A phosphate-free alumina ceramic foam filter is a reticulated alumina ceramic filtration plate manufactured without any phosphate-containing binders, sintering aids, or surface treatments in its production process, designed specifically for filtering molten aluminum and aluminum alloys to remove non-metallic inclusions before casting. Unlike conventional ceramic foam filters that use aluminum phosphate (AlPO₄) or similar phosphate compounds as binders to bond alumina particles together during sintering, phosphate-free versions achieve equivalent or superior structural integrity through alternative inorganic binder systems — primarily colloidal alumina sol, alumina-silica compositions, or other phosphate-free ceramic bonding chemistries.
If your project requires the use of Ceramic Foam Filter, you can contact us for a free quote.
At AdTech, we developed and produce phosphate-free alumina ceramic foam filters specifically to address a consistent and well-documented problem that our aluminum casting customers encounter: phosphorus contamination of molten aluminum during filtration, which degrades the mechanical properties of high-purity aluminum alloys and causes unacceptable impurity levels in applications where phosphorus content is a controlled specification parameter. The conclusion is direct — if your aluminum casting operation produces electrical conductor grade rod, aerospace structural billets, high-purity alloys, or any product where phosphorus is a specified maximum impurity, phosphate-free ceramic foam filters are the technically correct specification, not an optional upgrade.

What Is a Phosphate-Free Alumina Ceramic Foam Filter?
To understand what makes a phosphate-free filter different, it helps to first understand what ceramic foam filters are and how the conventional version is made.
Ceramic Foam Filter Fundamentals
A ceramic foam filter (CFF) is a three-dimensional reticulated ceramic structure — essentially a rigid ceramic sponge — with an interconnected network of open cells through which molten metal flows. The cell structure creates a tortuous flow path that captures non-metallic inclusions through a combination of surface adhesion, mechanical interception, and cake filtration mechanisms. The filter plate sits in a filter box positioned between the furnace outlet and the mold or casting station, and all metal passing to the casting must flow through the filter.
Alumina (Al₂O₃) is the dominant ceramic material used for aluminum melt filtration because of its chemical compatibility with aluminum — it does not react unfavorably with molten aluminum or its common alloying elements under normal casting conditions, and it provides adequate thermal shock resistance to survive the rapid temperature change when the cold filter first contacts molten metal during priming.
Also read: Ceramic Foam Filter Manufacturing Process
The Standard Manufacturing Route and Where Phosphate Enters
Conventional ceramic foam filters are manufactured through a polymer foam replication process:
Step 1: An open-cell polyurethane foam template is cut to the required filter plate dimensions.
Step 2: The foam is impregnated with a ceramic slurry — a suspension of alumina particles in water with various additives including binders, deflocculants, and rheology modifiers.
Step 3: The impregnated foam is squeezed to remove excess slurry, leaving a uniform coating of ceramic material on the foam struts.
Step 4: The coated foam is dried and then fired at high temperature (typically 1200–1400°C). During firing, the polyurethane foam burns away, leaving the ceramic coating as a self-supporting strut network — the reticulated ceramic structure.
Step 5 (where phosphate is traditionally used): During firing, the ceramic particles must bond together to form a strong, cohesive structure. Conventional manufacturers use aluminum phosphate (AlPO₄) as a high-temperature binder because it is effective, low-cost, and well-understood. Phosphate binders sinter well in the temperature range used for ceramic foam filter production and provide adequate mechanical strength.
The problem is that aluminum phosphate does not fully react into a chemically inert ceramic phase during firing. Residual phosphate compounds remain at grain boundaries and on the strut surfaces of the finished filter. When molten aluminum contacts these surfaces during filtration, a dissolution-leaching reaction occurs that transfers phosphorus into the aluminum melt.
The Non-Phosphate Alternative
Phosphate-free alumina ceramic foam filters replace the phosphate binder with alternative bonding systems. The specific binder chemistry varies by manufacturer and is typically proprietary, but the most technically credible approaches include:
Colloidal alumina sol binders: Nano-scale alumina particles in colloidal suspension provide excellent bonding between the larger alumina filter particles during sintering without introducing any phosphorus. The sol particles fill grain boundaries and neck between larger particles, providing both green strength (before firing) and high-temperature bonded strength.
Alumina-silica glass phase binders: A controlled amount of SiO₂ is introduced into the ceramic matrix, which forms a vitreous bonding phase at the firing temperature. The glass phase bonds alumina particles without phosphate chemistry. Silicon content in the final filter must be controlled carefully to avoid introducing silicon contamination into sensitive alloys.
Reactive alumina binder systems: Certain forms of reactive (transition phase) alumina sinter at lower temperatures than fully calcined alpha-alumina and can bond alpha-alumina particles without requiring a separate binder compound. This approach produces a nearly pure Al₂O₃ filter with no intentional impurity additions.
Mullite-forming binder: A combination of alumina and silica in the correct ratio to form mullite (3Al₂O₃·2SiO₂) during firing provides a stable, chemically resistant bonding phase. Mullite’s chemical inertness with molten aluminum makes it acceptable in lower-purity applications where silicon contamination from mullite is within the alloy specification.

Why Phosphorus Contamination from Standard Filters Is a Real Problem
This section covers the technical basis for the phosphate-free filter requirement — the actual mechanism of contamination and its measured consequences.
The Phosphorus Leaching Mechanism
When molten aluminum at approximately 700–750°C contacts the surface of a phosphate-bonded ceramic foam filter, several chemical processes occur simultaneously:
The aluminum melt wets the alumina surface because aluminum oxide is thermodynamically stable in contact with aluminum at casting temperatures. As the melt flows through the tortuous pore structure and contacts the binder phase at grain boundaries, aluminum phosphate (AlPO₄) and related phosphate compounds at the filter surface come into contact with the highly reactive molten aluminum.
Thermodynamic analysis of the Al-P-O system at 700–750°C shows that phosphorus-containing phases are thermodynamically unstable in contact with liquid aluminum. The aluminum reduces the phosphate, liberating phosphorus that dissolves into the aluminum melt. The dissolution rate depends on:
- The phosphate binder content of the filter.
- The surface area of filter struts exposed to metal flow.
- The metal flow velocity through the filter.
- The total metal volume processed through the filter.
- The initial phosphorus content of the filter’s binder phase.
Measured Phosphorus Pickup in Industrial Practice
Phosphorus pickup from conventional ceramic foam filters has been documented in published metallurgical research and in our own production monitoring at AdTech customer facilities. Typical findings:
In standard aluminum casting operations using phosphate-bonded 30 ppi alumina ceramic foam filters, phosphorus pickup from the filter ranges from 0.5 to 3 ppm by weight in the filtered metal, depending on the specific filter product, metal temperature, flow rate, and filter size. This seems small in absolute terms, but the implications for specific applications are significant.
For electrical conductor grade aluminum (EC grade, 1350 alloy), the International Electrotechnical Commission (IEC) and ASTM B233 specify maximum phosphorus content of 0.003% (30 ppm) by weight. While a 3 ppm pickup from filtration alone does not necessarily violate this limit, it represents a meaningful fraction of the total allowable budget and eliminates margin for other phosphorus sources in the process.
For high-purity aluminum alloys (3N to 5N purity grades, 99.9% to 99.999% Al), phosphorus is a controlled impurity with typical specifications below 5 ppm total. Filtration-derived phosphorus contamination of 1–3 ppm represents an unacceptable fraction of the total impurity budget.
For aerospace alloys where phosphorus specifically affects grain structure, precipitation behavior, and mechanical properties, even sub-specification phosphorus pickup creates quality uncertainty that aerospace-grade quality systems cannot accommodate.
Also read: Ceramic Foam Filter Price 2026
Effect of Phosphorus on Aluminum Alloy Properties
Effect on electrical conductivity: Phosphorus is one of the most potent electrical conductivity-reducing impurities in aluminum. Even at concentrations of 1–2 ppm, phosphorus reduces the electrical conductivity of EC-grade aluminum measurably. For aluminum electrical conductor applications where conductivity is a primary performance specification, minimizing all sources of phosphorus — including filtration — is a quality imperative.
Effect on mechanical properties: In aluminum-silicon alloys, phosphorus reacts with silicon to form aluminum phosphide (AlP) nuclei that modify the silicon phase morphology. This interaction can be intentional (phosphorus addition is used to refine primary silicon in hypereutectic Al-Si alloys) or unintentional. In alloys where this effect is not desired, filtration-derived phosphorus pickup creates an uncontrolled metallurgical variable.
Effect on anodizing quality: In architectural and decorative aluminum products that undergo anodizing, phosphorus at grain boundaries can create preferential attack patterns during anodizing that produce uneven surface appearance. This is a quality concern for premium architectural aluminum products.
Effect on high-purity aluminum purity certificates: Certified high-purity aluminum products require traceable impurity analysis. Phosphorus contamination from filtration complicates certification and creates potential non-conformance with customer-specified maximum phosphorus levels.
Phosphorus Pickup Comparison: Standard vs. Phosphate-Free Filters
| Filter Type | Binder System | Typical P Pickup (ppm) | Acceptable for EC Grade? | Acceptable for 4N Purity? |
|---|---|---|---|---|
| Standard phosphate-bonded | AlPO₄ | 1.0–3.0 | Marginal | No |
| Low-phosphate bonded | Reduced AlPO₄ | 0.5–1.5 | Marginal | No |
| Phosphate-free, colloidal alumina | Al₂O₃ sol | <0.1 | Yes | Yes |
| Phosphate-free, reactive alumina | Reactive Al₂O₃ | <0.1 | Yes | Yes |
| Phosphate-free, mullite-bonded | Al₂O₃-SiO₂ | <0.1 (P), 0.5–2.0 (Si) | Yes (P concern) | Depends on Si spec |
How Phosphate-Free Filters Are Manufactured: Binder Chemistry and Sintering
Manufacturing a mechanically adequate ceramic foam filter without phosphate binders requires overcoming specific technical challenges that explain why phosphate-free filters historically cost more and have lower market penetration than standard products.
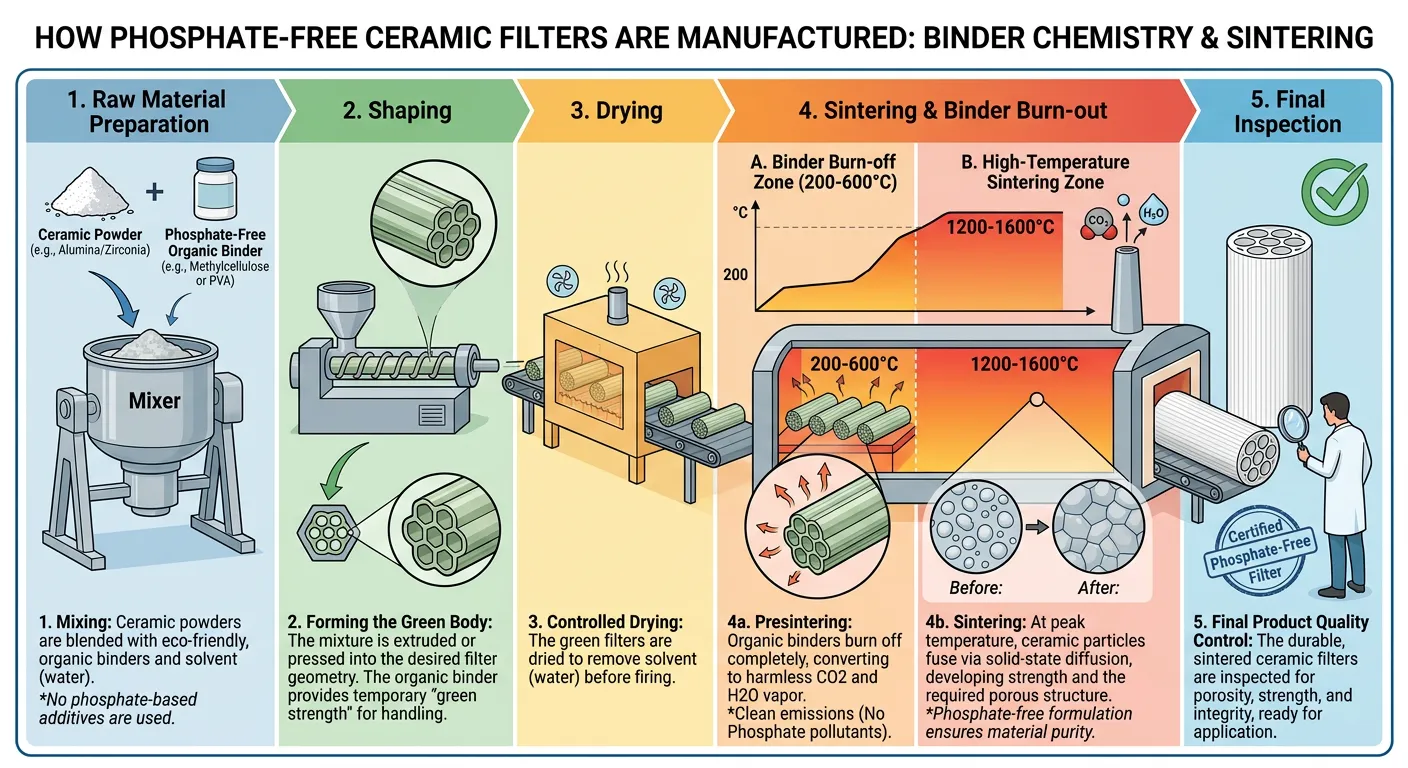
The Technical Challenge of Phosphate-Free Bonding
Aluminum phosphate became the dominant binder in ceramic foam filter production because it provides several manufacturing advantages: it creates strong green bodies that resist damage during handling before firing, it sinters effectively in the 1200–1400°C range used for alumina filter production, and it is chemically compatible with alumina at sintering temperatures (no unfavorable reactions between the binder and the alumina particles).
Alternative binders must match these manufacturing requirements without introducing phosphorus. The key challenges are:
Green strength: The binder must provide adequate mechanical strength in the unfired state to survive drying, handling, and loading into the kiln without fracturing or deforming. Colloidal alumina sol binders achieve good green strength through the hydrogen bonding and electrostatic interaction between nano-scale alumina particles and the surface of the larger alumina grains.
Sintering temperature compatibility: The binder must sinter at the same temperature as the alumina particle matrix, creating strong bonds at grain boundaries without requiring temperatures that would cause the ceramic strut network to deform or collapse under its own weight during firing.
Dimensional stability: The filter struts are thin and unsupported during firing. The binder system must control the shrinkage of the ceramic coating during sintering to maintain the dimensional accuracy and uniform cell structure of the finished filter.
Chemical purity: Any element introduced through the binder system that leaches into aluminum during filtration represents a contamination source. Colloidal alumina binders introduce only aluminum and oxygen — both already present in the filter material and the aluminum melt — making them the cleanest available option.
AdTech’s Manufacturing Approach
At AdTech, our phosphate-free alumina ceramic foam filters are produced using a colloidal alumina sol-based binder system developed through our own process engineering program. The key elements of our manufacturing approach:
Raw material selection: We use high-purity calcined alpha-alumina (>99.5% Al₂O₃) as the primary filter material, with carefully controlled particle size distribution to optimize the balance between slurry coating performance, sintered strength, and porosity of the finished strut structure.
Slurry formulation: The ceramic slurry is formulated using colloidal alumina sol as the primary binder, with carefully selected organic processing aids (rheology modifiers, wetting agents) that fully burn away during firing, leaving no carbonaceous residue in the finished filter.
Foam template selection: Polyurethane foam templates are sourced to consistent cell size distribution specifications that translate to the target pores-per-inch (PPI) rating of the finished filter. Foam quality directly determines filter cell uniformity, which affects both flow resistance and filtration efficiency.
Firing protocol: Our firing protocol is optimized for the colloidal alumina binder system, using a controlled heating rate profile that allows complete burnout of organic processing aids before the ceramic sintering phase begins, preventing carbon entrapment in the strut structure.
Quality verification: Every production batch is tested for compressive strength, bulk density, and purity — including phosphorus content by ICP-OES analysis — before release for shipment.
Technical Specifications and Physical Properties
Standard Physical Properties
| Property | Specification | Test Method |
|---|---|---|
| Material composition | Al₂O₃ ≥ 99.0% | XRF analysis |
| Phosphorus content | <0.005% (50 ppm) | ICP-OES |
| Bulk density | 0.30–0.45 g/cm³ | ASTM C134 |
| Porosity (open) | 80–90% | Archimedes method |
| Compressive strength | ≥0.8 MPa (30 ppi) to ≥1.2 MPa (10 ppi) | ASTM C133 |
| Flexural strength (MOR) | ≥0.6 MPa | ASTM C133 |
| Maximum service temperature | 1100°C (2012°F) | — |
| Thermal shock resistance | No cracking, 700°C → ambient → 700°C (3 cycles) | Manufacturer test |
| Linear shrinkage in service | <1.5% at 850°C | ISO 10635 |
| Color | White to off-white | Visual |
| Standard pore ratings | 10, 20, 30, 40, 50, 60 ppi | Cell count method |
Available Dimensions
| Standard Size (mm) | Standard Size (inches) | Available PPI Ratings | Typical Application |
|---|---|---|---|
| 100 × 100 × 22 | 4″ × 4″ × 7/8″ | 20, 30, 40, 50 | Small casting, lab |
| 150 × 150 × 22 | 6″ × 6″ × 7/8″ | 20, 30, 40, 50 | Medium casting |
| 178 × 178 × 22 | 7″ × 7″ × 7/8″ | 20, 30, 40, 50 | Medium casting |
| 200 × 200 × 50 | 7.87″ × 7.87″ × 2″ | 10, 20, 30 | Large casting, billets |
| 229 × 229 × 50 | 9″ × 9″ × 2″ | 10, 20, 30 | Large casting |
| 300 × 300 × 50 | 11.8″ × 11.8″ × 2″ | 10, 20, 30 | Large format, slab casting |
| 381 × 381 × 50 | 15″ × 15″ × 2″ | 10, 20 | Very large format |
| 432 × 432 × 50 | 17″ × 17″ × 2″ | 10, 20 | Very large format |
| Custom sizes | Per order | Per specification | Specific equipment |
Note: Round filter plates and non-standard geometries are available upon request. Thickness can vary from 22 mm to 75 mm depending on application requirements.
Thermal Property Data
| Property | Value | Conditions |
|---|---|---|
| Thermal conductivity | 0.8–1.2 W/m·K | At 700°C |
| Specific heat capacity | 0.9–1.0 J/g·K | At 700°C |
| Linear thermal expansion (CTE) | 8.0–8.5 × 10⁻⁶/°C | 20–1000°C |
| Thermal shock resistance (ΔT) | ≥400°C without cracking | Single shock test |
| Preheating rate (recommended) | ≤200°C/hour below 400°C | To prevent thermal shock |
Pore Size Grades (PPI), Filtration Efficiency, and Inclusion Removal
Understanding PPI Rating
The pores-per-inch (PPI) rating of a ceramic foam filter describes the number of open cells counted along a one-inch (25.4 mm) linear measurement across the filter face. A higher PPI number means more cells per unit length, which means smaller individual cell openings and finer filtration.
The relationship between PPI rating and filtration performance is not simply “higher PPI = better filtration.” The actual filtration efficiency depends on:
- The specific cell size distribution within the rated PPI.
- The tortuosity of the flow path through the filter.
- The metal flow velocity.
- The specific inclusion types and size distributions in the melt.
- The metal filtration volume relative to filter capacity.
In practice, higher PPI filters capture finer inclusions but create higher flow resistance (head loss), which slows metal flow and may cause premature filter blocking if the inclusion load is high. Selecting the correct PPI rating requires balancing the required cleanliness level against the practical metal flow requirements of the casting system.
PPI Rating vs. Filtration Performance
| PPI Rating | Approximate Cell Size | Effective Inclusion Capture Size | Metal Flow Resistance | Typical Application |
|---|---|---|---|---|
| 10 ppi | 2.5 mm | >100 microns effectively | Very Low | Pre-filter, very large inclusions |
| 20 ppi | 1.3 mm | >50 microns effectively | Low | General casting, standard cleanliness |
| 30 ppi | 0.85 mm | >20 microns effectively | Moderate | Good cleanliness, billet casting |
| 40 ppi | 0.63 mm | >10 microns effectively | Moderate-High | High cleanliness, aerospace billet |
| 50 ppi | 0.50 mm | >5 microns effectively | High | Very high cleanliness requirements |
| 60 ppi | 0.42 mm | >3 microns effectively | Very High | Ultra-clean applications |
Note: “Effective capture size” refers to the inclusion size at which removal efficiency exceeds approximately 80% under typical casting flow conditions. Smaller inclusions are captured at lower efficiency due to reduced inertial impaction.

Inclusion Removal Efficiency by Filter Grade
The following data is based on PoDFA (Porous Disk Filtration Apparatus) analysis of aluminum samples taken before and after filtration using phosphate-free alumina ceramic foam filters at AdTech customer facilities.
| Inclusion Type | 20 ppi Removal | 30 ppi Removal | 40 ppi Removal | 50 ppi Removal |
|---|---|---|---|---|
| Large alumina films (>50 μm) | 90–95% | 95–99% | >99% | >99% |
| Medium alumina inclusions (20–50 μm) | 75–85% | 85–95% | 90–97% | 95–99% |
| Fine alumina inclusions (5–20 μm) | 50–70% | 65–80% | 75–90% | 85–95% |
| Spinel particles (MgAl₂O₄) | 70–85% | 80–92% | 88–96% | 93–98% |
| TiB₂ agglomerates (>30 μm) | 80–92% | 90–97% | >95% | >98% |
| Refractory particles (>100 μm) | >99% | >99% | >99% | >99% |
| Chloride inclusions | 60–75% | 70–85% | 78–90% | 85–93% |
Two-Stage Filtration Recommendations
For critical applications requiring maximum inclusion removal, a two-stage filtration approach uses two ceramic foam filters in series — typically a coarser grade upstream (20–30 ppi) to capture large inclusions and protect the downstream filter, followed by a finer grade (40–50 ppi) for fine inclusion removal. This arrangement extends the life of the fine-grade filter (which would otherwise block rapidly if exposed to high large-inclusion loads) and achieves higher overall removal efficiency than either filter alone.
At AdTech, we design complete two-stage filtration systems for aluminum billet and sheet ingot casting operations, incorporating phosphate-free filters at both stages.

Applications Where Phosphate-Free Filters Are Required
Electrical Conductor Grade Aluminum (EC Grade, 1350 Alloy)
EC-grade aluminum is the dominant conductor material in overhead transmission lines, transformer windings, and electrical distribution cables. Its electrical conductivity specification — minimum 61.0% IACS (International Annealed Copper Standard) — requires extremely tight control of all impurities that reduce conductivity. Phosphorus is among the most electrically damaging impurities in aluminum per unit concentration.
The production of aluminum rod for wire drawing (continuous casting rod, or CCR) involves high-throughput casting operations that filter large metal volumes through ceramic foam filters over extended campaigns. Even at the low individual-filter phosphorus pickup levels characteristic of phosphate-bonded filters, cumulative phosphorus introduction into the melt over a long casting campaign can approach values that threaten conformance with EC-grade specifications.
Phosphate-free filters eliminate this source of phosphorus completely, providing one less variable to manage in an already tightly controlled process.
Aerospace Aluminum Alloys
Aerospace-grade aluminum billets destined for critical structural applications — fuselage skins, wing spars, landing gear components — are produced to the most demanding cleanliness specifications in the aluminum industry. Relevant specifications include Airbus Process Specification ABS2728, Boeing Material Specification BMS7-240, and the general requirement of NADCAP-approved quality systems.
In aerospace billet casting, every chemical impurity in the specified metal must be traceable and controlled. Phosphorus contamination from filtration is not a listed impurity in these specifications for standard alloys, which means that filtration-derived phosphorus exists outside the controlled quality system — an unacceptable situation in aerospace quality management. Phosphate-free filters remove this uncontrolled contamination source.
High-Purity Aluminum Production (3N to 5N Grade)
High-purity aluminum (99.9% and above) is used in semiconductor manufacturing equipment components, optical applications, thin film deposition targets, and specialty chemical applications. Purity specifications for these materials typically list maximum levels for dozens of individual elements, often in the low single-digit parts-per-million range. Phosphorus specifications for 4N (99.99%) grade aluminum are typically below 5 ppm total phosphorus.
Filtration with standard phosphate-bonded filters at typical phosphorus pickup levels of 1–3 ppm would consume a substantial fraction of this impurity budget. Phosphate-free filters, with phosphorus pickup below the detection limit of standard analytical methods (<0.1 ppm in most cases), are mandatory for high-purity aluminum production filtration.
Automotive Aluminum Alloy Casting
While standard automotive casting alloys are not as sensitive to phosphorus as aerospace grades, premium automotive applications — battery housings for electric vehicles, structural castings for vehicle body-in-white construction, brake system components — specify increasingly stringent impurity controls. As aluminum content in vehicles increases and quality requirements for structural aluminum tighten, phosphate-free filtration is becoming part of premium automotive aluminum supplier qualification requirements.
Applications Requiring Non-Phosphate Filters Summary
| Application | Alloy / Grade | Typical P Specification | Reason for Phosphate-Free |
|---|---|---|---|
| EC-grade rod | 1350, 1370 | <30 ppm total P | Conductivity protection |
| Aerospace billet | 2xxx, 6xxx, 7xxx series | Controlled, traceable | Quality system traceability |
| High-purity Al (4N) | 99.99% Al | <5 ppm total P | Purity budget |
| Ultra-high purity (5N) | 99.999% Al | <1 ppm total P | Purity budget |
| Medical device Al | Various | Biocompatibility audit | Regulatory compliance |
| Food contact packaging foil | 1xxx, 8xxx | Regulatory limits | Food safety |
| Premium EV battery housings | 6xxx series | Tightening specs | Structural integrity |
| Capacitor foil | 1xxx high purity | <5 ppm P | Electrical performance |
Phosphate-Free vs. Standard Phosphate-Bonded Ceramic Foam Filters
This comparison is the core decision point for buyers evaluating whether the premium of phosphate-free products is justified for their specific application.
Performance Comparison
| Property | Standard Phosphate-Bonded | Phosphate-Free (AdTech) | Advantage |
|---|---|---|---|
| Al₂O₃ content | 95–99% | ≥99.0% | Phosphate-free |
| Phosphorus content of filter | 0.5–2.0% | <0.005% | Phosphate-free |
| P pickup into aluminum melt | 1.0–3.0 ppm | <0.1 ppm | Phosphate-free |
| Compressive strength | 0.6–1.0 MPa | 0.8–1.2 MPa | Similar or phosphate-free |
| Thermal shock resistance | Good | Good | Similar |
| Dimensional accuracy | Good | Good | Similar |
| Availability (standard sizes) | Wide | Wide (AdTech range) | Standard has slight edge |
| Cost per filter | Base reference | 15–35% premium | Standard |
| Service life (per campaign) | Single use | Single use | Similar |
| Filtration efficiency | Good | Good to Excellent | Similar to phosphate-free |
| Suitable for EC-grade Al | Marginal | Yes | Phosphate-free |
| Suitable for 4N purity Al | No | Yes | Phosphate-free |
| Suitable for aerospace | Marginal | Yes | Phosphate-free |
When Standard Phosphate-Bonded Filters Are Acceptable
Standard phosphate-bonded ceramic foam filters remain appropriate for:
- Commodity casting applications where phosphorus is not a specified impurity.
- Recycled aluminum remelting where impurity specifications are broad.
- Applications producing foundry alloys for non-critical die castings.
- Short-run prototype casting where metal traceability is not required.
- Applications where metal volume is too small for phosphorus pickup to be measurable.
Recommending phosphate-free filters uniformly without qualification would be misleading. The premium is justified by the performance difference only in the applications where phosphorus contamination is a genuine quality concern.
When the Premium for Phosphate-Free Is Definitively Justified
The cost premium for phosphate-free filters is definitively justified when:
- The alloy specification includes a maximum phosphorus level within 5× the expected filter pickup.
- The downstream application includes electrical conductivity measurement as a conformance criterion.
- The quality system requires traceable impurity control for all production inputs.
- The customer specification requires declaration of all intentional and incidental chemical additions to the metal.
In these situations, the cost of a single product rejection or customer complaint far exceeds the accumulated cost premium of phosphate-free filters over any realistic production period. We have had customers at AdTech calculate this trade-off explicitly and arrive at the same conclusion consistently.
Filter Box Design, Installation, and Operating Procedures
Filter Box Requirements for Ceramic Foam Filters
The filter box is the refractory housing that holds the ceramic foam filter in the metal flow path. Proper filter box design is as important as filter selection in achieving consistent filtration performance.
Key filter box design requirements:
Sealing: The filter must be sealed around its perimeter to prevent metal bypass — the flow of unfiltered metal around the filter rather than through it. Metal bypass is a common cause of poor filtration performance and is not always obvious in routine production monitoring. Sealing is achieved through a combination of a close-dimensional fit between the filter plate and the filter box recess, and a compressible ceramic fiber gasket material (typically ceramic fiber rope or paper) that fills any gap between the filter edge and the box recess.
Support: The filter must be supported on its downstream face to prevent fracture under the hydrostatic pressure of metal standing upstream. Most filter boxes include a recessed ledge or support grid on the downstream side. The support must allow metal flow while preventing filter breakage under static and dynamic metal head.
Preheating: The filter box must be preheated before metal contact to prevent thermal shock to the filter and to prevent premature solidification of metal that contacts cold refractory. Minimum preheating temperature is typically 700°C (1292°F) for the filter itself, achieved by preheating the assembled filter box (with filter installed) using gas burners for 30–60 minutes before casting begins.
Material compatibility: All refractory materials in the filter box that contact molten aluminum must be compatible — no silica-rich refractories that would react with magnesium, no iron-bearing materials that would dissolve into the aluminum melt.
Standard Installation Procedure
Step 1: Filter box inspection: Inspect the filter box recess for damage, old gasket material, and scale from previous campaigns. Clean thoroughly. Verify that the support ledge or grid is intact.
Step 2: Gasket installation: Place ceramic fiber gasket material (rope or paper) in the filter box recess around the perimeter. The gasket should be compressed approximately 20–30% when the filter is seated, to provide a continuous metal-tight seal.
Step 3: Filter placement: Lower the ceramic foam filter into the box recess with the correct orientation. For phosphate-free filters with identical top and bottom faces, orientation is not critical. For filters with a marked flow direction (some designs have a denser face on the upstream side), verify correct orientation before seating.
Step 4: Preheating: Preheat the assembled filter box and filter together. Apply heat gradually — do not expose a cold filter to direct flame impingement or rapid high-temperature heating, as thermal shock can crack the filter before the first metal contact. Target a uniform temperature of 700–750°C throughout the filter.
Step 5: Priming and casting start: Allow the first metal to fill the filter box and prime through the filter naturally. Do not use mechanical force or increased head pressure to force metal through an unprimed filter — this can fracture the filter. Maintain a consistent metal head above the filter throughout the casting campaign.
Step 6: Campaign monitoring: Monitor metal temperature, flow rate, and metal head above the filter throughout the campaign. Decreasing flow rate at constant head indicates increasing filter resistance from inclusion loading — this is normal and expected. Replace the filter when flow rate falls below the minimum required for the casting system.
Step 7: Campaign end and filter removal: At the end of the casting campaign, allow the metal to drain from the filter box if possible. Remove the spent filter (it will contain solidified aluminum within its structure and will be significantly heavier than the new filter). Dispose of spent filters according to local regulations.
Critical Operating Parameters
| Parameter | Recommended Range | Consequence of Deviation |
|---|---|---|
| Metal temperature at filter | 700–760°C | Below range: freezing risk; above range: increased gas and oxide generation |
| Metal head above filter | 50–200 mm | Too low: incomplete priming; too high: filter fracture risk |
| Preheating temperature | 650–750°C | Below range: thermal shock and cracking |
| Preheating rate | ≤200°C/hr below 400°C | Faster rates risk thermal shock cracking |
| Maximum metal volume per filter | Supplier specification (by size/PPI) | Exceeded: breakthrough risk |
| Flow velocity through filter | 0.01–0.05 m/s | Too high: inclusion re-entrainment; too low: bridging risk |
Quality Verification and Supplier Qualification Criteria
What to Verify When Purchasing Phosphate-Free Filters
The market for phosphate-free ceramic foam filters includes products of widely varying quality and genuinely variable phosphorus content. “Phosphate-free” on a product label or data sheet requires chemical verification — the claim should be supported by quantitative analytical data, not just a formulation description.
Mandatory verification steps:
Phosphorus content analysis: Request ICP-OES (Inductively Coupled Plasma Optical Emission Spectrometry) test reports showing measured phosphorus content of the filter material. Verified phosphate-free filters should show phosphorus content below 0.005% (50 ppm) in the filter material itself. Filters showing phosphorus above 0.01% (100 ppm) retain meaningful phosphate binder content regardless of how they are marketed.
Total chemical composition: Request XRF (X-ray fluorescence) analysis showing Al₂O₃ purity and all significant impurity elements. The Al₂O₃ content should be ≥99.0% for a product marketed as alumina ceramic foam filter. Significant SiO₂ content above 0.5% indicates silica-based binder systems that may introduce silicon into silicon-sensitive alloys.
Mechanical strength certification: Request compressive strength test data per ASTM C133 or equivalent. Adequate compressive strength (≥0.8 MPa for 30 ppi) confirms that the phosphate-free binder system has achieved adequate sintering. Low strength may indicate underfiring or inadequate binder system.
Dimensional verification: Measure filter dimensions on receipt. Thickness, width, and length tolerances should be within ±1 mm of specification. Non-uniform thickness indicates pressing or sintering problems that will compromise sealing in the filter box.
Thermal shock testing: A field verification test — preheat a sample filter to 700°C and quench in water at room temperature, then inspect for cracking — provides a rapid assessment of thermal shock resistance. Phosphate-free filters with adequate compressive strength should survive this test without visible cracking.
Supplier Qualification Checklist
| Qualification Item | Standard Requirement | Critical Application Requirement |
|---|---|---|
| ISO 9001 certification | Required | Required |
| ICP-OES phosphorus analysis (per batch) | Required | Required |
| XRF composition certificate (per batch) | Required | Required |
| Compressive strength certificate (per batch) | Required | Required |
| Dimensional inspection record | Required | Required |
| Third-party lab verification | Recommended | Required |
| Traceability to raw material lot | Recommended | Required |
| REACH compliance declaration | EU markets | EU markets |
| Customer-specific qualification testing | Recommended | Required |
| Historical delivery performance data | Recommended | Required |
| Technical support capability | Recommended | Required |
Market Context and Industry Adoption in 2026
Current Market Position
The global ceramic foam filter market for aluminum casting is valued at approximately USD 280–350 million annually, with alumina ceramic foam filters representing the dominant product segment. Phosphate-free filters currently account for an estimated 15–25% of total alumina ceramic foam filter consumption by value, with adoption concentrated in high-value application segments (electrical conductor, aerospace, and high-purity aluminum).
Market penetration of phosphate-free filters is growing at approximately 8–12% annually, significantly faster than the overall ceramic foam filter market growth of 4–6%, driven by:
- Increasing specification requirements from automotive OEMs for aluminum casting suppliers.
- Growth in EC-grade rod production for electric vehicle charging infrastructure.
- Expansion of aerospace aluminum demand driven by aircraft order backlogs.
- Tightening food contact regulations in EU and Asian markets affecting aluminum packaging.
- General quality management trend toward controlled, documented input materials.
Regulatory and Standards Drivers
Several regulatory and standards developments are accelerating phosphate-free filter adoption:
EU Circular Economy Action Plan: Increasing regulatory scrutiny of phosphorus compounds in industrial processes, particularly those that enter waste streams or product surfaces, is raising awareness of phosphate binder use in aluminum processing.
Automotive industry quality requirements: IATF 16949 quality management systems and customer-specific requirements (CSRs) from major automotive OEMs are driving aluminum casting suppliers toward documented control of all chemical inputs to the casting process, including filtration materials.
Electric vehicle supply chain requirements: EV battery housing and structural component suppliers face battery-manufacturer quality requirements that trace all material inputs. Phosphate-free filtration fits naturally into this supply chain documentation framework.
AdTech’s Product Development Direction
At AdTech, our phosphate-free filter development program is focused on three directions in 2026:
Extended campaign life: Developing filter grades with higher inclusion-holding capacity that extend the number of castings or metal volume that can be processed before filter replacement, reducing per-casting filtration cost.
Finer filtration grades: Extending our phosphate-free range to 60 ppi and beyond, addressing the growing demand from high-purity aluminum producers who require finer filtration than current standard grades provide.
Application-specific optimization: Developing filter formulations optimized for specific alloy families — particularly for magnesium-containing alloys where the filter material must resist MgO and spinel inclusion adhesion to the filter strut surfaces to maintain filtration efficiency throughout long campaigns.
Frequently Asked Questions About Phosphate-Free Alumina Ceramic Foam Filters
1: Why does a ceramic foam filter need a binder, and what is wrong with using phosphate?
Ceramic foam filters are manufactured by coating a polyurethane foam template with a ceramic slurry and then firing the coated foam at high temperature to burn away the polymer and sinter the ceramic coating into a self-supporting structure. Without a binder, the individual alumina particles in the ceramic coating would not bond together adequately during sintering, and the fired filter would be too weak to survive handling and service in molten metal. Aluminum phosphate (AlPO₄) became the dominant binder because it sintered effectively in the production temperature range and provided good mechanical strength. The problem is that residual phosphate compounds remain in the finished filter and react with molten aluminum during filtration, transferring phosphorus into the melt. For standard aluminum alloy applications, this contamination level is tolerable. For high-purity, EC-grade, and aerospace applications, even small phosphorus additions from filtration exceed quality tolerances.
2: How do I verify that a filter is truly phosphate-free and not just labeled as such?
The only reliable verification method is chemical analysis of the filter material. Request an ICP-OES (Inductively Coupled Plasma Optical Emission Spectrometry) analysis report for phosphorus content from each production batch. A genuinely phosphate-free filter will show phosphorus content below 0.005% (50 ppm) in the ceramic material. Filters with residual phosphate binder content will typically show 0.3–1.5% phosphorus depending on the binder loading. Phosphorus measurement at the 50 ppm level is within routine ICP-OES capability and should not require specialized testing. At AdTech, we provide ICP analysis certificates with every filter shipment as a standard documentation item, not as a special request.
3: Can phosphate-free filters be used as direct drop-in replacements for standard phosphate-bonded filters?
In most cases, yes — phosphate-free alumina ceramic foam filters are manufactured to the same dimensional standards and PPI ratings as standard phosphate-bonded filters, and they install and operate in the same filter boxes using the same procedures. The metal flow characteristics (head loss vs. flow rate relationship) of phosphate-free filters are comparable to standard filters at equivalent PPI ratings and dimensions. The primary operational difference is that phosphate-free filters may require slightly different preheating protocols if the alternative binder system affects the thermal expansion characteristics of the filter. Consult the specific supplier’s technical data for any preheating protocol modifications. In our experience at AdTech, customers transitioning from phosphate-bonded to our phosphate-free filters have been able to use existing filter boxes, preheating equipment, and operating procedures without modification in the majority of cases.
4: What is the expected phosphorus pickup from a phosphate-free filter in production use?
Based on our own production measurements at AdTech customer facilities and published metallurgical research, phosphorus pickup from phosphate-free alumina ceramic foam filters is below the detection limit of standard ICP-OES analysis of the aluminum melt — typically below 0.05 ppm in the filtered metal. This compares with 1.0–3.0 ppm phosphorus pickup from standard phosphate-bonded filters under equivalent conditions. For practical purposes, phosphate-free filters contribute no measurable phosphorus to the aluminum melt, which is why they are specified for applications with tight phosphorus control requirements.
5: Do phosphate-free filters have lower mechanical strength than phosphate-bonded filters?
This is a common concern that our technical data does not support. When the alternative binder system is correctly formulated and the sintering process is properly optimized, phosphate-free filters achieve compressive strength values that meet or exceed those of comparable phosphate-bonded products. Our AdTech phosphate-free filters have compressive strength specifications of ≥0.8 MPa for 30 ppi grades and ≥1.0 MPa for 20 ppi grades, which aligns with industry standards for phosphate-bonded products. Lower-quality phosphate-free products — particularly those that have not been optimized for the specific binder system — may show lower strength, which is one reason we emphasize third-party strength verification when qualifying new suppliers.
6: Are phosphate-free filters more expensive, and how do I justify the cost difference?
Phosphate-free alumina ceramic foam filters typically cost 15–35% more than equivalent phosphate-bonded products, depending on filter size, PPI rating, and order volume. The cost difference reflects the higher cost of colloidal alumina sol or other alternative binder systems compared to aluminum phosphate, and the more demanding manufacturing process control required to achieve adequate strength without a phosphate binder. Justification for the premium is straightforward in applications with clear phosphorus specifications: a single casting lot rejected for phosphorus non-conformance typically costs more than the entire filter cost for the production run. For EC-grade rod production, the conductivity improvement from eliminating filtration-derived phosphorus pickup has measurable economic value in premium conductivity markets. For aerospace suppliers, the cost of a non-conformance report or supplier quality audit triggered by a contamination event far exceeds any filter cost differential.
7: What alloys are most sensitive to phosphorus contamination from ceramic foam filters?
The alloys most sensitive to filtration-derived phosphorus contamination fall into three categories. First, electrical conductor alloys (1350, 1370) where phosphorus reduces electrical conductivity and the allowable total impurity budget is very tight. Second, high-purity aluminum (4N, 5N grades) where the total phosphorus budget across all sources may be only 1–5 ppm. Third, aluminum-silicon alloys where phosphorus modifies the silicon morphology — either intentionally in hypereutectic alloys (where controlled phosphorus addition is used for silicon refinement) or unintentionally in hypoeutectic and eutectic alloys where phosphorus pickup creates an uncontrolled and undesirable metallurgical effect. For standard 3xxx, 6xxx, and most 7xxx alloys in commodity applications, standard phosphate-bonded filters are typically acceptable.
8: Can phosphate-free ceramic foam filters be used with all common aluminum alloys, including high-magnesium alloys?
Yes, phosphate-free alumina ceramic foam filters are chemically compatible with all standard aluminum alloys including high-magnesium alloys (5xxx series with Mg up to 5%). The filter material (Al₂O₃ at ≥99% purity) does not react unfavorably with magnesium at typical aluminum casting temperatures. However, high-magnesium alloys generate MgO and spinel (MgAl₂O₄) inclusions more readily than low-magnesium alloys, which can increase the inclusion loading on the filter and shorten the effective campaign life. For high-Mg alloys, we recommend using a coarser PPI rating than might be selected for a comparable low-Mg alloy — for example, 30 ppi rather than 40 ppi — to prevent premature filter blocking from the higher inclusion load. Contact AdTech for alloy-specific filter selection recommendations.
9: How should phosphate-free ceramic foam filters be stored before use?
Phosphate-free alumina ceramic foam filters should be stored in dry conditions, protected from moisture and physical impact. Store in original packaging on flat shelving or pallets. Do not stack filter boxes more than four high without intermediate rigid support, as the weight of the upper boxes can crack lower filters. Keep away from water sources — while the ceramic itself is unaffected by water, moisture that is absorbed into the filter structure must be fully dried out during preheating before metal contact to prevent steam generation within the filter pores, which can fracture the filter. Store in ambient temperature conditions (5–40°C); extreme cold does not damage the filters but can make protective packaging brittle and increase the risk of handling damage. Shelf life under proper storage conditions is indefinite — the ceramic material does not degrade with time.
10: What quality documents should I receive with a shipment of phosphate-free ceramic foam filters?
A complete quality documentation package for phosphate-free alumina ceramic foam filters should include: certificate of conformance confirming the product meets the purchase order specification; ICP-OES analysis report showing phosphorus content (and ideally a full trace element panel) for the production batch; XRF composition analysis showing Al₂O₃ purity; compressive strength test report per ASTM C133 or equivalent; dimensional inspection records confirming filter size within tolerance; REACH compliance declaration (for EU procurement); current Safety Data Sheet (SDS); and batch number and traceability records linking the shipment to production records. For aerospace or other highly regulated applications, additionally request raw material certificates for the alumina and binder components, firing records confirming the sintering temperature profile, and any third-party laboratory verification reports. AdTech provides all standard documentation automatically with every commercial shipment and can provide extended documentation packages for regulated applications upon request.
Summary: Making the Correct Filter Specification Decision
The decision to specify phosphate-free alumina ceramic foam filters is not a matter of preference or supplier loyalty — it is a technically driven quality decision that should be made based on the phosphorus sensitivity of the alloy being cast and the requirements of the downstream application.
For EC-grade aluminum, high-purity aluminum, aerospace billet, and any application with a defined phosphorus maximum specification, phosphate-free filters are the correct specification. The cost premium is real and modest, and the quality benefit — complete elimination of a controllable phosphorus contamination source from the casting process — is substantial, measurable, and permanent.
For commodity aluminum casting applications with broad impurity specifications and no downstream electrical or ultra-clean performance requirements, standard phosphate-bonded filters provide adequate performance at lower cost and should be used.
At AdTech, we manufacture phosphate-free alumina ceramic foam filters specifically because our customer base in aluminum casting — particularly in EC-grade rod production, aluminum billet for aerospace, and high-purity aluminum applications — requires this level of chemical control in their filtration technology. Our filters are supported by full batch chemical documentation, application engineering support, and a direct technical team available to assist with PPI selection, filter box design review, and operational optimization.
For phosphate-free filter samples, technical data sheets, or application-specific recommendations, contact the AdTech technical sales team with your alloy specification, casting throughput, and current filtration system details.



