A セラミック・フォーム・フィルター(CFF) は、鋳造工程で溶融金属から非金属介在物、固体粒子、巻き込まれたガスを除去するために特別に設計された、最も一般的なアルミナ、炭化ケイ素、ジルコニア、またはマグネシアなどの高度なセラミック材料から作られた多孔質の三次元網状構造体です。このフィルターは、機械的ふるい分け、物理的付着、およびケーキ濾過メカニズムの組み合わせによって介在物を捕捉し、曲がりくねった流路の相互連結ネットワークを通して溶湯を強制的に流すことで機能する。その結果、気孔率が大幅に減少し、表面仕上げが改善され、機械的特性が向上した、より清浄で、より完全性の高い鋳物が得られます。.
お客様のプロジェクトでセラミック・フォーム・フィルターの使用が必要な場合、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
実用面では、セラミック発泡フィルタは、現代の鋳造および鋳造作業で利用可能な最も費用効果の高い品質改善ツールの一つです。適切に選択されたセラミック発泡フィルタをゲートシステムに組み込むことで、介在物関連のスクラップ率が 40-80% 減少し、同時に最終鋳造品の引張強度、伸び、疲労寿命が向上します。航空宇宙部品、自動車安全部品、圧力が重要なバルブなど、鋳造の欠陥がそのまま現場での不具合につながる業界にとって、この性能向上はオプションではありません。.
セラミック・フォーム・フィルターとは?
セラミック発泡フィルタは、その構造が従来のろ過媒体とは根本的に異なるため、鋳造技術においてユニークな位置を占めています。セラミック発泡フィルターは、平らなメッシュや単純な多孔板ではなく、焼成前のポリウレタン発泡体テンプレートの形状を再現したオープンセル発泡体構造(相互に連結した球状の空隙を取り囲むセラミック支柱の連続ネットワーク)で構成されています。.
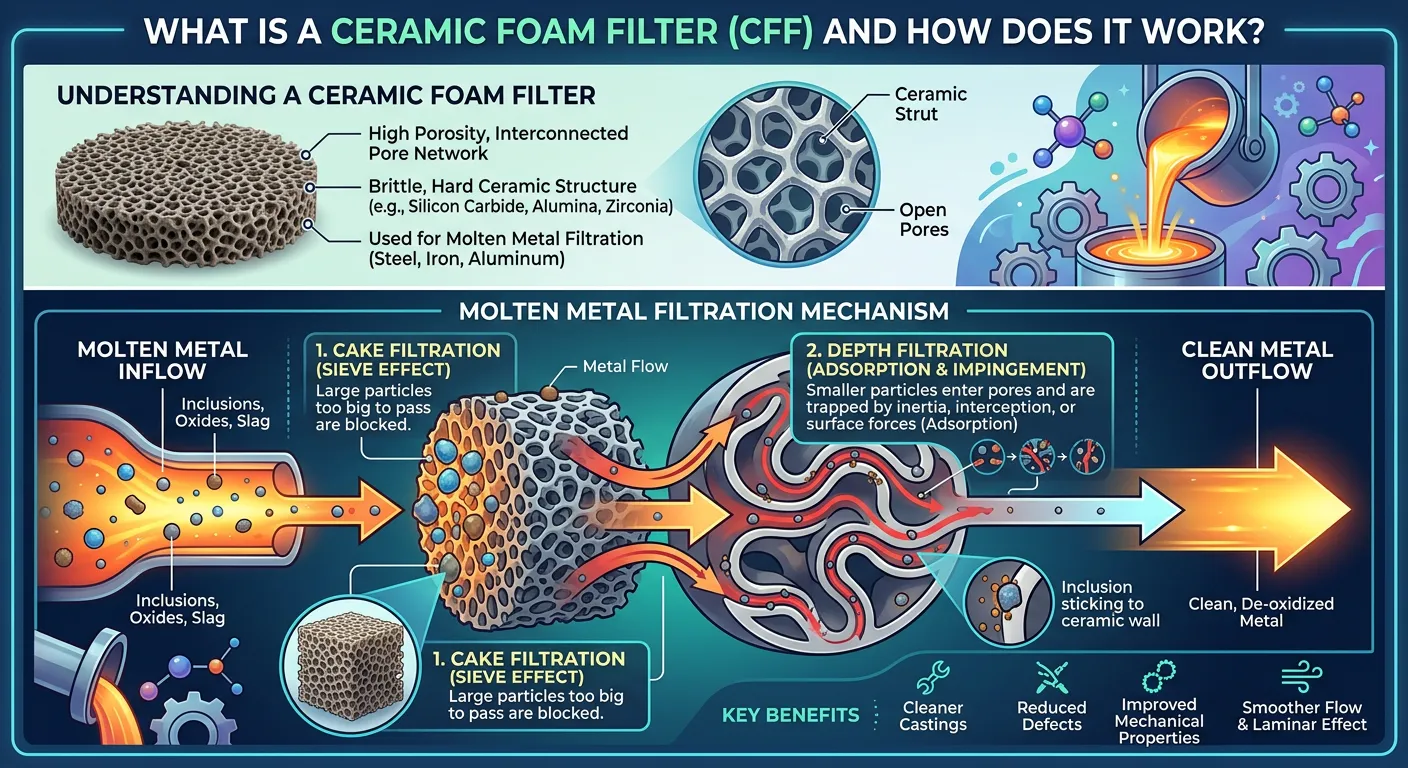
作用する3つの濾過メカニズム
セラミック発泡フィルターが実際にどのように介在物を捕獲するのかを理解するには、3つのメカニズムを同時に見る必要がある:
機械的ふるい分け(サイズ排除):
フィルター孔開口部より大きな介在物は、フィルター面で物理的にブロックされ、フィルターケーキを形成し、そのフィルターケーキは、金属フローが継続するにつれて徐々に効果的になる。これは最も単純なメカニズムで、主に大きな介在物(50~100ミクロン以上)に適用される。.
蛇行経路濾過(深層濾過):
セラミック・フォーム・フィルターが単純なメッシュ・スクリーンを凌駕するのはこの点である。不規則で三次元的な流路により、溶融金属は発泡構造を通過する際に何度も方向を変えざるを得ません。方向が変わるたびに、介在物粒子がセラミック支柱表面に接触して付着する確率が高まります。10~20ミクロンの介在物は、それが公称気孔開口部より小さくても、このメカニズムによって捕獲される。.
濡れ性に基づく接着:
フィルター材料のセラミック表面化学は、特定のタイプの介在物の付着を促進する。例えば、アルミニウム溶融物中のアルミナ介在物は、アルミナベースのフィルター表面に優先的に付着する。フィルター基材と介在物の種類との間のこの化学的親和性は、温度適合性をはるかに超えて材料選択が重要である主な理由である。.
フィルターを通る流れの挙動
溶融金属がフィルター面に最初に接触すると、金属が表面張力に打ち勝ってセラミック支柱を濡らし始める短い呼び水期間がある。一旦流れが確立されると、フィルターを横切る圧力降下は修正ダルシー関係に従う:
ΔP = (μ × L × v) / k
ここで、ΔPは圧力損失、μは溶融粘度、Lはフィルター厚さ、vは流速、kは特定のフィルターグレードの透過性定数である。実用的な鋳造用語では、ゲートシステム内のフィルター配置は、フィルターを通して金属を駆動するために利用可能な金属静水圧を考慮しなければならないことを意味します。.
製造工程セラミックフォームフィルターができるまで
セラミック・フォーム・フィルターの製造は、1963年にSchwartzwalderとSomersが初めて開発し特許を取得したレプリカ法(またはポリマーフォーム含浸法)と呼ばれるプロセスに従います。この製造方法は、スラリー化学、バインダーシステム、焼成制御の大幅な改良を経て、60年以上経った現在でも業界標準となっています。.
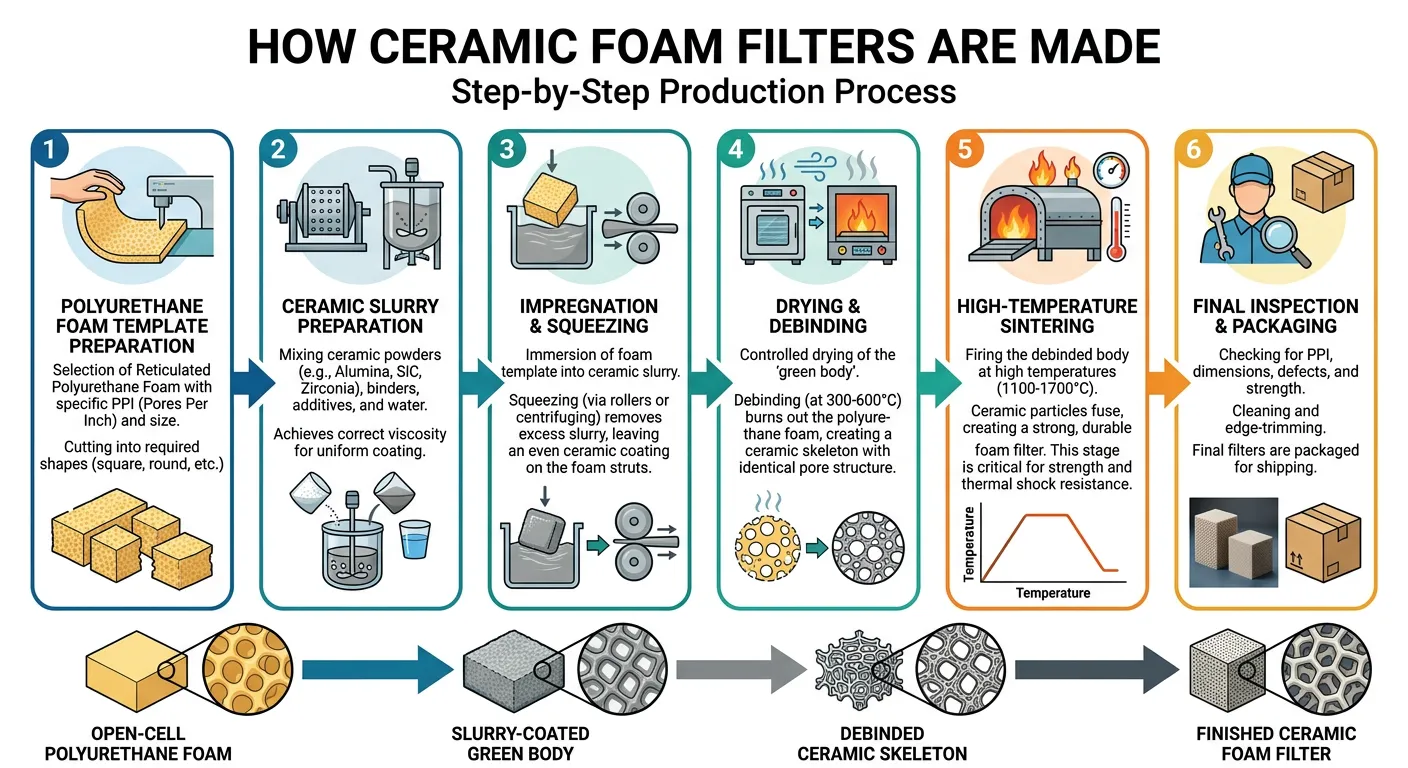
ステージ1:ポリマーフォーム・テンプレートの準備
所望の気孔密度(PPI-1インチあたりの気孔数で測定)のオープンセル・ポリウレタン・フォームを必要な寸法に切断する。発泡体テンプレートは、均一なセル分布と、最終製品のメタルフローを妨げる閉じた孔がないことを検査される。.
第2段階:セラミックスラリーの調製
セラミックスラリーが調合される:
- 微粉状のセラミック一次原料(アルミナ、SiC、ジルコニアなど)。.
- コロイダルシリカ、アルミナゾル、リン酸塩バインダー。.
- レオロジー調整剤(ベントナイト、有機増粘剤)
- 消泡剤。.
- 水または有機溶媒キャリア。.
スラリー粘度は正確に制御され、通常、含浸には1000~3000cPである。.
第3段階:含浸とスクイーズ・コーティング
ポリウレタンフォームテンプレートはセラミックスラリーに浸漬され、すべてのセルへのスラリーの完全な浸透を確実にするため、手動または機械的に絞られます。余分なスラリーは、制御されたスクイーズロールによって除去され、目標のコーティング重量を達成し、開孔チャネルを維持します。.
ステージ4:乾燥
含浸されたフォームは80~150℃で乾燥され、自由水を除去し、取り扱いに十分なグリーン強度を発現させる。乾燥は、収縮応力の差によるひび割れを防ぐためにコントロールされなければならない。.
ステージ5:バーンアウト焼成(400~600)
この段階でポリウレタンフォームテンプレートは完全に燃え尽き、セラミックの骨格が残る。この段階は非常に重要で、有機物の燃え尽きによって過剰な内部ガス圧が発生すると、セラミックの支柱が構造を固める前に割れてしまう可能性がある。最新のキルンでは、この段階まで雰囲気を制御し、加熱速度を遅くしています。.
ステージ 6: 焼結 (1200-1650°C)
最終焼結はセラミック支柱を緻密化し、機械的強度を高め、介在物の接着を担う表面化学的性質を確立します。焼結のピーク温度は、特定のセラミック系に合わせます:
| セラミック素材 | 焼結温度範囲 |
|---|---|
| アルミナ(Al₂O₃) | 1450-1600°C |
| 炭化ケイ素(SiC) | 1900-2100°C (焼結助剤使用時) |
| ジルコニア (ZrO₂) | 1400-1550°C |
| マグネシア (MgO) | 1550-1650°C |
| アルミナ-シリカ(ムライト) | 1350-1500°C |
第7ステージ品質検査と選別
各フィルターは、目視検査、寸法測定、重量確認を受けます。重要な品質チェックには以下が含まれる:
- 孔径分布の均一性。.
- 亀裂や閉じた孔がない。.
- 表面コーティングの完全性。.
- 寸法公差(通常、長さ/幅で±2mm、厚さで±1mm)
セラミックフォームフィルターの素材別種類
セラミックフォームフィルターの仕様決定において、材料の選択は最初にして最も重要です。各セラミックシステムには、固有の使用温度範囲、化学的適合性プロファイル、ろ過効率特性があります。.

アルミナセラミックフォームフィルター
アルミナ(Al₂O₃)セラミックフォームフィルター は、世界的に最も広く生産・使用されているタイプであり、セラミック発泡フィルタの総消費量の推定60-70%を占めている。その優位性は、コスト、温度性能、非鉄金属鋳造の大部分に対する化学的適合性の優れた組み合わせに起因する。.
主な用途 アルミ合金鋳物、銅合金鋳物、青銅鋳物
キー・プロパティ
- 最高使用温度:1100℃(アルミニウム用)、高純度グレードは1700℃まで。.
- 溶融アルミニウムとその酸化物インクルージョンに対する優れた耐薬品性。.
- アルミナタイプの介在物(Al鋳物で最も一般的な欠陥)に対する自然な親和性。.
- 10~60PPIの範囲で利用可能
炭化ケイ素(SiC)セラミックフォームフィルター
炭化ケイ素フィルターは、アルミナの約10倍という卓越した熱伝導性と卓越した耐熱衝撃性により、酸化物ベースのフィルターとは一線を画しています。これらの特性により、SiCは、熱質量と急激な温度変化が発生する鉄や一部の鋼の鋳造用途に適した材料となっています。.
主な用途 ねずみ鋳鉄、ダクタイル鋳鉄、可鍛鋳鉄。.
キー・プロパティ
- 最高使用温度:1500°C.
- 熱伝導率:15-25 W/m・K(アルミナは2-5 W/m・K)。.
- 優れた耐熱衝撃性により、金属注入時のクラックのリスクを低減。.
- SiCの表面化学は、酸化鉄インクルージョンが付着しにくい(クリーンな鉄分離に重要)。.
ジルコニアセラミックフォームフィルター
ジルコニア(ZrO₂)フィルターは、セラミックフォーム濾過の最高級品であり、鋳鋼や特殊合金加工で遭遇する最も要求の厳しい高温で化学的にアグレッシブな環境用に設計されています。.
主な用途 鋼鋳造、ニッケル基超合金鋳造、高温特殊合金。.
キー・プロパティ
- 最高使用温度:1760°C+.
- 溶鋼スラグや鋼鉄酸化物の介在物に対する卓越した耐薬品性。.
- 熱伝導率が低い(濾過中の金属温度の維持に役立つ)
- 標準的なセラミックフォームフィルターの中で最もコストが高い。.
マグネシア(MgO)セラミックフォームフィルター
マグネシアベースのフィルターは、基本的なスラグの化学的性質がアルミナやシリカを含むフィルター材料を侵す可能性のある鉄鋼鋳造用途に主に指定される特殊な製品カテゴリーである。.
主な用途 基本的なスラグ条件の鉄鋼鋳造、特殊鉄合金
キー・プロパティ
- 最高使用温度:1750°C.
- 基本的な化学的特性は、基本的なスラグからの攻撃に抵抗する。.
- アルミナやジルコニアのオプションよりも高密度。.
- 他のタイプに比べ、入手可能性が限られている。.

アルミナ-シリカ(ムライト相)セラミックフォームフィルター
ムライト相フィルターは、純アルミナと高アルミナグレードの間のコストパフォーマンスの妥協点を提供します。ムライト結晶相(3Al₂O₃-2SiO₂)は、適度なコストで良好な耐熱衝撃性と有用な温度能力を提供します。.
主な用途 中温アルミ合金鋳造、銅合金、一部の軽鉄用途
材料選択概要表
| フィルター素材 | 最高使用温度 | プライマリー・メタル | 化学的性質 | 相対コスト |
|---|---|---|---|---|
| アルミナ(Al₂O₃) | 1100-1700°C | アルミニウム、銅 | 中性-酸性 | ロー・ミディアム |
| 炭化ケイ素(SiC) | 1500°C | ねずみ鋳鉄、ダクタイル鋳鉄 | ニュートラル | ミディアム |
| ジルコニア (ZrO₂) | 1760°C+ | 鋼、超合金 | ニュートラル・ベーシック | 高い |
| マグネシア (MgO) | 1750°C | 鉄鋼(基礎スラグ) | ベーシック | ミディアム-ハイ |
| ムライト(Al₂O₃-SiO₂) | 1400°C | アルミニウム、銅、軽鉄 | ニュートラル | 低い |
| スピネル (MgAl₂O₄) | 1700°C | スチール、ニッケル合金 | ニュートラル | 高い |
ポアサイズ(PPI)の格付けとその意味するもの
PPI (pores per inch) は、セラミックフォームフィルターの濾過効率、流動抵抗、金属保持能力を決定する主要な仕様パラメータです。PPIの選定を理解することは、あらゆる鋳造用途においてフィルター性能を最適化するための基本です。.
PPIの測定方法と定義
PPIとは、フィルター断面の直線1インチに沿って数えられた孔(セル)の数を指す。10PPIフィルターは、1インチあたり約10個のセルを持ち、比較的大きく開放された細孔チャンネルを持つ。30PPIフィルターでは、1インチあたり約30個のセルがあり、細孔の開口部が非常に小さく、それに対応して封入物の捕捉率が高く、流動抵抗が高くなります。.
実際には、一つのフィルター内の実際の孔径分布は完全には均一ではない。ほとんどの市販フィルターは、フィルター面全体でセルサイズに±15-20%のばらつきがありますが、これは正常で許容範囲です。セルサイズ分布がより狭いフィルターは、重要な用途では割高になります。.

PPI格付けパフォーマンス比較
| PPI格付け | ポアサイズ | ろ過効率 | 流動抵抗 | ベスト・アプリケーション |
|---|---|---|---|---|
| 10 PPI | 2.5-3.0 mm | 下(粗大介在物のみ) | 非常に低い | 大流量、大型鋳物 |
| 20 PPI | 1.2-1.5 mm | 中程度 | 低い | 汎用、自動車部品 |
| 25 PPI | 0.9-1.1 mm | グッド | 中程度 | アルミニウム構造鋳物 |
| 30 PPI | 0.7-0.9 mm | 高い | 中・高 | 航空宇宙、圧力密閉部品 |
| 40 PPI | 0.5-0.7 mm | 非常に高い | 高い | 重要鋳造品、医療用 |
| 50 PPI | 0.4-0.55 mm | 最大 | 非常に高い | 超合金、超清浄金属 |
| 60 PPI | 0.3-0.4 mm | 最大 | 極めて高い | 研究、特殊用途 |
PPIの選択実践的な意思決定の枠組み
最適なPPIの選択には、3つの競合する要件のバランスをとることが必要である:
1.要求される清浄度: 清浄度要件が高いほど、PPI定格も高くなる。航空宇宙用鋳物は30~40 PPIを指定することができますが、一般工業用鋳物は20 PPIで十分です。.
2.利用可能な金属静圧: PPIが高いほど流動抵抗が大きくなる。固化が始まる前に金型キャビティを満たすには、ゲートシステムで利用可能なヘッド圧が十分でなければなりません。当社では、フィルター仕様を確定する前に、特定のフィルター寸法とPPI定格に基づいて最低必要ヘッドを計算します。.
3.金属流量要件: 薄い断面を持つ大型鋳物には、高流量が必要である。高すぎるPPIを指定すると、鋳型の金属が不足し、ミスランやコールドシャットを引き起こす可能性があります。.
主な性能特性と技術仕様
セラミックフォームフィルターを調達する際、調達チームとエンジニアは標準化された一連の技術特性を評価する必要があります。ここでは、最も重要な点とその理由を説明します:
熱特性
耐熱衝撃性:
標準化された試験条件(通常、室温から1000℃の急速浸漬)の下で、フィルターがクラックを生じることなく耐えられる熱衝撃サイクルの回数で表される。SiCフィルターは通常5~10サイクル以上、アルミナフィルターは通常3~6サイクル。耐熱衝撃性が低いと、注湯中にフィルターにクラックが入り、セラミック片が融液中に放出される。.
最高使用温度:
フィルターが構造的完全性を維持し、溶解または分解によって溶融物を汚染しない上限温度。常に特定の合金の最高注湯温度と照らし合わせ、最低50℃の安全マージンをもって検証すること。.
熱伝導率:
高い熱伝導性(SiCフィルター)は、フィルターを通過する金属の温度損失を最小限に抑える。低い熱伝導率(ジルコニア)は、熱絶縁体として働き、フィルターゾーンの金属温度を維持するが、フィルター面の凝固を促進する可能性がある。.
機械的特性
| プロパティ | 試験方法 | 典型的な範囲 | 意義 |
|---|---|---|---|
| 冷間圧縮強さ | ASTM C133 | 0.5-2.5 MPa | 取り扱いと設置への耐性 |
| 熱間破断係数 | ASTM C583 | 0.3-1.5 MPa | 打設時の構造的完全性 |
| かさ密度 | ISO 5017 | 0.25-0.45 g/cm³ | 間接的空隙率インジケーター |
| 全空隙率 | アルキメデス法 | 75-90% | 空隙率が高い=流量が多い |
| 比表面積 | BET法 | 0.3-1.5 m²/g | 捕獲エリアへの影響 |
ろ過性能特性
ろ過効率(FE):
フィルターを通過した金属試料から除去された介在物の割合を、フィルターを通過していない基準試料と比較したもの。濾過前後のK値(減圧試験)またはPoDFA(Prefil-Footprinter)分析の金属組織分析によって測定される。.
プライミング圧力:
フィルターを通過する金属流を開始させるのに必要な最小金属静圧。ゲートシステムの設計では、この値を超えなければならない。典型的な値:PPIと金属の表面張力によって異なるが、金属ヘッド50~150mm。.
金属の保持力:
フィルターが完全に閉塞する前に捕捉できる介在物の最大質量。フィルター面の面積1平方センチメートルあたりの介在物のグラム数で表される。.
セラミックフォームフィルターが鋳造品質を向上させる理由
セラミックフォーム濾過と最終的な鋳造品質との関連性は、査読を受けた冶金学の文献で十分に立証されており、数十年にわたる鋳造工場の生産データによって裏付けられています。ここでは、濾過が実際にどのような効果をもたらすかを定量的に見てみましょう:
介在物除去と金属清浄化
非金属介在物は、鋳造欠陥の最も一般的で有害な原因である。これらは複数の原因から発生する:
- 酸化膜: 溶融金属が注湯中に酸素と接触して形成される。
- 耐火物浸食製品: レードル、ランナー、ライザースリーブから
- スラグの巻き込み: 溶解炉からの搬入
- ドロスだ: メルトストリームに折り込まれた部分凝固金属表皮
- 金属間化合物: 合金化学の不均衡から析出
セラミックフォームフィルターは、ゲーティングシステムから金型キャビティへのこれらの介在物の輸送を妨げます。複数の情報源から発表されたデータによると
| 鋳造パラメーター | フィルターなし | 30 PPIフィルター付き | 改善 |
|---|---|---|---|
| 引張強さ(Al A356) | 215 MPa | 248 MPa | +15% |
| 破断伸度 | 4.5% | 7.2% | +60% |
| 疲労寿命 | 85,000 | 140,000 | +65% |
| ポロシティ面積率 | 0.8% | 0.2% | -75% |
| インクルージョン数(1cm²あたり) | 12.4 | 2.1 | -83% |
| 表面粗さ(Ra) | 6.3 μm | 4.1 μm | -35% |
2018年から2024年にかけてのファウンドリー業界の調査結果を集計したデータ。.
乱流低減と流れの正則化
セラミック発泡フィルターは、介在物の捕獲だけでなく、金型に入る金属の流動特性を根本的に変えます。濾過されていない金属は、空気を巻き込み酸化膜を折り畳む乱流で金型キャビティに入ります。フィルターはこの乱流を滑らかな層流に変換し、フィルターの下流で新たな介在物が形成されるのを防ぎます。.
この乱流減衰効果は、直接介在物を除去するよりも価値がある場合があり、特に、充填中に酸化膜が生成される欠陥メカニズムが支配的なロングフロー鋳造の構成では重要である。.
温度調節の利点
特に鉄鋳造の用途では、SiCセラミック発泡フィルターは金属流の予熱リザーバーとして機能します。フィルターの高い熱質量と熱伝導率は、定常注湯中に高温のフィルター表面と接触している金属を短時間接触させてわずかに過熱し、薄い部分で凝固が始まる前に鋳型の充填を維持するのに役立ちます。.
工業用途と金属特有の用途
アルミニウム鋳造産業
アルミニウム鋳造産業は、アルミニウム自動車部品と航空宇宙構造部品の爆発的な成長に牽引され、セラミック発泡体フィルターの世界最大の数量消費者である。典型的な用途としては、重力式、低圧式、高圧式のダイカスト金型のランナーシステムに配置される20~40 PPIのアルミナ・セラミック発泡フィルターが挙げられる。.
主要なアルミニウム合金ファミリーはフィルター付き:
- A356/A357(自動車用構造部品)
- 319、380シリーズ(エンジンブロック、トランスミッションハウジング)
- 2xxxおよび7xxxシリーズ展伸材(航空宇宙用ビレット)
- 6xxxシリーズ押出ビレット。.
アルミニウムにおける特定の濾過効果: アルミニウムに含まれる主な介在物は、バイフィルムおよび分散粒子形態の酸化アルミニウム(Al₂O₃)である。アルミナフィルター材料は、これらの介在物と化学的性質を共有し、優先的な付着と高い捕捉効率を促進する。.
鉄およびダクタイル鋳鉄
鉄鋳物工場では、黒鉛含有物、スラグ、砂浸食生成物の管理に炭化ケイ素セラミック発泡フィルターを使用しています。ねずみ鋳鉄(1300~1400℃)やダクタイル鋳鉄(1380~1450℃)の高い注湯温度は、SiCフィルターが提供する耐熱衝撃性を要求します。.
鉄鋳物への応用:
- 自動車用ブレーキディスクおよびドラム.
- エンジンブロックとシリンダーヘッド。.
- パイプと継手。.
- 農業機械部品.
- ポンプハウジングとバルブボディ.
鋳鋼
鉄鋼は、1550~1650℃の注湯温度、腐食性の高い酸化性スラグ、高い金属静圧など、最も過酷な濾過環境です。ジルコニアセラミックフォームフィルターが標準的な選択肢であり、多くの場合、繊維質耐火フィルターシートやセラミックダムと組み合わせて使用されます。.
鉄鋼鋳造への応用:
- 鉱山の摩耗の部品(粉砕機の顎、製造所はさみ金)
- 鉄道部品(車輪、台車)
- 圧力容器部品。.
- 工業用ポンプおよびバルブボディ。.
- 防衛および防弾部品。.
銅および銅合金の鋳造
真鍮、青銅、銅ニッケル合金を含む銅合金は、アルミナやムライトセラミックフォームフィルターを使って、比較的低い温度(1000~1200℃注湯)でろ過されます。銅合金の鋳造における濾過は、特に以下のようなものを対象としています:
- 金型浸食による砂の混入
- 注湯中に形成される酸化皮膜
- 耐火物浸食製品
ニッケルおよびチタン超合金インベストメント鋳造
航空宇宙インベストメント鋳造分野では、タービンブレード、ベーン、機体構造部品の製造に、高純度ジルコニアまたはスピネルセラミックフォームフィルターを使用した最高レベルのPPI定格(40~60 PPI)を使用しています。これらの部品は、わずかな異物が致命的な疲労破壊を引き起こす可能性があるため、絶対的な清浄度が要求され、最高性能のろ過システムを使用することが正当化されます。.

正しいセラミック・フォーム・フィルターの選び方
最適なセラミック発泡フィルターの選択には、単純な製品検索ではなく、構造化された評価プロセスが必要です。.
ステップ1:鋳造金属と注湯温度の特定
| メタル部門 | 注湯温度範囲 | 推奨フィルター素材 |
|---|---|---|
| アルミニウム合金 | 680-780°C | アルミナ(Al₂O₃) |
| 銅合金 | 1000-1200°C | アルミナまたはムライト |
| グレー/ダクタイル鋳鉄 | 1300-1450°C | 炭化ケイ素(SiC) |
| 炭素/低合金鋼 | 1550-1620°C | ジルコニア (ZrO₂) |
| ステンレス鋼 | 1580-1650°C | ジルコニア (ZrO₂) |
| ニッケル超合金 | 1400-1550°C | ジルコニアまたはスピネル |
| チタン合金 | 1650-1700°C | イットリア安定化 ZrO₂ |
ステップ2:必要なろ過レベルの決定
鋳物の最終用途要件を考慮する。航空宇宙用構造部品は、最大限の濾過効率(30~40 PPI)を必要とします。一般的な工業用鋳物は、20 PPIで十分に対応できます。装飾的な非荷重鋳物は、積極的な濾過を行わずに、流量制御のために10~15 PPIを使用することができます。.
ステップ3:必要なフィルター面積の計算
フィルター面の面積は、最大許容流速を超えることなく、利用可能な充填時間内に必要な金属量を通過させるのに十分でなければならない。一般的に使用されるガイドライン:
最小フィルター面積(cm²)=金属質量(kg)/(充填時間(秒)×最大流量係数)
20PPIフィルターを使用したアルミニウムの場合、一般的な最大流量は約0.3~0.5kg/cm²/秒です。フィルターのサイズ不足は、背圧の上昇、金型の不充填、フィルターの破損を引き起こす一般的なエラーです。.
ステップ4:寸法と厚さの指定
標準的なセラミック・フォーム・フィルターの寸法は業界の慣例に従っていますが、特注サイズも可能です:
| 標準サイズ (mm) | 厚さオプション(mm) | 共通アプリケーション |
|---|---|---|
| 40 × 40 | 15, 22 | 小型鋳物、ランナー |
| 50 × 50 | 15, 22 | 汎用 |
| 75 × 75 | 15, 22, 25 | 中型鋳物 |
| 100 × 100 | 22, 25 | 自動車、構造物 |
| 150 × 150 | 22, 25 | 大型鋳鉄品 |
| 200 × 200 | 25 | 超大型鋳物 |
| ラウンドØ40-Ø230 | 15-25 | レードル・ウェル・ブロック、専用 |
設置、ゲートシステムの統合、ベストプラクティス
正しい設置は、正しいフィルター選択と同じくらい重要です。ゲーティングシステムに不適切に設置された高品質のフィルターは、その潜在的な性能をはるかに下回るものです。.
フィルターシートのデザイン
フィルターシートは、フィルターを位置決めして保持するランナーバーまたは専用フィルターハウジングの凹部です。重要なシート設計の原則:
シールの完全性: フィルターは、金属がフィルターエッジの周囲をバイパスするのを防ぐシートに収まっていなければならない。フィルターエッジとシートの間に1mmの隙間があるだけでも、金属がフィルターの周囲に流れ込み、効果的な濾過効率が劇的に低下します。座面の奥行きは2~3mm、座面の幅はフィルター寸法より左右3~5mm広くすることをお勧めします。.
フィルター対応: 下流側ランナーは、金属流の水圧によるフィルタの破損を防ぐため、適切な支持面積を確保する必要があります。最小支持接触面積:フィルター表面積の20%。.
排気: メタル到着前にフィルターの下に閉じ込められた空気は、逃げ道がなければなりません。ベントがないと、閉じ込められた空気による背圧がフィルターのプライミングを遅らせ、最初の充填段階で乱流を引き起こす可能性がある。.
ゲーティング・システムにおけるポジショニング
| フィルター位置 | メリット | 制限事項 |
|---|---|---|
| スプルー・ベース | すべての介在物を早期にキャッチ | 高速金属到着、熱衝撃リスク |
| ランナーバー | 最も一般的なポジション。 | ロング・ランナーの金属冷却を考慮しなければならない |
| インゲートポジション | キャビティ直前の金属をろ過 | フィルター面積が小さく、単位面積当たりの流量が大きい。 |
| ライザーベース | 摂食期のフィルター | 充填に関連した欠陥にはあまり効果がない |
予熱フィルター
鉄や高温の鉄鋳物では、セラミック発泡フィルターを金型アセンブリに設置する前に200~400℃に予熱することで、最初の金属接触時の熱衝撃を軽減することができます。アルミニウム鋳造の場合、一般的に予熱は必要ありませんが、設置前に湿気や冷たい表面との接触を避けることで、熱衝撃によるひび割れを防ぐことができます。.
取り扱いと保管
- セラミック・フォーム・フィルターは、常に清潔な手袋を着用して取り扱うこと。.
- 元の包装のまま、周囲温度で乾燥した状態で保管すること。.
- 加重による破砕を防ぐため、1列に10枚以上のフィルターを積み重ねないこと。.
- 取り付け前に亀裂や損傷がないことを確認すること - 損傷したフィルターは廃棄すること。.
セラミックフォームフィルターと他のろ過方法の比較
セラミック・フォーム・フィルターが代替品よりも優れている点を理解することで、エンジニアは適切な仕様を決定することができます。.
比較表金属鋳造のろ過方法
| パラメータ | セラミック・フォーム・フィルター | 繊維質フィルター(グラスファイバー) | 押出セラミックフィルター | ストレーナーコア | フィルターなし |
|---|---|---|---|---|---|
| 温度限界 | 最高1760℃まで | 1000℃まで | 1600℃まで | 1500℃まで | 該当なし |
| 包含除去 | 素晴らしい | グッド | 中程度 | 可もなく不可もなく | なし |
| 流動抵抗 | 中程度 | 低い | 中・高 | 低・中程度 | なし |
| 乱流減衰 | 素晴らしい | 中程度 | 中程度 | 貧しい | なし |
| 耐熱衝撃性 | グッド・エクセレント | 貧しい | 中程度 | グッド | 該当なし |
| フィルター単価 | 中程度 | 低い | 低・中程度 | 非常に低い | なし |
| スチールに使用可能か? | あり(ジルコニア) | いいえ | 限定 | 限定 | はい |
| 捕獲表面積 | 非常に高い | 中程度 | 低い | 非常に低い | なし |
| 相対ろ過効率 | 100%リファレンス | 40-60% | 30-50% | 10-20% | 0% |
セラミック・フォームが需要の高い用途で勝つ理由
三次元の蛇行経路、高い比表面積、高温性能の組み合わせにより、セラミック発泡体は、清浄度が機械的性能に直接影響する鋳物にとって決定的な選択肢となります。代替濾過が好まれる唯一のシナリオは、発泡フィルタの圧力損失が充填を制限するような極めて高流量の用途です。このような場合は、押出ハニカムフィルタで代用できます。.
品質基準、試験、認証
適用される国際規格
| スタンダード | 組織 | スコープ |
|---|---|---|
| ISO 26910 | 国際標準化機構 | 金属鋳造用セラミックフォームフィルター - 要件 |
| ASTM C1674 | ASTM | 開気孔を有するアドバンストセラミックスの曲げ強度 |
| GB/T 25139 | 中国 GB | アルミニウム合金鋳造用セラミックフォームフィルター |
| GB/T 30840 | 中国 GB | 鋳鉄・鋳鋼用セラミック・フォーム・フィルター |
| EN 993-1 | ヨーロピアン | 高密度成形耐火物の物理試験 |
| JIS R 2412 | 日本語 | 溶融金属用セラミックフィルター製品 |
受入検査における主な品質検査
目視検査:
フィルターの100%は、ひび割れ、コーティングの不完全さ、気孔の閉塞、寸法の適合性を目視で検査する必要があります。大量の鋳造作業には、標準化されたライトテーブル検査セットアップを使用することを推奨します。.
寸法検証:
図面公差に対する寸法測定のため、受領したフィルターの5-10%を無作為にサンプリングする。.
圧縮強度試験:
ASTM C133または同等品による無作為サンプルロット試験。最低許容冷間圧縮強度は材料と用途によって異なる。.
毛穴数の検証:
サンプルフィルターの複数のセクションで標準化された細胞計数によるPPI定格の検証。公称定格から±2 PPIを超える変動は不合格の原因となる。.
熱衝撃試験:
重要な用途では、急激な温度変化サイクルにさらされたフィルターロットの事前認定熱衝撃試験により、実際の注入条件下での耐クラック性が確認される。.
こちらもお読みください:
調達ガイドサイズ、価格、サプライヤー評価
価格概要(2026年市場参考値)
| フィルタータイプ | サイズ範囲 | おおよその単価 |
|---|---|---|
| アルミナ、20~30 PPI | 50×50×22mm | $0.15-0.45 ドル |
| アルミナ、20~30 PPI | 100×100×22mm | $0.50-1.20 ドル |
| SiC、20~30 PPI | 100×100×22mm | $0.80-2.00ドル |
| ジルコニア、30 PPI | 100×100×22mm | $3.00-8.00 USD |
| ジルコニア、40 PPI | 150×150×25mm | $8.00-20.00 JPY |
| カスタムサイズ | 様々な | 30-100% プレミアム・オーバー・スタンダード |
価格は注文量、サプライヤーの地域、原材料の市況によって大きく変動する。.
サプライヤー評価の枠組み
セラミック発泡フィルターのサプライヤーを評価する際には、次のような基準構成を適用しています:
技術力:
- 提供する素材とPPIグレードの範囲。.
- 寸法範囲とカスタム能力。.
- 試験方法を公表している社内試験所。.
- 完全な特性リストを含む技術データシート。.
品質管理:
- ISO 9001の認証を最低限取得していること。.
- バッチトレーサビリティシステム。.
- 各出荷の適合証明書。.
- サンプリングと受入基準を定義。.
供給の信頼性:
- 地域倉庫または現地在庫の有無.
- 最低発注量の要件。.
- 標準およびカスタム製品のリードタイム。.
- 納入実績.
テクニカルサポート:
- アプリケーション・エンジニアリング・サポート能力.
- 鋳造試験と性能評価を行う意欲。.
- 公表されたケーススタディまたはアプリケーションの参考文献。.
よくある注文の間違い
- 温度検証を行わず、材料と PPI だけを指定すること: フィルターの定格最高使用温度と実際の注水温度を常に照らし合わせてください。.
- コスト削減のためにフィルター面積を小さくする: 鋳造に失敗した場合のコストは、正しいサイズのフィルターとサイズの小さいフィルターのコストの差をはるかに上回る。.
- 保管中の湿気を無視する: 湿ったセラミック・フィルターは、溶融金属に触れると爆発的に破壊される可能性がある。.
- 同一生産ロット内で異なるロットのフィルタータイプを混合すること: ロット間の特性の違いは、一貫性のない結果を引き起こす可能性がある。.
- フィルターシートのデザイン: どんなに優れたフィルターでも、設計の悪いシートでは性能が落ちる。.
よくある質問 (FAQ)
Q1: 金属鋳造におけるセラミックフォームフィルターの主な目的は何ですか?
主な目的は、溶融金属が鋳型キャビティに入る前に、非金属介在物(酸化物粒子、スラグ片、砂粒、耐火物浸食生成物)を溶融金属から除去することです。副次的ではあるが、同様に重要な機能は、乱れた金属流を滑らかな層流に変換し、鋳型充填中の新たな酸化物の形成を防止することである。これらの機能により、鋳造欠陥が減少し、完成部品の機械的特性が向上します。.
Q2: セラミックフォームフィルターは生産工程で再利用できますか?
セラミック・フォーム・フィルターは使い捨ての消耗品です。フィルターが溶融金属を通過すると、その孔は、捕獲された介在物と凝固した金属で部分的または完全に飽和する。フィルターを再利用しようとすると、捕獲された介在物に加えて、劣化したフィルター構造からの追加的な汚染に鋳物をさらすことになる。フィルターのコストは鋳物の価値のごく一部であるため、どのような生産状況においても再利用は経済的に正当化できない。.
Q3: アルミニウム鋳造に使用するPPIは何ですか?
自動車のサスペンション部品、エンジンブラケット、および同様の部品など、ほとんどの構造用アルミニウム鋳造用途では、20~30 PPIのアルミナセラミック発泡フィルターが、介在物除去と流量の最適なバランスを実現します。最高の清浄度を必要とする航空宇宙用途や安全性が重要な用途には、30~40 PPIが適切です。単純で非構造的な装飾鋳物には、10~20 PPIで十分な場合が多い。.
Q4: セラミックフォームフィルターと押出成形セラミックフィルターの違いは何ですか?
セラミック発泡フィルターは、レプリカ発泡法によって作られた三次元的で不規則な網目状の孔構造を持つ。この曲がりくねった経路が深いろ過を実現し、公称孔径よりも小さな介在物を捕捉します。押し出し成形セラミックフィルターには、ハニカム(蜂の巣)のような直線的で平行な流路があり、流路の開口部よりも大きな介在物を表面でふるい分けることしかできません。セラミックフォームフィルターは、微細な介在物の除去に非常に効果的ですが、押し出し成形の代替品よりも流動抵抗が高くなります。.
Q5: セラミック・フォーム・フィルターが効果的に機能したかどうかは、どうすればわかりますか?
鋳造後の評価方法には、鋳造後の断面の金属組織検査(介在物のカウントとサイズ測定)、フィルター位置の前後に採取した金属サンプルの減圧試験(K値)、アルミニウム鋳造作業におけるPoDFAまたはLAIS分析などがあります。より簡単な現場での指標は、鋳造後のフィルターを検査することです。目に見える介在物の蓄積を伴う重負荷のフィルター面は、活発な捕獲を確認します。.
Q6: 注入中にセラミック発泡フィルターが割れる原因は何ですか?
注湯中のひび割れは、冷間または室温のフィルターが高温の溶融金属に接触する際の熱衝撃が最も一般的な原因である。急激な温度上昇により熱勾配応力が発生し、フィルターの破断係数を超えてしまう。防止策としては、フィルターアセンブリを予熱すること、使用前にフィルターを完全に乾燥させること、鉄鋼用途には炭化ケイ素フィルター(耐熱衝撃性に優れる)を使用することなどが挙げられる。.
Q7: セラミック発泡フィルターは金属の温度に影響しますか?
はい、測定可能ですが管理可能な程度です。室温のセラミック発泡フィルターを通過する金属は、最初の注湯段階でフィルター塊にいくらかの熱エネルギーを奪われます。一般的な体積のアルミニウムの場合、この温度損失はフィルター全体で通常3~8℃です。金属の熱質量がはるかに大きい鉄や鋼の場合、その影響は比例して小さくなります。ほとんどの生産鋳造作業では、この温度低下は注湯温度仕様の中で説明されます。.
Q8: セラミック発泡フィルターは高圧ダイカスト(HPDC)に適していますか?
高圧ダイカストでは、射出速度と圧力(最大150MPa)がセラミック発泡構造を即座に破壊するため、標準的なセラミック発泡フィルターは使用されません。HPDCにおけるろ過は、真空システム、最適化されたゲート設計、脱気装置など、他の手段によって達成されます。セラミック発泡フィルターは、重力ダイカスト、低圧ダイカスト(LPDC)、インベストメント鋳造、砂型鋳造プロセスに適しています。.
Q9: セラミックフォームフィルターの廃棄による環境への影響は?
使用済みセラミック・フォーム・フィルターは固形産業廃棄物に分類される。鋳造後、フィルターには固化した金属介在物と、場合によっては少量の金属が含まれている。ほとんどの管轄区域では、それらは認可された施設で非有害産業廃棄物として処分される。一部の鋳物工場では、金属含有量の高い使用済みフィルターのリサイクルにより、残留金属価値を回収している。セラミック材料自体は化学的に安定しており、有害成分の溶出はないため、標準的な産業廃棄物規制の下では埋め立て処分は一般的に許容される。.
Q10:セラミック発泡フィルターは、特殊な形状やサイズにカスタマイズできますか?
はい。標準的な正方形と長方形のサイズが最も一般的で経済的ですが、セラミック発泡フィルターは、円形、楕円形、台形、その他のカスタム形状で製造できます。カスタムサイズの最小注文数量は、複雑さにもよりますが、通常500~2000個です。カスタム金型と初期生産のリードタイムは4~12週間です。非常に大量のカスタム・アプリケーションの場合、カスタム・サイジングの経済性は、通常、最初の生産年以内にツーリングへの投資を正当化します。.
結論
セラミックフォームフィルターは、最新の金属鋳造品質システムにおいて重要な位置を占めています。介在物を除去し、メタルフローを規則正しくし、鋳造の機械的特性を改善するその能力は、投資が直接かつ測定可能に製品品質を向上させ、スクラップコストを削減する数少ない消耗部品の一つとなっています。.
PPIの選定は、清浄度要件と使用可能なゲート圧のバランスを考慮する必要があります。フィルターのサイジングは、見積もりではなく計算で行う必要があります。総価値の計算には、スクラップ率の削減、加工歩留まりの改善、より清浄な鋳物に起因する保証クレームの削減を含める必要があります。.
AdTechでは、アルミニウム、鉄、鋼、特殊合金の各分野の鋳造工場や鋳造作業と協力しています。その経験から得た一貫した教訓は、正しく設置された仕様の良いセラミックフォームフィルターは、すべての鋳造サイクルで何倍もの利益をもたらすということです。.
