Degassing argon secara konsisten mengungguli degassing nitrogen dalam kualitas pemurnian lelehan aluminium - menghasilkan kandungan hidrogen akhir yang lebih rendah, inklusi yang lebih sedikit, dan permukaan akhir yang unggul dalam aplikasi paduan yang sensitif - tetapi nitrogen tetap menjadi pilihan utama dalam pengecoran bervolume tinggi karena keunggulan biayanya yang lebih murah 60% hingga 80% per meter kubik dibandingkan argon. Pilihan yang tepat di antara kedua gas inert ini tidak pernah bersifat universal. Hal ini tergantung pada seri paduan, target kualitas, volume keluaran, dan peralatan degassing spesifik yang digunakan. Berdasarkan pengalaman langsung kami dalam mengoptimalkan proses pemurnian aluminium di berbagai konfigurasi pengecoran, kerangka kerja keputusan lebih bernuansa daripada yang diakui oleh sebagian besar panduan pengadaan. Artikel ini memberikan perbandingan yang ketat dan didukung data yang mencakup kinerja metalurgi, biaya operasi, kompatibilitas peralatan, rekomendasi khusus paduan, dan strategi pencampuran gas hibrida yang sekarang digunakan oleh banyak pengecoran terkemuka untuk menyeimbangkan kualitas dengan biaya.
Jika proyek Anda memerlukan penggunaan Peralatan Degassing Aluminium Online, Anda bisa hubungi kami untuk mendapatkan penawaran gratis.
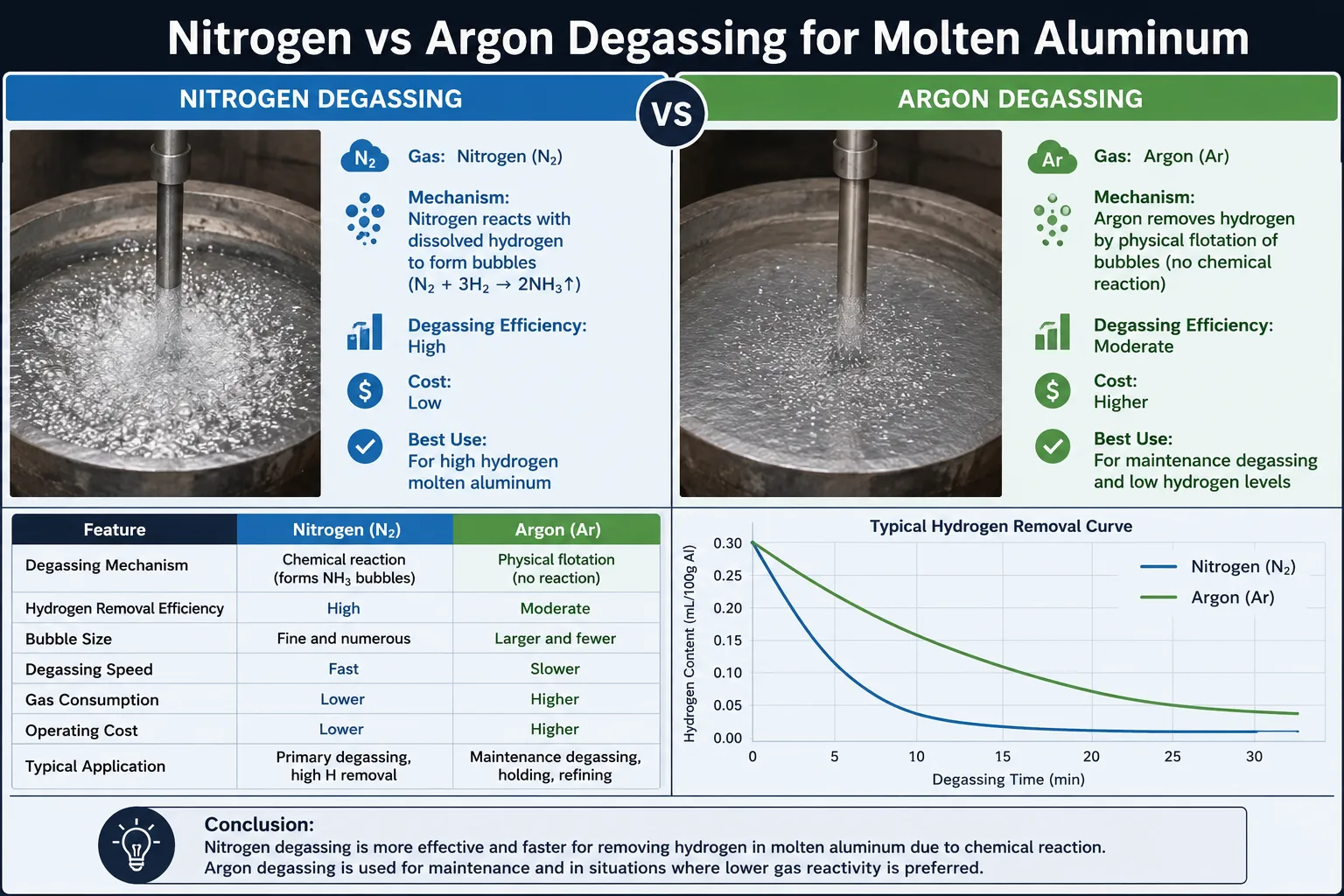
Apa Itu Degassing Aluminium dan Mengapa Pemilihan Gas Penting?
Aluminium dalam keadaan cair menyerap hidrogen dari uap air di atmosfer, dari bahan muatan basah, dan dari lapisan tahan api pada tungku dan mesin cuci. Hidrogen adalah satu-satunya gas yang larut dalam aluminium cair dalam jumlah yang berarti - pada dasarnya tidak terlihat selama peleburan tetapi menjadi sangat merusak selama pemadatan, di mana kelarutannya turun tajam dan mengendap sebagai porositas dalam pengecoran.
Proses degassing memasukkan gelembung-gelembung halus gas inert ke dalam lelehan melalui impeler yang berputar atau sumbat berpori statis. Gelembung-gelembung ini mengumpulkan hidrogen terlarut melalui perbedaan tekanan parsial - konsentrasi hidrogen di dalam gelembung gas inert murni adalah nol, sehingga hidrogen berpindah dari lelehan ke dalam gelembung dan keluar dari rendaman saat gelembung naik ke permukaan.
Pemilihan gas penting karena:
- Kemurnian dan kelembaman gas pembawa menentukan seberapa efisien hidrogen ditangkap.
- Nitrogen bereaksi dengan paduan aluminium tertentu pada suhu tinggi, membentuk inklusi aluminium nitrida (AlN).
- Argon sepenuhnya inert secara kimiawi dengan semua paduan aluminium dalam semua kondisi operasi.
- Perbedaan biaya antara nitrogen dan argon memengaruhi keekonomisan setiap siklus pemurnian.
- Tingkat keausan peralatan berbeda antara servis nitrogen dan argon.
Masalah Porositas Hidrogen dalam Coran Aluminium
Kandungan hidrogen dalam lelehan aluminium diukur dalam sentimeter kubik per 100 gram logam (cc/100g). Hubungan antara tingkat hidrogen dan kualitas pengecoran sudah mapan:
| Tingkat Hidrogen (cc/100g) | Efek pada Kualitas Pengecoran |
|---|---|
| Di bawah 0,10 | Sangat baik, cocok untuk ruang angkasa dan pengecoran kedap tekanan |
| 0,10 hingga 0,15 | Bagus, cocok untuk coran otomotif struktural |
| 0,15 hingga 0,20 | Dapat diterima untuk aplikasi non-kritis |
| 0,20 hingga 0,30 | Marjinal, kemungkinan mikroporositas yang terlihat |
| Di atas 0,30 | Risiko penolakan dan porositas makro yang tidak dapat diterima dan signifikan |
Siklus degassing yang dijalankan dengan baik menggunakan nitrogen atau argon dapat mengurangi hidrogen dari tingkat pra-pengolahan khas 0,30 hingga 0,50 cc/100g hingga 0,08 hingga 0,15 cc/100g, tergantung pada kemurnian gas, kecepatan rotor, laju aliran gas, dan durasi pengolahan.
Bagaimana Cara Kerja Degassing Nitrogen dalam Pemurnian Aluminium?
Degassing nitrogen (N₂) menggunakan gas nitrogen dengan kemurnian tinggi - biasanya 99,99% atau tingkat kemurnian yang lebih tinggi - yang dialirkan melalui sistem rotor-stator grafit berputar yang terendam dalam lelehan. Rotor memotong gas menjadi gelembung-gelembung halus, biasanya berdiameter 1 mm hingga 5 mm, yang naik melalui lelehan dan mengumpulkan hidrogen.
Komponen Sistem Degassing Nitrogen
- Impeler berputar (unit rotor-stator)konstruksi grafit, diameter 100 mm hingga 250 mm, kecepatan putaran 200 hingga 600 RPM.
- Jalur pasokan gastabung baja tahan karat atau tembaga dengan katup pengatur aliran dan rotameter.
- Sumber nitrogentangki nitrogen cair curah (stasiun LOX/LIN) atau manifold silinder bertekanan tinggi.
- Laju aliranbiasanya 1 hingga 8 Nm³/jam tergantung pada volume lelehan.
- Durasi perawatan: 10 hingga 30 menit per siklus.
Bagaimana Nitrogen Bereaksi dengan Paduan Aluminium
Pada suhu operasi antara 700°C dan 780°C, nitrogen sebagian besar bersifat inert dengan aluminium murni. Namun, situasinya berubah dengan elemen paduan tertentu:
- Paduan yang mengandung magnesium (seri 5xxx dan beberapa seri 7xxx)magnesium bertindak sebagai katalis untuk pembentukan AlN. Pada konsentrasi magnesium di atas 1.5%, risiko pembentukan inklusi aluminium nitrida meningkat secara signifikan.
- Paduan yang mengandung litiumsangat reaktif dengan nitrogen, secara efektif melarang penggunaan nitrogen dalam pemrosesan paduan Al-Li.
- Aluminium murni dan paduan yang mengandung Sireaktivitas nitrogen minimal pada suhu operasi standar.
Batasan reaktivitas ini adalah alasan metalurgi paling penting mengapa argon terkadang lebih dipilih daripada nitrogen, berapa pun biayanya.
Bagaimana Cara Kerja Degassing Argon dan Apa yang Membuatnya Berbeda?
Argon (Ar) adalah gas mulia - inert secara kimiawi dalam semua kondisi yang dihadapi dalam pemrosesan aluminium. Argon tidak bereaksi dengan aluminium, magnesium, litium, atau elemen paduan umum lainnya pada suhu apa pun yang relevan dengan pemurnian aluminium.
Mekanisme fisik degassing argon identik dengan nitrogen: gelembung-gelembung halus naik melalui lelehan, mengumpulkan hidrogen terlarut melalui perbedaan tekanan parsial. Perbedaannya murni terletak pada sifat kimia dan gas.
Perbandingan Sifat Fisik: Nitrogen vs Argon
| Properti | Nitrogen (N₂) | Argon (Ar) |
|---|---|---|
| Berat Molekul (g/mol) | 28.0 | 39.9 |
| Kepadatan pada suhu 20°C (kg/m³) | 1.165 | 1.661 |
| Titik Didih (°C) | -195.8 | -185.9 |
| Reaktivitas Kimia dengan Al | Rendah (bervariasi dengan paduan) | Tidak ada |
| Konduktivitas Termal (mW/m-K) | 25.8 | 17.7 |
| Kelarutan dalam Cairan Al | Dapat diabaikan | Dapat diabaikan |
| Tersedia Kemurnian Komersial | 99.999% | 99.999% |
| Harga Industri Umum | Rendah | 60% hingga 80% lebih tinggi dari N₂ |
Berat molekul argon yang lebih tinggi berarti gelembung argon naik sedikit lebih lambat melalui lelehan daripada gelembung nitrogen dengan ukuran yang sama, memberikan waktu kontak yang sedikit lebih lama untuk pengumpulan hidrogen. Keuntungan fisik ini, dikombinasikan dengan reaktivitas kimiawi nol, berkontribusi pada efisiensi degassing argon yang unggul dalam studi terkontrol.
Efisiensi Degassing: Argon vs Nitrogen dalam Perbandingan Terkendali
Beberapa uji coba pengecoran yang dipublikasikan dan pekerjaan pengoptimalan proses kami sendiri menunjukkan perbedaan kinerja berikut ini dalam kondisi yang setara:
| Metrik Kinerja | Nitrogen | Argon | Keunggulan Argon |
|---|---|---|---|
| Kandungan H akhir (cc/100g) | 0,10 hingga 0,15 | 0,07 hingga 0,12 | 15% hingga 25% lebih rendah |
| Efisiensi degassing (%) | 60% hingga 75% | 70% hingga 85% | 10 hingga 15 poin persentase |
| Waktu perawatan untuk mencapai 0,10 cc / 100g | 18 hingga 25 menit | 14 hingga 20 menit | 15% hingga 20% lebih cepat |
| Efektivitas penghapusan inklusi | Bagus. | Sangat baik | Terukur lebih baik |
| Risiko inklusi nitrida (paduan Al-Mg) | Sedang hingga Tinggi | Tidak ada | Signifikan |
| Oksidasi leleh selama perawatan | Sedikit lebih tinggi | Lebih rendah | Permukaan yang lebih bersih |
Berapa Perbedaan Biaya Nyata Antara Nitrogen dan Argon untuk Degassing Aluminium?
Perbandingan biaya antara degassing nitrogen dan argon memerlukan analisis di luar harga sederhana per meter kubik gas. Total biaya degassing mencakup konsumsi gas, keausan peralatan, penolakan karena kegagalan kualitas, dan dampak produktivitas dari durasi perawatan.
Tolok Ukur Harga Gas berdasarkan Moda Pasokan
| Mode Pasokan | Harga Nitrogen (USD/Nm³) | Harga Argon (USD/Nm³) | Rasio Harga (Ar/N₂) |
|---|---|---|---|
| Silinder bertekanan tinggi | $0.08 hingga $0.18 | $0.35 hingga $0.65 | 3,5x hingga 5x |
| Pengiriman curah cair (kecil) | $0.04 hingga $0.10 | $0.18 hingga $0.40 | 3x hingga 5x |
| Pengiriman curah cair (besar) | $0.02 hingga $0.06 | $0.10 hingga $0.25 | 3x hingga 5x |
| Pembangkit nitrogen di tempat (PSA) | $0.01 hingga $0.03 | N/A | N/A |
| Pasokan pipa (industri besar) | $0.008 hingga $0.02 | $0.06 hingga $0.15 | 4x hingga 8x |
Catatan: Harga bervariasi secara signifikan berdasarkan wilayah, volume kontrak, dan biaya energi. Angka-angka ini mewakili kisaran pasar Amerika Utara dan Eropa Barat.
Pembangkit Nitrogen di Lokasi: Pengubah Permainan Biaya
Salah satu faktor ekonomi yang paling signifikan dalam keputusan nitrogen vs argon adalah ketersediaan generasi nitrogen di tempat melalui Pressure Swing Adsorption (PSA) atau teknologi pemisahan membran.
Generator Nitrogen PSA:
- Kemurnian keluaran: 99.0% hingga 99.999%
- Kapasitas aliran: 1 Nm³/jam hingga 1.000+ Nm³/jam.
- Biaya operasional: hanya listrik, sekitar $0.01 hingga $0.03 per Nm³
- Biaya modal: $15.000 hingga $250.000 tergantung pada kapasitas.
- Periode pengembalian modal: biasanya 12 hingga 36 bulan dibandingkan dengan pasokan silinder.
Pada $0.02/Nm³ nitrogen versus $0.20/Nm³ argon, sebuah pengecoran yang memproses 50 ton per hari dengan konsumsi gas 3 Nm³/jam per tungku dan 4 tungku yang beroperasi 20 jam/hari akan menghabiskan:
- Biaya nitrogen: 3 × 4 × 20 × $0.02 = $4.80 per hari
- Biaya argon: 3 × 4 × 20 × $0.20 = $48.00 per hari
Selisih biaya gas tahunan: kira-kira $15.768 per tahun per fasilitas - penghematan substansial yang membenarkan pemilihan nitrogen di mana pun target kualitas metalurgi memungkinkan.
Total Biaya Kepemilikan: Di luar Harga Gas
| Faktor Biaya | Nitrogen | Argon | Catatan |
|---|---|---|---|
| Biaya bahan baku gas | Rendah hingga Sangat Rendah | Sedang hingga Tinggi | Variabel tunggal terbesar |
| Laju keausan rotor grafit | Standar | 5% hingga 10% lebih rendah | Argon sedikit lebih sedikit mengoksidasi |
| Biaya durasi perawatan | Sedikit lebih tinggi | Sedikit lebih rendah | Argon memutar 15% lebih cepat |
| Tingkat penolakan (paduan Al-Mg) | Risiko lebih tinggi | Risiko yang lebih rendah | Inklusi AlN dalam N₂ |
| Nilai premium yang berkualitas | Lebih rendah | Lebih tinggi | Spesifikasi kedirgantaraan membutuhkan Ar |
| Opsi pembuatan di tempat | Ya (PSA) | Tidak. | Keuntungan utama N₂ |
| Keandalan rantai pasokan | Luar biasa | Bagus. | N₂ lebih banyak tersedia secara luas |
Paduan Aluminium Mana yang Membutuhkan Argon dan Mana yang Dapat Menggunakan Nitrogen?
Ini adalah pertanyaan yang paling penting secara praktis bagi para ahli metalurgi pengecoran dan insinyur proses. Jawabannya menentukan apakah nitrogen bahkan menjadi pilihan sebelum pertimbangan biaya masuk ke dalam gambar.
Rekomendasi Pemilihan Gas Khusus Paduan
| Seri Paduan | Kandungan Mg | Cocok untuk Nitrogen | Diperlukan Argon | Catatan |
|---|---|---|---|---|
| 1xxx (Al Murni) | Tidak ada | Ya. | Tidak. | N₂ sepenuhnya cocok |
| 2xxx (Al-Cu) | Melacak | Ya. | Tidak. | N₂ umumnya cocok |
| 3xxx (Al-Mn) | Hingga 1,3% | Ya. | Lebih disukai | Mg rendah, N₂ dapat diterima |
| 4xxx (Al-Si) | Tidak ada hingga rendah | Ya. | Tidak. | N₂ sepenuhnya cocok, umum dalam die casting |
| 5xxx (Al-Mg) | 0,5% hingga 5,5% | Tidak. | Ya. | Risiko pembentukan AlN tidak dapat diterima |
| 6xxx (Al-Mg-Si) | 0.4% hingga 1.2% | Marjinal | Lebih disukai | N₂ dapat digunakan dengan hati-hati di bawah 0,7% Mg |
| 7xxx (Al-Zn-Mg) | 1.0% hingga 3.5% | Tidak. | Ya. | Kandungan Mg melarang N₂ |
| 8xxx (Al-Li) | Variabel | Tidak. | Ya. | Li sangat reaktif dengan N₂ |
Masalah Inklusi Aluminium Nitrida secara Detail
Ketika nitrogen kontak dengan aluminium cair yang mengandung magnesium di atas sekitar 0,8% hingga 1,5% (ambang batas bervariasi dengan suhu dan tekanan parsial nitrogen), reaksi berikut ini dapat terjadi:
2Al + N₂ = 2AlN
Aluminium nitrida (AlN) terbentuk sebagai partikel halus di dalam lelehan. Partikel-partikel ini:
- Bertindak sebagai tempat inisiasi retakan pada pengecoran yang dipadatkan.
- Mengurangi perpanjangan dan ketangguhan benturan secara signifikan.
- Tidak terlihat oleh sebagian besar uji kebersihan lelehan standar.
- Tidak dapat dihilangkan dengan penyaringan setelah terbentuk (ukuran partikel submikron hingga 5 mikron).
- Menyebabkan kerusakan dini pada komponen struktural yang mengalami kelelahan.
Dalam satu kasus yang didokumentasikan dari pekerjaan peninjauan proses kami di pabrik pengecoran billet seri 6xxx, peralihan dari nitrogen ke degassing argon pada paduan 6061 (0,8% menjadi 1,2% Mg) mengurangi kegagalan pemanjangan pada pengujian tarik dari 8,3% menjadi 1,2% produksi - peningkatan kualitas yang dramatis yang dapat diatribusikan secara langsung pada eliminasi AlN.
Peralatan Apa yang Digunakan untuk Degassing Aluminium dan Apakah Mempengaruhi Pilihan Gas?
Jenis peralatan degassing memengaruhi tingkat konsumsi gas dan efektivitas relatif nitrogen versus argon.
Jenis Peralatan Degassing dan Kompatibilitas Gas
Unit Degassing Impeler Putar (SNIF, ALPUR, tipe Hycast)
Ini adalah standar industri untuk degassing kontinu atau semi-kontinu. Rakitan rotor-stator grafit berputar pada 200 hingga 600 RPM, menyebarkan gas ke dalam gelembung-gelembung halus. Baik nitrogen maupun argon kompatibel.
- Laju aliran gas: 1 hingga 10 Nm³/jam
- Diameter rotor: 100 hingga 300 mm
- Batch perawatan yang umum: 500 kg hingga 30 ton
- Ukuran gelembung yang dihasilkan: 1 hingga 4 mm.
Injeksi Tombak (Tabung atau Tongkat Statis)
Pendekatan yang lebih sederhana dengan menggunakan tabung terendam atau tombak grafit untuk menginjeksikan gas. Kurang efisien dibandingkan sistem rotari karena ukuran gelembung yang lebih besar.
- Ukuran gelembung: 5 hingga 20 mm (jauh lebih besar daripada sistem putar).
- Efisiensi: 40% hingga 60% (vs 60% hingga 85% untuk putar).
- Konsumsi gas: lebih tinggi per unit hidrogen yang dihilangkan.
- Biaya: modal rendah, biaya gas operasi lebih tinggi.
Sistem Sumbat Berpori
Sumbat grafit berpori atau keramik yang dipasang di lantai tungku menghasilkan gelembung yang sangat halus (0,5 hingga 2 mm) melalui penyaringan tekanan balik. Efektif untuk degassing tungku batch.
- Efisiensi: 55% hingga 75%.
- Rentan tersumbat oleh terak dan oksida.
- Bekerja dengan nitrogen dan argon.
Kotak Degassing Sebaris (Jalur Pengecoran Berkelanjutan)
Untuk pengecoran lembaran, batang, dan billet secara kontinu, kotak degassing inline dengan beberapa rotor memperlakukan lelehan saat mengalir dari tungku ke stasiun pengecoran.
- Beberapa tahap rotor: 2 hingga 4 rotor secara seri.
- Mencapai tingkat hidrogen akhir terendah: 0,06 hingga 0,09 cc/100g dengan argon.
- Konsumsi gas: total 2 hingga 15 Nm³/jam.
- Gas pilihan: argon untuk produk cor kontinu dengan kualitas terbaik.
Pengoptimalan Kecepatan Rotor dan Laju Aliran Gas
| Parameter | Pengaturan Rendah | Jangkauan Optimal | Pengaturan Tinggi | Efek dari Kelebihan |
|---|---|---|---|---|
| Kecepatan Rotor (RPM) | 100 hingga 200 | 300 hingga 500 | 500 hingga 600 | Pembentukan pusaran, oksidasi lelehan |
| Laju Aliran Gas (Nm³/jam) | 0,5 hingga 1,0 | 2,0 hingga 5,0 | 6,0 hingga 10,0 | Gelembung besar, turbulensi permukaan |
| Durasi Perawatan (menit) | 8 hingga 12 | 15 hingga 25 | 30 hingga 45 | Pengembalian yang berkurang, kehilangan panas |
| Aliran Argon vs Aliran N₂ | Peralatan yang sama | Peralatan yang sama | Peralatan yang sama | Argon dapat menggunakan gas 5% hingga 10% lebih sedikit |
Bagaimana Anda Mengukur Efektivitas Degassing untuk Kedua Jenis Gas?
Memverifikasi bahwa pengolahan degassing telah mencapai target pengurangan hidrogen sangat penting untuk pengendalian proses. Beberapa metode pengukuran digunakan dalam praktik industri.
Metode Pengukuran Kandungan Hidrogen
Uji Tekanan Tereduksi (Uji RPT / Straube-Pfeiffer)
Metode kontrol kualitas yang paling banyak digunakan dalam lingkungan pengecoran. Sampel lelehan membeku di bawah vakum, dan densitas sampel yang dihasilkan dibandingkan dengan sampel yang dipadatkan pada tekanan atmosfer.
- Perhitungan Indeks Kepadatan (DI): DI = [(ρ_atm - ρ_vakum) / ρ_atm] × 100%
- Target DI untuk coran berkualitas: di bawah 2% hingga 3%
- Biaya: rendah (peralatan ruang vakum sederhana)
- Batasan: pengukuran tidak langsung, dipengaruhi oleh kandungan oksida.
Pengukuran Hidrogen Sebaris Telegas / Alscan
Pengukuran langsung hidrogen terlarut menggunakan probe difusi yang terendam dalam lelehan. Gas pembawa nitrogen mengalir melalui probe, menyeimbangkan dengan hidrogen dari lelehan, dan konsentrasi kesetimbangan diukur dengan konduktivitas termal.
- Rentang pengukuran: 0,01 hingga 0,50 cc/100g
- Akurasi: ±0,01 hingga ±0,02 cc/100g
- Waktu respons: 3 hingga 8 menit per pembacaan.
- Kompatibel dengan lelehan nitrogen dan lelehan argon.
Metode CHAPEL (Penganalisis Hidrogen Kontinu untuk Evaluasi Proses)
Sistem online yang menyediakan pemantauan hidrogen secara terus menerus selama proses degassing, memungkinkan penyesuaian aliran gas dan kecepatan rotor secara real-time untuk mencapai tingkat hidrogen target secara efisien.
Pengukuran Kebersihan Lelehan
Degassing dengan argon biasanya menghasilkan lelehan yang lebih bersih dengan menghilangkan lebih banyak inklusi non-logam dibandingkan dengan nitrogen. Kandungan inklusi diukur dengan:
- PoDFA (Analisis Filtrasi Cakram Berpori)pengukuran kuantitatif jenis dan volume inklusi, dinyatakan dalam mm²/kg.
- LAIS (Liquid Aluminium Inclusion Sampler)metode penyaringan serupa dengan analisis otomatis.
- Pengujian ultrasonikpengukuran inline waktu nyata selama pengecoran.
Apa Itu Strategi Degassing Gas Campuran (Campuran Nitrogen-Argon)?
Salah satu strategi yang paling efektif dan kurang dimanfaatkan dalam degassing aluminium adalah penggunaan campuran gas nitrogen-argon. Pendekatan ini menangkap manfaat kinerja parsial dari argon sambil secara signifikan mengurangi biaya gas dibandingkan dengan operasi argon 100%.
Opsi Pencampuran Nitrogen-Argon
| Rasio Campuran (N₂: Ar) | Biaya Relatif | Efisiensi Degassing | Risiko AlN | Aplikasi yang Direkomendasikan |
|---|---|---|---|---|
| 100% N₂ | 1.0x | Baseline | Hadir dalam paduan Mg | Paduan 1xxx, 2xxx, 4xxx |
| 75% N₂ / 25% Ar | 1,3x hingga 1,5x | +5% hingga +8% | Berkurang. | Paduan dengan kadar Mg yang lebih rendah (6xxx < 0,7% Mg) |
| 50% N₂ / 50% Ar | 1,6x hingga 2,0x | +8% hingga +12% | Berkurang secara signifikan | Paduan 6xxx, peka terhadap kualitas 3xxx |
| 25% N₂ / 75% Ar | 2,0x hingga 2,5x | +10% hingga +15% | Minimal | Aplikasi yang sangat kritis terhadap kualitas |
| 100% Ar | 3x hingga 5x | Maksimum | Tidak ada | 5xxx, 7xxx, 8xxx, kedirgantaraan |
Pencampuran gas dapat dicapai melalui:
- Pasokan silinder yang sudah dicampur sebelumnyapemasok mengirimkan gas yang sudah dicampur dalam tabung.
- Panel pencampuran in-linepengontrol aliran mencampur nitrogen dan argon dari pasokan terpisah pada titik penggunaan.
- Sistem pencampuran pengontrol aliran massapencampuran otomatis dengan rasio campuran yang dapat diprogram per resep paduan.
Kami telah menerapkan pencampuran nitrogen-argon di pabrik billet seri 6xxx di mana penggunaan argon penuh dianggap terlalu mahal. Campuran argon 40% / 60% nitrogen mengurangi indeks kepadatan dari rata-rata 4,1% (hanya nitrogen) menjadi 1,8% (gas campuran) sambil mempertahankan kenaikan biaya gas menjadi sekitar 35% di atas biaya nitrogen awal. Hal ini menunjukkan pertukaran biaya-kualitas yang sangat baik untuk operasi spesifik tersebut.
Faktor Operasional Apa yang Mempengaruhi Kinerja Degassing Nitrogen vs Argon?
Di luar kimia dan fisika dasar, beberapa variabel operasional secara signifikan memengaruhi gas mana yang berkinerja lebih baik dalam praktiknya.
Variabel Operasional Utama dan Dampaknya
Persyaratan Kemurnian Gas
Baik nitrogen maupun argon harus memenuhi ambang batas kemurnian minimum untuk degassing aluminium yang efektif. Kotoran - terutama oksigen dan kelembapan - meniadakan keuntungan tekanan parsial dan menyebabkan oksidasi.
- Kemurnian minimum yang direkomendasikan: 99,99% untuk kedua gas.
- Kelembaban maksimum yang dapat diterima: 10 ppm (titik embun di bawah -60°C)
- Oksigen maksimum yang dapat diterima: 5 ppm.
Efek Suhu Leleh
Suhu leleh yang lebih tinggi meningkatkan kelarutan hidrogen dalam aluminium, sehingga membutuhkan degassing yang lebih agresif. Kedua gas terpengaruh, tetapi keunggulan relatif argon sedikit lebih terasa pada suhu yang lebih tinggi karena berkurangnya risiko produk dekomposisi termal nitrogen.
- Suhu degassing optimal: 720°C hingga 750°C.
- Di atas 780 ° C: peningkatan oksidasi dengan kedua gas, argon mempertahankan permukaan lelehan yang lebih bersih.
- Di bawah 700°C: tingkat difusi berkurang, waktu perawatan lebih lama untuk kedua gas.
Kondisi Atmosfer Tungku
Tungku yang beroperasi di bawah tekanan yang sedikit positif dengan atmosfer lembam di atas permukaan lelehan menunjukkan hasil degassing yang lebih baik dengan kedua jenis gas. Kelembaban sekitar secara langsung memengaruhi kandungan hidrogen pra-pengolahan.
| Kelembaban Sekitar | H Masuk Khas (cc/100g) | Kesulitan Degassing | Rekomendasi Gas |
|---|---|---|---|
| Rendah (<40% RH) | 0,20 hingga 0,30 | Standar | Baik gas |
| Sedang (40% hingga 70% RH) | 0,30 hingga 0,45 | Sedang | Argon lebih disukai |
| Tinggi (> 70% RH) | 0,40 hingga 0,60 | Menantang | Argon sangat disukai |
Bagaimana Seharusnya Pengecoran Memilih Antara Nitrogen dan Argon Berdasarkan Aplikasi?
Kerangka kerja pemilihan di bawah ini mengkonsolidasikan pertimbangan teknis, ekonomi, dan operasional ke dalam struktur keputusan praktis untuk para insinyur pengecoran dan tim pengadaan.
Kerangka Kerja Keputusan: Pemilihan Nitrogen vs Argon
Pilih Nitrogen saat:
- Memproses paduan seri 1xxx, 2xxx, atau 4xxx di mana kandungan Mg di bawah 0,5%.
- Target kualitas adalah Indeks Kepadatan di bawah 3% (bukan spesifikasi porositas sangat rendah).
- Produksi dengan volume tinggi di mana biaya gas merupakan biaya operasional utama.
- Pembangkit nitrogen PSA di tempat dipasang atau direncanakan.
- Aplikasi pengecoran bersifat non-struktural atau tidak kritis terhadap keselamatan.
Pilih Argon saat:
- Memproses paduan seri 5xxx, 7xxx, atau 8xxx dengan kandungan Mg yang signifikan.
- Berlaku untuk spesifikasi kedirgantaraan, keselamatan otomotif, atau pengecoran kedap tekanan.
- Diperlukan tingkat hidrogen target di bawah 0,10 cc/100g.
- Biaya penolakan kualitas lebih besar daripada biaya gas premium.
- Memproses paduan Al-Li (wajib menggunakan argon).
Pilih Campuran Nitrogen-Argon saat:
- Memproses paduan seri 6xxx dengan kandungan Mg 0,5% hingga 1,2%.
- Target kualitas adalah Indeks Kepadatan 1.5% hingga 2.5%.
- Pengurangan biaya dari argon 100% diperlukan tanpa penerimaan risiko nitrogen penuh.
- Peralatan pencampuran gas inline tersedia atau dapat dibenarkan secara ekonomi.
Rekomendasi Khusus Aplikasi
| Aplikasi Pengecoran | Paduan Khas | Pemilihan Gas | Target DI (%) | Target H (cc/100g) |
|---|---|---|---|---|
| Struktur kedirgantaraan | 2xxx, 7xxx | Argon | <1.0% | < 0.08 |
| Keselamatan otomotif (kantung udara, pengereman) | 6xxx, 5xxx | Argon | <1.5% | < 0.10 |
| Struktural otomotif | 6xxx, 3xxx | Campuran Ar/N₂ | <2.0% | < 0.12 |
| Die casting (non-struktural) | 4xxx, 3xx.x | Nitrogen | <3.0% | < 0.15 |
| Pengecoran pasir umum | 3xx.x | Nitrogen | <3.5% | < 0.20 |
| Aplikasi kelautan | 5xxx | Argon | <1.5% | < 0.10 |
| Batang konduktor listrik | 1xxx | Nitrogen | <2.5% | < 0.12 |
| Foil kemasan kelas makanan | 1xxx, 8xxx | Argon | <1.5% | < 0.09 |
Apa Saja Pertimbangan Lingkungan dan Keselamatan untuk Kedua Gas tersebut?
Pertimbangan Keamanan Nitrogen
Nitrogen bersifat asfiksia - menggantikan oksigen tanpa peringatan. Di ruang terbatas di sekitar tungku, area pencucian tertutup, atau stasiun degassing di lantai bawah tanah, kebocoran nitrogen atau ventilasi pembersihan dapat menciptakan atmosfer kekurangan oksigen yang mematikan dalam hitungan detik.
- Ambang batas alarm oksigen: alarm pada 19.5%, langsung berbahaya bagi kehidupan pada suhu di bawah 16%.
- Perlindungan yang diperlukan: monitor O₂ tetap, ventilasi, prosedur masuk ruang terbatas.
- Tidak ada risiko mudah terbakar - nitrogen tidak mudah terbakar dan tidak reaktif pada suhu kamar.
Pertimbangan Keamanan Argon
Argon menghadirkan risiko sesak napas yang sama dengan nitrogen. Karena lebih padat daripada udara (1,66 kg/m³ versus nitrogen pada 1,165 kg/m³), argon terakumulasi di permukaan lantai dan di daerah dataran rendah lebih cepat daripada nitrogen, sehingga bahaya sesak napas dalam beberapa konfigurasi sedikit lebih besar.
- Pemantauan oksigen di tingkat lantai sangat penting di mana argon digunakan.
- Tangki penyimpanan argon (argon cair) menimbulkan bahaya luka bakar kriogenik.
- Kedua gas tersebut memerlukan sistem teman dan peralatan penyelamatan untuk pekerjaan di ruang terbatas.
Dampak Lingkungan
Baik nitrogen maupun argon tidak berkontribusi secara langsung terhadap emisi gas rumah kaca. Namun:
- Pembangkitan nitrogen di tempat melalui PSA membutuhkan listrik - jejak karbon tergantung pada sumber energi jaringan.
- Produksi gas cair (baik N₂ maupun Ar) membutuhkan instalasi pemisahan udara yang intensif energi.
- Argon adalah produk sampingan dari produksi oksigen dalam pemisahan udara - jejak lingkungan per unitnya rendah.
Pertanyaan yang Sering Diajukan: Nitrogen vs Argon untuk Degassing Aluminium
T1: Apakah argon selalu lebih baik daripada nitrogen untuk degassing aluminium?
Tidak selalu. Argon memberikan hasil metalurgi yang unggul di semua jenis paduan, tetapi untuk paduan aluminium dengan kandungan magnesium rendah atau nol - seperti 1xxx, 4xxx, dan sebagian besar seri 2xxx - nitrogen berkinerja memadai dan dengan biaya yang jauh lebih rendah. Jawabannya tergantung pada komposisi paduan dan spesifikasi kualitas.
T2: Tingkat kandungan magnesium apa yang membuat argon wajib digunakan sebagai pengganti nitrogen?
Sebagian besar pedoman industri menetapkan ambang batas pada 1,0% hingga 1,5% magnesium menurut beratnya. Di atas level ini, risiko pembentukan inklusi aluminium nitrida (AlN) dengan nitrogen menjadi tidak dapat diterima secara metalurgi untuk aplikasi struktural. Beberapa spesifikasi konservatif menetapkan batas serendah 0,5% Mg untuk pengecoran yang sangat penting bagi keselamatan.
T3: Dapatkah saya menggunakan campuran nitrogen-argon untuk menghemat biaya saat memproses paduan seri 5xxx?
Tidak. Untuk paduan dalam seri 5xxx dengan kandungan magnesium 2% hingga 5,5%, fraksi nitrogen yang signifikan akan menimbulkan risiko inklusi AlN yang tidak dapat diterima. Argon harus digunakan pada konsentrasi 100% untuk paduan seri 5xxx dan 7xxx.
T4: Berapa banyak argon yang dikonsumsi oleh siklus degassing aluminium pada umumnya?
Sistem impeler putar yang mendegassing batch 1.000 kg biasanya mengonsumsi 20 hingga 40 Nm³ argon per siklus dengan laju aliran 2 hingga 4 Nm³/jam selama 15 hingga 25 menit. Konsumsi yang tepat tergantung pada ukuran rotor, kecepatan, dan tingkat hidrogen target.
T5: Berapa kemurnian minimum yang dapat diterima untuk nitrogen yang digunakan dalam degassing aluminium?
Kemurnian 99,99% (kelas 4.0) adalah spesifikasi minimum yang direkomendasikan. Kadar air harus di bawah 10 ppm (titik embun -60°C atau lebih dingin). Nitrogen dengan kemurnian yang lebih rendah memperkenalkan oksigen yang bereaksi dengan lelehan dan mengurangi efektivitas degassing.
T6: Apakah peralatan degassing perlu diganti ketika beralih dari nitrogen ke argon?
Dalam kebanyakan kasus, tidak. Sistem rotor-stator grafit standar, tombak, dan sumbat berpori kompatibel dengan kedua gas tersebut. Sambungan pasokan gas dan peralatan kontrol aliran identik. Sakelar hanya perlu mengubah sumber pasokan gas dan memperbarui parameter proses jika durasi perawatan atau pengoptimalan laju aliran diinginkan.
T7: Bagaimana pembangkitan nitrogen di lokasi dibandingkan dengan pasokan argon dalam hal biaya total?
Pembangkitan nitrogen PSA di lokasi biasanya menelan biaya $0.01 hingga $0.03 per Nm³ dalam biaya pengoperasian (hanya listrik) setelah pemulihan modal, dibandingkan dengan argon cair curah dengan biaya $0.10 hingga $0.25 per Nm³. Untuk pengecoran yang mengonsumsi 50 Nm³/jam gas degassing di beberapa tungku, penghematan tahunan dari pembangkitan nitrogen versus argon dapat melebihi $100.000.
T8: Dapatkah tingkat hidrogen di bawah 0,08 cc/100g dicapai dengan degassing nitrogen?
Mencapai tingkat hidrogen di bawah 0,08 cc/100g dengan nitrogen sulit dilakukan dalam kondisi yang paling praktis. Degassing argon dengan kecepatan rotor yang dioptimalkan, laju aliran, dan peralatan multi-tahap segaris dapat mencapai 0,05 hingga 0,07 cc/100g secara andal. Untuk aplikasi kedirgantaraan yang membutuhkan tingkat ini, argon secara efektif wajib digunakan.
T9: Apa yang menyebabkan degassing tidak efektif, terlepas dari apakah nitrogen atau argon yang digunakan?
Penyebab umum kinerja degassing yang buruk meliputi: kemurnian gas di bawah spesifikasi (kontaminasi uap air atau oksigen), kecepatan rotor terlalu rendah (pembentukan gelembung besar), laju aliran gas terlalu tinggi (turbulensi permukaan dan gelembung hubung singkat), suhu leleh terlalu rendah (difusi hidrogen yang lambat), pembentukan kulit oksida yang mencegah keluarnya gelembung, dan durasi perawatan yang tidak memadai. Faktor-faktor ini mempengaruhi kedua gas secara merata.
T10: Apakah ada cara yang hemat biaya untuk beralih antara nitrogen dan argon untuk paduan yang berbeda pada lini produksi yang sama?
Ya. Instalasi suplai ganda dengan header nitrogen dan argon terpisah yang memasok manifold pengalihan memungkinkan operator memilih gas yang sesuai per resep paduan. Panel pencampuran gas sebaris menawarkan fleksibilitas yang lebih tinggi, memungkinkan rasio campuran yang dapat diprogram per kode paduan. Biaya modal sistem pengalihan pasokan ganda biasanya $5.000 hingga $20.000 dan dapat terbayar dengan cepat dalam biaya gas yang dioptimalkan di seluruh jadwal produksi paduan campuran.
Kesimpulan: Membuat Keputusan Pemilihan Gas yang Tepat untuk Operasi Anda
Keputusan nitrogen versus argon dalam degassing aluminium pada dasarnya adalah keseimbangan antara kebutuhan metalurgi dan optimalisasi ekonomi. Tidak ada satu jawaban yang benar yang berlaku untuk semua pengecoran.
Kerangka kerja rekomendasi konsolidasi kami:
- Nitrogen murnioptimal untuk paduan 1xxx, 4xxx, dan rendah-Mg 2xxx dengan produksi yang sensitif terhadap biaya; memaksimalkan penghematan dengan pembangkitan PSA di tempat.
- Argon murniwajib untuk paduan 5xxx, 7xxx, 8xxx, dan Al-Li; diperlukan untuk pengecoran struktural kedirgantaraan dan keselamatan yang penting terlepas dari paduannya.
- Campuran nitrogen-argonpilihan praktis terbaik untuk seri 6xxx dan lini produksi paduan campuran di mana target kualitas berada di antara kemampuan nitrogen murni dan biaya argon murni.
- Investasi kontrol prosesterlepas dari pemilihan gas, laba atas investasi dari kontrol suhu yang tepat, pengoptimalan kecepatan rotor, verifikasi kemurnian gas, dan pengukuran hidrogen inline adalah positif di hampir setiap aplikasi.
Pengecoran yang mencapai hasil terbaik - kandungan hidrogen terendah dengan total biaya terendah - adalah pengecoran yang mencocokkan pemilihan gas dengan kimia paduan secara ketat, berinvestasi dalam pembangkitan nitrogen di tempat jika memungkinkan, dan menerapkan sistem kontrol degassing loop tertutup yang menghilangkan variabilitas manusia dari siklus pengolahan.
Referensi teknis ini dibuat oleh tim editorial dan teknik AdTech. AdTech mengkhususkan diri dalam peralatan pengolahan lelehan aluminium termasuk unit degassing inline, filter busa keramik, dan sistem injeksi fluks untuk operasi pengecoran aluminium global.
