Choose the right PPI (pores per inch) based on alloy cleanliness, casting type, and flow requirements. Low PPI (10–20) offers higher flow and is ideal for heavy contamination or large castings. Medium PPI (30–40) balances filtration efficiency and flow, suitable for most applications. High PPI (50–60) provides finer filtration for high-quality, low-defect castings but reduces flow rate. Also consider metal head pressure, pouring speed, and gating design to avoid blockage while achieving optimal inclusion removal.
If your project requires the use of Ceramic foam Filter, you can contact us for a free quote.
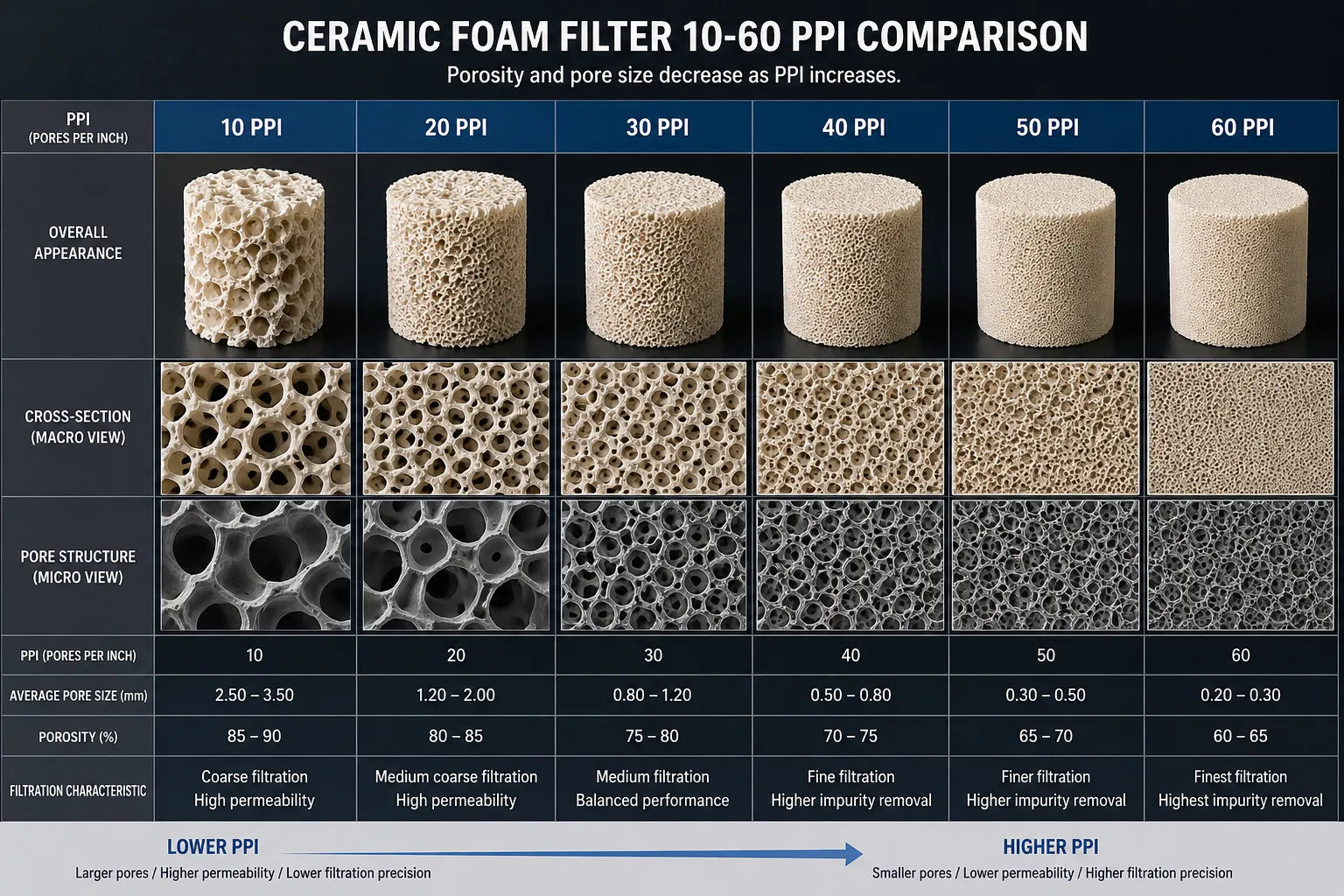
What Does PPI Mean in Ceramic Foam Filtration?
PPI stands for pores per inch — a count of the number of open cells measured linearly across one inch (25.4 mm) of a ceramic foam filter face. A 10 ppi filter has approximately 10 cells per linear inch, each cell measuring roughly 2.5 mm across. A 50 ppi filter has approximately 50 cells per inch, with individual cell dimensions around 0.5 mm. The PPI rating is the primary specification that determines a filter’s filtration capability, flow resistance, and inclusion-holding capacity.
The concept is straightforward in principle. In practice, the translation from PPI number to actual filtration performance involves several variables that make PPI selection a nuanced engineering decision rather than a simple lookup.
How PPI Is Measured and Why It Varies Between Suppliers
The PPI measurement is performed by counting cell openings along a straight line across the filter face under low magnification. This sounds simple, but cell size distribution within a given PPI-rated product varies between manufacturers. Two suppliers both claiming “30 ppi” may produce filters with noticeably different average cell sizes, different cell size distributions, and consequently different filtration performance.
Published research from the Norwegian University of Science and Technology (NTNU) on ceramic foam filter characterization — including work by Sandnes, Engh, and colleagues — has consistently demonstrated that the nominal PPI rating is an imprecise specification. Their measurements showed that actual cell count in commercial 30 ppi filters from different manufacturers ranged from 26 to 34 cells per inch, with corresponding variation in hydraulic diameter of the cells.
This measurement variability has a practical consequence: when switching suppliers at the same PPI rating, filtration performance may change. At AdTech, we account for this by specifying our filters using both PPI rating and minimum compressive strength, which provides a proxy for cell structure consistency.
PPI vs. Pore Size: The Technical Relationship
The individual pore throat diameter — the narrowest constriction that a particle must pass through in the filter’s reticulated structure — is distinct from the cell size. Pore throat diameter is typically 30–50% of the mean cell diameter. For a 30 ppi filter with a mean cell diameter of approximately 0.85 mm, the typical pore throat diameter is approximately 0.28–0.43 mm.
This distinction matters because the smallest inclusion that can be captured by pure straining (mechanical interception at pore throats) is approximately equal to the pore throat diameter. Inclusions smaller than the pore throat require surface adhesion and diffusion mechanisms for capture — which is why ceramic foam filters capture inclusions significantly smaller than their nominal pore size, but with progressively lower efficiency as inclusion size decreases.
Standard PPI Range in Aluminum Foundry Practice
| PPI Rating | Approx. Cell Size | Approx. Pore Throat Diam. | Market Position | Typical Metal Volume per Filter* |
|---|---|---|---|---|
| 10 ppi | 2.5 mm | 0.75–1.25 mm | Pre-filter, coarse removal | Very High (>3000 kg) |
| 20 ppi | 1.3 mm | 0.39–0.65 mm | General casting, standard | High (1500–3000 kg) |
| 30 ppi | 0.85 mm | 0.26–0.43 mm | Most common industrial grade | Moderate (800–1500 kg) |
| 40 ppi | 0.63 mm | 0.19–0.32 mm | High cleanliness applications | Moderate-Low (400–800 kg) |
| 50 ppi | 0.50 mm | 0.15–0.25 mm | Demanding cleanliness | Low (200–400 kg) |
| 60 ppi | 0.42 mm | 0.13–0.21 mm | Ultra-clean applications | Very Low (<200 kg) |
Per standard 9″ × 9″ × 2″ (229 × 229 × 50 mm) filter at typical aluminum casting flow rates and moderate inclusion loading.

How Does PPI Affect Inclusion Removal Efficiency?
The relationship between PPI rating and inclusion removal efficiency is one of the most frequently misunderstood aspects of aluminum filtration technology. Many engineers assume that higher PPI always means better filtration. This is true for straining-dominated capture of larger inclusions, but the complete picture is more complex.
The Three Capture Mechanisms and Their PPI Dependence
Mechanical straining (sieving): Inclusions larger than the pore throat diameter cannot pass through and are captured at the first pore they encounter. This mechanism is highly PPI-dependent — a 50 ppi filter has pore throats approximately 3× smaller than a 20 ppi filter and will strain particles of correspondingly smaller size.
Surface adhesion (depth filtration): Inclusions smaller than the pore throat diameter but above approximately 5 microns are captured when inertia carries them into contact with the alumina strut surface, where van der Waals adhesion forces retain them. This mechanism is moderately PPI-dependent — more surface area per unit volume (from finer pore structure) increases the probability of contact.
Brownian diffusion: For very fine inclusions below approximately 1 micron, random thermal motion causes them to contact strut surfaces. This mechanism is slightly PPI-dependent but also strongly dependent on metal residence time in the filter, which is related to flow velocity rather than PPI alone.
Published Data on PPI vs. Filtration Efficiency
Research published in the journal Metallurgical and Materials Transactions B by Voigt, Johansen, and Engh (using LiMCA measurement methodology to quantify aluminum melt cleanliness) found the following inclusion count reduction rates for standard commercial ceramic foam filters at typical casting velocities:
| PPI Rating | Inclusions >15 μm Reduction | Inclusions 5–15 μm Reduction | Inclusions <5 μm Reduction |
|---|---|---|---|
| 20 ppi | 70–80% | 45–60% | 25–40% |
| 30 ppi | 82–92% | 60–75% | 35–52% |
| 40 ppi | 90–97% | 72–85% | 48–65% |
| 50 ppi | 95–99% | 82–93% | 60–75% |
| 60 ppi | >99% | 88–96% | 68–80% |
These values reflect typical commercial filter performance under normal foundry conditions. Actual performance in a specific installation depends on metal flow velocity, temperature, and inclusion type.
Diminishing Returns at Higher PPI
The efficiency improvement from increasing PPI is not linear — it exhibits diminishing returns. Moving from 20 ppi to 30 ppi delivers approximately 12–15 percentage points of additional efficiency for medium inclusions (5–15 μm). Moving from 40 ppi to 50 ppi delivers only 8–10 additional percentage points for the same inclusion range. Meanwhile, the flow resistance increases by approximately 35–45% for each step up in PPI rating.
This diminishing returns profile is why most well-engineered filtration systems cap at 40–50 ppi for single-stage filtration rather than specifying the finest available grade. The flow resistance penalty at 60 ppi typically outweighs the incremental filtration benefit in most production casting scenarios.
How Inclusion Depth Loading Affects PPI Performance Over Time
A critical but often overlooked aspect of PPI selection is how filtration efficiency changes as the filter collects inclusions during a casting campaign. Research from Laé, Durand, and Thibault at the Institut National Polytechnique de Grenoble showed that ceramic foam filters exhibit a characteristic efficiency evolution:
Phase 1 (filter priming, 0–5% of campaign): Efficiency is at its lowest point. The clean filter surface has not yet developed the initial inclusion layer that improves adhesion for subsequent inclusions. LiMCA data from the downstream side typically shows a brief elevated inclusion count during this period.
Phase 2 (steady filtration, 5–80% of campaign): Efficiency rises and stabilizes as captured inclusions fill some pore volume, creating a finer effective filtration medium. This is the productive period of the filter campaign.
Phase 3 (pre-breakthrough, 80–100% of campaign): As the filter approaches capacity, efficiency may either remain stable (if the filter is managed conservatively) or begin to decline as metal channels through partially filled pores. Experienced casting operators recognize this phase by rising metal head upstream of the filter.
This evolution means that a 30 ppi filter at 50% campaign completion often outperforms a fresh 30 ppi filter. PPI selection should account for where the filter will be in its campaign for the most critical portion of each casting run.
What PPI Rating Is Right for Each Aluminum Alloy Family?
Alloy composition is one of the two most important variables in PPI selection (the other being end-use quality requirements). Different alloy families generate different inclusion types, sizes, and quantities.
1xxx Series (Pure Aluminum, Electrical Conductor Grade)
Electrical conductor (EC) grade aluminum (1350, 1370) demands the highest cleanliness standards among commodity alloys because non-metallic inclusions directly impair electrical conductivity and wire-drawing performance. Inclusions in EC-grade aluminum are predominantly alumina films (Al₂O₃) generated during remelting and casting, with sizes typically ranging from 5 to 100 microns.
Recommended PPI: 40–50 ppi, combined with inline degassing upstream.
Rationale: EC-grade wire must pass through extremely small drawing dies (down to 0.05 mm for fine magnet wire). A single inclusion above approximately 50 microns can break the wire during drawing, causing costly downtime at the wire mill. The conductivity specification (minimum 61.0% IACS per IEC 60889) also demands low impurity levels that indirectly require clean metal. Research from Alcan (now Rio Tinto Aluminium) published in Light Metals 2003 documented that wire break frequency in drawn rod was reduced by 62% when filtration was upgraded from 30 ppi to 40 ppi.
3xxx Series (Aluminum-Manganese Alloys)
3xxx alloys (3003, 3004, 3105) are widely used in beverage can sheet, building products, and heat exchanger stock. The primary inclusion types are alumina films, manganese-containing intermetallic particles, and iron-silicon particles from scrap recycling.
Recommended PPI: 30 ppi for standard beverage can body stock; 30–40 ppi for high-quality fin stock and heat exchanger applications.
Rationale: Surface quality requirements for beverage can sheet are demanding — inclusions above approximately 50 microns create visible surface defects during rolling and forming. Standard 30 ppi filtration achieves adequate removal of these larger inclusions. For fin stock that undergoes severe thinning during rolling (to final gauges below 0.1 mm), 40 ppi is appropriate.
5xxx Series (Aluminum-Magnesium Alloys)
5xxx alloys (5052, 5083, 5182) present a specific filtration challenge because magnesium content increases the rate of oxide film generation. Magnesium oxidizes more readily than aluminum at melt temperatures, forming MgO and spinel (MgAl₂O₄) inclusions in addition to Al₂O₃. For alloys with Mg above 3%, the inclusion generation rate can be 3–5 times higher than for low-magnesium alloys.
Recommended PPI: 30 ppi for Mg <2%; 30–40 ppi for Mg 2–4%; 40 ppi for Mg >4% with appropriate filter box sizing for higher inclusion loading.
Rationale: The higher inclusion load from elevated Mg content means that finer filters (>40 ppi) block more rapidly, shortening campaign life. Balancing filtration efficiency against campaign duration often favors 30–40 ppi rather than the finest available grade. Filter box sizing (surface area per unit of metal flow) becomes more important than PPI selection alone in high-Mg alloy filtration.
6xxx Series (Aluminum-Magnesium-Silicon Alloys)
6xxx alloys (6061, 6063, 6082) are extensively used in automotive extrusion, structural profiles, and billet for forging. These alloys generate alumina films, MgO, and occasionally grain refiner (TiB₂) agglomerates as primary inclusion types.
Recommended PPI: 30 ppi for standard extrusion billet; 40 ppi for automotive structural applications and aerospace-grade billet.
Rationale: Extrusion billet for standard architectural profiles can tolerate moderate inclusion levels without visible surface defects in the extruded product. Automotive structural applications (crash management, body-in-white) require higher cleanliness for fatigue life reliability. Research from the European Aluminum Association’s AMAG study (published 2019) found that fatigue life in 6082 T6 specimens increased by 23% when filtration was upgraded from 30 ppi to 40 ppi, attributed to reduced large inclusion population acting as fatigue crack initiation sites.
7xxx Series (Aluminum-Zinc-Magnesium-Copper Alloys)
7xxx alloys (7050, 7075, 7475) represent the most demanding category for filtration because they are used almost exclusively in aerospace structural applications where fatigue, fracture toughness, and stress corrosion resistance specifications are extremely tight. Inclusions in 7xxx alloys include MgO, MgAl₂O₄, Al₂O₃ films, and NaCl/KCl salt residues from fluxing.
Recommended PPI: 40–50 ppi, typically in a two-stage system with deep bed filtration (tabular alumina) as a final polishing stage for the most critical aerospace applications.
Rationale: Aerospace specifications (AMS 2772, Airbus ABS2728, Boeing BMS specifications) require that critical structural forgings and plate products be virtually free of inclusions above approximately 20–30 microns. Single-stage ceramic foam filtration at 40–50 ppi removes the majority of these inclusions. For the highest specification applications (fracture toughness critical components), deep bed filtration downstream of CFF is specified.
Alloy Family PPI Selection Reference Table
| Alloy Series | Representative Alloys | Primary Inclusion Types | Standard PPI | Premium/Critical PPI | Notes |
|---|---|---|---|---|---|
| 1xxx (EC grade) | 1350, 1370 | Al₂O₃ films | 40 | 50 | Wire break sensitivity |
| 1xxx (other) | 1100, 1200 | Al₂O₃ films | 30 | 40 | Less critical than EC |
| 2xxx (Al-Cu) | 2024, 2219 | Al₂O₃, CuAl₂ particles | 40 | 50 | Aerospace applications |
| 3xxx | 3003, 3004, 3105 | Al₂O₃, Fe-Si particles | 30 | 40 | Can sheet vs. fin stock |
| 5xxx (<2% Mg) | 5005, 5052 | Al₂O₃, MgO | 30 | 40 | — |
| 5xxx (>2% Mg) | 5083, 5182, 5754 | Al₂O₃, MgO, spinel | 30–40 | 40 | Higher inclusion load |
| 6xxx (extrusion) | 6063, 6005A | Al₂O₃, MgO, TiB₂ | 30 | 40 | Profile surface quality |
| 6xxx (automotive) | 6061, 6082 | Al₂O₃, MgO | 40 | 50 | Fatigue life critical |
| 7xxx (structural) | 7050, 7075 | Al₂O₃, MgO, spinel | 40 | 50 + deep bed | Aerospace specification |
| A380, A356 (die cast) | A380, A356 | Al₂O₃, Fe-Si, porosity | 20–30 | 30 | Flow rate constraint |
For filtering high-purity aluminum alloy products, we recommend using our phosphate free ceramic foam filter.
How Do Casting Quality Requirements Determine PPI Selection?
The end-use application of the casting sets a quality ceiling that the filtration system must meet. Identifying the critical quality attribute of the product — rather than applying a generic cleanliness target — allows a precisely calibrated PPI selection rather than defaulting to the finest available grade.
Quality-Driven PPI Selection Framework
Structural integrity (fatigue life, fracture toughness): Inclusions above approximately 20–50 microns act as stress concentration sites for fatigue crack initiation. Research by Murakami and Endo (published in Engineering Fracture Mechanics, 1994, and confirmed in subsequent aluminum-specific studies) established that fatigue life is inversely proportional to the square root of the projected area of the largest inclusion at the fracture origin. The implication: reducing the maximum inclusion size by 50% can theoretically double fatigue life. For applications where structural integrity is critical, specify PPI selection based on the maximum tolerable inclusion size rather than average cleanliness.
Surface quality after rolling or extrusion: Surface inclusions above approximately 30–100 microns (depending on alloy and process) create visible surface defects in rolled sheet or extruded profiles. For aluminum automotive visible surfaces, the defect threshold is approximately 50 microns. This maps to 40 ppi as the minimum specification in most automotive exterior sheet applications.
Electrical conductivity (EC-grade): Inclusions up to approximately 5–10 microns contribute minimally to conductivity reduction. Inclusions above this size that are aligned in the drawing direction create disproportionate conductivity degradation. The 40–50 ppi specification for EC-grade primarily targets larger inclusions (>30 microns) rather than ultra-fine particles.
Pressure tightness (hydraulic and pneumatic components): Inclusions at the surface of machined bores can cause porosity-connected leak paths. For hydraulic valve bodies and similar pressure-tight castings, surface inclusion density is more critical than bulk inclusion count. This typically maps to 30–40 ppi depending on the wall thickness and pressure requirement.
Pressure tightness threshold: Components rated above 200 bar hydraulic pressure typically require 40 ppi minimum. Components rated 50–200 bar are adequately served by 30 ppi. Below 50 bar, 20–30 ppi is generally sufficient.
End-Use Application PPI Selection Table
| End-Use Application | Critical Quality Attribute | Max Tolerable Inclusion Size | Recommended PPI |
|---|---|---|---|
| Aerospace structural forgings | Fatigue life, fracture toughness | 20–30 μm | 40–50 + deep bed |
| Automotive crash structures | Impact energy absorption | 40–60 μm | 40 |
| Automotive visible body panels | Surface finish after forming | 30–50 μm | 40 |
| Beverage can body stock | Deep drawing without tearing | 50–80 μm | 30 |
| Electrical conductor rod (EC) | Wire break frequency, conductivity | 30–50 μm | 40–50 |
| Building extrusion profiles | Surface appearance | 80–120 μm | 30 |
| High-pressure hydraulic castings | Pressure tightness | 40–60 μm | 40 |
| Standard die castings | Surface appearance, dimensional | 100–150 μm | 20–30 |
| Marine alloy plate (5083) | Corrosion resistance uniformity | 50–80 μm | 30–40 |
| Heat exchanger fin stock | Rolling uniformity, thinning | 30–50 μm | 40 |
| Architectural extrusion (anodized) | Anodize surface quality | 40–60 μm | 30–40 |
| Capacitor foil (high-purity) | Electrical uniformity | 10–20 μm | 50–60 |
How Does Metal Flow Rate Interact With PPI Choice?
Metal flow rate is the third leg of the PPI selection triangle, and it is the one most frequently under-weighted in specification decisions. An incorrectly sized filter in terms of flow rate produces problems that mimic PPI selection errors, causing engineers to chase filtration efficiency improvements when the actual issue is hydraulic design.
The Flow Rate-PPI-Head Loss Relationship
As metal flows through a ceramic foam filter, it creates a pressure drop (head loss) across the filter. This head loss, measured in millimeters of metal column, increases with:
- Flow velocity (approximately proportional to velocity squared at typical casting speeds).
- PPI rating (finer pores create more hydraulic resistance).
- Filter loading state (partially blocked filters have higher resistance).
The relationship between PPI and hydraulic resistance was characterized by Acosta, Castillejos, and Hernandez in Metallurgical Transactions B (1995), who established that flow resistance scales approximately with the square of the PPI rating. Moving from 20 ppi to 40 ppi approximately quadruples the hydraulic resistance at equivalent flow velocity.
In practical terms: a filtration system designed for a 30 ppi filter will experience approximately 1.5–2× higher head loss when a 40 ppi filter is substituted without redesigning the system. If the available metal head in the launder system is insufficient to drive metal through the finer filter at the required casting speed, metal flow will slow, the casting temperature will drop, and cold shut defects may appear in the product.
Calculating Required Filter Area for Target Flow Rate
The relationship between filter face area and acceptable metal flow rate:
Required filter area (cm²) = Metal flow rate (kg/min) / Maximum specific filtration rate (kg/min·cm²)
Maximum specific filtration rate depends on PPI and alloy:
| PPI Rating | Max Specific Filtration Rate (kg/min·cm²) | Notes |
|---|---|---|
| 20 ppi | 0.12–0.18 | High flow, lower efficiency |
| 30 ppi | 0.08–0.12 | Balanced for most applications |
| 40 ppi | 0.05–0.08 | Moderate flow, high efficiency |
| 50 ppi | 0.03–0.05 | Low flow, very high efficiency |
| 60 ppi | 0.02–0.03 | Very low flow, ultra-high efficiency |
Worked example: A billet casting operation pours at 1200 kg/hour (20 kg/min) through a single filter. Using 30 ppi with maximum specific rate of 0.10 kg/min·cm²: Required area = 20/0.10 = 200 cm². A standard 229 × 229 mm (9″ × 9″) filter has a face area of approximately 524 cm², providing a comfortable safety factor of 2.6×.
If the same operation specified 50 ppi: Required area = 20/0.04 = 500 cm². The 9″ × 9″ filter (524 cm²) barely meets the requirement with essentially no safety factor. Any increase in inclusion loading would cause premature blocking, and any cold metal start would create a momentary flow crisis. In this case, moving to a 15″ × 15″ filter (1452 cm²) with 50 ppi would be the correct design — maintaining the efficiency of fine filtration without the flow restriction problem.
Filter Box Design Implications
The interaction between PPI and flow rate means that changing PPI without revisiting filter box design is a common source of unexpected problems. When AdTech supports customers transitioning from one PPI grade to another, we always review:
- Available metal head (height of metal column available to push metal through the filter).
- Filter face area and its relationship to peak metal flow rate.
- Launder geometry upstream and downstream of the filter box (flow distribution).
- Metal temperature management (higher head loss requires more temperature margin to prevent freezing at slow-flowing filter face areas).
Two-Stage Filtration: When Does Using Multiple PPI Grades Make Sense?
Two-stage ceramic foam filtration — using two filters in series at different PPI ratings — is a well-established technique in demanding aluminum casting applications. Understanding when it genuinely improves outcomes versus when it adds cost and complexity without proportional benefit is important.
The Logic of Two-Stage Filtration
A coarser filter (lower PPI) placed upstream of a finer filter (higher PPI) captures large inclusions before they reach and prematurely load the fine filter. This extends the campaign life of the fine filter and allows the downstream filter to operate at higher efficiency on the reduced inclusion load it receives.
Research by Bao, Tao, and Yao at the Shanghai Jiao Tong University (Light Metals 2018) quantified the campaign life extension from two-stage filtration: a 20 ppi + 40 ppi series system processed 38% more metal volume before breakthrough compared to a single 40 ppi filter of equivalent total face area. The efficiency of the 40 ppi downstream filter, measured by LiMCA, was also 8–12% higher at mid-campaign compared to the single-stage equivalent, attributed to lower pore loading allowing better depth filtration.
When Two-Stage Filtration Is Worth the Investment
Two-stage filtration justifies the additional filter cost, filter box space, and operational complexity when:
The metal inclusion load is high: High-scrap-content melt, alloys above 3% Mg, or operations without adequate upstream degassing and fluxing generate high inclusion loads that will rapidly block a single fine filter.
The quality requirement demands fine filtration but the flow rate constraint limits single-stage finer PPI: Two stages allow higher total filtration area without the hydraulic resistance of a single fine filter.
The casting campaign is long: Long continuous casting campaigns (producing aerospace billet runs or large DC casting operations) benefit from the extended campaign life of two-stage systems, reducing filter change frequency and the associated casting interruptions.
The downstream product is the most demanding aerospace or EC-grade specification: When the quality target genuinely requires 95%+ removal of inclusions above 10 microns, a single-stage ceramic foam filter at any PPI rating cannot consistently achieve this. The two-stage approach (typically 20 ppi + 40 ppi or 30 ppi + 50 ppi, sometimes followed by deep bed filtration) is the engineering solution.
Recommended Two-Stage PPI Combinations
| Application | Stage 1 (Upstream) | Stage 2 (Downstream) | Expected Efficiency Improvement vs. Single Stage |
|---|---|---|---|
| Standard billet, high scrap content | 20 ppi | 30 ppi | 15–25% efficiency, 30–40% longer campaign |
| Automotive extrusion billet | 20 ppi | 40 ppi | 20–30% efficiency, 35–45% longer campaign |
| EC-grade rod | 20 ppi | 40 ppi | 22–32% efficiency, 35–50% longer campaign |
| Aerospace billet (pre-deep bed) | 20 ppi | 40–50 ppi | 25–35% efficiency |
| High-Mg alloy (>4% Mg) | 20 ppi | 30 ppi | 20–30% campaign life, prevents premature blocking |
Real-World Case Study: PPI Selection Optimization at an Automotive Billet Caster
Background: A 6082 Aluminum Billet Producer in South Korea, 2023
Company profile: A mid-sized aluminum billet casting facility in Gyeonggi Province, South Korea, producing 6082-T6 billet for automotive structural forging. Monthly production volume: approximately 800 metric tons of 6082 alloy billet in diameters of 152 mm and 203 mm. The downstream customer: a Tier 1 automotive forging supplier producing suspension components for Korean OEM vehicle programs.
The customer’s pain point: Beginning in Q1 2023, the downstream forging customer began reporting elevated rejection rates on machined forgings — specifically, ultrasonic testing (UT) rejections triggered by indications in the 3–5 mm depth range on final-machined components. The rejection rate climbed from a baseline of 0.3% to 2.1% over six months, a 7× increase that triggered a formal supplier corrective action request (SCAR). The billet producer was using 30 ppi ceramic foam filters in a single-stage system, with their existing filter supplier’s product.
Root cause investigation: AdTech’s application engineering team was engaged in July 2023 to conduct a filtration system audit. Using PoDFA (Porous Disk Filtration Apparatus) sampling upstream and downstream of the existing filter, we quantified the inclusion population. Key findings:
- Upstream inclusion content: 0.42 mm²/kg (PoDFA area measurement), with 68% of inclusions classified as alumina films in the 20–80 micron range.
- Downstream (post-30 ppi filter) inclusion content: 0.11 mm²/kg.
- Calculated single-stage 30 ppi efficiency: approximately 74% by area.
- Large inclusion tail (>50 microns): 18% removal rate — significantly below the 85%+ achieved by correctly specified 30 ppi filtration in comparable facilities.
- Metallographic examination of rejected forgings confirmed large alumina film inclusions (60–120 microns) at UT indication sites.
The problem diagnosis: The existing 30 ppi filter was undersized relative to the metal flow rate. The casting operation poured at an average rate of 28 kg/min, but the filter box was designed for a 178 × 178 mm (7″ × 7″) filter — a face area of approximately 317 cm². The resulting specific filtration rate was 0.088 kg/min·cm², at the upper end of the acceptable range for 30 ppi and causing elevated metal velocity through the filter. High velocity reduced inclusion contact time with the filter strut surfaces and caused re-entrainment of previously captured inclusions in the upper filter layers.
AdTech’s solution — implemented September 2023:
- Filter box redesign: Replaced the 7″ × 7″ filter box with a new AdTech-designed 9″ × 9″ (229 × 229 mm) filter box, increasing filter face area from 317 cm² to 524 cm² — a 65% area increase. This reduced the specific filtration rate to 0.053 kg/min·cm², well within the optimal operating range.
- PPI upgrade to 40 ppi: With the flow rate per unit area now within specification, upgrading from 30 ppi to 40 ppi was viable without hydraulic penalty. The larger filter box and finer PPI combination was designed to achieve inclusion removal efficiency above 90% for inclusions in the 20–80 micron range.
- Upstream process improvement: AdTech recommended and the customer implemented improved dross skimming practices in the holding furnace, reducing the upstream inclusion load by approximately 25% before the metal reached the filter.
- Filter quality upgrade: The customer switched from their previous filter supplier to AdTech’s phosphate-free 40 ppi alumina ceramic foam filter, eliminating the phosphorus contamination risk that had also been identified as a secondary concern for EC-grade downstream products.
Results — measured January 2024 (four months post-implementation):
- Post-filter inclusion content: 0.038 mm²/kg (vs. previous 0.11 mm²/kg) — a 65% reduction
- Large inclusion tail (>50 microns): 97% removal rate (vs. previous 18%)
- Downstream forging UT rejection rate: returned to 0.2% — below the pre-problem baseline of 0.3%
- Filter campaign life: increased from an average of 680 kg per filter to 920 kg per filter (35% improvement), attributable to the lower specific filtration rate and improved upstream cleanliness
- Customer SCAR: closed with verified corrective action in February 2024
- Annual filter cost impact: Filter unit cost increased by approximately 22% (40 ppi vs. 30 ppi, plus larger size), but filter campaign life improvement offset this, resulting in net filter cost per metric ton of billet produced that was essentially unchanged
This case illustrates a principle we encounter repeatedly in filtration consulting: PPI selection cannot be optimized in isolation. Flow rate, filter area, upstream inclusion loading, and filter quality must all be addressed together to achieve the target filtration performance.
Common PPI Selection Mistakes and How to Avoid Them
Mistake 1: Selecting PPI Based Only on the Alloy, Ignoring Flow Rate
The most common error. An engineer specifies 40 ppi based on the alloy’s sensitivity, but the existing filter box and launder design cannot handle the increased flow resistance. Metal flow slows, casting temperature drops, and cold shut defects or surface cracking appear in the product. The engineer concludes that 40 ppi “doesn’t work” and reverts to 30 ppi.
Prevention: Always calculate the specific filtration rate (kg/min·cm²) for the proposed filter size and PPI combination before specifying. Verify that available metal head is sufficient to drive the target flow rate through the filter with the chosen PPI.
Mistake 2: Specifying Finer PPI Without Considering Campaign Life
Higher PPI filters have lower inclusion-holding capacity because the finer pore structure becomes blocked by fewer total inclusions. An operation with high inclusion loading — high scrap content, inadequate upstream degassing, poor dross removal — will block a 50 ppi filter in a fraction of the time compared to 30 ppi. If filter changes require casting interruptions, very frequent blocking creates more quality risk (from the temperature instability during restarts) than the coarser filter it replaced.
Prevention: Estimate filter campaign life before specifying. If the calculation shows campaign life less than the minimum acceptable casting run length for your operation, either reduce inclusion loading upstream, increase filter area (to increase total inclusion-holding capacity), reduce PPI to a grade with higher capacity, or switch to two-stage filtration.
Mistake 3: Treating PPI as a Fixed Specification Across All Products in a Mixed Facility
Many aluminum casting facilities produce multiple alloys on the same casting line. A single PPI specification applied to all products will be optimal for none of them. High-Mg 5xxx alloys run on 30 ppi should switch to 40 ppi when the line transitions to 6xxx automotive billet, and vice versa.
Prevention: Develop a product-specific filtration matrix that specifies PPI (and filter size) for each alloy produced on each casting line. This adds a small amount of operational complexity but prevents both over- and under-filtering across the product mix.
Mistake 4: Not Verifying Filter Quality at the Specified PPI
As noted above, nominal PPI rating varies between suppliers. A supplier claiming “30 ppi” may be delivering product with effective cell sizes equivalent to 25 ppi or 35 ppi. Without chemical and physical property verification, the PPI specification on the purchase order does not guarantee the filtration performance.
Prevention: Require batch test certificates from filter suppliers including compressive strength, dimensional verification, and chemical composition. For critical applications, conduct periodic PoDFA or LiMCA filtration efficiency verification.
PPI Selection Decision Framework and Quick-Reference Tables
Step-by-Step PPI Selection Process
Step 1: Identify the alloy family and its primary inclusion types (see alloy table above)
Step 2: Identify the end-use quality requirement and map it to a maximum tolerable inclusion size (see quality requirements table above)
Step 3: Determine the metal flow rate through the filter (kg/min)
Step 4: Calculate the required filter face area: Required area (cm²) = Flow rate (kg/min) / Max specific filtration rate for candidate PPI (from table above)
Step 5: Compare the required filter area to available filter sizes. Select the nearest standard size that provides at least 20% safety margin above the minimum required area
Step 6: Assess the inclusion loading of the incoming metal (based on upstream process control, scrap ratio, and degassing effectiveness) and estimate campaign life at the chosen PPI and filter area
Step 7: Confirm that campaign life is adequate for the casting schedule. If not, evaluate two-stage filtration or upstream improvements
Step 8: Verify that the available metal head in the launder system is sufficient to drive the target flow rate through the chosen filter and PPI combination
Complete PPI Quick-Selection Table for 2026
| Scenario | Alloy | End-Use | Flow Rate | Recommended PPI | Filter Size | Two-Stage? |
|---|---|---|---|---|---|---|
| Standard extrusion billet | 6063 | Architectural profile | Low-Medium | 30 ppi | 9″ × 9″ | No |
| Automotive extrusion billet | 6082 | Structural crash component | Medium | 40 ppi | 9″ × 9″ | Optional |
| EC-grade rod production | 1350 | Electrical conductor wire | Medium-High | 40 ppi | 9″ × 9″ to 15″ × 15″ | Recommended |
| Aerospace billet | 7075 | Structural forging | Low-Medium | 40–50 ppi | 15″ × 15″ | Yes + deep bed |
| Beverage can sheet | 3004 | Can body stock | High | 30 ppi | 9″ × 9″ or 15″ × 15″ | No |
| High-Mg marine plate | 5083 | Marine structure | Medium | 30–40 ppi | 9″ × 9″ | Optional |
| Die casting alloy | A380 | Automotive die casting | High | 20–30 ppi | 7″ × 7″ to 9″ × 9″ | No |
| High-purity capacitor foil | 1xxx pure | Capacitor film | Low | 50–60 ppi | 9″ × 9″ to 15″ × 15″ | Yes |
| Recycled content billet | Mixed 6xxx | Mixed applications | Variable | 30 ppi upstream / 40 ppi downstream | Two-stage system | Yes |
| Standard DC billet | 6061 | General machined parts | Medium | 30 ppi | 9″ × 9″ | No |
Frequently Asked Questions About PPI Selection for Aluminum Foundry Filtration
1: What PPI ceramic foam filter should I use for 6061 aluminum billet?
For standard 6061 billet destined for general machining applications, 30 ppi is the correct starting specification. 6061 generates moderate inclusion loads — primarily alumina films and MgO from the 1% Mg content — and standard 30 ppi ceramic foam filtration achieves 80–92% removal of inclusions above 20 microns, which is sufficient for most machining applications. For 6061 billet destined for aerospace forgings, fatigue-critical automotive components, or anodized architectural products where surface pitting is unacceptable, upgrade to 40 ppi. Verify that the filter area provides a specific filtration rate below 0.10 kg/min·cm² to avoid premature blocking or efficiency reduction from high flow velocity. Using AdTech’s 30 ppi or 40 ppi phosphate-free alumina filters eliminates the phosphorus contamination risk associated with conventional phosphate-bonded filters.
2: What is the difference between 30 ppi and 40 ppi ceramic foam filters in terms of actual filtration performance?
Moving from 30 ppi to 40 ppi improves removal of medium inclusions (5–20 μm) by approximately 10–15 percentage points, and removal of large inclusions (>30 μm) by approximately 5–8 percentage points. For inclusions above 50 microns — which are the primary cause of most surface defects, wire breaks, and fatigue failures — 30 ppi already achieves 85–92% removal under optimized conditions, while 40 ppi achieves 95–98%. The performance difference is meaningful but not transformative for large inclusions. The significant difference is at the 10–30 micron range where 30 ppi achieves 65–80% removal and 40 ppi achieves 78–90%. The trade-off is that 40 ppi creates approximately 40–50% more flow resistance than 30 ppi at equivalent velocity, meaning the filter box must be adequately sized to maintain the required metal flow without excessive head loss.
3: Can I use a higher PPI filter to compensate for inadequate upstream degassing or fluxing?
No — increasing PPI rating is not an effective substitute for proper upstream degassing and flux treatment. Degassing removes dissolved hydrogen that forms porosity in solidified castings, a defect mechanism that ceramic foam filters cannot address regardless of PPI rating. Flux treatment promotes inclusion agglomeration, making inclusions larger and therefore easier to capture; without this treatment, the fine inclusion distribution that remains in poorly treated metal is also the least efficiently captured by any PPI grade. The correct sequence is: adequate degassing and fluxing first, then appropriately specified ceramic foam filtration. Using 50 ppi or 60 ppi in an attempt to compensate for poor upstream treatment will result in rapid filter blocking, casting flow problems, and ongoing quality issues despite the fine filtration. Address the upstream process, then optimize PPI selection.
4: How do I know if my current PPI selection is causing premature filter blocking?
The primary indicator of premature blocking is rising metal head upstream of the filter box at a faster rate than expected for the metal volume processed. If a filter that historically lasted 900 kg of metal is now blocking at 500 kg without a change in casting practice, premature blocking from excess inclusion load or insufficient filter area is the likely cause. Additional indicators include: visible metal level buildup in the launder upstream of the filter box during the casting run, decreased casting flow rate at constant metal head, and PoDFA samples showing higher-than-expected upstream inclusion concentrations compared to previous campaigns. Conduct systematic monitoring of metal head versus cumulative metal volume through the filter for several campaigns to establish a baseline blocking curve — deviations from this baseline indicate process changes requiring investigation.
5: Is it possible to use 20 ppi filters as a cost-saving measure for standard aluminum casting?
20 ppi filters are appropriate for applications where metal flow rate is very high and large inclusion removal is the primary requirement, but they are insufficient as a general cost-saving measure for applications requiring moderate to high cleanliness. At 20 ppi, removal efficiency for inclusions in the 5–20 micron range is only 45–60%, meaning the majority of fine inclusions pass through the filter unrestricted. For applications producing extrusion billet, electrical conductor rod, automotive components, or any product where surface quality, conductivity, or mechanical performance is specified, 20 ppi will generate higher downstream rejection rates whose cost significantly exceeds the savings on filter cost. 20 ppi is the correct specification for pre-filtering stages in two-stage systems, for very high-flow-rate die casting operations where 30 ppi creates unacceptable flow restriction, and for preliminary filtration of heavily contaminated metal before more refined treatment.
6: What effect does metal temperature have on PPI selection?
Metal temperature affects filtration efficiency through its influence on metal viscosity and the wettability of inclusions to the filter surface. At lower casting temperatures (closer to the liquidus, typically 680–700°C for most alloys), metal viscosity is higher, which reduces the settling velocity of inclusions but also slows metal flow through the filter. At higher casting temperatures (730–760°C), viscosity is lower, metal flows more freely, but the inclusion-to-filter adhesion energy may be reduced due to changes in the oxide film characteristics at the inclusion surface. The practical implication: operate within the alloy’s recommended casting temperature range — which is determined by casting quality requirements, not filtration optimization. If temperature is below the recommended range, filter flow restriction may appear to worsen (actually a viscosity effect); above the recommended range, hydrogen pickup and oxide generation increase the inclusion load on the filter. Within the normal casting temperature window, temperature has a secondary effect on filtration efficiency compared to PPI and flow rate.
7: How does scrap content in the charge affect PPI requirements?
Higher scrap content in the charge increases both the quantity and size distribution of inclusions in the melt, generally requiring a one-step PPI upgrade or a larger filter area at the same PPI rating. Primary aluminum (from smelter) has relatively low inclusion content. Secondary aluminum from post-consumer scrap contains painted surfaces, lubricant residues, anodized layers, and various contaminants that generate significantly more inclusions during remelting. Research from the Recycling Research Institute of Finland (published in Resources, Conservation and Recycling, 2021) showed that molten aluminum prepared from mixed post-consumer scrap had approximately 3.5× higher PoDFA inclusion content than equivalent primary aluminum before filtration. The practical guideline: operations using more than 40% post-consumer scrap should upgrade PPI by one step (e.g., 30 to 40 ppi) and increase filter area by 20–30% compared to the baseline specification for primary metal at the same alloy grade.
8: What is the recommended PPI for filtering A356 aluminum for automotive casting?
A356 alloy for automotive safety-critical castings (steering knuckles, control arms, brake calipers) requires 30–40 ppi filtration depending on the specific component and casting process. A356 is a casting alloy (Al-7Si-0.3Mg) that generates alumina films and MgO inclusions from the magnesium content. For gravity and low-pressure die casting of structural safety components, 30 ppi is the minimum acceptable specification, with 40 ppi recommended for components where fatigue life or elongation specifications are tight (common in European OEM specifications that require minimum 8% elongation in critical zones). High-pressure die casting of A356 operates at much higher metal velocities through the runner system, making filter placement and sizing critical — 20–30 ppi is used in shot sleeve or runner-located positions where flow rate is very high, while 30 ppi is appropriate in sprue or gate locations with moderate flow rate. For premium automotive applications targeted for NADCAP or equivalent aerospace-level quality systems, 40 ppi combined with adequate upstream degassing is the current industry benchmark.
9: How should I adjust PPI selection when casting at very low flow rates vs. very high flow rates?
At very low flow rates, select a coarser PPI than the standard recommendation (one step coarser) to prevent cold metal bridging across filter pores. At very high flow rates, either increase filter area at the standard PPI or move one step coarser while increasing filter size. Very low metal flow rates (below approximately 5 kg/min through a standard 9″ × 9″ filter) can cause the metal at the filter surface to cool below the liquidus locally, creating a thin solidified skin that rapidly blocks the filter — a phenomenon called “cold bridging.” Coarser PPI reduces the likelihood of cold bridging by providing larger pore openings. Very high flow rates (above 0.12 kg/min·cm² for 30 ppi) cause turbulence within the filter structure that re-entrains previously captured inclusions, reducing net filtration efficiency. The solution at high flow rates is always to increase filter area rather than to use a finer PPI, which would compound the flow resistance problem.
10: What is the service life of a ceramic foam filter, and does PPI affect how long it lasts?
A ceramic foam filter is a single-use product replaced at the end of each casting campaign, and yes, PPI rating is one of the factors determining how long a campaign can last before the filter must be replaced. Coarser PPI filters have higher inclusion-holding capacity — because their larger pore volume accommodates more captured material before flow restriction becomes unacceptable — and therefore enable longer campaign duration at equivalent inclusion loading. As a general benchmark for a 9″ × 9″ (229 × 229 mm) filter at normal inclusion loading from a well-treated primary aluminum melt: a 20 ppi filter typically handles 1500–3000 kg of metal per campaign; 30 ppi handles 800–1500 kg; 40 ppi handles 400–800 kg; and 50 ppi handles 200–400 kg. These ranges are wide because upstream metal cleanliness, specific filtration rate (flow per unit area), and metal temperature all strongly influence actual campaign life. Operations with high inclusion loading (high scrap content, poor degassing) will fall at the low end of these ranges regardless of PPI. For long casting campaigns requiring more metal volume than a single filter supports, two-stage filtration or multiple filters in parallel are the engineering solutions.
Conclusion: A PPI Selection Decision That Reflects Your Specific Operation
The right PPI for aluminum foundry filtration in 2026 is the one that was selected by evaluating alloy inclusion sensitivity, end-use quality requirements, and metal flow rate simultaneously — not by applying an industry average or copying a competitor’s specification.
The evidence from published metallurgical research, our direct field monitoring data at AdTech customer facilities, and the South Korean case study documented above all point to the same conclusion: most filtration performance problems in aluminum casting are not caused by choosing the wrong PPI in isolation. They are caused by choosing PPI without simultaneously verifying that the filter area, upstream process control, and filter quality support the intended performance level.
A technically correct PPI selection, properly sized filter box, and quality-verified filter product will consistently achieve the inclusion removal performance that the alloy and end-use application require. When these three variables are aligned, ceramic foam filtration delivers predictable, verifiable, campaign-to-campaign consistency that supports the quality management systems that today’s automotive and aerospace supply chains require.
For application-specific PPI recommendations, filter box design review, or assistance interpreting LiMCA or PoDFA data from your casting operation, the AdTech filtration engineering team is available to support qualified industrial customers.
This article was prepared by the AdTech technical editorial team drawing on primary filtration engineering experience, published metallurgical research, and direct customer application data. Key references include: Voigt et al. (Metallurgical and Materials Transactions B), Acosta et al. (Metallurgical Transactions B, 1995), Bao et al. (Light Metals 2018), Laé et al. (INPG, Grenoble), Murakami and Endo (Engineering Fracture Mechanics, 1994), and European Aluminum Association application data. Content is reviewed annually.
Last updated: 2026 | AdTech Technical Resource Library
