Argon degassing consistently outperforms nitrogen degassing in aluminum melt refining quality — delivering lower final hydrogen content, fewer inclusions, and superior surface finish in sensitive alloy applications — but nitrogen remains the dominant choice in high-volume foundries due to its cost advantage of 60% to 80% lower price per cubic meter compared to argon. The right choice between these two inert gases is never universal. It depends on alloy series, quality targets, throughput volume, and the specific degassing equipment in use. Based on our direct experience optimizing aluminum refining processes across multiple foundry configurations, the decision framework is more nuanced than most procurement guides acknowledge. This article provides a rigorous, data-backed comparison covering metallurgical performance, operating costs, equipment compatibility, alloy-specific recommendations, and the hybrid gas blending strategies that many leading foundries now use to balance quality against cost.
If your project requires the use of Online Aluminum Degassing Equipment, you can contact us for a free quote.
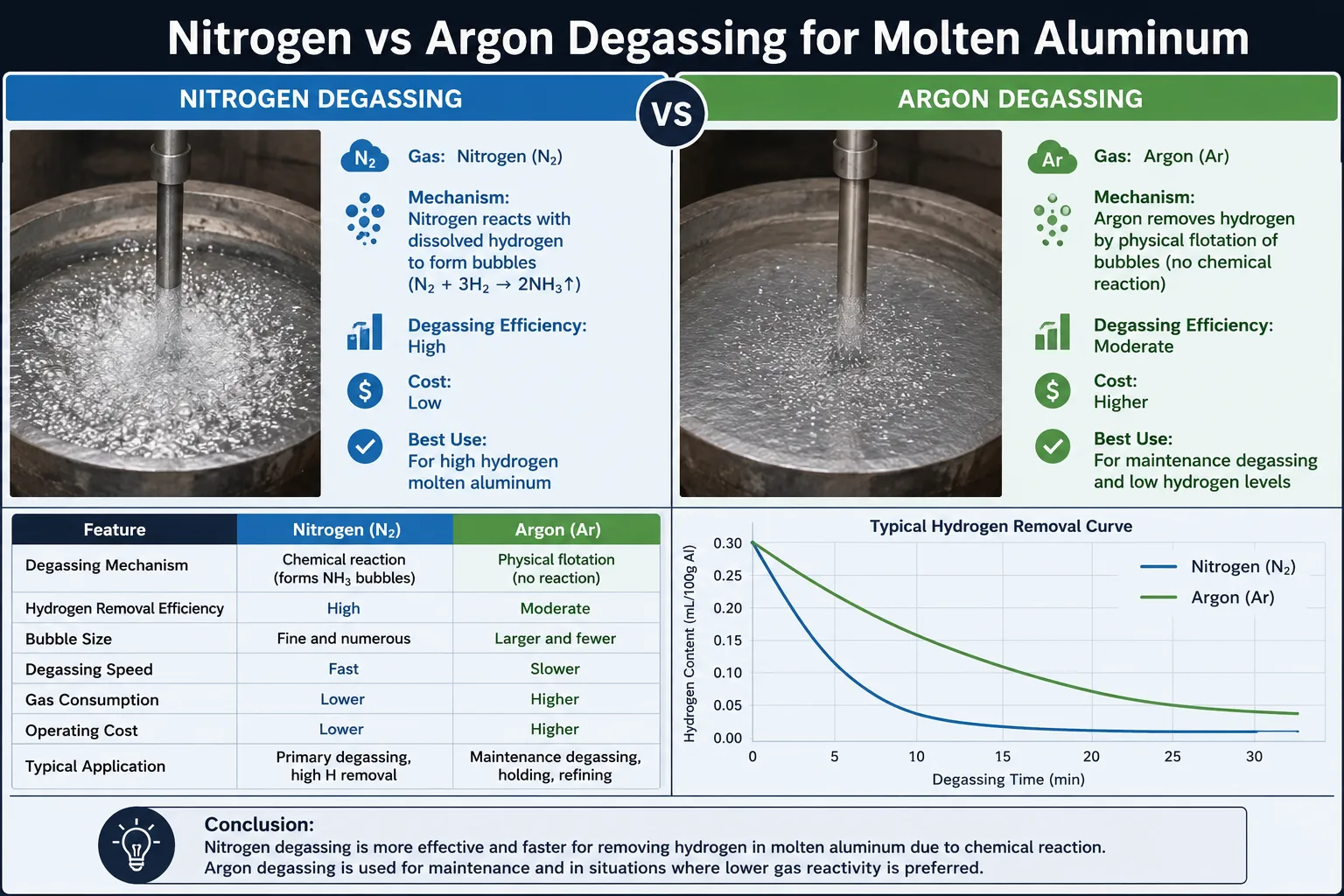
What Is Aluminum Degassing and Why Does Gas Selection Matter?
Aluminum in its molten state absorbs hydrogen from moisture in the atmosphere, from wet charge materials, and from the refractory linings of furnaces and launders. Hydrogen is the only gas that dissolves in liquid aluminum in meaningful quantities — it is essentially invisible during melting but becomes highly destructive during solidification, where its solubility drops sharply and it precipitates as porosity within the casting.
The degassing process introduces fine bubbles of inert gas into the melt through a rotating impeller or static porous plug. These bubbles collect dissolved hydrogen by partial pressure differential — the hydrogen concentration inside a pure inert gas bubble is zero, so hydrogen migrates from the melt into the bubble and is carried out of the bath as the bubble rises to the surface.
Gas selection matters because:
- The purity and inertness of the carrier gas determines how efficiently hydrogen is captured.
- Nitrogen reacts with certain aluminum alloys at elevated temperatures, forming aluminum nitride (AlN) inclusions.
- Argon is completely chemically inert with all aluminum alloys under all operating conditions.
- The cost difference between nitrogen and argon affects the economics of every refining cycle.
- Equipment wear rates differ between nitrogen and argon service.
The Hydrogen Porosity Problem in Aluminum Castings
Hydrogen content in aluminum melt is measured in cubic centimeters per 100 grams of metal (cc/100g). The relationship between hydrogen level and casting quality is well established:
| Hydrogen Level (cc/100g) | Effect on Casting Quality |
|---|---|
| Below 0.10 | Excellent, suitable for aerospace and pressure-tight castings |
| 0.10 to 0.15 | Good, suitable for structural automotive castings |
| 0.15 to 0.20 | Acceptable for non-critical applications |
| 0.20 to 0.30 | Marginal, visible microporosity likely |
| Above 0.30 | Unacceptable, significant macro-porosity and rejection risk |
A well-executed degassing cycle using either nitrogen or argon can reduce hydrogen from a typical pre-treatment level of 0.30 to 0.50 cc/100g down to 0.08 to 0.15 cc/100g, depending on gas purity, rotor speed, gas flow rate, and treatment duration.
How Does Nitrogen Degassing Work in Aluminum Refining?
Nitrogen (N₂) degassing uses high-purity nitrogen gas — typically 99.99% or higher purity grade — delivered through a rotating graphite rotor-stator system submerged in the melt. The rotor shears the gas into fine bubbles, typically 1 mm to 5 mm in diameter, which rise through the melt and collect hydrogen.
Nitrogen Degassing System Components
- Rotating impeller (rotor-stator unit): graphite construction, 100 mm to 250 mm diameter, rotation speed 200 to 600 RPM.
- Gas supply line: stainless steel or copper tubing with flow control valve and rotameter.
- Nitrogen source: bulk liquid nitrogen tank (LOX/LIN station) or high-pressure cylinder manifold.
- Flow rate: typically 1 to 8 Nm³/hour depending on melt volume.
- Treatment duration: 10 to 30 minutes per cycle.
How Nitrogen Reacts with Aluminum Alloys
At operating temperatures between 700°C and 780°C, nitrogen is largely inert with pure aluminum. However, the situation changes with certain alloying elements:
- Magnesium-containing alloys (5xxx and some 7xxx series): magnesium acts as a catalyst for AlN formation. At magnesium concentrations above 1.5%, the risk of aluminum nitride inclusion formation increases significantly.
- Lithium-containing alloys: highly reactive with nitrogen, effectively prohibiting nitrogen use in Al-Li alloy processing.
- Pure aluminum and Si-containing alloys: nitrogen reactivity is minimal at standard operating temperatures.
This reactivity limitation is the single most important metallurgical reason why argon is sometimes specified over nitrogen, regardless of cost.
How Does Argon Degassing Work and What Makes It Different?
Argon (Ar) is a noble gas — chemically inert under all conditions encountered in aluminum processing. It does not react with aluminum, magnesium, lithium, or any other common alloying element at any temperature relevant to aluminum refining.
The physical mechanism of argon degassing is identical to nitrogen: fine bubbles rise through the melt, collecting dissolved hydrogen by partial pressure differential. The difference lies purely in chemistry and gas properties.
Physical Properties Comparison: Nitrogen vs Argon
| Property | Nitrogen (N₂) | Argon (Ar) |
|---|---|---|
| Molecular Weight (g/mol) | 28.0 | 39.9 |
| Density at 20°C (kg/m³) | 1.165 | 1.661 |
| Boiling Point (°C) | -195.8 | -185.9 |
| Chemical Reactivity with Al | Low (varies with alloy) | None |
| Thermal Conductivity (mW/m·K) | 25.8 | 17.7 |
| Solubility in Liquid Al | Negligible | Negligible |
| Commercial Purity Available | 99.999% | 99.999% |
| Typical Industrial Price | Low | 60% to 80% higher than N₂ |
The higher molecular weight of argon means that argon bubbles rise slightly more slowly through the melt than nitrogen bubbles of the same size, providing marginally longer contact time for hydrogen collection. This physical advantage, combined with zero chemical reactivity, contributes to argon’s superior degassing efficiency in controlled studies.
Degassing Efficiency: Argon vs Nitrogen in Controlled Comparisons
Multiple published foundry trials and our own process optimization work indicate the following performance differences under equivalent conditions:
| Performance Metric | Nitrogen | Argon | Argon Advantage |
|---|---|---|---|
| Final H content (cc/100g) | 0.10 to 0.15 | 0.07 to 0.12 | 15% to 25% lower |
| Degassing efficiency (%) | 60% to 75% | 70% to 85% | 10 to 15 percentage points |
| Treatment time to reach 0.10 cc/100g | 18 to 25 min | 14 to 20 min | 15% to 20% faster |
| Inclusion removal effectiveness | Good | Very Good | Measurably better |
| Risk of nitride inclusion (Al-Mg alloys) | Moderate to High | None | Significant |
| Melt oxidation during treatment | Slightly higher | Lower | Cleaner surface |
What Is the Real Cost Difference Between Nitrogen and Argon for Aluminum Degassing?
Cost comparison between nitrogen and argon degassing requires analysis beyond the simple price-per-cubic-meter of gas. Total degassing cost includes gas consumption, equipment wear, rejects due to quality failures, and the productivity impact of treatment duration.
Gas Price Benchmarks by Supply Mode
| Supply Mode | Nitrogen Price (USD/Nm³) | Argon Price (USD/Nm³) | Price Ratio (Ar/N₂) |
|---|---|---|---|
| High-pressure cylinders | $0.08 to $0.18 | $0.35 to $0.65 | 3.5x to 5x |
| Liquid bulk delivery (small) | $0.04 to $0.10 | $0.18 to $0.40 | 3x to 5x |
| Liquid bulk delivery (large) | $0.02 to $0.06 | $0.10 to $0.25 | 3x to 5x |
| On-site nitrogen generation (PSA) | $0.01 to $0.03 | N/A | N/A |
| Pipeline supply (large industrial) | $0.008 to $0.02 | $0.06 to $0.15 | 4x to 8x |
Note: Prices vary significantly by region, contract volume, and energy costs. These figures represent North American and Western European market ranges.
On-Site Nitrogen Generation: The Cost Game-Changer
One of the most significant economic factors in the nitrogen vs argon decision is the availability of on-site nitrogen generation via Pressure Swing Adsorption (PSA) or membrane separation technology.
PSA Nitrogen Generators:
- Output purity: 99.0% to 99.999%
- Flow capacity: 1 Nm³/hour to 1,000+ Nm³/hour.
- Operating cost: electricity only, approximately $0.01 to $0.03 per Nm³
- Capital cost: $15,000 to $250,000 depending on capacity.
- Payback period: typically 12 to 36 months versus cylinder supply.
At $0.02/Nm³ nitrogen versus $0.20/Nm³ argon, a foundry processing 50 tonnes per day with 3 Nm³/hour gas consumption per furnace and 4 furnaces operating 20 hours/day would spend:
- Nitrogen cost: 3 × 4 × 20 × $0.02 = $4.80 per day
- Argon cost: 3 × 4 × 20 × $0.20 = $48.00 per day
Annual gas cost difference: approximately $15,768 per year per facility — substantial savings that justify nitrogen selection wherever metallurgical quality targets allow.
Total Cost of Ownership: Beyond Gas Price
| Cost Factor | Nitrogen | Argon | Notes |
|---|---|---|---|
| Gas raw material cost | Low to Very Low | Medium to High | Largest single variable |
| Graphite rotor wear rate | Standard | 5% to 10% lower | Argon slightly less oxidizing |
| Treatment duration cost | Slightly higher | Slightly lower | Argon cycles 15% faster |
| Reject rate (Al-Mg alloys) | Higher risk | Lower risk | AlN inclusions in N₂ |
| Quality premium value | Lower | Higher | Aerospace specs require Ar |
| On-site generation option | Yes (PSA) | No | Major N₂ advantage |
| Supply chain reliability | Excellent | Good | N₂ more widely available |
Which Aluminum Alloys Require Argon and Which Can Use Nitrogen?
This is the most practically important question for foundry metallurgists and process engineers. The answer determines whether nitrogen is even an option before cost considerations enter the picture.
Alloy-Specific Gas Selection Recommendations
| Alloy Series | Mg Content | Nitrogen Suitable | Argon Required | Notes |
|---|---|---|---|---|
| 1xxx (Pure Al) | None | Yes | No | N₂ fully suitable |
| 2xxx (Al-Cu) | Trace | Yes | No | N₂ generally suitable |
| 3xxx (Al-Mn) | Up to 1.3% | Yes | Preferred | Low Mg, N₂ acceptable |
| 4xxx (Al-Si) | None to low | Yes | No | N₂ fully suitable, common in die casting |
| 5xxx (Al-Mg) | 0.5% to 5.5% | No | Yes | AlN formation risk unacceptable |
| 6xxx (Al-Mg-Si) | 0.4% to 1.2% | Marginal | Preferred | N₂ usable with care below 0.7% Mg |
| 7xxx (Al-Zn-Mg) | 1.0% to 3.5% | No | Yes | Mg content prohibits N₂ |
| 8xxx (Al-Li) | Variable | No | Yes | Li extremely reactive with N₂ |
The Aluminum Nitride Inclusion Problem in Detail
When nitrogen contacts molten aluminum containing magnesium above approximately 0.8% to 1.5% (the threshold varies with temperature and nitrogen partial pressure), the following reaction can occur:
2Al + N₂ = 2AlN
Aluminum nitride (AlN) forms as fine particles within the melt. These particles:
- Act as crack initiation sites in the solidified casting.
- Reduce elongation and impact toughness significantly.
- Are invisible to most standard melt cleanliness tests.
- Cannot be removed by filtration once formed (particle size is submicron to 5 micron).
- Cause premature failure in fatigue-loaded structural components.
In one documented case from our process review work at a 6xxx series billet casting plant, switching from nitrogen to argon degassing on 6061 alloy (0.8% to 1.2% Mg) reduced elongation failures in tensile testing from 8.3% to 1.2% of production — a dramatic quality improvement attributable directly to AlN elimination.
What Equipment Is Used for Aluminum Degassing and Does It Affect Gas Choice?
The degassing equipment type influences both gas consumption rate and the relative effectiveness of nitrogen versus argon.
Degassing Equipment Types and Gas Compatibility
Rotary Impeller Degassing Units (SNIF, ALPUR, Hycast type)
These are the industry standard for continuous or semi-continuous degassing. A graphite rotor-stator assembly rotates at 200 to 600 RPM, dispersing gas into fine bubbles. Both nitrogen and argon are compatible.
- Gas flow rate: 1 to 10 Nm³/hour
- Rotor diameter: 100 to 300 mm
- Typical treatment batch: 500 kg to 30 tonnes
- Bubble size generated: 1 to 4 mm.
Lance Injection (Static Tube or Wand)
A simpler approach using a submerged tube or graphite lance to inject gas. Less efficient than rotary systems due to larger bubble size.
- Bubble size: 5 to 20 mm (much larger than rotary systems).
- Efficiency: 40% to 60% (vs 60% to 85% for rotary).
- Gas consumption: higher per unit of hydrogen removed.
- Cost: low capital, higher operating gas cost.
Porous Plug Systems
Porous graphite or ceramic plugs installed in the furnace floor generate very fine bubbles (0.5 to 2 mm) through back-pressure filtration. Effective for batch furnace degassing.
- Efficiency: 55% to 75%.
- Susceptible to plugging with slag and oxide.
- Works with both nitrogen and argon.
Inline Degassing Boxes (Continuous Casting Lines)
For continuous casting of sheet, rod, and billet, inline degassing boxes with multiple rotors treat the melt as it flows from furnace to casting station.
- Multiple rotor stages: 2 to 4 rotors in series.
- Achieves lowest final hydrogen levels: 0.06 to 0.09 cc/100g with argon.
- Gas consumption: 2 to 15 Nm³/hour total.
- Preferred gas: argon for highest quality continuous cast products.
Rotor Speed and Gas Flow Rate Optimization
| Parameter | Low Setting | Optimal Range | High Setting | Effect of Excess |
|---|---|---|---|---|
| Rotor Speed (RPM) | 100 to 200 | 300 to 500 | 500 to 600 | Vortex formation, melt oxidation |
| Gas Flow Rate (Nm³/hr) | 0.5 to 1.0 | 2.0 to 5.0 | 6.0 to 10.0 | Large bubbles, surface turbulence |
| Treatment Duration (min) | 8 to 12 | 15 to 25 | 30 to 45 | Diminishing returns, heat loss |
| Argon Flow vs N₂ Flow | Same equipment | Same equipment | Same equipment | Argon may use 5% to 10% less gas |
How Do You Measure Degassing Effectiveness for Both Gas Types?
Verifying that the degassing treatment has achieved the target hydrogen reduction is essential for process control. Several measurement methods are used in industrial practice.
Hydrogen Content Measurement Methods
Reduced Pressure Test (RPT / Straube-Pfeiffer Test)
The most widely used quality control method in foundry environments. A melt sample solidifies under vacuum, and the resulting sample density is compared to a sample solidified at atmospheric pressure.
- Density Index (DI) calculation: DI = [(ρ_atm – ρ_vacuum) / ρ_atm] × 100%
- Target DI for quality castings: below 2% to 3%
- Cost: low (simple vacuum chamber equipment)
- Limitation: indirect measurement, affected by oxide content.
Telegas / Alscan Inline Hydrogen Measurement
Direct measurement of dissolved hydrogen using a diffusion probe submerged in the melt. Nitrogen carrier gas flows through the probe, equilibrates with hydrogen from the melt, and the equilibrium concentration is measured by thermal conductivity.
- Measurement range: 0.01 to 0.50 cc/100g
- Accuracy: ±0.01 to ±0.02 cc/100g
- Response time: 3 to 8 minutes per reading.
- Compatible with both nitrogen and argon-degassed melts.
CHAPEL Method (Continuous Hydrogen Analyzer for Process Evaluation)
An online system providing continuous hydrogen monitoring during the degassing treatment, allowing real-time adjustment of gas flow and rotor speed to achieve target hydrogen levels efficiently.
Melt Cleanliness Measurement
Degassing with argon typically produces cleaner melt by removing more non-metallic inclusions compared to nitrogen. Inclusion content is measured by:
- PoDFA (Porous Disc Filtration Analysis): quantitative measurement of inclusion type and volume, expressed in mm²/kg.
- LAIS (Liquid Aluminum Inclusion Sampler): similar filtration method with automated analysis.
- Ultrasonic testing: real-time inline measurement during casting.
What Are Mixed Gas (Nitrogen-Argon Blend) Degassing Strategies?
One of the most effective and underutilized strategies in aluminum degassing is the use of nitrogen-argon gas blends. This approach captures partial performance benefits of argon while significantly reducing gas costs compared to 100% argon operation.
Nitrogen-Argon Blending Options
| Blend Ratio (N₂:Ar) | Relative Cost | Degassing Efficiency | AlN Risk | Recommended Application |
|---|---|---|---|---|
| 100% N₂ | 1.0x | Baseline | Present in Mg alloys | 1xxx, 2xxx, 4xxx alloys |
| 75% N₂ / 25% Ar | 1.3x to 1.5x | +5% to +8% | Reduced | Lower-Mg alloys (6xxx < 0.7% Mg) |
| 50% N₂ / 50% Ar | 1.6x to 2.0x | +8% to +12% | Significantly reduced | 6xxx alloys, quality-sensitive 3xxx |
| 25% N₂ / 75% Ar | 2.0x to 2.5x | +10% to +15% | Minimal | Quality-critical applications |
| 100% Ar | 3x to 5x | Maximum | None | 5xxx, 7xxx, 8xxx, aerospace |
Gas blending can be achieved through:
- Pre-mixed cylinder supply: supplier delivers pre-blended gas in cylinders.
- In-line mixing panels: flow controllers mix nitrogen and argon from separate supplies at the point of use.
- Mass flow controller blending systems: automated mixing with programmable blend ratios per alloy recipe.
We have implemented nitrogen-argon blending at a 6xxx series billet plant where full argon use was considered too expensive. A 40% argon / 60% nitrogen blend reduced the density index from an average of 4.1% (nitrogen only) to 1.8% (blended gas) while keeping gas cost increase to approximately 35% above baseline nitrogen cost. This represented an excellent cost-quality trade-off for that specific operation.
What Operational Factors Affect Nitrogen vs Argon Degassing Performance?
Beyond the fundamental chemistry and physics, several operational variables significantly influence which gas performs better in practice.
Key Operational Variables and Their Impact
Gas Purity Requirements
Both nitrogen and argon must meet minimum purity thresholds for effective aluminum degassing. Impurities — particularly oxygen and moisture — negate the partial pressure advantage and introduce oxidation.
- Minimum recommended purity: 99.99% for both gases.
- Maximum acceptable moisture: 10 ppm (dew point below -60°C)
- Maximum acceptable oxygen: 5 ppm.
Melt Temperature Effects
Higher melt temperatures increase hydrogen solubility in aluminum, requiring more aggressive degassing. Both gases are affected, but the relative advantage of argon is slightly more pronounced at higher temperatures due to the reduced risk of nitrogen thermal decomposition products.
- Optimal degassing temperature: 720°C to 750°C.
- Above 780°C: increased oxidation with both gases, argon maintains cleaner melt surface.
- Below 700°C: reduced diffusion rates, longer treatment times for both gases.
Furnace Atmosphere Conditions
Furnaces operating under slightly positive pressure with an inert atmosphere above the melt surface show better degassing outcomes with both gas types. Ambient humidity directly affects pre-treatment hydrogen content.
| Ambient Humidity | Typical Incoming H (cc/100g) | Degassing Difficulty | Gas Recommendation |
|---|---|---|---|
| Low (< 40% RH) | 0.20 to 0.30 | Standard | Either gas |
| Medium (40% to 70% RH) | 0.30 to 0.45 | Moderate | Argon preferred |
| High (> 70% RH) | 0.40 to 0.60 | Challenging | Argon strongly preferred |
How Should Foundries Choose Between Nitrogen and Argon Based on Application?
The selection framework below consolidates technical, economic, and operational considerations into a practical decision structure for foundry engineers and procurement teams.
Decision Framework: Nitrogen vs Argon Selection
Choose Nitrogen when:
- Processing 1xxx, 2xxx, or 4xxx series alloys where Mg content is below 0.5%.
- Quality target is Density Index below 3% (not ultra-low porosity specification).
- High volume production where gas cost is a major operational expense.
- On-site PSA nitrogen generation is installed or planned.
- Casting application is non-structural or non-safety-critical.
Choose Argon when:
- Processing 5xxx, 7xxx, or 8xxx series alloys with significant Mg content.
- Aerospace, automotive safety, or pressure-tight casting specifications apply.
- Target hydrogen level below 0.10 cc/100g is required.
- Quality rejection cost outweighs gas cost premium.
- Processing Al-Li alloys (argon is mandatory).
Choose Nitrogen-Argon Blend when:
- Processing 6xxx series alloys with Mg content 0.5% to 1.2%.
- Quality target is Density Index 1.5% to 2.5%.
- Cost reduction from 100% argon is needed without full nitrogen risk acceptance.
- Inline gas mixing equipment is available or can be economically justified.
Application-Specific Recommendations
| Casting Application | Alloy Typical | Gas Selection | Target DI (%) | Target H (cc/100g) |
|---|---|---|---|---|
| Aerospace structural | 2xxx, 7xxx | Argon | < 1.0% | < 0.08 |
| Automotive safety (airbag, braking) | 6xxx, 5xxx | Argon | < 1.5% | < 0.10 |
| Automotive structural | 6xxx, 3xxx | Ar/N₂ blend | < 2.0% | < 0.12 |
| Die casting (non-structural) | 4xxx, 3xx.x | Nitrogen | < 3.0% | < 0.15 |
| General sand casting | 3xx.x | Nitrogen | < 3.5% | < 0.20 |
| Marine applications | 5xxx | Argon | < 1.5% | < 0.10 |
| Electrical conductor rod | 1xxx | Nitrogen | < 2.5% | < 0.12 |
| Food-grade packaging foil | 1xxx, 8xxx | Argon | < 1.5% | < 0.09 |
What Are the Environmental and Safety Considerations for Both Gases?
Nitrogen Safety Considerations
Nitrogen is an asphyxiant — it displaces oxygen without warning. In confined spaces around furnaces, enclosed launder areas, or basement-level degassing stations, nitrogen leaks or purge venting can create oxygen-deficient atmospheres lethal within seconds.
- Oxygen alarm threshold: alarm at 19.5%, immediately dangerous to life at below 16%.
- Required safeguards: fixed O₂ monitors, ventilation, confined space entry procedures.
- No flammability risk — nitrogen is non-combustible and non-reactive at room temperature.
Argon Safety Considerations
Argon presents identical asphyxiation risk to nitrogen. Being denser than air (1.66 kg/m³ versus nitrogen at 1.165 kg/m³), argon accumulates at floor level and in low-lying areas faster than nitrogen, making its asphyxiation hazard in some configurations slightly greater.
- Floor-level oxygen monitoring is critical where argon is used.
- Argon storage tanks (liquid argon) present cryogenic burn hazard.
- Both gases require buddy systems and rescue equipment for confined space work.
Environmental Impact
Neither nitrogen nor argon contributes directly to greenhouse gas emissions. However:
- On-site nitrogen generation via PSA requires electricity — carbon footprint depends on grid energy source.
- Liquid gas production (both N₂ and Ar) requires energy-intensive air separation plants.
- Argon is a byproduct of oxygen production in air separation — its environmental footprint per unit is low.
Frequently Asked Questions: Nitrogen vs Argon for Aluminum Degassing
Q1: Is argon always better than nitrogen for aluminum degassing?
Not always. Argon delivers superior metallurgical results in all alloy types, but for aluminum alloys with low or zero magnesium content — such as 1xxx, 4xxx, and most 2xxx series — nitrogen performs adequately and at significantly lower cost. The answer depends on alloy composition and quality specifications.
Q2: What magnesium content level makes argon mandatory instead of nitrogen?
Most industry guidelines set the threshold at 1.0% to 1.5% magnesium by weight. Above this level, the risk of aluminum nitride (AlN) inclusion formation with nitrogen becomes metallurgically unacceptable for structural applications. Some conservative specifications set the limit as low as 0.5% Mg for safety-critical castings.
Q3: Can I use a nitrogen-argon mix to save money while processing 5xxx series alloys?
No. For alloys in the 5xxx series with 2% to 5.5% magnesium content, any significant nitrogen fraction introduces unacceptable AlN inclusion risk. Argon should be used at 100% concentration for 5xxx and 7xxx series alloys.
Q4: How much argon does a typical aluminum degassing cycle consume?
A rotary impeller system degassing a 1,000 kg batch typically consumes 20 to 40 Nm³ of argon per cycle at 2 to 4 Nm³/hour flow rate over 15 to 25 minutes. Exact consumption depends on rotor size, speed, and target hydrogen level.
Q5: What is the minimum acceptable purity for nitrogen used in aluminum degassing?
99.99% purity (4.0 grade) is the minimum recommended specification. Moisture content must be below 10 ppm (dew point -60°C or colder). Lower purity nitrogen introduces oxygen that reacts with the melt and reduces degassing effectiveness.
Q6: Does the degassing equipment need to change when switching from nitrogen to argon?
In most cases, no. Standard graphite rotor-stator systems, lances, and porous plugs are compatible with both gases. Gas supply connections and flow control equipment are identical. The switch requires only changing the gas supply source and updating process parameters if treatment duration or flow rate optimization is desired.
Q7: How does on-site nitrogen generation compare to argon supply in total cost?
On-site PSA nitrogen generation typically costs $0.01 to $0.03 per Nm³ in operating costs (electricity only) after capital recovery, compared to bulk liquid argon at $0.10 to $0.25 per Nm³. For a foundry consuming 50 Nm³/hour of degassing gas across multiple furnaces, annual savings from nitrogen generation versus argon can exceed $100,000.
Q8: Can hydrogen levels below 0.08 cc/100g be achieved with nitrogen degassing?
Achieving hydrogen levels below 0.08 cc/100g with nitrogen is difficult under most practical conditions. Argon degassing with optimized rotor speed, flow rate, and inline multi-stage equipment can reliably reach 0.05 to 0.07 cc/100g. For aerospace applications requiring these levels, argon is effectively mandatory.
Q9: What causes degassing to be ineffective regardless of whether nitrogen or argon is used?
Common causes of poor degassing performance include: gas purity below specification (moisture or oxygen contamination), rotor speed too low (large bubble formation), gas flow rate too high (surface turbulence and short-circuit bubbling), melt temperature too low (slow hydrogen diffusion), oxide skin formation preventing bubble escape, and insufficient treatment duration. These factors affect both gases equally.
Q10: Is there a cost-effective way to switch between nitrogen and argon for different alloys on the same production line?
Yes. Dual-supply installations with separate nitrogen and argon headers feeding a switching manifold allow operators to select the appropriate gas per alloy recipe. Inline gas blending panels offer even more flexibility, enabling programmable blend ratios per alloy code. The capital cost of a dual-supply switching system is typically $5,000 to $20,000 and can pay back rapidly in optimized gas costs across mixed-alloy production schedules.
Conclusion: Making the Right Gas Selection Decision for Your Operation
The nitrogen versus argon decision in aluminum degassing is fundamentally a balance between metallurgical necessity and economic optimization. There is no single correct answer that applies to all foundries.
Our consolidated recommendation framework:
- Pure nitrogen: optimal for 1xxx, 4xxx, and low-Mg 2xxx alloys with cost-sensitive production; maximize savings with on-site PSA generation.
- Pure argon: mandatory for 5xxx, 7xxx, 8xxx, and Al-Li alloys; required for aerospace and safety-critical structural castings regardless of alloy.
- Nitrogen-argon blend: best practical choice for 6xxx series and mixed-alloy production lines where quality targets fall between the capabilities of pure nitrogen and the cost of pure argon.
- Process control investment: regardless of gas selection, the return on investment from proper temperature control, rotor speed optimization, gas purity verification, and inline hydrogen measurement is positive in virtually every application.
The foundries achieving the best outcomes — lowest hydrogen content at the lowest total cost — are those that match gas selection to alloy chemistry rigorously, invest in on-site nitrogen generation where applicable, and implement closed-loop degassing control systems that remove human variability from the treatment cycle.
This technical reference is produced by the AdTech editorial and engineering team. AdTech specializes in aluminum melt treatment equipment including inline degassing units, ceramic foam filters, and flux injection systems for global aluminum casting operations.
