Die Argon-Entgasung übertrifft die Stickstoff-Entgasung bei der Qualität der Aluminiumschmelze durchweg - sie liefert einen geringeren endgültigen Wasserstoffgehalt, weniger Einschlüsse und eine bessere Oberflächenbeschaffenheit bei empfindlichen Legierungsanwendungen -, aber Stickstoff bleibt die vorherrschende Wahl in großvolumigen Gießereien aufgrund seines Kostenvorteils von 60% bis 80% niedrigerem Preis pro Kubikmeter im Vergleich zu Argon. Die richtige Wahl zwischen diesen beiden inerten Gasen ist nie universell. Sie hängt von der Legierungsserie, den Qualitätszielen, dem Durchsatzvolumen und der verwendeten Entgasungsanlage ab. Basierend auf unserer direkten Erfahrung bei der Optimierung von Aluminiumraffinierungsprozessen in verschiedenen Gießereikonfigurationen ist der Entscheidungsrahmen nuancierter als in den meisten Beschaffungsleitfäden anerkannt wird. Dieser Artikel bietet einen strengen, datengestützten Vergleich, der die metallurgische Leistung, die Betriebskosten, die Kompatibilität der Anlagen, die legierungsspezifischen Empfehlungen und die hybriden Gasmischstrategien abdeckt, die viele führende Gießereien heute einsetzen, um ein Gleichgewicht zwischen Qualität und Kosten herzustellen.
Wenn Ihr Projekt die Verwendung von Online-Aluminium-Entgasungsanlagen, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
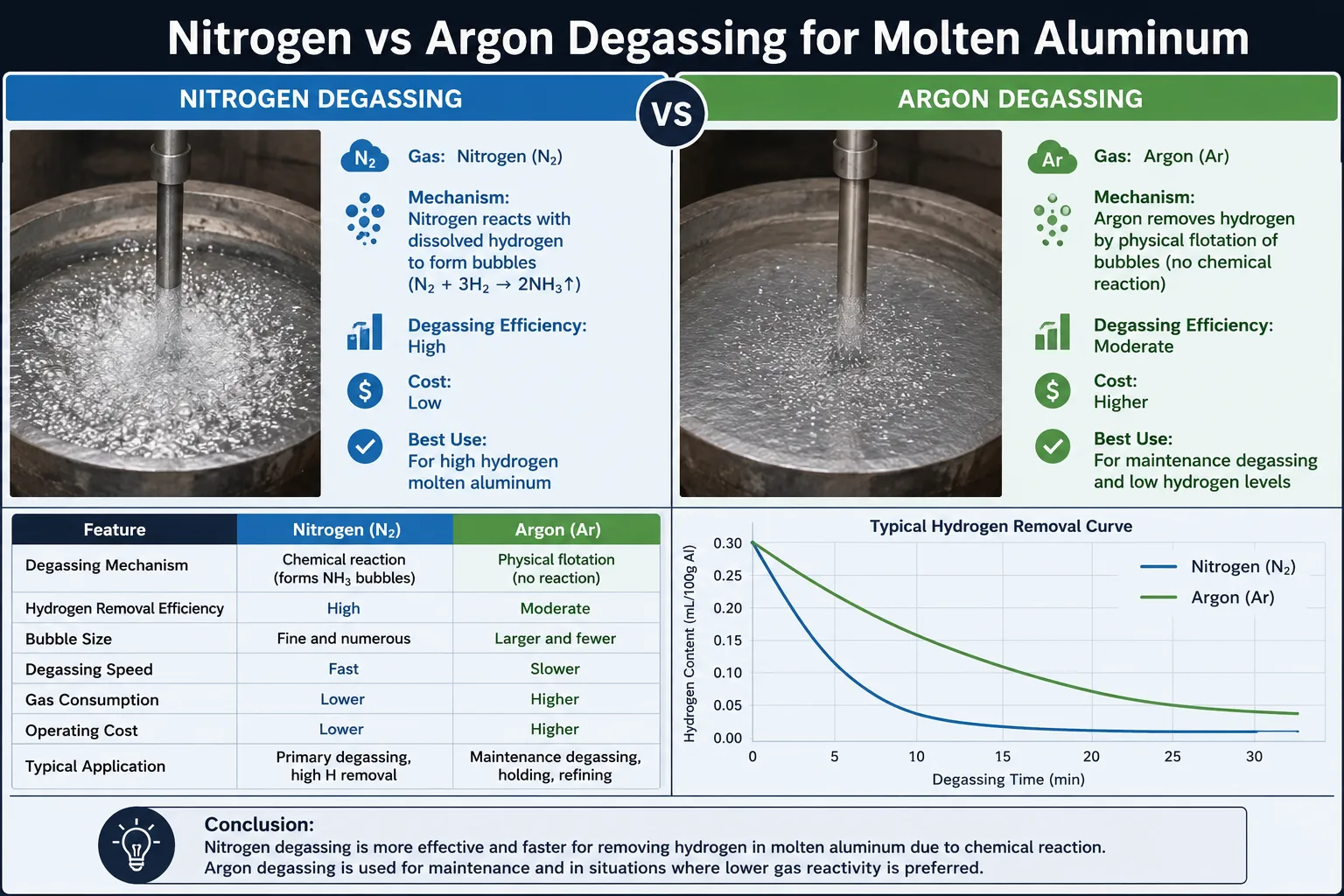
Was ist Aluminiumentgasung und warum ist die Gasauswahl wichtig?
Aluminium im geschmolzenen Zustand nimmt Wasserstoff aus der Luftfeuchtigkeit, aus nassen Einsatzmaterialien und aus den feuerfesten Auskleidungen von Öfen und Rinnen auf. Wasserstoff ist das einzige Gas, das sich in nennenswerten Mengen in flüssigem Aluminium löst. Während des Schmelzvorgangs ist es im Wesentlichen unsichtbar, wird aber während der Erstarrung äußerst zerstörerisch, da seine Löslichkeit stark abnimmt und es sich als Porosität im Gussstück niederschlägt.
Bei der Entgasung werden feine Inertgasblasen durch ein rotierendes Flügelrad oder einen statischen porösen Stopfen in die Schmelze eingebracht. In diesen Blasen sammelt sich gelöster Wasserstoff durch Partialdruckunterschiede - die Wasserstoffkonzentration im Inneren einer reinen Inertgasblase ist gleich Null, so dass Wasserstoff aus der Schmelze in die Blase wandert und aus dem Bad herausgetragen wird, wenn die Blase zur Oberfläche aufsteigt.
Die Gasauswahl ist wichtig, weil:
- Die Reinheit und Inertheit des Trägergases bestimmt, wie effizient der Wasserstoff aufgefangen wird.
- Stickstoff reagiert bei hohen Temperaturen mit bestimmten Aluminiumlegierungen und bildet Aluminiumnitrid (AlN)-Einschlüsse.
- Argon ist unter allen Betriebsbedingungen gegenüber allen Aluminiumlegierungen chemisch völlig inert.
- Der Kostenunterschied zwischen Stickstoff und Argon wirkt sich auf die Wirtschaftlichkeit eines jeden Raffinationszyklus aus.
- Die Abnutzungsraten der Geräte unterscheiden sich zwischen Stickstoff- und Argonbetrieb.
Das Problem der Wasserstoffporosität in Aluminiumgussstücken
Der Wasserstoffgehalt in der Aluminiumschmelze wird in Kubikzentimetern pro 100 Gramm Metall (cc/100g) gemessen. Der Zusammenhang zwischen Wasserstoffgehalt und Gussqualität ist gut belegt:
| Wasserstoffgehalt (cc/100g) | Auswirkungen auf die Gussqualität |
|---|---|
| Weniger als 0,10 | Hervorragend geeignet für die Luft- und Raumfahrt und druckdichte Gussteile |
| 0,10 bis 0,15 | Gut, geeignet für strukturelle Automobilgussteile |
| 0,15 bis 0,20 | Akzeptabel für unkritische Anwendungen |
| 0,20 bis 0,30 | Marginale, sichtbare Mikroporosität wahrscheinlich |
| Über 0,30 | Inakzeptabel, erhebliche Makroporosität und Verwerfungsrisiko |
Ein gut ausgeführter Entgasungszyklus mit Stickstoff oder Argon kann den Wasserstoff von einem typischen Vorbehandlungsniveau von 0,30 bis 0,50 cc/100g auf 0,08 bis 0,15 cc/100g reduzieren, je nach Gasreinheit, Rotordrehzahl, Gasdurchsatz und Behandlungsdauer.
Wie funktioniert die Stickstoffentgasung bei der Aluminiumraffination?
Bei der Stickstoff (N₂)-Entgasung wird hochreines Stickstoffgas - in der Regel 99,99% oder eine höhere Reinheit - durch ein rotierendes Graphit-Rotor-Stator-System in die Schmelze eingeleitet. Der Rotor zerteilt das Gas in feine Blasen mit einem Durchmesser von typischerweise 1 mm bis 5 mm, die durch die Schmelze aufsteigen und den Wasserstoff aufnehmen.
Komponenten des Stickstoffentgasungssystems
- Rotierendes Laufrad (Rotor-Stator-Einheit): Graphitkonstruktion, 100 mm bis 250 mm Durchmesser, Drehgeschwindigkeit 200 bis 600 U/min.
- Gasversorgungsleitung: Edelstahl- oder Kupferrohre mit Durchflussregelventil und Rotameter.
- Stickstoffquelle: Flüssigstickstofftank (LOX/LIN-Station) oder Hochdruckflaschenverteiler.
- Durchflussmenge: typischerweise 1 bis 8 Nm³/Stunde je nach Schmelzvolumen.
- Dauer der Behandlung: 10 bis 30 Minuten pro Zyklus.
Die Reaktion von Stickstoff mit Aluminiumlegierungen
Bei Betriebstemperaturen zwischen 700°C und 780°C ist Stickstoff gegenüber reinem Aluminium weitgehend inert. Bei bestimmten Legierungselementen ändert sich die Situation jedoch:
- Magnesiumhaltige Legierungen (5xxx und einige 7xxx-Serien)Magnesium wirkt als Katalysator für die AlN-Bildung. Bei Magnesiumkonzentrationen über 1,5% steigt das Risiko der Bildung von Aluminiumnitrideinschlüssen erheblich.
- Lithiumhaltige Legierungen: hochreaktiv mit Stickstoff, was die Verwendung von Stickstoff bei der Verarbeitung von Al-Li-Legierungen praktisch verbietet.
- Reines Aluminium und Si-haltige LegierungenStickstoff: Die Reaktivität von Stickstoff ist bei normalen Betriebstemperaturen minimal.
Diese Einschränkung der Reaktivität ist der wichtigste metallurgische Grund, warum Argon manchmal Stickstoff vorgezogen wird, unabhängig von den Kosten.
Wie funktioniert die Argon-Entgasung und was macht sie anders?
Argon (Ar) ist ein Edelgas - chemisch inert unter allen Bedingungen, die bei der Aluminiumverarbeitung auftreten. Es reagiert bei keiner für die Aluminiumraffination relevanten Temperatur mit Aluminium, Magnesium, Lithium oder einem anderen gängigen Legierungselement.
Der physikalische Mechanismus der Argon-Entgasung ist identisch mit dem von Stickstoff: Feine Blasen steigen durch die Schmelze auf und nehmen durch den Partialdruckunterschied gelösten Wasserstoff auf. Der Unterschied liegt lediglich in der Chemie und den Gaseigenschaften.
Physikalische Eigenschaften im Vergleich: Stickstoff vs. Argon
| Eigentum | Stickstoff (N₂) | Argon (Ar) |
|---|---|---|
| Molekulargewicht (g/mol) | 28.0 | 39.9 |
| Dichte bei 20°C (kg/m³) | 1.165 | 1.661 |
| Siedepunkt (°C) | -195.8 | -185.9 |
| Chemische Reaktivität mit Al | Niedrig (variiert je nach Legierung) | Keine |
| Wärmeleitfähigkeit (mW/m-K) | 25.8 | 17.7 |
| Löslichkeit in flüssigem Al | Vernachlässigbar | Vernachlässigbar |
| Kommerzielle Reinheit verfügbar | 99.999% | 99.999% |
| Typischer Industriepreis | Niedrig | 60% bis 80% höher als N₂ |
Das höhere Molekulargewicht von Argon bedeutet, dass Argonblasen etwas langsamer durch die Schmelze aufsteigen als Stickstoffblasen derselben Größe, was eine geringfügig längere Kontaktzeit für die Wasserstoffsammlung ermöglicht. Dieser physikalische Vorteil in Verbindung mit der fehlenden chemischen Reaktivität trägt dazu bei, dass Argon in kontrollierten Studien eine überlegene Entgasungseffizienz aufweist.
Effizienz der Entgasung: Argon vs. Stickstoff im kontrollierten Vergleich
Mehrere veröffentlichte Gießereiversuche und unsere eigenen Arbeiten zur Prozessoptimierung zeigen die folgenden Leistungsunterschiede unter gleichen Bedingungen:
| Leistungsmetrik | Stickstoff | Argon | Argon-Vorteil |
|---|---|---|---|
| Endgültiger H-Gehalt (cc/100g) | 0,10 bis 0,15 | 0,07 bis 0,12 | 15% bis 25% niedriger |
| Wirkungsgrad der Entgasung (%) | 60% bis 75% | 70% bis 85% | 10 bis 15 Prozentpunkte |
| Behandlungszeit bis zum Erreichen von 0,10 cc/100g | 18 bis 25 Minuten | 14 bis 20 Minuten | 15% bis 20% schneller |
| Wirksamkeit der Entfernung von Einschlüssen | Gut | Sehr gut | Messbar besser |
| Gefahr von Nitrideinschlüssen (Al-Mg-Legierungen) | Mäßig bis hoch | Keine | Bedeutend |
| Oxidation der Schmelze während der Behandlung | Etwas höher | Unter | Sauberere Oberfläche |
Was ist der wirkliche Kostenunterschied zwischen Stickstoff und Argon für die Aluminiumentgasung?
Der Kostenvergleich zwischen Stickstoff- und Argon-Entgasung erfordert eine Analyse, die über den einfachen Preis pro Kubikmeter Gas hinausgeht. Die Gesamtkosten der Entgasung umfassen den Gasverbrauch, den Verschleiß der Anlagen, den Ausschuss aufgrund von Qualitätsmängeln und die Auswirkungen der Behandlungsdauer auf die Produktivität.
Gaspreis-Benchmarks nach Versorgungsart
| Versorgungsmodus | Stickstoffpreis (USD/Nm³) | Argon Preis (USD/Nm³) | Preis-Verhältnis (Ar/N₂) |
|---|---|---|---|
| Hochdruck-Zylinder | $0.08 bis $0.18 | $0.35 bis $0.65 | 3,5x bis 5x |
| Lieferung von Flüssiggut (klein) | $0.04 bis $0.10 | $0.18 bis $0.40 | 3x bis 5x |
| Lieferung flüssiger Massengüter (groß) | $0.02 bis $0.06 | $0.10 bis $0.25 | 3x bis 5x |
| Stickstofferzeugung vor Ort (PSA) | $0.01 bis $0.03 | K.A. | K.A. |
| Pipelineversorgung (Großindustrie) | $0.008 bis $0.02 | $0.06 bis $0.15 | 4x bis 8x |
Hinweis: Die Preise variieren je nach Region, Vertragsvolumen und Energiekosten erheblich. Diese Zahlen geben die Marktspannen in Nordamerika und Westeuropa wieder.
Vor-Ort-Stickstofferzeugung: Der Kosten-Game-Changer
Einer der wichtigsten wirtschaftlichen Faktoren bei der Entscheidung zwischen Stickstoff und Argon ist die Verfügbarkeit der Stickstofferzeugung vor Ort durch Druckwechseladsorption (PSA) oder Membrantrennungstechnologie.
PSA-Stickstoffgeneratoren:
- Reinheit der Ausgabe: 99,0% bis 99,999%
- Durchflussleistung: 1 Nm³/Stunde bis 1.000+ Nm³/Stunde.
- Betriebskosten: nur Strom, etwa $0,01 bis $0,03 pro Nm³
- Investitionskosten: $15.000 bis $250.000 je nach Kapazität.
- Amortisationszeit: in der Regel 12 bis 36 Monate im Vergleich zur Flaschenversorgung.
Bei $0,02/Nm³ Stickstoff gegenüber $0,20/Nm³ Argon würde eine Gießerei, die 50 Tonnen pro Tag verarbeitet, bei einem Gasverbrauch von 3 Nm³/Stunde pro Ofen und 4 Öfen, die 20 Stunden pro Tag in Betrieb sind, entsprechende Ausgaben tätigen:
- Stickstoffkosten: 3 × 4 × 20 × $0,02 = $4.80 pro Tag
- Argonkosten: 3 × 4 × 20 × $0,20 = $48,00 pro Tag
Jährliche Differenz der Gaskosten: ca. $15.768 pro Jahr und Einrichtung - erhebliche Einsparungen, die die Auswahl von Stickstoff rechtfertigen, wo immer die metallurgischen Qualitätsziele dies zulassen.
Gesamtbetriebskosten: Jenseits des Gaspreises
| Kostenfaktor | Stickstoff | Argon | Anmerkungen |
|---|---|---|---|
| Gas-Rohstoffkosten | Niedrig bis sehr niedrig | Mittel bis Hoch | Größte Einzelvariable |
| Graphitrotor-Verschleißrate | Standard | 5% bis 10% niedriger | Argon etwas weniger oxidierend |
| Behandlungsdauer Kosten | Etwas höher | Etwas niedriger | Argon-Zyklen 15% schneller |
| Rückweisungsrate (Al-Mg-Legierungen) | Höheres Risiko | Geringeres Risiko | AlN-Einschlüsse in N₂ |
| Qualität Premium-Wert | Unter | Höher | Luft- und Raumfahrtspezifikationen erfordern Ar |
| Option zur Erzeugung vor Ort | Ja (PSA) | Nein | Großer N₂-Vorteil |
| Zuverlässigkeit der Lieferkette | Ausgezeichnet | Gut | N₂ in größerem Umfang verfügbar |
Welche Aluminiumlegierungen benötigen Argon und welche können Stickstoff verwenden?
Dies ist die praktisch wichtigste Frage für Gießereimetallurgen und Verfahrenstechniker. Die Antwort entscheidet darüber, ob Stickstoff überhaupt in Frage kommt, bevor Kostenüberlegungen ins Spiel kommen.
Legierungsspezifische Empfehlungen für die Gasauswahl
| Legierung Serie | Mg-Gehalt | Stickstoff Geeignet | Argon erforderlich | Anmerkungen |
|---|---|---|---|---|
| 1xxx (Reines Al) | Keine | Ja | Nein | N₂ vollständig geeignet |
| 2xxx (Al-Cu) | Spurensuche | Ja | Nein | N₂ generell geeignet |
| 3xxx (Al-Mn) | Bis zu 1,3% | Ja | Bevorzugt | Niedriges Mg, N₂ akzeptabel |
| 4xxx (Al-Si) | Keine bis gering | Ja | Nein | N₂ voll geeignet, üblich im Druckguss |
| 5xxx (Al-Mg) | 0,5% bis 5,5% | Nein | Ja | Risiko der AlN-Bildung inakzeptabel |
| 6xxx (Al-Mg-Si) | 0,4% bis 1,2% | Marginal | Bevorzugt | N₂ mit Vorsicht verwendbar unter 0,7% Mg |
| 7xxx (Al-Zn-Mg) | 1,0% bis 3,5% | Nein | Ja | Der Mg-Gehalt verbietet N₂ |
| 8xxx (Al-Li) | Variabel | Nein | Ja | Li extrem reaktiv mit N₂ |
Das Problem der Aluminiumnitrideinschlüsse im Detail
Wenn Stickstoff mit geschmolzenem, magnesiumhaltigem Aluminium oberhalb von etwa 0,8% bis 1,5% in Berührung kommt (der Schwellenwert variiert mit der Temperatur und dem Stickstoffpartialdruck), kann die folgende Reaktion ablaufen:
2Al + N₂ = 2AlN
Aluminiumnitrid (AlN) bildet sich als feine Partikel in der Schmelze. Diese Partikel:
- Sie wirken als Rissbildungsstellen im erstarrten Gussteil.
- Verringert die Dehnung und die Schlagzähigkeit erheblich.
- Sie sind für die meisten Standard-Schmelzsauberkeitstests unsichtbar.
- Kann nach der Bildung nicht mehr durch Filtration entfernt werden (Partikelgröße von Submikron bis 5 Mikron).
- Vorzeitiges Versagen von durch Ermüdung belasteten Bauteilen verursachen.
In einem dokumentierten Fall aus unserer Prozessüberprüfungsarbeit in einer Knüppelgießerei der Serie 6xxx reduzierte die Umstellung von Stickstoff- auf Argon-Entgasung bei einer 6061-Legierung (0,8% auf 1,2% Mg) die Dehnungsausfälle im Zugversuch von 8,3% auf 1,2% der Produktion - eine dramatische Qualitätsverbesserung, die direkt auf den Wegfall von AlN zurückzuführen ist.
Welche Ausrüstung wird für die Aluminiumentgasung verwendet und hat sie Einfluss auf die Wahl des Gases?
Die Art der Entgasungsanlage beeinflusst sowohl die Gasverbrauchsrate als auch die relative Wirksamkeit von Stickstoff gegenüber Argon.
Entgasungsgerätetypen und Gasverträglichkeit
Drehkolbenentgasungsanlagen (Typ SNIF, ALPUR, Hycast)
Sie sind der Industriestandard für die kontinuierliche oder halbkontinuierliche Entgasung. Eine Graphitrotor-Stator-Baugruppe rotiert mit 200 bis 600 U/min und zerstäubt das Gas in feine Blasen. Sowohl Stickstoff als auch Argon sind kompatibel.
- Gasdurchsatz: 1 bis 10 Nm³/Stunde
- Rotordurchmesser: 100 bis 300 mm
- Typische Behandlungscharge: 500 kg bis 30 Tonnen
- Erzeugte Blasengröße: 1 bis 4 mm.
Lanzeninjektion (statisches Rohr oder Stab)
Ein einfacheres Verfahren, bei dem ein Tauchrohr oder eine Graphitlanze zur Gasinjektion verwendet wird. Aufgrund der größeren Blasengröße weniger effizient als Rotationssysteme.
- Blasengröße: 5 bis 20 mm (viel größer als bei rotierenden Systemen).
- Wirkungsgrad: 40% bis 60% (gegenüber 60% bis 85% bei Rotationsmaschinen).
- Gasverbrauch: höher pro entnommener Wasserstoffeinheit.
- Kosten: geringe Kapitalkosten, höhere Betriebskosten für Gas.
Poröse Stopfensysteme
Poröse Graphit- oder Keramikstopfen, die im Ofenboden installiert sind, erzeugen durch Rückdruckfiltration sehr feine Blasen (0,5 bis 2 mm). Effektiv für die Entgasung von Chargenöfen.
- Wirkungsgrad: 55% bis 75%.
- Anfällig für Verstopfung durch Schlacke und Oxid.
- Funktioniert sowohl mit Stickstoff als auch mit Argon.
Inline-Entgasungskästen (Stranggussanlagen)
Beim Stranggießen von Blechen, Stäben und Knüppeln behandeln Inline-Entgasungskästen mit mehreren Rotoren die Schmelze, während sie vom Ofen zur Gießstation fließt.
- Mehrere Rotorstufen: 2 bis 4 Rotoren in Reihe.
- Erzielt niedrigste Wasserstoffendwerte: 0,06 bis 0,09 cc/100g mit Argon.
- Gasverbrauch: 2 bis 15 Nm³/Stunde insgesamt.
- Bevorzugtes Gas: Argon für Stranggussprodukte höchster Qualität.
Optimierung der Rotordrehzahl und des Gasdurchsatzes
| Parameter | Niedrige Einstellung | Optimale Reichweite | Hohe Einstellung | Auswirkung der Überschreitung |
|---|---|---|---|---|
| Rotordrehzahl (RPM) | 100 bis 200 | 300 bis 500 | 500 bis 600 | Wirbelbildung, Schmelzoxidation |
| Gasdurchsatz (Nm³/hr) | 0,5 bis 1,0 | 2,0 bis 5,0 | 6,0 bis 10,0 | Große Blasen, Oberflächenturbulenzen |
| Behandlungsdauer (min) | 8 bis 12 | 15 bis 25 | 30 bis 45 | Sinkende Rendite, Wärmeverlust |
| Argonfluss vs. N₂-Fluss | Gleiche Ausrüstung | Gleiche Ausrüstung | Gleiche Ausrüstung | Argon kann 5% bis 10% weniger Gas verbrauchen |
Wie misst man die Entgasungseffektivität für beide Gasarten?
Die Überprüfung, ob die Entgasungsbehandlung die angestrebte Wasserstoffreduzierung erreicht hat, ist für die Prozesskontrolle unerlässlich. In der industriellen Praxis werden verschiedene Messverfahren eingesetzt.
Methoden zur Messung des Wasserstoffgehalts
Prüfung mit reduziertem Druck (RPT / Straube-Pfeiffer-Test)
Die am weitesten verbreitete Methode zur Qualitätskontrolle in Gießereien. Eine Schmelzprobe erstarrt unter Vakuum, und die resultierende Probendichte wird mit einer bei Atmosphärendruck erstarrten Probe verglichen.
- Berechnung des Dichteindex (DI): DI = [(ρ_atm - ρ_vacuum) / ρ_atm] × 100%
- Ziel-DI für Qualitätsgussteile: unter 2% bis 3%
- Kosten: gering (einfache Vakuumkammerausrüstung)
- Einschränkung: indirekte Messung, beeinflusst durch den Oxidgehalt.
Telegas / Alscan Inline-Wasserstoffmessung
Direkte Messung des gelösten Wasserstoffs mit einer in die Schmelze getauchten Diffusionssonde. Stickstoff-Trägergas strömt durch die Sonde, kommt mit Wasserstoff aus der Schmelze ins Gleichgewicht, und die Gleichgewichtskonzentration wird über die Wärmeleitfähigkeit gemessen.
- Messbereich: 0,01 bis 0,50 cc/100g
- Genauigkeit: ±0,01 bis ±0,02 cc/100g
- Reaktionszeit: 3 bis 8 Minuten pro Lesung.
- Kompatibel mit stickstoff- und argonentgasten Schmelzen.
CHAPEL-Methode (Kontinuierlicher Wasserstoff-Analysator für die Prozessbewertung)
Ein Online-System zur kontinuierlichen Überwachung des Wasserstoffs während der Entgasungsbehandlung, das eine Anpassung des Gasflusses und der Rotordrehzahl in Echtzeit ermöglicht, um die angestrebten Wasserstoffwerte effizient zu erreichen.
Messung der Sauberkeit der Schmelze
Die Entgasung mit Argon führt in der Regel zu einer saubereren Schmelze, da im Vergleich zu Stickstoff mehr nichtmetallische Einschlüsse entfernt werden. Der Gehalt an Einschlüssen wird gemessen durch:
- PoDFA (Poröse Scheibenfiltrationsanalyse)Quantitative Messung von Art und Volumen der Einschlüsse, ausgedrückt in mm²/kg.
- LAIS (Liquid Aluminum Inclusion Sampler): ähnliche Filtrationsmethode mit automatischer Analyse.
- Prüfung mit Ultraschall: Inline-Messung in Echtzeit während des Gießens.
Was sind Strategien zur Entgasung mit Mischgas (Stickstoff-Argon-Gemisch)?
Eine der effektivsten und am wenigsten genutzten Strategien bei der Aluminiumentgasung ist die Verwendung von Stickstoff-Argon-Gasmischungen. Bei diesem Ansatz werden die Leistungsvorteile von Argon teilweise genutzt und gleichzeitig die Gaskosten im Vergleich zum Betrieb mit 100%-Argon erheblich gesenkt.
Optionen für Stickstoff-Argon-Gemische
| Mischungsverhältnis (N₂:Ar) | Relative Kosten | Effizienz der Entgasung | AlN Risiko | Empfohlene Anwendung |
|---|---|---|---|---|
| 100% N₂ | 1.0x | Basislinie | In Mg-Legierungen vorhanden | 1xxx, 2xxx, 4xxx-Legierungen |
| 75% N₂ / 25% Ar | 1,3x bis 1,5x | +5% bis +8% | Verringert | Niedrig-Mg-Legierungen (6xxx < 0,7% Mg) |
| 50% N₂ / 50% Ar | 1,6x bis 2,0x | +8% bis +12% | Erheblich reduziert | 6xxx-Legierungen, gütegesicherte 3xxx |
| 25% N₂ / 75% Ar | 2,0x bis 2,5x | +10% bis +15% | Minimal | Qualitätskritische Anwendungen |
| 100% Ar | 3x bis 5x | Maximum | Keine | 5xxx, 7xxx, 8xxx, Luft- und Raumfahrt |
Gasmischung kann erreicht werden durch:
- Vorgemischte Flaschenversorgung: Der Lieferant liefert vorgemischtes Gas in Flaschen.
- Inline-MischpaneleDurchflussregler mischen Stickstoff und Argon aus getrennten Vorräten am Ort der Verwendung.
- Massendurchflussregler-MischsystemeAutomatisches Mischen mit programmierbaren Mischungsverhältnissen pro Legierungsrezept.
Wir haben eine Stickstoff-Argon-Mischung in einem Knüppelwerk der Serie 6xxx eingeführt, in dem die vollständige Verwendung von Argon als zu teuer angesehen wurde. Eine Mischung aus 40% Argon und 60% Stickstoff reduzierte den Dichteindex von durchschnittlich 4,1% (nur Stickstoff) auf 1,8% (Gasgemisch), während der Anstieg der Gaskosten auf ca. 35% über den Stickstoffgrundkosten gehalten wurde. Dies stellte ein hervorragendes Kosten-Qualitäts-Verhältnis für diesen speziellen Vorgang dar.
Welche Betriebsfaktoren beeinflussen die Entgasungsleistung von Stickstoff und Argon?
Abgesehen von den chemischen und physikalischen Grundlagen haben mehrere Betriebsvariablen erheblichen Einfluss darauf, welches Gas in der Praxis besser abschneidet.
Operative Schlüsselvariablen und ihre Auswirkungen
Anforderungen an die Gasreinheit
Sowohl Stickstoff als auch Argon müssen für eine wirksame Aluminiumentgasung Mindestreinheitsgrenzen erfüllen. Verunreinigungen - insbesondere Sauerstoff und Feuchtigkeit - machen den Partialdruckvorteil zunichte und führen zu Oxidation.
- Empfohlene Mindestreinheit: 99,99% für beide Gase.
- Maximal akzeptable Feuchtigkeit: 10 ppm (Taupunkt unter -60°C)
- Maximal zulässiger Sauerstoff: 5 ppm.
Auswirkungen der Schmelztemperatur
Höhere Schmelztemperaturen erhöhen die Wasserstofflöslichkeit in Aluminium, was eine aggressivere Entgasung erfordert. Beide Gase sind davon betroffen, aber der relative Vorteil von Argon ist bei höheren Temperaturen aufgrund des geringeren Risikos von thermischen Zersetzungsprodukten von Stickstoff etwas stärker ausgeprägt.
- Optimale Entgasungstemperatur: 720°C bis 750°C.
- Über 780°C: verstärkte Oxidation mit beiden Gasen, Argon sorgt für eine sauberere Schmelzoberfläche.
- Unter 700°C: geringere Diffusionsraten, längere Behandlungszeiten für beide Gase.
Bedingungen in der Ofenatmosphäre
Öfen, die unter leichtem Überdruck mit einer inerten Atmosphäre über der Schmelzoberfläche betrieben werden, zeigen mit beiden Gasarten bessere Entgasungsergebnisse. Die Umgebungsfeuchte wirkt sich direkt auf den Wasserstoffgehalt der Vorbehandlung aus.
| Luftfeuchtigkeit der Umgebung | Typisches eingehendes H (cc/100g) | Schwierigkeit der Entgasung | Empfehlung Gas |
|---|---|---|---|
| Niedrig (< 40% RH) | 0,20 bis 0,30 | Standard | Entweder Gas |
| Mittel (40% bis 70% RH) | 0,30 bis 0,45 | Mäßig | Argon bevorzugt |
| Hoch (> 70% RH) | 0,40 bis 0,60 | Herausfordernd | Argon stark bevorzugt |
Wie sollten Gießereien je nach Anwendung zwischen Stickstoff und Argon wählen?
Der nachstehende Auswahlrahmen fasst technische, wirtschaftliche und betriebliche Überlegungen in einer praktischen Entscheidungsstruktur für Gießereiingenieure und Beschaffungsteams zusammen.
Entscheidungsrahmen: Auswahl zwischen Stickstoff und Argon
Wählen Sie Stickstoff, wenn:
- Verarbeitung von Legierungen der Serien 1xxx, 2xxx oder 4xxx, deren Mg-Gehalt unter 0,5% liegt.
- Das Qualitätsziel ist ein Dichteindex unter 3% (keine Spezifikation für extrem niedrige Porosität).
- Großvolumige Produktion, bei der die Gaskosten einen Großteil der Betriebskosten ausmachen.
- Die PSA-Stickstofferzeugung ist vor Ort installiert oder geplant.
- Die Gussanwendung ist nicht strukturell oder nicht sicherheitskritisch.
Wählen Sie Argon, wenn:
- Verarbeitung von Legierungen der Serien 5xxx, 7xxx oder 8xxx mit hohem Mg-Gehalt.
- Es gelten die Spezifikationen für Luft- und Raumfahrt, Automobilsicherheit oder druckdichte Gussteile.
- Der angestrebte Wasserstoffgehalt muss unter 0,10 cc/100g liegen.
- Die Kosten für die Qualitätszurückweisung überwiegen den Aufschlag für die Gaskosten.
- Verarbeitung von Al-Li-Legierungen (Argon ist obligatorisch).
Wählen Sie eine Stickstoff-Argon-Mischung, wenn:
- Verarbeitung von Legierungen der Serie 6xxx mit einem Mg-Gehalt von 0,5% bis 1,2%.
- Das Qualitätsziel ist ein Dichteindex von 1,5% bis 2,5%.
- Die Kosten für 100% Argon müssen gesenkt werden, ohne dass das Risiko von Stickstoff in vollem Umfang akzeptiert wird.
- Inline-Gasmischanlagen sind verfügbar oder können wirtschaftlich gerechtfertigt werden.
Anwendungsspezifische Empfehlungen
| Gießen Anwendung | Legierung Typisch | Auswahl des Gases | Ziel-DI (%) | Ziel H (cc/100g) |
|---|---|---|---|---|
| Luft- und Raumfahrtstruktur | 2xxx, 7xxx | Argon | < 1,0% | < 0.08 |
| Fahrzeugsicherheit (Airbag, Bremsen) | 6xxx, 5xxx | Argon | < 1,5% | < 0.10 |
| Fahrzeugstruktur | 6xxx, 3xxx | Ar/N₂-Mischung | < 2,0% | < 0.12 |
| Druckguss (nicht-strukturell) | 4xxx, 3xx.x | Stickstoff | < 3,0% | < 0.15 |
| Sandguss allgemein | 3xx.x | Stickstoff | < 3.5% | < 0.20 |
| Anwendungen in der Schifffahrt | 5xxx | Argon | < 1,5% | < 0.10 |
| Elektrischer Leiterstab | 1xxx | Stickstoff | < 2,5% | < 0.12 |
| Lebensmittelgeeignete Verpackungsfolie | 1xxx, 8xxx | Argon | < 1,5% | < 0.09 |
Was sind die Umwelt- und Sicherheitsaspekte für beide Gase?
Stickstoff Sicherheitsüberlegungen
Stickstoff ist ein Erstickungsmittel - er verdrängt den Sauerstoff ohne Vorwarnung. In engen Räumen um Öfen, in geschlossenen Wäschereien oder in Entgasungsstationen im Kellergeschoss können Stickstofflecks oder Entlüftungsöffnungen innerhalb von Sekunden zu einer sauerstoffarmen Atmosphäre führen, die tödlich ist.
- Sauerstoffalarmschwelle: Alarm bei 19,5%, unmittelbar lebensgefährlich bei unter 16%.
- Erforderliche Schutzmaßnahmen: feste O₂-Monitore, Belüftung, Verfahren zum Betreten von geschlossenen Räumen.
- Keine Entflammbarkeitsgefahr - Stickstoff ist bei Raumtemperatur nicht brennbar und nicht reaktiv.
Argon Sicherheitsüberlegungen
Argon birgt das gleiche Erstickungsrisiko wie Stickstoff. Da Argon dichter ist als Luft (1,66 kg/m³ gegenüber Stickstoff mit 1,165 kg/m³), sammelt es sich am Boden und in tief liegenden Bereichen schneller an als Stickstoff, so dass die Erstickungsgefahr in einigen Konfigurationen etwas größer ist.
- Die Überwachung des Sauerstoffgehalts im Boden ist bei der Verwendung von Argon von entscheidender Bedeutung.
- Argon-Lagertanks (flüssiges Argon) bergen die Gefahr kryogener Verbrennungen.
- Für beide Gase sind Buddy-Systeme und Rettungsgeräte für Arbeiten in engen Räumen erforderlich.
Auswirkungen auf die Umwelt
Weder Stickstoff noch Argon tragen direkt zu den Treibhausgasemissionen bei. Allerdings:
- Die Stickstofferzeugung vor Ort mittels PSA erfordert Elektrizität - der Kohlenstoff-Fußabdruck hängt von der Energiequelle im Netz ab.
- Die Erzeugung von Flüssiggas (sowohl N₂ als auch Ar) erfordert energieintensive Luftzerlegungsanlagen.
- Argon ist ein Nebenprodukt der Sauerstoffproduktion bei der Luftzerlegung - sein ökologischer Fußabdruck pro Einheit ist gering.
Häufig gestellte Fragen: Stickstoff vs. Argon für die Aluminiumentgasung
F1: Ist Argon immer besser als Stickstoff für die Aluminiumentgasung?
Nicht immer. Argon liefert bei allen Legierungstypen hervorragende metallurgische Ergebnisse, aber bei Aluminiumlegierungen mit niedrigem oder gar keinem Magnesiumgehalt - wie 1xxx, 4xxx und die meisten 2xxx-Serien - ist Stickstoff angemessen und wesentlich kostengünstiger. Die Antwort hängt von der Legierungszusammensetzung und den Qualitätsspezifikationen ab.
F2: Ab welchem Magnesiumgehalt ist Argon anstelle von Stickstoff vorgeschrieben?
Die meisten Industrierichtlinien setzen den Schwellenwert auf 1,0% bis 1,5% Magnesium nach Gewicht fest. Oberhalb dieses Wertes wird das Risiko der Bildung von Aluminiumnitrid (AlN) in Verbindung mit Stickstoff für strukturelle Anwendungen metallurgisch inakzeptabel. Einige konservative Spezifikationen setzen den Grenzwert für sicherheitskritische Gussstücke auf 0,5% Mg fest.
F3: Kann ich ein Stickstoff-Argon-Gemisch verwenden, um bei der Verarbeitung von Legierungen der Serie 5xxx Geld zu sparen?
Nein. Bei Legierungen der 5xxx-Serie mit einem Magnesiumgehalt von 2% bis 5,5% stellt jeder signifikante Stickstoffanteil ein inakzeptables Risiko für AlN-Einschlüsse dar. Für Legierungen der Serien 5xxx und 7xxx sollte Argon in einer Konzentration von 100% verwendet werden.
F4: Wie viel Argon wird bei einem typischen Entgasungszyklus von Aluminium verbraucht?
Ein System mit rotierendem Impeller, das eine Charge von 1.000 kg entgast, verbraucht in der Regel 20 bis 40 Nm³ Argon pro Zyklus bei einem Durchsatz von 2 bis 4 Nm³/Stunde über 15 bis 25 Minuten. Der genaue Verbrauch hängt von der Rotorgröße, der Drehzahl und dem angestrebten Wasserstoffgehalt ab.
F5: Wie hoch ist die zulässige Mindestreinheit für Stickstoff, der bei der Aluminiumentgasung verwendet wird?
99,99%-Reinheit (Grad 4.0) ist die empfohlene Mindestspezifikation. Der Feuchtigkeitsgehalt muss unter 10 ppm liegen (Taupunkt -60°C oder kälter). Stickstoff mit geringerer Reinheit führt Sauerstoff ein, der mit der Schmelze reagiert und die Wirksamkeit der Entgasung verringert.
F6: Muss die Entgasungsausrüstung bei der Umstellung von Stickstoff auf Argon geändert werden?
In den meisten Fällen nicht. Standard-Graphit-Rotor-Stator-Systeme, Lanzen und poröse Stopfen sind mit beiden Gasen kompatibel. Die Gasversorgungsanschlüsse und die Durchflussregelungsausrüstung sind identisch. Die Umstellung erfordert lediglich einen Wechsel der Gasversorgungsquelle und eine Aktualisierung der Prozessparameter, wenn eine Optimierung der Behandlungsdauer oder der Durchflussrate gewünscht wird.
F7: Wie sieht es mit den Gesamtkosten der Stickstofferzeugung vor Ort im Vergleich zur Argonversorgung aus?
Die Erzeugung von PSA-Stickstoff vor Ort kostet typischerweise $0,01 bis $0,03 pro Nm³ an Betriebskosten (nur Strom) nach Kapitalrückgewinnung, verglichen mit flüssigem Argon in loser Schüttung mit $0,10 bis $0,25 pro Nm³. Für eine Gießerei, die 50 Nm³/Stunde Entgasungsgas für mehrere Öfen verbraucht, können die jährlichen Einsparungen durch die Stickstofferzeugung gegenüber Argon mehr als $100.000 betragen.
F8: Kann mit der Stickstoffentgasung ein Wasserstoffgehalt von unter 0,08 cc/100g erreicht werden?
Unter den meisten praktischen Bedingungen ist es schwierig, mit Stickstoff Wasserstoffgehalte unter 0,08 cm³/100 g zu erreichen. Die Argon-Entgasung mit optimierter Rotordrehzahl, Durchflussmenge und mehrstufiger Inline-Ausrüstung kann zuverlässig 0,05 bis 0,07 cm³/100 g erreichen. Für Anwendungen in der Luft- und Raumfahrt, die diese Werte erfordern, ist Argon praktisch obligatorisch.
F9: Woran liegt es, dass die Entgasung unabhängig davon, ob Stickstoff oder Argon verwendet wird, unwirksam ist?
Häufige Ursachen für eine schlechte Entgasungsleistung sind: Gasreinheit unterhalb der Spezifikation (Feuchtigkeits- oder Sauerstoffverunreinigung), zu niedrige Rotordrehzahl (große Blasenbildung), zu hoher Gasdurchsatz (Oberflächenturbulenzen und Kurzschlussblasenbildung), zu niedrige Schmelzetemperatur (langsame Wasserstoffdiffusion), Oxidhautbildung, die das Entweichen der Blasen verhindert, und unzureichende Behandlungsdauer. Diese Faktoren wirken sich auf beide Gase gleichermaßen aus.
F10: Gibt es eine kosteneffiziente Möglichkeit, in der gleichen Produktionslinie zwischen Stickstoff und Argon für verschiedene Legierungen zu wechseln?
Ja. Installationen mit doppelter Versorgung mit separaten Stickstoff- und Argonleitungen, die einen Schaltverteiler speisen, ermöglichen es dem Bediener, das geeignete Gas für die jeweilige Legierungsrezeptur auszuwählen. Inline-Gasmischpaneele bieten sogar noch mehr Flexibilität und ermöglichen programmierbare Mischungsverhältnisse pro Legierungscode. Die Investitionskosten für ein Umschaltsystem mit doppelter Gaszufuhr belaufen sich in der Regel auf $5.000 bis $20.000 und amortisieren sich schnell durch optimierte Gaskosten bei Produktionsplänen für Mischlegierungen.
Schlussfolgerung: Die richtige Entscheidung bei der Gasauswahl für Ihren Betrieb
Die Entscheidung zwischen Stickstoff und Argon bei der Aluminiumentgasung ist im Wesentlichen eine Abwägung zwischen metallurgischer Notwendigkeit und wirtschaftlicher Optimierung. Es gibt keine einzig richtige Antwort, die für alle Gießereien gilt.
Unser konsolidierter Empfehlungsrahmen:
- Reiner StickstoffOptimal für 1xxx-, 4xxx- und 2xxx-Legierungen mit niedrigem Mg-Gehalt bei kostenbewusster Produktion; Maximierung der Einsparungen durch PSA-Erzeugung vor Ort.
- Reines ArgonObligatorisch für 5xxx-, 7xxx-, 8xxx- und Al-Li-Legierungen; erforderlich für Luft- und Raumfahrt und sicherheitskritische Gussteile, unabhängig von der Legierung.
- Stickstoff-Argon-GemischDie beste praktische Wahl für Produktionslinien der Serie 6xxx und Mischlegierungen, bei denen die Qualitätsziele zwischen den Möglichkeiten von reinem Stickstoff und den Kosten von reinem Argon liegen.
- Investitionen in die ProzesssteuerungUnabhängig von der Wahl des Gases ist die Rentabilität der Investition durch die richtige Temperaturregelung, die Optimierung der Rotordrehzahl, die Überprüfung der Gasreinheit und die Inline-Wasserstoffmessung bei praktisch jeder Anwendung positiv.
Die besten Ergebnisse - niedrigster Wasserstoffgehalt bei geringsten Gesamtkosten - erzielen die Gießereien, die die Gasauswahl genau auf die Legierungschemie abstimmen, gegebenenfalls in die Stickstofferzeugung vor Ort investieren und geschlossene Entgasungskontrollsysteme einsetzen, die menschliche Schwankungen im Behandlungszyklus ausschließen.
Diese technische Referenz wird vom AdTech-Redaktions- und Ingenieurteam erstellt. AdTech ist auf Anlagen zur Behandlung von Aluminiumschmelzen spezialisiert, darunter Inline-Entgasungsanlagen, Keramikschaumfilter und Flussmittelinjektionssysteme für globale Aluminiumgießereien.
