最終的な水素含有量が少なく、介在物が少なく、繊細な合金用途において優れた表面仕上げを実現します。しかし、アルゴンに比べて1立方メートルあたりの価格が60%~80%低いというコスト優位性により、大量の鋳造工場では依然として窒素が支配的な選択肢となっています。これら2つの不活性ガスの正しい選択は、決して普遍的なものではありません。それは、合金シリーズ、品質目標、処理量、使用する特定の脱ガス装置によって異なります。複数の鋳物工場構成にわたってアルミニウム精錬プロセスを最適化した我々の直接的な経験に基づくと、決定の枠組みは、ほとんどの調達ガイドが認めているよりも微妙である。この記事では、冶金学的性能、運転コスト、装置の互換性、合金固有の推奨事項、および多くの大手鋳造所が品質とコストのバランスを取るために現在使用しているハイブリッド・ガス混合戦略について、データに裏打ちされた厳密な比較を提供する。.
プロジェクトで オンラインアルミニウム脱ガス装置, あなたは、次のことができる。 お問い合わせ お見積もりは無料です。.
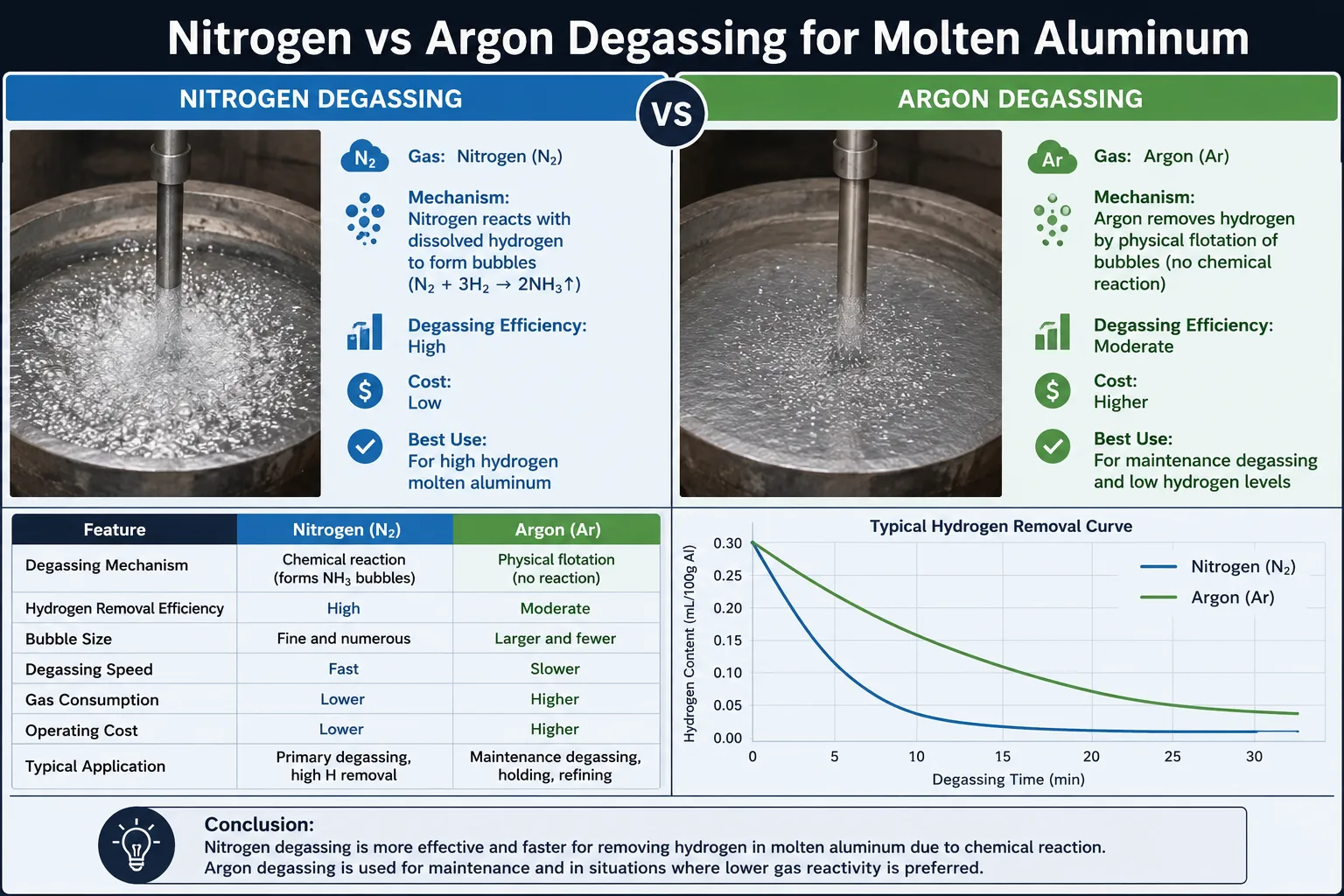
アルミニウムの脱ガスとは何か、なぜガス選択が重要なのか?
溶融状態のアルミニウムは、大気中の水分、湿った装入物、炉やランダーの耐火物ライニングから水素を吸収します。水素は、液体アルミニウムに意味のある量だけ溶解する唯一の気体です。溶解中は基本的に目に見えませんが、凝固中に非常に破壊的になり、溶解度が急激に低下し、鋳物内の空隙として析出します。.
脱ガスプロセスでは、回転するインペラーまたは静的な多孔性プラグを通して、不活性ガスの微細な気泡を融液中に導入する。これらの気泡は、分圧差によって溶存水素を集める。純粋な不活性ガスの気泡内の水素濃度はゼロであるため、水素は融液から気泡内に移動し、気泡が表面に上昇するにつれて浴外に運び出される。.
ガスの選択は重要だ:
- キャリアガスの純度と不活性度が、水素の捕獲効率を左右する。.
- 窒素は高温で特定のアルミニウム合金と反応し、窒化アルミニウム(AlN)介在物を形成する。.
- アルゴンは、すべての使用条件下で、すべてのアルミニウム合金に対して完全に化学的に不活性である。.
- 窒素とアルゴンのコスト差は、あらゆる精製サイクルの経済性に影響する。.
- 装置の摩耗率は、窒素とアルゴンでは異なる。.
アルミニウム鋳物における水素ポロシティ問題
アルミニウム溶湯中の水素含有量は、金属100gあたりの立方センチメートル(cc/100g)で測定される。水素濃度と鋳造品質の関係はよく確立されています:
| 水素濃度(cc/100g) | 鋳造品質への影響 |
|---|---|
| 0.10以下 | 航空宇宙および圧力に厳しい鋳物に適している。 |
| 0.10~0.15 | 自動車構造用鋳物に適している。 |
| 0.15から0.20 | 非重要用途に使用可能 |
| 0.20から0.30 | ごくわずかだが、目に見える微小孔がある |
| 0.30以上 | 許容できない、著しいマクロポーレーションと拒絶反応のリスク |
窒素またはアルゴンを使用する脱気サイクルをうまく実行すれば、ガス純度、ローター回転数、ガス流量、処理時間にもよるが、典型的な前処理レベルである0.30~0.50cc/100gの水素を0.08~0.15cc/100gまで減らすことができる。.
アルミニウム精錬における窒素脱ガスの仕組み
窒素(N₂)脱ガスは、高純度窒素ガス(典型的には99.99%またはそれ以上の純度グレード)を使用し、融液中に浸漬された回転グラファイトローター-ステーターシステムを通して供給される。ローターはガスを、通常直径1mmから5mmの微細な気泡にせん断し、この気泡はメルト中を上昇して水素を回収する。.
窒素脱気システム構成部品
- 回転インペラ(ロータ・ステータ・ユニット)グラファイト製、直径100mm~250mm、回転数200~600rpm。.
- ガス供給ライン流量制御バルブとロータメーター付きステンレス製または銅製チューブ。.
- 窒素源バルク液体窒素タンク(LOX/LINステーション)または高圧ボンベマニホールド。.
- 流量通常、メルト量に応じて1~8 Nm³/時間。.
- 治療期間:1サイクル10~30分。.
窒素とアルミニウム合金の反応
700℃から780℃の動作温度では、窒素は純アルミニウムに対してほとんど不活性である。しかし、ある種の合金元素では状況が変わります:
- マグネシウム含有合金(5xxxおよび一部の7xxxシリーズ)マグネシウムはAlN形成の触媒として作用する。マグネシウム濃度が1.5%を超えると、窒化アルミニウムの介在物形成の危険性が著しく増大する。.
- リチウム含有合金窒素との反応性が高く、Al-Li合金の加工に窒素を使用することは事実上禁止されている。.
- 純アルミニウムとSi含有合金標準的な使用温度では、窒素の反応性は最小です。.
この反応性の制限は、コストに関係なく、アルゴンが窒素よりも指定されることがある最も重要な冶金学的理由である。.
アルゴン脱ガスはどのように機能し、何が違うのか?
アルゴン(Ar)は希ガスであり、アルミニウム加工で遭遇するあらゆる条件下で化学的に不活性です。アルミニウム、マグネシウム、リチウム、その他の一般的な合金元素とは、アルミニウム精錬に関連するいかなる温度でも反応しません。.
アルゴン脱ガスの物理的メカニズムは窒素と同じで、微細な気泡が融液中を上昇し、分圧差によって溶存水素を集める。違いは、純粋に化学的性質とガス特性にある。.
物理的特性の比較:窒素とアルゴンの比較
| プロパティ | 窒素(N₂) | アルゴン |
|---|---|---|
| 分子量 (g/mol) | 28.0 | 39.9 |
| 20℃における密度 (kg/m³) | 1.165 | 1.661 |
| 沸点 (°C) | -195.8 | -185.9 |
| Alとの化学反応性 | 低い(合金によって異なる) | なし |
| 熱伝導率 (mW/m-K) | 25.8 | 17.7 |
| 液体Alへの溶解度 | ごくわずか | ごくわずか |
| 商業純度あり | 99.999% | 99.999% |
| 一般的な工業用価格 | 低い | N₂より高い60%~80% |
アルゴンの分子量が高いということは、アルゴンの気泡が同じ大きさの窒素の気泡よりもわずかにゆっくりと融液中を上昇することを意味し、水素収集のための接触時間がわずかに長くなる。この物理的利点は、化学反応性がゼロであることと相まって、制御された研究におけるアルゴンの優れた脱ガス効率に寄与している。.
脱気効率:制御された比較におけるアルゴン対窒素
公表されている複数の鋳造試験と当社独自のプロセス最適化作業により、同等の条件下で以下の性能差があることが示されている:
| パフォーマンス指標 | 窒素 | アルゴン | アルゴン・アドバンテージ |
|---|---|---|---|
| 最終H含有量(cc/100g) | 0.10~0.15 | 0.07から0.12 | 15%~25%下 |
| 脱ガス効率(%) | 60%〜75% | 70%〜85% | 10~15%ポイント |
| 0.10cc/100gに達するまでの処理時間 | 18~25分 | 14~20分 | 15%から20%へ高速化 |
| インクルージョン除去効果 | グッド | 非常に良い | 測定不能なほど良い |
| 窒化物混入のリスク(Al-Mg合金) | 中~高 | なし | 重要 |
| 処理中の溶融酸化 | やや高い | より低い | よりクリーンな表面 |
アルミニウム脱ガス用窒素とアルゴンの本当のコスト差とは?
窒素脱気とアルゴン脱気のコスト比較には、単純なガスの立方メートルあたりの価格以上の分析が必要である。総脱気コストには、ガス消費量、装置の摩耗、品質不良による不合格品、処理時間による生産性への影響などが含まれる。.
供給形態別ガス価格ベンチマーク
| 供給モード | 窒素価格(USD/Nm³) | アルゴン価格(USD/Nm³) | 価格比(Ar/N) |
|---|---|---|---|
| 高圧シリンダー | $0.08〜$0.18 | $0.35〜$0.65 | 3.5倍から5倍 |
| 液体バルク輸送(小) | $0.04〜$0.10 | $0.18〜$0.40 | 3倍から5倍 |
| 液体バルク輸送(大型) | $0.02〜$0.06 | $0.10〜$0.25 | 3倍から5倍 |
| オンサイト窒素生成(PSA) | $0.01〜$0.03 | 該当なし | 該当なし |
| パイプライン供給(大規模産業) | $0.008〜$0.02 | $0.06〜$0.15 | 4倍から8倍 |
注:価格は地域、契約量、エネルギーコストによって大きく異なる。これらの数値は北米および西ヨーロッパの市場範囲を示す。.
オンサイト窒素生成:コストのゲームチェンジャー
窒素対アルゴンの決定における最も重要な経済的要因の一つは、圧力スイング吸着(PSA)または膜分離技術によるオンサイト窒素生成の可用性である。.
PSA 窒素発生装置:
- 出力純度:99.0%~99.999%
- 流量:1Nm³/時~1,000Nm³/時。.
- 運転コスト:電気代のみ、1Nm³あたり約$0.01~$0.03
- 資本コスト:容量により$15,000~$250,000。.
- 投資回収期間:通常、シリンダー供給に対して12~36カ月。.
$0.20/Nm³アルゴンに対して$0.02/Nm³窒素の場合、50トン/日の鋳造工場で、1炉あたりのガス消費量が3Nm³/時、4炉が20時間/日稼動する場合、$0.02/Nm³アルゴンに対して$0.20/Nm³窒素が必要となります:
- 窒素コスト:3×4×20×$0.02==。 $4.80/日
- アルゴン・コスト:3×4×20×$0.20=$0.20 $48ドル/日
年間ガス料金の差:約 1施設あたり年間$15,768円 - 冶金的品質目標が許す限り、窒素の選択を正当化する大幅な節約になる。.
総所有コストガス価格を超えて
| コスト係数 | 窒素 | アルゴン | 備考 |
|---|---|---|---|
| ガス原料費 | 低い~非常に低い | 中~高 | 最大の単一変数 |
| グラファイト製ローターの摩耗率 | スタンダード | 5%~10%下 | アルゴンはやや酸化力が弱い |
| 治療期間 費用 | やや高い | やや低い | アルゴンサイクル15%高速化 |
| 不合格率(Al-Mg合金) | より高いリスク | より低いリスク | N₂のAlN包有物 |
| クオリティ・プレミアム・バリュー | より低い | より高い | 航空宇宙仕様ではAr |
| オンサイト発電オプション | あり(PSA) | いいえ | 主なN₂のアドバンテージ |
| サプライチェーンの信頼性 | 素晴らしい | グッド | N₂ より広く入手可能 |
どのアルミニウム合金がアルゴンを必要とし、どの合金が窒素を使用できるか?
これは、鋳造の冶金学者やプロセス・エンジニアにとって最も現実的に重要な質問である。その答えによって、コストを考慮する前に、窒素が選択肢に入るかどうかが決まる。.
合金固有のガス選択に関する推奨事項
| 合金シリーズ | Mg含有量 | 適した窒素 | アルゴン必要 | 備考 |
|---|---|---|---|---|
| 1xxx(純Al) | なし | はい | いいえ | N₂完全適合 |
| 2xxx (Al-Cu) | トレース | はい | いいえ | N₂ 一般的に適している |
| 3xxx (Al-Mn) | 最大1.3% | はい | 優先 | 低Mg、N₂許容 |
| 4xxx(Al-Si系) | なし~低い | はい | いいえ | N₂ 完全に適合、ダイカストで一般的 |
| 5xxx (Al-Mg) | 0.5%~5.5% | いいえ | はい | AlN形成のリスクは容認できない |
| 6xxx(Al-Mg-Si系) | 0.4%~1.2% | 限界 | 優先 | N₂ 0.7%以下の注意で使用可能 Mg |
| 7xxx(Al-Zn-Mg系) | 1.0%~3.5% | いいえ | はい | Mgの含有量はN₂を禁止している。 |
| 8xxx(アル・リチウム) | 可変 | いいえ | はい | LiはN₂と極めて反応性が高い。 |
窒化アルミニウムの介在物問題の詳細
マグネシウムを含む約0.8%~1.5%以上の溶融アルミニウムに窒素が接触すると(閾値は温度と窒素分圧によって異なる)、以下のような反応が起こる可能性がある:
2Al + N₂ = 2AlN
窒化アルミニウム(AlN)は、融液内で微粒子として形成される。これらの粒子は
- 凝固した鋳物の亀裂発生部位として作用する。.
- 伸びと衝撃靭性を大幅に低減する。.
- ほとんどの標準的な溶融清浄度テストでは見えない。.
- 一度形成されるとろ過では除去できない(粒径はサブミクロンから5ミクロン)。.
- 疲労負荷のかかる構造部品の早期破壊を引き起こす。.
6xxxシリーズのビレット鋳造工場でのプロセスレビュー作業で文書化された事例では、6061合金(0.8%から1.2%のMg)の窒素からアルゴンへの脱ガスの切り替えにより、引張試験での伸び不良が生産量の8.3%から1.2%に減少しました。.
アルミニウムの脱ガスにはどのような装置が使用され、それはガスの選択に影響するか?
脱気装置のタイプは、ガス消費率と窒素とアルゴンの相対的効果の両方に影響する。.
脱気装置の種類とガス適合性
ロータリーインペラ脱気ユニット(SNIF、ALPUR、ハイキャスト型)
これらは、連続または半連続脱気の業界標準です。グラファイト製のローター・ステーターアッセンブリーが毎分200~600回転し、ガスを微細な気泡に分散させます。窒素とアルゴンの両方に対応しています。.
- ガス流量1~10Nm³/時
- ローター直径:100~300 mm
- 典型的な処理バッチ500kg~30トン
- 発生する気泡の大きさ:1~4mm。.
ランス・インジェクション(スタティック・チューブまたはワンド)
水中チューブやグラファイトランスを使ってガスを注入する、よりシンプルな方法。気泡径が大きいため、ロータリーシステムより効率が悪い。.
- バブルサイズ:5~20mm(ロータリー式よりはるかに大きい)。.
- 効率:40%~60%(ロータリーは60%~85%)。.
- ガス消費量:除去された水素の単位量あたりの消費量。.
- コスト:資本コストは低いが、運用ガスコストは高い。.
多孔質プラグシステム
炉床に設置された多孔質グラファイトまたはセラミックプラグは、背圧ろ過により非常に微細なバブル(0.5~2 mm)を発生させます。バッチ炉の脱ガスに有効です。.
- 効率:55%~75%。.
- スラグや酸化物で詰まりやすい。.
- 窒素とアルゴンの両方に対応。.
インライン脱気ボックス(連続鋳造ライン)
シート、ロッド、ビレットの連続鋳造では、複数のローターを備えたインライン脱ガスボックスが、溶融物が炉から鋳造ステーションに流れる際に処理します。.
- 複数のローターステージ:2~4ローター直列.
- 最も低い最終水素レベルを達成:アルゴンでは0.06~0.09cc/100g。.
- ガス消費量:合計2~15 Nm³/時。.
- 推奨ガス:最高品質の連続鋳造製品用のアルゴン。.
ローター回転数とガス流量の最適化
| パラメータ | 低設定 | 最適レンジ | ハイセッティング | 過剰の影響 |
|---|---|---|---|---|
| ローター回転数(RPM) | 100から200 | 300から500 | 500から600 | 渦の形成、メルトの酸化 |
| ガス流量 (Nm³/hr) | 0.5~1.0 | 2.0から5.0 | 6.0から10.0 | 大きな気泡、表面乱流 |
| 治療時間(分) | 8~12歳 | 15~25歳 | 30~45歳 | リターンの減少、熱損失 |
| アルゴン流 vs N₂流 | 同じ機材 | 同じ機材 | 同じ機材 | アルゴンは5%~10%のガス使用量を削減できる。 |
両ガス種の脱ガス効果をどのように測定するか?
脱ガス処理が目標の水素低減を達成したことを確認することは、プロセス制御にとって不可欠である。工業的にはいくつかの測定方法が用いられている。.
水素含有量測定法
減圧試験(RPT / ストローブ・ファイファー試験)
鋳造環境で最も広く使用されている品質管理方法。溶融試料を真空下で凝固させ、得られた試料の密度を大気圧で凝固させた試料と比較します。.
- 密度指数(DI)の計算DI = [(ρ_atm - ρ_vacuum) / ρ_atm] × 100%
- 高品質鋳物の目標DI:2%~3%未満
- コスト:低い(シンプルな真空チャンバー装置)
- 制限:間接的な測定、酸化物の含有量に影響される。.
テレガス / アルスキャン インライン水素測定装置
融液中に浸漬した拡散プローブを用いた溶存水素の直接測定。窒素キャリアガスがプローブを通って流れ、融液からの水素と平衡化し、平衡濃度が熱伝導率によって測定される。.
- 測定範囲0.01~0.50 cc/100g
- 精度:±0.01~±0.02cc/100g
- 応答時間:読み取り1回につき3~8分.
- 窒素およびアルゴン脱気メルトの両方に対応。.
CHAPEL法(プロセス評価用連続水素分析装置)
脱ガス処理中に連続的な水素モニタリングを提供するオンラインシステムで、目標水素レベルを効率的に達成するためにガス流量とローター回転数をリアルタイムで調整できる。.
メルトクリーン度測定
アルゴンによる脱ガスは通常、窒素と比較してより多くの非金属介在物を除去することにより、より清浄な溶融物を生成する。介在物の含有量は、以下の方法で測定される:
- PoDFA(多孔性ディスクろ過分析)mm²/kgで表される。.
- LAIS(液体アルミニウム封入サンプラー)自動分析による同様のろ過法。.
- 超音波検査鋳造中のリアルタイムインライン測定.
混合ガス(窒素・アルゴン混合ガス)脱ガス戦略とは?
アルミニウム脱ガスにおいて、最も効果的でありながら十分に活用されていない戦略のひとつが、窒素-アルゴン混合ガスの使用である。このアプローチは、100%アルゴン運転と比較してガスコストを大幅に削減しながら、アルゴンの部分的な性能上の利点を捉えます。.
窒素・アルゴン混合オプション
| ブレンド比(N₂:Ar) | 相対コスト | ガス抜き効率 | AlNリスク | 推奨用途 |
|---|---|---|---|---|
| 100% N₂ | 1.0x | ベースライン | Mg合金に含まれる | 1XXX、2XXX、4XXX合金 |
| 75% N₂ / 25% Ar | 1.3倍から1.5倍 | +5%から+8% | 削減 | 低Mg合金 (6xxx < 0.7% Mg) |
| 50% N₂ / 50% Ar | 1.6倍から2.0倍 | +8%~+12% | 大幅に減少 | 6xxx 合金、品質に敏感な 3xxx |
| 25% N₂ / 75% Ar | 2.0倍から2.5倍 | +10%~+15% | 最小限 | 品質が重要なアプリケーション |
| 100% Ar | 3倍から5倍 | 最大 | なし | 5xxx、7xxx、8xxx、航空宇宙 |
ガスの混合は、以下の方法で実現できる:
- プレミックスシリンダー供給サプライヤーはプレブレンド・ガスをシリンダーで納入する。.
- インライン・ミキシング・パネル流量制御装置は、窒素とアルゴンを別々の供給源から使用時に混合する。.
- マスフローコントローラ ブレンディングシステム合金レシピごとにプログラム可能な配合比による自動混合。.
我々は、アルゴンの完全使用が高価すぎると考えら れていた6xxxシリーズのビレット工場で、窒素-アルゴン ブレンドを実施した。40%のアルゴン/60%の窒素混合ガスにより、密度指数は平均4.1%(窒素のみ)から1.8%(混合ガス)に減少し、ガスコストの増加はベースラインの窒素コストを約35%上回る程度に抑えられました。これは、その特定の操業において、優れたコストと品質のトレードオフを示すものであった。.
窒素とアルゴンの脱ガス性能に影響を与える操作上の要因とは?
基本的な化学や物理学だけでなく、いくつかの運転上の変数が、実際にどのガスがより良い性能を発揮するかに大きく影響する。.
主要オペレーション変数とその影響
ガス純度要件
効果的なアルミニウムの脱ガスには、窒素とアルゴンの両方が最低純度のしきい値を満たす必要があります。不純物-特に酸素と水分-は分圧の利点を否定し、酸化をもたらします。.
- 最低推奨純度:両ガスとも99.99%。.
- 最大許容水分10ppm(露点-60℃以下)
- 最大許容酸素:5ppm。.
溶融温度効果
溶融温度が高くなるとアルミニウム中の水素溶解度が増加するため、より積極的な脱ガスが必要となる。どちらのガスも影響を受けるが、窒素の熱分解生成物のリスクが減少するため、アルゴンの相対的優位性は高温でわずかに顕著になる。.
- 最適脱ガス温度:720℃~750℃。.
- 780℃以上:どちらのガスでも酸化が進むが、アルゴンはより清浄なメルト表面を維持する。.
- 700℃以下:拡散速度の低下、両ガスとも処理時間が長くなる。.
炉の雰囲気条件
メルト表面上方の不活性雰囲気でわずかに陽圧下で運転される炉は、両方のガスタイプでより良好な脱ガス結果を示す。周囲の湿度は処理前の水素含有量に直接影響する。.
| 周囲湿度 | 典型的な流入H(cc/100g) | 脱ガスの難しさ | ガス推奨 |
|---|---|---|---|
| 低い(<40% RH) | 0.20から0.30 | スタンダード | ガス |
| ミディアム(40%~70% RH) | 0.30から0.45 | 中程度 | アルゴン優先 |
| 高(> 70% RH) | 0.40から0.60 | チャレンジング | アルゴンを強く推奨 |
鋳物工場は用途に応じて窒素とアルゴンのどちらを選ぶべきか?
以下の選択フレームワークは、技術的、経済的、および運用上の考慮事項を統合し、鋳造エンジニアと調達チームのための実用的な決定構造となっている。.
意思決定の枠組み窒素とアルゴンの選択
窒素を選択する場合
- Mg含有量が0.5%未満の1XXX、2XXX、4XXX系合金の加工。.
- 品質目標は密度指数3%以下(超低空隙率仕様ではない)。.
- ガス代が主要な操業費用となる大量生産。.
- オンサイトのPSA窒素発生装置が設置または計画されている。.
- 鋳造の用途は、非構造的または非安全上重要なものである。.
アルゴンを選択する
- Mgを多く含む5xxx、7xxx、8xxx系合金の加工。.
- 航空宇宙、自動車安全、または圧力密閉鋳造仕様が適用される。.
- 水素濃度は0.10cc/100g以下が目標。.
- ガソリン代の割高感を上回る品質拒否コスト。.
- Al-Li合金の加工(アルゴン必須)。.
窒素・アルゴンブレンドは、次のような場合に選択する:
- Mg含有量0.5%~1.2%の6xxx系合金の加工。.
- 品質目標は密度指数1.5%~2.5%。.
- 窒素のリスクを完全に受け入れることなく、100%アルゴンからのコスト削減が必要である。.
- インラインガス混合装置が利用可能か、あるいは経済的に正当化できる。.
アプリケーション固有の推奨事項
| 鋳造アプリケーション | 典型的な合金 | ガスの選択 | ターゲットDI(%) | ターゲットH(cc/100g) |
|---|---|---|---|---|
| 航空宇宙構造 | 2xxx、7xxx | アルゴン | < 1.0% | < 0.08 |
| 自動車安全(エアバッグ、ブレーキ) | 6xxx、5xxx | アルゴン | < 1.5% | < 0.10 |
| 自動車構造 | 6xxx、3xxx | Ar/N₂ブレンド | < 2.0% | < 0.12 |
| ダイカスト(非構造) | 4xxx, 3xx.x | 窒素 | < 3.0% | < 0.15 |
| 一般砂型鋳造 | 3xx.x | 窒素 | < 3.5% | < 0.20 |
| マリンアプリケーション | 5xxx | アルゴン | < 1.5% | < 0.10 |
| 導電ロッド | 1xxx | 窒素 | < 2.5% | < 0.12 |
| 食品用包装ホイル | 1xxx, 8xxx | アルゴン | < 1.5% | < 0.09 |
両ガスにおける環境と安全への配慮とは?
窒素の安全性に関する考察
窒素は窒息剤であり、警告なしに酸素を置換する。炉、密閉された洗濯場、地下の脱ガス・ステーションなどの限られた空間では、窒素の漏れやパージ・ベントによって、酸素欠乏の雰囲気が数秒以内に発生し、死に至ることがあります。.
- 酸素アラームしきい値:19.5%でアラーム、16%未満で生命に直ちに危険。.
- 必要な保護措置:固定O₂モニター、換気、閉鎖空間進入手順。.
- 引火性の危険なし - 窒素は不燃性で、室温では反応しない。.
アルゴンの安全性
アルゴンは窒素と同じ窒息の危険がある。空気より密度が高いため(1.165kg/m³の窒素に対して1.66kg/m³)、アルゴンは窒素より早く床面や低地に蓄積され、構成によっては窒息の危険性がわずかに高くなる。.
- アルゴンを使用する場合、フロアレベルの酸素モニタリングが重要である。.
- アルゴン貯蔵タンク(液体アルゴン)には極低温燃焼の危険がある。.
- どちらのガスも、閉鎖空間での作業にはバディ・システムと救助器具が必要である。.
環境への影響
窒素もアルゴンも、温室効果ガスの排出には直接寄与しない。しかし
- PSAによるオンサイト窒素生成には電力が必要であり、二酸化炭素排出量は系統エネルギー源に依存する。.
- 液体ガス製造(N₂とArの両方)は、エネルギー集約的な空気分離プラントを必要とする。.
- アルゴンは空気分離における酸素製造の副産物であり、単位あたりの環境フットプリントは低い。.
よくある質問アルミニウム脱ガスにおける窒素とアルゴンの比較
Q1: アルミニウムの脱ガスには、窒素よりもアルゴンの方が常に良いのですか?
必ずしもそうではありません。アルゴンは、すべての合金タイプで優れた冶金学的結果をもたらしますが、マグネシウム含有量が低いかゼロのアルミニウム合金、例えば1XXX、4XXX、およびほとんどの2XXXシリーズでは、窒素が十分な性能を発揮し、大幅に低コストです。答えは合金の組成と品質仕様によります。.
Q2:窒素の代わりにアルゴンが必須となるマグネシウムの含有量は?
多くの業界ガイドラインでは、マグネシウム重量比 1.0%から1.5%を閾値としている。このレベルを超えると、窒素に よる窒化アルミニウム(AlN)介在物形成のリ スクがあり、構造用途では冶金学的に許容できなく なる。保守的な仕様の中には、セーフティ・クリティカル な鋳物用に0.5%マグネシウムという低い 限度を設定しているものもある。.
Q3: 5xxxシリーズ合金の加工費を節約するために、窒素とアルゴンの混合ガスを使用できますか?
マグネシウム含有量が2%~5.5%の5xxx系合金の場合、 窒素の割合が大きいと、許容できないAlN介在物リ スクが生じる。5xxxおよび7xxxシリーズ合金では、アルゴンを100%濃度で使用すべきである。.
Q4: 典型的なアルミニウム脱ガスサイクルで消費されるアルゴン量はどのくらいですか?
1,000kgのバッチを脱気するロータリーインペラーシステムは、通常、15~25分間に2~4Nm³/時の流量で、1サイクルあたり20~40Nm³のアルゴンを消費する。正確な消費量は、ローターのサイズ、回転数、目標水素濃度によって異なります。.
Q5: アルミニウムの脱ガスに使用される窒素の最低許容純度は?
99.99%純度(4.0グレード)が最低推奨仕様。水分含有量は10ppm以下でなければならない(露点-60℃以下)。純度の低い窒素は、溶融物と反応する酸素を導入し、脱ガス効果を低下させる。.
Q6: 窒素からアルゴンに変更する場合、脱気装置は変更する必要がありますか?
ほとんどの場合、そうではありません。標準的なグラファイト製ローター・ステーター・システム、ランス、ポーラス・プラグは、どちらのガスにも適合します。ガス供給接続と流量制御装置は同一である。処理時間や流量の最適化が必要な場合は、ガス供給源の変更とプロセスパラメーターの更新のみが必要です。.
Q7: オンサイトでの窒素生成は、アルゴン供給と比較してトータルコストはどうなりますか?
オンサイトのPSA窒素生成では、資本回収後の運転コスト(電気代のみ)が通常1Nm³あたり$0.01~$0.03であるのに対し、バルクの液体アルゴンは1Nm³あたり$0.10~$0.25です。複数の炉で毎時50Nm³の脱ガスガスを消費する鋳物工場では、アルゴンに対する窒素生成による年間節約額は$100,000を超える可能性があります。.
Q8: 水素濃度が0.08cc/100g以下になることはありますか?
窒素で0.08cc/100g以下の水素レベルを達成することは、ほとんどの実用的な条件下では困難です。最適化されたローター速度、流量、およびインラインの多段装置によるアルゴン脱ガスは、確実に0.05~0.07cc/100gに達することができる。これらのレベルを必要とする航空宇宙用途では、アルゴンは事実上必須である。.
Q9: 窒素とアルゴンのどちらを使っても脱気がうまくいかない原因は何ですか?
脱ガス性能不良の一般的な原因としては、ガス純度が仕様以下(水分または酸素汚染)、ローター速度が低すぎる(大きな気泡形成)、ガス流量が高すぎる(表面乱流および短絡バブリング)、溶融温度が低すぎる(水素拡散が遅い)、気泡の脱出を妨げる酸化皮膜の形成、処理時間の不足などが挙げられる。これらの要因は、両方のガスに等しく影響する。.
Q10: 同じ生産ラインで、異なる合金用に窒素とアルゴンを切り替える費用対効果の高い方法はありますか?
はい。スイッチングマニホールドに供給される窒素とアルゴンのヘッダーを備えたデュアル供給設備により、オペレーターは合金レシピごとに適切なガスを選択することができます。インラインガスブレンドパネルは、合金コードごとにプログラム可能なブレンド比率を可能にし、さらに柔軟性を提供します。デュアル・サプライ・スイッチング・システムの資本コストは、通常$5,000から$20,000であり、混合合金の生産スケジュール全体にわたって最適化されたガス・コストで迅速に回収することができる。.
結論操業に適したガス選択を行うために
アルミニウムの脱ガスにおける窒素かアルゴンかの判断は、基本的に冶金学的な必要性と経済的な最適化とのバランスである。すべての鋳物工場に当てはまる唯一の正解はありません。.
連結勧告の枠組み
- 純窒素1xxx、4xxx、低Mg 2xxx合金のコスト重視の生産に最適。.
- 純アルゴン5xxx, 7xxx, 8xxx, Al-Li合金の場合は必須であり、合金の種類に関係なく、航空宇宙およびセーフティ・クリティカルな構造鋳物の場合は必須である。.
- 窒素とアルゴンのブレンド品質目標が純窒素の能力と純アルゴンのコストの中間に位置する6xxxシリーズおよび混合合金生産ラインに最適な実用的選択肢。.
- プロセス制御への投資ガスの選択に関係なく、適切な温度制御、ローター回転数の最適化、ガス純度の確認、インライン水素測定による投資回収は、事実上すべてのアプリケーションでプラスになる。.
最も低い総費用で最も低い水素含有量という最良の結果を達成している鋳造工場は、ガスの選択を合金化学に厳密に適合させ、該当する場合には現場での窒素生成に投資し、処理サイクルから人為的なばらつきを取り除く閉ループ脱ガス制御システムを導入している工場である。.
この技術リファレンスは、アドテックの編集およびエンジニアリングチームによって作成されています。アドテックは、インライン脱ガス装置、セラミックフォームフィルター、フラックス注入システムなど、グローバルなアルミニウム鋳造事業向けのアルミニウム溶融処理装置を専門としています。.
