (grau CE): As inclusões até aproximadamente 5-10 microns contribuem minimamente para a redução da condutividade. As inclusões acima deste tamanho que estão alinhadas na direção do desenho criam uma degradação desproporcionada da condutividade. A especificação de 40-50 ppi para o grau CE visa principalmente inclusões maiores (>30 microns) em vez de partículas ultrafinas.
Estanquidade à pressão (componentes hidráulicos e pneumáticos): As inclusões na superfície de furos maquinados podem causar caminhos de fuga ligados à porosidade. Para corpos de válvulas hidráulicas e peças fundidas similares estanques à pressão, a densidade de inclusões na superfície é mais crítica do que a contagem de inclusões a granel. Normalmente, isto corresponde a 30-40 ppi, dependendo da espessura da parede e dos requisitos de pressão.
Limiar de estanquidade à pressão: Os componentes com uma pressão hidráulica superior a 200 bar requerem, normalmente, um mínimo de 40 ppi. Os componentes classificados como 50-200 bar são adequadamente servidos por 30 ppi. Abaixo de 50 bar, 20-30 ppi são geralmente suficientes.
Tabela de seleção de PPI para aplicações finais
| Aplicação de uso final | Atributo crítico de qualidade | Tamanho máximo tolerável da inclusão | PPI recomendado |
|---|---|---|---|
| Peças forjadas estruturais para o sector aeroespacial | Vida à fadiga, resistência à fratura | 20-30 μm | 40-50 + cama profunda |
| Estruturas de colisão para automóveis | Absorção da energia de impacto | 40-60 μm | 40 |
| Painéis de carroçaria visíveis para automóveis | Acabamento da superfície após a conformação | 30-50 μm | 40 |
| Estoque de corpo de lata de bebida | Estiramento profundo sem rasgar | 50-80 μm | 30 |
| Barra condutora eléctrica (CE) | Frequência de rutura do fio, condutividade | 30-50 μm | 40-50 |
| Perfis de extrusão para construção | Aspeto da superfície | 80-120 μm | 30 |
| Peças fundidas hidráulicas de alta pressão | Estanquidade à pressão | 40-60 μm | 40 |
| Peças fundidas padrão | Aspeto da superfície, dimensional | 100-150 μm | 20-30 |
| Placa de liga marinha (5083) | Uniformidade da resistência à corrosão | 50-80 μm | 30-40 |
| Stock de alhetas do permutador de calor | Uniformidade de laminagem, desbaste | 30-50 μm | 40 |
| Extrusão arquitetónica (anodizada) | Qualidade da superfície anodizada | 40-60 μm | 30-40 |
| Folha de condensador (alta pureza) | Uniformidade eléctrica | 10-20 μm | 50-60 |
Como é que o caudal de metal interage com a escolha do PPI?
O caudal metálico é a terceira perna do triângulo de seleção de PPI, e é a mais frequentemente subestimada nas decisões de especificação. Um filtro incorretamente dimensionado em termos de caudal produz problemas que imitam os erros de seleção de PPI, levando os engenheiros a procurar melhorias na eficiência da filtragem quando o verdadeiro problema é a conceção hidráulica.
A relação caudal-PPI-perda de carga
À medida que o metal flui através de um filtro de espuma cerâmica, cria uma queda de pressão (perda de carga) através do filtro. Esta perda de carga, medida em milímetros de coluna de metal, aumenta com:
- Velocidade do fluxo (aproximadamente proporcional ao quadrado da velocidade a velocidades de fundição típicas).
- Classificação PPI (poros mais finos criam maior resistência hidráulica).
- Estado de carga do filtro (os filtros parcialmente bloqueados têm maior resistência).
A relação entre o PPI e a resistência hidráulica foi caracterizada por Acosta, Castillejos e Hernandez na revista Metallurgical Transactions B (1995), que estabeleceram que a resistência ao fluxo aumenta aproximadamente com o quadrado da classificação do PPI. Passar de 20 ppi para 40 ppi quadruplica aproximadamente a resistência hidráulica a uma velocidade de fluxo equivalente.
Em termos práticos: um sistema de filtragem projetado para um filtro de 30 ppi terá uma perda de carga aproximadamente 1,5-2× maior quando um filtro de 40 ppi for substituído sem redesenhar o sistema. Se a cabeça de metal disponível no sistema de lavagem for insuficiente para conduzir o metal através do filtro mais fino à velocidade de fundição necessária, o fluxo de metal abrandará, a temperatura de fundição baixará e poderão aparecer defeitos de corte a frio no produto.
Cálculo da área de filtro necessária para o caudal pretendido
A relação entre a área da face do filtro e o caudal metálico aceitável:
Área de filtragem necessária (cm²) = Caudal metálico (kg/min) / Taxa de filtragem específica máxima (kg/min-cm²)
A taxa de filtração específica máxima depende do PPI e da liga:
| Classificação PPI | Taxa de filtração específica máxima (kg/min-cm²) | Notas |
|---|---|---|
| 20 ppi | 0.12-0.18 | Caudal elevado, eficiência inferior |
| 30 ppi | 0.08-0.12 | Equilibrado para a maioria das aplicações |
| 40 ppi | 0.05-0.08 | Caudal moderado, eficiência elevada |
| 50 ppi | 0.03-0.05 | Baixo caudal, eficiência muito elevada |
| 60 ppi | 0.02-0.03 | Caudal muito baixo, eficiência ultra-elevada |
Exemplo de trabalho: Uma operação de fundição de biletes verte a 1200 kg/hora (20 kg/min) através de um único filtro. Usando 30 ppi com taxa específica máxima de 0,10 kg/min-cm²: Área necessária = 20/0,10 = 200 cm². Um filtro padrão de 229 × 229 mm (9″ × 9″) tem uma área facial de aproximadamente 524 cm², proporcionando um fator de segurança confortável de 2,6×.
Se a mesma operação especificou 50 ppi: Área necessária = 20/0,04 = 500 cm². O filtro de 9″ × 9″ (524 cm²) mal satisfaz o requisito, sem praticamente nenhum fator de segurança. Qualquer aumento da carga de inclusão provocaria um bloqueio prematuro e qualquer arranque a frio do metal criaria uma crise momentânea de caudal. Neste caso, a mudança para um filtro de 15″ × 15″ (1452 cm²) com 50 ppi seria a conceção correta - mantendo a eficiência da filtragem fina sem o problema da restrição do fluxo.
Implicações do projeto da caixa de filtro
A interação entre o PPI e o caudal significa que alterar o PPI sem rever a conceção da caixa do filtro é uma fonte comum de problemas inesperados. Quando a AdTech apoia os clientes na transição de um grau de PPI para outro, analisamos sempre:
- Cabeça metálica disponível (altura da coluna metálica disponível para empurrar o metal através do filtro).
- Área da face do filtro e sua relação com o caudal metálico de pico.
- Geometria da lavagem a montante e a jusante da caixa do filtro (distribuição do caudal).
- Gestão da temperatura do metal (uma maior perda de carga requer uma maior margem de temperatura para evitar o congelamento nas zonas de fluxo lento da face do filtro).
Filtragem em duas fases: Quando é que a utilização de vários graus de PPI faz sentido?
A filtragem de espuma cerâmica em dois estágios - usando dois filtros em série com diferentes classificações de PPI - é uma técnica bem estabelecida em aplicações exigentes de fundição de alumínio. É importante entender quando ela realmente melhora os resultados e quando adiciona custo e complexidade sem benefício proporcional.
A lógica da filtragem em duas fases
Um filtro mais grosseiro (PPI inferior) colocado a montante de um filtro mais fino (PPI superior) captura as grandes inclusões antes de estas atingirem e carregarem prematuramente o filtro fino. Isto prolonga a vida útil do filtro fino e permite que o filtro a jusante funcione com maior eficiência com a carga reduzida de inclusões que recebe.
A investigação realizada por Bao, Tao e Yao na Universidade Jiao Tong de Xangai (Light Metals 2018) quantificou a extensão da vida útil da campanha a partir da filtragem de duas fases: um sistema de série de 20 ppi + 40 ppi processou mais 38% de volume de metal antes da rutura em comparação com um único filtro de 40 ppi de área facial total equivalente. A eficiência do filtro a jusante de 40 ppi, medida pelo LiMCA, foi também 8-12% mais elevada a meio da campanha em comparação com o equivalente de fase única, atribuída a uma menor carga de poros que permite uma melhor filtragem em profundidade.
Quando vale a pena investir na filtragem de duas fases
A filtragem em duas fases justifica o custo adicional do filtro, o espaço na caixa do filtro e a complexidade operacional quando:
A carga de inclusões metálicas é elevada: A fusão com elevado teor de sucata, ligas com mais de 3% Mg, ou operações sem desgaseificação e fluxo adequados a montante geram elevadas cargas de inclusão que bloquearão rapidamente um único filtro fino.
O requisito de qualidade exige uma filtragem fina, mas a restrição de caudal limita a PPI mais fina de uma fase: Duas fases permitem uma maior área de filtragem total sem a resistência hidráulica de um único filtro fino.
A campanha de casting é longa: As campanhas de fundição contínua de longa duração (produzindo séries de lingotes aeroespaciais ou grandes operações de fundição DC) beneficiam da vida útil prolongada dos sistemas de duas fases, reduzindo a frequência de mudança de filtros e as interrupções de fundição associadas.
O produto a jusante é a especificação aeroespacial ou de grau CE mais exigente: Quando o objetivo de qualidade exige genuinamente a remoção de inclusões superiores a 10 microns, um filtro de espuma cerâmica de fase única com qualquer classificação de PPI não consegue atingir este objetivo de forma consistente. A abordagem em duas fases (normalmente 20 ppi + 40 ppi ou 30 ppi + 50 ppi, por vezes seguida de filtração em leito profundo) é a solução de engenharia.
Combinações recomendadas de IBP em duas fases
| Aplicação | Fase 1 (a montante) | Fase 2 (a jusante) | Melhoria de eficiência esperada em comparação com a fase única |
|---|---|---|---|
| Tarugo padrão, alto teor de sucata | 20 ppi | 30 ppi | 15-25% eficiência, 30-40% campanha mais longa |
| Tarugo de extrusão para automóveis | 20 ppi | 40 ppi | 20-30% eficiência, 35-45% campanha mais longa |
| Varão de grau CE | 20 ppi | 40 ppi | 22-32% eficiência, 35-50% campanha mais longa |
| Bilete aeroespacial (pré-deep bed) | 20 ppi | 40-50 ppi | 25-35% eficiência |
| Liga com elevado teor de Mg (>4% Mg) | 20 ppi | 30 ppi | 20-30% vida útil da campanha, evita o bloqueio prematuro |
Estudo de caso do mundo real: Otimização da seleção de PPI em uma fundição de tarugos automotivos
Antecedentes: Um produtor de tarugos de alumínio 6082 na Coreia do Sul, 2023
Perfil da empresa: Uma instalação de fundição de biletes de alumínio de média dimensão na província de Gyeonggi, Coreia do Sul, que produz biletes 6082-T6 para forjamento estrutural automóvel. Volume de produção mensal: aproximadamente 800 toneladas métricas de tarugo da liga 6082 nos diâmetros de 152 mm e 203 mm. O cliente a jusante: um fornecedor de forja automóvel de nível 1 que produz componentes de suspensão para programas de veículos OEM coreanos.
O ponto fraco do cliente: A partir do primeiro trimestre de 2023, o cliente de forjamento a jusante começou a reportar taxas de rejeição elevadas em peças forjadas maquinadas - especificamente, rejeições de testes ultrassónicos (UT) desencadeadas por indicações no intervalo de profundidade de 3-5 mm em componentes maquinados finais. A taxa de rejeição subiu de uma linha de base de 0,3% para 2,1% em seis meses, um aumento de 7× que desencadeou um pedido formal de ação corretiva do fornecedor (SCAR). O produtor de biletes estava a utilizar filtros de espuma cerâmica de 30 ppi num sistema de fase única, com o produto do seu fornecedor de filtros existente.
Investigação da causa principal: A equipa de engenharia de aplicações da AdTech foi contratada em julho de 2023 para realizar uma auditoria ao sistema de filtragem. Utilizando a amostragem PoDFA (Porous Disk Filtration Apparatus) a montante e a jusante do filtro existente, quantificámos a população de inclusão. Principais conclusões:
- Teor de inclusões a montante: 0,42 mm²/kg (medição de área PoDFA), com 68% de inclusões classificadas como filmes de alumina na gama de 20-80 microns.
- Teor de inclusão a jusante (filtro pós-30 ppi): 0,11 mm²/kg.
- Eficiência calculada de 30 ppi em fase única: aproximadamente 74% por área.
- Grande cauda de inclusão (>50 microns): Taxa de remoção de 18% - significativamente abaixo dos 85%+ alcançados por uma filtração de 30 ppi corretamente especificada em instalações comparáveis.
- O exame metalográfico das peças forjadas rejeitadas confirmou grandes inclusões de película de alumina (60-120 microns) nos locais de indicação UT.
O diagnóstico do problema: O filtro de 30 ppi existente estava subdimensionado em relação ao caudal de metal. A operação de fundição derramou a uma taxa média de 28 kg/min, mas a caixa do filtro foi projectada para um filtro de 178 × 178 mm (7″ × 7″) - uma área de face de aproximadamente 317 cm². A taxa de filtração específica resultante foi de 0,088 kg/min-cm², no limite superior do intervalo aceitável para 30 ppi e causando uma velocidade elevada do metal através do filtro. A elevada velocidade reduziu o tempo de contacto das inclusões com as superfícies das escoras do filtro e provocou a reentrada de inclusões previamente capturadas nas camadas superiores do filtro.
Solução da AdTech - implementada em setembro de 2023:
- Reformulação da caixa de filtros: Substituiu-se a caixa de filtro de 7″ × 7″ por uma nova caixa de filtro de 9″ × 9″ (229 × 229 mm) concebida pela AdTech, aumentando a área da face do filtro de 317 cm² para 524 cm² - um aumento de área de 65%. Isto reduziu a taxa de filtração específica para 0,053 kg/min-cm², bem dentro da gama de funcionamento ideal.
- Atualização do PPI para 40 ppi: Com o caudal por unidade de área agora dentro das especificações, a atualização de 30 ppi para 40 ppi era viável sem penalização hidráulica. A combinação de uma caixa de filtro maior e de um PPI mais fino foi concebida para atingir uma eficiência de remoção de inclusões superior a 90% para inclusões na gama de 20-80 microns.
- Melhoria dos processos a montante: A AdTech recomendou e o cliente implementou melhores práticas de escumação de escórias no forno de espera, reduzindo a carga de inclusão a montante em aproximadamente 25% antes de o metal chegar ao filtro.
- Atualização da qualidade do filtro: O cliente mudou do seu anterior fornecedor de filtros para o filtro de espuma cerâmica de alumina 40 ppi sem fosfatos da AdTech, eliminando o risco de contaminação por fósforo que também tinha sido identificado como uma preocupação secundária para os produtos a jusante de grau CE.
Resultados - medidos em janeiro de 2024 (quatro meses após a implementação):
- Conteúdo de inclusão pós-filtro: 0,038 mm²/kg (vs. 0,11 mm²/kg anterior) - uma redução de 65%
- Grande cauda de inclusão (>50 microns): Taxa de remoção de 97% (vs. 18% anterior)
- Taxa de rejeição do forjamento a jusante: voltou a 0,2% - abaixo da linha de base pré-problema de 0,3%
- Vida útil da campanha de filtragem: aumentou de uma média de 680 kg por filtro para 920 kg por filtro (melhoria de 35%), atribuível a uma taxa de filtragem específica mais baixa e a uma melhor limpeza a montante
- SCAR do cliente: encerrado com ação corretiva verificada em fevereiro de 2024
- Impacto anual do custo do filtro: O custo unitário do filtro aumentou em cerca de 22% (40 ppi vs. 30 ppi, mais tamanho maior), mas a melhoria da vida útil da campanha do filtro compensou este facto, resultando num custo líquido do filtro por tonelada métrica de bilete produzido que se manteve essencialmente inalterado
Este caso ilustra um princípio que encontramos repetidamente na consultoria de filtração: A seleção de PPI não pode ser optimizada isoladamente. O caudal, a área do filtro, a carga de inclusão a montante e a qualidade do filtro devem ser abordados em conjunto para atingir o desempenho de filtração pretendido.
Erros comuns de seleção de PPI e como evitá-los
Erro 1: Selecionar o PPI com base apenas na liga, ignorando o caudal
O erro mais comum. Um engenheiro especifica 40 ppi com base na sensibilidade da liga, mas a caixa de filtro e o projeto de lavagem existentes não conseguem lidar com o aumento da resistência do fluxo. O fluxo de metal abranda, a temperatura de fundição desce e aparecem defeitos de corte a frio ou fissuras na superfície do produto. O engenheiro conclui que 40 ppi “não funciona” e reverte para 30 ppi.
Prevenção: Calcular sempre a taxa de filtração específica (kg/min-cm²) para o tamanho de filtro proposto e combinação de PPI antes de especificar. Verificar se a cabeça metálica disponível é suficiente para conduzir o caudal pretendido através do filtro com o PPI escolhido.
Erro 2: Especificar um PPI mais fino sem ter em conta a duração da campanha
Os filtros PPI mais elevados têm uma menor capacidade de retenção de inclusões porque a estrutura de poros mais fina fica bloqueada por menos inclusões totais. Uma operação com elevada carga de inclusão - elevado teor de sucata, desgaseificação inadequada a montante, fraca remoção de escórias - bloqueará um filtro de 50 ppi numa fração de tempo em comparação com 30 ppi. Se as mudanças de filtro exigirem interrupções na fundição, o bloqueio muito frequente cria mais risco de qualidade (devido à instabilidade da temperatura durante os reinícios) do que o filtro mais grosseiro que substituiu.
Prevenção: Estimar a vida útil do filtro antes de especificar. Se o cálculo mostrar uma vida útil inferior à duração mínima aceitável da corrida de fundição para a sua operação, reduza a carga de inclusão a montante, aumente a área do filtro (para aumentar a capacidade total de retenção de inclusão), reduza o PPI para um grau com maior capacidade ou mude para a filtração em duas fases.
Erro 3: Tratar o PPI como uma especificação fixa para todos os produtos numa instalação mista
Muitas instalações de fundição de alumínio produzem várias ligas na mesma linha de fundição. Uma única especificação de PPI aplicada a todos os produtos não será óptima para nenhum deles. As ligas de 5xxx de alto teor de magnésio produzidas com 30 ppi devem passar para 40 ppi quando a linha transitar para o tarugo automotivo 6xxx, e vice-versa.
Prevenção: Desenvolver uma matriz de filtragem específica para cada produto que especifique o PPI (e o tamanho do filtro) para cada liga produzida em cada linha de fundição. Isso adiciona uma pequena quantidade de complexidade operacional, mas evita tanto a filtragem excessiva quanto a insuficiente em todo o mix de produtos.
Erro 4: Não verificar a qualidade do filtro no PPI especificado
Tal como referido anteriormente, a classificação nominal de PPI varia consoante os fornecedores. Um fornecedor que declare “30 ppi” pode estar a fornecer um produto com dimensões efectivas de células equivalentes a 25 ppi ou 35 ppi. Sem a verificação das propriedades químicas e físicas, a especificação do PPI na ordem de compra não garante o desempenho da filtração.
Prevenção: Exigir certificados de teste de lote dos fornecedores de filtros, incluindo resistência à compressão, verificação dimensional e composição química. Para aplicações críticas, efetuar uma verificação periódica da eficiência da filtragem PoDFA ou LiMCA.
Quadro de decisão de seleção de PPI e quadros de referência rápida
Processo de seleção PPI passo a passo
Passo 1: Identificar a família de ligas e os seus principais tipos de inclusão (ver quadro de ligas acima)
Passo 2: Identificar o requisito de qualidade da utilização final e associá-lo a um tamanho máximo de inclusão tolerável (ver quadro de requisitos de qualidade acima)
Passo 3: Determinar o caudal de metal através do filtro (kg/min)
Passo 4: Calcular a área da face do filtro necessária: Área necessária (cm²) = Caudal (kg/min) / Taxa máxima de filtragem específica para o PPI candidato (da tabela acima)
Passo 5: Comparar a área de filtro necessária com os tamanhos de filtro disponíveis. Selecionar o tamanho padrão mais próximo que proporcione uma margem de segurança de pelo menos 20% acima da área mínima requerida
Passo 6: Avaliar a carga de inclusão do metal que entra (com base no controlo do processo a montante, no rácio de sucata e na eficácia da desgaseificação) e estimar o tempo de vida da campanha no PPI e na área de filtragem escolhidos
Passo 7: Confirmar que a vida útil da campanha é adequada para o programa de fundição. Caso contrário, avaliar a filtragem em duas fases ou melhorias a montante
Passo 8: Verificar se a cabeça metálica disponível no sistema de lavagem é suficiente para conduzir o caudal pretendido através da combinação escolhida de filtro e PPI
Quadro completo de seleção rápida do PPI para 2026
| Cenário | Liga metálica | Utilização final | Caudal | PPI recomendado | Tamanho do filtro | Duas fases? |
|---|---|---|---|---|---|---|
| Tarugo de extrusão standard | 6063 | Perfil arquitetónico | Baixo-Médio | 30 ppi | 9″ × 9″ | Não |
| Tarugo de extrusão para automóveis | 6082 | Componente estrutural de colisão | Médio | 40 ppi | 9″ × 9″ | Opcional |
| Produção de barras de grau CE | 1350 | Fio condutor elétrico | Médio-Alto | 40 ppi | 9″ × 9″ a 15″ × 15″ | Recomendado |
| Tarugo aeroespacial | 7075 | Forjamento estrutural | Baixo-Médio | 40-50 ppi | 15″ × 15″ | Sim + cama profunda |
| Folha de latas de bebidas | 3004 | Carroçaria de lata | Elevado | 30 ppi | 9″ × 9″ ou 15″ × 15″ | Não |
| Placa marinha com alto teor de Mg | 5083 | Estrutura marinha | Médio | 30-40 ppi | 9″ × 9″ | Opcional |
| Liga de fundição injectada | A380 | Fundição injectada para automóveis | Elevado | 20-30 ppi | 7″ × 7″ a 9″ × 9″ | Não |
| Folha de condensador de alta pureza | 1xxx puro | Película condensadora | Baixa | 50-60 ppi | 9″ × 9″ a 15″ × 15″ | Sim |
| Tarugo com conteúdo reciclado | Misto 6xxx | Aplicações mistas | Variável | 30 ppi a montante / 40 ppi a jusante | Sistema de duas fases | Sim |
| Tarugo DC standard | 6061 | Peças maquinadas em geral | Médio | 30 ppi | 9″ × 9″ | Não |
Perguntas frequentes sobre a seleção de PPI para filtragem de fundição de alumínio
1: Que filtro de espuma de cerâmica PPI devo utilizar para o tarugo de alumínio 6061?
Para o tarugo 6061 padrão destinado a aplicações de maquinagem geral, 30 ppi é a especificação inicial correta. O tarugo 6061 gera cargas moderadas de inclusões - principalmente filmes de alumina e MgO devido ao teor de Mg de 1% - e a filtragem padrão de espuma cerâmica de 30 ppi alcança uma remoção de 80-92% de inclusões acima de 20 mícrons, o que é suficiente para a maioria das aplicações de usinagem. Para biletes 6061 destinados a peças forjadas aeroespaciais, componentes automóveis críticos em termos de fadiga ou produtos arquitectónicos anodizados em que a corrosão da superfície é inaceitável, actualize para 40 ppi. Verificar se a área do filtro fornece uma taxa de filtração específica abaixo de 0,10 kg/min-cm² para evitar o bloqueio prematuro ou a redução da eficiência devido à alta velocidade do fluxo. A utilização dos filtros de alumina sem fosfato de 30 ppi ou 40 ppi da AdTech elimina o risco de contaminação por fósforo associado aos filtros convencionais ligados a fosfato.
2: Qual é a diferença entre os filtros de espuma cerâmica de 30 ppi e 40 ppi em termos de desempenho real de filtragem?
Passar de 30 ppi para 40 ppi melhora a remoção de inclusões médias (5-20 μm) em aproximadamente 10-15 pontos percentuais, e a remoção de inclusões grandes (>30 μm) em aproximadamente 5-8 pontos percentuais. Para inclusões acima de 50 mícrons - que são a principal causa da maioria dos defeitos de superfície, quebras de fio e falhas por fadiga - 30 ppi já consegue uma remoção de 85-92% em condições optimizadas, enquanto 40 ppi consegue 95-98%. A diferença de desempenho é significativa, mas não transformadora para grandes inclusões. A diferença significativa está na faixa de 10 a 30 mícrons, onde 30 ppi atinge uma remoção de 65-80% e 40 ppi atinge 78-90%. A desvantagem é que 40 ppi cria aproximadamente 40-50% mais resistência ao fluxo do que 30 ppi a uma velocidade equivalente, o que significa que a caixa do filtro deve ser adequadamente dimensionada para manter o fluxo de metal necessário sem perda excessiva de carga.
3: Posso utilizar um filtro PPI mais elevado para compensar uma desgaseificação ou fluxagem inadequadas a montante?
Não - o aumento da classificação PPI não é um substituto eficaz para uma desgaseificação e um tratamento de fluxo adequados a montante. A desgaseificação remove o hidrogénio dissolvido que forma a porosidade nas peças fundidas solidificadas, um mecanismo de defeito que os filtros de espuma cerâmica não conseguem resolver, independentemente da classificação PPI. O tratamento com fluxo promove a aglomeração de inclusões, tornando-as maiores e, portanto, mais fáceis de capturar; sem este tratamento, a distribuição de inclusões finas que permanece no metal mal tratado é também a menos eficientemente capturada por qualquer grau de PPI. A sequência correta é: primeiro, desgaseificação e fluxagem adequadas e, em seguida, filtração com espuma cerâmica devidamente especificada. A utilização de 50 ppi ou 60 ppi numa tentativa de compensar um tratamento deficiente a montante resultará num bloqueio rápido do filtro, problemas de fluxo de fundição e problemas de qualidade contínuos, apesar da filtragem fina. Trate o processo a montante e, em seguida, optimize a seleção do PPI.
4: Como posso saber se a minha seleção atual de PPI está a causar o bloqueio prematuro do filtro?
O principal indicador de bloqueio prematuro é o aumento da cabeça de metal a montante da caixa de filtro a um ritmo mais rápido do que o esperado para o volume de metal processado. Se um filtro que historicamente suportava 900 kg de metal está agora a bloquear a 500 kg sem uma mudança na prática de fundição, o bloqueio prematuro por excesso de carga de inclusão ou área insuficiente do filtro é a causa provável. Indicadores adicionais incluem: acúmulo visível de nível de metal na lavagem a montante da caixa do filtro durante a corrida de fundição, diminuição da taxa de fluxo de fundição com cabeça de metal constante e amostras PoDFA mostrando concentrações de inclusão a montante mais altas do que o esperado em comparação com campanhas anteriores. Conduzir uma monitorização sistemática da cabeça de metal versus o volume cumulativo de metal através do filtro durante várias campanhas para estabelecer uma curva de bloqueio de base - os desvios desta linha de base indicam alterações no processo que requerem investigação.
5: É possível utilizar filtros de 20 ppi como uma medida de poupança de custos para a fundição de alumínio padrão?
Os filtros de 20 ppi são adequados para aplicações em que o caudal de metal é muito elevado e a remoção de grandes inclusões é o principal requisito, mas são insuficientes como medida geral de poupança de custos para aplicações que exijam uma limpeza moderada a elevada. A 20 ppi, a eficiência de remoção de inclusões na gama de 5-20 mícrones é de apenas 45-60%, o que significa que a maioria das inclusões finas passa sem restrições pelo filtro. Para aplicações que produzam biletes de extrusão, barras condutoras eléctricas, componentes automóveis ou qualquer produto em que seja especificada a qualidade da superfície, a condutividade ou o desempenho mecânico, 20 ppi gerará taxas de rejeição a jusante mais elevadas, cujo custo excede significativamente a poupança no custo do filtro. 20 ppi é a especificação correta para fases de pré-filtragem em sistemas de duas fases, para operações de fundição injetada de fluxo muito elevado em que 30 ppi cria uma restrição de fluxo inaceitável e para a filtragem preliminar de metal muito contaminado antes de um tratamento mais refinado.
6: Que efeito tem a temperatura do metal na seleção do PPI?
A temperatura do metal afecta a eficiência da filtração através da sua influência na viscosidade do metal e na molhabilidade das inclusões na superfície do filtro. A temperaturas de fundição mais baixas (mais próximas do liquidus, tipicamente 680-700°C para a maioria das ligas), a viscosidade do metal é mais elevada, o que reduz a velocidade de sedimentação das inclusões, mas também diminui o fluxo de metal através do filtro. Em temperaturas de fundição mais altas (730-760°C), a viscosidade é menor, o metal flui mais livremente, mas a energia de adesão da inclusão ao filtro pode ser reduzida devido a mudanças nas caraterísticas do filme de óxido na superfície da inclusão. A implicação prática: operar dentro da faixa de temperatura de fundição recomendada para a liga - que é determinada pelos requisitos de qualidade da fundição, não pela otimização da filtração. Se a temperatura estiver abaixo da gama recomendada, a restrição do fluxo do filtro pode parecer piorar (na verdade, um efeito de viscosidade); acima da gama recomendada, a captação de hidrogénio e a geração de óxido aumentam a carga de inclusão no filtro. Dentro da janela normal de temperatura de fundição, a temperatura tem um efeito secundário na eficiência da filtração em comparação com o PPI e o caudal.
7: Como é que o conteúdo de sucata na carga afecta os requisitos de PPI?
Um teor mais elevado de sucata na carga aumenta a quantidade e a distribuição do tamanho das inclusões na massa fundida, exigindo geralmente uma atualização do PPI num passo ou uma área de filtro maior com a mesma classificação de PPI. O alumínio primário (da fundição) tem um teor de inclusões relativamente baixo. O alumínio secundário proveniente de sucata pós-consumo contém superfícies pintadas, resíduos de lubrificantes, camadas anodizadas e vários contaminantes que geram significativamente mais inclusões durante a refusão. Uma investigação do Recycling Research Institute of Finland (publicada em Resources, Conservation and Recycling, 2021) mostrou que o alumínio fundido preparado a partir de sucata mista pós-consumo tinha um teor de inclusões PoDFA aproximadamente 3,5 vezes superior ao do alumínio primário equivalente antes da filtração. A diretriz prática: as operações que utilizam mais de 40% de sucata pós-consumo devem aumentar o PPI em um passo (por exemplo, 30 a 40 ppi) e aumentar a área do filtro em 20-30% em comparação com a especificação de base para o metal primário no mesmo grau de liga.
8: Qual é o PPI recomendado para filtrar o alumínio A356 para fundição automóvel?
A liga A356 para peças fundidas de segurança crítica para automóveis (juntas de direção, braços de controlo, pinças de travão) requer uma filtragem de 30-40 ppi, dependendo do componente específico e do processo de fundição. A356 é uma liga de fundição (Al-7Si-0,3Mg) que gera filmes de alumina e inclusões de MgO a partir do teor de magnésio. Para a fundição por gravidade e baixa pressão de componentes estruturais de segurança, 30 ppi é a especificação mínima aceitável, com 40 ppi recomendados para componentes em que a vida à fadiga ou as especificações de alongamento são rigorosas (comum nas especificações OEM europeias que exigem um alongamento mínimo de 8% em zonas críticas). A fundição sob alta pressão de A356 opera a velocidades de metal muito mais elevadas através do sistema de canais, tornando a colocação e o dimensionamento do filtro críticos - 20-30 ppi são utilizados em mangas de injeção ou em posições localizadas no canal onde o caudal é muito elevado, enquanto 30 ppi são adequados em locais de jitos ou portas com caudal moderado. Para aplicações automóveis de alta qualidade destinadas a sistemas NADCAP ou sistemas de qualidade aeroespacial equivalentes, 40 ppi combinados com uma desgaseificação adequada a montante são a referência atual da indústria.
9: Como devo ajustar a seleção do PPI quando a fundição é feita com caudais muito baixos em comparação com caudais muito elevados?
Com caudais muito baixos, selecionar um PPI mais grosseiro do que a recomendação padrão (um passo mais grosseiro) para evitar a formação de pontes de metal frio nos poros do filtro. Com caudais muito elevados, aumentar a área do filtro com o PPI padrão ou avançar um passo mais grosso enquanto aumenta o tamanho do filtro. Taxas de fluxo de metal muito baixas (abaixo de aproximadamente 5 kg / min através de um filtro padrão de 9 “× 9”) podem fazer com que o metal na superfície do filtro esfrie abaixo do liquidus localmente, criando uma fina pele solidificada que bloqueia rapidamente o filtro - um fenômeno chamado "ponte fria". Um PPI mais grosseiro reduz a probabilidade de formação de pontes frias ao proporcionar maiores aberturas de poros. Caudais muito elevados (acima de 0,12 kg/min-cm² para 30 ppi) causam turbulência dentro da estrutura do filtro que reentra inclusões previamente capturadas, reduzindo a eficiência da filtração líquida. A solução para caudais elevados é sempre aumentar a área do filtro em vez de utilizar um PPI mais fino, o que agravaria o problema da resistência ao fluxo.
10: Qual é o tempo de vida útil de um filtro de espuma cerâmica e a PPI afecta a sua duração?
Um filtro de espuma cerâmica é um produto de utilização única, substituído no final de cada campanha de fundição e, sim, a classificação PPI é um dos factores que determinam a duração de uma campanha antes de o filtro ter de ser substituído. Os filtros PPI mais grosseiros têm maior capacidade de retenção de inclusões - porque o seu maior volume de poros acomoda mais material capturado antes de a restrição do fluxo se tornar inaceitável - e, por conseguinte, permitem uma maior duração da campanha com uma carga de inclusão equivalente. Como referência geral para um filtro de 9″ × 9″ (229 × 229 mm) com uma carga de inclusão normal a partir de uma fusão de alumínio primário bem tratada: um filtro de 20 ppi trata normalmente 1500-3000 kg de metal por campanha; 30 ppi trata 800-1500 kg; 40 ppi trata 400-800 kg; e 50 ppi trata 200-400 kg. Estas gamas são amplas porque a limpeza do metal a montante, a taxa de filtragem específica (fluxo por unidade de área) e a temperatura do metal influenciam fortemente a vida útil efectiva da campanha. Operações com alta carga de inclusão (alto teor de sucata, desgaseificação deficiente) cairão na extremidade inferior dessas faixas, independentemente do PPI. Para campanhas de fundição longas que exigem mais volume de metal do que um único filtro suporta, a filtragem em dois estágios ou vários filtros em paralelo são as soluções de engenharia.
Conclusão: Uma decisão de seleção de PPI que reflicta a sua operação específica
O PPI certo para a filtragem de fundição de alumínio em 2026 é aquele que foi selecionado avaliando simultaneamente a sensibilidade à inclusão de ligas, os requisitos de qualidade da utilização final e o caudal de metal - e não aplicando uma média da indústria ou copiando a especificação de um concorrente.
As evidências de pesquisas metalúrgicas publicadas, nossos dados de monitoramento direto de campo nas instalações dos clientes da AdTech e o estudo de caso sul-coreano documentado acima apontam para a mesma conclusão: a maioria dos problemas de desempenho de filtração na fundição de alumínio não é causada pela escolha isolada do PPI errado. Eles são causados pela escolha do PPI sem verificar simultaneamente se a área do filtro, o controlo do processo a montante e a qualidade do filtro suportam o nível de desempenho pretendido.
Uma seleção de PPI tecnicamente correta, uma caixa de filtro adequadamente dimensionada e um produto de filtragem de qualidade verificada alcançarão consistentemente o desempenho de remoção de inclusão que a liga e a aplicação de utilização final exigem. Quando estas três variáveis estão alinhadas, a filtragem de espuma cerâmica proporciona uma consistência previsível, verificável, de campanha para campanha, que suporta os sistemas de gestão da qualidade que as actuais cadeias de fornecimento automóvel e aeroespacial exigem.
Para recomendações PPI específicas da aplicação, revisão do design da caixa de filtro ou assistência na interpretação dos dados LiMCA ou PoDFA da sua operação de fundição, a equipa de engenharia de filtração da AdTech está disponível para apoiar clientes industriais qualificados.
Este artigo foi preparado pela equipa editorial técnica da AdTech com base na experiência de engenharia de filtração primária, investigação metalúrgica publicada e dados de aplicação direta do cliente. As principais referências incluem: Voigt et al. (Metallurgical and Materials Transactions B), Acosta et al. (Metallurgical Transactions B, 1995), Bao et al. (Light Metals 2018), Laé et al. (INPG, Grenoble), Murakami e Endo (Engineering Fracture Mechanics, 1994) e dados de aplicação da Associação Europeia do Alumínio. O conteúdo é revisto anualmente.
Última atualização: 2026 | Biblioteca de recursos técnicos da AdTech
