اختر PPI المناسب (المسام في البوصة) بناءً على نظافة السبيكة ونوع الصب ومتطلبات التدفق. يوفر PPI المنخفض (10-20) تدفقًا أعلى وهو مثالي للتلوث الشديد أو المسبوكات الكبيرة. PPI متوسط PPI (30-40) يوازن بين كفاءة الترشيح والتدفق، وهو مناسب لمعظم التطبيقات. يوفر PPI عالي PPI (50-60) ترشيحًا أدق للمسبوكات عالية الجودة ومنخفضة العيوب ولكنه يقلل من معدل التدفق. ضع في اعتبارك أيضًا ضغط رأس المعدن وسرعة الصب وتصميم البوابات لتجنب الانسداد مع تحقيق الإزالة المثلى للشوائب.
إذا كان مشروعك يتطلب استخدام مرشح رغوة السيراميك، يمكنك اتصل بنا للحصول على عرض أسعار مجاني.
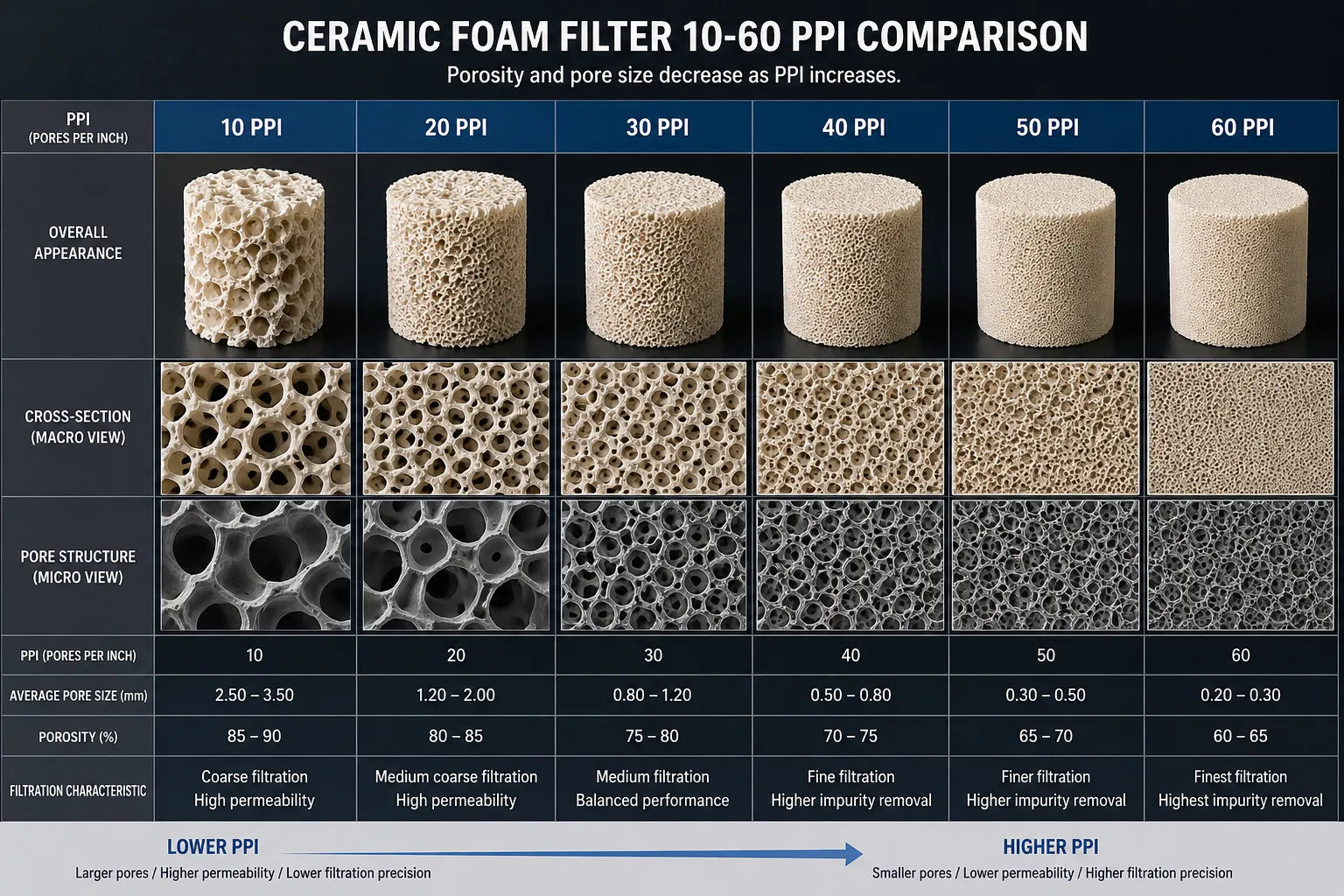
ماذا يعني PPI في الترشيح بالرغوة الخزفية؟
يرمز PPI إلى المسام في البوصة الواحدة - وهو عبارة عن عدد الخلايا المفتوحة التي تقاس خطيًا عبر بوصة واحدة (25.4 مم) من فلتر رغوة السيراميك الوجه. يحتوي مرشح 10 بيكسل لكل بوصة خطية على 10 خلايا تقريبًا لكل بوصة خطية، ويبلغ عرض كل خلية 2.5 مم تقريبًا. ويحتوي مرشح 50 نقطة لكل بوصة على 50 خلية تقريبًا في البوصة الواحدة، بأبعاد خلايا فردية تبلغ حوالي 0.5 مم. تصنيف PPI هو المواصفات الأساسية التي تحدد قدرة المرشح على الترشيح، ومقاومة التدفق، والقدرة على الاحتفاظ بالتضمين.
المفهوم واضح ومباشر من حيث المبدأ. وفي الممارسة العملية، تتضمن الترجمة من رقم PPI إلى أداء الترشيح الفعلي العديد من المتغيرات التي تجعل اختيار PPI قرارًا هندسيًا دقيقًا وليس مجرد بحث بسيط.
كيف يتم قياس مؤشر أسعار المنتجين ولماذا يختلف بين الموردين
يتم إجراء قياس PPI عن طريق عد فتحات الخلايا على طول خط مستقيم عبر وجه المرشح تحت تكبير منخفض. يبدو هذا بسيطًا، ولكن يختلف توزيع حجم الخلية داخل منتج معين مصنف PPI بين الشركات المصنعة. يدعي اثنان من الموردين كلاهما “30 نقطة في البوصة” قد تنتج مرشحات بمتوسط أحجام خلايا مختلفة بشكل ملحوظ، وتوزيعات مختلفة لأحجام الخلايا، وبالتالي أداء ترشيح مختلف.
وقد أظهرت الأبحاث المنشورة من الجامعة النرويجية للعلوم والتكنولوجيا (NTNU) حول توصيف مرشحات الرغوة الخزفية - بما في ذلك العمل الذي قام به ساندنيس وإنغ وزملاؤه - باستمرار أن تصنيف PPI الاسمي هو مواصفات غير دقيقة. وقد أظهرت قياساتهم أن عدد الخلايا الفعلي في المرشحات التجارية التي تبلغ 30 نقطة في البوصة لكل بوصة من مختلف الشركات المصنعة تراوح بين 26 إلى 34 خلية لكل بوصة، مع تباين مماثل في القطر الهيدروليكي للخلايا.
هذا التباين في القياس له نتيجة عملية: عند تبديل الموردين بنفس تصنيف PPI، قد يتغير أداء الترشيح. في AdTech، نأخذ هذا الأمر في الحسبان من خلال تحديد مرشحاتنا باستخدام كل من تصنيف PPI والحد الأدنى من قوة الضغط، مما يوفر وكيلًا لاتساق بنية الخلية.
PPI مقابل حجم المسام: العلاقة الفنية
يختلف قطر حلق المسام الفردي - أضيق انقباض يجب أن يمر من خلاله الجسيم في الهيكل الشبكي للمرشح - عن حجم الخلية. يبلغ قطر حلق المسام عادةً 30-50% من متوسط قطر الخلية. بالنسبة لمرشح 30 نقطة في البوصة بمتوسط قطر خلية يبلغ حوالي 0.85 مم، يبلغ قطر حلق المسام النموذجي حوالي 0.28-0.43 مم.
هذا التمييز مهم لأن أصغر شوائب يمكن التقاطها عن طريق الإجهاد النقي (الاعتراض الميكانيكي في حلق المسام) يساوي تقريبًا قطر حلق المسام. وتتطلب الشوائب الأصغر من حلق المسام آليات الالتصاق السطحي والانتشار للالتقاط - وهذا هو السبب في أن مرشحات الرغوة الخزفية تلتقط شوائب أصغر بكثير من حجم المسام الاسمي، ولكن بكفاءة أقل تدريجيًا مع انخفاض حجم الشوائب.
نطاق PPI القياسي في ممارسات مسبك الألومنيوم
| تصنيف PPI | الحجم التقريبي للخلية | قطر حلق المسام تقريبًا. | وضع السوق | حجم المعدن النموذجي لكل مرشح* |
|---|---|---|---|---|
| 10 نقاط في البوصة | 2.5 مم | 0.75-1.25 مم | تصفية مسبقة، إزالة الخشونة | مرتفع جداً (أكثر من 3000 كجم) |
| 20 نقطة في البوصة | 1.3 مم | 0.39-0.65 مم | صب عام، قياسي | عالية (1500-3000 كجم) |
| 30 نقطة في البوصة | 0.85 مم | 0.26-0.43 مم | الدرجة الصناعية الأكثر شيوعًا | متوسط (800-1500 كجم) |
| 40 نقطة في البوصة | 0.63 مم | 0.19-0.32 مم | تطبيقات النظافة العالية | معتدل-منخفض (400-800 كجم) |
| 50 نقطة في البوصة | 0.50 مم | 0.15 - 0.25 مم | المطالبة بالنظافة | منخفض (200-400 كجم) |
| 60 نقطة في البوصة | 0.42 مم | 0.13 - 0.21 مم | تطبيقات فائقة النظافة | منخفض جداً (أقل من 200 كجم) |
لكل مرشح قياسي مقاس 9 × 9 × 9 × 2 بوصة (229 × 229 × 50 مم) بمعدلات تدفق صب الألومنيوم النموذجية وتحميل شوائب معتدلة.

كيف يؤثر مؤشر أسعار المنتجين على كفاءة إزالة الإدراج؟
إن العلاقة بين تصنيف PPI وكفاءة إزالة التضمين هي واحدة من أكثر الجوانب التي يساء فهمها في كثير من الأحيان في تقنية ترشيح الألومنيوم. ويفترض العديد من المهندسين أن مؤشر PPI الأعلى يعني دائمًا ترشيحًا أفضل. وهذا صحيح بالنسبة للالتقاط الذي يهيمن عليه الإجهاد للشوائب الأكبر، ولكن الصورة الكاملة أكثر تعقيدًا.
آليات الالتقاط الثلاث واعتمادها على مؤشر أسعار المنتجين
الإجهاد الميكانيكي (النخل): لا يمكن أن تمر الشوائب الأكبر من قطر حلق المسام ويتم التقاطها عند أول مسام تصادفها. وتعتمد هذه الآلية بشكل كبير على PPI - مرشح 50 نقطة في البوصة البوصة له حلق مسام أصغر 3 مرات تقريبًا من مرشح 20 نقطة في البوصة البوصة وسيقوم بإجهاد الجسيمات ذات الحجم الأصغر المقابل.
الالتصاق السطحي (الترشيح العميق): تُلتقط الشوائب الأصغر من قطر حلق المسام ولكن أعلى من 5 ميكرون تقريبًا عندما يحملها القصور الذاتي إلى التلامس مع سطح دعامة الألومينا، حيث تحتفظ بها قوى التصاق فان دير فالس. وتعتمد هذه الآلية إلى حد ما على مؤشر القوة الشرائية - حيث تزيد مساحة السطح الأكبر لكل وحدة حجم (من بنية المسام الدقيقة) من احتمال التلامس.
الانتشار البراوني: بالنسبة للشوائب الدقيقة جدًا التي يقل حجمها عن 1 ميكرون تقريبًا، تتسبب الحركة الحرارية العشوائية في ملامستها لأسطح الدعامات. وتعتمد هذه الآلية بشكل طفيف على PPI ولكنها تعتمد أيضًا بقوة على زمن بقاء المعدن في المرشح، والذي يرتبط بسرعة التدفق وليس PPI وحده.
البيانات المنشورة عن مؤشر أسعار المنتجين مقابل كفاءة الترشيح
وجد البحث المنشور في مجلة Metallurgical and Materials Transactions B بواسطة Voigt وJohansen وEng (باستخدام منهجية قياس LiMCA لقياس نظافة ذوبان الألومنيوم) معدلات تقليل عدد التضمينات التالية لمرشحات رغوة السيراميك التجارية القياسية بسرعات صب نموذجية:
| تصنيف PPI | الشوائب > 15 ميكرومتر تخفيض | تقليل الشوائب 5-15 ميكرومتر | تقليل الشوائب <5 ميكرومتر |
|---|---|---|---|
| 20 نقطة في البوصة | 70-80% | 45-60% | 25-40% |
| 30 نقطة في البوصة | 82-92% | 60-75% | 35-52% |
| 40 نقطة في البوصة | 90-97% | 72-85% | 48-65% |
| 50 نقطة في البوصة | 95-99% | 82-93% 82-93% | 60-75% |
| 60 نقطة في البوصة | >99% | 88-96% | 68-80% |
تعكس هذه القيم أداء المرشح التجاري النموذجي في ظل ظروف المسبك العادية. يعتمد الأداء الفعلي في تركيب معين على سرعة تدفق المعدن ودرجة الحرارة ونوع التضمين.
تناقص العوائد عند ارتفاع مؤشر أسعار المنتجين
تحسين الكفاءة من زيادة PPI ليس خطيًا - فهو يُظهر عوائد متناقصة. فالانتقال من 20 نقطة في البوصة إلى 30 نقطة في البوصة يوفر ما يقرب من 12-15 نقطة مئوية من الكفاءة الإضافية للشوائب المتوسطة (5-15 ميكرومتر). ويوفر الانتقال من 40 نقطة في البوصة إلى 50 نقطة في البوصة 8-10 نقاط مئوية إضافية فقط لنفس نطاق التضمين. وفي الوقت نفسه، تزداد مقاومة التدفق بحوالي 35-451 نقطة مئوية لكل خطوة للأعلى في تصنيف PPI.
هذا المظهر الجانبي المتناقص للعائدات هو السبب في أن معظم أنظمة الترشيح المصممة جيدًا تصل إلى 40-50 نقطة في البوصة للترشيح أحادي المرحلة بدلاً من تحديد أفضل درجة متاحة. وعادةً ما تفوق عقوبة مقاومة التدفق عند 60 نقطة في البوصة البوصة في البوصة مزايا الترشيح الإضافية في معظم سيناريوهات صب الإنتاج.
كيف يؤثر تحميل عمق التضمين على أداء مؤشر أسعار المنتجين بمرور الوقت
من الجوانب المهمة ولكن غالبًا ما يتم تجاهلها في اختيار مرشحات الرغوة الخزفية هو كيفية تغير كفاءة الترشيح مع تجميع المرشح للشوائب أثناء حملة الصب. أظهر البحث الذي أجراه كل من Laé وDurand وTibault في المعهد الوطني للفنون التطبيقية في غرونوبل أن مرشحات الرغوة الخزفية تظهر تطورًا مميزًا في الكفاءة:
المرحلة 1 (تمهيد المرشح، 0-5% من الحملة): الكفاءة في أدنى مستوياتها. لم يطور سطح المرشح النظيف بعد طبقة التضمين الأولية التي تحسن الالتصاق للشوائب اللاحقة. تُظهر بيانات LiMCA من الجانب السفلي عادةً عدد شوائب مرتفع لفترة وجيزة خلال هذه الفترة.
المرحلة 2 (الترشيح الثابت، 5-80% من الحملة): وترتفع الكفاءة وتستقر مع ملء الشوائب الملتقطة لبعض أحجام المسام، مما يخلق وسيط ترشيح أكثر دقة وفعالية. هذه هي الفترة الإنتاجية لحملة الترشيح.
المرحلة 3 (ما قبل الاختراق، 80-100% من الحملة): ومع اقتراب المرشح من السعة، قد تظل الكفاءة مستقرة (إذا تمت إدارة المرشح بشكل متحفظ) أو تبدأ في الانخفاض مع مرور القنوات المعدنية عبر المسام المملوءة جزئيًا. يتعرف مشغلو الصب المتمرسون على هذه المرحلة من خلال ارتفاع رأس المعدن في أعلى المرشح.
ويعني هذا التطور أن مرشح 30 نقطة في البوصة عند اكتمال حملة 50% غالبًا ما يتفوق على مرشح جديد 30 نقطة في البوصة. يجب أن يأخذ اختيار PPI في الحسبان المكان الذي سيكون فيه المرشح في حملته للجزء الأكثر أهمية من كل عملية صب.
ما هو تصنيف PPI المناسب لكل عائلة من سبائك الألومنيوم؟
يُعد تركيب السبيكة أحد أهم متغيرين في اختيار سبيكة PPI (المتغير الآخر هو متطلبات جودة الاستخدام النهائي). تولد عائلات السبائك المختلفة أنواعًا وأحجامًا وكميات مختلفة من الشوائب.
1xxx Series (ألومنيوم نقي، درجة موصل كهربائي)
يتطلب الألومنيوم من درجة الموصلات الكهربائية (EC) (1350، 1370) أعلى معايير النظافة بين السبائك السلعية لأن الشوائب غير المعدنية تضعف بشكل مباشر التوصيل الكهربائي وأداء سحب الأسلاك. وتتكون الشوائب في الألومنيوم من درجة EC في الغالب من أغشية الألومينا (Al₂O₃) المتولدة أثناء إعادة الصهر والصب بأحجام تتراوح عادةً بين 5 إلى 100 ميكرون.
مؤشر أسعار المنتجين الموصى به: 40-50 نقطة في البوصة، مع تفريغ الغازات المضمنة في المنبع.
الأساس المنطقي: يجب أن يمر السلك من فئة EC من خلال قوالب سحب صغيرة للغاية (حتى 0.05 مم للأسلاك المغناطيسية الدقيقة). يمكن أن يؤدي وجود شوائب واحدة فوق 50 ميكرون تقريبًا إلى كسر السلك أثناء السحب، مما يتسبب في تعطل مكلف في مصنع الأسلاك. كما تتطلب مواصفات الموصلية (الحد الأدنى 61.0% IACS وفقًا للمواصفة القياسية الدولية IEC 60889) أيضًا مستويات منخفضة من الشوائب التي تتطلب بشكل غير مباشر معدنًا نظيفًا. وقد وثقت الأبحاث التي أجرتها شركة Alcan (الآن Rio Tinto Aluminium) المنشورة في مجلة Light Metals 2003 أن معدل تواتر كسر الأسلاك في القضبان المسحوبة قد انخفض بمقدار 62% عند ترقية الترشيح من 30 نقطة في البوصة إلى 40 نقطة في البوصة.
السلسلة 3xxx (سبائك الألومنيوم والمنغنيز)
تُستخدم السبائك 3xxx (3003، 3004، 3105) على نطاق واسع في صفائح علب المشروبات ومنتجات البناء ومخزون المبادلات الحرارية. أنواع التضمين الأساسية هي أغشية الألومينا والجسيمات البينية المعدنية المحتوية على المنجنيز وجسيمات الحديد والسيليكون من إعادة تدوير الخردة.
مؤشر أسعار المنتجين الموصى به: 30 نقطة في البوصة لمخزون جسم علبة المشروبات القياسية؛ 30-40 نقطة في البوصة لمخزون الزعانف عالية الجودة وتطبيقات المبادلات الحرارية.
الأساس المنطقي: تتطلب متطلبات جودة السطح لألواح علب المشروبات متطلبات كثيرة - حيث تتسبب الشوائب التي تزيد عن 50 ميكرون تقريبًا في حدوث عيوب سطحية مرئية أثناء الدرفلة والتشكيل. يحقق الترشيح القياسي الذي يبلغ 30 نقطة في البوصة البوصة إزالة كافية لهذه الشوائب الأكبر حجمًا. بالنسبة لمخزون الزعانف الذي يخضع لترقق شديد أثناء الدرفلة (إلى مقاييس نهائية أقل من 0.1 مم)، فإن 40 نقطة في البوصة البوصة مناسبة.
السلسلة 5xxx (سبائك الألومنيوم والمغنيسيوم)
تمثل سبائك 5xxxx (5052، 5083، 5182) تحديًا خاصًا في الترشيح لأن محتوى المغنيسيوم يزيد من معدل توليد طبقة الأكسيد. ويتأكسد المغنيسيوم بسهولة أكبر من الألومنيوم في درجات حرارة الذوبان، مكونًا شوائب MgO وMgO (MgAl₂O₄O₄) بالإضافة إلى Al₂O₃O₃O. بالنسبة للسبائك التي تحتوي على مغنيسيوم أعلى من 3%، يمكن أن يكون معدل توليد الشوائب أعلى بمقدار 3-5 مرات من السبائك منخفضة المغنيسيوم.
مؤشر أسعار المنتجين الموصى به: 30 نقطة في البوصة للمغنيسيوم أقل من 2%؛ 30-40 نقطة في البوصة للمغنيسيوم 2-4%؛ 40 نقطة في البوصة للمغنيسيوم > 4% مع تحجيم صندوق الترشيح المناسب لتحميل التضمين الأعلى.
الأساس المنطقي: يعني الحمل الأعلى للتضمين الناتج عن ارتفاع محتوى المغنيسيوم أن المرشحات الأدق (> 40 نقطة في البوصة) تسد بسرعة أكبر، مما يقلل من عمر الحملة. إن موازنة كفاءة الترشيح مقابل مدة الحملة غالبًا ما تفضل 30-40 نقطة في البوصة بدلاً من أفضل درجة متاحة. يصبح تحجيم صندوق الترشيح (مساحة السطح لكل وحدة من تدفق المعدن) أكثر أهمية من اختيار PPI وحده في الترشيح بالسبائك عالية الملغ.
السلسلة 6xxx (سبائك الألومنيوم والمغنيسيوم والسيليكون)
تُستخدم السبائك 6xxx (6061، 6063، 6082) على نطاق واسع في بثق السيارات، والمقاطع الهيكلية، والقضبان الحديدية للتشكيل. تولد هذه السبائك أغشية الألومينا وأكسيد المغنيسيوم وأحيانًا تكتلات مصافي الحبوب (TiB₂) كأنواع التضمين الأولية.
مؤشر أسعار المنتجين الموصى به: 30 نقطة في البوصة لقضبان البثق القياسية؛ و40 نقطة في البوصة للتطبيقات الهيكلية للسيارات وقضبان البثق المستخدمة في مجال الطيران.
الأساس المنطقي: يمكن لقضبان البثق للملامح المعمارية القياسية أن تتحمل مستويات معتدلة من التضمين دون وجود عيوب سطحية مرئية في المنتج المبثوق. تتطلب التطبيقات الإنشائية للسيارات (إدارة التصادم والهيكل في الأبيض) نظافة أعلى لموثوقية عمر التعب. وجدت الأبحاث التي أجرتها الجمعية الأوروبية للألومنيوم (AMAG) التابعة لرابطة الألومنيوم الأوروبية (نُشرت في 2019) أن عمر التعب في عينات 6082 T6 زاد بمقدار 23% عند ترقية الترشيح من 30 نقطة في البوصة إلى 40 نقطة في البوصة، ويعزى ذلك إلى انخفاض عدد الشوائب الكبيرة التي تعمل كمواقع لبدء التشقق الناتج عن التعب.
السلسلة 7xxx (سبائك الألومنيوم والزنك والمغنيسيوم والنحاس)
تمثل السبائك 7xxx (7050 و7075 و7475) الفئة الأكثر تطلبًا للترشيح لأنها تُستخدم بشكل حصري تقريبًا في التطبيقات الهيكلية الفضائية حيث تكون مواصفات مقاومة الإجهاد وصلابة الكسر والتآكل الإجهادي صارمة للغاية. وتشمل الشوائب في سبائك 7xxx MgO، MgAl₂O₄، وأغشية Al₂O₃O₃، وبقايا ملح NaCl/KCl من التدفق.
مؤشر أسعار المنتجين الموصى به: 40-50 نقطة في البوصة، عادةً في نظام من مرحلتين مع ترشيح قاع عميق (الألومينا الجدولية) كمرحلة صقل نهائية للتطبيقات الفضائية الأكثر أهمية.
الأساس المنطقي: تتطلب المواصفات الفضائية الجوية (AMS 2772، وAirbus ABS2728، ومواصفات Boeing BMS) أن تكون المطروقات الهيكلية الحرجة ومنتجات الألواح خالية تقريبًا من الشوائب التي تزيد عن 20-30 ميكرون تقريبًا. يزيل الترشيح بالرغوة الخزفية أحادية المرحلة عند 40-50 نقطة في البوصة المربعة غالبية هذه الشوائب. بالنسبة للتطبيقات ذات المواصفات الأعلى (المكونات الحرجة ذات صلابة الكسر)، يتم تحديد الترشيح القاعي العميق في اتجاه مجرى الرغوة الخزفية العميقة.
الجدول المرجعي لاختيار عائلة السبائك PPI
| سلسلة السبائك | السبائك التمثيلية | أنواع التضمين الأساسي | مؤشر أسعار المنتجين القياسي | مؤشر أسعار المنتجين المتميزين/الحرجين | الملاحظات |
|---|---|---|---|---|---|
| 1xxx (درجة EC) | 1350, 1370 | أفلام Al₂O₂O₃ | 40 | 50 | حساسية انقطاع الأسلاك |
| 1xxx (أخرى) | 1100, 1200 | أفلام Al₂O₂O₃ | 30 | 40 | أقل أهمية من EC |
| 2xxx (Al-Cu) | 2024, 2219 | جسيمات Al₂O₃، CuAl₂ | 40 | 50 | تطبيقات الفضاء الجوي |
| 3xxx | 3003, 3004, 3105 | جسيمات Al₂O₃، جسيمات Fe-Si | 30 | 40 | صفائح العلب مقابل مخزون الزعانف |
| 5xxx (<2% Mg) | 5005, 5052 | Al₂O₃، MgO | 30 | 40 | — |
| 5xxx (>2% Mg) | 5083, 5182, 5754 | Al₂O₃، MgO، الإسبنيل | 30-40 | 40 | عبء الإدماج الأعلى |
| 6xxx (البثق) | 6063, 6005A | Al₂O₃، MgO، TiB₂ | 30 | 40 | جودة سطح الملف الشخصي |
| 6xxx (السيارات) | 6061, 6082 | Al₂O₃، MgO | 40 | 50 | العمر الافتراضي الحرج للإرهاق |
| 7xxx (هيكلي) | 7050, 7075 | Al₂O₃، MgO، الإسبنيل | 40 | 50 + سرير بعمق 50 + سرير عميق | مواصفات الفضاء الجوي |
| A380، A356 (قالب مصبوب) | A380، A356 | Al₂O₃، Fe-Si، المسامية | 20-30 | 30 | قيد معدل التدفق |
بالنسبة لتصفية منتجات سبائك الألومنيوم عالية النقاء، نوصي باستخدام مرشح رغوة السيراميك الخالي من الفوسفات.
كيف تحدد متطلبات جودة الصب متطلبات جودة الصب اختيار PPI؟
يحدد تطبيق الاستخدام النهائي للصب سقف الجودة الذي يجب أن يفي به نظام الترشيح. ويسمح تحديد سمة الجودة الحرجة للمنتج - بدلاً من تطبيق هدف عام للنظافة - باختيار مؤشر جودة المنتج بدقة بدلاً من الاعتماد على أفضل درجة متاحة.
إطار عمل اختيار مؤشر أسعار المنتجين المدفوع بالجودة
السلامة الهيكلية (عمر الإعياء، وصلابة الكسر): تعمل الشوائب التي تزيد مساحتها عن 20-50 ميكرون تقريباً كمواقع تركيز إجهاد لبدء التصدع الناتج عن التعب. أثبت البحث الذي أجراه موراكامي وإندو (المنشور في مجلة ميكانيكا الكسر الهندسي، 1994، وتم تأكيده في دراسات لاحقة خاصة بالألومنيوم) أن عمر الكلال يتناسب عكسيًا مع الجذر التربيعي للمساحة المتوقعة لأكبر شوائب عند منشأ الكسر. المعنى الضمني: يمكن أن يؤدي تقليل الحد الأقصى لحجم التضمين بمقدار 50% إلى مضاعفة عمر الكلال نظريًا. بالنسبة للتطبيقات التي تكون فيها السلامة الهيكلية أمرًا بالغ الأهمية، حدد اختيار PPI على أساس الحد الأقصى لحجم التضمين المسموح به بدلاً من متوسط النظافة.
جودة السطح بعد الدرفلة أو البثق: تخلق الشوائب السطحية التي تزيد عن 30-100 ميكرون تقريبًا (حسب السبيكة والمعالجة) عيوبًا سطحية مرئية في الألواح المدرفلة أو المقاطع الجانبية المبثوقة. بالنسبة لأسطح الألومنيوم المرئية للسيارات، تبلغ عتبة العيوب حوالي 50 ميكرون. ويصل ذلك إلى 40 نقطة في البوصة البوصة المربعة كحد أدنى للمواصفات في معظم تطبيقات الألواح الخارجية للسيارات.
توصيل كهربائي (درجة EC-grade): تساهم الشوائب التي يصل حجمها إلى حوالي 5-10 ميكرون في تقليل التوصيلية إلى الحد الأدنى. وتؤدي الشوائب التي تزيد عن هذا الحجم والمحاذية في اتجاه السحب إلى تدهور غير متناسب في التوصيلية. وتستهدف مواصفات 40-50 نقطة في البوصة لصف EC- الدرجة في المقام الأول الشوائب الأكبر حجمًا (> 30 ميكرون) بدلاً من الجسيمات فائقة الدقة.
إحكام الضغط (المكونات الهيدروليكية والهوائية): يمكن أن تسبب الشوائب الموجودة على سطح التجاويف المشغولة آليًا مسارات تسرب متصلة بالمسامية. بالنسبة لأجسام الصمامات الهيدروليكية والمسبوكات المشابهة محكمة الضغط، تكون كثافة الشوائب السطحية أكثر أهمية من عدد الشوائب السائبة. وعادةً ما يصل هذا عادةً إلى 30-40 نقطة في البوصة اعتمادًا على سمك الجدار ومتطلبات الضغط.
عتبة ضيق الضغط: تتطلب المكونات المصنفة أعلى من 200 بار ضغط هيدروليكي أعلى من 200 بار عادةً 40 نقطة لكل بوصة لكل بوصة كحد أدنى. أما المكونات المصنفة من 50 إلى 200 بار فتتطلب 30 نقطة لكل بوصة في البوصة البوصة. وأقل من 50 بار، 20-30 نقطة لكل بوصة تكفي بشكل عام.
جدول اختيار مؤشر أسعار المنتج النهائي للاستخدام النهائي
| تطبيق الاستخدام النهائي | سمة الجودة الحرجة | الحد الأقصى لحجم التضمين المسموح به | مؤشر أسعار المنتجين الموصى به |
|---|---|---|---|
| المطروقات الهيكلية الفضائية | عمر التعب، وصلابة الكسر | 20-30 ميكرومتر | 40-50 + سرير عميق 40-50 + سرير عميق |
| هياكل تصادم السيارات | امتصاص طاقة الصدمات | 40-60 ميكرومتر | 40 |
| ألواح جسم السيارة المرئية | تشطيب السطح بعد التشكيل | 30-50 ميكرومتر | 40 |
| مخزون جسم علبة المشروبات | رسم عميق دون تمزق | 50-80 ميكرومتر | 30 |
| قضيب موصل كهربائي (EC) | تردد انقطاع الأسلاك، التوصيل | 30-50 ميكرومتر | 40-50 |
| بناء التشكيلات الجانبية للبثق | مظهر السطح | 80-120 ميكرومتر | 30 |
| المسبوكات الهيدروليكية عالية الضغط | ضيق الضغط | 40-60 ميكرومتر | 40 |
| مصبوبات القوالب القياسية | المظهر السطحي، الأبعاد | 100-150 ميكرومتر | 20-30 |
| صفيحة سبيكة بحرية (5083) | انتظام مقاومة التآكل | 50-80 ميكرومتر | 30-40 |
| مخزون زعنفة المبادل الحراري | انتظام التدحرج، التخفيف | 30-50 ميكرومتر | 40 |
| البثق المعماري (بأكسيد الألومنيوم) | جودة سطح الأنودة | 40-60 ميكرومتر | 30-40 |
| رقائق المكثف (عالية النقاء) | التوحيد الكهربائي | 10-20 ميكرومتر | 50-60 |
كيف يتفاعل معدل تدفق المعادن مع اختيار PPI؟
إن معدل التدفق المعدني هو الضلع الثالث في مثلث اختيار معدل التدفق المعدني، وهو الأكثر انخفاضًا في قرارات المواصفات. ينتج عن المرشح ذو الحجم غير الصحيح من حيث معدل التدفق مشاكل تحاكي أخطاء اختيار PPI، مما يجعل المهندسين يطاردون تحسينات كفاءة الترشيح عندما تكون المشكلة الفعلية هي التصميم الهيدروليكي.
العلاقة بين معدل التدفق-معدل التدفق-معدل التدفق-فقدان الرأس
عندما يتدفق المعدن عبر مرشح الرغوة الخزفية، فإنه يخلق انخفاضًا في الضغط (فقدان الرأس) عبر المرشح. ويزداد هذا الفقد في الرأس، الذي يقاس بالمليمترات من عمود المعدن، مع:
- سرعة التدفق (تتناسب تقريبًا مع مربع السرعة عند سرعات الصب النموذجية).
- تصنيف PPI (المسام الدقيقة تخلق المزيد من المقاومة الهيدروليكية).
- حالة تحميل المرشح (المرشحات المسدودة جزئياً لديها مقاومة أعلى).
تم تحديد العلاقة بين PPI والمقاومة الهيدروليكية من قبل أكوستا وكاستيليخوس وهيرنانديز في المعاملات المعدنية B (1995)، الذين أثبتوا أن مقاومة التدفق تتدرج تقريبًا مع مربع تصنيف PPI. يؤدي الانتقال من 20 نقطة في البوصة إلى 40 نقطة في البوصة إلى زيادة المقاومة الهيدروليكية بمقدار أربعة أضعاف تقريبًا عند سرعة تدفق مكافئة.
من الناحية العملية: سيواجه نظام الترشيح المصمم لمرشح 30 نقطة في البوصة في البوصة الواحدة خسارة رأس أعلى بحوالي 1.5 إلى 2×2 مرة تقريبًا عند استبدال مرشح 40 نقطة في البوصة الواحدة دون إعادة تصميم النظام. إذا كان رأس المعدن المتاح في نظام الغسيل غير كافٍ لدفع المعدن من خلال المرشح الأدق بسرعة الصب المطلوبة، فسوف يتباطأ تدفق المعدن، وتنخفض درجة حرارة الصب، وقد تظهر عيوب الإغلاق البارد في المنتج.
حساب مساحة الترشيح المطلوبة لمعدل التدفق المستهدف
العلاقة بين مساحة وجه المرشح ومعدل التدفق المعدني المقبول:
مساحة الترشيح المطلوبة (سم²) = معدل التدفق المعدني (كجم/دقيقة) / أقصى معدل ترشيح محدد (كجم/دقيقة-سم²)
يعتمد الحد الأقصى لمعدل الترشيح النوعي الأقصى على PPI والسبائك:
| تصنيف PPI | الحد الأقصى لمعدل الترشيح النوعي (كجم/دقيقة-سم²) | الملاحظات |
|---|---|---|
| 20 نقطة في البوصة | 0.12-0.18 | تدفق عالي، كفاءة أقل |
| 30 نقطة في البوصة | 0.08-0.12 | متوازن لمعظم الاستخدامات |
| 40 نقطة في البوصة | 0.05-0.08 | تدفق معتدل، كفاءة عالية |
| 50 نقطة في البوصة | 0.03-0.05 | تدفق منخفض، كفاءة عالية جداً |
| 60 نقطة في البوصة | 0.02-0.03 | تدفق منخفض جداً وكفاءة عالية جداً |
مثال عملي: تصب عملية صب البليت بمعدل 1200 كجم/ساعة (20 كجم/دقيقة) من خلال مرشح واحد. باستخدام 30 نقطة في البوصة مع أقصى معدل محدد 0.10 كجم/دقيقة-سم²: المساحة المطلوبة = 20/0.10/0.10 = 200 سم². يحتوي المرشح القياسي مقاس 229 × 229 مم (9 × 9 بوصة) على مساحة وجه تبلغ حوالي 524 سم²، مما يوفر عامل أمان مريح يبلغ 2.6 ××.
إذا حددت نفس العملية 50 نقطة في البوصة: المساحة المطلوبة = 20/0.04/0.04 = 500 سم². بالكاد يفي المرشح 9 × 9 بوصة × 9 بوصة (524 سم²) بالمتطلبات مع عدم وجود عامل أمان بشكل أساسي. ستؤدي أي زيادة في تحميل التضمين إلى انسداد سابق لأوانه، وأي بداية معدنية باردة ستخلق أزمة تدفق لحظية. في هذه الحالة، فإن الانتقال إلى مرشح مقاس 15 بوصة × 15 بوصة (1452 سم²) مع 50 نقطة في البوصة المربعة سيكون التصميم الصحيح - الحفاظ على كفاءة الترشيح الدقيق دون مشكلة تقييد التدفق.
الآثار المترتبة على تصميم صندوق التصفية
إن التفاعل بين PPI ومعدل التدفق يعني أن تغيير PPI دون إعادة النظر في تصميم صندوق الترشيح هو مصدر شائع للمشاكل غير المتوقعة. عندما تدعم AdTech العملاء الذين ينتقلون من درجة PPI إلى أخرى، فإننا نراجع دائمًا:
- الرأس المعدني المتاح (ارتفاع العمود المعدني المتاح لدفع المعدن عبر الفلتر).
- مساحة واجهة المرشح وعلاقتها بذروة معدل التدفق المعدني.
- هندسة الغسيل في أعلى وأسفل صندوق الترشيح (توزيع التدفق).
- إدارة درجة حرارة المعدن (يتطلب فقدان رأس أعلى للرأس هامشًا أكبر لدرجة الحرارة لمنع التجمد في مناطق وجه المرشح بطيئة التدفق).
الترشيح على مرحلتين: متى يكون من المنطقي استخدام درجات متعددة من PPI؟
يعد الترشيح بالرغوة الخزفية ثنائية المراحل - باستخدام مرشحين في سلسلة بمعدلات PPI مختلفة - تقنية راسخة في تطبيقات صب الألومنيوم الصعبة. من المهم فهم متى يحسن النتائج بشكل حقيقي مقابل متى يضيف التكلفة والتعقيد دون فائدة نسبية.
منطق الترشيح على مرحلتين
يلتقط المرشح الأكثر خشونة (PPI الأقل) الذي يوضع في مقدمة المرشح الأكثر دقة (PPI الأعلى) الشوائب الكبيرة قبل أن تصل إلى المرشح الدقيق وتحميله قبل الأوان. ويؤدي ذلك إلى إطالة عمر حملة المرشح الدقيق ويسمح للمرشح النهائي بالعمل بكفاءة أعلى على حمل التضمين المنخفض الذي يتلقاه.
وقد حدد البحث الذي أجراه باو وتاو وياو في جامعة شنغهاي جياو تونغ (المعادن الخفيفة 2018) تمديد عمر الحملة من الترشيح على مرحلتين: عالج نظام سلسلة 20 نقطة في البوصة + 40 نقطة في البوصة حجمًا معدنيًا أكبر بمقدار 38% قبل الاختراق مقارنة بمرشح واحد 40 نقطة في البوصة بمساحة وجه إجمالية مكافئة. كما كانت كفاءة مرشح 40 نقطة في البوصة في المصب، الذي تم قياسه بواسطة LiMCA، أعلى أيضًا بمقدار 8-12% في منتصف الحملة مقارنةً بالمرشح المكافئ أحادي المرحلة، ويعزى ذلك إلى انخفاض تحميل المسام مما يسمح بترشيح أفضل في العمق.
عندما يكون الترشيح على مرحلتين يستحق الاستثمار
يبرر الترشيح على مرحلتين تكلفة الفلتر الإضافية، ومساحة صندوق الفلتر، والتعقيد التشغيلي عندما:
حمولة التضمين المعدني عالية: يولد الذوبان عالي المحتوى من الخردة، والسبائك التي تزيد عن 3% Mg، أو العمليات التي لا تحتوي على تفريغ الغاز والتدفق الكافي في المنبع، أحمالًا عالية من الشوائب التي ستؤدي إلى انسداد مرشح دقيق واحد بسرعة.
تتطلب متطلبات الجودة ترشيحًا دقيقًا ولكن قيد معدل التدفق يحد من معدل التدفق في مرحلة واحدة من الترشيح الدقيق: تتيح مرحلتان مساحة ترشيح إجمالية أعلى بدون مقاومة هيدروليكية لمرشح دقيق واحد.
حملة اختيار الممثلين طويلة: تستفيد حملات الصب المستمر الطويلة (إنتاج عمليات صب البليت الفضائية أو عمليات الصب الكبيرة بالتيار المستمر) من عمر الحملة الممتد للأنظمة ثنائية المراحل، مما يقلل من تكرار تغيير المرشح وما يرتبط به من انقطاعات الصب.
المنتج النهائي هو المنتج الأكثر تطلبًا في مجال الطيران أو مواصفات درجة EC: عندما يتطلب هدف الجودة المستهدف حقًا إزالة 95%+ من الشوائب التي تزيد عن 10 ميكرون، لا يمكن لمرشح الرغوة الخزفية أحادي المرحلة بأي تصنيف PPI تحقيق ذلك باستمرار. ويعد النهج ذو المرحلتين (عادةً 20 نقطة في البوصة + 40 نقطة في البوصة أو 30 نقطة في البوصة + 50 نقطة في البوصة، وأحيانًا يتبعه ترشيح قاع عميق) هو الحل الهندسي.
تركيبات مثبطات كثافة البروتون الموصى بها على مرحلتين
| التطبيق | المرحلة 1 (المنبع) | المرحلة 2 (المصب) | التحسن المتوقع في الكفاءة مقارنة بالمرحلة الواحدة |
|---|---|---|---|
| البليت القياسي، محتوى الخردة العالي | 20 نقطة في البوصة | 30 نقطة في البوصة | كفاءة 15-25%، 30-40% حملة أطول |
| قضبان البثق للسيارات | 20 نقطة في البوصة | 40 نقطة في البوصة | كفاءة 20-30%، حملة أطول 35-45% |
| قضيب من فئة EC | 20 نقطة في البوصة | 40 نقطة في البوصة | 22-32% الكفاءة، 35-50% حملة أطول 35-50% |
| قضبان البليت الفضائية (ما قبل السرير العميق) | 20 نقطة في البوصة | 40-50 نقطة في البوصة | 25-35% كفاءة 25-35% |
| سبيكة عالية المغنيسيوم (>4% Mg) | 20 نقطة في البوصة | 30 نقطة في البوصة | 20-30% عمر الحملة 20-30%، يمنع الانسداد المبكر |
دراسة حالة واقعية: تحسين اختيار PPI في شركة لصناعة قضبان البليت للسيارات
خلفيــة أحد منتجي ألومنيوم البليت 6082 في كوريا الجنوبية، 2023
الملف الشخصي للشركة: منشأة متوسطة الحجم لسبائك الألومنيوم المصبوبة في مقاطعة جيونغجي بكوريا الجنوبية لإنتاج سبائك الألومنيوم 6082-T6 لتشكيل هياكل السيارات. حجم الإنتاج الشهري: ما يقرب من 800 طن متري من سبائك الألومنيوم 6082 بأقطار 152 مم و203 مم. العميل النهائي: مورد من المستوى الأول لصناعة السيارات يقوم بإنتاج مكونات التعليق لبرامج تصنيع المعدات الأصلية للسيارات الكورية.
مشكلة العميل ابتداءً من الربع الأول من عام 2023، بدأ عميل التشكيل النهائي في الإبلاغ عن معدلات رفض مرتفعة في المطروقات المشكّلة آلياً - وتحديداً حالات الرفض الناتجة عن الاختبار بالموجات فوق الصوتية (UT) بسبب مؤشرات في نطاق عمق 3-5 مم على المكونات النهائية المشكّلة آلياً. وارتفع معدل الرفض من خط الأساس 0.3% إلى 2.1% على مدى ستة أشهر، بزيادة 7 أضعاف مما أدى إلى طلب إجراء تصحيحي رسمي من المورد (SCAR). كان مُنتج البليت يستخدم مرشحات رغوة السيراميك 30 نقطة في البوصة في نظام أحادي المرحلة مع منتج المورد الحالي للمرشح.
التحقيق في الأسباب الجذرية: شارك فريق هندسة التطبيقات في AdTech في يوليو 2023 لإجراء تدقيق لنظام الترشيح. باستخدام PoDFA (جهاز الترشيح بالقرص المسامي) لأخذ عينات من المنبع والمصب للمرشح الحالي، قمنا بتحديد عدد السكان المضمنين. النتائج الرئيسية:
- محتوى الشوائب في المنبع: 0.42 مم²/كجم (قياس مساحة PoDFA)، مع 68% من الشوائب المصنفة كأغشية ألومينا في نطاق 20-80 ميكرون.
- محتوى التضمين في المصب (بعد تصفية 30 نقطة في البوصة): 0.11 مم²/كجم.
- الكفاءة المحسوبة على مرحلة واحدة 30 بكسل لكل بوصة: حوالي 741 تيرابايت 3 تيرابايت حسب المساحة.
- ذيل التضمين الكبير (> 50 ميكرون): معدل الإزالة 18% - أقل بكثير من 85%+ الذي تم تحقيقه عن طريق الترشيح المحدد بشكل صحيح 30 ppi في منشآت مماثلة.
- أكد الفحص المعدني للمطروقات المرفوضة وجود شوائب كبيرة من غشاء الألومينا (60-120 ميكرون) في مواقع إشارات UT.
تشخيص المشكلة كان المرشح الحالي 30 نقطة في البوصة أصغر حجمًا بالنسبة لمعدل تدفق المعدن. كانت عملية الصب تصب بمعدل 28 كجم/دقيقة في المتوسط، ولكن تم تصميم صندوق الترشيح لمرشح بحجم 178 × 178 مم (7 × 7 بوصة × 7 بوصة) - مساحة وجه تبلغ حوالي 317 سم². كان معدل الترشيح النوعي الناتج 0.088 كجم/دقيقة-سم²، في الطرف العلوي من النطاق المقبول لـ 30 نقطة في البوصة وتسبب في ارتفاع سرعة المعدن عبر المرشح. وقد قللت السرعة العالية من وقت تلامس الشوائب مع أسطح دعامة المرشح وتسببت في إعادة حبس الشوائب التي تم التقاطها سابقًا في طبقات المرشح العليا.
حل AdTech - تم تنفيذه في سبتمبر 2023:
- إعادة تصميم صندوق التصفية: استبدال صندوق المرشح مقاس 7 × 7 بوصة × 7 بوصة بصندوق مرشح جديد مصمم من AdTech مقاس 9 × 9 بوصة × 9 بوصة (229 × 229 مم)، مما زاد مساحة وجه المرشح من 317 سم² إلى 524 سم² - زيادة مساحة 65%. وقد أدى ذلك إلى خفض معدل الترشيح المحدد إلى 0.053 كجم/دقيقة-سم²، وهو ما يقع ضمن نطاق التشغيل الأمثل.
- ترقية PPI إلى 40 نقطة لكل بوصة في البوصة: مع معدل التدفق لكل وحدة مساحة الآن ضمن المواصفات، كانت الترقية من 30 نقطة لكل بوصة إلى 40 نقطة لكل بوصة قابلة للتطبيق دون عقوبة هيدروليكية. تم تصميم صندوق الترشيح الأكبر ومزيج PPI الأدق لتحقيق كفاءة إزالة الشوائب أعلى من 90% للشوائب في نطاق 20-80 ميكرون.
- تحسين العمليات الأولية: أوصت شركة AdTech ونفذ العميل ممارسات محسّنة لقشط الخبث في فرن الحجز، مما قلل من حمل التضمين في المنبع بحوالي 251 تيرابايت 3 تيرابايت قبل وصول المعدن إلى المرشح.
- ترقية جودة الفلتر: انتقل العميل من مورد الفلتر السابق إلى مرشح رغوة الألومينا الخزفي الخالي من الفوسفات 40 بي بي آي من AdTech، مما أدى إلى القضاء على مخاطر التلوث بالفوسفور التي تم تحديدها أيضًا كمصدر قلق ثانوي للمنتجات النهائية من فئة EC.
النتائج - تم القياس في يناير 2024 (أربعة أشهر بعد التنفيذ):
- محتوى التضمين بعد التصفية: 0.038 مم²/كجم (مقابل 0.11 مم²/كجم سابقًا) - تخفيض 65%
- ذيل التضمين الكبير (> 50 ميكرون): معدل الإزالة 97% (مقابل 18% السابق)
- معدل الرفض في المصب لمعدل رفض UT: عاد إلى 0.2% - أقل من خط الأساس قبل المشكلة البالغ 0.3%
- عمر حملة التصفية: زاد من متوسط 680 كجم لكل مرشح إلى 920 كجم لكل مرشح (تحسين 35%)، ويعزى ذلك إلى انخفاض معدل الترشيح المحدد وتحسين النظافة في المنبع
- العميل SCAR: تم إغلاق ملف العميل SCAR: تم إغلاقه مع اتخاذ إجراءات تصحيحية تم التحقق منها في فبراير 2024
- تأثير التكلفة السنوية للمرشح: زادت تكلفة وحدة الترشيح بحوالي 221 تيرابايت 3 تيرابايت (40 نقطة في البوصة مقابل 30 نقطة في البوصة، بالإضافة إلى حجم أكبر)، ولكن تحسن عمر حملة الترشيح عوض ذلك، مما أدى إلى أن صافي تكلفة المرشح لكل طن متري من البليت المنتج لم يتغير بشكل أساسي
توضح هذه الحالة مبدأ نواجهه مرارًا وتكرارًا في استشارات الترشيح: لا يمكن تحسين اختيار PPI بمعزل عن غيره. يجب معالجة كل من معدل التدفق، ومساحة المرشح، وتحميل التضمين في المنبع، وجودة المرشح معًا لتحقيق أداء الترشيح المستهدف.
الأخطاء الشائعة في اختيار مؤشر أسعار المنتجين وكيفية تجنبها
الخطأ 1: اختيار PPI على أساس السبيكة فقط، مع تجاهل معدل التدفق
الخطأ الأكثر شيوعًا. يحدد المهندس 40 نقطة في البوصة بناءً على حساسية السبيكة، ولكن لا يمكن لصندوق المرشح الحالي وتصميم الغسيل التعامل مع مقاومة التدفق المتزايدة. يتباطأ تدفق المعادن، وتنخفض درجة حرارة الصب، وتظهر عيوب الإغلاق البارد أو التشقق السطحي في المنتج. يخلص المهندس إلى أن 40 نقطة في البوصة “لا تعمل” ويعود إلى 30 نقطة في البوصة.
الوقاية: قم دائمًا بحساب معدل الترشيح المحدد (كجم/دقيقة-سم²) لحجم المرشح المقترح ومجموعة PPI قبل تحديد المواصفات. تحقق من أن الرأس المعدني المتاح كافٍ لدفع معدل التدفق المستهدف من خلال المرشح مع PPI المختار.
الخطأ 2: تحديد مؤشر أسعار المنتجين الأكثر دقة دون مراعاة عمر الحملة
تتميز المرشحات ذات PPI الأعلى بقدرة أقل على الاحتفاظ بالشوائب لأن بنية المسام الدقيقة تصبح مسدودة بعدد أقل من الشوائب الكلية. إن العملية ذات التحميل العالي للشوائب - المحتوى العالي من الخردة، وعدم كفاية التفريغ في المنبع، وإزالة الخبث الضعيفة - سوف تسد مرشح 50 نقطة في البوصة في جزء من الوقت مقارنة ب 30 نقطة في البوصة. إذا كانت تغييرات المرشح تتطلب انقطاعات في الصب، فإن الانسداد المتكرر جدًا يخلق مخاطر جودة أكبر (من عدم استقرار درجة الحرارة أثناء إعادة التشغيل) من المرشح الأكثر خشونة الذي تم استبداله.
الوقاية: تقدير عمر حملة المرشح قبل تحديد المواصفات. إذا أظهر الحساب أن عمر الحملة أقل من الحد الأدنى لطول فترة تشغيل الصب المقبول لعمليتك، فإما أن تقلل من تحميل التضمين في المنبع، أو تزيد من مساحة المرشح (لزيادة السعة الإجمالية لحفظ التضمين)، أو تقلل من PPI إلى درجة ذات سعة أعلى، أو تتحول إلى الترشيح على مرحلتين.
الخطأ 3: التعامل مع مؤشر أسعار المنتجين كمواصفات ثابتة في جميع المنتجات في منشأة مختلطة
تنتج العديد من منشآت صب الألومنيوم العديد من السبائك على نفس خط الصب. لن تكون مواصفات PPI واحدة مطبقة على جميع المنتجات مثالية لأي منها. يجب أن تتحول سبائك 5xxx عالية المغنيسيوم عالية المغنيسيوم التي يتم تشغيلها على 30 نقطة في البوصة إلى 40 نقطة في البوصة عندما ينتقل الخط إلى البليت 6xxx للسيارات، والعكس صحيح.
الوقاية: تطوير مصفوفة ترشيح خاصة بالمنتج تحدد مؤشر أسعار المنتجين (وحجم المرشح) لكل سبيكة يتم إنتاجها في كل خط صب. يضيف هذا قدرًا ضئيلًا من التعقيد التشغيلي ولكنه يمنع الترشيح الزائد أو الناقص على حد سواء عبر مزيج المنتجات.
الخطأ 4: عدم التحقق من جودة الفلتر عند مؤشر أسعار المنتجين المحدد
كما هو مذكور أعلاه، يختلف تصنيف PPI الاسمي بين الموردين. قد يقدم المورد الذي يدعي “30 نقطة في البوصة” منتجًا بأحجام خلايا فعالة تعادل 25 نقطة في البوصة أو 35 نقطة في البوصة. وبدون التحقق من الخصائص الكيميائية والفيزيائية، لا تضمن مواصفات PPI في طلب الشراء أداء الترشيح.
الوقاية: طلب شهادات اختبار الدفعات من موردي المرشحات بما في ذلك قوة الضغط والتحقق من الأبعاد والتركيب الكيميائي. بالنسبة للتطبيقات الحرجة، قم بإجراء تحقق دوري من كفاءة الترشيح باستخدام PoDFA أو LiMCA.
إطار عمل قرار اختيار مؤشر أسعار المنتجين وجداول المراجعة السريعة
عملية اختيار مؤشر أسعار المنتجين خطوة بخطوة
الخطوة 1: تحديد عائلة السبيكة وأنواع التضمين الأساسية (انظر جدول السبائك أعلاه)
الخطوة 2: تحديد متطلبات جودة الاستخدام النهائي وتعيينها إلى الحد الأقصى لحجم التضمين المسموح به (انظر جدول متطلبات الجودة أعلاه)
الخطوة 3: تحديد معدل تدفق المعدن عبر المرشح (كجم/دقيقة)
الخطوة 4: احسب مساحة وجه المرشح المطلوبة: المساحة المطلوبة (سم²) = معدل التدفق (كجم/دقيقة) / أقصى معدل ترشيح محدد للمرشح PPI (من الجدول أعلاه)
الخطوة 5: قارن مساحة المرشح المطلوبة بأحجام المرشحات المتاحة. حدد أقرب مقاس قياسي يوفر هامش أمان 20% على الأقل فوق الحد الأدنى للمساحة المطلوبة
الخطوة 6: تقييم تحميل التضمين للمعدن الوارد (استنادًا إلى التحكم في المعالجة الأولية، ونسبة الخردة، وفعالية إزالة الغازات) وتقدير عمر الحملة في منطقة PPI ومنطقة التصفية المختارة
الخطوة 7: تأكد من أن عمر الحملة مناسب لجدول الصب. إذا لم يكن الأمر كذلك، قم بتقييم الترشيح على مرحلتين أو التحسينات الأولية
الخطوة 8: تحقق من أن الرأس المعدني المتاح في نظام الغسيل كافٍ لدفع معدل التدفق المستهدف من خلال المرشح المختار ومجموعة PPI المختارة
جدول الاختيار السريع الكامل لمؤشر أسعار المنتجين لعام 2026
| السيناريو | سبيكة | الاستخدام النهائي | معدل التدفق | مؤشر أسعار المنتجين الموصى به | حجم المرشح | مرحلتان؟ |
|---|---|---|---|---|---|---|
| قضبان البثق القياسية | 6063 | الملامح المعمارية | منخفضة-متوسطة | 30 نقطة في البوصة | 9″ × 9″ | لا يوجد |
| قضبان البثق للسيارات | 6082 | مكون التصادم الهيكلي | متوسط | 40 نقطة في البوصة | 9″ × 9″ | اختياري |
| إنتاج قضبان القضبان من فئة EC | 1350 | سلك موصل كهربائي | متوسط-عالي | 40 نقطة في البوصة | 9 × 9 بوصة × 9 بوصة إلى 15 بوصة × 15 بوصة | موصى به |
| قضبان الفضاء الجوي | 7075 | التشكيل الهيكلي | منخفضة-متوسطة | 40-50 نقطة في البوصة | 15″ × 15″ | نعم + سرير عميق + سرير عميق |
| صفيحة علب المشروبات | 3004 | مخزون جسم العلبة | عالية | 30 نقطة في البوصة | 9 × 9 بوصة × 9 بوصة أو 15 بوصة × 15 بوصة | لا يوجد |
| صفيحة بحرية عالية المغنيسيوم | 5083 | الهيكل البحري | متوسط | 30-40 نقطة في البوصة | 9″ × 9″ | اختياري |
| سبيكة الصب بالقالب | A380 | صب قوالب قوالب السيارات | عالية | 20-30 نقطة في البوصة | 7 × 7 بوصة × 7 × 9 بوصة × 9 بوصة | لا يوجد |
| رقائق مكثف عالي النقاء | 1xxx نقي | فيلم مكثف | منخفضة | 50-60 بكسل لكل بوصة | 9 × 9 بوصة × 9 بوصة إلى 15 بوصة × 15 بوصة | نعم |
| البليت ذو المحتوى المعاد تدويره | مختلط 6xxx 6xxx | التطبيقات المختلطة | متغير | 30 نقطة في البوصة في البوصة الأمامية / 40 نقطة في البوصة الخلفية | نظام من مرحلتين | نعم |
| قضبان DC القياسية | 6061 | الأجزاء المشغولة آليًا بشكل عام | متوسط | 30 نقطة في البوصة | 9″ × 9″ | لا يوجد |
الأسئلة المتداولة حول اختيار PPI لترشيح مسبك الألومنيوم
1: ما هو فلتر رغوة السيراميك PPI الذي يجب أن أستخدمه لقضبان الألومنيوم 6061؟
بالنسبة لقضبان البليت القياسية 6061 المخصصة لتطبيقات التصنيع الآلي العامة، فإن 30 نقطة في البوصة البوصة هي المواصفات الصحيحة للبدء. يولد 6061 أحمال شوائب معتدلة - في المقام الأول أغشية الألومينا وأكسيد المغنيسيوم من محتوى 1% من المغنيسيوم - ويحقق الترشيح القياسي للرغوة الخزفية 30 نقطة في البوصة البوصة إزالة 80-92% للشوائب التي تزيد عن 20 ميكرون، وهو ما يكفي لمعظم تطبيقات التصنيع الآلي. بالنسبة لقضبان البليت 6061 المخصصة للمطروقات الفضائية، أو المكونات الآلية الحرجة للتعب، أو المنتجات المعمارية المؤكسدة حيث يكون التنقر السطحي غير مقبول، قم بالترقية إلى 40 نقطة في البوصة البوصة. تحقق من أن منطقة الفلتر توفر معدل ترشيح محدد أقل من 0.10 كجم/دقيقة-سم² لتجنب الانسداد المبكر أو انخفاض الكفاءة من سرعة التدفق العالية. استخدام فلاتر الألومينا الخالية من الفوسفات من AdTech 30 نقطة في البوصة أو 40 نقطة في البوصة يزيل مخاطر التلوث بالفوسفور المرتبطة بالفلاتر التقليدية المرتبطة بالفوسفات.
2: ما هو الفرق بين مرشحات الرغوة الخزفية 30 نقطة في البوصة و40 نقطة في البوصة من حيث أداء الترشيح الفعلي؟
يؤدي الانتقال من 30 نقطة في البوصة إلى 40 نقطة في البوصة إلى تحسين إزالة الشوائب المتوسطة (5-20 ميكرومتر) بحوالي 10-15 نقطة مئوية، وإزالة الشوائب الكبيرة (>30 ميكرومتر) بحوالي 5-8 نقاط مئوية. بالنسبة للشوائب التي تزيد عن 50 ميكرون - وهي السبب الرئيسي لمعظم العيوب السطحية وانكسارات الأسلاك وأعطال التعب - تحقق 30 نقطة في البوصة بالفعل إزالة 85-92% في ظل الظروف المثلى، بينما تحقق 40 نقطة في البوصة 95-98%. فرق الأداء ذو مغزى ولكنه ليس تحويليًا بالنسبة للشوائب الكبيرة. ويوجد الفرق الكبير في نطاق 10-30 ميكرون حيث تحقق 30 نقطة في البوصة البوصة إزالة 65-80% وتحقق 40 نقطة في البوصة البوصة إزالة 78-90%. وتتمثل المفاضلة في أن 40 نقطة في البوصة البوصة تخلق مقاومة تدفق أكثر بحوالي 40-50% من 30 نقطة في البوصة بسرعة مكافئة، مما يعني أن صندوق المرشح يجب أن يكون بحجم مناسب للحفاظ على التدفق المعدني المطلوب دون فقدان مفرط للرأس.
3: هل يمكنني استخدام فلتر PPI أعلى من PPI للتعويض عن عدم كفاية التفريغ أو التدفق في المنبع؟
لا - لا تعد زيادة تصنيف PPI بديلاً فعالاً عن إزالة الغاز من المنبع ومعالجة التدفق بشكل صحيح. تزيل إزالة الغازات الهيدروجين المذاب الذي يشكل المسامية في المسبوكات المتصلبة، وهي آلية عيب لا يمكن لمرشحات الرغوة الخزفية معالجتها بغض النظر عن تصنيف PPI. تعزز المعالجة بالتدفق تكتل الشوائب، مما يجعل الشوائب أكبر وبالتالي يسهل التقاطها؛ وبدون هذه المعالجة، فإن توزيع الشوائب الدقيقة التي تبقى في المعدن المعالج بشكل سيئ هو أيضًا أقل ما يمكن التقاطه بكفاءة من قبل أي درجة PPI. التسلسل الصحيح هو: التفريغ الكافي والتدفق أولاً، ثم الترشيح بالرغوة الخزفية المحددة بشكل مناسب. سيؤدي استخدام 50 نقطة في البوصة أو 60 نقطة في البوصة في محاولة للتعويض عن سوء المعالجة الأولية إلى انسداد سريع للمرشح، ومشاكل في تدفق الصب، ومشاكل مستمرة في الجودة على الرغم من الترشيح الدقيق. قم بمعالجة عملية المنبع، ثم قم بتحسين اختيار PPI.
4: كيف يمكنني معرفة ما إذا كان اختياري الحالي لـ PPI يتسبب في حجب الفلتر قبل الأوان؟
المؤشر الأساسي للانسداد المبكر هو ارتفاع رأس المعدن في أعلى صندوق الترشيح بمعدل أسرع من المتوقع لحجم المعدن المعالج. إذا كان المرشح الذي كان يدوم تاريخيًا 900 كجم من المعدن يسد الآن عند 500 كجم دون تغيير في ممارسة الصب، فإن الانسداد المبكر من الحمل الزائد أو عدم كفاية مساحة المرشح هو السبب المحتمل. تشمل المؤشرات الإضافية ما يلي: تراكم مستوى المعدن المرئي في الغسالة في المنبع من صندوق الترشيح أثناء تشغيل الصب، وانخفاض معدل تدفق الصب عند رأس معدني ثابت، وعينات PoDFA التي تظهر تركيزات تضمين أعلى من المتوقع في المنبع مقارنة بالحملات السابقة. إجراء مراقبة منهجية لرأس المعدن مقابل حجم المعدن التراكمي من خلال المرشح لعدة حملات لإنشاء منحنى منع خط الأساس - تشير الانحرافات عن خط الأساس هذا إلى تغييرات في العملية تتطلب التحقيق.
5: هل من الممكن استخدام فلاتر 20 نقطة في البوصة في البوصة كإجراء لتوفير التكاليف لسبك الألومنيوم القياسي؟
تعتبر المرشحات التي تبلغ 20 نقطة في البوصة مناسبة للتطبيقات التي يكون فيها معدل تدفق المعادن مرتفعًا جدًا وتكون إزالة الشوائب الكبيرة هي المطلب الأساسي، ولكنها غير كافية كإجراء عام لتوفير التكاليف للتطبيقات التي تتطلب نظافة متوسطة إلى عالية. عند 20 نقطة في البوصة، تبلغ كفاءة الإزالة للشوائب في نطاق 5-20 ميكرون فقط 45-60%، مما يعني أن غالبية الشوائب الدقيقة تمر عبر المرشح دون قيود. بالنسبة للتطبيقات التي تنتج قضبان البثق أو قضبان الموصلات الكهربائية أو مكونات السيارات أو أي منتج حيث يتم تحديد جودة السطح أو التوصيل أو الأداء الميكانيكي، فإن 20 نقطة في البوصة البوصة ستولد معدلات رفض أعلى في المصب تتجاوز تكلفتها بشكل كبير الوفورات في تكلفة المرشح. 20 نقطة لكل بوصة في البوصة البوصة هي المواصفات الصحيحة لمراحل ما قبل الترشيح في الأنظمة ثنائية المراحل، ولعمليات الصب بالقالب ذات معدل التدفق العالي جدًا حيث تؤدي 30 نقطة لكل بوصة إلى تقييد التدفق غير المقبول، وللترشيح الأولي للمعادن الملوثة بشدة قبل المعالجة الأكثر دقة.
6: ما هو تأثير درجة حرارة المعدن على اختيار PPI؟
وتؤثر درجة حرارة المعدن على كفاءة الترشيح من خلال تأثيرها على لزوجة المعدن وقابلية تبلل الشوائب على سطح المرشح. في درجات حرارة الصب المنخفضة (أقرب إلى السائل، عادةً 680-700 درجة مئوية لمعظم السبائك)، تكون لزوجة المعدن أعلى، مما يقلل من سرعة ترسيب الشوائب ولكن أيضًا يبطئ تدفق المعدن عبر المرشح. في درجات حرارة الصب الأعلى (730-760 درجة مئوية)، تكون اللزوجة أقل، ويتدفق المعدن بحرية أكبر، ولكن قد تنخفض طاقة التصاق الشوائب بالفلتر بسبب التغيرات في خصائص طبقة الأكسيد على سطح الشوائب. الآثار العملية: العمل ضمن نطاق درجة حرارة الصب الموصى بها في السبيكة - والتي تحددها متطلبات جودة الصب، وليس تحسين الترشيح. إذا كانت درجة الحرارة أقل من النطاق الموصى به، فقد يبدو أن تقييد تدفق المرشح يزداد سوءًا (في الواقع تأثير اللزوجة)؛ وفوق النطاق الموصى به، يزيد التقاط الهيدروجين وتوليد الأكسيد من حمل التضمين على المرشح. وضمن نافذة درجة حرارة الصب العادية، يكون لدرجة الحرارة تأثير ثانوي على كفاءة الترشيح مقارنةً بدرجة حرارة PPI ومعدل التدفق.
7: كيف يؤثر محتوى الخردة في الشحنة على متطلبات PPI؟
يؤدي ارتفاع محتوى الخردة في الشحنة إلى زيادة كمية وحجم توزيع الشوائب في المصهور، مما يتطلب عمومًا ترقية PPI خطوة واحدة أو مساحة ترشيح أكبر في نفس تصنيف PPI. يحتوي الألومنيوم الأولي (من المصهر) على نسبة شوائب منخفضة نسبيًا. أما الألومنيوم الثانوي من خردة ما بعد الاستهلاك فيحتوي على أسطح مطلية وبقايا مواد تشحيم وطبقات مؤكسدة وملوثات مختلفة تولد شوائب أكثر بكثير أثناء إعادة الصهر. أظهر بحث أجراه معهد بحوث إعادة التدوير في فنلندا (نُشر في مجلة Resources, Conservation and Recycling, 2021) أن الألومنيوم المصهور المحضر من خردة ما بعد الاستهلاك المختلطة يحتوي على محتوى شوائب أعلى بحوالي 3.5 أضعاف من الألومنيوم الأولي المكافئ قبل الترشيح. المبدأ التوجيهي العملي: ينبغي للعمليات التي تستخدم أكثر من 40% من خردة ما بعد الاستهلاك أن ترفع مستوى PPI بمقدار خطوة واحدة (على سبيل المثال، 30 إلى 40 نقطة في البوصة) وزيادة مساحة الترشيح بمقدار 20-30% مقارنةً بالمواصفات الأساسية للمعدن الأولي بنفس درجة السبيكة.
8: ما هو PPI الموصى به لتصفية الألومنيوم A356 لصب السيارات؟
تتطلب سبيكة A356 لمسبوكات السيارات الحرجة للسلامة (مفاصل التوجيه، وأذرع التحكم، وفرجار المكابح) ترشيحًا يتراوح بين 30 و40 نقطة في البوصة اعتمادًا على المكون المحدد وعملية الصب. A356 عبارة عن سبيكة صب (Al-7Si-0.3Mg) تولد أغشية من الألومينا وشوائب MgO من محتوى المغنيسيوم. بالنسبة لصب مكونات السلامة الإنشائية بالقالب بالجاذبية والضغط المنخفض، فإن 30 نقطة في البوصة البوصة هي الحد الأدنى من المواصفات المقبولة، مع التوصية بـ 40 نقطة في البوصة للمكونات التي يكون فيها عمر التعب أو مواصفات الاستطالة ضيقة (شائعة في مواصفات مصنعي المعدات الأصلية الأوروبية التي تتطلب حدًا أدنى للاستطالة 8% في المناطق الحرجة). تعمل قوالب الصب بالقالب عالية الضغط من A356 بسرعات معدنية أعلى بكثير من خلال نظام العداء، مما يجعل وضع المرشح وتحديد حجمه أمرًا بالغ الأهمية - يتم استخدام 20-30 نقطة لكل بوصة في مواقع الأكمام أو مواقع العدائين حيث يكون معدل التدفق مرتفعًا جدًا، بينما 30 نقطة لكل بوصة مناسبة في مواقع الذرب أو البوابات ذات معدل التدفق المعتدل. بالنسبة لتطبيقات السيارات الممتازة المستهدفة ل NADCAP أو أنظمة الجودة المكافئة على مستوى الفضاء الجوي، فإن 40 نقطة في البوصة البوصة البوصة مع التفريغ الكافي من المنبع هو المعيار الحالي في الصناعة.
9: كيف يمكنني ضبط اختيار PPI عند الصب بمعدلات تدفق منخفضة جدًا مقابل معدلات تدفق عالية جدًا؟
عند معدلات التدفق المنخفضة جدًا، اختر مؤشر PPI أخشن من التوصية القياسية (أخشن بدرجة واحدة) لمنع سد المعادن الباردة عبر مسام المرشح. عند معدلات التدفق العالية جدًا، إما أن تزيد مساحة المرشح عند معدل PPI القياسي أو تحرك خطوة واحدة أكثر خشونة مع زيادة حجم المرشح. يمكن أن تتسبب معدلات التدفق المعدني المنخفضة جدًا (أقل من 5 كجم/دقيقة تقريبًا من خلال مرشح قياسي مقاس 9 × 9 بوصة) في تبريد المعدن على سطح المرشح إلى ما دون السائل محليًا، مما يخلق طبقة رقيقة متصلبة تسد المرشح بسرعة - وهي ظاهرة تسمى “التجسير البارد”. يقلل PPI الأكثر خشونة من احتمال حدوث انسداد بارد من خلال توفير فتحات مسام أكبر. تتسبب معدلات التدفق العالية جدًا (أعلى من 0.12 كجم/دقيقة-سم² ل 30 نقطة في البوصة المربعة) في حدوث اضطراب داخل هيكل المرشح الذي يعيد حبس الشوائب التي تم التقاطها سابقًا، مما يقلل من كفاءة الترشيح الصافية. ويتمثل الحل دائمًا في معدلات التدفق العالية في زيادة مساحة المرشح بدلًا من استخدام مؤشر PPI أدق، مما يضاعف من مشكلة مقاومة التدفق.
10: ما هو العمر التشغيلي لمرشح رغوة السيراميك، وهل يؤثر PPI على مدة صلاحيته؟
مرشح رغوة السيراميك هو منتج يستخدم لمرة واحدة يتم استبداله في نهاية كل حملة صب، ونعم، يعد تصنيف PPI أحد العوامل التي تحدد المدة التي يمكن أن تستمر فيها الحملة قبل أن يتم استبدال المرشح. تتمتع مرشحات PPI الأكثر خشونة بقدرة أعلى على الاحتفاظ بالتضمين - لأن حجم مسامها الأكبر يستوعب المزيد من المواد الملتقطة قبل أن يصبح تقييد التدفق غير مقبول - وبالتالي تتيح مدة أطول للحملة عند تحميل التضمين المكافئ. وكمعيار عام لمرشح 9 × 9 بوصة × 9 بوصة (229 × 229 مم) عند التحميل العادي للشمول من مصهور ألومنيوم أولي معالج جيدًا: يعالج مرشح 20 نقطة في البوصة عادةً ما بين 1500 و3000 كجم من المعدن لكل حملة؛ و30 نقطة في البوصة يعالج 800-1500 كجم؛ و40 نقطة في البوصة يعالج 400-800 كجم؛ و50 نقطة في البوصة يعالج 200-400 كجم. هذه النطاقات واسعة لأن نظافة المعدن في المنبع، ومعدل الترشيح المحدد (التدفق لكل وحدة مساحة)، ودرجة حرارة المعدن كلها تؤثر بقوة على العمر الفعلي للحملة. ستقع العمليات ذات التحميل العالي للشوائب (المحتوى العالي من الخردة وضعف التفريغ) في الطرف المنخفض من هذه النطاقات بغض النظر عن PPI. بالنسبة لحملات الصب الطويلة التي تتطلب حجم معدن أكبر مما يدعمه مرشح واحد، فإن الترشيح على مرحلتين أو مرشحات متعددة بالتوازي هي الحلول الهندسية.
الخاتمة: قرار اختيار مؤشر أسعار المنتجين الذي يعكس عمليتك المحددة
إن مؤشر أسعار المنتجين المناسب لترشيح مسبك الألومنيوم في عام 2026 هو الذي تم اختياره من خلال تقييم حساسية تضمين السبائك، ومتطلبات جودة الاستخدام النهائي، ومعدل تدفق المعادن في وقت واحد - وليس من خلال تطبيق متوسط الصناعة أو نسخ مواصفات المنافسين.
تشير جميع الأدلة المستمدة من الأبحاث المعدنية المنشورة، وبيانات المراقبة الميدانية المباشرة الخاصة بنا في منشآت عملاء AdTech، ودراسة الحالة الكورية الجنوبية الموثقة أعلاه إلى نفس النتيجة: معظم مشاكل أداء الترشيح في صب الألومنيوم لا تنتج عن اختيار مؤشر أداء PPI الخاطئ بمعزل عن غيره. بل تنجم عن اختيار PPI دون التحقق في نفس الوقت من أن منطقة المرشح، والتحكم في العملية الأولية، وجودة المرشح تدعم مستوى الأداء المطلوب.
إن الاختيار الصحيح تقنيًا لمرشح PPI، وصندوق الترشيح ذي الحجم المناسب، ومنتج المرشح الذي تم التحقق من جودته سيحقق باستمرار أداء إزالة التضمين الذي تتطلبه السبيكة وتطبيق الاستخدام النهائي. عندما تتماشى هذه المتغيرات الثلاثة معًا، يوفر الترشيح بالرغوة الخزفية اتساقًا يمكن التنبؤ به والتحقق منه من حملة إلى أخرى يدعم أنظمة إدارة الجودة التي تتطلبها سلاسل توريد السيارات والفضاء اليوم.
للحصول على توصيات PPI الخاصة بالتطبيق، أو مراجعة تصميم صندوق الترشيح، أو المساعدة في تفسير بيانات LiMCA أو PoDFA من عملية الصب الخاصة بك، فإن فريق هندسة الترشيح AdTech متاح لدعم العملاء الصناعيين المؤهلين.
تم إعداد هذه المقالة من قبل فريق التحرير الفني في AdTech بالاعتماد على الخبرة الهندسية الأولية في مجال الترشيح، والأبحاث المعدنية المنشورة، وبيانات التطبيق المباشر للعملاء. تشمل المراجع الرئيسية ما يلي: Voigt وآخرون (المعاملات المعدنية والمواد B)، وAcosta وآخرون (المعاملات المعدنية B، 1995)، وBao وآخرون (المعادن الخفيفة 2018)، وLaé وآخرون (INPG، غرونوبل)، وMorakami وEndo (ميكانيكا الكسر الهندسي، 1994)، وبيانات تطبيق جمعية الألومنيوم الأوروبية. تتم مراجعة المحتوى سنويًا.
آخر تحديث 2026 |مكتبة الموارد التقنية للتكنولوجيا الإعلانية
