Argon gaz giderme, alüminyum eriyik arıtma kalitesinde nitrojen gaz giderme işleminden sürekli olarak daha iyi performans gösterir - daha düşük nihai hidrojen içeriği, daha az inklüzyon ve hassas alaşım uygulamalarında üstün yüzey kalitesi sağlar - ancak nitrojen, argona kıyasla metreküp başına 60% ila 80% daha düşük fiyat avantajı nedeniyle yüksek hacimli dökümhanelerde baskın seçim olmaya devam etmektedir. Bu iki inert gaz arasındaki doğru seçim asla evrensel değildir. Alaşım serisine, kalite hedeflerine, üretim hacmine ve kullanılan özel gaz giderme ekipmanına bağlıdır. Birden fazla dökümhane konfigürasyonunda alüminyum arıtma süreçlerini optimize etme konusundaki doğrudan deneyimlerimize dayanarak, karar çerçevesinin çoğu tedarik kılavuzunun kabul ettiğinden daha incelikli olduğunu söyleyebiliriz. Bu makale, metalürjik performans, işletme maliyetleri, ekipman uyumluluğu, alaşıma özgü öneriler ve önde gelen birçok dökümhanenin kaliteyi maliyete karşı dengelemek için kullandığı hibrit gaz karıştırma stratejilerini kapsayan titiz, veri destekli bir karşılaştırma sunmaktadır.
Projeniz aşağıdakilerin kullanımını gerektiriyorsa Online Alüminyum Gaz Giderme Ekipmanları, yapabilirsin Bize ulaşın ücretsiz fiyat teklifi için.
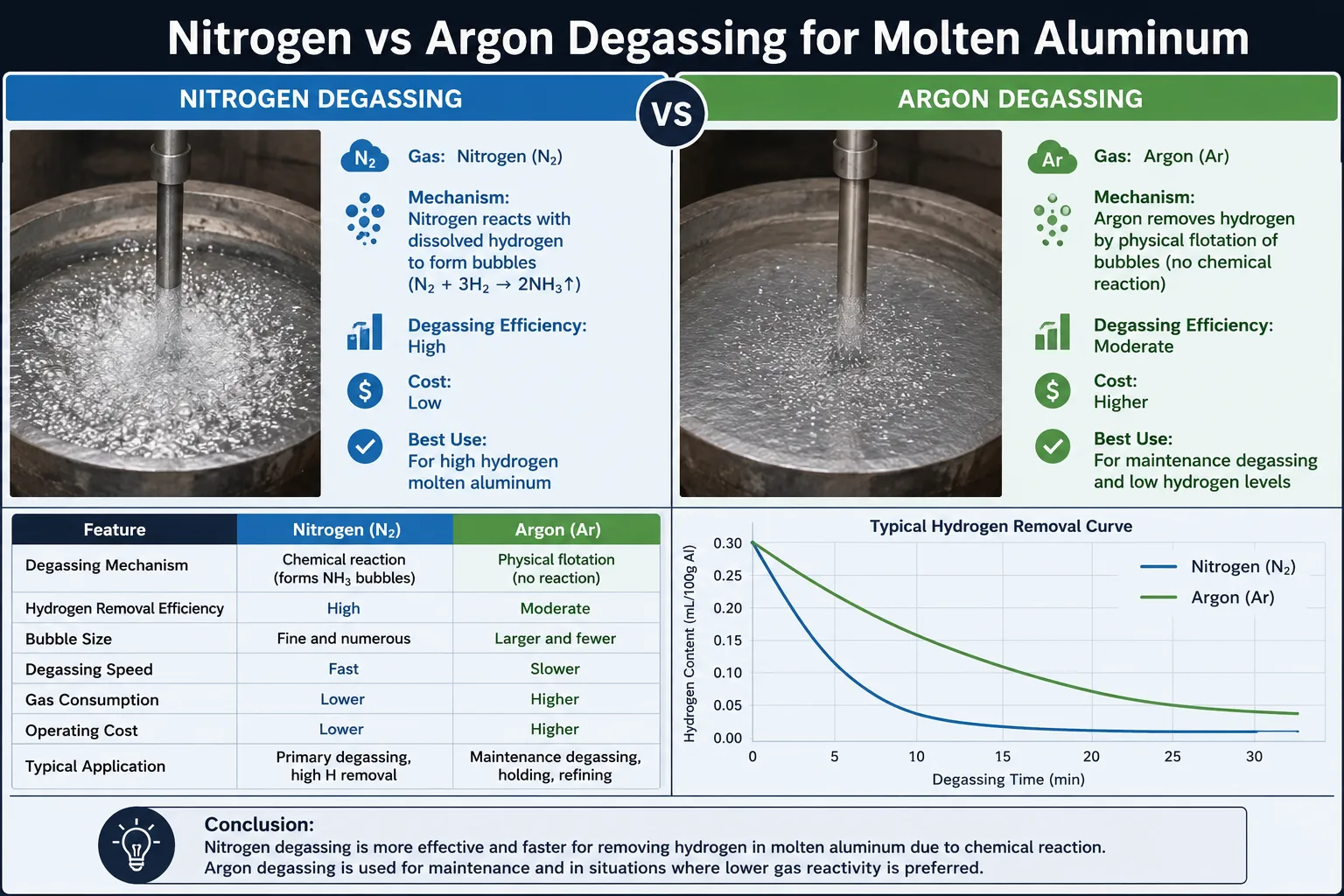
Alüminyum Gaz Giderme Nedir ve Gaz Seçimi Neden Önemlidir?
Erimiş haldeki alüminyum, atmosferdeki nemden, ıslak şarj malzemelerinden ve fırın ve lağımların refrakter astarlarından hidrojen emer. Hidrojen, sıvı alüminyumda anlamlı miktarlarda çözünen tek gazdır - erime sırasında esasen görünmezdir, ancak çözünürlüğünün keskin bir şekilde düştüğü ve döküm içinde gözeneklilik olarak çökeldiği katılaşma sırasında oldukça yıkıcı hale gelir.
Gazdan arındırma işlemi, dönen bir pervane veya statik gözenekli tapa aracılığıyla eriyiğe ince inert gaz kabarcıkları ekler. Bu kabarcıklar kısmi basınç farkıyla çözünmüş hidrojeni toplar - saf bir inert gaz kabarcığının içindeki hidrojen konsantrasyonu sıfırdır, bu nedenle hidrojen eriyikten kabarcığın içine göç eder ve kabarcık yüzeye yükseldikçe banyodan dışarı taşınır.
Gaz seçimi önemlidir çünkü:
- Taşıyıcı gazın saflığı ve inertliği, hidrojenin ne kadar verimli bir şekilde yakalandığını belirler.
- Azot, yüksek sıcaklıklarda belirli alüminyum alaşımlarıyla reaksiyona girerek alüminyum nitrür (AlN) kalıntıları oluşturur.
- Argon, tüm çalışma koşulları altında tüm alüminyum alaşımları ile kimyasal olarak tamamen inerttir.
- Azot ve argon arasındaki maliyet farkı her rafinasyon döngüsünün ekonomisini etkiler.
- Ekipman aşınma oranları nitrojen ve argon servisi arasında farklılık gösterir.
Alüminyum Dökümlerde Hidrojen Porozitesi Sorunu
Alüminyum eriyikteki hidrojen içeriği 100 gram metal başına santimetre küp (cc/100g) olarak ölçülür. Hidrojen seviyesi ile döküm kalitesi arasındaki ilişki iyi bilinmektedir:
| Hidrojen Seviyesi (cc/100g) | Döküm Kalitesi Üzerindeki Etkisi |
|---|---|
| 0,10'un altında | Mükemmel, havacılık ve basınç geçirmez dökümler için uygun |
| 0,10 ila 0,15 | İyi, yapısal otomotiv dökümleri için uygun |
| 0,15 ila 0,20 | Kritik olmayan uygulamalar için kabul edilebilir |
| 0,20 ila 0,30 | Marjinal, görünür mikroporozite olasılığı |
| 0,30'un üzerinde | Kabul edilemez, önemli makro porozite ve ret riski |
Azot veya argon kullanılarak iyi yürütülen bir gaz giderme döngüsü, gaz saflığı, rotor hızı, gaz akış hızı ve işlem süresine bağlı olarak hidrojeni tipik bir ön işlem seviyesi olan 0,30 ila 0,50 cc/100g'dan 0,08 ila 0,15 cc/100g'a düşürebilir.
Alüminyum Rafinasyonunda Azot Gazı Giderme Nasıl Çalışır?
Azot (N₂) gaz giderme, eriyik içine daldırılmış dönen bir grafit rotor-stator sistemi aracılığıyla verilen yüksek saflıkta azot gazı (tipik olarak 99,99% veya daha yüksek saflık derecesi) kullanır. Rotor, gazı tipik olarak 1 mm ila 5 mm çapında ince kabarcıklar halinde keser, bunlar eriyik boyunca yükselir ve hidrojeni toplar.
Azot Gaz Giderme Sistemi Bileşenleri
- Dönen pervane (rotor-stator ünitesi): grafit yapı, 100 mm ila 250 mm çap, 200 ila 600 RPM dönüş hızı.
- Gaz besleme hattı: akış kontrol valfi ve rotametre ile paslanmaz çelik veya bakır boru.
- Azot kaynağı: dökme sıvı nitrojen tankı (LOX/LIN istasyonu) veya yüksek basınçlı silindir manifoldu.
- Akış hızı: eriyik hacmine bağlı olarak tipik olarak 1 ila 8 Nm³/saat.
- Tedavi süresi: Döngü başına 10 ila 30 dakika.
Azot Alüminyum Alaşımlarıyla Nasıl Reaksiyona Girer?
700°C ile 780°C arasındaki çalışma sıcaklıklarında, nitrojen saf alüminyum ile büyük ölçüde inerttir. Ancak, bazı alaşım elementleri ile durum değişir:
- Magnezyum içeren alaşımlar (5xxx ve bazı 7xxx serileri)Magnezyum, AlN oluşumu için bir katalizör görevi görür. 1,5%'nin üzerindeki magnezyum konsantrasyonlarında, alüminyum nitrür inklüzyon oluşumu riski önemli ölçüde artar.
- Lityum içeren alaşımlar: nitrojen ile oldukça reaktiftir ve Al-Li alaşım işlemede nitrojen kullanımını etkili bir şekilde yasaklar.
- Saf alüminyum ve Si-içeren alaşımlar: Standart çalışma sıcaklıklarında azot reaktivitesi minimumdur.
Bu reaktivite sınırlaması, maliyeti ne olursa olsun argonun bazen nitrojene tercih edilmesinin en önemli metalürjik nedenidir.
Argon Gaz Giderme Nasıl Çalışır ve Onu Farklı Kılan Nedir?
Argon (Ar) asal bir gazdır - alüminyum işlemede karşılaşılan tüm koşullar altında kimyasal olarak inerttir. Alüminyum rafinasyonu ile ilgili herhangi bir sıcaklıkta alüminyum, magnezyum, lityum veya diğer yaygın alaşım elementleriyle reaksiyona girmez.
Argonun gazdan arındırılmasının fiziksel mekanizması nitrojenle aynıdır: ince kabarcıklar eriyik boyunca yükselir ve kısmi basınç farkıyla çözünmüş hidrojeni toplar. Aradaki fark tamamen kimya ve gaz özelliklerinde yatmaktadır.
Fiziksel Özellik Karşılaştırması: Azot ve Argon
| Mülkiyet | Azot (N₂) | Argon (Ar) |
|---|---|---|
| Moleküler Ağırlık (g/mol) | 28.0 | 39.9 |
| 20°C'de yoğunluk (kg/m³) | 1.165 | 1.661 |
| Kaynama Noktası (°C) | -195.8 | -185.9 |
| Al ile Kimyasal Reaktivite | Düşük (alaşıma göre değişir) | Hiçbiri |
| Termal İletkenlik (mW/m-K) | 25.8 | 17.7 |
| Sıvı Al İçerisinde Çözünürlük | İhmal edilebilir | İhmal edilebilir |
| Ticari Saflık Mevcuttur | 99.999% | 99.999% |
| Tipik Endüstriyel Fiyat | Düşük | 60% ila 80% N₂'den daha yüksek |
Argonun daha yüksek moleküler ağırlığı, argon kabarcıklarının eriyik içinde aynı boyuttaki nitrojen kabarcıklarına göre biraz daha yavaş yükseldiği ve hidrojen toplanması için marjinal olarak daha uzun temas süresi sağladığı anlamına gelir. Bu fiziksel avantaj, sıfır kimyasal reaktivite ile birleştiğinde, argonun kontrollü çalışmalarda üstün gaz giderme verimliliğine katkıda bulunur.
Gaz Giderme Verimliliği: Kontrollü Karşılaştırmalarda Argon ve Azot
Yayınlanmış çok sayıda dökümhane denemesi ve kendi süreç optimizasyon çalışmalarımız, eşdeğer koşullar altında aşağıdaki performans farklılıklarını göstermektedir:
| Performans Metriği | Azot | Argon | Argon Avantajı |
|---|---|---|---|
| Nihai H içeriği (cc/100g) | 0,10 ila 0,15 | 0,07 ila 0,12 | 15% ila 25% daha düşük |
| Gaz giderme verimliliği (%) | 60% - 75% | 70% - 85% | Yüzde 10 ila 15 puan |
| 0,10 cc/100g'a ulaşmak için tedavi süresi | 18 ila 25 dakika | 14 ila 20 dakika | 15%'den 20%'ye daha hızlı |
| Dahil etme kaldırma etkinliği | İyi | Çok iyi | Ölçülebilir derecede daha iyi |
| Nitrür içerme riski (Al-Mg alaşımları) | Orta ila Yüksek | Hiçbiri | Önemli |
| İşlem sırasında eriyik oksidasyonu | Biraz daha yüksek | Daha düşük | Daha temiz yüzey |
Alüminyum Gaz Giderme için Azot ve Argon Arasındaki Gerçek Maliyet Farkı Nedir?
Azot ve argon gaz giderme arasındaki maliyet karşılaştırması, gazın metreküp başına basit fiyatının ötesinde bir analiz gerektirir. Toplam gaz giderme maliyeti gaz tüketimini, ekipman aşınmasını, kalite hatalarından kaynaklanan ıskartaları ve işlem süresinin üretkenlik üzerindeki etkisini içerir.
Tedarik Moduna Göre Gaz Fiyatı Karşılaştırmaları
| Besleme Modu | Azot Fiyatı (USD/Nm³) | Argon Fiyatı (USD/Nm³) | Fiyat Oranı (Ar/N₂) |
|---|---|---|---|
| Yüksek basınçlı silindirler | $0.08 ila $0.18 | $0.35 ila $0.65 | 3,5x ila 5x |
| Sıvı dökme yük teslimatı (küçük) | $0.04 ila $0.10 | $0.18 ila $0.40 | 3x ila 5x |
| Sıvı dökme yük teslimatı (büyük) | $0.02 ila $0.06 | $0.10 ila $0.25 | 3x ila 5x |
| Yerinde azot üretimi (PSA) | $0.01 ila $0.03 | N/A | N/A |
| Boru hattı tedariki (büyük endüstriyel) | $0.008 ila $0.02 | $0.06 ila $0.15 | 4x ila 8x |
Not: Fiyatlar bölgeye, sözleşme hacmine ve enerji maliyetlerine göre önemli ölçüde değişir. Bu rakamlar Kuzey Amerika ve Batı Avrupa pazar aralıklarını temsil etmektedir.
Yerinde Azot Üretimi: Maliyette Oyun Değiştirici
Azota karşı argon kararındaki en önemli ekonomik faktörlerden biri, Basınç Salınımlı Adsorpsiyon (PSA) veya membran ayırma teknolojisi yoluyla yerinde azot üretiminin mevcudiyetidir.
PSA Azot Jeneratörleri:
- Çıkış saflığı: 99,0% ila 99,999%
- Akış kapasitesi: 1 Nm³/saat ila 1.000+ Nm³/saat.
- İşletme maliyeti: sadece elektrik, Nm³ başına yaklaşık $0,01 ila $0,03
- Sermaye maliyeti: Kapasiteye bağlı olarak $15,000 ila $250,000.
- Geri ödeme süresi: silindir tedarikine kıyasla tipik olarak 12 ila 36 ay.
$0,02/Nm³ azota karşılık $0,20/Nm³ argonda, fırın başına 3 Nm³/saat gaz tüketimi ve günde 20 saat çalışan 4 fırın ile günde 50 ton işleyen bir dökümhane harcama yapacaktır:
- Azot maliyeti: 3 × 4 × 20 × $0,02 = $4,80 günlük
- Argon maliyeti: 3 × 4 × 20 × $0,20 = $48.00 günlük
Yıllık gaz maliyeti farkı: yaklaşık Tesis başına yıllık $15,768 - Metalürjik kalite hedeflerinin izin verdiği her yerde azot seçimini haklı çıkaran önemli tasarruflar.
Toplam Sahip Olma Maliyeti: Gaz Fiyatının Ötesinde
| Maliyet Faktörü | Azot | Argon | Notlar |
|---|---|---|---|
| Gaz hammadde maliyeti | Düşük ila Çok Düşük | Orta ila Yüksek | En büyük tek değişken |
| Grafit rotor aşınma oranı | Standart | 5% ila 10% daha düşük | Argon biraz daha az oksitleyici |
| Tedavi süresi maliyet | Biraz daha yüksek | Biraz daha düşük | Argon döngüleri 15% daha hızlı |
| Reddetme oranı (Al-Mg alaşımları) | Daha yüksek risk | Daha düşük risk | N₂ içinde AlN inklüzyonları |
| Kalite üstün değer | Daha düşük | Daha yüksek | Havacılık ve uzay teknik özellikleri Ar |
| Yerinde üretim seçeneği | Evet (PSA) | Hayır | Başlıca N₂ avantajı |
| Tedarik zinciri güvenilirliği | Mükemmel | İyi | N₂ daha yaygın olarak bulunur |
Hangi Alüminyum Alaşımları Argon Gerektirir ve Hangileri Azot Kullanabilir?
Bu, dökümhane metalürjistleri ve proses mühendisleri için pratik açıdan en önemli sorudur. Cevap, azotun bir seçenek olup olmadığını bile maliyet hususları resme girmeden önce belirler.
Alaşıma Özel Gaz Seçimi Önerileri
| Alaşım Serisi | Mg İçeriği | Azot Uygun | Argon Gerekli | Notlar |
|---|---|---|---|---|
| 1xxx (Saf Al) | Hiçbiri | Evet | Hayır | N₂ tamamen uygun |
| 2xxx (Al-Cu) | İz | Evet | Hayır | N₂ genel olarak uygun |
| 3xxx (Al-Mn) | 1,3%'ye kadar | Evet | Tercih Edilen | Düşük Mg, N₂ kabul edilebilir |
| 4xxx (Al-Si) | Yok ila düşük | Evet | Hayır | N₂ tamamen uygun, basınçlı dökümde yaygın |
| 5xxx (Al-Mg) | 0,5% ila 5,5% | Hayır | Evet | AlN oluşum riski kabul edilemez |
| 6xxx (Al-Mg-Si) | 0,4% ila 1,2% | Marjinal | Tercih Edilen | N₂ 0,7% Mg'nin altında dikkatle kullanılabilir |
| 7xxx (Al-Zn-Mg) | 1.0% ila 3.5% | Hayır | Evet | Mg içeriği N₂'yi engeller |
| 8xxx (Al-Li) | Değişken | Hayır | Evet | Li, N₂ ile son derece reaktiftir |
Ayrıntılı Olarak Alüminyum Nitrür İçerme Sorunu
Azot, magnezyum içeren erimiş alüminyumla yaklaşık 0,8% ila 1,5% (eşik sıcaklık ve azot kısmi basıncına göre değişir) üzerinde temas ettiğinde aşağıdaki reaksiyon meydana gelebilir:
2Al + N₂ = 2AlN
Alüminyum nitrür (AlN) eriyik içinde ince parçacıklar halinde oluşur. Bu parçacıklar:
- Katılaşmış dökümde çatlak başlatma bölgeleri olarak hareket eder.
- Uzamayı ve darbe tokluğunu önemli ölçüde azaltır.
- Standart eriyik temizlik testlerinin çoğunda görünmezdir.
- Oluştuktan sonra filtrasyonla giderilemez (partikül boyutu mikron altı ila 5 mikron arasındadır).
- Yorulma yüklü yapısal bileşenlerde erken arızaya neden olur.
Bir 6xxx serisi kütük döküm tesisindeki süreç inceleme çalışmamızda belgelenen bir vakada, 6061 alaşımında (0,8% ila 1,2% Mg) azottan argon gaz gidermeye geçiş, çekme testindeki uzama hatalarını 8,3%'den 1,2%'ye düşürdü - doğrudan AlN eliminasyonuna atfedilebilecek dramatik bir kalite iyileştirmesi.
Alüminyum Gaz Giderme için Hangi Ekipmanlar Kullanılır ve Gaz Seçimine Etkisi Var mıdır?
Gaz giderme ekipmanının tipi hem gaz tüketim oranını hem de azotun argona karşı göreceli etkinliğini etkiler.
Gaz Giderme Ekipman Türleri ve Gaz Uyumluluğu
Döner Pervaneli Gaz Giderme Üniteleri (SNIF, ALPUR, Hycast tipi)
Bunlar sürekli veya yarı sürekli gaz giderme için endüstri standardıdır. Bir grafit rotor-stator düzeneği 200 ila 600 RPM'de dönerek gazı ince kabarcıklar halinde dağıtır. Hem nitrojen hem de argon uyumludur.
- Gaz akış hızı: 1 ila 10 Nm³/saat
- Rotor çapı: 100 ila 300 mm
- Tipik arıtma partisi: 500 kg ila 30 ton
- Kabarcık boyutu oluşturuldu: 1 ila 4 mm.
Lans Enjeksiyonu (Statik Tüp veya Çubuk)
Gaz enjekte etmek için batık bir tüp veya grafit lans kullanan daha basit bir yaklaşım. Daha büyük kabarcık boyutu nedeniyle döner sistemlerden daha az verimlidir.
- Kabarcık boyutu: 5 ila 20 mm (döner sistemlerden çok daha büyük).
- Verimlilik: 40% ila 60% (döner için 60% ila 85%).
- Gaz tüketimi: giderilen hidrojen birimi başına daha yüksek.
- Maliyet: düşük sermaye, daha yüksek işletme gazı maliyeti.
Gözenekli Tapa Sistemleri
Fırın tabanına yerleştirilen gözenekli grafit veya seramik tıkaçlar, geri basınç filtrasyonu yoluyla çok ince kabarcıklar (0,5 ila 2 mm) oluşturur. Kesikli fırın gaz giderme için etkilidir.
- Verimlilik: 55% ila 75%.
- Cüruf ve oksit ile tıkanmaya karşı hassastır.
- Hem nitrojen hem de argon ile çalışır.
Inline Gaz Alma Kutuları (Sürekli Döküm Hatları)
Sac, çubuk ve kütüğün sürekli dökümü için, çoklu rotorlu hat içi gaz giderme kutuları, eriyiği fırından döküm istasyonuna akarken işlemektedir.
- Çoklu rotor aşamaları: Seri olarak 2 ila 4 rotor.
- En düşük nihai hidrojen seviyelerine ulaşır: argon ile 0,06 ila 0,09 cc/100g.
- Gaz tüketimi: 2 ila 15 Nm³/saat toplam.
- Tercih edilen gaz: en yüksek kalitede sürekli döküm ürünler için argon.
Rotor Hızı ve Gaz Akış Hızı Optimizasyonu
| Parametre | Düşük Ayar | Optimal Aralık | Yüksek Ayar | Aşırılığın Etkisi |
|---|---|---|---|---|
| Rotor Hızı (RPM) | 100 ila 200 | 300 ila 500 | 500 ila 600 | Girdap oluşumu, eriyik oksidasyonu |
| Gaz Akış Hızı (Nm³/saat) | 0,5 ila 1,0 | 2.0 ila 5.0 | 6.0 ila 10.0 | Büyük kabarcıklar, yüzey türbülansı |
| Tedavi Süresi (dakika) | 8 ila 12 | 15 ila 25 | 30 ila 45 | Azalan getiri, ısı kaybı |
| Argon Akışı vs N₂ Akışı | Aynı ekipman | Aynı ekipman | Aynı ekipman | Argon 5% ila 10% daha az gaz kullanabilir |
Her İki Gaz Türü İçin Gaz Giderme Etkinliğini Nasıl Ölçersiniz?
Gaz giderme işleminin hedeflenen hidrojen azaltımına ulaştığının doğrulanması proses kontrolü için gereklidir. Endüstriyel uygulamada çeşitli ölçüm yöntemleri kullanılmaktadır.
Hidrojen İçeriği Ölçüm Yöntemleri
İndirgenmiş Basınç Testi (RPT / Straube-Pfeiffer Testi)
Dökümhane ortamlarında en yaygın kullanılan kalite kontrol yöntemidir. Bir eriyik numunesi vakum altında katılaştırılır ve elde edilen numune yoğunluğu atmosferik basınçta katılaştırılan bir numune ile karşılaştırılır.
- Yoğunluk İndeksi (DI) hesaplaması: DI = [(ρ_atm - ρ_vakum) / ρ_atm] × 100%
- Kaliteli dökümler için hedef DI: 2% ila 3%'nin altında
- Maliyet: düşük (basit vakum odası ekipmanı)
- Sınırlama: dolaylı ölçüm, oksit içeriğinden etkilenir.
Telegas / Alscan Inline Hidrojen Ölçümü
Eriyik içine daldırılmış bir difüzyon probu kullanılarak çözünmüş hidrojenin doğrudan ölçümü. Azot taşıyıcı gaz probun içinden akar, eriyikteki hidrojen ile dengeye gelir ve denge konsantrasyonu termal iletkenlik ile ölçülür.
- Ölçüm aralığı: 0,01 ila 0,50 cc/100g
- Doğruluk: ±0,01 ila ±0,02 cc/100g
- Tepki süresi: Okuma başına 3 ila 8 dakika.
- Hem nitrojen hem de argon gazı giderilmiş eriyiklerle uyumludur.
CHAPEL Yöntemi (Süreç Değerlendirmesi için Sürekli Hidrojen Analizörü)
Gaz giderme işlemi sırasında sürekli hidrojen izleme sağlayan çevrimiçi bir sistem, hedef hidrojen seviyelerine verimli bir şekilde ulaşmak için gaz akışının ve rotor hızının gerçek zamanlı olarak ayarlanmasına olanak tanır.
Eriyik Temizliği Ölçümü
Argon ile gaz giderme, nitrojene kıyasla daha fazla metalik olmayan inklüzyonu gidererek tipik olarak daha temiz eriyik üretir. Kapanım içeriği şu şekilde ölçülür:
- PoDFA (Gözenekli Disk Filtrasyon Analizi): mm²/kg cinsinden ifade edilen inklüzyon tipi ve hacminin kantitatif ölçümü.
- LAIS (Sıvı Alüminyum İçerme Örnekleyicisi): otomatik analiz ile benzer filtreleme yöntemi.
- Ultrasonik test: döküm sırasında gerçek zamanlı hat içi ölçüm.
Karışık Gaz (Azot-Argon Karışımı) Gaz Giderme Stratejileri Nelerdir?
Alüminyum gaz giderme işleminde en etkili ve yeterince kullanılmayan stratejilerden biri azot-argon gazı karışımlarının kullanılmasıdır. Bu yaklaşım, argonun kısmi performans avantajlarını yakalarken 100% argon operasyonuna kıyasla gaz maliyetlerini önemli ölçüde azaltır.
Azot-Argon Karıştırma Seçenekleri
| Karışım Oranı (N₂:Ar) | Göreceli Maliyet | Gaz Giderme Verimliliği | AlN Risk | Önerilen Uygulama |
|---|---|---|---|---|
| 100% N₂ | 1.0x | Başlangıç Noktası | Mg alaşımlarında mevcut | 1xxx, 2xxx, 4xxx alaşımları |
| 75% N₂ / 25% Ar | 1,3x ila 1,5x | +5% ila +8% | Azaltılmış | Düşük Mg alaşımları (6xxx < 0,7% Mg) |
| 50% N₂ / 50% Ar | 1,6x ila 2,0x | +8% ila +12% | Önemli ölçüde azaltıldı | 6xxx alaşımları, kaliteye duyarlı 3xxx |
| 25% N₂ / 75% Ar | 2,0x ila 2,5x | +10% ila +15% | Minimal | Kalite açısından kritik uygulamalar |
| 100% Ar | 3x ila 5x | Maksimum | Hiçbiri | 5xxx, 7xxx, 8xxx, havacılık ve uzay |
Gaz karışımı şu yollarla elde edilebilir:
- Önceden karıştırılmış silindir beslemesi: Tedarikçi, tüplerde önceden karıştırılmış gaz teslim eder.
- Hat içi karıştırma panelleri: akış kontrolörleri, kullanım noktasında ayrı kaynaklardan gelen azot ve argonu karıştırır.
- Kütle akış kontrolörü karıştırma sistemleri: alaşım reçetesi başına programlanabilir karışım oranları ile otomatik karıştırma.
Tam argon kullanımının çok pahalı olduğu düşünülen 6xxx serisi bir kütük tesisinde nitrojen-argon karışımı uyguladık. 40% argon / 60% azot karışımı, yoğunluk endeksini ortalama 4,1%'den (sadece azot) 1,8%'ye (karışımlı gaz) düşürürken gaz maliyet artışını temel azot maliyetinin yaklaşık 35% üzerinde tuttu. Bu, söz konusu operasyon için mükemmel bir maliyet-kalite dengesini temsil ediyordu.
Azot ve Argon Gaz Giderme Performansını Etkileyen Operasyonel Faktörler Nelerdir?
Temel kimya ve fiziğin ötesinde, çeşitli operasyonel değişkenler hangi gazın pratikte daha iyi performans gösterdiğini önemli ölçüde etkiler.
Temel Operasyonel Değişkenler ve Etkileri
Gaz Saflık Gereksinimleri
Hem nitrojen hem de argon, etkili alüminyum gaz giderme için minimum saflık eşiklerini karşılamalıdır. Safsızlıklar - özellikle oksijen ve nem - kısmi basınç avantajını ortadan kaldırır ve oksidasyona neden olur.
- Önerilen minimum saflık: Her iki gaz için 99,99%.
- Kabul edilebilir maksimum nem: 10 ppm (çiğlenme noktası -60°C'nin altında)
- Kabul edilebilir maksimum oksijen: 5 ppm.
Erime Sıcaklığı Etkileri
Daha yüksek eriyik sıcaklıkları alüminyumdaki hidrojen çözünürlüğünü artırır ve daha agresif gaz giderme gerektirir. Her iki gaz da etkilenir, ancak argonun göreceli avantajı, azot termal ayrışma ürünlerinin riskinin azalması nedeniyle daha yüksek sıcaklıklarda biraz daha belirgindir.
- Optimum gaz giderme sıcaklığı: 720°C ila 750°C.
- 780°C'nin üzerinde: her iki gazla da artan oksidasyon, argon daha temiz eriyik yüzeyi sağlar.
- 700°C'nin altında: azaltılmış difüzyon hızları, her iki gaz için daha uzun işlem süreleri.
Fırın Atmosfer Koşulları
Eriyik yüzeyinin üzerinde inert bir atmosfer ile hafif pozitif basınç altında çalışan fırınlar, her iki gaz türüyle de daha iyi gaz giderme sonuçları göstermektedir. Ortamdaki nem, ön işlem hidrojen içeriğini doğrudan etkiler.
| Ortam Nemi | Tipik Gelen H (cc/100g) | Gaz Giderme Zorluğu | Gaz Önerisi |
|---|---|---|---|
| Düşük (< 40% RH) | 0,20 ila 0,30 | Standart | Ya gaz |
| Orta (40% ila 70% RH) | 0,30 ila 0,45 | Orta düzeyde | Argon tercih edilir |
| Yüksek (> 70% RH) | 0,40 ila 0,60 | Zorlu | Argon kuvvetle tercih edilir |
Dökümhaneler Uygulamaya Göre Azot ve Argon Arasında Nasıl Seçim Yapmalıdır?
Aşağıdaki seçim çerçevesi, teknik, ekonomik ve operasyonel hususları dökümhane mühendisleri ve satın alma ekipleri için pratik bir karar yapısında birleştirmektedir.
Karar Çerçevesi: Azot ve Argon Seçimi
Şu durumlarda Azotu seçin:
- Mg içeriğinin 0,5%'nin altında olduğu 1xxx, 2xxx veya 4xxx serisi alaşımların işlenmesi.
- Kalite hedefi 3%'nin altındaki Yoğunluk İndeksidir (ultra düşük gözeneklilik spesifikasyonu değil).
- Gaz maliyetinin önemli bir işletme gideri olduğu yüksek hacimli üretim.
- Yerinde PSA azot üretimi kurulmuştur veya planlanmaktadır.
- Döküm uygulaması yapısal veya güvenlik açısından kritik değildir.
Ne zaman Argon'u seçin:
- Önemli miktarda Mg içeren 5xxx, 7xxx veya 8xxx serisi alaşımların işlenmesi.
- Havacılık, otomotiv güvenliği veya basınç geçirmez döküm spesifikasyonları geçerlidir.
- Hedef hidrojen seviyesi 0,10 cc/100g'nin altında olmalıdır.
- Kalite reddi maliyeti, gaz maliyeti priminden daha ağır basıyor.
- Al-Li alaşımlarının işlenmesi (argon zorunludur).
Şu durumlarda Azot-Argon Karışımını seçin:
- Mg içeriği 0.5% ila 1.2% olan 6xxx serisi alaşımların işlenmesi.
- Kalite hedefi Yoğunluk Endeksi 1,5% ila 2,5%'dir.
- Tam nitrojen riski kabul edilmeden 100% argondan maliyet düşüşüne ihtiyaç vardır.
- Inline gaz karıştırma ekipmanı mevcuttur veya ekonomik olarak gerekçelendirilebilir.
Uygulamaya Özel Tavsiyeler
| Döküm Uygulaması | Tipik Alaşım | Gaz Seçimi | Hedef DI (%) | Hedef H (cc/100g) |
|---|---|---|---|---|
| Havacılık ve uzay yapısal | 2xxx, 7xxx | Argon | < 1,0% | < 0.08 |
| Otomotiv güvenliği (hava yastığı, frenleme) | 6xxx, 5xxx | Argon | < 1,5% | < 0.10 |
| Otomotiv yapısal | 6xxx, 3xxx | Ar/N₂ karışımı | < 2,0% | < 0.12 |
| Basınçlı döküm (yapısal olmayan) | 4xxx, 3xx.x | Azot | < 3,0% | < 0.15 |
| Genel kum döküm | 3xx.x | Azot | < 3,5% | < 0.20 |
| Denizcilik uygulamaları | 5xxx | Argon | < 1,5% | < 0.10 |
| Elektrik iletken çubuğu | 1xxx | Azot | < 2,5% | < 0.12 |
| Gıda sınıfı ambalaj folyosu | 1xxx, 8xxx | Argon | < 1,5% | < 0.09 |
Her İki Gaz İçin Çevresel ve Güvenlikle İlgili Hususlar Nelerdir?
Azot Güvenliği ile İlgili Hususlar
Azot boğucu bir maddedir - uyarı vermeden oksijenin yerini alır. Fırınların etrafındaki kapalı alanlarda, kapalı yıkama alanlarında veya bodrum seviyesindeki gaz giderme istasyonlarında, nitrojen sızıntıları veya tahliye havalandırması saniyeler içinde ölümcül oksijen eksikliği olan atmosferler yaratabilir.
- Oksijen alarm eşiği: 19,5%'de alarm, 16%'nin altında derhal hayati tehlike.
- Gerekli güvenlik önlemleri: sabit O₂ monitörleri, havalandırma, kapalı alana giriş prosedürleri.
- Yanıcılık riski yoktur - nitrojen yanmaz ve oda sıcaklığında reaktif değildir.
Argon Güvenlik Hususları
Argon, nitrojen ile aynı boğulma riskini taşır. Havadan daha yoğun olan argon (1,165 kg/m³ nitrojene karşılık 1,66 kg/m³), zemin seviyesinde ve alçak alanlarda nitrojenden daha hızlı birikerek bazı konfigürasyonlarda boğulma tehlikesini biraz daha artırır.
- Argon kullanılan yerlerde zemin seviyesinde oksijen izleme kritik önem taşır.
- Argon depolama tankları (sıvı argon) kriyojenik yanma tehlikesi arz eder.
- Her iki gaz da kapalı alan çalışmaları için arkadaş sistemi ve kurtarma ekipmanı gerektirir.
Çevresel Etki
Ne nitrojen ne de argon sera gazı emisyonlarına doğrudan katkıda bulunur. Ancak:
- PSA yoluyla yerinde azot üretimi elektrik gerektirir - karbon ayak izi şebeke enerji kaynağına bağlıdır.
- Sıvı gaz üretimi (hem N₂ hem de Ar) enerji yoğun hava ayrıştırma tesisleri gerektirir.
- Argon, hava ayrıştırmada oksijen üretiminin bir yan ürünüdür - birim başına çevresel ayak izi düşüktür.
Sıkça Sorulan Sorular: Alüminyum Gaz Giderme için Azot vs Argon
S1: Alüminyum gaz giderme için argon her zaman azottan daha mı iyidir?
Her zaman değil. Argon tüm alaşım türlerinde üstün metalurjik sonuçlar verir, ancak 1xxx, 4xxx ve çoğu 2xxx serisi gibi düşük veya sıfır magnezyum içeriğine sahip alüminyum alaşımları için nitrojen yeterli ve önemli ölçüde daha düşük maliyetle performans gösterir. Cevap, alaşım bileşimine ve kalite özelliklerine bağlıdır.
S2: Hangi magnezyum içeriği seviyesi azot yerine argonu zorunlu kılar?
Çoğu endüstri kılavuzu eşiği ağırlıkça 1,0% ila 1,5% magnezyum olarak belirler. Bu seviyenin üzerinde, nitrojen ile alüminyum nitrür (AlN) oluşumu riski yapısal uygulamalar için metalürjik olarak kabul edilemez hale gelir. Bazı muhafazakar şartnameler, güvenlik açısından kritik dökümler için sınırı 0,5% Mg'ye kadar düşürmektedir.
S3: 5xxx serisi alaşımları işlerken tasarruf etmek için azot-argon karışımı kullanabilir miyim?
Hayır. 2% ila 5,5% magnezyum içeriğine sahip 5xxx serisi alaşımlar için, herhangi bir önemli nitrojen fraksiyonu kabul edilemez AlN inklüzyon riskini ortaya çıkarır. Argon, 5xxx ve 7xxx serisi alaşımlar için 100% konsantrasyonda kullanılmalıdır.
S4: Tipik bir alüminyum gaz giderme döngüsü ne kadar argon tüketir?
Tipik olarak 1.000 kg'lık bir partinin gazını alan bir döner pervane sistemi, 15 ila 25 dakika boyunca 2 ila 4 Nm³/saat akış hızında döngü başına 20 ila 40 Nm³ argon tüketir. Tam tüketim rotor boyutuna, hızına ve hedef hidrojen seviyesine bağlıdır.
S5: Alüminyum gaz giderme işleminde kullanılan azot için kabul edilebilir minimum saflık nedir?
99.99% saflık (4.0 derece) önerilen minimum spesifikasyondur. Nem içeriği 10 ppm'nin altında olmalıdır (çiğlenme noktası -60°C veya daha soğuk). Daha düşük saflıktaki nitrojen, eriyikle reaksiyona giren ve gaz giderme etkinliğini azaltan oksijeni ortaya çıkarır.
S6: Azottan argona geçerken gaz giderme ekipmanının değişmesi gerekiyor mu?
Çoğu durumda, hayır. Standart grafit rotor-stator sistemleri, lanslar ve gözenekli tapalar her iki gazla da uyumludur. Gaz besleme bağlantıları ve akış kontrol ekipmanları aynıdır. Anahtar sadece gaz besleme kaynağının değiştirilmesini ve işlem süresi veya akış hızı optimizasyonu isteniyorsa işlem parametrelerinin güncellenmesini gerektirir.
S7: Yerinde azot üretimi toplam maliyet açısından argon tedarikine kıyasla nasıldır?
Yerinde PSA azot üretimi, Nm³ başına $0,10 ila $0,25 olan dökme sıvı argon ile karşılaştırıldığında, sermaye geri kazanımından sonra işletme maliyetlerinde (yalnızca elektrik) tipik olarak Nm³ başına $0,01 ila $0,03'e mal olur. Birden fazla fırında 50 Nm³/saat gaz giderme gazı tüketen bir dökümhane için argona kıyasla nitrojen üretiminden elde edilen yıllık tasarruf $100.000'i aşabilir.
S8: Azot gazı giderme ile 0,08 cc/100g'ın altında hidrojen seviyeleri elde edilebilir mi?
Azot ile 0,08 cc/100g'ın altında hidrojen seviyelerine ulaşmak çoğu pratik koşulda zordur. Optimize edilmiş rotor hızı, akış hızı ve hat içi çok aşamalı ekipmanla argon gaz giderme güvenilir bir şekilde 0,05 ila 0,07 cc/100g'ye ulaşabilir. Bu seviyeleri gerektiren havacılık ve uzay uygulamaları için argon etkin bir şekilde zorunludur.
S9: Azot veya argon kullanılmasına bakılmaksızın gaz giderme işleminin etkisiz olmasına ne sebep olur?
Kötü gaz giderme performansının yaygın nedenleri arasında şunlar yer alır: spesifikasyonun altında gaz saflığı (nem veya oksijen kontaminasyonu), çok düşük rotor hızı (büyük kabarcık oluşumu), çok yüksek gaz akış hızı (yüzey türbülansı ve kısa devre kabarcıklanma), çok düşük eriyik sıcaklığı (yavaş hidrojen difüzyonu), kabarcık kaçışını önleyen oksit kabuğu oluşumu ve yetersiz işlem süresi. Bu faktörler her iki gazı da eşit derecede etkiler.
S10: Aynı üretim hattında farklı alaşımlar için nitrojen ve argon arasında geçiş yapmanın uygun maliyetli bir yolu var mı?
Evet. Bir anahtarlama manifoldunu besleyen ayrı nitrojen ve argon başlıklarına sahip çift beslemeli kurulumlar, operatörlerin alaşım tarifine göre uygun gazı seçmesine olanak tanır. Hat içi gaz karıştırma panelleri, alaşım kodu başına programlanabilir karışım oranlarına olanak tanıyarak daha da fazla esneklik sunar. Çift beslemeli bir anahtarlama sisteminin sermaye maliyeti tipik olarak $5,000 ila $20,000 arasındadır ve karma alaşımlı üretim programları boyunca optimize edilmiş gaz maliyetleriyle hızla geri ödeme yapabilir.
Sonuç: İşletmeniz İçin Doğru Gaz Seçimi Kararını Vermek
Alüminyum gaz giderme işleminde azota karşı argon kararı, temelde metalürjik gereklilik ile ekonomik optimizasyon arasında bir dengedir. Tüm dökümhaneler için geçerli tek bir doğru cevap yoktur.
Konsolide öneri çerçevemiz:
- Saf azotMaliyete duyarlı üretim ile 1xxx, 4xxx ve düşük Mg 2xxx alaşımları için idealdir; yerinde PSA üretimi ile tasarrufları en üst düzeye çıkarın.
- Saf argon: 5xxx, 7xxx, 8xxx ve Al-Li alaşımları için zorunludur; alaşımdan bağımsız olarak havacılık ve güvenlik açısından kritik yapısal dökümler için gereklidir.
- Azot-argon karışımıKalite hedeflerinin saf azotun yetenekleri ile saf argonun maliyeti arasında kaldığı 6xxx serisi ve karışık alaşımlı üretim hatları için en iyi pratik seçimdir.
- Süreç kontrol yatırımı: Gaz seçiminden bağımsız olarak, uygun sıcaklık kontrolü, rotor hızı optimizasyonu, gaz saflığı doğrulaması ve hat içi hidrojen ölçümünden elde edilen yatırım getirisi neredeyse her uygulamada olumludur.
En iyi sonuçları elde eden dökümhaneler - en düşük toplam maliyetle en düşük hidrojen içeriği - gaz seçimini alaşım kimyasıyla titizlikle eşleştiren, uygun olduğunda yerinde nitrojen üretimine yatırım yapan ve insan değişkenliğini arıtma döngüsünden çıkaran kapalı döngü gaz giderme kontrol sistemlerini uygulayanlardır.
Bu teknik referans AdTech editör ve mühendislik ekibi tarafından üretilmiştir. AdTech, küresel alüminyum döküm operasyonları için hat içi gaz giderme üniteleri, seramik köpük filtreleri ve flaks enjeksiyon sistemleri dahil olmak üzere alüminyum eriyik işleme ekipmanlarında uzmanlaşmıştır.
