La desgasificación con argón supera sistemáticamente a la desgasificación con nitrógeno en cuanto a la calidad del refinado de la masa fundida de aluminio -con un menor contenido final de hidrógeno, menos inclusiones y un acabado superficial superior en aplicaciones de aleaciones sensibles-, pero el nitrógeno sigue siendo la opción dominante en las fundiciones de gran volumen debido a su ventaja de coste de 60% a 80% menor precio por metro cúbico en comparación con el argón. La elección correcta entre estos dos gases inertes nunca es universal. Depende de la serie de aleaciones, los objetivos de calidad, el volumen de producción y el equipo de desgasificación específico que se utilice. Basándonos en nuestra experiencia directa en la optimización de procesos de refinado de aluminio en múltiples configuraciones de fundición, el marco de decisión es más matizado de lo que reconocen la mayoría de las guías de adquisición. Este artículo ofrece una comparación rigurosa, basada en datos, que abarca el rendimiento metalúrgico, los costes de explotación, la compatibilidad de los equipos, las recomendaciones específicas para cada aleación y las estrategias híbridas de mezcla de gases que utilizan actualmente muchas fundiciones líderes para equilibrar la calidad con los costes.
Si su proyecto requiere el uso de Equipo de desgasificación de aluminio en línea, puede Contacto para obtener un presupuesto gratuito.
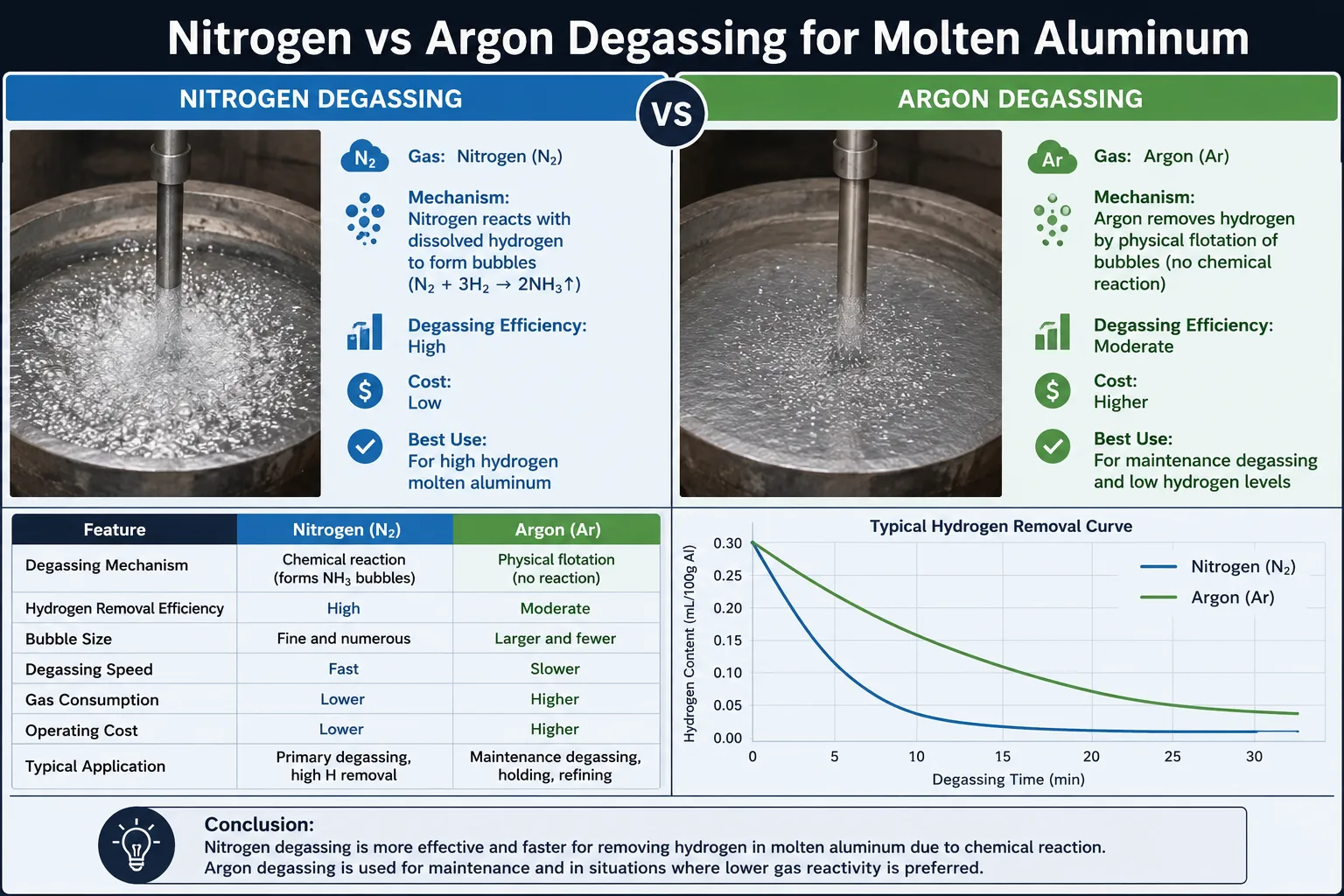
¿Qué es la desgasificación del aluminio y por qué es importante la selección del gas?
El aluminio fundido absorbe hidrógeno de la humedad atmosférica, de los materiales de carga húmedos y de los revestimientos refractarios de hornos y lavaderos. El hidrógeno es el único gas que se disuelve en el aluminio líquido en cantidades significativas: es esencialmente invisible durante la fusión, pero se vuelve altamente destructivo durante la solidificación, donde su solubilidad cae bruscamente y precipita en forma de porosidad dentro de la fundición.
El proceso de desgasificación introduce finas burbujas de gas inerte en la masa fundida a través de un impulsor giratorio o un tapón poroso estático. Estas burbujas recogen el hidrógeno disuelto por diferencial de presión parcial: la concentración de hidrógeno dentro de una burbuja de gas inerte puro es cero, por lo que el hidrógeno migra de la masa fundida a la burbuja y es arrastrado fuera del baño a medida que la burbuja sube a la superficie.
La selección del gas es importante porque:
- La pureza y la inercia del gas portador determinan la eficacia de la captación de hidrógeno.
- El nitrógeno reacciona con determinadas aleaciones de aluminio a temperaturas elevadas, formando inclusiones de nitruro de aluminio (AlN).
- El argón es completamente inerte químicamente con todas las aleaciones de aluminio en todas las condiciones de funcionamiento.
- La diferencia de coste entre el nitrógeno y el argón afecta a la economía de cada ciclo de refinado.
- Los índices de desgaste de los equipos difieren entre el servicio de nitrógeno y el de argón.
El problema de la porosidad del hidrógeno en las piezas fundidas de aluminio
El contenido de hidrógeno en el aluminio fundido se mide en centímetros cúbicos por 100 gramos de metal (cc/100g). La relación entre el nivel de hidrógeno y la calidad de la fundición está bien establecida:
| Nivel de hidrógeno (cc/100g) | Efecto en la calidad de la colada |
|---|---|
| Por debajo de 0,10 | Excelente, adecuado para fundiciones aeroespaciales y estancas a la presión |
| 0,10 a 0,15 | Bueno, apto para fundiciones estructurales de automoción |
| 0,15 a 0,20 | Aceptable para aplicaciones no críticas |
| 0,20 a 0,30 | Microporosidad marginal visible probable |
| Por encima de 0,30 | Inaceptable, macroporosidad significativa y riesgo de rechazo |
Un ciclo de desgasificación bien ejecutado con nitrógeno o argón puede reducir el hidrógeno de un nivel típico de pretratamiento de 0,30 a 0,50 cc/100g a 0,08 a 0,15 cc/100g, dependiendo de la pureza del gas, la velocidad del rotor, el caudal de gas y la duración del tratamiento.
¿Cómo funciona la desgasificación del nitrógeno en el refinado del aluminio?
La desgasificación con nitrógeno (N₂) utiliza gas nitrógeno de alta pureza -normalmente 99,99% o un grado de pureza superior- suministrado a través de un sistema rotor-estator de grafito giratorio sumergido en la masa fundida. El rotor rompe el gas en finas burbujas, normalmente de 1 mm a 5 mm de diámetro, que se elevan a través de la masa fundida y recogen el hidrógeno.
Componentes del sistema de desgasificación de nitrógeno
- Rodete giratorio (unidad rotor-estator): construcción de grafito, diámetro de 100 mm a 250 mm, velocidad de rotación de 200 a 600 RPM.
- Línea de suministro de gasTubo de acero inoxidable o de cobre con válvula reguladora de caudal y rotámetro.
- Fuente de nitrógenoTanque de nitrógeno líquido a granel (estación LOX/LIN) o colector de botellas de alta presión.
- Caudal: normalmente de 1 a 8 Nm³/hora en función del volumen de fusión.
- Duración del tratamiento: De 10 a 30 minutos por ciclo.
Cómo reacciona el nitrógeno con las aleaciones de aluminio
A temperaturas de funcionamiento comprendidas entre 700 °C y 780 °C, el nitrógeno es en gran medida inerte con el aluminio puro. Sin embargo, la situación cambia con determinados elementos de aleación:
- Aleaciones que contienen magnesio (series 5xxx y algunas 7xxx)El magnesio actúa como catalizador para la formación de AlN. A concentraciones de magnesio superiores a 1,5%, el riesgo de formación de inclusiones de nitruro de aluminio aumenta significativamente.
- Aleaciones que contienen litio: altamente reactivo con el nitrógeno, lo que prohíbe efectivamente el uso de nitrógeno en el procesamiento de aleaciones de Al-Li.
- Aluminio puro y aleaciones que contienen Si: la reactividad del nitrógeno es mínima a temperaturas de funcionamiento normales.
Esta limitación de la reactividad es la razón metalúrgica más importante por la que a veces se especifica el argón en lugar del nitrógeno, independientemente del coste.
¿Cómo funciona la desgasificación con argón y en qué se diferencia?
El argón (Ar) es un gas noble, químicamente inerte en todas las condiciones de procesamiento del aluminio. No reacciona con el aluminio, el magnesio, el litio ni ningún otro elemento de aleación común a ninguna temperatura relevante para el refinado del aluminio.
El mecanismo físico de la desgasificación del argón es idéntico al del nitrógeno: finas burbujas ascienden por la masa fundida, recogiendo el hidrógeno disuelto por diferencia de presión parcial. La diferencia radica puramente en la química y las propiedades del gas.
Comparación de propiedades físicas: Nitrógeno vs Argón
| Propiedad | Nitrógeno (N₂) | Argón (Ar) |
|---|---|---|
| Peso molecular (g/mol) | 28.0 | 39.9 |
| Densidad a 20°C (kg/m³) | 1.165 | 1.661 |
| Punto de ebullición (°C) | -195.8 | -185.9 |
| Reactividad química con Al | Bajo (varía según la aleación) | Ninguno |
| Conductividad térmica (mW/m-K) | 25.8 | 17.7 |
| Solubilidad en líquido Al | Insignificante | Insignificante |
| Pureza comercial disponible | 99.999% | 99.999% |
| Precio industrial típico | Bajo | De 60% a 80% superior a N₂. |
El mayor peso molecular del argón significa que las burbujas de argón se elevan ligeramente más despacio a través de la masa fundida que las burbujas de nitrógeno del mismo tamaño, lo que proporciona un tiempo de contacto marginalmente mayor para la recogida de hidrógeno. Esta ventaja física, combinada con una reactividad química nula, contribuye a la eficacia superior de desgasificación del argón en estudios controlados.
Eficacia de la desgasificación: Argón frente a nitrógeno en comparaciones controladas
Múltiples ensayos de fundición publicados y nuestro propio trabajo de optimización del proceso indican las siguientes diferencias de rendimiento en condiciones equivalentes:
| Métrica de rendimiento | Nitrógeno | Argón | Ventaja Argón |
|---|---|---|---|
| Contenido final de H (cc/100g) | 0,10 a 0,15 | 0,07 a 0,12 | 15% a 25% inferior |
| Eficacia de desgasificación (%) | 60% a 75% | 70% a 85% | De 10 a 15 puntos porcentuales |
| Tiempo de tratamiento para alcanzar 0,10 cc/100g | De 18 a 25 minutos | 14 a 20 min | 15% a 20% más rápido |
| Eficacia de la eliminación de la inclusión | Bien | Muy buena | Mediblemente mejor |
| Riesgo de inclusión de nitruros (aleaciones Al-Mg) | Moderado a alto | Ninguno | Significativo |
| Oxidación de la masa fundida durante el tratamiento | Ligeramente superior | Baja | Superficie más limpia |
¿Cuál es la diferencia real de coste entre el nitrógeno y el argón para la desgasificación del aluminio?
La comparación de costes entre la desgasificación con nitrógeno y argón requiere un análisis que va más allá del simple precio por metro cúbico de gas. El coste total de la desgasificación incluye el consumo de gas, el desgaste de los equipos, los rechazos debidos a fallos de calidad y el impacto en la productividad de la duración del tratamiento.
Precios de referencia del gas por modo de suministro
| Modo de alimentación | Precio del nitrógeno (USD/Nm³) | Precio del argón (USD/Nm³) | Relación de precios (Ar/N₂) |
|---|---|---|---|
| Cilindros de alta presión | $0,08 a $0,18 | $0,35 a $0,65 | 3,5x a 5x |
| Entrega de líquidos a granel (pequeños) | $0.04 a $0.10 | $0,18 a $0,40 | 3x a 5x |
| Entrega de líquidos a granel (grandes) | $0,02 a $0,06 | $0,10 a $0,25 | 3x a 5x |
| Generación de nitrógeno in situ (PSA) | $0.01 a $0.03 | N/A | N/A |
| Suministro de tuberías (grandes industrias) | $0,008 a $0,02 | $0,06 a $0,15 | 4x a 8x |
Nota: Los precios varían significativamente según la región, el volumen del contrato y los costes energéticos. Estas cifras representan los rangos de mercado de Norteamérica y Europa Occidental.
Generación de nitrógeno in situ: El cambio en los costes
Uno de los factores económicos más importantes a la hora de decidir entre nitrógeno y argón es la disponibilidad de generación de nitrógeno in situ mediante adsorción por cambio de presión (PSA) o tecnología de separación por membranas.
Generadores de nitrógeno PSA:
- Pureza de salida: de 99,0% a 99,999%
- Caudal: de 1 Nm³/hora a 1.000+ Nm³/hora.
- Coste de explotación: sólo electricidad, aproximadamente de $0,01 a $0,03 por Nm³.
- Coste de capital: de $15.000 a $250.000 en función de la capacidad.
- Plazo de amortización: normalmente de 12 a 36 meses frente al suministro de cilindros.
A $0,02/Nm³ de nitrógeno frente a $0,20/Nm³ de argón, gastaría una fundición que procesara 50 toneladas al día con un consumo de gas de 3 Nm³/hora por horno y 4 hornos funcionando 20 horas al día:
- Coste del nitrógeno: 3 × 4 × 20 × $0,02 = $4,80 al día
- Coste del argón: 3 × 4 × 20 × $0,20 = $48,00 por día
Diferencia anual del coste del gas: aproximadamente $15.768 al año por instalación - ahorros sustanciales que justifican la selección del nitrógeno siempre que los objetivos de calidad metalúrgica lo permitan.
Coste total de propiedad: Más allá del precio del gas
| Factor de coste | Nitrógeno | Argón | Notas |
|---|---|---|---|
| Coste de la materia prima del gas | Bajo a muy bajo | Media a alta | Variable individual más grande |
| Índice de desgaste del rotor de grafito | Estándar | 5% a 10% inferior | Argón ligeramente menos oxidante |
| Duración del tratamiento Coste | Ligeramente superior | Ligeramente inferior | Ciclos de argón 15% más rápidos |
| Tasa de rechazo (aleaciones Al-Mg) | Mayor riesgo | Menor riesgo | Inclusiones de AlN en N₂. |
| Calidad-precio superior | Baja | Más alto | Las especificaciones aeroespaciales exigen Ar |
| Opción de generación in situ | Sí (PSA) | No | Mayor ventaja de N₂ |
| Fiabilidad de la cadena de suministro | Excelente | Bien | N₂ más disponibles |
¿Qué aleaciones de aluminio requieren argón y cuáles pueden utilizar nitrógeno?
Esta es la pregunta más importante en la práctica para los metalúrgicos de fundición y los ingenieros de procesos. La respuesta determina si el nitrógeno es siquiera una opción antes de que los costes entren en juego.
Recomendaciones para la selección del gas específico de la aleación
| Serie Alloy | Contenido en Mg | Nitrógeno Adecuado | Argón Requerido | Notas |
|---|---|---|---|---|
| 1xxx (Al puro) | Ninguno | Sí | No | N₂ totalmente adecuado |
| 2xxx (Al-Cu) | Rastrear | Sí | No | N₂ generalmente adecuado |
| 3xxx (Al-Mn) | Hasta 1,3% | Sí | Preferido | Mg bajo, N₂ aceptable |
| 4xxx (Al-Si) | Ninguno a bajo | Sí | No | N₂ totalmente adecuado, habitual en la fundición a presión. |
| 5xxx (Al-Mg) | 0,5% a 5,5% | No | Sí | El riesgo de formación de AlN es inaceptable |
| 6xxx (Al-Mg-Si) | 0,4% a 1,2% | Marginal | Preferido | N₂ utilizable con cuidado por debajo de 0,7% Mg |
| 7xxx (Al-Zn-Mg) | 1,0% a 3,5% | No | Sí | El contenido en Mg prohíbe el N₂ |
| 8xxx (Al-Li) | Variable | No | Sí | Li extremadamente reactivo con N₂ |
El problema de la inclusión de nitruro de aluminio en detalle
Cuando el nitrógeno entra en contacto con aluminio fundido que contiene magnesio por encima de aproximadamente 0,8% a 1,5% (el umbral varía con la temperatura y la presión parcial del nitrógeno), puede producirse la siguiente reacción:
2Al + N₂ = 2AlN
El nitruro de aluminio (AlN) se forma como partículas finas dentro de la masa fundida. Estas partículas:
- Actúan como lugares de iniciación de grietas en la colada solidificada.
- Reduce significativamente el alargamiento y la tenacidad al impacto.
- Son invisibles a la mayoría de las pruebas estándar de limpieza de la masa fundida.
- No se puede eliminar por filtración una vez formado (el tamaño de las partículas es de submicras a 5 micras).
- Provocar fallos prematuros en componentes estructurales sometidos a cargas de fatiga.
En un caso documentado de nuestro trabajo de revisión de procesos en una planta de fundición de palanquillas de la serie 6xxx, el cambio de la desgasificación con nitrógeno a la desgasificación con argón en la aleación 6061 (0,8% a 1,2% Mg) redujo los fallos de alargamiento en las pruebas de tracción de 8,3% a 1,2% de producción, una mejora drástica de la calidad atribuible directamente a la eliminación del AlN.
¿Qué equipo se utiliza para la desgasificación del aluminio y cómo influye en la elección del gas?
El tipo de equipo de desgasificación influye tanto en la tasa de consumo de gas como en la eficacia relativa del nitrógeno frente al argón.
Tipos de equipos de desgasificación y compatibilidad de gases
Desgasificadores de impulsor rotativo (tipo SNIF, ALPUR, Hycast)
Son el estándar de la industria para la desgasificación continua o semicontinua. Un conjunto rotor-estator de grafito gira entre 200 y 600 RPM, dispersando el gas en finas burbujas. Tanto el nitrógeno como el argón son compatibles.
- Caudal de gas: 1 a 10 Nm³/hora
- Diámetro del rotor: de 100 a 300 mm
- Lote de tratamiento típico: De 500 kg a 30 toneladas
- Tamaño de burbuja generado: De 1 a 4 mm.
Inyección de lanza (tubo estático o varilla)
Un método más sencillo que utiliza un tubo sumergido o una lanza de grafito para inyectar gas. Menos eficaz que los sistemas rotativos debido al mayor tamaño de las burbujas.
- Tamaño de las burbujas: de 5 a 20 mm (mucho mayor que en los sistemas rotativos).
- Eficacia: 40% a 60% (frente a 60% a 85% para rotativas).
- Consumo de gas: mayor por unidad de hidrógeno extraído.
- Coste: bajo capital, mayor coste de funcionamiento del gas.
Sistemas de tapones porosos
Los tapones porosos de grafito o cerámica instalados en el fondo del horno generan burbujas muy finas (de 0,5 a 2 mm) mediante filtración por contrapresión. Eficaz para la desgasificación de hornos discontinuos.
- Eficacia: de 55% a 75%.
- Susceptible de obstruirse con escoria y óxido.
- Funciona tanto con nitrógeno como con argón.
Cajas de desgasificación en línea (líneas de colada continua)
Para la colada continua de chapas, barras y palanquillas, las cajas de desgasificación en línea con rotores múltiples tratan la masa fundida a medida que fluye del horno a la estación de colada.
- Varias etapas de rotor: De 2 a 4 rotores en serie.
- Alcanza los niveles finales de hidrógeno más bajos: de 0,06 a 0,09 cc/100g con argón.
- Consumo de gas: de 2 a 15 Nm³/hora en total.
- Gas preferido: argón para productos de colada continua de máxima calidad.
Optimización de la velocidad del rotor y del caudal de gas
| Parámetro | Ajuste bajo | Alcance óptimo | Ajuste alto | Efecto del exceso |
|---|---|---|---|---|
| Velocidad del rotor (RPM) | De 100 a 200 | De 300 a 500 | 500 a 600 | Formación de vórtices, oxidación de la masa fundida |
| Caudal de gas (Nm³/h) | 0,5 a 1,0 | 2,0 a 5,0 | 6,0 a 10,0 | Burbujas grandes, turbulencia superficial |
| Duración del tratamiento (min) | 8 a 12 años | 15 a 25 años | 30 a 45 | Rendimientos decrecientes, pérdida de calor |
| Flujo de argón frente a flujo de N₂. | Mismo equipo | Mismo equipo | Mismo equipo | El argón puede utilizar de 5% a 10% menos de gas |
¿Cómo se mide la eficacia de desgasificación de ambos tipos de gas?
Verificar que el tratamiento de desgasificación ha logrado la reducción de hidrógeno deseada es esencial para el control del proceso. En la práctica industrial se utilizan varios métodos de medición.
Métodos de medición del contenido de hidrógeno
Prueba de presión reducida (RPT / Prueba Straube-Pfeiffer)
Es el método de control de calidad más utilizado en los entornos de fundición. Una muestra fundida se solidifica al vacío y la densidad de la muestra resultante se compara con una muestra solidificada a presión atmosférica.
- Cálculo del índice de densidad (DI): DI = [(ρ_atm - ρ_vacío) / ρ_atm] × 100%
- DI objetivo para coladas de calidad: de menos de 2% a 3%
- Coste: bajo (equipo sencillo de cámara de vacío)
- Limitación: medición indirecta, afectada por el contenido de óxido.
Telegas / Medición de hidrógeno en línea Alscan
Medición directa del hidrógeno disuelto mediante una sonda de difusión sumergida en la masa fundida. El gas portador de nitrógeno fluye a través de la sonda, se equilibra con el hidrógeno de la masa fundida y la concentración de equilibrio se mide por conductividad térmica.
- Rango de medición: 0,01 a 0,50 cc/100g
- Precisión: ±0,01 a ±0,02 cc/100g
- Tiempo de respuesta: De 3 a 8 minutos por lectura.
- Compatible con fusiones desgasificadas tanto en nitrógeno como en argón.
Método CHAPEL (Analizador continuo de hidrógeno para la evaluación de procesos)
Un sistema en línea que proporciona una supervisión continua del hidrógeno durante el tratamiento de desgasificación, lo que permite ajustar en tiempo real el flujo de gas y la velocidad del rotor para alcanzar eficazmente los niveles de hidrógeno objetivo.
Medición de la limpieza de la masa fundida
La desgasificación con argón suele producir una masa fundida más limpia al eliminar más inclusiones no metálicas en comparación con el nitrógeno. El contenido de inclusiones se mide por:
- PoDFA (Análisis de Filtración de Disco Poroso)Medición cuantitativa del tipo de inclusión y del volumen, expresada en mm²/kg.
- LAIS (Muestreador de inclusión de aluminio líquido)Método de filtración similar con análisis automatizado.
- Pruebas ultrasónicas: medición en línea en tiempo real durante la colada.
¿Qué son las estrategias de desgasificación de gases mixtos (mezcla de nitrógeno y argón)?
Una de las estrategias más eficaces e infrautilizadas en la desgasificación del aluminio es el uso de mezclas de gas nitrógeno-argón. Este enfoque aprovecha parcialmente las ventajas de rendimiento del argón, al tiempo que reduce significativamente los costes de gas en comparación con el funcionamiento con argón 100%.
Opciones de mezcla de nitrógeno y argón
| Proporción de mezcla (N₂:Ar) | Coste relativo | Eficacia de desgasificación | Riesgo AlN | Aplicación recomendada |
|---|---|---|---|---|
| 100% N₂ | 1.0x | Línea de base | Presente en las aleaciones de Mg | Aleaciones 1xxx, 2xxx, 4xxx |
| 75% N₂ / 25% Ar | 1,3x a 1,5x | De +5% a +8% | Reducido | Aleaciones con bajo contenido en Mg (6xxx < 0,7% Mg) |
| 50% N₂ / 50% Ar | 1,6x a 2,0x | De +8% a +12% | Reducción significativa | Aleaciones 6xxx, sensibles a la calidad 3xxx |
| 25% N₂ / 75% Ar | 2,0x a 2,5x | +10% a +15% | Mínimo | Aplicaciones críticas para la calidad |
| 100% Ar | 3x a 5x | Máximo | Ninguno | 5xxx, 7xxx, 8xxx, aeroespacial |
La mezcla de gases puede conseguirse mediante:
- Suministro de botellas premezcladasEl proveedor suministra gas premezclado en bombonas.
- Paneles de mezcla en línea: los reguladores de caudal mezclan nitrógeno y argón a partir de suministros separados en el punto de uso.
- Sistemas de mezcla con controlador de caudal másicomezcla automatizada con proporciones de mezcla programables por receta de aleación.
Hemos implantado la mezcla de nitrógeno y argón en una planta de tochos de la serie 6xxx en la que el uso total de argón se consideraba demasiado caro. Una mezcla de 40% de argón y 60% de nitrógeno redujo el índice de densidad de una media de 4,1% (sólo nitrógeno) a 1,8% (gas mezclado), manteniendo al mismo tiempo el aumento del coste del gas en aproximadamente 35% por encima del coste de referencia del nitrógeno. Esto representó una excelente relación coste-calidad para esa operación específica.
¿Qué factores operativos afectan al rendimiento de la desgasificación del nitrógeno frente al argón?
Más allá de la química y la física fundamentales, hay varias variables operativas que influyen significativamente en qué gas funciona mejor en la práctica.
Variables operativas clave y su impacto
Requisitos de pureza del gas
Tanto el nitrógeno como el argón deben cumplir unos umbrales mínimos de pureza para que la desgasificación del aluminio sea eficaz. Las impurezas, especialmente el oxígeno y la humedad, anulan la ventaja de la presión parcial e introducen oxidación.
- Pureza mínima recomendada: 99,99% para ambos gases.
- Humedad máxima aceptable 10 ppm (punto de rocío inferior a -60°C)
- Oxígeno máximo aceptable: 5 ppm.
Efectos de la temperatura de fusión
Las temperaturas de fusión más elevadas aumentan la solubilidad del hidrógeno en el aluminio, lo que requiere una desgasificación más agresiva. Ambos gases se ven afectados, pero la ventaja relativa del argón es ligeramente más pronunciada a temperaturas más altas debido al menor riesgo de productos de descomposición térmica del nitrógeno.
- Temperatura óptima de desgasificación: 720°C a 750°C.
- Por encima de 780°C: aumento de la oxidación con ambos gases, el argón mantiene más limpia la superficie de fusión.
- Por debajo de 700°C: tasas de difusión reducidas, tiempos de tratamiento más largos para ambos gases.
Condiciones de la atmósfera del horno
Los hornos que funcionan bajo una presión ligeramente positiva con una atmósfera inerte por encima de la superficie de la masa fundida muestran mejores resultados de desgasificación con ambos tipos de gas. La humedad ambiental afecta directamente al contenido de hidrógeno del pretratamiento.
| Humedad ambiente | H entrante típico (cc/100g) | Dificultad de desgasificación | Recomendación sobre el gas |
|---|---|---|---|
| Baja (< 40% HR) | 0,20 a 0,30 | Estándar | Gas |
| Media (40% a 70% RH) | 0,30 a 0,45 | Moderado | Preferiblemente argón |
| Alta (> 70% RH) | 0,40 a 0,60 | Desafío | Argón preferentemente |
¿Cómo deben elegir las fundiciones entre nitrógeno y argón en función de la aplicación?
El marco de selección que figura a continuación consolida las consideraciones técnicas, económicas y operativas en una estructura de decisión práctica para los ingenieros de fundición y los equipos de compras.
Marco de decisión: Selección de nitrógeno frente a argón
Elija Nitrógeno cuando:
- Procesamiento de aleaciones de las series 1xxx, 2xxx o 4xxx cuyo contenido de Mg sea inferior a 0,5%.
- El objetivo de calidad es un índice de densidad inferior a 3% (no la especificación de porosidad ultrabaja).
- Producción de gran volumen en la que el coste del gas es un gasto operativo importante.
- La generación de nitrógeno PSA in situ está instalada o prevista.
- La aplicación de la fundición no es estructural ni crítica para la seguridad.
Elija Argón cuando:
- Procesamiento de aleaciones de las series 5xxx, 7xxx u 8xxx con un contenido significativo de Mg.
- Se aplican las especificaciones aeroespaciales, de seguridad en automoción o de fundición estanca a la presión.
- Se requiere un nivel objetivo de hidrógeno inferior a 0,10 cc/100g.
- La calidad del rechazo compensa el sobrecoste de la gasolina.
- Procesamiento de aleaciones Al-Li (el argón es obligatorio).
Elija la mezcla de nitrógeno y argón cuando:
- Procesamiento de aleaciones de la serie 6xxx con un contenido de Mg de 0,5% a 1,2%.
- El objetivo de calidad es un índice de densidad de 1,5% a 2,5%.
- Es necesario reducir los costes del argón 100% sin aceptar plenamente el riesgo del nitrógeno.
- Existen equipos de mezcla de gases en línea o pueden justificarse económicamente.
Recomendaciones específicas para cada aplicación
| Aplicación de fundición | Aleación Típica | Selección de gas | Objetivo DI (%) | Objetivo H (cc/100g) |
|---|---|---|---|---|
| Estructuras aeroespaciales | 2xxx, 7xxx | Argón | < 1.0% | < 0.08 |
| Seguridad automovilística (airbag, frenado) | 6xxx, 5xxx | Argón | < 1.5% | < 0.10 |
| Estructuras de automoción | 6xxx, 3xxx | Mezcla Ar/N₂ | < 2.0% | < 0.12 |
| Fundición a presión (no estructural) | 4xxx, 3xx.x | Nitrógeno | < 3.0% | < 0.15 |
| Moldeo en arena en general | 3xx.x | Nitrógeno | < 3.5% | < 0.20 |
| Aplicaciones marinas | 5xxx | Argón | < 1.5% | < 0.10 |
| Barra conductora eléctrica | 1xxx | Nitrógeno | < 2.5% | < 0.12 |
| Lámina de envasado de calidad alimentaria | 1xxx, 8xxx | Argón | < 1.5% | < 0.09 |
¿Cuáles son las consideraciones medioambientales y de seguridad de ambos gases?
Consideraciones sobre la seguridad del nitrógeno
El nitrógeno es un asfixiante: desplaza al oxígeno sin previo aviso. En espacios confinados alrededor de hornos, áreas de lavado cerradas o estaciones de desgasificación a nivel de sótano, las fugas de nitrógeno o la ventilación de purga pueden crear atmósferas con deficiencia de oxígeno letales en cuestión de segundos.
- Umbral de alarma de oxígeno: alarma a 19,5%, inmediatamente peligroso para la vida a menos de 16%.
- Medidas de protección exigidas: monitores fijos de O₂, ventilación, procedimientos de entrada en espacios confinados.
- Sin riesgo de inflamabilidad: el nitrógeno es incombustible y no reactivo a temperatura ambiente.
Consideraciones sobre la seguridad del argón
El argón presenta un riesgo de asfixia idéntico al del nitrógeno. Al ser más denso que el aire (1,66 kg/m³ frente a 1,165 kg/m³ del nitrógeno), el argón se acumula a nivel del suelo y en las zonas bajas más rápidamente que el nitrógeno, lo que hace que su riesgo de asfixia sea ligeramente mayor en algunas configuraciones.
- El control del oxígeno a nivel del suelo es fundamental cuando se utiliza argón.
- Los tanques de almacenamiento de argón (argón líquido) presentan riesgo de quemaduras criogénicas.
- Ambos gases requieren sistemas de compañeros y equipos de rescate para trabajar en espacios confinados.
Impacto medioambiental
Ni el nitrógeno ni el argón contribuyen directamente a las emisiones de gases de efecto invernadero. Sin embargo:
- La generación de nitrógeno in situ mediante PSA requiere electricidad; la huella de carbono depende de la fuente de energía de la red.
- La producción de gas licuado (tanto N₂ como Ar) requiere plantas de separación de aire que consumen mucha energía.
- El argón es un subproducto de la producción de oxígeno en la separación del aire: su huella medioambiental por unidad es baja.
Preguntas frecuentes: Nitrógeno vs Argón para la desgasificación del aluminio
P1: ¿Es siempre mejor el argón que el nitrógeno para la desgasificación del aluminio?
No siempre. El argón ofrece resultados metalúrgicos superiores en todos los tipos de aleación, pero para las aleaciones de aluminio con bajo o nulo contenido de magnesio - como las series 1xxx, 4xxx y la mayoría de las 2xxx - el nitrógeno ofrece resultados adecuados y a un coste significativamente inferior. La respuesta depende de la composición de la aleación y de las especificaciones de calidad.
P2: ¿Qué nivel de contenido de magnesio hace obligatorio el uso de argón en lugar de nitrógeno?
La mayoría de las directrices del sector fijan el umbral entre 1,0% y 1,5% de magnesio en peso. Por encima de este nivel, el riesgo de formación de inclusiones de nitruro de aluminio (AlN) con nitrógeno pasa a ser metalúrgicamente inaceptable para aplicaciones estructurales. Algunas especificaciones conservadoras fijan el límite tan bajo como 0,5% Mg para las piezas fundidas críticas para la seguridad.
P3: ¿Puedo utilizar una mezcla de nitrógeno-argón para ahorrar dinero al procesar aleaciones de la serie 5xxx?
No. Para las aleaciones de la serie 5xxx con un contenido de magnesio de 2% a 5,5%, cualquier fracción significativa de nitrógeno introduce un riesgo inaceptable de inclusión de AlN. Debe utilizarse argón a una concentración de 100% para las aleaciones de las series 5xxx y 7xxx.
P4: ¿Cuánto argón consume un ciclo típico de desgasificación del aluminio?
Un sistema de impulsor rotativo que desgasifica un lote de 1.000 kg suele consumir de 20 a 40 Nm³ de argón por ciclo a un caudal de 2 a 4 Nm³/hora durante 15 a 25 minutos. El consumo exacto depende del tamaño del rotor, la velocidad y el nivel de hidrógeno objetivo.
P5: ¿Cuál es la pureza mínima aceptable para el nitrógeno utilizado en la desgasificación del aluminio?
La pureza 99,99% (grado 4.0) es la especificación mínima recomendada. El contenido de humedad debe ser inferior a 10 ppm (punto de rocío -60°C o más frío). El nitrógeno de menor pureza introduce oxígeno que reacciona con la masa fundida y reduce la eficacia de la desgasificación.
P6: ¿Es necesario cambiar el equipo de desgasificación cuando se cambia de nitrógeno a argón?
En la mayoría de los casos, no. Los sistemas rotor-estator de grafito estándar, las lanzas y los tapones porosos son compatibles con ambos gases. Las conexiones de suministro de gas y el equipo de control de caudal son idénticos. El cambio sólo requiere cambiar la fuente de suministro de gas y actualizar los parámetros del proceso si se desea optimizar la duración del tratamiento o el caudal.
P7: ¿Cuál es el coste total de la generación de nitrógeno in situ en comparación con el suministro de argón?
La generación de nitrógeno PSA in situ suele costar entre $0,01 y $0,03 por Nm³ en costes de explotación (sólo electricidad) tras la recuperación del capital, en comparación con el argón líquido a granel, que cuesta entre $0,10 y $0,25 por Nm³. Para una fundición que consuma 50 Nm³/hora de gas de desgasificación en varios hornos, el ahorro anual derivado de la generación de nitrógeno frente al argón puede superar los $100.000.
P8: ¿Pueden alcanzarse niveles de hidrógeno inferiores a 0,08 cc/100g con la desgasificación de nitrógeno?
Alcanzar niveles de hidrógeno inferiores a 0,08 cc/100g con nitrógeno es difícil en la mayoría de las condiciones prácticas. La desgasificación con argón con una velocidad de rotor, un caudal y un equipo multietapa en línea optimizados puede alcanzar de forma fiable entre 0,05 y 0,07 cc/100g. Para las aplicaciones aeroespaciales que requieren estos niveles, el argón es efectivamente obligatorio.
P9: ¿Cuál es la causa de que la desgasificación sea ineficaz, independientemente de que se utilice nitrógeno o argón?
Entre las causas más comunes de un rendimiento deficiente de la desgasificación se incluyen: pureza del gas inferior a la especificada (contaminación por humedad u oxígeno), velocidad del rotor demasiado baja (formación de burbujas grandes), caudal de gas demasiado alto (turbulencias en la superficie y burbujeo en cortocircuito), temperatura de la masa fundida demasiado baja (difusión lenta del hidrógeno), formación de piel de óxido que impide la salida de las burbujas y duración insuficiente del tratamiento. Estos factores afectan por igual a ambos gases.
P10: ¿Existe una forma rentable de cambiar entre nitrógeno y argón para diferentes aleaciones en la misma línea de producción?
Sí. Las instalaciones de suministro doble con cabezales de nitrógeno y argón separados que alimentan un colector de conmutación permiten a los operarios seleccionar el gas adecuado para cada receta de aleación. Los paneles de mezcla de gases en línea ofrecen aún más flexibilidad, ya que permiten programar las proporciones de mezcla por código de aleación. El coste de capital de un sistema de conmutación de doble suministro suele oscilar entre $5.000 y $20.000 y puede amortizarse rápidamente gracias a la optimización de los costes de gas en los programas de producción de aleaciones mixtas.
Conclusión: Cómo elegir el gas adecuado para su empresa
La decisión entre nitrógeno y argón en la desgasificación del aluminio es fundamentalmente un equilibrio entre la necesidad metalúrgica y la optimización económica. No existe una única respuesta correcta aplicable a todas las fundiciones.
Nuestro marco consolidado de recomendaciones:
- Nitrógeno puroÓptimo para aleaciones 1xxx, 4xxx y 2xxx de bajo contenido en Mg con producción sensible a los costes; maximiza el ahorro con la generación de PSA in situ.
- Argón puroObligatorio para las aleaciones 5xxx, 7xxx, 8xxx y Al-Li; obligatorio para las fundiciones estructurales aeroespaciales y de seguridad crítica, independientemente de la aleación.
- Mezcla de nitrógeno y argón: la mejor opción práctica para la serie 6xxx y las líneas de producción de aleaciones mixtas en las que los objetivos de calidad se sitúan entre las capacidades del nitrógeno puro y el coste del argón puro.
- Inversión en control de procesosindependientemente de la selección del gas, la rentabilidad de la inversión derivada de un control adecuado de la temperatura, la optimización de la velocidad del rotor, la verificación de la pureza del gas y la medición del hidrógeno en línea es positiva en prácticamente todas las aplicaciones.
Las fundiciones que obtienen los mejores resultados -menor contenido de hidrógeno al menor coste total- son las que adaptan rigurosamente la selección de gases a la química de las aleaciones, invierten en la generación de nitrógeno in situ cuando procede e implantan sistemas de control de desgasificación de circuito cerrado que eliminan la variabilidad humana del ciclo de tratamiento.
Esta referencia técnica ha sido elaborada por el equipo editorial y de ingeniería de AdTech. AdTech se especializa en equipos de tratamiento de aluminio fundido, incluidas unidades de desgasificación en línea, filtros de espuma cerámica y sistemas de inyección de fundente para operaciones globales de fundición de aluminio.
