合金の清浄度、鋳造タイプ、およびフロー要件に基づいて、適切なPPI(孔/インチ)を選択します。低PPI (10-20)は高流量で、高汚染や大型鋳物に最適です。中PPI (30-40)は濾過効率と流量のバランスが取れており、ほとんどの用途に適しています。高PPI (50-60)は、高品質で欠陥の少ない鋳物に対してより細かい濾過を提供しますが、流量は減少します。また、最適な介在物除去を達成しながら閉塞を回避するために、メタルヘッド圧力、注湯速度、ゲート設計も考慮してください。.
セラミック・フォーム・フィルターを使用する必要がある場合は、以下の方法があります。 お問い合わせ お見積もりは無料です。.
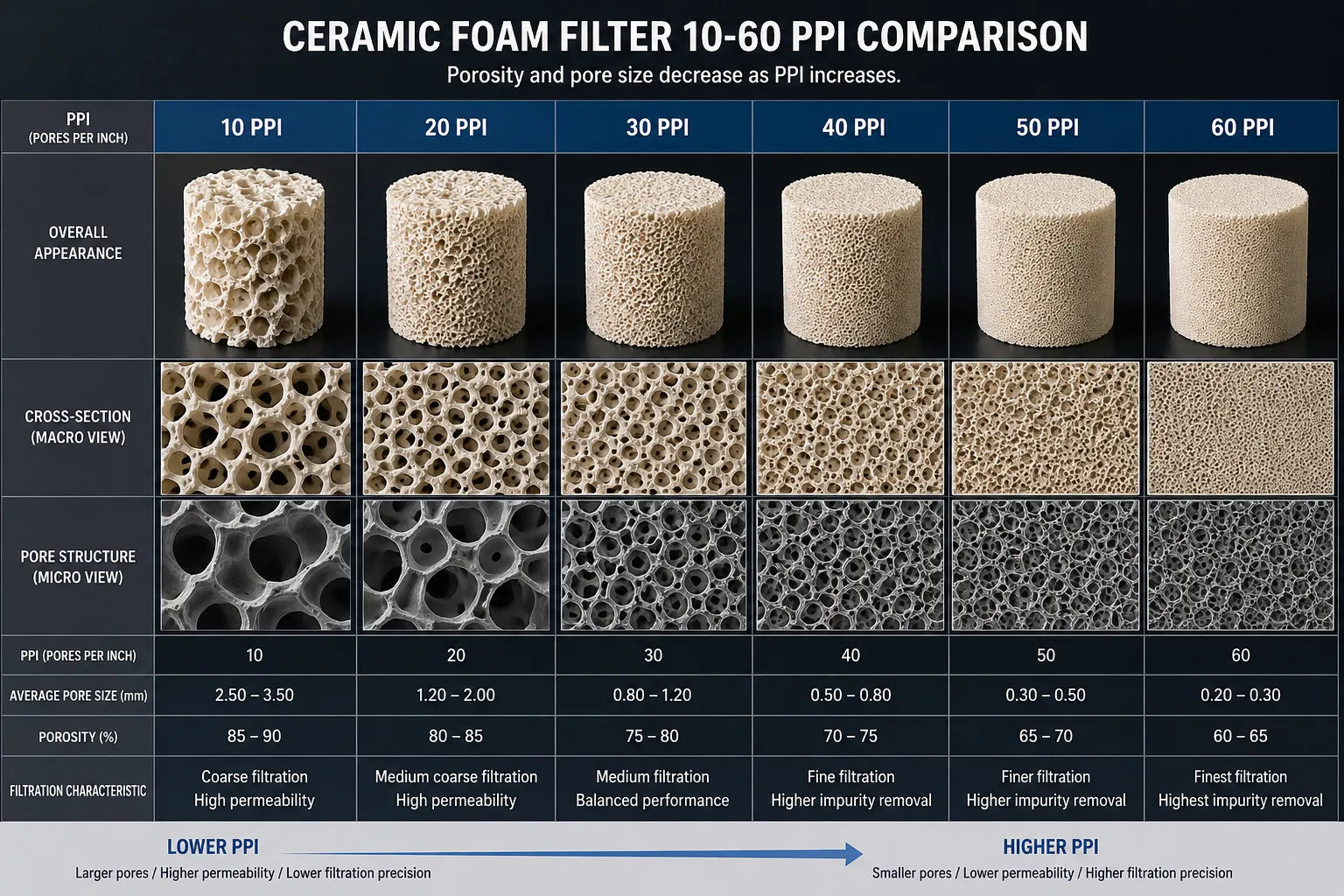
セラミックフォーム濾過におけるPPIとは?
PPIとは、pores per inchの略で、1インチ(25.4mm)にわたって直線的に測定された開気孔の数のことである。 セラミックフォームフィルター 面。10ppiフィルターには、1インチあたり約10個のセルがあり、各セルの大きさはおよそ2.5mmです。50ppiフィルターには、1インチあたり約50個のセルがあり、個々のセルの寸法は約0.5mmです。PPIレーティングは、フィルターのろ過能力、流動抵抗、封入物保持能力を決定する主要な仕様です。.
この概念は原理的には簡単である。実際には、PPIの数値から実際のろ過性能への変換にはいくつかの変数が含まれるため、PPIの選択は単純なルックアップではなく、微妙な工学的判断となります。.
PPIの測定方法とサプライヤーによって異なる理由
PPI測定は、低倍率下でフィルター面を横切る直線に沿って細胞の開口部を数えることによって行われる。これは簡単なように聞こえるが、PPI規格の製品内のセルサイズ分布はメーカーによって異なる。2つのメーカーがともに“30 ppi”は、著しく異なる平均セルサイズ、異なるセルサイズ分布、ひいては異なる濾過性能を持つフィルターを製造する可能性がある。.
ノルウェー科学技術大学(NTNU)が発表したセラミック発泡フィルタの特性評価に関する研究(Sandnes、Enghらの研究を含む)は、公称PPI定格が不正確な仕様であることを一貫して実証してきた。彼らの測定によると、異なるメーカーの市販30ppiフィルターの実際のセル数は1インチ当たり26から34セルで、それに対応してセルの水力直径にもばらつきがあった。.
この測定のばらつきは、同じPPI定格でサプライヤーを変更した場合、ろ過性能が変わる可能性があるという現実的な結果をもたらします。アドテックでは、PPIレーティングと最小圧縮強度の両方を使用してフィルターを仕様化することで、この点を考慮しています。.
PPI対孔径:技術的な関係
個々のポアスロート径(フィルターの網状構造の中で粒子が通過しなければならない最も狭い狭窄部)は、セルサイズとは異なる。孔径は通常、平均細胞径の30~50%である。平均セル径が約0.85mmの30ppiフィルターの場合、典型的な孔径は約0.28~0.43mmです。.
この区別が重要なのは、純粋な濾過(孔径での機械的遮断)で捕捉できる最小の介在物は、孔径にほぼ等しいからである。このため、セラミック発泡フィルターは、公称孔径よりもかなり小さい介在物を捕捉するが、介在物のサイズが小さくなるにつれて効率は徐々に低下する。.
アルミニウム鋳造における標準PPI範囲
| PPI格付け | セルサイズ | 毛穴の直径. | マーケットポジション | フィルターあたりの典型的な金属量 |
|---|---|---|---|---|
| 10 ppi | 2.5 mm | 0.75-1.25 mm | プレフィルター、粗目除去 | 非常に高い (>3000 kg) |
| 20 ppi | 1.3 mm | 0.39-0.65 mm | 一般鋳造、標準 | ハイ(1500~3000キロ) |
| 30 ppi | 0.85 mm | 0.26-0.43 mm | 最も一般的な工業用グレード | 中程度(800~1500キロ) |
| 40 ppi | 0.63 mm | 0.19-0.32 mm | 高清浄度アプリケーション | 中・低 (400-800 kg) |
| 50 ppi | 0.50 mm | 0.15-0.25 mm | 清潔さを求める | ロー(200~400キロ) |
| 60 ppi | 0.42 mm | 0.13-0.21 mm | 超清浄アプリケーション | 非常に低い(200kg未満) |
標準的な9″×9″×2″(229×229×50mm)フィルターあたりで、一般的なアルミ鋳造の流量と中程度のインクルージョン負荷の場合。.

PPIはインクルージョンの除去効率にどのような影響を与えるのか?
PPI定格と介在物除去効率の関係は、アルミニウム濾過技術において最も誤解されやすい点の一つです。多くの技術者は、PPIが高ければ高いほど濾過性が良いと思い込んでいます。これは、より大きな介在物を捕捉するために歪みが支配的な場合には当てはまりますが、全体像はもっと複雑です。.
3つの捕獲メカニズムとPPI依存性
機械的濾過(ふるい分け): 細孔直径より大きい介在物は通過できず、最初に出会う細孔で捕捉される。このメカニズムはPPIに大きく依存し、50ppiのフィルターは20ppiのフィルターより約3倍小さい孔径を持ち、それに応じて小さいサイズの粒子をひずませる。.
表面付着(深層ろ過): 細孔のスロート径より小さく、約5ミクロン以上の介在物は、慣性力によってアルミナ支柱表面と接触する際に捕捉され、ファンデルワールス接着力によって保持される。このメカニズムは中程度のPPI依存性であり、単位体積あたりの表面積が大きいほど(細孔構造が細かいほど)接触確率が高くなる。.
ブラウン拡散: 約1ミクロン以下の非常に微細な介在物については、ランダムな熱運動が介在物を支柱表面に接触させる。このメカニズムはPPIにわずかに依存するが、フィルター内の金属滞留時間にも強く依存し、これはPPI単独よりもむしろ流速に関係する。.
PPIと濾過効率に関する公表データ
Voigt、Johansen、およびEnghによるMetallurgical and Materials Transactions B誌に掲載された研究(アルミニウム溶融清浄度を定量化するためにLiMCA測定方法を使用)では、標準的な市販のセラミックフォームフィルターの標準的な鋳造速度における介在物カウント減少率は以下の通りであった:
| PPI格付け | 介在物 >15 μm 削減 | インクルージョン 5-15 μm 削減 | インクルージョン <5 μm 削減 |
|---|---|---|---|
| 20 ppi | 70-80% | 45-60% | 25-40% |
| 30 ppi | 82-92% | 60-75% | 35-52% |
| 40 ppi | 90-97% | 72-85% | 48-65% |
| 50 ppi | 95-99% | 82-93% | 60-75% |
| 60 ppi | >99% | 88-96% | 68-80% |
これらの値は、通常の鋳造条件下での典型的な商業用フィルター性能を反映しています。特定の設備における実際の性能は、金属の流速、温度、封入物の種類によって異なります。.
PPI上昇で減少するリターン
PPIの増加による効率向上は直線的ではなく、収穫逓増を示す。20ppiから30ppiへの移行は、中程度の介在物(5~15μm)に対して約12~15%の追加効率をもたらす。40ppiから50ppiに移行しても、同じ介在物範囲では8~10%ポイントしか増加しない。一方、流動抵抗は、PPIが1段階上がるごとに約35~45%増加します。.
このような収穫逓増のプロファイルが、よく設計された濾過システムの多くが、利用可能な最高級グレードを指定するのではなく、単段濾過の上限を40~50ppiに設定している理由です。ほとんどの生産鋳造シナリオでは、60ppiでの流動抵抗のペナルティは、通常、濾過の利点を上回ります。.
インクルージョンのデプスローディングがPPIの性能に与える経時的影響
PPIの選定において重要でありながら見落とされがちな点は、キャスティングキャンペーン中にフィルターが介在物を捕集することによって濾過効率がどのように変化するかという点である。グルノーブル国立工科大学のLaé、Durand、Thibaultの研究によると、セラミック発泡フィルターは特徴的な効率の変化を示すことがわかりました:
フェーズ1(フィルターのプライミング、キャンペーンの0~5%): 効率は最低である。清浄なフィルター表面には、後続の介在物の付着性を向上させる初期介在物層がまだ形成されていません。下流側からのLiMCAデータは、通常、この期間に短期間、介在物カウントの上昇を示す。.
フェーズ2(安定した濾過、キャンペーンの5-80%): 捕獲された介在物が細孔容積を満たし、より微細な有効ろ過媒体が形成されるにつれて、効率は上昇し、安定する。これがフィルターキャンペーンの生産期間です。.
フェーズ3(ブレークスルー前、キャンペーンの80-100%): フィルターが容量に近づくにつれて、効率は(フィルターが保守的に管理されていれば)安定したままか、部分的に充填された孔をメタルが通過するにつれて低下し始めるかのどちらかである。経験豊富な鋳造オペレーターは、フィルターの上流でメタルヘッドが上昇することでこの段階を認識する。.
この進化は、50%キャンペーン完了時の30ppiフィルターが、新しい30ppiフィルターを上回ることが多いことを意味する。PPIの選択は、各キャスティング実行の最も重要な部分において、フィルターがキャンペーンのどの位置にあるかを考慮する必要があります。.
各アルミ合金ファミリーに適したPPIは?
合金組成は、PPI の選択において最も重要な 2 つの変数の 1 つである(もう 1 つは最終用途の品質要件)。合金ファミリーが異なれば、生成される介在物のタイプ、サイズ、量も異なります。.
1xxxシリーズ(純アルミニウム、導電グレード)
電気伝導体(EC)グレードのアルミニウム(1350、1370)は、非金属介在物が導電性と伸線性能を直接損なうため、汎用合金の中で最も高い清浄度基準が要求される。ECグレードアルミニウムの介在物は、主に再溶解や鋳造時に発生するアルミナ膜(Al₂O₃)で、その大きさは通常5~100ミクロンです。.
推奨されるPPI 40-50ppi、上流のインライン脱気と組み合わせる。.
理由 ECグレードのワイヤーは、非常に小さな伸線ダイス(ファインマグネットワイヤーでは0.05mmまで)を通過しなければなりません。約50ミクロン以上の介在物が1つでもあると、伸線中にワイヤーが破断する可能性があり、ワイヤーミルのダウンタイムの原因となります。導電率仕様(IEC 60889による最低61.0% IACS)もまた、間接的にクリーンな金属を必要とする低不純物レベルを要求しています。Light Metals 2003に掲載されたAlcan社(現Rio Tinto Aluminium社)の研究によると、濾過を30ppiから40ppiにアップグレードしたところ、伸線材の断線頻度が62%減少した。.
3xxxシリーズ(アルミニウム-マンガン合金)
3xxx合金(3003、3004、3105)は、飲料缶シート、建築製品、熱交換器ストックに広く使用されている。主な介在物の種類は、アルミナ膜、マンガン含有金属間粒子、スクラップ・リサイクルからの鉄シリコン粒子である。.
推奨されるPPI 標準的な飲料缶のボディストックには30ppi、高品質のフィンストックや熱交換器用途には30~40ppi。.
理由 飲料缶シートの表面品質に対する要求は厳しく、約50ミクロン以上の介在物は、圧延や成形時に目に見える表面欠陥を発生させます。標準的な30ppiの濾過は、このような大きな介在物の十分な除去を実現します。圧延中にひどい減肉が起こるフィン材(最終ゲージが0.1mm以下)には、40ppiが適切です。.
5xxxシリーズ(アルミニウム-マグネシウム合金)
5xxx合金(5052、5083、5182)は、マグネシウム含有量が酸化皮膜の生成速度を増加させるため、特定の濾過課題を提示する。マグネシウムは溶融温度でアルミニウムよりも容易に酸化し、Al₂O₃に加えてMgOとスピネル(MgAl₂O₂₄)介在物を形成する。3%以上のMgを有する合金の場合、介在物生成速度は低マグネシウム合金の3~5倍になる可能性がある。.
推奨されるPPI Mg 4%の場合は40ppi。.
理由 Mg含有量の増加によるインクルージョン負荷の増大は、より微細なフィルター(40ppi以上)がより急速に閉塞し、キャンペーン期間を短縮することを意味する。濾過効率とキャンペーン期間のバランスをとるには、利用可能な最高級グレードよりも30~40ppiの方が有利な場合が多い。高Mg合金濾過では、PPIの選択だけよりもフィルターボックスのサイジング(単位メタルフローあたりの表面積)の方が重要になる。.
6xxxシリーズ(アルミニウム-マグネシウム-シリコン合金)
6xxx合金(6061、6063、6082)は、自動車用押出材、構造用プロファイル、鍛造用ビレットに広く使用されている。これらの合金は、主な介在物の種類としてアルミナ膜、MgO、時にはグレインリファイナー(TiB₂)凝集体を生成する。.
推奨されるPPI 標準的な押出ビレットには30ppi、自動車構造用途および航空宇宙グレードのビレットには40ppi。.
理由 標準的な建築プロファイル用の押出ビレットは、押出製品の表面に目に見える欠陥がなく、中程度の介在物レベルに耐えることができます。自動車構造用途(衝突管理、ボディ・イン・ホワイト)では、疲労寿命の信頼性のために高い清浄度が要求されます。欧州アルミニウム協会のAMAG研究(2019年発表)によると、濾過を30ppiから40ppiにアップグレードした場合、6082 T6試験片の疲労寿命が23%増加しました。.
7xxxシリーズ(アルミニウム-亜鉛-マグネシウム-銅合金)
7xxx合金(7050、7075、7475)は、疲労、破壊靭性、耐応力腐食性の仕様が極めて厳しい航空宇宙構造用途にほぼ独占的に使用されるため、ろ過に最も要求の厳しいカテゴリーを代表する。7xxx合金の介在物には、MgO、MgAl₂O₄、Al₂O₃膜、フラックス処理によるNaCl/KCl塩残留物などがある。.
推奨されるPPI 40-50ppiで、通常、最も重要な航空宇宙用途の最終琢磨段階としてディープベッド濾過(タビュラーアルミナ)を伴う2段階システムで行われる。.
理由 航空宇宙仕様(AMS2772、エアバスABS2728、ボーイングBMS仕様)では、重要な構造用鍛造品や板製品には、約20~30ミクロン以上の介在物がほとんどないことが要求されます。40~50ppiの単段セラミックフォーム濾過は、これらの介在物の大部分を除去します。最高仕様の用途(破壊靭性が重要な部品)には、CFFの下流でディープベッド濾過が指定されます。.
合金ファミリーのPPI選択参考表
| 合金シリーズ | 代表的な合金 | 主要な包含タイプ | スタンダードPPI | プレミアム/クリティカルPPI | 備考 |
|---|---|---|---|---|---|
| 1xxx(ECグレード) | 1350, 1370 | Al₂O₃フィルム | 40 | 50 | 断線感度 |
| 1xxx(その他) | 1100, 1200 | Al₂O₃フィルム | 30 | 40 | ECよりクリティカルではない |
| 2xxx (Al-Cu) | 2024, 2219 | Al₂O₃、CuAl₂粒子 | 40 | 50 | 航空宇宙用途 |
| 3xxx | 3003, 3004, 3105 | Al₂O₃、Fe-Si粒子 | 30 | 40 | 缶シートとフィンストックの比較 |
| 5xxx (<2% Mg) | 5005, 5052 | Al₂O₃, MgO | 30 | 40 | — |
| 5xxx (>2% Mg) | 5083, 5182, 5754 | Al₂O₃, MgO, スピネル | 30-40 | 40 | 封入量の増加 |
| 6xxx(押出) | 6063, 6005A | Al₂O₃, MgO, TiB₂ | 30 | 40 | プロファイルの表面品質 |
| 6xxx(自動車) | 6061, 6082 | Al₂O₃, MgO | 40 | 50 | 疲労寿命が重要 |
| 7xxx(構造用) | 7050, 7075 | Al₂O₃, MgO, スピネル | 40 | 50+ディープベッド | 航空宇宙仕様 |
| A380、A356(ダイキャスト) | A380, A356 | Al₂O₃, Fe-Si, 気孔率 | 20-30 | 30 | 流量制約 |
高純度アルミニウム合金製品の濾過には、当社の リン酸塩フリー・セラミック・フォーム・フィルター.
鋳造品質要件はPPIの選択をどのように決定するか?
鋳物の最終用途は、ろ過システムが満たすべき品質の上限を設定します。一般的な清浄度目標を適用するのではなく、製品の重要な品質属性を特定することで、利用可能な最高級グレードをデフォルトとするのではなく、正確に較正されたPPIの選択が可能になります。.
品質主導のPPI選定フレームワーク
構造的完全性(疲労寿命、破壊靭性): 約20-50ミクロン以上の介在物は、疲労き裂発生の応力集中部位として作用する。村上氏と遠藤氏による研究(1994年のEngineering Fracture Mechanics誌に掲載され、その後のアルミニウムに特化した研究で確認された)では、疲労寿命は、破壊起点における最大の介在物の投影面積の平方根に反比例することが立証された。つまり、最大介在物サイズを50%減少させ ることで、疲労寿命は理論的に2倍になります。構造的完全性が重要な用途では、平均的な清浄度ではなく、最大許容介在物サイズに基づいてPPIを選択するよう指定してください。.
圧延または押出後の表面品質: 約30-100ミクロン(合金と工程により異なる)以上の表面介在物は、圧延板や押出形材に目に見える表面欠陥を生じさせる。アルミニウムの自動車用可視表面では、欠陥のしきい値は約50ミクロンです。これは、ほとんどの自動車外装シート用途の最小仕様である40ppiに対応します。.
電気伝導率(ECグレード): 約5~10ミクロンまでの介在物は、導電率低下にほとんど寄与しない。これ以上の大きさの介在物が延伸方向に並んでいると、導電率が不釣り合いに低下する。ECグレードの40~50ppi仕様は、超微粒子よりもむしろ、より大きな介在物(30ミクロン以上)を主な対象としている。.
圧力気密性(油圧および空圧部品): 機械加工された穴の表面に介在物があると、気孔につながったリーク経路が発生する可能性がある。油圧バルブボディや同様の圧力密閉鋳物では、バルク介在物数よりも表面介在物密度の方が重要です。この密度は、肉厚と圧力要件によりますが、通常30~40ppiに相当します。.
圧力のきつさのしきい値: 定格油圧が200 barを超える部品には、通常最低40 ppiが必要です。定格50~200 barのコンポーネントは30 ppiで十分です。50 bar以下では、一般的に20~30 ppiで十分です。.
最終用途PPI選択表
| 最終用途 | 重要品質属性 | 最大許容介在物サイズ | 推奨PPI |
|---|---|---|---|
| 航空宇宙構造用鍛造品 | 疲労寿命、破壊靭性 | 20-30 μm | 40-50+ディープベッド |
| 自動車衝突構造 | 衝撃エネルギー吸収 | 40-60 μm | 40 |
| 自動車用ボディパネル | 成形後の表面仕上げ | 30~50 μm | 40 |
| 飲料缶ボディストック | ティアリングのない深いドローイング | 50-80 μm | 30 |
| 導電ロッド(EC) | 断線頻度、導電率 | 30~50 μm | 40-50 |
| 建築用押出プロファイル | 表面外観 | 80-120 μm | 30 |
| 高圧油圧鋳物 | 圧力のきつさ | 40-60 μm | 40 |
| 標準ダイカスト | 表面外観、寸法 | 100-150 μm | 20-30 |
| 船舶用合金板(5083) | 耐食性の均一性 | 50-80 μm | 30-40 |
| 熱交換器フィンストック | 圧延の均一性、シンニング | 30~50 μm | 40 |
| 建築用押出材(陽極酸化処理) | 陽極酸化表面品質 | 40-60 μm | 30-40 |
| コンデンサ箔(高純度) | 電気的均一性 | 10-20 μm | 50-60 |
金属流量とPPIの選択はどのように影響するか?
メタル流量はPPI選定トライアングルの3番目の足であり、仕様決定において最もウェイトが低くなりがちなものである。流量に関して誤ったサイズのフィルターを使用すると、PPIの選定ミスに似た問題が発生し、実際の問題は油圧設計であるにもかかわらず、エンジニアはろ過効率の改善を追い求めることになります。.
流量-PPI-ヘッドロスの関係
金属がセラミックフォームフィルターを通過する際、フィルター全体で圧力損失(ヘッドロス)が生じます。このヘッドロスは、金属カラムのミリメートル単位で測定され、時間とともに増加します:
- 流速(一般的なキャスティング速度では流速の2乗にほぼ比例する)。.
- PPI評価(孔が細かいほど水力抵抗が大きくなる)。.
- フィルターの負荷状態(部分的にブロックされたフィルターは抵抗が高い)。.
PPIと透水抵抗の関係は、Acosta, Castillejos, and HernandezによってMetallurgical Transactions B (1995)で明らかにされた。20ppiから40ppiに移行すると、等価流速での透水抵抗は約4倍になる。.
実際的には、30ppiのフィルター用に設計された濾過システムは、システムを再設計することなく40ppiのフィルターで代用した場合、およそ1.5~2倍のヘッドロスを経験することになる。洗浄システムで利用可能なメタルヘッドが、必要な鋳造速度でより微細なフィルターを通過するメタル駆動に不十分な場合、メタルフローは遅くなり、鋳造温度は低下し、製品にコールドシャット欠陥が現れる可能性がある。.
目標流量に対する必要フィルター面積の計算
フィルター面の面積と許容金属流量の関係:
必要濾過面積(cm²)=金属流量(kg/min)/最大比濾過量(kg/min・cm²)
最大比濾過率はPPIと合金に依存する:
| PPI格付け | 最大比濾過量(kg/min・cm²) | 備考 |
|---|---|---|
| 20 ppi | 0.12-0.18 | 大流量、低効率 |
| 30 ppi | 0.08-0.12 | ほとんどの用途に対応するバランス |
| 40 ppi | 0.05-0.08 | 適度な流量、高効率 |
| 50 ppi | 0.03-0.05 | 低流量、高効率 |
| 60 ppi | 0.02-0.03 | 超低流量、超高効率 |
実例: ビレット鋳造作業では、1つのフィルターを通して1,200 kg/時(20 kg/分)で注湯します。最大比速度0.10kg/min-cm²で30ppiを使用:必要面積 = 20/0.10 = 200 cm².標準的な229 × 229 mm (9″ × 9″)のフィルターの表面積は約524 cm²で、2.6倍の快適な安全率を提供します。.
同じ操作で50ppiを指定した場合必要面積=20/0.04=500cm²。9″×9″フィルター(524cm²)は、基本的に安全係数なしでかろうじて要件を満たしている。介在物負荷が増加すれば、早期のブロッキングを引き起こし、コールドメタルが始動すれば、瞬間的な流量危機を引き起こすだろう。この場合、50ppiの "15″×"15″フィルター(1452 cm²)に移行するのが正しい設計であり、流量制限の問題なしに精密濾過の効率を維持することができる。.
フィルターボックス設計の意味
PPIと流量の相互作用は、フィルターボックスの設計を見直さずにPPIを変更することが、予期せぬ問題の一般的な原因であることを意味します。アドテックは、あるPPIグレードから別のグレードに移行するお客様をサポートする際、常に見直しを行います:
- 使用可能な金属ヘッド(金属をフィルターに通すために使用可能な金属柱の高さ)。.
- フィルター表面積とピーク金属流量との関係。.
- フィルターボックスの上流側と下流側の洗濯機の形状(流量分布)。.
- メタル温度管理(ヘッドロスが大きいと、流速の遅いフィルターフェース部分の凍結を防ぐため、温度マージンが必要になる)。.
二段階ろ過:複数のPPIグレードを使用する意味は?
異なるPPI定格で2つのフィルターを直列に使用する2段式セラミックフォーム濾過は、要求の厳しいアルミニウム鋳造用途で確立された技術です。二段式セラミック発泡濾過が真に成果を向上させる場合と、それに比例するメリットなしにコストと複雑さを増す場合を理解することが重要です。.
二段階ろ過の論理
目の細かいフィルター(PPIが高い)の上流に設置された目の粗いフィルター(PPIが低い)は、大きな介在物が目の細かいフィルターに到達して早期に負荷をかける前に捕捉します。これにより、細目フィルターのキャンペーン寿命が延び、下流側のフィルターが受ける介在物負荷が減少する分、より高い効率で運転できるようになる。.
上海交通大学のBao、Tao、Yaoによる研究(Light Metals 2018)は、2段階濾過によるキャンペーン寿命延長を定量化した:20ppi+40ppi直列システムは、同等の総面積を持つ単一の40ppiフィルターと比較して、ブレークスルー前に38%多くの金属量を処理した。LiMCAによって測定された40ppi下流フィルターの効率も、1段の同等品と比較して、キャンペーン中盤で8-12%高かった。.
二段階ろ過が投資に値する場合
二段濾過は、フィルターコスト、フィルターボックスのスペース、操作の複雑さが増すため、次のような場合に正当化される:
金属介在物の負荷が高い: 高スクラップ含有量の溶融物、3% Mgを超える合金、または上流で十分な脱ガスおよびフラックス処理が行われていない操業では、単一の微細フィルターを急速に閉塞させる高い介在物負荷が発生する。.
品質要求から精密濾過が求められるが、流量の制約から1段の精密PPIには限界がある: 2段にすることで、1段のファインフィルターのような水力抵抗がなく、総ろ過面積を大きくすることができます。.
キャスティングキャンペーンは長い: 長時間の連続鋳造キャンペーン(航空宇宙用ビレットの生産や大規模なDC鋳造作業)は、2段式システムのキャンペーン寿命延長の恩恵を受け、フィルター交換頻度とそれに伴う鋳造中断を減らすことができます。.
川下の製品は、最も要求の厳しい航空宇宙またはECグレードの仕様である: 品質目標が純粋に10ミクロン以上の介在物の95%+除去を必要とする場合、どのPPIレーティングの1段式セラミック発泡フィルターでも一貫してこれを達成することはできません。2段階アプローチ(通常20ppi+40ppiまたは30ppi+50ppi、場合によってはディープベッド濾過に続く)が技術的解決策です。.
推奨される2段階PPIの組み合わせ
| 申し込み | ステージ1(上流) | ステージ2(下流) | シングルステージとの比較で期待される効率向上 |
|---|---|---|---|
| 標準ビレット、高スクラップ含有 | 20 ppi | 30 ppi | 15-25%効率、30-40%長期キャンペーン |
| 自動車用押出ビレット | 20 ppi | 40 ppi | 20-30% 効率、35-45% 長期キャンペーン |
| ECグレードロッド | 20 ppi | 40 ppi | 22-32%効率、35-50%長期キャンペーン |
| 航空宇宙用ビレット(ディープベッド前) | 20 ppi | 40-50ppi | 25-35% 効率 |
| 高Mg合金 (>4% Mg) | 20 ppi | 30 ppi | 20-30% キャンペーン寿命、早期ブロッキング防止 |
実際のケーススタディ:自動車用ビレットキャスターにおけるPPI選択の最適化
背景韓国の6082アルミニウムビレット生産者、2023年
会社概要 韓国京畿道にある中規模アルミビレット鋳造工場で、自動車構造用鍛造用6082-T6ビレットを生産。月間生産量:直径152mmと203mmの6082合金ビレット約800トン。川下顧客:韓国のOEM車プログラム向けにサスペンション部品を生産する自動車用鍛造のティア1サプライヤー。.
顧客のペインポイント 2023年第1四半期から、下流の鍛造品の顧客は、機械加工された鍛造品の不合格率の上昇を報告し始めました。具体的には、最終機械加工されたコンポーネントの深さ3~5mmの範囲にある超音波探傷検査(UT)による不合格です。不合格率は6ヶ月間で0.3%の基準値から2.1%に上昇し、7倍の増加で正式なサプライヤー是正措置要求(SCAR)が出された。このビレット製造業者は、既存のフィルター・サプライヤーの製品で、30ppiのセラミック・フォーム・フィルターをシングル・ステージ・システムで使用していました。.
根本原因の調査: アドテックのアプリケーション・エンジニアリング・チームは、2023年7月にろ過システム監査を実施しました。既存フィルターの上流と下流でPoDFA(多孔性円板ろ過装置)サンプリングを使用し、混入物集団を定量化しました。主な調査結果
- 上流の介在物含有量:0.42mm²/kg(PoDFA面積測定)で、68%の介在物が20~80ミクロンのアルミナ膜に分類された。.
- ダウンストリーム(30ppiフィルター後)のインクルージョン含有量:0.11mm²/kg。.
- シングルステージ30ppiの効率計算:面積比で約74%。.
- インクルージョンが大きい(50ミクロン以上):18%の除去率-同等の施設で正しく指定された30ppi濾過が達成した85%+を大幅に下回る。.
- 不合格となった鍛造品の金属組織検査では、UT指示部位に大きなアルミナ膜介在物(60~120ミクロン)が確認された。.
問題の診断 既存の30ppiフィルターは、メタル流量に対してサイズが小さかった。鋳造作業では平均28kg/分の注湯が行われたが、フィルターボックスは178×178mm(7″×7″)のフィルター用に設計されており、その表面積は約317cm²であった。その結果、比濾過速度は0.088kg/分・cm²となり、30ppiの許容範囲の上限となり、フィルターを通過する金属速度が上昇した。速度が速いため、介在物がフィルター支柱表面と接触する時間が短くなり、フィルター上層で以前に捕獲された介在物の再飛散が発生した。.
アドテックのソリューション - 2023年9月実施:
- フィルターボックスのデザイン変更: 7"×7 "のフィルターボックスをAdTechが設計した新しい9"×9"(229×229mm)のフィルターボックスに交換し、フィルター面の面積を317cm²から524cm²に拡大。これにより、比濾過量は0.053kg/分・cm²に減少し、最適運転範囲内に収まった。.
- PPIを40ppiにアップグレード: 単位面積当たりの流量が仕様内に収まったため、30ppiから40ppiへのアップグレードは、水力的なペナルティなしに実行可能となった。より大きなフィルターボックスとより微細なPPIの組み合わせは、20~80ミクロンの範囲の介在物に対して90%以上の介在物除去効率を達成するように設計された。.
- 上流工程の改善: アドテックは、保持炉でのドロスキミングの改善を推奨し、顧客はこれを実施し、金属がフィルターに到達する前に、上流の介在物負荷を約25%削減しました。.
- フィルター品質のアップグレード: この顧客は、以前のフィルター・サプライヤーからアドテックのリン酸塩フリー40ppiアルミナ・セラミック・フォーム・フィルターに切り替え、ECグレードの川下製品の二次的懸念事項にも挙げられていたリン汚染のリスクを排除した。.
結果 - 2024年1月(実施から4カ月後)に測定:
- フィルター後のインクルージョン含有量:0.038 mm²/kg(従来は0.11 mm²/kg)-65%の減少
- 大きな介在物テール(>50ミクロン):97%の除去率(以前の18%に対して)
- 下流鍛造UT不合格率:問題前の基準値0.3%を下回る0.2%に戻った。
- フィルター・キャンペーン寿命:フィルター1枚当たり平均680kgから920kgに増加(35%の改善)。
- 顧客SCAR:2024年2月に是正措置を確認し終了
- 年間フィルターコストへの影響:フィルター単価は約22%増加したが(40ppi対30ppi、さらにサイズが大きくなった)、フィルター・キャンペーン寿命の改善により相殺され、その結果、生産ビレット1トン当たりの正味フィルター・コストはほぼ横ばい。
このケースは、ろ過コンサルティングで繰り返し遭遇する原則を示している:PPIの選択は単独では最適化できない。PPIの選定は単独では最適化できない。目標ろ過性能を達成するためには、流量、フィルター面積、上流側介在物負荷、フィルター品質すべてに対処しなければならない。.
よくあるPPI選択の間違いと回避方法
間違い1:流量を無視して合金だけでPPIを選ぶ
最もよくあるエラー。エンジニアが合金の感度に基づき40ppiを指定したが、既存のフィルターボックスとロンダーの設計では、増加した流動抵抗に対応できない。メタルフローが遅くなり、鋳造温度が低下し、製品にコールドシャット欠陥や表面割れが発生する。エンジニアは40ppiでは「うまくいかない」と結論づけ、30ppiに戻した。.
予防だ: 提案されたフィルターサイズとPPIの組み合わせについて、指定前に必ず比濾過量(kg/min-cm²)を計算してください。使用可能なメタルヘッドが、選択したPPIでフィルターを通して目標流量を駆動するのに十分であることを確認してください。.
間違い2:キャンペーン寿命を考慮せずに、より細かいPPIを指定する
PPIが高いフィルターほど介在物保持能力が低くなるのは、細孔構造が微細になると、介在物の総量が少なくなって閉塞するからである。介在物負荷の高い操業(スクラップ含有量が多い、 上流での脱ガスが不十分、ドロス除去が不十分など) では、50ppiのフィルターは30ppiのフィルターに比 べ、ほんのわずかな時間で閉塞してしまう。フィルター交換に鋳造の中断が必要な場合、非常に頻繁な閉塞は、交換した粗いフィルターよりも(再始動時の温度不安定による)品質リスクが高くなる。.
予防だ: フィルタのキャンペーン寿命は、指定する前に見積もっ ておくこと。計算の結果、キャンペーン寿命がお客様の操業に許容される最小鋳込み長さより短い場合は、上流側の介在物負荷を減らすか、フィルター面積を増やす(介在物保持総容量を増やす)か、PPIをより高い能力を持つグレードに下げるか、2段階ろ過に切り替えるかのいずれかを行います。.
間違い3:PPIを混合施設における全製品にわたる固定仕様として扱うこと
多くのアルミニウム鋳造工場では、同じ鋳造ラインで複数の合金を生産しています。すべての製品に適用される単一のPPI仕様では、どの製品にも最適とは言えません。30ppiで製造される高Mgの5xxx合金は、ラインが6xxx自動車用ビレットに移行する際に40ppiに切り替える必要があります。.
予防だ: 各鋳造ラインで生産される各合金のPPI(及びフィルターサイズ)を指定する製品別濾過マトリックスを開発する。これによって、操作の複雑さは多少増すが、製品ミックス全体における過剰濾過と過小濾過の両方を防ぐことができる。.
間違い4:指定されたPPIでフィルターの品質を検証しない
上述したように、公称PPIレーティングはサプライヤーによって異なる。30ppi」と謳っているサプライヤーが、25ppiや35ppiと同等の有効セルサイズの製品を納入している可能性がある。化学的および物理的特性の検証がなければ、発注書に記載されたPPI規格はろ過性能を保証するものではありません。.
予防だ: フィルター供給業者に、圧縮強度、寸法検証、化学組成を含むバッチ試験証明書を要求する。重要な用途については、定期的にPoDFAまたはLiMCAのろ過効率検証を実施する。.
PPI選択決定フレームワークと早見表
ステップ・バイ・ステップのPPI選定プロセス
ステップ1: 合金族とその主な介在物の種類を特定する(上記の合金表を参照)。
ステップ2: 最終用途の品質要件を特定し、それを最大許容包含量に対応付ける(上記の品質要件の表を参照)。
ステップ3: フィルターを通過する金属の流量(kg/分)を決定する。
ステップ4: 必要なフィルター面積を計算する:必要面積(cm²) = 流量(kg/min) / PPI候補の最大比濾過量(上表より)
ステップ5: 必要なフィルター面積と利用可能なフィルターサイズを比較する。最小必要面積より少なくとも20%の安全マージンを提供する最も近い標準サイズを選択する。
ステップ6: 受入金属の介在物負荷(上流工程管理、スクラップ比率、脱ガス効果に基づく)を評価し、選択したPPIとフィルターエリアでのキャンペーン寿命を見積もる。
ステップ7: キャンペーン寿命が鋳造スケジュールに対して適切であることを確認する。そうでない場合は、2段濾過または上流の改善を評価する。
ステップ8: 選択されたフィルターとPPIの組み合わせを通して目標流量を駆動するために、洗浄システムで使用可能なメタルヘッドが十分であることを確認する。
2026年PPI完全早見表
| シナリオ | 合金 | 最終用途 | 流量 | 推奨PPI | フィルターサイズ | 2ステージ? |
|---|---|---|---|---|---|---|
| 標準押出ビレット | 6063 | 建築概要 | ロー・ミディアム | 30 ppi | 9″ × 9″ | いいえ |
| 自動車用押出ビレット | 6082 | 衝突構造部品 | ミディアム | 40 ppi | 9″ × 9″ | オプション |
| ECグレードロッド製造 | 1350 | 導電線 | ミディアム-ハイ | 40 ppi | 9″×9″〜15″×15 | おすすめ |
| 航空宇宙用ビレット | 7075 | 構造鍛造 | ロー・ミディアム | 40-50ppi | 15″ × 15″ | あり+ディープベッド |
| 飲料缶シート | 3004 | ボディ・ストック | 高い | 30 ppi | 9″×9″または15″×15 | いいえ |
| 高Mg海洋プレート | 5083 | 海洋構造物 | ミディアム | 30-40ppi | 9″ × 9″ | オプション |
| ダイカスト合金 | A380 | 自動車ダイカスト | 高い | 20〜30ppi | 7″×7″〜9″×9 | いいえ |
| 高純度コンデンサー箔 | 1xxxピュア | コンデンサーフィルム | 低い | 50〜60ppi | 9″×9″〜15″×15 | はい |
| リサイクル含有ビレット | ミックス6xxx | 混合アプリケーション | 可変 | 上流30ppi/下流40ppi | 二段式 | はい |
| 標準DCビレット | 6061 | 一般機械加工部品 | ミディアム | 30 ppi | 9″ × 9″ | いいえ |
アルミニウム鋳造用ろ過のPPI選定に関するよくある質問
1:6061アルミビレットに使用するPPIセラミックフォームフィルターは?
一般的な機械加工用の標準6061ビレットでは、30ppiが正しい開始仕様である。. 6061ビレットは、主にアルミナ膜と1%の Mg含有量によるMgOなど、中程度の介在物 負荷を発生させますが、標準的な30ppiのセラミッ クフォーム濾過では、20ミクロン以上の介在物を80 ~92%除去することができ、ほとんどの加工用途で十分です。航空宇宙用鍛造品、疲労が重要な自動車部品、または表面孔食が許容できないアルマイト処理された建築製品向けの6061ビレットでは、40ppiにアップグレードしてください。高い流速による早期のブロッキングや効率低下を避けるため、フィルター面積が0.10kg/min-cm²以下の比濾過率を提供することを確認してください。アドテックの30ppiまたは40ppiリン酸塩フリーアルミナフィルターを使用すると、従来のリン酸塩結合フィルターに伴うリン汚染のリスクがなくなります。.
2: 30ppiと40ppiのセラミックフォームフィルターの実際のろ過性能の違いは何ですか?
30ppiから40ppiにすることで、中程度の介在物(5~20μm)の除去率が約10~15ポイント向上し、大きな介在物(30μm以上)の除去率が約5~8ポイント向上した。. ほとんどの表面欠陥、断線、疲労破壊の主な原因である50ミクロン以上の介在物については、30ppiですでに最適化された条件下で85~92%の除去を達成しており、40ppiでは95~98%を達成している。この性能差は意味があるが、大きな介在物では一変するものではない。有意な差は10-30ミクロンの範囲にあり、30ppiで65-80%除去、40ppiで78-90%除去を達成している。トレードオフとして、40ppiは同等の流速で30ppiより約40~50%多くの流動抵抗を生じるため、フィルターボックスは過度のヘッドロスなしに必要な金属流量を維持するために適切な大きさにする必要があります。.
3: 上流の脱気やフラックスの不十分さを補うために、PPIの高いフィルターを使うことはできますか?
PPIレーティングを上げることは、上流での適切な脱気とフラックス処理の効果的な代替にはならない。. 脱ガスは、凝固した鋳物に空隙を形成する溶存水素を除去します。この欠陥メカニズムは、PPI等級に関係なく、セラミックフォームフィルターでは対処できません。フラックス処理は介在物の凝集を促進し、介在物を大きくするため捕捉しやすくなります。この処理を行わないと、処理不良の金属に残る微細な介在物の分布も、どのPPI等級でも最も効率的に捕捉できません。正しい順序は、まず十分な脱ガス処理とフラックス処理を行い、次に適切な仕様のセラミックフォーム濾過を行うことです。不十分な上流処理を補おうとして50ppiや60ppiを使用すると、フィルターが急速に閉塞し、鋳造フローに問題が生じ、精密濾過にもかかわらず品質問題が継続することになる。上流工程に対処し、次にPPIの選択を最適化する。.
4: 現在選択しているPPIがフィルターの早期ブロッキングを引き起こしているかどうかを知るには?
早期ブロッキングの主な指標は、フィルターボックスの上流側で、処理されるメタル量に対して予想されるよりも速い速度でメタルヘッドが上昇することである。. これまで900kgのメタルに耐えてきたフィルターが、鋳造方法を変更することなく500kgでブロッキングするようになった場合、過剰な介在物負荷またはフィルター面積不足による早期のブロッキングが原因である可能性が高い。その他の指標としては、鋳造中にフィルターボックスの上流側で目に見えるメタルレベルの蓄積、一定のメタルヘッドでの鋳造流量の減少、以前のキャンペーンと比較して上流側の介在物濃度が予想以上に高いことを示すPoDFAサンプルなどがある。メタルヘッド対フィルターを通過する累積メタル量の系統的モニタリングを数回のキャンペーンで実施し、ベースラインのブロッキングカーブを確立する-このベースラインからの逸脱は、調査が必要なプロセス変化を示す。.
5:標準的なアルミ鋳造のコスト削減策として、20ppiのフィルターを使用することは可能ですか?
20ppiフィルターは、メタル流量が非常に多く、大きな介在物の除去が主な要件である用途には適しているが、中程度から高清浄度を必要とする用途の一般的なコスト削減手段としては不十分である。. 20ppiでは、5~20ミクロンの範囲の介在物の除去効率はわずか45~60%で、微細な介在物の大部分が制限なくフィルターを通過することになります。押出ビレット、導電ロッド、自動車部品、または表面品質、導電性、機械的性能が指定されるあらゆる製品を製造する用途では、20ppiはフィルターコストの節約を大幅に上回るコストで、より高い下流不合格率を発生させます。20ppiは、2段式システムの前ろ過段、30ppiでは許容できない流量制限が生じる非常に高流量のダイカスト作業、より精巧な処理を行う前の高濃度汚染金属の予備ろ過に適した仕様です。.
6: 金属の温度はPPIの選択にどのような影響を与えますか?
金属温度は、金属粘度や介在物のフィルター表面への濡れ性に影響を与えることで、濾過効率に影響を与える。. 低い鋳造温度(液相に近い温度、ほとんどの合金では通常680~700℃)では、金属の粘度が高くなり、介在物の沈降速度が低下するが、フィルターを通る金属の流れも遅くなる。より高い鋳造温度(730-760℃)では、粘性はより低く、金属はより自由に流れるが、介在物表面の酸化皮膜特性の変化により、介在物とフィルターの付着エネルギーが低下する可能性がある。実際的な意味合い:合金の推奨鋳造温度範囲内で操業すること-これは濾過の最適化ではなく、鋳造品質要件によって決定される。温度が推奨範囲を下回ると、フィルターの流量制限が悪化したように見えることがあります(実際には粘度効果)。推奨範囲を上回ると、水素のピックアップと酸化物の発生により、フィルターへの介在物負荷が増加します。通常の鋳造温度範囲内では、温度はPPIや流量に比べてろ過効率に二次的な影響を与えます。.
7: チャージに含まれるスクラップはPPI要件にどのように影響しますか?
チャージ中のスクラップ含有量が高くなると、溶融物中の介在物の量とサイズ分布の両方が増加するため、一般にPPIを1段階アップグレードするか、同じPPI定格でフィルター面積を大きくする必要がある。. 一次アルミニウム(製錬所から)は、介在物の含有量が比較的低い。ポストコンシューマースクラップからの二次アルミニウムは、塗装表面、潤滑剤残渣、陽極酸化層、および再溶解中に著しく多くの介在物を生成する様々な汚染物質を含む。フィンランドのリサイクル研究所の研究(Resources, Conservation and Recycling, 2021に掲載)によると、消費者使用後の混合スクラップから調製された溶融アルミニウムは、濾過前の同等の一次アルミニウムよりもPoDFA介在物含有量が約3.5倍高かった。実際的なガイドライン:40%を超える消費後 スクラップを使用する事業所は、同じ合金品位 の一次金属の基準仕様と比較して、PPIを1段階 (例えば30~40ppi)向上させ、フィルター面積 を20~30%増加させるべきである。.
8: 自動車鋳造用のA356アルミニウムのろ過に推奨されるPPIは何ですか?
自動車のセーフティ・クリティカルな鋳物(ステアリング・ナックル、コントロール・アーム、ブレーキ・キャリパー)用のA356合金は、特定の部品や鋳造工程にもよるが、30~40ppiの濾過が必要である。. A356は鋳造用合金(Al-7Si-0.3Mg)であり、マグネシウム成分からアルミナ皮膜とMgO介在物を生成する。構造安全部品の重力ダイカストおよび低圧ダイカストでは、30ppiが許容可能な最小仕様であり、疲労寿命または伸びの仕様が厳しい部品(クリティカルゾーンで最小8%伸びを要求する欧州OEM仕様で一般的)には40ppiを推奨する。A356の高圧ダイカストでは、ランナーシステムを通過する金属速度が非常に高くなるため、フィルターの配置とサイジングが重要になります。NADCAPまたは同等の航空宇宙レベルの品質システムをターゲットとする高級自動車用途では、適切な上流脱気と組み合わせた40ppiが現在の業界基準である。.
9: 非常に低い流量でキャスティングする場合と、非常に高い流量でキャスティングする場合、PPIの選択はどのように調整すればよいですか?
非常に低い流量の場合は、フィルター孔を横切るコールドメタルのブリッジを防ぐため、標準推奨値より粗いPPI(一段階粗い)を選択する。非常に高い流量の場合は、標準のPPIでフィルター面積を増やすか、フィルターサイズを大きくしながら一段階粗くする。. 非常に低い金属流量(標準的な9″×9″フィルターで約5kg/分以下)では、フィルター表面の金属が局所的に液相線以下に冷却され、フィルターを急速に塞ぐ薄い固化皮膜が形成されることがある。“コールドブリッジ ”と呼ばれる現象である。PPIを粗くすると、孔の開口部が大きくなるため、コールドブリッジの可能性が低くなります。非常に高い流量(30ppiで0.12kg/分・cm²以上)は、フィルター構造内に乱流を引き起こし、以前に捕捉された介在物を再捕捉し、正味のろ過効率を低下させる。高流量での解決策は、常にフィルター面積を増やすことであり、より微細なPPIを使用することではありません。.
10:セラミックフォームフィルターの寿命はどのくらいですか?PPIは寿命に影響しますか?
セラミックフォームフィルターは、キャスティングキャンペーンが終わるたびに交換する使い捨ての製品であり、PPIレーティングは、フィルター交換が必要になるまでのキャンペーン期間を決定する要因のひとつである。. より粗いPPIフィルターは介在物保持能力が高く、より大きな細孔容積により、流量制限が許容できなくなる前に、より多くの捕獲物質を収容できるため、同等の介在物負荷でより長いキャンペーン期間を可能にします。9″×9″(229×229mm)フィルターの一般的なベンチマークとして、よく処理された一次アルミニウム融液からの通常の介在物負荷では、20ppiフィルターは通常、キャンペーンあたり1500~3000kgの金属を処理し、30ppiは800~1500kgを処理し、40ppiは400~800kgを処理し、50ppiは200~400kgを処理します。これらの範囲が広いのは、上流の金属清浄度、比濾過速度(単位面積当たりの流量)、金属温度がすべて実際のキャンペーン寿命に強く影響するからである。介在物負荷の高い操業(スクラップ含有量の多さ、脱ガス不良)は、PPIに関係なく、これらの範囲の下限となる。1つのフィルターで対応できる以上のメタル量を必要とする長時間の鋳造キャンペーンでは、2段濾過または複数のフィルターを並列に設置することが技術的な解決策となります。.
結論具体的なオペレーションを反映したPPI選択の決断
2026年のアルミニウム鋳造濾過に適したPPIとは、合金含有物の感度、最終用途の品質要件、メタル流量を同時に評価することによって選択されたものであり、業界平均を適用したり、競合他社の仕様を模倣することによって選択されたものではありません。.
公表されている冶金学的研究、アドテックの顧客施設における現場での直接モニタリングデータ、そして上記の韓国のケーススタディから得られた証拠は、すべて同じ結論を示しています:アルミニウム鋳造における濾過性能の問題のほとんどは、PPIを単独で誤って選択したことが原因ではありません。アルミニウム鋳造におけるほとんどの濾過性能の問題は、PPIを単独で間違って選択することによって引き起こされるものではありません。PPIを選択する際に、フィルター面積、上流工程管理、フィルター品質が意図した性能レベルをサポートしていることを同時に検証しないことが原因なのです。.
技術的に正しいPPIの選択、適切なサイズのフィルターボックス、品質が確認されたフィルター製品は、合金と最終用途が要求する介在物除去性能を一貫して達成します。これら3つの変数が揃えば、セラミックフォームろ過は予測可能で検証可能な、キャンペーン間の一貫性を実現し、今日の自動車や航空宇宙のサプライチェーンが求める品質管理システムをサポートします。.
アプリケーションに特化したPPIの推奨、フィルターボックスの設計レビュー、または鋳造作業から得られたLiMCAまたはPoDFAデータの解釈のサポートについては、アドテックのろ過エンジニアリングチームが適格な産業界のお客様をサポートいたします。.
この記事は、アドテックの技術編集チームが、主要なろ過エンジニアリングの経験、公表された冶金学的研究、および顧客からの直接のアプリケーションデータをもとに作成しました。主な参考文献は以下の通り:Voigtら(Metallurgical and Materials Transactions B)、Acostaら(Metallurgical Transactions B、1995)、Baoら(Light Metals 2018)、Laéら(INPG、グルノーブル)、村上・遠藤(Engineering Fracture Mechanics、1994)、および欧州アルミニウム協会(European Aluminum Association)のアプリケーションデータ。内容は毎年見直される。.
最終更新日2026年|アドテック・テクニカル・リソース・ライブラリ
