Аргоновая дегазация постоянно превосходит азотную дегазацию по качеству рафинирования алюминиевого расплава, обеспечивая более низкое конечное содержание водорода, меньшее количество включений и превосходное качество поверхности в чувствительных сплавах, но азот остается доминирующим выбором в крупносерийных литейных производствах из-за его преимущества в стоимости - от 60% до 80% более низкой цены за кубический метр по сравнению с аргоном. Правильный выбор между этими двумя инертными газами никогда не бывает универсальным. Он зависит от серии сплава, целей по качеству, объема производства и конкретного используемого оборудования для дегазации. Основываясь на нашем непосредственном опыте оптимизации процессов рафинирования алюминия в различных конфигурациях литейного производства, можно сделать вывод, что система принятия решений более тонкая, чем это признается в большинстве руководств по закупкам. В этой статье приводится строгое, подкрепленное данными сравнение, охватывающее металлургические характеристики, эксплуатационные расходы, совместимость оборудования, рекомендации по конкретным сплавам и гибридные стратегии смешивания газов, которые многие ведущие литейные заводы используют для баланса между качеством и стоимостью.
Если ваш проект требует использования Онлайн оборудование для дегазации алюминия, Вы можете связаться с нами для получения бесплатного предложения.
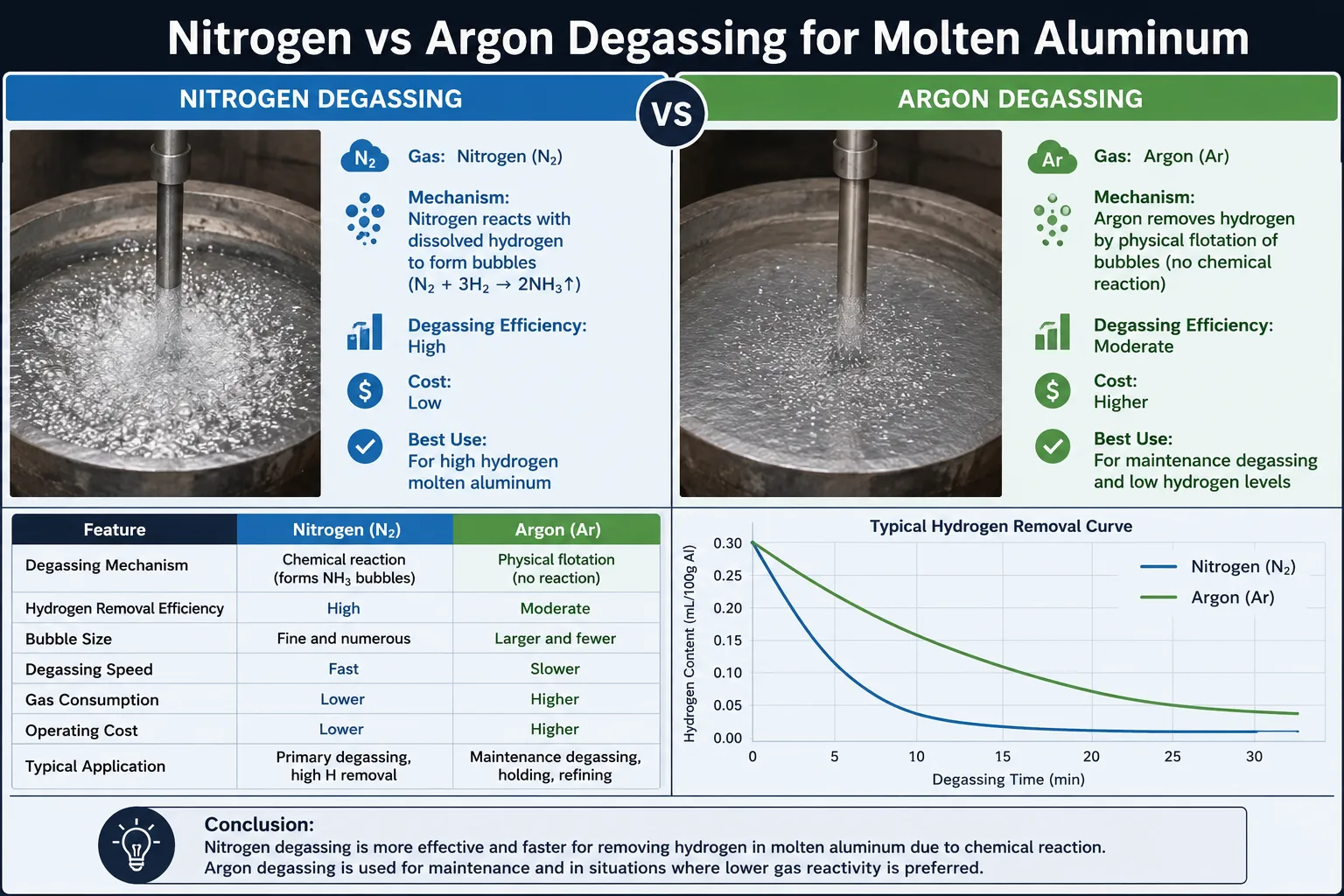
Что такое дегазация алюминия и почему выбор газа имеет значение?
Алюминий в расплавленном состоянии поглощает водород из влаги в атмосфере, из влажных шихтовых материалов, а также из огнеупорной футеровки печей и прачечных. Водород - единственный газ, который растворяется в жидком алюминии в значительных количествах - он практически невидим при плавлении, но становится очень разрушительным при затвердевании, когда его растворимость резко падает и он выпадает в осадок в виде пористости внутри отливки.
В процессе дегазации в расплав вводятся мелкие пузырьки инертного газа через вращающуюся крыльчатку или статическую пористую пробку. Эти пузырьки собирают растворенный водород за счет разности парциальных давлений - концентрация водорода внутри пузырька чистого инертного газа равна нулю, поэтому водород мигрирует из расплава в пузырек и выносится из ванны, когда пузырек поднимается к поверхности.
Выбор газа имеет значение, потому что:
- Чистота и инертность газа-носителя определяют эффективность улавливания водорода.
- Азот вступает в реакцию с некоторыми алюминиевыми сплавами при повышенных температурах, образуя включения нитрида алюминия (AlN).
- Аргон абсолютно химически инертен ко всем алюминиевым сплавам при любых условиях эксплуатации.
- Разница в стоимости между азотом и аргоном влияет на экономику каждого цикла нефтепереработки.
- Скорость износа оборудования при работе с азотом и аргоном различна.
Проблема водородной пористости в алюминиевых отливках
Содержание водорода в алюминиевом расплаве измеряется в кубических сантиметрах на 100 граммов металла (cc/100g). Связь между содержанием водорода и качеством литья хорошо известна:
| Уровень водорода (см3/100г) | Влияние на качество литья |
|---|---|
| Ниже 0,10 | Отличное качество, подходит для аэрокосмической промышленности и литья под давлением |
| 0.10 - 0.15 | Хорошая, подходит для конструкционных автомобильных отливок |
| 0,15 - 0,20 | Приемлемо для некритичных применений |
| 0.20 - 0.30 | Предельная, видимая микропористость вероятна |
| Выше 0,30 | Неприемлемая, значительная макропористость и риск отторжения |
Хорошо выполненный цикл дегазации с использованием азота или аргона может снизить количество водорода с типичного уровня предварительной обработки 0,30-0,50 см3/100 г до 0,08-0,15 см3/100 г, в зависимости от чистоты газа, скорости вращения ротора, расхода газа и продолжительности обработки.
Как происходит дегазация азота при рафинировании алюминия?
При азотной (N₂) дегазации используется высокочистый газ азот - обычно 99,99% или более высокой степени чистоты - подаваемый через вращающуюся систему графитовый ротор-статор, погруженную в расплав. Ротор разрезает газ на мелкие пузырьки, обычно диаметром от 1 до 5 мм, которые поднимаются через расплав и собирают водород.
Компоненты системы дегазации азота
- Вращающееся рабочее колесо (блок ротор-статор): графитовая конструкция, диаметр от 100 мм до 250 мм, скорость вращения от 200 до 600 об/мин.
- Линия подачи газа: трубки из нержавеющей стали или меди с клапаном управления потоком и ротаметром.
- Источник азота: резервуар для жидкого азота (станция LOX/LIN) или коллектор баллонов высокого давления.
- Скорость потока: обычно от 1 до 8 Нм³/час в зависимости от объема расплава.
- Продолжительность лечения: 10-30 минут на цикл.
Как азот реагирует с алюминиевыми сплавами
При рабочих температурах от 700 до 780 °C азот практически инертен к чистому алюминию. Однако при использовании некоторых легирующих элементов ситуация меняется:
- Магнийсодержащие сплавы (серии 5xxx и некоторые серии 7xxx)Магний выступает в качестве катализатора образования AlN. При концентрации магния выше 1,5% риск образования включений нитрида алюминия значительно возрастает.
- Литийсодержащие сплавы: сильно реагирует с азотом, что фактически запрещает использование азота при обработке сплавов Al-Li.
- Чистый алюминий и Si-содержащие сплавыРеактивность азота минимальна при стандартных рабочих температурах.
Это ограничение реакционной способности является единственной наиболее важной металлургической причиной, по которой аргон иногда выбирают вместо азота, независимо от стоимости.
Как работает аргоновая дегазация и чем она отличается?
Аргон (Ar) - инертный газ, химически инертный при любых условиях, возникающих при обработке алюминия. Он не вступает в реакцию с алюминием, магнием, литием или любым другим распространенным легирующим элементом при любой температуре, имеющей отношение к переработке алюминия.
Физический механизм дегазации аргона идентичен азоту: мелкие пузырьки поднимаются через расплав, собирая растворенный водород за счет разницы парциального давления. Разница заключается исключительно в химическом составе и свойствах газа.
Сравнение физических свойств: Азот и аргон
| Недвижимость | Азот (N₂) | Аргон (Ar) |
|---|---|---|
| Молекулярная масса (г/моль) | 28.0 | 39.9 |
| Плотность при 20°C (кг/м³) | 1.165 | 1.661 |
| Температура кипения (°C) | -195.8 | -185.9 |
| Химическая реакция с Al | Низкий (зависит от сплава) | Нет |
| Теплопроводность (мВт/м-К) | 25.8 | 17.7 |
| Растворимость в жидком Al | Незначительный | Незначительный |
| Доступна коммерческая чистота | 99.999% | 99.999% |
| Обычная промышленная цена | Низкий | От 60% до 80% выше, чем N₂ |
Более высокая молекулярная масса аргона означает, что пузырьки аргона поднимаются через расплав немного медленнее, чем пузырьки азота того же размера, что обеспечивает немного большее время контакта для сбора водорода. Это физическое преимущество в сочетании с нулевой химической реактивностью способствует превосходной эффективности дегазации аргона в контролируемых исследованиях.
Эффективность дегазации: Аргон против азота в контролируемых сравнениях
Многочисленные опубликованные испытания на литейных заводах и наша собственная работа по оптимизации процесса указывают на следующие различия в производительности при эквивалентных условиях:
| Метрика производительности | Азот | Аргон | Аргоновое преимущество |
|---|---|---|---|
| Конечное содержание H (см/100 г) | 0.10 - 0.15 | 0,07 - 0,12 | От 15% до 25% ниже |
| Эффективность дегазации (%) | 60% - 75% | 70% - 85% | От 10 до 15 процентных пунктов |
| Время лечения до достижения 0,10 см3/100 г | 18 - 25 минут | 14-20 минут | От 15% до 20% быстрее |
| Эффективность удаления включений | Хорошо | Очень хорошо | Значительно лучше |
| Риск включения нитридов (сплавы Al-Mg) | От умеренного до высокого | Нет | Значительный |
| Окисление расплава во время обработки | Немного выше | Нижний | Более чистая поверхность |
Какова реальная разница в стоимости между азотом и аргоном для дегазации алюминия?
Сравнение затрат на дегазацию азотом и аргоном требует анализа, выходящего за рамки простой цены за кубический метр газа. Общая стоимость дегазации включает потребление газа, износ оборудования, брак из-за нарушения качества и влияние продолжительности обработки на производительность.
Ориентиры цен на газ в зависимости от способа поставки
| Режим питания | Цена азота (USD/Нм³) | Цена аргона (USD/Нм³) | Соотношение цен (Ar/N₂) |
|---|---|---|---|
| Цилиндры высокого давления | $0.08 - $0.18 | $0.35 - $0.65 | 3,5x - 5x |
| Доставка жидких сыпучих продуктов (мелких) | $0.04 - $0.10 | $0.18 - $0.40 | 3x - 5x |
| Доставка жидких сыпучих продуктов (крупная) | $0.02 - $0.06 | $0.10 - $0.25 | 3x - 5x |
| Производство азота на месте (PSA) | $0.01 - $0.03 | Н/Д | Н/Д |
| Трубопроводное снабжение (крупные промышленные предприятия) | $0.008 - $0.02 | $0.06 - $0.15 | 4x - 8x |
Примечание: Цены существенно зависят от региона, объема контракта и стоимости энергии. Приведенные цифры отражают рыночные диапазоны Северной Америки и Западной Европы.
Генерация азота на месте: Изменение стоимости
Одним из наиболее значимых экономических факторов при выборе между азотом и аргоном является наличие возможности получения азота на месте с помощью адсорбции с изменяющимся давлением (PSA) или технологии мембранного разделения.
Генераторы азота PSA:
- Выходная чистота: от 99,0% до 99,999%
- Производительность: от 1 Нм³/час до 1 000+ Нм³/час.
- Эксплуатационные расходы: только электроэнергия, примерно $0.01 - $0.03 за Нм³
- Капитальные затраты: от $15,000 до $250,000 в зависимости от мощности.
- Срок окупаемости: обычно от 12 до 36 месяцев по сравнению с поставкой баллонов.
При цене $0,02/Нм³ азота против $0,20/Нм³ аргона литейный завод, перерабатывающий 50 тонн в день при потреблении газа 3 Нм³/час на печь и 4 печах, работающих 20 часов в день, будет тратить:
- Стоимость азота: 3 × 4 × 20 × $0,02 = $4.80 в день
- Стоимость аргона: 3 × 4 × 20 × $0.20 = $48.00 в день
Разница в годовых расходах на газ: приблизительно $15,768 в год на объект - существенная экономия, которая оправдывает выбор азота во всех случаях, когда это позволяет металлургическое качество.
Общая стоимость владения: Не только цена на газ
| Фактор стоимости | Азот | Аргон | Примечания |
|---|---|---|---|
| Стоимость газового сырья | От низкого до очень низкого | От среднего до высокого | Самая большая переменная |
| Интенсивность износа графитового ротора | Стандарт | От 5% до 10% ниже | Аргон немного меньше окисляется |
| Стоимость продолжительности лечения | Немного выше | Немного ниже | Аргоновые циклы 15% быстрее |
| Доля отказов (сплавы Al-Mg) | Повышенный риск | Низкий риск | Включения AlN в N₂ |
| Качество премиум-класса | Нижний | Выше | Аэрокосмические спецификации требуют Ar |
| Возможность генерации на месте | Да (PSA) | Нет | Основное преимущество N₂ |
| Надежность цепи поставок | Превосходно | Хорошо | N₂ более широкая доступность |
Какие алюминиевые сплавы требуют аргона, а какие могут использовать азот?
Это самый практически важный вопрос для металлургов и технологов литейного производства. Ответ на него определяет, является ли азот вообще возможным вариантом, прежде чем в дело вступят соображения стоимости.
Рекомендации по выбору газа для конкретного сплава
| Серия сплавов | Содержание Mg | Подходящий азот | Требуется аргон | Примечания |
|---|---|---|---|---|
| 1xxx (чистый алюминий) | Нет | Да | Нет | N₂ полностью подходит |
| 2xxx (Al-Cu) | След | Да | Нет | N₂ в целом подходит |
| 3xxx (Al-Mn) | До 1,3% | Да | Предпочтительный | Низкий уровень Mg, N₂ приемлемый |
| 4xxx (Al-Si) | От низкого до низкого | Да | Нет | N₂ полностью подходит, используется в литье под давлением |
| 5xxx (Al-Mg) | От 0,5% до 5,5% | Нет | Да | Риск образования AlN неприемлем |
| 6xxx (Al-Mg-Si) | 0,4% - 1,2% | Маргинал | Предпочтительный | N₂ можно использовать с осторожностью ниже 0,7% Mg |
| 7xxx (Al-Zn-Mg) | 1,0% - 3,5% | Нет | Да | Содержание Mg запрещает N₂. |
| 8xxx (Al-Li) | Переменная | Нет | Да | Li чрезвычайно реактивен с N₂ |
Проблема включения нитрида алюминия в деталях
При контакте азота с расплавленным алюминием, содержащим магний, при температуре выше примерно 0,8% - 1,5% (порог зависит от температуры и парциального давления азота), может произойти следующая реакция:
2Al + N₂ = 2AlN
Нитрид алюминия (AlN) образуется в виде мелких частиц в расплаве. Эти частицы:
- Выступают в качестве мест зарождения трещин в затвердевшей отливке.
- Значительно снижают удлинение и ударную вязкость.
- Невидимы для большинства стандартных тестов на чистоту расплава.
- После образования не может быть удален фильтрацией (размер частиц от субмикронных до 5 микрон).
- Вызывают преждевременное разрушение конструктивных элементов, подвергающихся усталостной нагрузке.
В одном задокументированном случае, полученном в ходе анализа технологического процесса на заводе по литью заготовок серии 6xxx, переход с азота на аргон при дегазации сплава 6061 (от 0,8% до 1,2% Mg) снизил количество отказов при растяжении с 8,3% до 1,2% - значительное улучшение качества, напрямую связанное с устранением AlN.
Какое оборудование используется для дегазации алюминия и влияет ли оно на выбор газа?
Тип оборудования для дегазации влияет как на расход газа, так и на относительную эффективность азота по сравнению с аргоном.
Типы оборудования для дегазации и совместимость газов
Дегазационные установки с вращающейся крыльчаткой (типа SNIF, ALPUR, Hycast)
Они являются промышленным стандартом для непрерывной или полунепрерывной дегазации. Графитовый ротор-статор вращается со скоростью от 200 до 600 об/мин, рассеивая газ на мелкие пузырьки. Совместимы как с азотом, так и с аргоном.
- Расход газа: От 1 до 10 Нм³/час
- Диаметр ротора: от 100 до 300 мм
- Типичная партия обработки: 500 кг - 30 тонн
- Размер пузырьков: От 1 до 4 мм.
Инъекция копья (статическая трубка или жезл)
Более простой подход с использованием погружной трубки или графитового копья для закачки газа. Менее эффективен, чем роторные системы, из-за большего размера пузырьков.
- Размер пузырьков: от 5 до 20 мм (намного больше, чем в роторных системах).
- Эффективность: 40% - 60% (против 60% - 85% у роторных).
- Расход газа: выше на единицу удаляемого водорода.
- Стоимость: низкая капитальная стоимость, более высокие эксплуатационные расходы на газ.
Системы пористых пробок
Пористые графитовые или керамические пробки, установленные на полу печи, генерируют очень мелкие пузырьки (0,5-2 мм) за счет фильтрации под противодавлением. Эффективны для дегазации печей периодического действия.
- Эффективность: от 55% до 75%.
- Чувствительны к закупорке шлаком и оксидами.
- Работает как с азотом, так и с аргоном.
Поточные дегазаторы (линии непрерывного литья)
Для непрерывного литья листов, прутков и заготовок используются поточные дегазаторы с несколькими роторами, которые обрабатывают расплав по мере его поступления из печи на разливочную станцию.
- Несколько ступеней ротора: От 2 до 4 последовательно соединенных роторов.
- Достигается самый низкий конечный уровень водорода: от 0,06 до 0,09 см3/100 г при использовании аргона.
- Расход газа: от 2 до 15 Нм³/час всего.
- Предпочтительный газ: аргон для изготовления высококачественных изделий непрерывного литья.
Оптимизация скорости вращения ротора и расхода газа
| Параметр | Низкая установка | Оптимальный диапазон | Высокая установка | Эффект избыточности |
|---|---|---|---|---|
| Скорость вращения ротора (об/мин) | 100 - 200 | 300 - 500 | 500 - 600 | Образование вихрей, окисление расплава |
| Скорость потока газа (Нм³/час) | 0,5 - 1,0 | 2.0 - 5.0 | 6.0 - 10.0 | Крупные пузырьки, поверхностная турбулентность |
| Продолжительность лечения (мин) | 8 - 12 | 15 - 25 | 30-45 | Уменьшение отдачи, потеря тепла |
| Поток аргона в сравнении с потоком N₂ | То же оборудование | То же оборудование | То же оборудование | Аргон может использовать на 5% - 10% меньше газа |
Как измерить эффективность дегазации для обоих типов газа?
Проверка того, что в процессе дегазации было достигнуто целевое снижение содержания водорода, необходима для управления процессом. В промышленной практике используется несколько методов измерения.
Методы измерения содержания водорода
Испытание на пониженное давление (RPT / Straube-Pfeiffer Test)
Наиболее широко используемый метод контроля качества в литейном производстве. Образец расплава затвердевает под вакуумом, и полученная плотность образца сравнивается с плотностью образца, затвердевшего при атмосферном давлении.
- Расчет индекса плотности (ИП): DI = [(ρ_атм - ρ_vacuum) / ρ_атм] × 100%
- Целевой ИР для качественных отливок: от 2% до 3%
- Стоимость: низкая (простое оборудование для вакуумной камеры)
- Ограничение: косвенное измерение, влияние содержания оксида.
Telegas / Alscan Измерение водорода в линии
Прямое измерение растворенного водорода с помощью диффузионного зонда, погруженного в расплав. Газ-носитель азот проходит через зонд, уравновешивается с водородом из расплава, и равновесная концентрация измеряется по теплопроводности.
- Диапазон измерений: 0,01 - 0,50 см3/100 г
- Точность: от ±0,01 до ±0,02 см3/100 г.
- Время отклика: От 3 до 8 минут на чтение.
- Совместим с расплавами, разбавленными азотом и аргоном.
Метод CHAPEL (непрерывный водородный анализатор для оценки процессов)
Онлайн-система, обеспечивающая непрерывный мониторинг водорода в процессе дегазации и позволяющая в режиме реального времени регулировать расход газа и скорость вращения ротора для эффективного достижения заданных уровней водорода.
Измерение чистоты расплава
Дегазация аргоном обычно позволяет получить более чистый расплав за счет удаления большего количества неметаллических включений по сравнению с азотом. Содержание включений измеряется по:
- PoDFA (анализ пористой дисковой фильтрации): количественное измерение типа и объема включений, выраженное в мм²/кг.
- LAIS (пробоотборник жидких алюминиевых включений): аналогичный метод фильтрации с автоматизированным анализом.
- Ультразвуковой контроль: измерение в режиме реального времени во время литья.
Какие существуют стратегии дегазации смешанными газами (азотно-аргоновой смесью)?
Одной из наиболее эффективных и малоиспользуемых стратегий дегазации алюминия является использование газовых смесей азота и аргона. Этот подход позволяет частично использовать преимущества аргона и при этом значительно снизить затраты на газ по сравнению с использованием аргона 100%.
Варианты смешивания азота с аргоном
| Соотношение смеси (N₂:Ar) | Относительная стоимость | Эффективность дегазации | AlN Risk | Рекомендуемое применение |
|---|---|---|---|---|
| 100% N₂ | 1.0x | Базовый уровень | Присутствует в сплавах Mg | Сплавы 1xxx, 2xxx, 4xxx |
| 75% N₂ / 25% Ar | 1,3x - 1,5x | от +5% до +8% | Снижение | Сплавы с низким содержанием Mg (6xxx < 0,7% Mg) |
| 50% N₂ / 50% Ar | 1,6х - 2,0х | от +8% до +12% | Значительное снижение | Сплавы 6xxx, чувствительные к качеству 3xxx |
| 25% N₂ / 75% Ar | 2,0x - 2,5x | от +10% до +15% | Минимум | Приложения, критичные к качеству |
| 100% Ar | 3x - 5x | Максимальный | Нет | 5xxx, 7xxx, 8xxx, аэрокосмическая промышленность |
Смешивание газов может быть достигнуто за счет:
- Подача баллонов с готовой смесью: поставщик поставляет предварительно смешанный газ в баллонах.
- Поточные смесительные панели: контроллеры потока смешивают азот и аргон из отдельных источников в точке использования.
- Системы смешивания с контроллером массового расхода: автоматическое смешивание с программируемым соотношением компонентов в зависимости от рецепта сплава.
Мы внедрили смешивание азота с аргоном на заводе по производству заготовок серии 6xxx, где использование аргона в полном объеме считалось слишком дорогим. Смесь аргона 40% и азота 60% позволила снизить индекс плотности в среднем с 4,1% (только азот) до 1,8% (смешанный газ), при этом рост стоимости газа составил примерно 35% сверх базовой стоимости азота. Это представляет собой превосходный компромисс между стоимостью и качеством для данной конкретной операции.
Какие эксплуатационные факторы влияют на эффективность дегазации азотом и аргоном?
Помимо фундаментальной химии и физики, несколько эксплуатационных переменных существенно влияют на то, какой газ лучше работает на практике.
Основные операционные переменные и их влияние
Требования к чистоте газа
Для эффективной дегазации алюминия и азот, и аргон должны соответствовать минимальному порогу чистоты. Примеси, особенно кислород и влага, сводят на нет преимущество парциального давления и вызывают окисление.
- Минимальная рекомендуемая чистота: 99,99% для обоих газов.
- Максимально допустимая влажность: 10 ppm (точка росы ниже -60°C)
- Максимально допустимый уровень кислорода: 5 ppm.
Влияние температуры расплава
Более высокие температуры расплава увеличивают растворимость водорода в алюминии, что требует более агрессивной дегазации. Влияние оказывают оба газа, но относительное преимущество аргона несколько более выражено при более высоких температурах из-за снижения риска образования продуктов термического разложения азота.
- Оптимальная температура дегазации: от 720°C до 750°C.
- Выше 780°C: повышенное окисление при использовании обоих газов, аргон обеспечивает более чистую поверхность расплава.
- Ниже 700°C: снижение скорости диффузии, увеличение времени обработки для обоих газов.
Атмосферные условия в печи
Печи, работающие под небольшим положительным давлением с инертной атмосферой над поверхностью расплава, показывают лучшие результаты дегазации при использовании обоих типов газа. Влажность окружающей среды напрямую влияет на содержание водорода перед обработкой.
| Влажность окружающей среды | Типичное поступление H (см/100 г) | Сложность дегазации | Рекомендация по газу |
|---|---|---|---|
| Низкий (< 40% RH) | 0.20 - 0.30 | Стандарт | Либо газ |
| Средний (от 40% до 70% RH) | 0.30 - 0.45 | Умеренный | Аргон предпочтительнее |
| Высокий (> 70% RH) | 0.40 - 0.60 | Вызов | Аргон предпочтительнее |
Как литейщики должны выбирать между азотом и аргоном в зависимости от области применения?
Приведенная ниже схема выбора объединяет технические, экономические и эксплуатационные соображения в практическую структуру принятия решений для инженеров литейного производства и групп закупок.
Система принятия решений: Выбор между азотом и аргоном
Выбирайте азот, когда:
- Обработка сплавов серий 1xxx, 2xxx или 4xxx, в которых содержание Mg ниже 0,5%.
- Целевой показатель качества - индекс плотности ниже 3% (не сверхнизкая пористость).
- Высокопроизводительное производство, где стоимость газа является одним из основных эксплуатационных расходов.
- На площадке установлена или планируется установка генератора азота PSA.
- Применение литья не является конструктивным или некритичным с точки зрения безопасности.
Выбирайте аргон, когда:
- Обработка сплавов серий 5xxx, 7xxx или 8xxx со значительным содержанием Mg.
- Применяются спецификации для авиакосмической промышленности, автомобильной безопасности или герметичного литья под давлением.
- Целевой уровень водорода должен быть ниже 0,10 см3/100 г.
- Стоимость отказа от качества перевешивает стоимость бензина.
- Обработка сплавов Al-Li (аргон обязателен).
Выбирайте азотно-аргоновую смесь, если:
- Обработка сплавов серии 6xxx с содержанием Mg от 0,5% до 1,2%.
- Целевой показатель качества - индекс плотности от 1,5% до 2,5%.
- Снижение стоимости по сравнению с аргоном 100% необходимо без полного принятия риска азота.
- Оборудование для смешивания газа в линию доступно или экономически оправдано.
Рекомендации по применению
| Применение литья | Типичный сплав | Выбор газа | Целевой ИР (%) | Целевое значение H (см3/100г) |
|---|---|---|---|---|
| Аэрокосмические конструкции | 2xxx, 7xxx | Аргон | < 1.0% | < 0.08 |
| Автомобильная безопасность (подушки безопасности, тормоза) | 6xxx, 5xxx | Аргон | < 1.5% | < 0.10 |
| Автомобильные конструкции | 6xxx, 3xxx | Смесь Ar/N₂ | < 2.0% | < 0.12 |
| Литье под давлением (неструктурное) | 4xxx, 3xx.x | Азот | < 3.0% | < 0.15 |
| Литье в песчаные формы | 3xx.x | Азот | < 3.5% | < 0.20 |
| Морское применение | 5xxx | Аргон | < 1.5% | < 0.10 |
| Электропроводящий стержень | 1xxx | Азот | < 2.5% | < 0.12 |
| Пищевая упаковочная фольга | 1xxx, 8xxx | Аргон | < 1.5% | < 0.09 |
Каковы экологические требования и требования безопасности для обоих газов?
Соображения безопасности при работе с азотом
Азот является удушающим веществом - он вытесняет кислород без предупреждения. В замкнутых пространствах вокруг печей, в закрытых помещениях для стирки или на станциях дегазации в подвале утечки азота или продувки могут создать атмосферу с недостатком кислорода, смертельно опасную в течение нескольких секунд.
- Порог тревоги по кислороду: тревога при 19,5%, немедленная опасность для жизни при ниже 16%.
- Необходимые меры предосторожности: стационарные мониторы O₂, вентиляция, процедуры входа в замкнутое пространство.
- Отсутствие риска воспламенения - азот не горит и не вступает в реакцию при комнатной температуре.
Соображения безопасности при работе с аргоном
Аргон представляет собой такой же риск удушья, как и азот. Будучи плотнее воздуха (1,66 кг/м³ против 1,165 кг/м³ у азота), аргон накапливается на уровне пола и в низко расположенных зонах быстрее, чем азот, что делает его опасность удушья в некоторых конфигурациях несколько выше.
- При использовании аргона очень важен контроль уровня кислорода на полу.
- Резервуары для хранения аргона (жидкого аргона) представляют опасность ожога криогенными веществами.
- Для работы в замкнутом пространстве с обоими газами требуются напарники и спасательное оборудование.
Воздействие на окружающую среду
Ни азот, ни аргон не вносят непосредственного вклада в выбросы парниковых газов. Однако:
- Для производства азота на месте с помощью PSA требуется электроэнергия - углеродный след зависит от источника энергии в сети.
- Для производства сжиженного газа (как N₂, так и Ar) требуются энергоемкие воздухоразделительные установки.
- Аргон является побочным продуктом при производстве кислорода в процессе разделения воздуха - его воздействие на окружающую среду в расчете на единицу продукции невелико.
Часто задаваемые вопросы: Азот и аргон для дегазации алюминия
Вопрос 1: Всегда ли аргон лучше азота для дегазации алюминия?
Не всегда. Аргон обеспечивает превосходные металлургические результаты для всех типов сплавов, но для алюминиевых сплавов с низким или нулевым содержанием магния - таких как сплавы серий 1xxx, 4xxx и большинство сплавов серии 2xxx - азот работает адекватно и по значительно более низкой цене. Ответ зависит от состава сплава и спецификаций качества.
Вопрос 2: Какой уровень содержания магния делает аргон обязательным вместо азота?
Большинство отраслевых рекомендаций устанавливают пороговое значение на уровне от 1,0% до 1,5% магния по весу. Выше этого уровня риск образования включений нитрида алюминия (AlN) с азотом становится металлургически неприемлемым для конструкционных применений. Некоторые консервативные спецификации устанавливают предел до 0,5% Mg для критически важных отливок.
Вопрос 3: Можно ли использовать азотно-аргоновую смесь для экономии средств при обработке сплавов серии 5xxx?
Нет. Для сплавов серии 5xxx с содержанием магния от 2% до 5,5% любая значительная доля азота создает неприемлемый риск включения AlN. Для сплавов серий 5xxx и 7xxx следует использовать аргон в концентрации 100%.
Вопрос 4: Сколько аргона потребляет типичный цикл дегазации алюминия?
Система с вращающейся крыльчаткой, дегазирующая партию весом 1 000 кг, обычно потребляет от 20 до 40 Нм³ аргона за цикл при расходе 2-4 Нм³/час в течение 15-25 минут. Точный расход зависит от размера ротора, скорости и целевого уровня водорода.
Q5: Какова минимально допустимая чистота азота, используемого для дегазации алюминия?
Чистота 99,99% (класс 4,0) - минимально рекомендуемая спецификация. Содержание влаги должно быть ниже 10 ppm (точка росы -60°C или холоднее). Азот более низкой чистоты содержит кислород, который вступает в реакцию с расплавом и снижает эффективность дегазации.
Q6: Нужно ли менять оборудование для дегазации при переходе с азота на аргон?
В большинстве случаев нет. Стандартные графитовые системы ротор-статор, наконечники и пористые пробки совместимы с обоими газами. Соединения для подачи газа и оборудование для контроля расхода идентичны. Переключение требует только смены источника подачи газа и обновления параметров процесса, если необходимо оптимизировать продолжительность обработки или скорость потока.
Q7: Как по общей стоимости производство азота на месте сравнивается с поставкой аргона?
Производство азота PSA на месте обычно обходится в $0,01 - $0,03 за Нм³ эксплуатационных расходов (только электроэнергия) после возмещения капитальных затрат, по сравнению с жидким аргоном навалом по цене $0,10 - $0,25 за Нм³. Для литейного предприятия, потребляющего 50 Нм³/час дегазирующего газа на нескольких печах, годовая экономия от использования азота по сравнению с аргоном может превысить $100 000.
Вопрос 8: Можно ли достичь уровня водорода ниже 0,08 см3/100 г с помощью дегазации азотом?
Достижение уровня водорода ниже 0,08 см3/100 г с помощью азота в большинстве практических условий затруднительно. Аргоновая дегазация с оптимизированной скоростью вращения ротора, расходом и многоступенчатым оборудованием в линии может надежно достичь 0,05-0,07 см3/100 г. Для аэрокосмических применений, требующих таких уровней, аргон фактически обязателен.
Вопрос 9: Что приводит к неэффективности дегазации независимо от того, используется ли азот или аргон?
К общим причинам низкой эффективности дегазации относятся: чистота газа ниже спецификации (загрязнение влагой или кислородом), слишком низкая скорость вращения ротора (образование крупных пузырьков), слишком высокая скорость потока газа (турбулентность поверхности и короткое замыкание пузырьков), слишком низкая температура расплава (медленная диффузия водорода), образование оксидной пленки, препятствующей выходу пузырьков, и недостаточная продолжительность обработки. Эти факторы в равной степени влияют на оба газа.
Q10: Существует ли экономически эффективный способ переключения между азотом и аргоном для различных сплавов на одной производственной линии?
Да. Установки с двойным питанием с отдельными азотными и аргоновыми коллекторами, подающими газ в распределительный коллектор, позволяют операторам выбирать подходящий газ в зависимости от рецептуры сплава. Панели последовательного смешивания газов обеспечивают еще большую гибкость, позволяя программировать соотношение смесей в зависимости от кода сплава. Капитальные затраты на систему переключения с двумя подачами обычно составляют от $5 000 до $20 000 и могут быстро окупиться за счет оптимизации затрат на газ при производстве смешанных сплавов.
Заключение: Принятие правильного решения о выборе газа для вашей операции
Решение о выборе азота и аргона при дегазации алюминия - это баланс между металлургической необходимостью и экономической оптимизацией. Не существует единственно правильного ответа, применимого ко всем литейным производствам.
Наша сводная система рекомендаций:
- Чистый азот: оптимально подходит для сплавов 1xxx, 4xxx и сплавов 2xxx с низким содержанием Mg при производстве, чувствительном к затратам; максимальная экономия за счет генерации PSA на месте.
- Чистый аргон: обязательно для сплавов 5xxx, 7xxx, 8xxx и Al-Li; требуется для аэрокосмических и критически важных конструкционных отливок независимо от сплава.
- Азотно-аргоновая смесьЛучший практический выбор для производственных линий серии 6ххх и смешанных сплавов, где качество находится между возможностями чистого азота и стоимостью чистого аргона.
- Инвестиции в управление технологическими процессамиНезависимо от выбора газа, окупаемость инвестиций от надлежащего температурного контроля, оптимизации скорости вращения ротора, проверки чистоты газа и измерения водорода на линии является положительной практически в любой области применения.
Литейные заводы, добивающиеся наилучших результатов - наименьшего содержания водорода при наименьших общих затратах, - это те, которые тщательно согласовывают выбор газа с химическим составом сплава, инвестируют в производство азота на месте, где это необходимо, и внедряют замкнутые системы управления дегазацией, которые устраняют человеческую изменчивость в цикле обработки.
Этот технический справочник подготовлен редакционной и инженерной группой AdTech. Компания AdTech специализируется на оборудовании для обработки алюминиевого расплава, включая поточные дегазационные установки, керамические пенные фильтры и системы впрыска флюса для глобальных операций по литью алюминия.
