يتفوق تفريغ الغاز بالأرجون باستمرار على تفريغ الغاز بالنيتروجين في جودة تكرير الألومنيوم المصهور - مما يوفر محتوى هيدروجين نهائي أقل، وشوائب أقل، وصقل سطحي متفوق في تطبيقات السبائك الحساسة - ولكن يظل النيتروجين هو الخيار المهيمن في المسابك ذات الحجم الكبير بسبب ميزته من حيث التكلفة التي تتراوح بين 60% إلى 80% بسعر أقل للمتر المكعب مقارنة بالأرجون. إن الاختيار الصحيح بين هذين الغازين الخاملين ليس عالميًا أبدًا. فهو يعتمد على سلسلة السبائك، وأهداف الجودة، وحجم الإنتاجية، ومعدات إزالة الغازات الخاملة المحددة المستخدمة. واستنادًا إلى خبرتنا المباشرة في تحسين عمليات تكرير الألومنيوم عبر تكوينات مسبك متعددة، فإن إطار القرار أكثر دقة مما تقره معظم أدلة المشتريات. تقدم هذه المقالة مقارنة صارمة مدعومة بالبيانات تغطي الأداء المعدني وتكاليف التشغيل وتوافق المعدات والتوصيات الخاصة بالسبائك واستراتيجيات مزج الغاز الهجين التي يستخدمها العديد من المسابك الرائدة الآن لتحقيق التوازن بين الجودة والتكلفة.
إذا كان مشروعك يتطلب استخدام معدات إزالة الغازات من الألومنيوم عبر الإنترنت, يمكنك اتصل بنا للحصول على عرض أسعار مجاني.
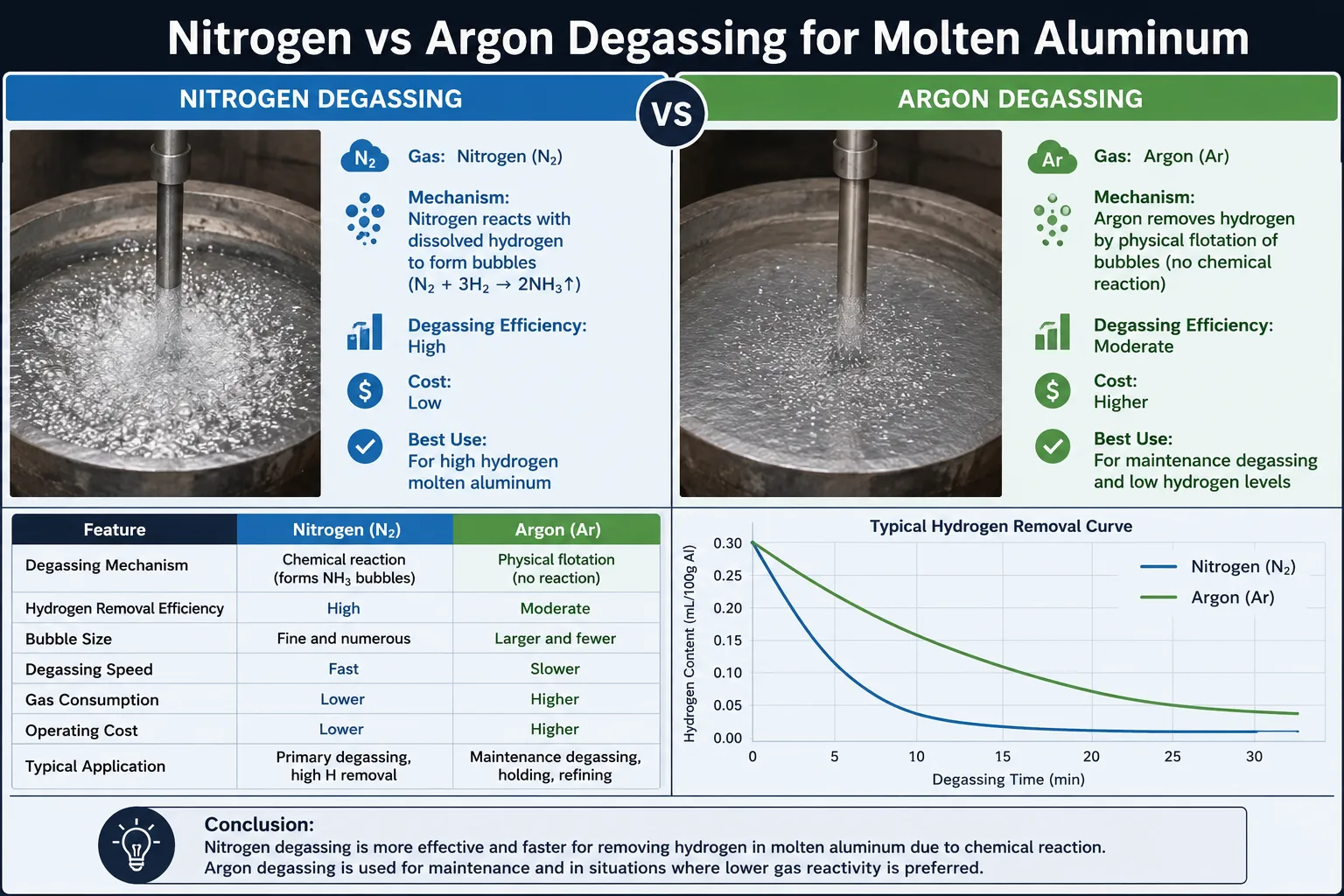
ما هو تفريغ الألومنيوم من الغازات ولماذا يعتبر اختيار الغاز مهمًا؟
يمتص الألومنيوم في حالته المنصهرة الهيدروجين من الرطوبة في الغلاف الجوي، ومن مواد الشحن الرطبة، ومن البطانات الحرارية للأفران والمغاسل. إن الهيدروجين هو الغاز الوحيد الذي يذوب في الألومنيوم السائل بكميات ذات مغزى - فهو غير مرئي بشكل أساسي أثناء الانصهار ولكنه يصبح مدمراً للغاية أثناء التصلب، حيث تنخفض قابليته للذوبان بشكل حاد ويترسب على شكل مسامية داخل الصب.
تقوم عملية إزالة الغازات بإدخال فقاعات دقيقة من الغاز الخامل في الذوبان من خلال دافع دوار أو سدادة مسامية ثابتة. تجمع هذه الفقاعات الهيدروجين المذاب عن طريق فرق الضغط الجزئي - تركيز الهيدروجين داخل فقاعة غاز خامل نقي يساوي صفر، لذلك يهاجر الهيدروجين من الذوبان إلى الفقاعة وينفذ من الحمام مع ارتفاع الفقاعة إلى السطح.
اختيار الغاز مهم لأن:
- يحدد نقاء الغاز الحامل وخموله مدى كفاءة التقاط الهيدروجين.
- يتفاعل النيتروجين مع بعض سبائك الألومنيوم في درجات حرارة مرتفعة، مكونًا شوائب نيتريد الألومنيوم (AlN).
- الأرجون خامل كيميائيًا تمامًا مع جميع سبائك الألومنيوم في جميع ظروف التشغيل.
- يؤثر فرق التكلفة بين النيتروجين والأرجون على اقتصاديات كل دورة تكرير.
- تختلف معدلات تآكل المعدات بين خدمة النيتروجين والأرجون.
مشكلة مسامية الهيدروجين في مصبوبات الألومنيوم
يُقاس محتوى الهيدروجين في ذوبان الألومنيوم بالسنتيمتر المكعب لكل 100 جرام من المعدن (سم مكعب/100 جرام). والعلاقة بين مستوى الهيدروجين وجودة الصب راسخة:
| مستوى الهيدروجين (سم مكعب/100 جم) | التأثير على جودة الصب |
|---|---|
| أقل من 0.10 | ممتاز، ومناسب للمسبوكات الفضائية والمسبوكات الضاغطة |
| 0.10 إلى 0.15 | جيد، مناسب للمسبوكات الهيكلية للسيارات |
| 0.15 إلى 0.20 | مقبولة للتطبيقات غير الحرجة |
| 0.20 إلى 0.30 | مسامية دقيقة هامشية ومرئية على الأرجح |
| أعلى من 0.30 | المسامية الكبيرة غير المقبولة والكبيرة ومخاطر الرفض |
يمكن لدورة تفريغ الغاز المنفذة بشكل جيد باستخدام النيتروجين أو الأرجون أن تقلل الهيدروجين من مستوى نموذجي قبل المعالجة يتراوح بين 0.30 و0.50 سم مكعب/ 100 جم إلى 0.08 إلى 0.15 سم مكعب/ 100 جم، اعتمادًا على نقاء الغاز وسرعة الدوار ومعدل تدفق الغاز ومدة المعالجة.
كيف يعمل تفريغ النيتروجين في تكرير الألومنيوم؟
يستخدم تفريغ غاز النيتروجين (N₂) غاز النيتروجين عالي النقاء - عادةً 99.99% أو درجة نقاء أعلى - يتم توصيله من خلال نظام دوّار دوّار دوّار من الجرافيت مغمور في المصهور. يقوم الدوار بقص الغاز إلى فقاعات دقيقة يتراوح قطرها عادةً من 1 مم إلى 5 مم، والتي ترتفع عبر الذوبان وتجمع الهيدروجين.
مكونات نظام تفريغ النيتروجين من النيتروجين
- دافعة دوارة (وحدة الجزء الدوار والجزء الثابت):: هيكل من الجرافيت، قطر 100 مم إلى 250 مم، سرعة الدوران 200 إلى 600 دورة في الدقيقة.
- خط إمداد الغاز:: أنابيب من الفولاذ المقاوم للصدأ أو النحاس مع صمام للتحكم في التدفق ومقياس دوران.
- مصدر النيتروجين:: خزان النيتروجين السائل السائب (محطة LOX/LIN) أو مشعب اسطوانات الضغط العالي.
- معدل التدفق:: عادةً من 1 إلى 8 نيوتن متر مكعب/ساعة حسب حجم الذوبان.
- مدة العلاج: من 10 إلى 30 دقيقة لكل دورة.
كيفية تفاعل النيتروجين مع سبائك الألومنيوم
في درجات حرارة التشغيل التي تتراوح بين 700 درجة مئوية و780 درجة مئوية، يكون النيتروجين خاملًا إلى حد كبير مع الألومنيوم النقي. ومع ذلك، يتغير الوضع مع بعض عناصر السبائك:
- السبائك المحتوية على المغنيسيوم (5xxx وبعض سلاسل 7xxx):: يعمل المغنيسيوم كمحفز لتكوين نيتريد الألومنيوم. عند تركيزات المغنيسيوم التي تزيد عن 1.51 تيرابايت 3 تيرابايت، يزداد خطر تكون شوائب نيتريد الألومنيوم بشكل كبير.
- السبائك المحتوية على الليثيوم:: شديد التفاعل مع النيتروجين، مما يحظر فعليًا استخدام النيتروجين في معالجة سبائك Al-Li.
- الألومنيوم النقي والسبائك المحتوية على Si:: تفاعلية النيتروجين ضئيلة في درجات حرارة التشغيل القياسية.
هذا القيد التفاعلي هو السبب الوحيد الأكثر أهمية في علم المعادن الذي يجعل الأرجون يُحدد أحيانًا على النيتروجين، بغض النظر عن التكلفة.
كيف يعمل تفريغ الغاز بالأرجون وما الذي يجعله مختلفًا؟
الأرغون (Ar) هو غاز نبيل - خامل كيميائيًا في جميع الظروف التي تواجهها معالجة الألومنيوم. وهو لا يتفاعل مع الألومنيوم أو المغنيسيوم أو الليثيوم أو أي عنصر آخر من عناصر السبائك الشائعة في أي درجة حرارة ذات صلة بتكرير الألومنيوم.
تتطابق الآلية الفيزيائية لإزالة غاز الأرجون مع النيتروجين: ترتفع الفقاعات الدقيقة عبر الذوبان، وتجمع الهيدروجين المذاب عن طريق فرق الضغط الجزئي. يكمن الاختلاف في الكيمياء وخصائص الغاز فقط.
مقارنة الخواص الفيزيائية: النيتروجين مقابل الأرجون
| الممتلكات | النيتروجين (N₂) | الأرجون (Ar) |
|---|---|---|
| الوزن الجزيئي (جم/مول) | 28.0 | 39.9 |
| الكثافة عند 20 درجة مئوية (كجم/م³) | 1.165 | 1.661 |
| درجة الغليان (درجة مئوية) | -195.8 | -185.9 |
| التفاعل الكيميائي مع Al | منخفض (يختلف باختلاف السبيكة) | لا يوجد |
| الموصلية الحرارية (ميجاوات/م كلفن) | 25.8 | 17.7 |
| الذوبان في سائل آل السائل | ضئيل | ضئيل |
| النقاء التجاري المتاح | 99.999% | 99.999% |
| السعر الصناعي النموذجي | منخفضة | 60% إلى 80% أعلى من N₂ |
إن الوزن الجزيئي الأعلى للأرجون يعني أن فقاعات الأرجون ترتفع ببطء أكثر بقليل خلال الذوبان مقارنةً بفقاعات النيتروجين من نفس الحجم، مما يوفر وقت تلامس أطول بشكل هامشي لتجميع الهيدروجين. وتساهم هذه الميزة الفيزيائية، بالإضافة إلى عدم وجود تفاعل كيميائي، في كفاءة الأرجون الفائقة في إزالة الغازات في الدراسات الخاضعة للرقابة.
كفاءة إزالة الغازات: الأرغون مقابل النيتروجين في المقارنات الخاضعة للرقابة
تشير العديد من تجارب المسابك المنشورة وأعمالنا الخاصة بتحسين العملية إلى اختلافات الأداء التالية في ظل ظروف متكافئة:
| مقياس الأداء | النيتروجين | الأرجون | ميزة الأرجون |
|---|---|---|---|
| محتوى H النهائي (سم مكعب/100 جم) | 0.10 إلى 0.15 | 0.07 إلى 0.12 | من 15% إلى 25% أقل |
| كفاءة إزالة الغازات (%) | 60% إلى 75% | من 70% إلى 85% | 10 إلى 15 نقطة مئوية |
| وقت العلاج للوصول إلى 0.10 سم مكعب/100 جرام | 18 إلى 25 دقيقة | 14 إلى 20 دقيقة | من 15% إلى 20% أسرع |
| فعالية إزالة الإدراج | جيد | جيد جداً | أفضل بشكل ملموس |
| خطر تضمين النيتريد (سبائك Al-Mg) | متوسط إلى مرتفع | لا يوجد | مهم |
| الأكسدة الذائبة أثناء المعالجة | أعلى قليلاً | أقل | سطح أنظف |
ما هو الفرق الحقيقي في التكلفة بين النيتروجين والأرجون لإزالة الغاز من الألومنيوم؟
تتطلب مقارنة التكلفة بين تفريغ الغاز بالنيتروجين والأرجون تحليلاً يتجاوز مجرد سعر المتر المكعب من الغاز. تشمل التكلفة الإجمالية لإزالة الغازات استهلاك الغاز، وتآكل المعدات، والمرتجعات بسبب فشل الجودة، وتأثير الإنتاجية لمدة المعالجة.
المعايير المرجعية لأسعار الغاز حسب طريقة العرض
| وضع التوريد | سعر النيتروجين (دولار أمريكي/متر مكعب) | سعر الأرجون (دولار أمريكي/متر مكعب) | نسبة السعر (Ar/N₂) |
|---|---|---|---|
| أسطوانات الضغط العالي | $0.08 إلى $0.18 | $0.35 إلى $0.65 | 3.5 أضعاف إلى 5 أضعاف |
| تسليم السوائل السائبة السائلة (صغيرة) | $0.04 إلى $0.10 | $0.18 إلى $0.40 | 3 أضعاف إلى 5 أضعاف |
| تسليم السوائل السائبة السائلة (كبيرة) | $0.02 إلى $0.06 | $0.10 إلى $0.25 | 3 أضعاف إلى 5 أضعاف |
| توليد النيتروجين في الموقع (PSA) | $0.01 إلى $0.03 | غير متاح | غير متاح |
| إمدادات خطوط الأنابيب (الصناعية الكبيرة) | $0.008 إلى $0.02 | $0.06 إلى $0.15 | 4 أضعاف إلى 8 أضعاف |
ملاحظة: تختلف الأسعار بشكل كبير حسب المنطقة وحجم العقد وتكاليف الطاقة. تمثل هذه الأرقام نطاقات سوق أمريكا الشمالية وأوروبا الغربية.
توليد النيتروجين في الموقع: تغيير قواعد اللعبة من حيث التكلفة
إن أحد أهم العوامل الاقتصادية في قرار النيتروجين مقابل الأرجون هو توافر توليد النيتروجين في الموقع عن طريق الامتزاز المتأرجح بالضغط (PSA) أو تقنية الفصل الغشائي.
مولدات النيتروجين PSA:
- نقاء الإخراج: 99.0% إلى 99.999%
- سعة التدفق: 1 نيوتن متر مكعب/ساعة إلى أكثر من 1,000 نيوتن متر مكعب/ساعة.
- تكلفة التشغيل: الكهرباء فقط، حوالي 1 تيرابايت0.01 إلى 1 تيرابايت0.03 لكل نيوتن متر مكعب
- التكلفة الرأسمالية: 1 تيرابايت 415,000 إلى 1 تيرابايت 415,000 إلى 1 تيرابايت 450,000 حسب السعة.
- فترة الاسترداد: عادةً ما تكون من 12 إلى 36 شهرًا مقابل توريد الأسطوانة.
عند $0.02/نيوتن متر مكعب من النيتروجين مقابل $0.20/نيوتن متر مكعب من الأرجون، سينفق مسبك يعالج 50 طنًا في اليوم مع استهلاك 3 نيوتن متر مكعب/ساعة من الغاز لكل فرن و4 أفران تعمل 20 ساعة/يوميًا:
- تكلفة النيتروجين: 3 × 4 × 20 × $0.02 = $4.80 في اليوم الواحد
- تكلفة الأرجون: 3 × 4 × 20 × $0.20 = $48.00 في اليوم الواحد
فرق تكلفة الغاز السنوية: حوالي $15,768 15,768 سنوياً لكل مرفق - وفورات كبيرة تبرر اختيار النيتروجين حيثما سمحت أهداف الجودة المعدنية.
التكلفة الإجمالية للملكية: ما بعد سعر الغاز
| عامل التكلفة | النيتروجين | الأرجون | الملاحظات |
|---|---|---|---|
| تكلفة المواد الخام الغاز | منخفضة إلى منخفضة جداً | متوسطة إلى عالية | أكبر متغير وحيد |
| معدل تآكل دوار الجرافيت | قياسي | من 5% إلى 10% أقل | أرغون أقل تأكسدًا قليلًا |
| تكلفة مدة العلاج | أعلى قليلاً | أقل قليلاً | دورات أرغون 15% أسرع |
| معدل الرفض (سبائك Al-Mg) | مخاطر أعلى | مخاطر أقل | شوائب AlN في N₂ |
| قيمة ممتازة عالية الجودة | أقل | أعلى | تتطلب مواصفات الطيران والفضاء الجوي Ar |
| خيار التوليد في الموقع | نعم (PSA) | لا يوجد | ميزة N₂ الرئيسية |
| موثوقية سلسلة التوريد | ممتاز | جيد | ن₂ متاح على نطاق أوسع |
أي سبائك الألومنيوم تتطلب الأرجون وأيها يمكن أن تستخدم النيتروجين؟
هذا هو السؤال الأكثر أهمية من الناحية العملية بالنسبة لخبراء المعادن في المسابك ومهندسي العمليات. وتحدد الإجابة ما إذا كان النيتروجين خيارًا حتى قبل أن تدخل اعتبارات التكلفة في الصورة.
توصيات اختيار الغازات الخاصة بالسبائك
| سلسلة السبائك | محتوى المغنيسيوم | نيتروجين مناسب | مطلوب أرغون | الملاحظات |
|---|---|---|---|---|
| 1xxx (آل نقي) | لا يوجد | نعم | لا يوجد | N₂ مناسب تمامًا |
| 2xxx (Al-Cu) | التتبع | نعم | لا يوجد | N₂ مناسبة بشكل عام |
| 3xxx (Al-Mn) | ما يصل إلى 1.3% | نعم | المفضل | منخفضة المغنيسيوم، ن₂ مقبولة |
| 4xxx (Al-Si) | لا شيء إلى منخفض | نعم | لا يوجد | ن₂ مناسب تمامًا، شائع في صب القوالب |
| 5xxx (Al-Mg) | 0.5% إلى 5.5% | لا يوجد | نعم | خطر تكوين النيتروز غير مقبول |
| 6xxx (Al-Mg-Si) | 0.4% إلى 1.2% | هامشي | المفضل | N₂ قابل للاستخدام بحذر أقل من 0.7% Mg |
| 7xxx (Al-Zn-Mg) | 1.0% إلى 3.5% | لا يوجد | نعم | محتوى المغنيسيوم يحظر N₂ |
| 8xxx (اللي) | متغير | لا يوجد | نعم | لي شديد التفاعل مع N₂ |
مشكلة تضمين نيتريد الألومنيوم بالتفصيل
عندما يتلامس النيتروجين مع الألومنيوم المنصهر المحتوي على المغنيسيوم فوق 0.8% إلى 1.5% تقريبًا (تختلف العتبة باختلاف درجة الحرارة والضغط الجزئي للنيتروجين)، يمكن أن يحدث التفاعل التالي
2Al + N₂ = 2AlN
يتشكل نيتريد الألومنيوم (AlN) كجسيمات دقيقة داخل المصهور. هذه الجسيمات:
- تعمل كمواقع لبدء الشقوق في الصب المتصلب.
- تقليل الاستطالة وصلابة الصدمات بشكل كبير.
- غير مرئية لمعظم اختبارات نظافة الذوبان القياسية.
- لا يمكن إزالتها عن طريق الترشيح بمجرد تكوينها (حجم الجسيمات دون الميكرون إلى 5 ميكرون).
- التسبب في فشل سابق لأوانه في المكونات الهيكلية المحملة بالإجهاد.
في إحدى الحالات الموثقة من أعمال مراجعة العمليات التي أجريناها في مصنع لسبك البليت من السلسلة 6xxx، أدى التحول من تفريغ الغاز بالنيتروجين إلى تفريغ الغاز بالأرجون على سبيكة 6061 (من 0.81 تيرابايت 3 تيرابايت إلى 1.21 تيرابايت 3 تيرابايت مغنيسيوم) إلى تقليل حالات فشل الاستطالة في اختبار الشد من 8.31 تيرابايت 3 تيرابايت إلى 1.21 تيرابايت 3 تيرابايت من الإنتاج - وهو تحسن كبير في الجودة يعزى مباشرةً إلى التخلص من الألN.
ما هي المعدات المستخدمة لإزالة الغاز من الألومنيوم وهل تؤثر على اختيار الغاز؟
يؤثر نوع معدات التفريغ على كل من معدل استهلاك الغاز والفعالية النسبية للنيتروجين مقابل الأرجون.
أنواع معدات إزالة الغازات وتوافق الغازات
وحدات تفريغ الغاز بالدفاعة الدوارة (SNIF، ALPUR، نوع Hycast)
هذه هي المعيار الصناعي لإزالة الغازات المستمرة أو شبه المستمرة. تدور مجموعة الجرافيت الدوّار والجزء الثابت بسرعة 200 إلى 600 دورة في الدقيقة، مما يؤدي إلى تشتيت الغاز إلى فقاعات دقيقة. كل من النيتروجين والأرجون متوافقان.
- معدل تدفق الغاز: 1 إلى 10 نيوتن متر مكعب/ساعة
- قطر الدوار: 100 إلى 300 مم
- دفعة المعالجة النموذجية: 500 كجم إلى 30 طن
- حجم الفقاعة المتولدة: من 1 إلى 4 مم.
الحقن بالرمح (أنبوب ثابت أو عصا)
نهج أبسط باستخدام أنبوب مغمور أو أنبوب غرافيت لحقن الغاز. أقل كفاءة من الأنظمة الدوارة بسبب حجم الفقاعة الأكبر.
- حجم الفقاعة: 5 إلى 20 مم (أكبر بكثير من الأنظمة الدوارة).
- الكفاءة: من 40% إلى 60% (مقابل 60% إلى 85% للدوارة).
- استهلاك الغاز: أعلى لكل وحدة من الهيدروجين المزالة.
- التكلفة: رأس مال منخفض، وتكلفة غاز تشغيل أعلى.
أنظمة السدادة المسامية
الجرافيت المسامي أو السدادات الخزفية المثبتة في أرضية الفرن تولد فقاعات دقيقة للغاية (0.5 إلى 2 مم) من خلال الترشيح بالضغط الخلفي. فعالة لإزالة الغاز من الأفران على دفعات.
- الكفاءة: 55% إلى 75%.
- عرضة للانسداد بالخبث والأكسيد.
- يعمل مع كل من النيتروجين والأرجون.
صناديق التفريغ المضمنة (خطوط الصب المستمر)
من أجل الصب المستمر للصفائح والقضبان والقضبان والقضبان الحديدية، تعالج صناديق التفريغ المضمنة ذات الدوارات المتعددة الذوبان أثناء تدفقه من الفرن إلى محطة الصب.
- مراحل متعددة الدوّارات: 2 إلى 4 دوّارات على التوالي.
- يحقق أدنى مستويات هيدروجين نهائية: 0.06 إلى 0.09 سم مكعب/100 جرام مع الأرجون.
- إجمالي استهلاك الغاز: 2 إلى 15 نيوتن متر مكعب/ساعة.
- الغاز المفضل: الأرجون لمنتجات الصب المستمر عالية الجودة.
تحسين سرعة الدوار وتحسين معدل تدفق الغازات
| المعلمة | إعداد منخفض | النطاق الأمثل | إعدادات عالية | تأثير الزيادة |
|---|---|---|---|---|
| سرعة الدوار (RPM) | 100 إلى 200 | 300 إلى 500 | 500 إلى 600 | تكوين الدوامة والأكسدة الذائبة |
| معدل تدفق الغاز (نيوتن متر مكعب/ساعة) | 0.5 إلى 1.0 | 2.0 إلى 5.0 | 6.0 إلى 10.0 | الفقاعات الكبيرة، الاضطراب السطحي |
| مدة العلاج (دقيقة) | من 8 إلى 12 | من 15 إلى 25 | من 30 إلى 45 | تناقص العوائد، وفقدان الحرارة |
| تدفق الأرغون مقابل تدفق N₂ تدفق الأرجون | نفس المعدات | نفس المعدات | نفس المعدات | قد يستخدم الأرغون من 5% إلى 10% أقل من الغاز |
كيف تقيس فعالية إزالة الغازات لكلا النوعين من الغازات؟
يعد التحقق من أن معالجة التفريغ قد حققت الاختزال المستهدف للهيدروجين أمرًا ضروريًا للتحكم في العملية. وتستخدم العديد من طرق القياس في الممارسة الصناعية.
طرق قياس المحتوى الهيدروجيني
اختبار الضغط المنخفض (RPT/اختبار ستراوب-فايفر)
الطريقة الأكثر استخدامًا لمراقبة الجودة في بيئات المسابك. تتصلب عينة ذائبة تحت التفريغ، وتتم مقارنة كثافة العينة الناتجة بعينة متصلبة تحت الضغط الجوي.
- حساب مؤشر الكثافة (DI): DI = [(ρ_atm - ρ_vacuum) / ρ_atm] × 100%
- DI المستهدف للمسبوكات عالية الجودة: أقل من 2% إلى 3%
- التكلفة: منخفضة (معدات غرفة تفريغ الهواء البسيطة)
- التقييد: القياس غير المباشر، يتأثر بمحتوى الأكسيد.
أجهزة قياس الهيدروجين المضمنة Telegas / Alscan Inline Hydrogen Measurement
القياس المباشر للهيدروجين المذاب باستخدام مسبار انتشار مغمور في الذوبان. يتدفق غاز النيتروجين الناقل عبر المسبار، ويتوازن مع الهيدروجين من الذوبان، ويُقاس تركيز التوازن عن طريق التوصيل الحراري.
- نطاق القياس: 0.01 إلى 0.50 سم مكعب/100 جرام
- الدقة: ± 0.01 إلى ± 0.02 سم مكعب/100 جرام
- زمن الاستجابة: من 3 إلى 8 دقائق لكل قراءة.
- متوافق مع كل من ذوبان النيتروجين والأرغون المخفف بالأرجون.
طريقة CHAPEL (محلل الهيدروجين المستمر لتقييم العمليات)
نظام متصل بالإنترنت يوفر مراقبة مستمرة للهيدروجين أثناء معالجة التفريغ، مما يسمح بتعديل تدفق الغاز وسرعة الدوار في الوقت الحقيقي لتحقيق مستويات الهيدروجين المستهدفة بكفاءة.
قياس نظافة الذوبان
عادةً ما ينتج تفريغ الغاز باستخدام الأرجون ذوبانًا أنظف عن طريق إزالة المزيد من الشوائب غير المعدنية مقارنةً بالنيتروجين. يتم قياس محتوى الشوائب عن طريق:
- تحليل الترشيح بالقرص المسامي (PoDFA):: القياس الكمي لنوع التضمين وحجمه، معبراً عنه بوحدة مم²/كجم.
- LAIS (جهاز أخذ عينات احتواء الألومنيوم السائل):: طريقة ترشيح مماثلة مع التحليل الآلي.
- الاختبار بالموجات فوق الصوتية:: القياس المضمن في الوقت الحقيقي أثناء الصب.
ما هي استراتيجيات تفريغ الغازات المختلطة (مزيج النيتروجين والأرجون)؟
واحدة من أكثر الاستراتيجيات فعالية وغير مستغلة بشكل كافٍ في إزالة الغازات من الألومنيوم هي استخدام مزيج غاز النيتروجين والأرجون. ويستفيد هذا النهج من فوائد الأداء الجزئي للأرجون مع تقليل تكاليف الغاز بشكل كبير مقارنةً بتشغيل الأرجون 100%.
خيارات المزج بين النيتروجين والأرجون
| نسبة المزيج (N₂:Ar) | التكلفة النسبية | كفاءة إزالة الغازات | مخاطر AlN | التطبيق الموصى به |
|---|---|---|---|---|
| 100% N₂ | 1.0x | خط الأساس | موجودة في سبائك المغنيسيوم | 1xxx، 2xxx، 4xxx سبائك 1xxx، 2xxx، 4xxx |
| 75% N₂ / 25% Ar | 1.3 ضعف إلى 1.5 ضعف | من +5% إلى +8% | مخفضة | السبائك منخفضة الملغ (6xxx < 0.7% Mg) |
| 50% N₂ / 50% Ar | 1.6x إلى 2.0x | من +8% إلى +12% | انخفاض كبير | 6xxx سبائك 6xxx، 3xxx حساسة للجودة 3xxx |
| 25% N₂ / 75% Ar | 2.0 ضعف إلى 2.5 ضعف | من +10% إلى +15% | الحد الأدنى | التطبيقات ذات الجودة العالية |
| 100% Ar | 3 أضعاف إلى 5 أضعاف | الحد الأقصى | لا يوجد | 5xxx, 7xxx, 8xxx, aerospace |
يمكن تحقيق مزج الغاز من خلال:
- إمداد الأسطوانة الممزوجة مسبقًا:: يقوم المورد بتوصيل الغاز المخلوط مسبقًا في أسطوانات.
- لوحات خلط في الخط:: تمزج وحدات التحكم في التدفق النيتروجين والأرجون من إمدادات منفصلة عند نقطة الاستخدام.
- أنظمة التحكم في التدفق الكتلي للمزج:: خلط آلي مع نسب خلط قابلة للبرمجة حسب وصفة السبيكة.
لقد قمنا بتطبيق مزج النيتروجين والأرجون في مصنع البليت من السلسلة 6xxx حيث كان استخدام الأرجون الكامل يعتبر مكلفًا للغاية. وقد أدى مزيج الأرجون 401 تيرابايت 3 تيرابايت 3 تيرابايت / 601 تيرابايت 3 تيرابايت 3 تيرابايت إلى خفض مؤشر الكثافة من متوسط 4.11 تيرابايت 3 تيرابايت (النيتروجين فقط) إلى 1.81 تيرابايت 3 تيرابايت (الغاز المخلوط) مع الحفاظ على زيادة تكلفة الغاز إلى حوالي 351 تيرابايت 3 تيرابايت فوق تكلفة النيتروجين الأساسية. ويمثل ذلك مفاضلة ممتازة بين التكلفة والجودة لهذه العملية المحددة.
ما هي العوامل التشغيلية التي تؤثر على أداء النيتروجين مقابل أداء تفريغ الغاز بالأرجون؟
بالإضافة إلى الكيمياء والفيزياء الأساسية، هناك العديد من المتغيرات التشغيلية التي تؤثر بشكل كبير على الغاز الذي يحقق أداءً أفضل في الممارسة العملية.
المتغيرات التشغيلية الرئيسية وتأثيرها
متطلبات نقاء الغاز
يجب أن يفي كل من النيتروجين والأرجون بالحد الأدنى من النقاء لإزالة الألومنيوم من الغاز بشكل فعال. الشوائب - خاصةً الأكسجين والرطوبة - تلغي ميزة الضغط الجزئي وتؤدي إلى الأكسدة.
- الحد الأدنى للنقاء الموصى به: 99.99% لكلا الغازين.
- الحد الأقصى للرطوبة المقبولة: 10 جزء في المليون (نقطة الندى أقل من -60 درجة مئوية)
- الحد الأقصى المقبول من الأكسجين: 5 جزء في المليون.
تأثيرات درجة حرارة الذوبان
وتزيد درجات الحرارة المرتفعة للذوبان من قابلية ذوبان الهيدروجين في الألومنيوم، مما يتطلب تفريغًا أكثر قوة. ويتأثر كلا الغازين، ولكن الميزة النسبية للأرجون تكون أكثر وضوحًا بشكل طفيف في درجات الحرارة المرتفعة بسبب انخفاض خطر نواتج التحلل الحراري للنيتروجين.
- درجة حرارة التفريغ المثلى: 720 درجة مئوية إلى 750 درجة مئوية.
- أعلى من 780 درجة مئوية: زيادة الأكسدة مع كلا الغازين، يحافظ الأرجون على سطح ذائب أنظف.
- أقل من 700 درجة مئوية: انخفاض معدلات الانتشار، وأوقات معالجة أطول لكلا الغازين.
ظروف الغلاف الجوي للفرن
تُظهر الأفران التي تعمل تحت ضغط موجب قليلًا مع وجود جو خامل فوق سطح الذوبان نتائج أفضل في إزالة الغازات مع كلا النوعين من الغازات. تؤثر الرطوبة المحيطة بشكل مباشر على محتوى الهيدروجين قبل المعالجة.
| الرطوبة المحيطة | H الوارد النموذجي (سم مكعب/100 جم) | صعوبة إزالة الغازات | توصية الغاز |
|---|---|---|---|
| منخفض (<40% RH) | 0.20 إلى 0.30 | قياسي | إما الغاز |
| متوسطة (40% إلى 70% RH) | 0.30 إلى 0.45 | معتدل | الأرغون المفضل |
| مرتفع (> 70% RH) | 0.40 إلى 0.60 | التحدي | الأرغون مفضل بشدة |
كيف يجب أن تختار المسابك بين النيتروجين والأرجون بناءً على التطبيق؟
يجمع إطار الاختيار أدناه الاعتبارات الفنية والاقتصادية والتشغيلية في هيكل قرار عملي لمهندسي المسابك وفرق المشتريات.
إطار القرار: اختيار النيتروجين مقابل الأرجون
اختر النيتروجين عندما:
- معالجة سبائك السلاسل 1xxx أو 2xxx أو 4xxx حيث يكون محتوى المغنيسيوم أقل من 0.5%.
- هدف الجودة هو مؤشر الكثافة أقل من 3% (ليس مواصفات المسامية المنخفضة للغاية).
- الإنتاج بكميات كبيرة حيث تكون تكلفة الغاز من النفقات التشغيلية الرئيسية.
- تم تركيب أو تخطيط توليد النيتروجين PSA في الموقع أو تم تركيبه.
- تطبيق الصب غير إنشائي أو غير حساس للسلامة.
اختر الأرجون عندما:
- معالجة سبائك السلسلة 5xxx أو 7xxx أو 8xxx ذات المحتوى الكبير من المغنيسيوم.
- تنطبق مواصفات الصب في مجال الطيران أو سلامة السيارات أو مواصفات الصب المحكم للضغط.
- يجب أن يكون مستوى الهيدروجين المستهدف أقل من 0.10 سم مكعب/100 جرام.
- تكلفة رفض الجودة تفوق علاوة تكلفة الغاز.
- معالجة سبائك Al-Li (الأرجون إلزامي).
اختر مزيج النيتروجين والأرجون عندما:
- معالجة سبائك السلسلة 6xxx ذات المحتوى المغنيسي 0.5% إلى 1.2%.
- هدف الجودة هو مؤشر الكثافة 1.5% إلى 2.5%.
- هناك حاجة إلى خفض التكلفة من 100% الأرجون دون الحاجة إلى قبول مخاطر النيتروجين بالكامل.
- تتوفر معدات خلط الغاز المضمنة أو يمكن تبريرها اقتصاديًا.
توصيات خاصة بالتطبيق
| تطبيق الصب | سبيكة نموذجية | اختيار الغاز | الهدف DI (%) | الهدف H (سم مكعب/100 جم) |
|---|---|---|---|---|
| هيكلية الفضاء الجوي | 2xxx، 7xxx | الأرجون | <1.0% | < 0.08 |
| سلامة السيارات (الوسادة الهوائية، المكابح) | 6xxx، 5xxx | الأرجون | <1.5% | < 0.10 |
| هيكلية السيارات | 6xxx، 3xxx | مزيج Ar/N₂ مزيج | <2.0% | < 0.12 |
| الصب بالقالب (غير الهيكلي) | 4xxx، 3xx.x | النيتروجين | <3.0% | < 0.15 |
| صب الرمل العام | 3xx.x | النيتروجين | <3.5% | < 0.20 |
| التطبيقات البحرية | 5xxx | الأرجون | <1.5% | < 0.10 |
| قضيب موصل كهربائي | 1xxx | النيتروجين | <2.5% | < 0.12 |
| رقائق تغليف من الدرجة الغذائية | 1xxx، 8xxx | الأرجون | <1.5% | < 0.09 |
ما هي الاعتبارات البيئية واعتبارات السلامة لكلا الغازين؟
اعتبارات سلامة النيتروجين
النيتروجين مادة خانقة - فهو يزيح الأكسجين دون سابق إنذار. في الأماكن الضيقة حول الأفران أو مناطق الغسيل المغلقة أو محطات التفريغ في الطابق السفلي، يمكن أن يؤدي تسرب النيتروجين أو تنفيس التطهير إلى خلق أجواء تعاني من نقص الأكسجين المميت في غضون ثوانٍ.
- عتبة إنذار الأكسجين: إنذار عند 19.5%، وخطير على الحياة مباشرةً عند أقل من 16%.
- الضمانات المطلوبة: أجهزة مراقبة الأكسجين الثابتة، والتهوية، وإجراءات دخول الأماكن المحصورة.
- لا توجد مخاطر القابلية للاشتعال - النيتروجين غير قابل للاشتعال وغير قابل للتفاعل في درجة حرارة الغرفة.
اعتبارات سلامة الأرغون
يمثل الأرجون خطر اختناق مماثل للنيتروجين. ونظراً لأن الأرجون أكثر كثافة من الهواء (1.66 كغم/م³ مقابل النيتروجين الذي يبلغ 1.165 كغم/م³)، فإنه يتراكم عند مستوى الأرض وفي المناطق المنخفضة أسرع من النيتروجين، مما يجعل خطر الاختناق في بعض التشكيلات أكبر قليلاً.
- تعتبر مراقبة الأكسجين على مستوى الأرضية أمرًا بالغ الأهمية عند استخدام الأرجون.
- تمثل صهاريج تخزين الأرجون (الأرجون السائل) خطر الاحتراق بالتبريد.
- يحتاج كلا الغازين إلى أنظمة رفاق ومعدات إنقاذ للعمل في الأماكن المحصورة.
الأثر البيئي
لا يساهم النيتروجين ولا الأرجون بشكل مباشر في انبعاثات غازات الاحتباس الحراري. ومع ذلك:
- يتطلب توليد النيتروجين في الموقع عن طريق PSA الكهرباء - تعتمد البصمة الكربونية على مصدر طاقة الشبكة.
- يتطلب إنتاج الغازات السائلة (كل من N₂ وAr) محطات فصل الهواء التي تستهلك طاقة كثيفة.
- يُعد الأرجون منتجًا ثانويًا لإنتاج الأكسجين في فصل الهواء - بصمته البيئية لكل وحدة منخفضة.
الأسئلة المتداولة: النيتروجين مقابل الأرجون لإزالة الغاز من الألومنيوم
س1: هل الأرجون أفضل دائمًا من النيتروجين لإزالة الغازات من الألومنيوم؟
ليس دائمًا. يقدم الأرغون نتائج معدنية متفوقة في جميع أنواع السبائك، ولكن بالنسبة لسبائك الألومنيوم ذات المحتوى المنخفض أو المنعدم من المغنيسيوم - مثل 1xxx و4xxx ومعظم سلاسل 2xxx - فإن أداء النيتروجين يكون مناسبًا وبتكلفة أقل بكثير. تعتمد الإجابة على تركيبة السبيكة ومواصفات الجودة.
س2: ما هو مستوى محتوى المغنيسيوم الذي يجعل الأرجون إلزاميًا بدلاً من النيتروجين؟
تحدد معظم إرشادات الصناعة العتبة عند 1.01 تيرابايت 3 تيرابايت إلى 1.51 تيرابايت 3 تيرابايت من المغنيسيوم بالوزن. وفوق هذا المستوى، يصبح خطر تكون نيتريد الألومنيوم (AlN) مع النيتروجين غير مقبول من الناحية المعدنية للتطبيقات الإنشائية. وتضع بعض المواصفات المتحفظة الحد الأدنى حتى 0.5% Mg للمسبوكات الحرجة للسلامة.
س3: هل يمكنني استخدام مزيج النيتروجين والأرجون لتوفير المال أثناء معالجة سبائك السلسلة 5xxx؟
لا. بالنسبة للسبائك في السلسلة 5xxx التي تحتوي على 2% إلى 5.5% من المغنيسيوم، فإن أي جزء كبير من النيتروجين يؤدي إلى مخاطر غير مقبولة لتضمين النيتروجين. يجب استخدام الأرجون بتركيز 100% لسبائك السلسلة 5xxx و7xxx.
س4: ما هي كمية الأرجون التي تستهلكها دورة تفريغ الألومنيوم النموذجية؟
يستهلك نظام الدفاعة الدوارة الذي يعمل على تفريغ الغاز من دفعة وزنها 1,000 كجم عادةً من 20 إلى 40 نيوتن متر مكعب من الأرجون في الدورة الواحدة بمعدل تدفق يتراوح بين 2 إلى 4 نيوتن متر مكعب/ساعة على مدار 15 إلى 25 دقيقة. يعتمد الاستهلاك الدقيق على حجم الدوار والسرعة ومستوى الهيدروجين المستهدف.
س5: ما هو الحد الأدنى المقبول لنقاء النيتروجين المستخدم في تفريغ الألومنيوم من الغازات؟
99.99% 99.99% النقاء (درجة 4.0) هو الحد الأدنى من المواصفات الموصى بها. يجب أن يكون محتوى الرطوبة أقل من 10 جزء في المليون (نقطة الندى -60 درجة مئوية أو أكثر برودة). يُدخل النيتروجين الأقل نقاءً الأكسجين الذي يتفاعل مع الذوبان ويقلل من فعالية التفريغ.
س6: هل يلزم تغيير معدات إزالة الغازات عند التحول من النيتروجين إلى الأرجون؟
في معظم الحالات، لا. تتوافق أنظمة الجرافيت الدوارة الدوارة القياسية والرماح والسدادات المسامية مع كلا الغازين. توصيلات إمداد الغاز ومعدات التحكم في التدفق متطابقة. لا يتطلب التبديل سوى تغيير مصدر إمداد الغاز وتحديث معلمات العملية إذا كانت مدة المعالجة أو تحسين معدل التدفق مرغوبًا فيه.
س7: كيف يقارن توليد النيتروجين في الموقع بتوليد النيتروجين في الموقع بإجمالي التكلفة؟
عادةً ما يتكلف توليد النيتروجين PSA في الموقع من 1 تيرابايت 0.01 إلى 1 تيرابايت إلى 0.03 لكل نيوتن متر مكعب من تكاليف التشغيل (الكهرباء فقط) بعد استرداد رأس المال، مقارنةً بالأرجون السائل السائب السائب بسعر 1 تيرابايت إلى 1 تيرابايت إلى 0.25 لكل نيوتن متر مكعب. بالنسبة لمسبك يستهلك 50 نيوتن متر مكعب/ساعة من غاز التفريغ في أفران متعددة، يمكن أن تتجاوز الوفورات السنوية من توليد النيتروجين مقابل الأرجون $100,000 تيرابايت مكعب.
س8: هل يمكن تحقيق مستويات هيدروجين أقل من 0.08 سم مكعب/100 جم باستخدام تفريغ النيتروجين؟
من الصعب تحقيق مستويات هيدروجين أقل من 0.08 سم مكعب/100 جرام باستخدام النيتروجين في معظم الظروف العملية. يمكن أن يصل تفريغ الغاز بالأرجون مع سرعة الدوار المحسّنة ومعدل التدفق والمعدات المضمنة متعددة المراحل إلى 0.05 إلى 0.07 سم مكعب/100 جم بشكل موثوق. بالنسبة لتطبيقات الفضاء الجوي التي تتطلب هذه المستويات، فإن الأرجون إلزامي فعليًا.
س9: ما الذي يجعل عملية التفريغ غير فعالة بغض النظر عما إذا كان النيتروجين أو الأرجون مستخدماً؟
تشمل الأسباب الشائعة لضعف أداء إزالة الغازات: نقاء الغاز أقل من المواصفات (تلوث الرطوبة أو الأكسجين)، وسرعة الدوار منخفضة للغاية (تكوين فقاعات كبيرة)، ومعدل تدفق الغاز مرتفع للغاية (اضطراب السطح وفقاعات الدائرة القصيرة)، ودرجة حرارة الذوبان منخفضة للغاية (انتشار بطيء للهيدروجين)، وتكوين قشرة الأكسيد التي تمنع خروج الفقاعات، وعدم كفاية مدة المعالجة. تؤثر هذه العوامل على كلا الغازين بالتساوي.
س10: هل هناك طريقة فعالة من حيث التكلفة للتبديل بين النيتروجين والأرجون للسبائك المختلفة على نفس خط الإنتاج؟
نعم. تسمح تركيبات الإمداد المزدوج مع رؤوس منفصلة للنيتروجين والأرجون التي تغذي مشعب التبديل للمشغلين باختيار الغاز المناسب لكل وصفة سبيكة. وتوفر لوحات مزج الغاز المضمنة مزيدًا من المرونة، مما يتيح نسب مزج قابلة للبرمجة لكل رمز سبيكة. تتراوح التكلفة الرأسمالية لنظام تبديل الإمداد المزدوج عادةً من $5,000 إلى $20,000 ويمكن أن تسدد بسرعة في تكاليف الغاز المحسنة عبر جداول إنتاج السبائك المختلطة.
الخاتمة: اتخاذ القرار المناسب لاختيار الغاز المناسب لعمليتك
إن قرار النيتروجين مقابل الأرجون في إزالة الغاز من الألومنيوم هو في الأساس توازن بين الضرورة المعدنية والتحسين الاقتصادي. لا توجد إجابة واحدة صحيحة تنطبق على جميع المسابك.
إطار توصياتنا الموحّد:
- النيتروجين النقي:: مثالية لسبائك 1xxx و4xxx وسبائك 2xxx منخفضة المغنيسيوم 2xxx ذات الإنتاج الحساس للتكلفة؛ تحقيق أقصى قدر من الوفورات مع توليد PSA في الموقع.
- الأرجون النقي:: إلزامية بالنسبة لسبائك 5xxx و7xxx و8xxx وسبائك Al-Li؛ مطلوبة للمسبوكات الهيكلية الفضائية والمسبوكات الهيكلية الحرجة للسلامة بغض النظر عن السبائك.
- مزيج النيتروجين والأرجون:: أفضل خيار عملي لسلسلة 6xxx وخطوط إنتاج السبائك المختلطة حيث تقع أهداف الجودة بين قدرات النيتروجين النقي وتكلفة الأرجون النقي.
- الاستثمار في التحكم في العمليات:: بغض النظر عن اختيار الغاز، فإن العائد على الاستثمار من التحكم المناسب في درجة الحرارة، وتحسين سرعة الدوار، والتحقق من نقاء الغاز، وقياس الهيدروجين المضمن، يكون إيجابيًا في كل تطبيق تقريبًا.
إن المسابك التي تحقق أفضل النتائج - أقل محتوى هيدروجين بأقل تكلفة إجمالية - هي تلك التي تطابق اختيار الغاز مع كيمياء السبائك بدقة، وتستثمر في توليد النيتروجين في الموقع حيثما أمكن، وتنفذ أنظمة التحكم في تفريغ الغازات ذات الحلقة المغلقة التي تزيل التباين البشري من دورة المعالجة.
تم إنتاج هذا المرجع التقني بواسطة فريق التحرير والهندسة في AdTech. تتخصص شركة AdTech في معدات معالجة ذوبان الألومنيوم بما في ذلك وحدات التفريغ المضمنة ومرشحات الرغوة الخزفية وأنظمة حقن التدفق لعمليات صب الألومنيوم العالمية.
