Wählen Sie den richtigen PPI-Wert (Poren pro Zoll) auf der Grundlage der Reinheit der Legierung, der Art des Gussteils und der Durchflussanforderungen. Niedriger PPI (10-20) bietet einen höheren Durchfluss und ist ideal für starke Verschmutzung oder große Gussteile. Mittlerer PPI (30-40) bietet ein ausgewogenes Verhältnis zwischen Filtrationseffizienz und Durchfluss und ist für die meisten Anwendungen geeignet. Hoher PPI (50-60) bietet eine feinere Filtration für hochwertige, fehlerarme Gussteile, verringert jedoch die Durchflussrate. Berücksichtigen Sie auch den Metallkopfdruck, die Gießgeschwindigkeit und das Anschnittdesign, um Verstopfungen zu vermeiden und gleichzeitig eine optimale Entfernung von Einschlüssen zu erreichen.
Wenn Ihr Projekt die Verwendung von Keramikschaumfiltern erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
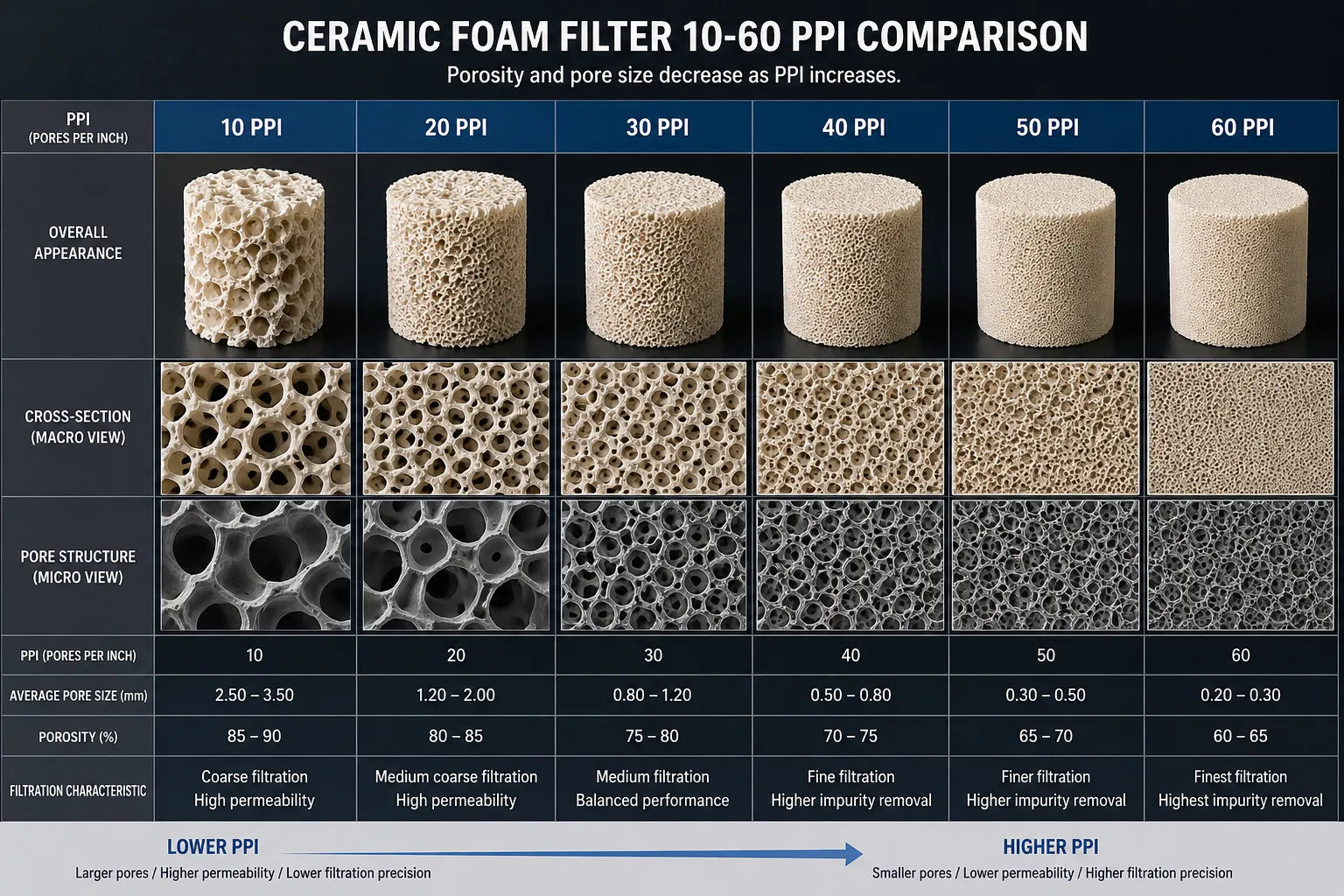
Was bedeutet PPI in der keramischen Schaumstofffiltration?
PPI steht für "pores per inch" (Poren pro Zoll) - eine Zählung der Anzahl offener Zellen, die linear über einen Zoll (25,4 mm) eines Keramikschaumfilter Fläche. Ein 10 ppi-Filter hat etwa 10 Zellen pro linearem Zoll, wobei jede Zelle einen Durchmesser von etwa 2,5 mm hat. Ein 50 ppi-Filter hat etwa 50 Zellen pro Zoll, wobei die einzelnen Zellen etwa 0,5 mm groß sind. Die PPI-Einstufung ist die primäre Spezifikation, die die Filtrationsfähigkeit, den Durchflusswiderstand und die Kapazität zum Zurückhalten von Einschlüssen eines Filters bestimmt.
Das Konzept ist im Prinzip ganz einfach. In der Praxis beinhaltet die Übersetzung der PPI-Zahl in die tatsächliche Filtrationsleistung mehrere Variablen, die die PPI-Auswahl eher zu einer nuancierten technischen Entscheidung als zu einem einfachen Nachschlagen machen.
Wie der PPI gemessen wird und warum er von Anbieter zu Anbieter variiert
Die PPI-Messung erfolgt durch Zählen der Zellöffnungen entlang einer geraden Linie über die Filteroberfläche bei geringer Vergrößerung. Das klingt einfach, aber die Verteilung der Zellgröße innerhalb eines bestimmten PPI-Produkts variiert von Hersteller zu Hersteller. Zwei Anbieter, die beide behaupten, “30 ppi”können Filter mit deutlich unterschiedlichen durchschnittlichen Zellgrößen, unterschiedlichen Zellgrößenverteilungen und folglich unterschiedlichen Filtrationsleistungen entstehen.
Veröffentlichte Forschungsarbeiten der Norwegischen Universität für Wissenschaft und Technologie (NTNU) zur Charakterisierung von Schaumkeramikfiltern - einschließlich der Arbeit von Sandnes, Engh und Kollegen - haben durchweg gezeigt, dass die nominale PPI-Bewertung eine ungenaue Angabe ist. Ihre Messungen ergaben, dass die tatsächliche Zellzahl in handelsüblichen 30 ppi-Filtern verschiedener Hersteller zwischen 26 und 34 Zellen pro Zoll lag, mit entsprechenden Schwankungen im hydraulischen Durchmesser der Zellen.
Diese Messvariabilität hat eine praktische Konsequenz: Wenn man bei gleichem PPI-Wert den Lieferanten wechselt, kann sich die Filtrationsleistung ändern. Bei AdTech tragen wir diesem Umstand Rechnung, indem wir unsere Filter sowohl nach dem PPI-Wert als auch nach der Mindestdruckfestigkeit spezifizieren, die einen Anhaltspunkt für die Konsistenz der Zellstruktur bietet.
PPI vs. Porengröße: Die technische Beziehung
Der individuelle Porenhalsdurchmesser - die engste Verengung, die ein Partikel in der netzartigen Struktur des Filters passieren muss - unterscheidet sich von der Zellgröße. Der Porenhalsdurchmesser beträgt in der Regel 30-50% des mittleren Zelldurchmessers. Bei einem 30 ppi-Filter mit einem mittleren Zelldurchmesser von etwa 0,85 mm beträgt der typische Porenhalsdurchmesser etwa 0,28-0,43 mm.
Diese Unterscheidung ist von Bedeutung, da der kleinste Einschluss, der durch reines Abseihen (mechanisches Abfangen am Porenhals) aufgefangen werden kann, ungefähr dem Durchmesser des Porenhalses entspricht. Einschlüsse, die kleiner als der Porenhals sind, erfordern Oberflächenadhäsion und Diffusionsmechanismen für die Abscheidung - weshalb Schaumkeramikfilter Einschlüsse abscheiden, die deutlich kleiner als ihre nominale Porengröße sind, jedoch mit zunehmend geringerer Effizienz, wenn die Größe der Einschlüsse abnimmt.
Standard-PPI-Bereich in der Aluminiumgießerei-Praxis
| PPI-Bewertung | Ungefähre Größe der Zelle | Ca. Durchm. der Porenöffnung. | Marktposition | Typisches Metallvolumen pro Filter* |
|---|---|---|---|---|
| 10 ppi | 2,5 mm | 0,75-1,25 mm | Vorfilter, Grobentfernung | Sehr hoch (>3000 kg) |
| 20 ppi | 1,3 mm | 0,39-0,65 mm | Allgemeiner Guss, Standard | Hoch (1500-3000 kg) |
| 30 ppi | 0,85 mm | 0,26-0,43 mm | Am häufigsten verwendete Industriequalität | Mäßig (800-1500 kg) |
| 40 ppi | 0,63 mm | 0,19-0,32 mm | Anwendungen mit hohem Reinheitsgrad | Mäßig-gering (400-800 kg) |
| 50 ppi | 0,50 mm | 0,15-0,25 mm | Anspruchsvolle Sauberkeit | Niedrig (200-400 kg) |
| 60 ppi | 0,42 mm | 0,13-0,21 mm | Ultra-reine Anwendungen | Sehr niedrig (<200 kg) |
Pro Standard 9″ × 9″ × 2″ (229 × 229 × 50 mm) Filter bei typischen Aluminiumguss-Durchflussraten und mäßiger Einschlussbelastung.

Wie wirkt sich PPI auf die Effizienz der Einschlussentfernung aus?
Die Beziehung zwischen dem PPI-Wert und der Effizienz der Einschlussentfernung ist einer der am häufigsten missverstandenen Aspekte der Aluminiumfiltrationstechnologie. Viele Ingenieure gehen davon aus, dass ein höherer PPI-Wert immer eine bessere Filtration bedeutet. Dies gilt für die Abscheidung größerer Einschlüsse durch Bespannung, aber das Gesamtbild ist komplexer.
Die drei Erfassungsmechanismen und ihre PPI-Abhängigkeit
Mechanisches Filtern (Sieben): Einschlüsse, die größer als der Durchmesser der Porenöffnung sind, können nicht passieren und werden in der ersten Pore, auf die sie treffen, aufgefangen. Dieser Mechanismus ist in hohem Maße PPI-abhängig - ein 50 ppi-Filter hat Porenhälse, die etwa dreimal kleiner sind als die eines 20 ppi-Filters, und wird Partikel mit entsprechend geringerer Größe abscheiden.
Oberflächenhaftung (Tiefenfiltration): Einschlüsse, die kleiner als der Porendurchmesser, aber größer als etwa 5 Mikrometer sind, werden eingefangen, wenn sie durch Trägheit mit der Oberfläche der Aluminiumoxidstrebe in Kontakt kommen, wo sie durch van-der-Waals-Haftkräfte festgehalten werden. Dieser Mechanismus ist mäßig PPI-abhängig - eine größere Oberfläche pro Volumeneinheit (durch eine feinere Porenstruktur) erhöht die Wahrscheinlichkeit eines Kontakts.
Brownsche Diffusion: Bei sehr feinen Einschlüssen unter ca. 1 Mikron führt eine zufällige thermische Bewegung dazu, dass sie die Strebenoberflächen berühren. Dieser Mechanismus ist leicht PPI-abhängig, hängt aber auch stark von der Verweilzeit des Metalls im Filter ab, die eher mit der Strömungsgeschwindigkeit als mit dem PPI allein zusammenhängt.
Veröffentlichte Daten zu PPI vs. Filtrationseffizienz
Eine in der Zeitschrift Metallurgical and Materials Transactions B veröffentlichte Studie von Voigt, Johansen und Engh (unter Verwendung der LiMCA-Messmethodik zur Quantifizierung der Sauberkeit von Aluminiumschmelzen) ergab die folgenden Reduktionsraten für handelsübliche Keramikschaumfilter bei typischen Gießgeschwindigkeiten:
| PPI-Bewertung | Einschlüsse >15 μm Reduktion | Einschlüsse 5-15 μm Verkleinerung | Einschlüsse <5 μm Reduktion |
|---|---|---|---|
| 20 ppi | 70-80% | 45-60% | 25-40% |
| 30 ppi | 82-92% | 60-75% | 35-52% |
| 40 ppi | 90-97% | 72-85% | 48-65% |
| 50 ppi | 95-99% | 82-93% | 60-75% |
| 60 ppi | >99% | 88-96% | 68-80% |
Diese Werte spiegeln die typische kommerzielle Filterleistung unter normalen Gießereibedingungen wider. Die tatsächliche Leistung in einer bestimmten Anlage hängt von der Fließgeschwindigkeit des Metalls, der Temperatur und der Art der Einschlüsse ab.
Sinkende Erträge bei höherem PPI
Die Effizienzverbesserung durch eine Erhöhung der PPI ist nicht linear - sie zeigt abnehmende Erträge. Ein Wechsel von 20 ppi auf 30 ppi bringt etwa 12-15 Prozentpunkte zusätzliche Effizienz für mittlere Einschlüsse (5-15 μm). Ein Wechsel von 40 ppi auf 50 ppi bringt nur 8-10 zusätzliche Prozentpunkte für den gleichen Einschlussbereich. In der Zwischenzeit erhöht sich der Durchflusswiderstand um etwa 35-45% für jede Stufe der PPI-Einstufung.
Dieses Profil mit abnehmender Rentabilität ist der Grund, warum die meisten ausgereiften Filtersysteme bei 40-50 ppi für die einstufige Filtration enden, anstatt die feinste verfügbare Qualität zu spezifizieren. Der Nachteil des Durchflusswiderstands bei 60 ppi überwiegt in den meisten Produktionsszenarien den zusätzlichen Nutzen der Filtration.
Wie sich die Einbindungstiefe auf die PPI-Leistung im Laufe der Zeit auswirkt
Ein kritischer, aber oft übersehener Aspekt bei der Auswahl von PPI ist, wie sich die Filtrationseffizienz verändert, wenn der Filter während einer Gießkampagne Einschlüsse sammelt. Forschungen von Laé, Durand und Thibault am Institut National Polytechnique de Grenoble haben gezeigt, dass Schaumkeramikfilter eine charakteristische Effizienzentwicklung aufweisen:
Phase 1 (Filtervorbereitung, 0-5% der Kampagne): Der Wirkungsgrad ist auf dem Tiefpunkt. Auf der sauberen Filteroberfläche hat sich noch nicht die erste Einschlussschicht gebildet, die die Haftung für nachfolgende Einschlüsse verbessert. LiMCA-Daten von der stromabwärts gelegenen Seite zeigen typischerweise eine kurzzeitig erhöhte Anzahl von Einschlüssen während dieses Zeitraums.
Phase 2 (kontinuierliche Filtration, 5-80% der Kampagne): Die Effizienz steigt und stabilisiert sich, wenn die eingefangenen Einschlüsse einen Teil des Porenvolumens ausfüllen und ein feineres, effektiveres Filtermedium bilden. Dies ist die produktive Phase der Filterkampagne.
Phase 3 (vor dem Durchbruch, 80-100% der Kampagne): Wenn sich der Filter der Kapazität nähert, kann der Wirkungsgrad entweder stabil bleiben (wenn der Filter konservativ gehandhabt wird) oder er beginnt zu sinken, da das Metall durch die teilweise gefüllten Poren fließt. Erfahrene Gießer erkennen diese Phase an der steigenden Metallhöhe vor dem Filter.
Diese Entwicklung bedeutet, dass ein 30 ppi-Filter am Ende einer 50%-Kampagne oft besser abschneidet als ein neuer 30 ppi-Filter. Bei der Auswahl der PPI sollte berücksichtigt werden, an welcher Stelle der Kampagne sich der Filter während des kritischsten Teils jedes Gießvorgangs befindet.
Welcher PPI-Wert ist der richtige für jede Aluminiumlegierungsfamilie?
Die Legierungszusammensetzung ist eine der beiden wichtigsten Variablen bei der Auswahl von PPI (die andere sind die Qualitätsanforderungen der Endanwendung). Verschiedene Legierungsfamilien erzeugen unterschiedliche Arten, Größen und Mengen von Einschlüssen.
Serie 1xxx (Reinaluminium, elektrische Leitfähigkeit)
Aluminium der Güteklasse "Elektrischer Leiter" (1350, 1370) erfordert die höchsten Reinheitsstandards unter den Standardlegierungen, da nichtmetallische Einschlüsse die elektrische Leitfähigkeit und die Drahtziehfähigkeit direkt beeinträchtigen. Bei den Einschlüssen in EC-Aluminium handelt es sich überwiegend um Aluminiumoxidfilme (Al₂O₃), die beim Umschmelzen und Gießen entstehen und typischerweise eine Größe von 5 bis 100 Mikron haben.
Empfohlener PPI: 40-50 ppi, kombiniert mit vorgeschalteter Inline-Entgasung.
Begründung: EC-Draht muss durch extrem kleine Ziehsteine gezogen werden (bis zu 0,05 mm für Feinmagnetdraht). Ein einziger Einschluss von mehr als 50 Mikrometern kann den Draht beim Ziehen brechen und kostspielige Ausfallzeiten in der Drahtfabrik verursachen. Die Spezifikation für die Leitfähigkeit (mindestens 61,0% IACS gemäß IEC 60889) verlangt auch niedrige Verunreinigungswerte, die indirekt sauberes Metall erfordern. Untersuchungen von Alcan (jetzt Rio Tinto Aluminium), die in der Zeitschrift Light Metals 2003 veröffentlicht wurden, belegen, dass die Bruchhäufigkeit von gezogenem Walzdraht um 62% gesenkt werden konnte, als die Filterung von 30 ppi auf 40 ppi erhöht wurde.
Serie 3xxx (Aluminium-Mangan-Legierungen)
3xxx-Legierungen (3003, 3004, 3105) werden häufig für Getränkedosenbleche, Bauprodukte und Wärmetauscher verwendet. Die wichtigsten Einschlussarten sind Aluminiumoxidfilme, manganhaltige intermetallische Partikel und Eisen-Silizium-Partikel aus dem Schrottrecycling.
Empfohlener PPI: 30 ppi für Standard-Getränkedosenmaterial; 30-40 ppi für hochwertiges Lamellenmaterial und Wärmetauscheranwendungen.
Begründung: Die Anforderungen an die Oberflächenqualität von Getränkedosenblechen sind hoch - Einschlüsse mit einer Größe von mehr als 50 Mikrometern verursachen beim Walzen und Formen sichtbare Oberflächenfehler. Mit der standardmäßigen 30 ppi-Filtration lassen sich diese größeren Einschlüsse ausreichend entfernen. Für Flossenmaterial, das beim Walzen stark ausgedünnt wird (auf Enddicken unter 0,1 mm), sind 40 ppi angemessen.
Serie 5xxx (Aluminium-Magnesium-Legierungen)
5xxx-Legierungen (5052, 5083, 5182) stellen eine besondere Herausforderung für die Filtration dar, da der Magnesiumgehalt die Geschwindigkeit der Oxidschichtbildung erhöht. Magnesium oxidiert bei Schmelztemperaturen leichter als Aluminium und bildet neben Al₂O₃ auch MgO- und Spinelleinschlüsse (MgAl₂O₄). Bei Legierungen mit einem Mg-Gehalt von mehr als 3% kann die Rate der Einschlussbildung 3-5 mal höher sein als bei Legierungen mit niedrigem Magnesiumgehalt.
Empfohlener PPI: 30 ppi für Mg 4% mit geeigneter Filterkastengröße für höhere Einschlussbelastung.
Begründung: Die höhere Einschlussbelastung durch den erhöhten Mg-Gehalt bedeutet, dass feinere Filter (>40 ppi) schneller verstopfen, was die Lebensdauer der Kampagne verkürzt. Bei der Abwägung zwischen Filtrationseffizienz und Kampagnendauer werden oft 30-40 ppi gegenüber der feinsten verfügbaren Sorte bevorzugt. Die Größe des Filterkastens (Oberfläche pro Einheit des Metallflusses) ist bei der Filtration von Hoch-Mg-Legierungen wichtiger als die Auswahl des PPI allein.
Serie 6xxx (Aluminium-Magnesium-Silizium-Legierungen)
6xxx-Legierungen (6061, 6063, 6082) werden in großem Umfang in der Automobilextrusion, in Strukturprofilen und in Knüppeln zum Schmieden verwendet. Diese Legierungen erzeugen Aluminiumoxidfilme, MgO und gelegentlich Kornfeinungsagglomerate (TiB₂) als primäre Einschlussarten.
Empfohlener PPI: 30 ppi für Standard-Extrusionsblöcke; 40 ppi für Strukturanwendungen in der Automobilindustrie und für die Luft- und Raumfahrt.
Begründung: Strangpressbolzen für Standard-Architekturprofile können mäßige Einschlüsse ohne sichtbare Oberflächenfehler im extrudierten Produkt tolerieren. Strukturelle Anwendungen im Automobilbau (Crash-Management, Rohkarosserie) erfordern eine höhere Reinheit für eine zuverlässige Ermüdungslebensdauer. Untersuchungen der AMAG-Studie der European Aluminum Association (veröffentlicht 2019) ergaben, dass sich die Ermüdungslebensdauer von 6082 T6-Proben um 23% erhöht, wenn die Filtration von 30 ppi auf 40 ppi erhöht wird, was auf die Verringerung großer Einschlüsse zurückzuführen ist, die als Ermüdungsriss-Initiationsstellen wirken.
Serie 7xxx (Aluminium-Zink-Magnesium-Kupfer-Legierungen)
7xxx-Legierungen (7050, 7075, 7475) stellen die anspruchsvollste Kategorie für die Filtration dar, da sie fast ausschließlich in der Luft- und Raumfahrtindustrie eingesetzt werden, wo die Anforderungen an Ermüdung, Bruchzähigkeit und Spannungskorrosionsbeständigkeit extrem hoch sind. Zu den Einschlüssen in 7xxx-Legierungen gehören MgO, MgAl₂O₄, Al₂O₃-Filme und NaCl/KCl-Salzrückstände aus der Flussmittelherstellung.
Empfohlener PPI: 40-50 ppi, in der Regel in einem zweistufigen System mit Tiefbettfiltration (Tafelkorund) als letzte Polierstufe für die kritischsten Luft- und Raumfahrtanwendungen.
Begründung: Die Spezifikationen für die Luft- und Raumfahrt (AMS 2772, Airbus ABS2728, Boeing BMS-Spezifikationen) verlangen, dass kritische Schmiedestücke und Plattenprodukte praktisch frei von Einschlüssen über 20-30 Mikrometer sind. Die einstufige keramische Schaumfiltration mit 40-50 ppi entfernt die meisten dieser Einschlüsse. Für die Anwendungen mit den höchsten Anforderungen (bruchzähigkeitskritische Bauteile) ist eine der CFF nachgeschaltete Tiefbettfiltration vorgeschrieben.
PPI-Referenztabelle für die Legierungsfamilie
| Legierung Serie | Repräsentative Legierungen | Primäre Einschlussarten | Standard PPI | Prämie/Kritischer PPI | Anmerkungen |
|---|---|---|---|---|---|
| 1xxx (Besoldungsgruppe EG) | 1350, 1370 | Al₂O₃-Filme | 40 | 50 | Empfindlichkeit bei Drahtbruch |
| 1xxx (Sonstiges) | 1100, 1200 | Al₂O₃-Filme | 30 | 40 | Weniger kritisch als EC |
| 2xxx (Al-Cu) | 2024, 2219 | Al₂O₃, CuAl₂-Teilchen | 40 | 50 | Anwendungen in der Luft- und Raumfahrt |
| 3xxx | 3003, 3004, 3105 | Al₂O₃, Fe-Si-Teilchen | 30 | 40 | Dosenblech vs. Lamellenmaterial |
| 5xxx (<2% Mg) | 5005, 5052 | Al₂O₃, MgO | 30 | 40 | — |
| 5xxx (>2% Mg) | 5083, 5182, 5754 | Al₂O₃, MgO, Spinell | 30-40 | 40 | Höhere Belastung durch Einschlüsse |
| 6xxx (Strangpressen) | 6063, 6005A | Al₂O₃, MgO, TiB₂ | 30 | 40 | Qualität der Profiloberfläche |
| 6xxx (Kraftfahrzeuge) | 6061, 6082 | Al₂O₃, MgO | 40 | 50 | Ermüdungslebensdauer kritisch |
| 7xxx (strukturell) | 7050, 7075 | Al₂O₃, MgO, Spinell | 40 | 50 + Tiefbett | Luft- und Raumfahrtspezifikation |
| A380, A356 (Druckguss) | A380, A356 | Al₂O₃, Fe-Si, Porosität | 20-30 | 30 | Durchflussmengenbeschränkung |
Zum Filtern von Produkten aus hochreinen Aluminiumlegierungen empfehlen wir unsere phosphatfreier keramischer Schaumstofffilter.
Wie bestimmen die Anforderungen an die Gussqualität die Auswahl von PPI?
Die Endanwendung des Gussteils gibt eine Qualitätsgrenze vor, die das Filtersystem erfüllen muss. Die Identifizierung des kritischen Qualitätsmerkmals des Produkts - anstelle der Anwendung eines allgemeinen Reinheitsziels - ermöglicht eine präzise kalibrierte PPI-Auswahl, anstatt sich auf die feinste verfügbare Qualität zu beschränken.
Qualitätsorientierter Rahmen für die PPI-Auswahl
Strukturelle Integrität (Ermüdungsfestigkeit, Bruchzähigkeit): Einschlüsse mit einer Größe von mehr als 20-50 Mikrometern wirken als Spannungskonzentrationsstellen für die Entstehung von Ermüdungsrissen. Forschungen von Murakami und Endo (veröffentlicht in Engineering Fracture Mechanics, 1994, und bestätigt in nachfolgenden aluminiumspezifischen Studien) ergaben, dass die Ermüdungslebensdauer umgekehrt proportional zur Quadratwurzel aus der projizierten Fläche des größten Einschlusses am Bruchursprung ist. Daraus folgt: Eine Verringerung der maximalen Einschlussgröße um 50% kann theoretisch die Ermüdungslebensdauer verdoppeln. Bei Anwendungen, bei denen die strukturelle Integrität von entscheidender Bedeutung ist, sollte die Auswahl der PPI auf der Grundlage der maximal tolerierbaren Einschlussgröße und nicht der durchschnittlichen Reinheit erfolgen.
Oberflächenqualität nach dem Walzen oder Strangpressen: Oberflächeneinschlüsse von mehr als 30 bis 100 Mikrometern (je nach Legierung und Verfahren) führen zu sichtbaren Oberflächenfehlern in gewalzten Blechen oder stranggepressten Profilen. Bei sichtbaren Oberflächen von Aluminium für die Automobilindustrie liegt die Fehlerschwelle bei etwa 50 Mikrometern. Dies entspricht 40 ppi als Mindestspezifikation für die meisten Automobil-Außenblechanwendungen.
Elektrische Leitfähigkeit (EC-grade): Einschlüsse bis zu einer Größe von etwa 5-10 Mikrometern tragen nur geringfügig zur Verringerung der Leitfähigkeit bei. Einschlüsse oberhalb dieser Größe, die in Ziehrichtung ausgerichtet sind, führen zu einer überproportionalen Verschlechterung der Leitfähigkeit. Die 40-50 ppi-Spezifikation für EC-Qualität zielt in erster Linie auf größere Einschlüsse (>30 Mikrometer) und weniger auf ultrafeine Partikel ab.
Druckdichtigkeit (hydraulische und pneumatische Komponenten): Einschlüsse an der Oberfläche maschinell bearbeiteter Bohrungen können Leckagepfade verursachen, die mit Porosität verbunden sind. Bei Hydraulikventilgehäusen und ähnlichen druckdichten Gussteilen ist die Dichte der Oberflächeneinschlüsse kritischer als die Anzahl der Masseneinschlüsse. Diese beträgt in der Regel 30-40 ppi, je nach Wandstärke und Druckanforderung.
Schwellenwert für die Druckdichtigkeit: Für Komponenten mit einem Hydraulikdruck von über 200 bar sind in der Regel mindestens 40 ppi erforderlich. Für Bauteile mit einem Druck von 50-200 bar reichen 30 ppi aus. Unter 50 bar sind 20-30 ppi im Allgemeinen ausreichend.
Endanwendung PPI-Auswahltabelle
| Endanwendung | Kritisches Qualitätsmerkmal | Maximal tolerierbare Einschlussgröße | Empfohlener PPI |
|---|---|---|---|
| Schmiedeteile für die Luft- und Raumfahrtindustrie | Ermüdungslebensdauer, Bruchzähigkeit | 20-30 μm | 40-50 + Tiefbett |
| Automobil-Crash-Strukturen | Absorption von Aufprallenergie | 40-60 μm | 40 |
| Sichtbare Karosserieteile für Kraftfahrzeuge | Oberflächenbeschaffenheit nach der Umformung | 30-50 μm | 40 |
| Getränkedose Körper Lager | Tiefziehen ohne Reißen | 50-80 μm | 30 |
| Elektrischer Leiterstab (EC) | Drahtbruchhäufigkeit, Leitfähigkeit | 30-50 μm | 40-50 |
| Bau von Strangpressprofilen | Aussehen der Oberfläche | 80-120 μm | 30 |
| Hochdruck-Hydraulikgussteile | Druckdichtigkeit | 40-60 μm | 40 |
| Standard-Druckgussteile | Aussehen der Oberfläche, Dimensionen | 100-150 μm | 20-30 |
| Blech aus Meereslegierung (5083) | Gleichmäßigkeit der Korrosionsbeständigkeit | 50-80 μm | 30-40 |
| Lamellenmaterial für Wärmetauscher | Gleichmäßigkeit des Walzens, Ausdünnung | 30-50 μm | 40 |
| Architektonisches Strangpressprofil (eloxiert) | Qualität der Eloxaloberfläche | 40-60 μm | 30-40 |
| Kondensatorfolie (hochrein) | Elektrische Gleichmäßigkeit | 10-20 μm | 50-60 |
Wie wirkt sich die Metallflussrate auf die Wahl des PPI aus?
Die Metalldurchflussrate ist die dritte Säule des PPI-Auswahldreiecks, die bei Spezifikationsentscheidungen am häufigsten untergewichtet wird. Ein in Bezug auf die Durchflussrate falsch dimensionierter Filter führt zu Problemen, die PPI-Auswahlfehler imitieren und Ingenieure dazu veranlassen, nach Verbesserungen der Filtrationseffizienz zu suchen, obwohl das eigentliche Problem die hydraulische Auslegung ist.
Die Beziehung zwischen Durchflussrate, PPI und Kopfverlust
Wenn Metall durch einen keramischen Schaumstofffilter fließt, erzeugt es einen Druckabfall (Druckverlust) über den Filter. Dieser Druckverlust, gemessen in Millimeter Metallsäule, steigt mit:
- Fließgeschwindigkeit (ungefähr proportional zum Quadrat der Geschwindigkeit bei typischen Gießgeschwindigkeiten).
- PPI-Wert (feinere Poren erzeugen einen höheren hydraulischen Widerstand).
- Beladungszustand des Filters (teilweise blockierte Filter haben einen höheren Widerstand).
Die Beziehung zwischen PPI und hydraulischem Widerstand wurde von Acosta, Castillejos und Hernandez in Metallurgical Transactions B (1995) beschrieben, die feststellten, dass der Durchflusswiderstand ungefähr mit dem Quadrat des PPI-Wertes skaliert. Bei einem Anstieg von 20 ppi auf 40 ppi vervierfacht sich der hydraulische Widerstand bei gleicher Fließgeschwindigkeit ungefähr.
In der Praxis bedeutet dies, dass ein Filtersystem, das für einen 30 ppi-Filter ausgelegt ist, einen etwa 1,5 bis 2 Mal höheren Druckverlust aufweist, wenn ein 40 ppi-Filter eingesetzt wird, ohne dass das System umgestaltet werden muss. Wenn die verfügbare Förderhöhe im Rinnensystem nicht ausreicht, um das Metall mit der erforderlichen Gießgeschwindigkeit durch den feineren Filter zu treiben, verlangsamt sich der Metallfluss, die Gießtemperatur sinkt, und es können Kaltschließfehler im Produkt auftreten.
Berechnung der erforderlichen Filterfläche für die angestrebte Durchflussmenge
Das Verhältnis zwischen der Filterfläche und dem zulässigen Metalldurchsatz:
Erforderliche Filterfläche (cm²) = Metalldurchsatz (kg/min) / Maximale spezifische Filtrationsrate (kg/min-cm²)
Die maximale spezifische Filtrationsrate hängt vom PPI und der Legierung ab:
| PPI-Bewertung | Maximale spezifische Filtrationsrate (kg/min-cm²) | Anmerkungen |
|---|---|---|
| 20 ppi | 0.12-0.18 | Hoher Durchfluss, geringerer Wirkungsgrad |
| 30 ppi | 0.08-0.12 | Ausgewuchtet für die meisten Anwendungen |
| 40 ppi | 0.05-0.08 | Moderater Durchfluss, hohe Effizienz |
| 50 ppi | 0.03-0.05 | Niedriger Durchfluss, sehr hohe Effizienz |
| 60 ppi | 0.02-0.03 | Sehr geringer Durchfluss, ultrahoher Wirkungsgrad |
Bearbeitetes Beispiel: Ein Knüppelgießbetrieb gießt 1200 kg/Stunde (20 kg/min) durch einen einzigen Filter. Es werden 30 ppi mit einer maximalen spezifischen Rate von 0,10 kg/min-cm² verwendet: Erforderliche Fläche = 20/0,10 = 200 cm². Ein Standardfilter von 229 × 229 mm (9″ × 9″) hat eine Fläche von etwa 524 cm², was einen komfortablen Sicherheitsfaktor von 2,6× ergibt.
Wenn für denselben Vorgang 50 ppi angegeben sind: Erforderliche Fläche = 20/0,04 = 500 cm². Der 9″ × 9″-Filter (524 cm²) erfüllt die Anforderung nur knapp und hat praktisch keinen Sicherheitsfaktor. Jede Erhöhung der Einschlussbelastung würde zu einer vorzeitigen Verstopfung führen, und jeder Kaltstart des Metalls würde zu einer momentanen Strömungskrise führen. In diesem Fall wäre der Wechsel zu einem 15″ × 15″-Filter (1452 cm²) mit 50 ppi die richtige Konstruktion, die die Effizienz der Feinfiltration ohne das Problem der Durchflussbegrenzung beibehält.
Auswirkungen des Filterkastendesigns
Die Wechselwirkung zwischen PPI und Durchflussrate bedeutet, dass ein Wechsel des PPI ohne Überarbeitung des Filterkastendesigns eine häufige Quelle unerwarteter Probleme ist. Wenn AdTech Kunden bei der Umstellung von einer PPI-Klasse auf eine andere unterstützt, prüfen wir immer:
- Verfügbarer Metallkopf (Höhe der Metallsäule, die verfügbar ist, um Metall durch den Filter zu drücken).
- Filterfläche und ihr Verhältnis zum Spitzenmetalldurchsatz.
- Rinnengeometrie vor und hinter dem Filterkasten (Strömungsverteilung).
- Temperaturmanagement des Metalls (ein höherer Druckverlust erfordert eine größere Temperaturspanne, um ein Einfrieren der langsam fließenden Filterflächen zu verhindern).
Zweistufige Filtration: Wann ist es sinnvoll, mehrere PPI-Stufen zu verwenden?
Die zweistufige Schaumkeramikfiltration - die Verwendung von zwei Filtern in Serie mit unterschiedlichen PPI-Werten - ist eine bewährte Technik für anspruchsvolle Aluminiumgussanwendungen. Es ist wichtig zu verstehen, wann sie die Ergebnisse wirklich verbessert und wann sie Kosten und Komplexität ohne proportionalen Nutzen hinzufügt.
Die Logik der zweistufigen Filtration
Ein gröberer Filter (niedriger PPI), der einem feineren Filter (höherer PPI) vorgeschaltet ist, fängt große Einschlüsse ab, bevor sie den Feinfilter erreichen und vorzeitig belasten. Dadurch wird die Lebensdauer des Feinfilters verlängert und der nachgeschaltete Filter kann bei der geringeren Belastung durch Einschlüsse mit höherer Effizienz arbeiten.
Die Forschung von Bao, Tao und Yao an der Shanghai Jiao Tong University (Light Metals 2018) quantifizierte die Verlängerung der Kampagnenlebensdauer durch zweistufige Filtration: Ein 20 ppi + 40 ppi-Seriensystem verarbeitete 38% mehr Metallvolumen vor dem Durchbruch im Vergleich zu einem einzelnen 40 ppi-Filter mit gleicher Gesamtfläche. Die mit LiMCA gemessene Effizienz des nachgeschalteten 40 ppi-Filters war zur Mitte der Kampagne ebenfalls um 8-12% höher als die des einstufigen Äquivalents, was auf eine geringere Porenbelastung zurückzuführen ist, die eine bessere Tiefenfiltration ermöglicht.
Wann eine zweistufige Filtration eine Investition wert ist
Die zweistufige Filtration rechtfertigt die zusätzlichen Filterkosten, den zusätzlichen Platz im Filterkasten und die zusätzliche Komplexität des Betriebs, wenn:
Die Belastung durch Metalleinschlüsse ist hoch: Schmelzen mit hohem Schrottanteil, Legierungen mit einem Mg-Gehalt von mehr als 3% oder Verfahren ohne ausreichende Entgasung und Flussmittel erzeugen hohe Einschlussmengen, die einen einzelnen Feinfilter schnell verstopfen können.
Die Qualitätsanforderungen verlangen eine feine Filtration, aber die Durchflussbeschränkung begrenzt eine einstufige, feinere PPI: Zwei Stufen ermöglichen eine größere Gesamtfiltrationsfläche ohne den hydraulischen Widerstand eines einzelnen Feinfilters.
Die Casting-Kampagne ist lang: Lange Stranggusskampagnen (wie z. B. die Produktion von Knüppeln für die Luft- und Raumfahrt oder große Gleichstromgießvorgänge) profitieren von der verlängerten Lebensdauer der zweistufigen Systeme, die die Häufigkeit des Filterwechsels und die damit verbundenen Gießunterbrechungen reduzieren.
Das nachgelagerte Produkt entspricht den anspruchsvollsten Spezifikationen für die Luft- und Raumfahrt oder der EC-Qualität: Wenn das Qualitätsziel wirklich eine 95%+-Entfernung von Einschlüssen über 10 Mikrometer erfordert, kann ein einstufiger Schaumkeramikfilter mit beliebigem PPI-Wert dies nicht durchgängig erreichen. Der zweistufige Ansatz (typischerweise 20 ppi + 40 ppi oder 30 ppi + 50 ppi, manchmal gefolgt von einer Tiefbettfiltration) ist die technische Lösung.
Empfohlene zweistufige PPI-Kombinationen
| Anmeldung | Stufe 1 (Upstream) | Stufe 2 (nachgelagert) | Erwartete Effizienzverbesserung im Vergleich zu einer einzelnen Stufe |
|---|---|---|---|
| Standardknüppel, hoher Schrottanteil | 20 ppi | 30 ppi | 15-25% Effizienz, 30-40% längere Kampagne |
| Automobil-Extrusionsknüppel | 20 ppi | 40 ppi | 20-30% Effizienz, 35-45% längere Kampagne |
| EC-Stab | 20 ppi | 40 ppi | 22-32% Effizienz, 35-50% längere Kampagne |
| Knüppel für die Luft- und Raumfahrt (vor dem Tiefbett) | 20 ppi | 40-50 ppi | 25-35% Wirkungsgrad |
| Hoch-Mg-Legierung (>4% Mg) | 20 ppi | 30 ppi | 20-30% Lebensdauer der Kampagne, verhindert vorzeitiges Verstopfen |
Fallstudie aus der Praxis: Optimierung der PPI-Auswahl bei einer Automobil-Knüppelgießerei
Hintergrund: A 6082 Aluminium-Billet-Hersteller in Südkorea, 2023
Profil des Unternehmens: Eine mittelgroße Gießerei für Aluminiumbarren in der Provinz Gyeonggi, Südkorea, die 6082-T6-Barren für das Schmieden von Automobilstrukturen herstellt. Monatliches Produktionsvolumen: ca. 800 Tonnen Knüppel aus der Legierung 6082 mit Durchmessern von 152 mm und 203 mm. Der nachgeschaltete Kunde: ein Tier-1-Automobilschmiedezulieferer, der Aufhängungskomponenten für koreanische OEM-Fahrzeugprogramme herstellt.
Der Schmerzpunkt des Kunden: Zu Beginn des ersten Quartals 2023 meldete der nachgelagerte Schmiedekunde erhöhte Rückweisungsraten bei bearbeiteten Schmiedeteilen - insbesondere Rückweisungen bei der Ultraschallprüfung (UT), die durch Anzeichen im Tiefenbereich von 3 bis 5 mm bei fertig bearbeiteten Komponenten ausgelöst wurden. Die Rückweisungsrate stieg von einem Ausgangswert von 0,3% auf 2,1% innerhalb von sechs Monaten, ein 7-facher Anstieg, der einen formellen Antrag auf Korrekturmaßnahmen des Lieferanten (SCAR) auslöste. Der Knüppelhersteller verwendete 30 ppi Keramikschaumfilter in einem einstufigen System mit dem Produkt seines bisherigen Filterlieferanten.
Untersuchung der Grundursache: Das Anwendungstechnik-Team von AdTech wurde im Juli 2023 mit der Durchführung eines Audits des Filtersystems beauftragt. Mithilfe von PoDFA-Probenahmen (Porous Disk Filtration Apparatus) stromaufwärts und stromabwärts des bestehenden Filters haben wir die Einschlusspopulation quantifiziert. Die wichtigsten Ergebnisse:
- Gehalt an stromaufwärts gelegenen Einschlüssen: 0,42 mm²/kg (PoDFA-Flächenmessung), wobei 68% der Einschlüsse als Aluminiumoxidfilme im Bereich von 20-80 Mikron klassifiziert wurden.
- Nachgeschalteter (Post-30 ppi-Filter) Einschlussgehalt: 0,11 mm²/kg.
- Berechneter einstufiger Wirkungsgrad von 30 ppi: ca. 74% nach Fläche.
- Großer Einschlussschwanz (>50 Mikrometer): 18% Entfernungsrate - deutlich unter den 85%+, die durch korrekt spezifizierte 30 ppi-Filtration in vergleichbaren Einrichtungen erreicht werden.
- Die metallografische Untersuchung der zurückgewiesenen Schmiedestücke bestätigte große Aluminiumoxideinschlüsse (60-120 Mikrometer) an den UT-Indikationsstellen.
Die Problemdiagnose: Der vorhandene 30 ppi-Filter war im Verhältnis zum Metalldurchsatz unterdimensioniert. Beim Gießen wurden durchschnittlich 28 kg/min gegossen, aber der Filterkasten war für einen 178 × 178 mm (7″ × 7″) großen Filter ausgelegt - eine Fläche von etwa 317 cm². Die sich daraus ergebende spezifische Filtrationsrate betrug 0,088 kg/min-cm², was am oberen Ende des akzeptablen Bereichs für 30 ppi liegt und eine erhöhte Metallgeschwindigkeit durch den Filter verursacht. Die hohe Geschwindigkeit verringerte die Kontaktzeit der Einschlüsse mit den Oberflächen der Filterstreben und führte zu einer erneuten Mitnahme von zuvor eingefangenen Einschlüssen in den oberen Filterschichten.
Die Lösung von AdTech - umgesetzt im September 2023:
- Neugestaltung der Filterbox: Ersetzen des 7″ × 7″-Filterkastens durch einen neuen, von AdTech entworfenen 9″ × 9″ (229 × 229 mm) Filterkasten, wodurch die Filterfläche von 317 cm² auf 524 cm² vergrößert wurde - ein Flächenzuwachs von 65%. Dadurch konnte die spezifische Filtrationsrate auf 0,053 kg/min-cm² gesenkt werden, was deutlich im optimalen Betriebsbereich liegt.
- PPI-Erhöhung auf 40 ppi: Da die Durchflussrate pro Flächeneinheit nun innerhalb der Spezifikation lag, war eine Aufrüstung von 30 ppi auf 40 ppi ohne hydraulische Einbußen machbar. Die Kombination aus größerem Filterkasten und feinerem PPI wurde entwickelt, um eine Abscheideleistung von über 90% für Einschlüsse im Bereich von 20-80 Mikron zu erreichen.
- Vorgelagerte Prozessverbesserung: AdTech empfahl und der Kunde implementierte verbesserte Verfahren zur Krätzeabschöpfung im Warmhalteofen, wodurch die vorgelagerte Einschlussfracht um etwa 25% reduziert wurde, bevor das Metall den Filter erreichte.
- Verbesserung der Filterqualität: Der Kunde wechselte von seinem bisherigen Filterlieferanten zu AdTechs phosphatfreiem 40 ppi-Aluminiumoxid-Schaumstofffilter und beseitigte damit das Risiko der Phosphorkontamination, das auch für nachgelagerte Produkte in EC-Qualität als sekundäres Problem erkannt worden war.
Ergebnisse - gemessen im Januar 2024 (vier Monate nach der Umsetzung):
- Gehalt an Nachfiltereinschlüssen: 0,038 mm²/kg (gegenüber vorher 0,11 mm²/kg) - eine Reduzierung um 65%
- Großer Einschlussschwanz (>50 Mikrometer): 97% Entfernungsrate (im Vergleich zu vorher 18%)
- Ablehnungsrate der nachgeschalteten Schmiede-UT: zurück auf 0,2% - unter dem Ausgangswert vor dem Problem von 0,3%
- Lebensdauer der Filterkampagne: von durchschnittlich 680 kg pro Filter auf 920 kg pro Filter erhöht (Verbesserung um 35%), was auf die geringere spezifische Filtrationsrate und die verbesserte stromaufwärtige Sauberkeit zurückzuführen ist
- Kunden-SCAR: abgeschlossen mit verifizierten Abhilfemaßnahmen im Februar 2024
- Auswirkungen auf die jährlichen Filterkosten: Die Kosten pro Filtereinheit stiegen um ca. 22% (40 ppi gegenüber 30 ppi, plus größere Abmessungen), aber die Verbesserung der Filterstandzeit glich dies aus, so dass die Nettofilterkosten pro Tonne produzierten Knüppels im Wesentlichen unverändert blieben.
Dieser Fall veranschaulicht einen Grundsatz, dem wir bei der Filtrationsberatung immer wieder begegnen: Die PPI-Auswahl kann nicht isoliert optimiert werden. Durchflussrate, Filterfläche, stromaufwärts gelegene Einschlüsse und Filterqualität müssen alle zusammen berücksichtigt werden, um die angestrebte Filtrationsleistung zu erreichen.
Häufige Fehler bei der PPI-Auswahl und wie man sie vermeidet
Fehler 1: Auswahl des PPI nur auf Basis der Legierung, ohne Berücksichtigung der Durchflussrate
Der häufigste Fehler. Ein Ingenieur legt 40 ppi auf der Grundlage der Empfindlichkeit der Legierung fest, aber der vorhandene Filterkasten und die Rinnenkonstruktion können den erhöhten Durchflusswiderstand nicht bewältigen. Der Metallfluss verlangsamt sich, die Gießtemperatur sinkt, und im Produkt treten Kaltverformungsfehler oder Oberflächenrisse auf. Der Ingenieur kommt zu dem Schluss, dass 40 ppi “nicht funktionieren” und kehrt zu 30 ppi zurück.
Prävention: Berechnen Sie immer die spezifische Filtrationsrate (kg/min-cm²) für die vorgeschlagene Filtergröße und die PPI-Kombination, bevor Sie sie festlegen. Vergewissern Sie sich, dass die verfügbare Metalldruckhöhe ausreicht, um die angestrebte Durchflussrate mit dem gewählten PPI durch den Filter zu leiten.
Fehler 2: Spezifikation feinerer PPI ohne Berücksichtigung der Lebensdauer der Kampagne
Höhere PPI-Filter haben eine geringere Kapazität zur Aufnahme von Einschlüssen, da die feinere Porenstruktur durch weniger Gesamteinschlüsse verstopft wird. Ein Betrieb mit hoher Einschlussbelastung - hoher Schrottanteil, unzureichende Entgasung im Vorfeld, schlechte Krätzeentfernung - verstopft einen Filter mit 50 ppi in einem Bruchteil der Zeit im Vergleich zu 30 ppi. Wenn der Filterwechsel eine Unterbrechung des Gießvorgangs erfordert, stellt eine sehr häufige Verstopfung ein größeres Qualitätsrisiko dar (aufgrund der Temperaturinstabilität während des Wiederanfahrens) als bei dem gröberen Filter, der ersetzt wurde.
Prävention: Schätzen Sie die Standzeit der Filterkampagne vor der Spezifikation. Wenn die Berechnung eine Standzeit ergibt, die unter der minimalen akzeptablen Gießlauflänge für Ihren Betrieb liegt, sollten Sie entweder die Einschlussbeladung stromaufwärts reduzieren, die Filterfläche vergrößern (um die Gesamtkapazität zum Zurückhalten von Einschlüssen zu erhöhen), den PPI-Wert auf eine Sorte mit höherer Kapazität reduzieren oder zu einer zweistufigen Filtration wechseln.
Fehler 3: Behandlung von PPI als feste Spezifikation für alle Produkte in einer gemischten Einrichtung
Viele Aluminiumgießereien produzieren mehrere Legierungen auf derselben Gießanlage. Eine einzige PPI-Spezifikation, die für alle Produkte gilt, ist für keines von ihnen optimal. 5xxx-Legierungen mit hohem Mg-Gehalt, die mit 30 ppi gegossen werden, sollten auf 40 ppi umgestellt werden, wenn die Anlage auf 6xxx-Knüppel für die Automobilindustrie umgestellt wird, und andersherum.
Prävention: Entwickeln Sie eine produktspezifische Filtrationsmatrix, die den PPI (und die Filtergröße) für jede auf jeder Gießanlage hergestellte Legierung festlegt. Dies erhöht die betriebliche Komplexität ein wenig, verhindert aber sowohl Über- als auch Unterfiltrierung im gesamten Produktmix.
Fehler 4: Keine Überprüfung der Filterqualität mit dem angegebenen PPI
Wie bereits erwähnt, variiert die nominale PPI-Einstufung von Anbieter zu Anbieter. Ein Lieferant, der “30 ppi” angibt, kann ein Produkt mit einer effektiven Zellgröße von 25 ppi oder 35 ppi liefern. Ohne Überprüfung der chemischen und physikalischen Eigenschaften ist die PPI-Angabe in der Bestellung keine Garantie für die Filtrationsleistung.
Prävention: Verlangen Sie von den Filterlieferanten Bescheinigungen über die Chargenprüfung, einschließlich Druckfestigkeit, Überprüfung der Abmessungen und der chemischen Zusammensetzung. Führen Sie bei kritischen Anwendungen eine regelmäßige Überprüfung der PoDFA- oder LiMCA-Filtrationseffizienz durch.
PPI-Auswahl-Entscheidungsrahmen und Quick-Reference-Tabellen
Schritt-für-Schritt PPI-Auswahlverfahren
Schritt 1: Identifizieren Sie die Legierungsfamilie und ihre wichtigsten Einschlussarten (siehe Legierungstabelle oben)
Schritt 2: Identifizieren Sie die Qualitätsanforderungen für die Endanwendung und ordnen Sie diese einer maximal tolerierbaren Einschlussgröße zu (siehe Tabelle der Qualitätsanforderungen oben).
Schritt 3: Bestimmen Sie die Metalldurchflussmenge durch den Filter (kg/min)
Schritt 4: Berechnen Sie die erforderliche Filterfläche: Erforderliche Fläche (cm²) = Durchflussmenge (kg/min) / Maximale spezifische Filtrationsrate für den PPI-Kandidaten (aus der obigen Tabelle)
Schritt 5: Vergleichen Sie die erforderliche Filterfläche mit den verfügbaren Filtergrößen. Wählen Sie die nächstgelegene Standardgröße aus, die einen Sicherheitsabstand von mindestens 20% zur erforderlichen Mindestfläche bietet.
Schritt 6: Bewertung der Einschlussbelastung des eingehenden Metalls (auf der Grundlage der vorgelagerten Prozesssteuerung, des Schrottanteils und der Entgasungseffektivität) und Schätzung der Kampagnenlebensdauer bei der gewählten PPI und Filterfläche
Schritt 7: Bestätigen Sie, dass die Lebensdauer der Kampagne für den Gießplan ausreichend ist. Falls nicht, prüfen Sie eine zweistufige Filtration oder vorgeschaltete Verbesserungen.
Schritt 8: Überprüfen Sie, ob die verfügbare Metalldruckhöhe im Rinnensystem ausreicht, um die angestrebte Durchflussmenge durch die gewählte Filter- und PPI-Kombination zu leiten.
Vollständige PPI-Schnellwahltabelle für 2026
| Szenario | Legierung | Endverwendung | Durchflussmenge | Empfohlener PPI | Filter Größe | Zweistufig? |
|---|---|---|---|---|---|---|
| Standard-Strangpressbarren | 6063 | Architektonisches Profil | Niedrig bis mittel | 30 ppi | 9″ × 9″ | Nein |
| Automobil-Extrusionsknüppel | 6082 | Strukturelle Crash-Komponente | Mittel | 40 ppi | 9″ × 9″ | Optional |
| Herstellung von Stangen in EC-Qualität | 1350 | Elektrischer Leiterdraht | Mittel-Hoch | 40 ppi | 9″ × 9″ bis 15″ × 15″ | Empfohlen |
| Knüppel für die Luft- und Raumfahrt | 7075 | Strukturelles Schmieden | Niedrig bis mittel | 40-50 ppi | 15″ × 15″ | Ja + Tiefbett |
| Blech für Getränkedosen | 3004 | Karosseriebestand | Hoch | 30 ppi | 9″ × 9″ oder 15″ × 15″ | Nein |
| Marineplatte mit hohem Mg-Gehalt | 5083 | Meeresstruktur | Mittel | 30-40 ppi | 9″ × 9″ | Optional |
| Druckgusslegierung | A380 | Automobil-Druckguss | Hoch | 20-30 ppi | 7″ × 7″ bis 9″ × 9″ | Nein |
| Hochreine Kondensatorfolie | 1xxx rein | Kondensatorfolie | Niedrig | 50-60 ppi | 9″ × 9″ bis 15″ × 15″ | Ja |
| Knüppel aus recyceltem Material | Gemischt 6xxx | Gemischte Anwendungen | Variabel | 30 ppi stromaufwärts / 40 ppi stromabwärts | Zweistufiges System | Ja |
| Standard DC Knüppel | 6061 | Allgemein bearbeitete Teile | Mittel | 30 ppi | 9″ × 9″ | Nein |
Häufig gestellte Fragen zur PPI-Auswahl für die Filtration in Aluminiumgießereien
1: Welchen PPI-Keramikschaumfilter sollte ich für 6061 Aluminium-Billet verwenden?
Für Standard 6061 Knüppel, die für allgemeine Bearbeitungsanwendungen bestimmt sind, sind 30 ppi die richtige Ausgangsspezifikation. 6061 erzeugt eine mäßige Belastung durch Einschlüsse - in erster Linie Aluminiumoxidfilme und MgO aufgrund des Mg-Gehalts von 1% - und die standardmäßige Schaumkeramikfiltration mit 30 ppi erreicht eine Entfernung von 80-92% von Einschlüssen über 20 Mikrometer, was für die meisten Bearbeitungsanwendungen ausreichend ist. Für 6061er Knüppel, die für Schmiedeteile in der Luft- und Raumfahrt, ermüdungskritische Automobilkomponenten oder eloxierte Architekturprodukte bestimmt sind, bei denen Oberflächenpitting inakzeptabel ist, sollten Sie auf 40 ppi aufrüsten. Vergewissern Sie sich, dass die Filterfläche eine spezifische Filtrationsrate von weniger als 0,10 kg/min-cm² bietet, um ein vorzeitiges Verstopfen oder eine Verringerung der Effizienz aufgrund hoher Strömungsgeschwindigkeiten zu vermeiden. Die Verwendung der phosphatfreien 30 ppi oder 40 ppi Aluminiumoxidfilter von AdTech eliminiert das Risiko einer Phosphorkontamination, das bei herkömmlichen phosphatgebundenen Filtern besteht.
2: Was ist der Unterschied zwischen 30 ppi und 40 ppi Schaumkeramikfiltern in Bezug auf die tatsächliche Filtrationsleistung?
Der Wechsel von 30 ppi auf 40 ppi verbessert die Entfernung mittlerer Einschlüsse (5-20 μm) um etwa 10-15 Prozentpunkte und die Entfernung großer Einschlüsse (>30 μm) um etwa 5-8 Prozentpunkte. Bei Einschlüssen über 50 Mikrometer - die die Hauptursache für die meisten Oberflächenfehler, Drahtbrüche und Ermüdungsausfälle sind - erreichen 30 ppi unter optimierten Bedingungen bereits eine Abtragsleistung von 85-92%, während 40 ppi 95-98% erreichen. Der Leistungsunterschied ist bedeutsam, aber bei großen Einschlüssen nicht umwälzend. Der signifikante Unterschied liegt im Bereich von 10-30 Mikrometern, wo 30 ppi eine Entfernung von 65-80% und 40 ppi eine Entfernung von 78-90% erreichen. Der Nachteil besteht darin, dass 40 ppi bei gleicher Geschwindigkeit einen um etwa 40-50% höheren Strömungswiderstand als 30 ppi erzeugt, was bedeutet, dass der Filterkasten angemessen dimensioniert sein muss, um den erforderlichen Metallfluss ohne übermäßigen Druckverlust aufrechtzuerhalten.
3: Kann ich einen höheren PPI-Filter verwenden, um eine unzureichende vorgelagerte Entgasung oder Fluxung zu kompensieren?
Nein - die Erhöhung des PPI-Wertes ist kein wirksamer Ersatz für eine ordnungsgemäße Entgasung und Flussmittelaufbereitung im Vorfeld. Durch die Entgasung wird gelöster Wasserstoff entfernt, der in erstarrten Gussteilen Porosität bildet - ein Defektmechanismus, den Schaumkeramikfilter unabhängig von der PPI-Einstufung nicht beseitigen können. Die Flussmittelbehandlung fördert die Agglomeration von Einschlüssen, wodurch diese größer werden und daher leichter abzufangen sind. Ohne diese Behandlung ist die feine Verteilung der Einschlüsse, die in schlecht behandeltem Metall verbleibt, auch diejenige, die am wenigsten effizient von jeder PPI-Klasse abgefangen wird. Die richtige Reihenfolge ist: zuerst eine angemessene Entgasung und Fluxung, dann eine entsprechend spezifizierte Schaumkeramikfiltration. Die Verwendung von 50 ppi oder 60 ppi in dem Versuch, eine unzureichende vorgelagerte Behandlung zu kompensieren, führt zu einer schnellen Verstopfung des Filters, zu Problemen beim Gießfluss und zu anhaltenden Qualitätsproblemen trotz der Feinfiltration. Kümmern Sie sich erst um den vorgelagerten Prozess und optimieren Sie dann die PPI-Auswahl.
4: Woher weiß ich, ob meine aktuelle PPI-Auswahl ein vorzeitiges Blockieren des Filters verursacht?
Der Hauptindikator für eine vorzeitige Verstopfung ist der Anstieg der Förderhöhe vor dem Filterkasten, der schneller erfolgt als für die verarbeitete Metallmenge erwartet. Wenn ein Filter, der in der Vergangenheit 900 kg Metall aushielt, jetzt bei 500 kg verstopft, ohne dass die Gießpraxis geändert wurde, ist die wahrscheinliche Ursache ein vorzeitiges Verstopfen aufgrund von übermäßiger Einschlussbelastung oder unzureichender Filterfläche. Weitere Indikatoren sind: sichtbarer Aufbau des Metallpegels in der Rinne vor dem Filterkasten während des Gießvorgangs, verringerte Gießdurchflussrate bei konstanter Metallhöhe und PoDFA-Proben, die im Vergleich zu früheren Kampagnen höhere als die erwarteten Konzentrationen an Einschlüssen in der Rinne aufweisen. Führen Sie eine systematische Überwachung der Metallförderhöhe im Vergleich zum kumulativen Metallvolumen durch den Filter für mehrere Kampagnen durch, um eine Basis-Sperrkurve zu erstellen - Abweichungen von dieser Basislinie weisen auf Prozessänderungen hin, die untersucht werden müssen.
5: Ist es möglich, 20 ppi-Filter als kostensparende Maßnahme für Standard-Aluminiumguss zu verwenden?
20 ppi-Filter eignen sich für Anwendungen, bei denen der Metalldurchsatz sehr hoch ist und die Entfernung großer Einschlüsse die Hauptanforderung darstellt, sind jedoch als allgemeine Kosteneinsparungsmaßnahme für Anwendungen, die eine mittlere bis hohe Reinheit erfordern, unzureichend. Bei 20 ppi beträgt die Abscheideleistung für Einschlüsse im Bereich von 5-20 Mikron nur 45-60%, was bedeutet, dass die Mehrzahl der feinen Einschlüsse den Filter ungehindert passieren kann. Bei Anwendungen zur Herstellung von Strangpressbolzen, elektrischen Leiterstäben, Automobilkomponenten oder anderen Produkten, bei denen Oberflächenqualität, Leitfähigkeit oder mechanische Leistung spezifiziert sind, führen 20 ppi zu höheren Rückweisungsraten, deren Kosten die Einsparungen bei den Filterkosten deutlich übersteigen. 20 ppi ist die richtige Spezifikation für Vorfilterstufen in zweistufigen Systemen, für Druckgussverfahren mit sehr hohen Durchflussraten, bei denen 30 ppi zu inakzeptablen Durchflussbeschränkungen führen, und für die Vorfiltration von stark verunreinigtem Metall vor einer weitergehenden Behandlung.
6: Welchen Einfluss hat die Metalltemperatur auf die PPI-Auswahl?
Die Metalltemperatur beeinflusst die Filtrationseffizienz durch ihren Einfluss auf die Metallviskosität und die Benetzbarkeit der Einschlüsse an der Filteroberfläche. Bei niedrigeren Gießtemperaturen (näher am Liquidus, typischerweise 680-700°C für die meisten Legierungen) ist die Metallviskosität höher, was die Absetzgeschwindigkeit der Einschlüsse verringert, aber auch den Metallfluss durch den Filter verlangsamt. Bei höheren Gießtemperaturen (730-760°C) ist die Viskosität geringer, das Metall fließt freier, aber die Adhäsionskraft zwischen Einschluss und Filter kann aufgrund von Veränderungen der Oxidschicht an der Oberfläche des Einschlusses verringert sein. Die praktische Konsequenz: Arbeiten Sie innerhalb des empfohlenen Gießtemperaturbereichs der Legierung - der durch die Anforderungen an die Gussqualität und nicht durch die Optimierung der Filtration bestimmt wird. Liegt die Temperatur unterhalb des empfohlenen Bereichs, kann sich die Durchflussbegrenzung des Filters scheinbar verschlimmern (in Wirklichkeit ein Viskositätseffekt); oberhalb des empfohlenen Bereichs erhöhen Wasserstoffaufnahme und Oxidbildung die Belastung des Filters durch Einschlüsse. Innerhalb des normalen Gießtemperaturfensters wirkt sich die Temperatur im Vergleich zu PPI und Durchflussmenge nur sekundär auf die Filtrationseffizienz aus.
7: Wie wirkt sich der Schrottanteil in der Ladung auf die PPI-Anforderungen aus?
Ein höherer Schrottanteil in der Charge erhöht sowohl die Menge als auch die Größenverteilung der Einschlüsse in der Schmelze, was im Allgemeinen eine einstufige PPI-Erhöhung oder eine größere Filterfläche bei gleichem PPI-Wert erfordert. Primäraluminium (aus der Schmelze) hat einen relativ geringen Gehalt an Einschlüssen. Sekundäraluminium aus Post-Consumer-Schrott enthält lackierte Oberflächen, Schmiermittelrückstände, Eloxalschichten und verschiedene Verunreinigungen, die beim Umschmelzen deutlich mehr Einschlüsse erzeugen. Forschungen des Recycling Research Institute of Finland (veröffentlicht in Resources, Conservation and Recycling, 2021) haben gezeigt, dass geschmolzenes Aluminium aus gemischtem Post-Consumer-Schrott einen etwa 3,5-fach höheren Gehalt an PoDFA-Einschlüssen aufweist als entsprechendes Primäraluminium vor der Filtration. Die praktische Leitlinie: Betriebe, die mehr als 40% Post-Consumer-Schrott verwenden, sollten den PPI um eine Stufe erhöhen (z. B. 30 bis 40 ppi) und die Filterfläche um 20-30% im Vergleich zur Basisspezifikation für Primärmetall derselben Legierungsklasse vergrößern.
8: Welcher PPI wird für das Filtern von A356 Aluminium für den Automobilguss empfohlen?
Die Legierung A356 für sicherheitskritische Gussteile in der Automobilindustrie (Achsschenkel, Querlenker, Bremssättel) erfordert je nach Bauteil und Gussverfahren eine Filterung von 30-40 ppi. A356 ist eine Gusslegierung (Al-7Si-0,3Mg), die aus dem Magnesiumgehalt Aluminiumoxidfilme und MgO-Einschlüsse erzeugt. Für das Kokillen- und Niederdruckgießen von Sicherheitsbauteilen sind 30 ppi die akzeptable Mindestspezifikation, wobei 40 ppi für Bauteile empfohlen werden, für die strenge Ermüdungslebensdauer- oder Dehnungsspezifikationen gelten (üblich in europäischen OEM-Spezifikationen, die eine Mindestdehnung von 8% in kritischen Zonen verlangen). Der Druckguss von A356 arbeitet mit viel höheren Metallgeschwindigkeiten durch das Kanalsystem, was die Platzierung und Dimensionierung des Filters kritisch macht - 20-30 ppi werden in Schusshülsen- oder Angusspositionen verwendet, wo die Fließgeschwindigkeit sehr hoch ist, während 30 ppi in Anguss- oder Anschnittpositionen mit mäßiger Fließgeschwindigkeit angemessen sind. Für Premium-Automobilanwendungen, die auf NADCAP- oder gleichwertige Qualitätssysteme für die Luft- und Raumfahrt abzielen, sind 40 ppi in Kombination mit einer angemessenen Entgasung im vorgelagerten Bereich der aktuelle Industriestandard.
9: Wie sollte ich die PPI-Auswahl anpassen, wenn ich bei sehr niedrigen Durchflussraten gieße und bei sehr hohen Durchflussraten?
Wählen Sie bei sehr niedrigen Durchflussraten einen gröberen PPI als die Standardempfehlung (eine Stufe gröber), um die Bildung von Kaltmetallbrücken in den Filterporen zu verhindern. Bei sehr hohen Durchflussraten erhöhen Sie entweder die Filterfläche mit dem Standard-PPI oder gehen Sie eine Stufe gröber und erhöhen gleichzeitig die Filtergröße. Sehr niedrige Metalldurchflussraten (unter ca. 5 kg/min durch einen Standard 9″ × 9″-Filter) können dazu führen, dass das Metall an der Filteroberfläche lokal unter den Liquidus abkühlt und eine dünne verfestigte Haut bildet, die den Filter schnell blockiert - ein Phänomen, das als “Kältebrückenbildung” bezeichnet wird. Ein gröberes PPI verringert die Wahrscheinlichkeit von Kältebrücken, da es größere Porenöffnungen bietet. Sehr hohe Durchflussraten (über 0,12 kg/min-cm² bei 30 ppi) führen zu Turbulenzen in der Filterstruktur, die zuvor abgeschiedene Einschlüsse wieder mitreißen und die Netto-Filtrationseffizienz verringern. Die Lösung bei hohen Durchflussraten ist immer die Vergrößerung der Filterfläche und nicht die Verwendung eines feineren PPI, was das Problem des Durchflusswiderstands noch verschärfen würde.
10: Wie hoch ist die Lebensdauer eines Keramikschaumfilters, und hat PPI einen Einfluss auf die Lebensdauer des Filters?
Ein Schaumkeramikfilter ist ein Einwegprodukt, das am Ende jeder Gießkampagne ausgetauscht wird, und ja, die PPI-Einstufung ist einer der Faktoren, die bestimmen, wie lange eine Kampagne dauern kann, bevor der Filter ersetzt werden muss. Gröbere PPI-Filter haben eine höhere Aufnahmekapazität für Einschlüsse - weil ihr größeres Porenvolumen mehr abgeschiedenes Material aufnehmen kann, bevor die Durchflussbegrenzung unannehmbar wird - und ermöglichen daher eine längere Kampagnendauer bei gleicher Einschlussbelastung. Als allgemeiner Richtwert für einen 9″ × 9″ (229 × 229 mm) Filter bei normaler Beladung mit Einschlüssen aus einer gut behandelten Primäraluminiumschmelze gilt: Ein 20 ppi-Filter bewältigt in der Regel 1500-3000 kg Metall pro Kampagne; 30 ppi bewältigen 800-1500 kg; 40 ppi bewältigen 400-800 kg und 50 ppi 200-400 kg. Diese Spannen sind groß, da die Reinheit des Metalls, die spezifische Filtrationsrate (Durchfluss pro Flächeneinheit) und die Metalltemperatur die tatsächliche Standzeit stark beeinflussen. Betriebe mit einer hohen Belastung durch Einschlüsse (hoher Schrottanteil, schlechte Entgasung) werden unabhängig vom PPI am unteren Ende dieser Bereiche liegen. Für lange Gießkampagnen, die mehr Metallvolumen erfordern, als ein einzelner Filter aufnehmen kann, sind zweistufige Filtration oder mehrere parallel geschaltete Filter die technische Lösung.
Schlussfolgerung: Eine PPI-Auswahlentscheidung, die Ihren spezifischen Betrieb widerspiegelt
Der richtige PPI für die Aluminiumgießereifiltration im Jahr 2026 ist derjenige, der durch die gleichzeitige Bewertung der Empfindlichkeit von Legierungseinschlüssen, der Qualitätsanforderungen der Endanwendung und der Metalldurchflussrate ausgewählt wurde - nicht durch die Anwendung eines Branchendurchschnitts oder das Kopieren der Spezifikation eines Wettbewerbers.
Die Beweise aus der veröffentlichten metallurgischen Forschung, unsere direkten Feldüberwachungsdaten bei AdTech-Kunden und die oben dokumentierte südkoreanische Fallstudie deuten alle auf dieselbe Schlussfolgerung hin: Die meisten Probleme mit der Filtrationsleistung beim Aluminiumguss werden nicht durch die isolierte Auswahl des falschen PPI verursacht. Sie werden durch die Wahl von PPI verursacht, ohne dass gleichzeitig überprüft wird, ob die Filterfläche, die vorgelagerte Prozesssteuerung und die Filterqualität das beabsichtigte Leistungsniveau unterstützen.
Eine technisch korrekte PPI-Auswahl, ein richtig bemessener Filterkasten und ein qualitätsgeprüftes Filterprodukt erzielen durchgängig die Leistung zur Entfernung von Einschlüssen, die die Legierung und die Endanwendung erfordern. Wenn diese drei Variablen aufeinander abgestimmt sind, bietet die Schaumkeramikfiltration eine vorhersehbare, überprüfbare Konsistenz von Kampagne zu Kampagne, die die Qualitätsmanagementsysteme unterstützt, die die heutigen Lieferketten der Automobil- und Luftfahrtindustrie erfordern.
Für anwendungsspezifische PPI-Empfehlungen, Überprüfung des Filterkastendesigns oder Unterstützung bei der Interpretation von LiMCA- oder PoDFA-Daten aus Ihrem Gießbetrieb steht das AdTech-Filtrationstechnikteam qualifizierten Industriekunden zur Verfügung.
Dieser Artikel wurde vom technischen Redaktionsteam von AdTech auf der Grundlage primärer Erfahrungen in der Filtrationstechnik, veröffentlichter metallurgischer Untersuchungen und direkter Anwendungsdaten von Kunden erstellt. Zu den wichtigsten Referenzen gehören: Voigt et al. (Metallurgical and Materials Transactions B), Acosta et al. (Metallurgical Transactions B, 1995), Bao et al. (Light Metals 2018), Laé et al. (INPG, Grenoble), Murakami und Endo (Engineering Fracture Mechanics, 1994) sowie Anwendungsdaten der European Aluminum Association. Der Inhalt wird jährlich überprüft.
Zuletzt aktualisiert: 2026 | AdTech Technische Ressourcenbibliothek
