Elija el PPI (poros por pulgada) adecuado en función de la limpieza de la aleación, el tipo de fundición y los requisitos de caudal. Un PPI bajo (10-20) ofrece un mayor caudal y es ideal para la contaminación intensa o las piezas fundidas de gran tamaño. El PPI medio (30-40) equilibra la eficacia de filtración y el caudal, y es adecuado para la mayoría de las aplicaciones. El PPI alto (50-60) proporciona una filtración más fina para piezas fundidas de alta calidad y con pocos defectos, pero reduce el caudal. También hay que tener en cuenta la presión de la cabeza metálica, la velocidad de colada y el diseño de la compuerta para evitar bloqueos y conseguir una eliminación óptima de las inclusiones.
Si su proyecto requiere el uso de Filtro de espuma cerámica, puede Contacto para obtener un presupuesto gratuito.
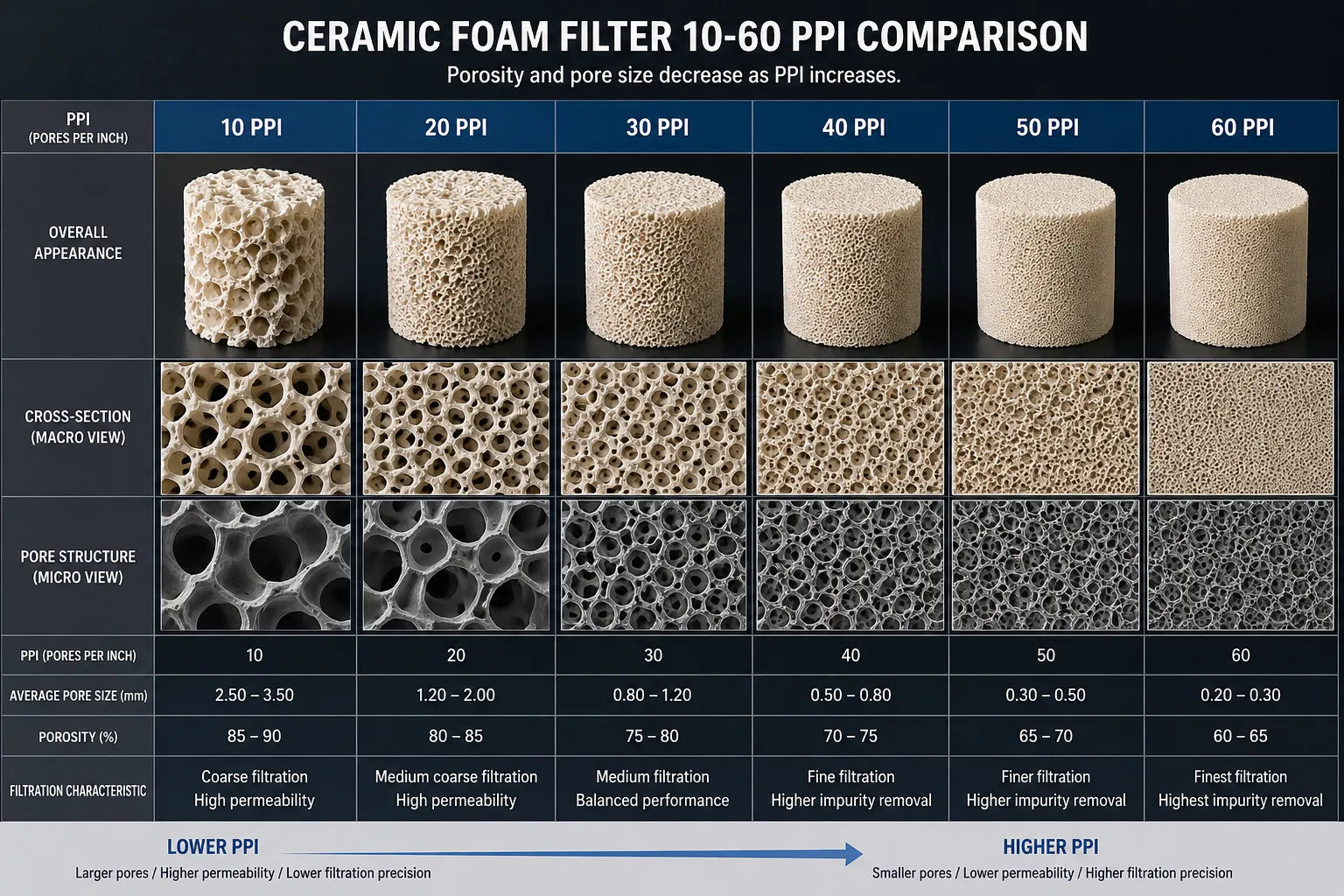
¿Qué significa PPI en la filtración por espuma cerámica?
PPI son las siglas en inglés de poros por pulgada, es decir, un recuento del número de células abiertas medido linealmente a lo largo de una pulgada (25,4 mm) de un material. filtro de espuma cerámica cara. Un filtro de 10 ppi tiene aproximadamente 10 celdas por pulgada lineal, y cada celda mide aproximadamente 2,5 mm de ancho. Un filtro de 50 ppi tiene aproximadamente 50 celdas por pulgada, con unas dimensiones individuales de las celdas de unos 0,5 mm. La clasificación PPI es la especificación principal que determina la capacidad de filtración, la resistencia al flujo y la capacidad de retención de inclusiones de un filtro.
En principio, el concepto es sencillo. En la práctica, la traducción del número de PPI al rendimiento real de la filtración implica varias variables que hacen que la selección del PPI sea una decisión de ingeniería matizada en lugar de una simple búsqueda.
Cómo se mide el IPP y por qué varía entre proveedores
La medición del PPI se realiza contando las aberturas de las células a lo largo de una línea recta a través de la cara del filtro con poco aumento. Esto parece sencillo, pero la distribución del tamaño de las células en un producto con PPI varía de un fabricante a otro. Dos proveedores afirman “30 ppp” pueden producir filtros con tamaños medios de célula notablemente diferentes, distribuciones de tamaño de célula diferentes y, en consecuencia, un rendimiento de filtración diferente.
Las investigaciones publicadas por la Universidad Noruega de Ciencia y Tecnología (NTNU) sobre la caracterización de los filtros de espuma cerámica -incluidos los trabajos de Sandnes, Engh y sus colegas- han demostrado sistemáticamente que el índice PPI nominal es una especificación imprecisa. Sus mediciones mostraron que el recuento real de células en filtros comerciales de 30 ppi de diferentes fabricantes oscilaba entre 26 y 34 células por pulgada, con la correspondiente variación en el diámetro hidráulico de las células.
Esta variabilidad en las mediciones tiene una consecuencia práctica: al cambiar de proveedor con el mismo índice PPI, el rendimiento de la filtración puede cambiar. En AdTech, tenemos esto en cuenta especificando nuestros filtros utilizando tanto el índice PPI como la resistencia mínima a la compresión, lo que proporciona una aproximación a la consistencia de la estructura celular.
PPI frente a tamaño de poro: La relación técnica
El diámetro individual de la garganta del poro -la constricción más estrecha que debe atravesar una partícula en la estructura reticulada del filtro- es distinto del tamaño de la célula. El diámetro de la garganta del poro suele ser de 30-50% del diámetro medio de la célula. Para un filtro de 30 ppi con un diámetro celular medio de aproximadamente 0,85 mm, el diámetro típico de la garganta del poro es de aproximadamente 0,28-0,43 mm.
Esta distinción es importante porque la inclusión más pequeña que se puede capturar mediante colado puro (interceptación mecánica en las gargantas de los poros) es aproximadamente igual al diámetro de la garganta del poro. Las inclusiones más pequeñas que la garganta del poro requieren mecanismos de adhesión superficial y difusión para su captura, razón por la cual los filtros de espuma cerámica capturan inclusiones significativamente más pequeñas que el tamaño nominal de sus poros, pero con una eficacia progresivamente menor a medida que disminuye el tamaño de la inclusión.
Gama estándar de PPI en la práctica de la fundición de aluminio
| Clasificación PPI | Tamaño aproximado de la célula | Diámetro aprox. de la garganta del poro. | Posición en el mercado | Volumen típico de metal por filtro* |
|---|---|---|---|---|
| 10 ppp | 2,5 mm | 0,75-1,25 mm | Prefiltro, eliminación de gruesos | Muy alto (>3000 kg) |
| 20 ppp | 1,3 mm | 0,39-0,65 mm | Fundición general, estándar | Alta (1500-3000 kg) |
| 30 ppp | 0,85 mm | 0,26-0,43 mm | Grado industrial más común | Moderado (800-1500 kg) |
| 40 ppp | 0,63 mm | 0,19-0,32 mm | Aplicaciones de alta limpieza | Moderado-bajo (400-800 kg) |
| 50 ppp | 0,50 mm | 0,15-0,25 mm | Limpieza exigente | Bajo (200-400 kg) |
| 60 ppp | 0,42 mm | 0,13-0,21 mm | Aplicaciones ultralimpias | Muy bajo (<200 kg) |
Por filtro estándar de 9″ × 9″ × 2″ (229 × 229 × 50 mm) a caudales típicos de fundición de aluminio y carga de inclusión moderada.

¿Cómo afecta la PPI a la eficacia de la eliminación de inclusiones?
La relación entre el índice PPI y la eficacia de eliminación de la inclusión es uno de los aspectos de la tecnología de filtración de aluminio que con más frecuencia se malinterpreta. Muchos ingenieros asumen que un mayor PPI siempre significa una mejor filtración. Esto es cierto en el caso de la captura de inclusiones de mayor tamaño dominada por la deformación, pero el panorama completo es más complejo.
Los tres mecanismos de captura y su dependencia de los IPP
Colado mecánico (tamizado): Las inclusiones mayores que el diámetro de la garganta del poro no pueden pasar y son capturadas en el primer poro que encuentran. Este mecanismo depende en gran medida del PPI: un filtro de 50 ppi tiene gargantas de poro aproximadamente 3 veces más pequeñas que un filtro de 20 ppi y, en consecuencia, retiene partículas de menor tamaño.
Adherencia superficial (filtración en profundidad): Las inclusiones más pequeñas que el diámetro de la garganta del poro, pero por encima de aproximadamente 5 micras, son capturadas cuando la inercia las lleva a entrar en contacto con la superficie del puntal de alúmina, donde las fuerzas de adhesión de van der Waals las retienen. Este mecanismo depende moderadamente de la IPP: una mayor superficie por unidad de volumen (debido a una estructura de poros más fina) aumenta la probabilidad de contacto.
Difusión browniana: En el caso de las inclusiones muy finas, por debajo de 1 micra aproximadamente, el movimiento térmico aleatorio hace que entren en contacto con las superficies del puntal. Este mecanismo depende ligeramente del PPI, pero también depende en gran medida del tiempo de permanencia del metal en el filtro, que está relacionado con la velocidad del flujo y no sólo con el PPI.
Datos publicados sobre PPI frente a eficacia de filtración
La investigación publicada en la revista Metallurgical and Materials Transactions B por Voigt, Johansen y Engh (que utiliza la metodología de medición LiMCA para cuantificar la limpieza de la masa fundida de aluminio) descubrió los siguientes índices de reducción del recuento de inclusiones para filtros de espuma cerámica comerciales estándar a velocidades de fundición típicas:
| Clasificación PPI | Inclusiones >15 μm Reducción | Inclusiones 5-15 μm Reducción | Inclusiones <5 μm Reducción |
|---|---|---|---|
| 20 ppp | 70-80% | 45-60% | 25-40% |
| 30 ppp | 82-92% | 60-75% | 35-52% |
| 40 ppp | 90-97% | 72-85% | 48-65% |
| 50 ppp | 95-99% | 82-93% | 60-75% |
| 60 ppp | >99% | 88-96% | 68-80% |
Estos valores reflejan el rendimiento típico de un filtro comercial en condiciones normales de fundición. El rendimiento real en una instalación específica depende de la velocidad del flujo de metal, la temperatura y el tipo de inclusión.
Rentabilidad decreciente con un IPP más alto
La mejora de la eficacia al aumentar el PPI no es lineal, sino que presenta rendimientos decrecientes. Pasar de 20 ppi a 30 ppi proporciona aproximadamente 12-15 puntos porcentuales de eficiencia adicional para inclusiones medianas (5-15 μm). Pasar de 40 ppi a 50 ppi proporciona sólo 8-10 puntos porcentuales adicionales para el mismo rango de inclusiones. Mientras tanto, la resistencia al flujo aumenta aproximadamente 35-45% por cada paso que se da en la clasificación PPI.
Este perfil de rendimiento decreciente es la razón por la que la mayoría de los sistemas de filtración bien diseñados tienen un límite de 40-50 ppi para la filtración de una sola etapa, en lugar de especificar el grado más fino disponible. La penalización de la resistencia al flujo a 60 ppi normalmente supera el beneficio incremental de la filtración en la mayoría de los escenarios de fundición de producción.
Cómo afecta la carga de profundidad de inclusión al rendimiento de la IPP a lo largo del tiempo
Un aspecto crítico, pero a menudo pasado por alto, de la selección de los EPI es cómo cambia la eficacia de filtración a medida que el filtro acumula inclusiones durante una campaña de colada. Las investigaciones de Laé, Durand y Thibault en el Institut National Polytechnique de Grenoble demostraron que los filtros de espuma cerámica presentan una evolución característica de la eficiencia:
Fase 1 (cebado del filtro, 0-5% de campaña): La eficacia está en su punto más bajo. La superficie limpia del filtro aún no ha desarrollado la capa de inclusión inicial que mejora la adherencia de las inclusiones posteriores. Los datos LiMCA del lado aguas abajo suelen mostrar un breve recuento elevado de inclusiones durante este periodo.
Fase 2 (filtración constante, 5-80% de campaña): La eficacia aumenta y se estabiliza a medida que las inclusiones capturadas llenan parte del volumen de los poros, creando un medio de filtración eficaz más fino. Este es el periodo productivo de la campaña de filtrado.
Fase 3 (previa a la ruptura, 80-100% de campaña): A medida que el filtro se acerca a su capacidad, la eficacia puede permanecer estable (si el filtro se gestiona de forma conservadora) o empezar a disminuir a medida que el metal se canaliza a través de los poros parcialmente llenos. Los operarios de fundición experimentados reconocen esta fase por el aumento de la cabeza de metal aguas arriba del filtro.
Esta evolución significa que un filtro de 30 ppi al final de la campaña 50% a menudo supera a un filtro nuevo de 30 ppi. La selección del PPI debe tener en cuenta en qué punto de la campaña se encuentra el filtro durante la parte más crítica de cada colada.
¿Qué índice PPI es el adecuado para cada familia de aleaciones de aluminio?
La composición de la aleación es una de las dos variables más importantes en la selección de un EPI (la otra son los requisitos de calidad del uso final). Las distintas familias de aleaciones generan distintos tipos, tamaños y cantidades de inclusión.
Serie 1xxx (Aluminio puro, grado conductor eléctrico)
El aluminio de grado conductor eléctrico (1350, 1370) exige las normas de limpieza más estrictas entre las aleaciones básicas porque las inclusiones no metálicas perjudican directamente la conductividad eléctrica y el rendimiento del trefilado. Las inclusiones en el aluminio de grado EC son predominantemente películas de alúmina (Al₂O₃) generadas durante la refundición y la colada, con tamaños que suelen oscilar entre 5 y 100 micras.
PPI recomendado: 40-50 ppi, combinado con desgasificación en línea aguas arriba.
Justificación: El alambre de grado CE debe pasar por matrices de trefilado extremadamente pequeñas (de hasta 0,05 mm para el alambre magnético fino). Una sola inclusión por encima de aproximadamente 50 micras puede romper el alambre durante el trefilado, provocando costosos tiempos de inactividad en la fábrica de alambre. La especificación de conductividad (mínimo 61,0% IACS según IEC 60889) también exige bajos niveles de impurezas que, indirectamente, requieren un metal limpio. Una investigación de Alcan (ahora Rio Tinto Aluminium) publicada en Light Metals 2003 documentó que la frecuencia de rotura del alambrón trefilado se redujo en 62% cuando la filtración pasó de 30 ppi a 40 ppi.
Serie 3xxx (aleaciones de aluminio y manganeso)
Las aleaciones 3xxx (3003, 3004, 3105) se utilizan ampliamente en chapas para latas de bebidas, productos de construcción y material para intercambiadores de calor. Los principales tipos de inclusión son las películas de alúmina, las partículas intermetálicas que contienen manganeso y las partículas de hierro-silicio procedentes del reciclado de chatarra.
PPI recomendado: 30 ppp para latas de bebidas estándar; 30-40 ppp para aletas de alta calidad y aplicaciones de intercambiadores de calor.
Justificación: Los requisitos de calidad de la superficie de las planchas para latas de bebidas son exigentes: las inclusiones de más de 50 micras aproximadamente crean defectos visibles en la superficie durante el laminado y el conformado. La filtración estándar de 30 ppi consigue eliminar adecuadamente estas inclusiones de mayor tamaño. Para el material de aletas que sufre un fuerte adelgazamiento durante el laminado (hasta calibres finales inferiores a 0,1 mm), resulta adecuado un filtrado de 40 ppi.
Serie 5xxx (aleaciones de aluminio y magnesio)
Las aleaciones 5xxx (5052, 5083, 5182) presentan un reto de filtración específico porque el contenido de magnesio aumenta la velocidad de generación de la película de óxido. El magnesio se oxida más fácilmente que el aluminio a temperaturas de fusión, formando inclusiones de MgO y espinela (MgAl₂O₄) además de Al₂O₃. Para aleaciones con Mg por encima de 3%, la tasa de generación de inclusiones puede ser de 3 a 5 veces mayor que para aleaciones con bajo contenido en magnesio.
PPI recomendado: 30 ppi para Mg 4% con un tamaño de caja de filtro adecuado para una mayor carga de inclusión.
Justificación: La mayor carga de inclusión debida al elevado contenido de Mg significa que los filtros más finos (>40 ppi) se obstruyen más rápidamente, acortando la vida de la campaña. El equilibrio entre la eficacia de la filtración y la duración de la campaña suele favorecer los filtros de 30-40 ppi en lugar del grado más fino disponible. El tamaño de la caja del filtro (superficie por unidad de flujo de metal) es más importante que la selección del PPI en la filtración de aleaciones con alto contenido en Mg.
Serie 6xxx (aleaciones de aluminio-magnesio-silicio)
Las aleaciones 6xxx (6061, 6063, 6082) se utilizan ampliamente en la extrusión de automóviles, perfiles estructurales y palanquilla para forja. Estas aleaciones generan películas de alúmina, MgO y, ocasionalmente, aglomerados de refinador de grano (TiB₂) como tipos de inclusión primaria.
PPI recomendado: 30 ppi para tocho de extrusión estándar; 40 ppi para aplicaciones estructurales de automoción y tocho de grado aeroespacial.
Justificación: El tocho de extrusión para perfiles arquitectónicos estándar puede tolerar niveles moderados de inclusión sin defectos visibles en la superficie del producto extruido. Las aplicaciones estructurales de automoción (gestión de choques, carrocería en blanco) requieren una mayor limpieza para la fiabilidad de la vida a fatiga. La investigación del estudio AMAG de la Asociación Europea del Aluminio (publicado en 2019) descubrió que la vida a fatiga en muestras de 6082 T6 aumentó en 23% cuando la filtración pasó de 30 ppi a 40 ppi, lo que se atribuye a la reducción de la gran población de inclusiones que actúan como lugares de iniciación de grietas por fatiga.
Serie 7xxx (aleaciones de aluminio, zinc, magnesio y cobre)
Las aleaciones 7xxx (7050, 7075, 7475) representan la categoría más exigente para la filtración porque se utilizan casi exclusivamente en aplicaciones estructurales aeroespaciales donde las especificaciones de fatiga, tenacidad a la fractura y resistencia a la corrosión bajo tensión son extremadamente estrictas. Las inclusiones en las aleaciones 7xxx incluyen MgO, MgAl₂O₄, películas de Al₂O₃ y residuos salinos de NaCl/KCl procedentes del fundente.
PPI recomendado: 40-50 ppi, normalmente en un sistema de dos etapas con filtración de lecho profundo (alúmina tabular) como etapa final de pulido para las aplicaciones aeroespaciales más críticas.
Justificación: Las especificaciones aeroespaciales (AMS 2772, Airbus ABS2728, Boeing BMS) exigen que las piezas forjadas estructurales críticas y los productos de chapa estén prácticamente libres de inclusiones por encima de aproximadamente 20-30 micras. La filtración de espuma cerámica de una sola etapa a 40-50 ppi elimina la mayoría de estas inclusiones. Para las aplicaciones con las especificaciones más exigentes (componentes críticos de resistencia a la fractura), se especifica la filtración en lecho profundo después de la CFF.
Tabla de referencia de selección de PPI de la familia de aleaciones
| Serie Alloy | Aleaciones representativas | Tipos de inclusión primaria | IPP estándar | Prima/PPI crítico | Notas |
|---|---|---|---|---|---|
| 1xxx (grado CE) | 1350, 1370 | Al₂O₃ películas | 40 | 50 | Sensibilidad a la rotura de cable |
| 1xxx (otros) | 1100, 1200 | Al₂O₃ películas | 30 | 40 | Menos crítico que la CE |
| 2xxx (Al-Cu) | 2024, 2219 | Partículas de Al₂O₃, CuAl₂. | 40 | 50 | Aplicaciones aeroespaciales |
| 3xxx | 3003, 3004, 3105 | Partículas de Al₂O₃, Fe-Si | 30 | 40 | Chapa de lata frente a aletas |
| 5xxx (<2% Mg) | 5005, 5052 | Al₂O₃, MgO | 30 | 40 | — |
| 5xxx (>2% Mg) | 5083, 5182, 5754 | Al₂O₃, MgO, espinela | 30-40 | 40 | Mayor carga de inclusión |
| 6xxx (extrusión) | 6063, 6005A | Al₂O₃, MgO, TiB₂ | 30 | 40 | Calidad de la superficie del perfil |
| 6xxx (automoción) | 6061, 6082 | Al₂O₃, MgO | 40 | 50 | Vida útil a la fatiga crítica |
| 7xxx (estructural) | 7050, 7075 | Al₂O₃, MgO, espinela | 40 | 50 + cama profunda | Especificación aeroespacial |
| A380, A356 (fundición a presión) | A380, A356 | Al₂O₃, Fe-Si, porosidad | 20-30 | 30 | Limitación del caudal |
Para filtrar productos de aleación de aluminio de gran pureza, recomendamos utilizar nuestro filtro de espuma cerámica sin fosfatos.
¿Cómo determinan los requisitos de calidad de la fundición la selección de PPI?
La aplicación final de la colada establece un techo de calidad que el sistema de filtración debe cumplir. Identificar el atributo de calidad crítico del producto -en lugar de aplicar un objetivo de limpieza genérico- permite una selección de IPA calibrada con precisión en lugar de optar por defecto por el grado más fino disponible.
Marco de selección de IPP basado en la calidad
Integridad estructural (vida a la fatiga, resistencia a la fractura): Las inclusiones de más de 20-50 micras aproximadamente actúan como lugares de concentración de tensiones para el inicio de grietas por fatiga. Las investigaciones de Murakami y Endo (publicadas en Engineering Fracture Mechanics, 1994, y confirmadas en estudios posteriores específicos del aluminio) establecieron que la vida a fatiga es inversamente proporcional a la raíz cuadrada del área proyectada de la mayor inclusión en el origen de la fractura. La implicación: reducir el tamaño máximo de la inclusión en 50% puede teóricamente duplicar la vida a fatiga. Para aplicaciones en las que la integridad estructural es crítica, especifique la selección del EPI en función del tamaño máximo de inclusión tolerable en lugar de la limpieza media.
Calidad de la superficie tras el laminado o la extrusión: Las inclusiones superficiales superiores a unas 30-100 micras (dependiendo de la aleación y el proceso) crean defectos superficiales visibles en las chapas laminadas o los perfiles extruidos. En el caso de las superficies visibles de aluminio para automoción, el umbral de defectos es de aproximadamente 50 micras. Esto equivale a 40 ppi como especificación mínima en la mayoría de las aplicaciones de chapa exterior de automoción.
Conductividad eléctrica (grado EC): Las inclusiones de hasta aproximadamente 5-10 micras contribuyen mínimamente a la reducción de la conductividad. Las inclusiones por encima de este tamaño que están alineadas en la dirección de embutición crean una degradación desproporcionada de la conductividad. La especificación de 40-50 ppi para el grado EC se centra principalmente en las inclusiones de mayor tamaño (>30 micras) más que en las partículas ultrafinas.
Estanqueidad a la presión (componentes hidráulicos y neumáticos): Las inclusiones en la superficie de los orificios mecanizados pueden provocar vías de fuga conectadas por porosidad. Para cuerpos de válvulas hidráulicas y piezas de fundición estancas similares, la densidad de las inclusiones superficiales es más importante que el número de inclusiones masivas. La densidad suele ser de 30-40 ppi, en función del grosor de la pared y de la presión requerida.
Umbral de estanqueidad a la presión: Los componentes con una presión hidráulica superior a 200 bar suelen requerir un mínimo de 40 ppi. Los componentes con una presión nominal de 50-200 bar se sirven adecuadamente con 30 ppi. Por debajo de 50 bar, suele bastar con 20-30 ppi.
Tabla de selección de PPI para aplicaciones finales
| Aplicación final | Atributo crítico de calidad | Tamaño máximo de inclusión tolerable | PPI recomendado |
|---|---|---|---|
| Forjas estructurales aeroespaciales | Vida útil a la fatiga, resistencia a la fractura | 20-30 μm | 40-50 + cama profunda |
| Estructuras de choque para automóviles | Absorción de energía de impacto | 40-60 μm | 40 |
| Paneles visibles de carrocería de automóviles | Acabado superficial tras el conformado | 30-50 μm | 40 |
| Cuerpo de lata de bebida | Embutición profunda sin desgarro | 50-80 μm | 30 |
| Barra conductora eléctrica (EC) | Frecuencia de rotura del cable, conductividad | 30-50 μm | 40-50 |
| Perfiles de extrusión para la construcción | Aspecto de la superficie | 80-120 μm | 30 |
| Fundiciones hidráulicas de alta presión | Estanqueidad a la presión | 40-60 μm | 40 |
| Piezas de fundición a presión estándar | Aspecto superficial, dimensional | 100-150 μm | 20-30 |
| Placa de aleación marina (5083) | Uniformidad de la resistencia a la corrosión | 50-80 μm | 30-40 |
| Material de las aletas del intercambiador de calor | Uniformidad de laminado, adelgazamiento | 30-50 μm | 40 |
| Extrusión arquitectónica (anodizada) | Calidad de la superficie anodizada | 40-60 μm | 30-40 |
| Lámina de condensador (alta pureza) | Uniformidad eléctrica | 10-20 μm | 50-60 |
¿Cómo influye el flujo de metal en la elección del IBP?
El caudal metálico es la tercera pata del triángulo de selección del EPI, y es la que con más frecuencia se infravalora en las decisiones de especificación. Un filtro mal dimensionado en términos de caudal produce problemas que imitan los errores de selección de PPI, haciendo que los ingenieros persigan mejoras en la eficiencia de la filtración cuando el verdadero problema es el diseño hidráulico.
Relación caudal-PPI-pérdida de carga
A medida que el metal fluye a través de un filtro de espuma cerámica, se crea una caída de presión (pérdida de carga) a través del filtro. Esta pérdida de carga, medida en milímetros de columna de metal, aumenta con:
- Velocidad de flujo (aproximadamente proporcional a la velocidad al cuadrado a velocidades típicas de colada).
- Índice PPI (los poros más finos crean más resistencia hidráulica).
- Estado de carga del filtro (los filtros parcialmente bloqueados tienen mayor resistencia).
La relación entre el PPI y la resistencia hidráulica fue caracterizada por Acosta, Castillejos y Hernández en Metallurgical Transactions B (1995), quienes establecieron que la resistencia al flujo escala aproximadamente con el cuadrado de la clasificación del PPI. Pasar de 20 ppi a 40 ppi cuadruplica aproximadamente la resistencia hidráulica a una velocidad de flujo equivalente.
En términos prácticos: un sistema de filtración diseñado para un filtro de 30 ppi experimentará una pérdida de carga aproximadamente 1,5-2× mayor cuando se sustituya por un filtro de 40 ppi sin rediseñar el sistema. Si la cabeza de metal disponible en el sistema de lavado es insuficiente para conducir el metal a través del filtro más fino a la velocidad de colada requerida, el flujo de metal se ralentizará, la temperatura de colada descenderá y pueden aparecer defectos de cierre en frío en el producto.
Cálculo de la superficie filtrante necesaria para el caudal deseado
La relación entre el área de la cara del filtro y el caudal de metal aceptable:
Superficie filtrante necesaria (cm²) = Caudal metálico (kg/min) / Máxima tasa de filtración específica (kg/min-cm²)
La tasa de filtración específica máxima depende del PPI y de la aleación:
| Clasificación PPI | Tasa de filtración específica máxima (kg/min-cm²) | Notas |
|---|---|---|
| 20 ppp | 0.12-0.18 | Gran caudal, menor eficiencia |
| 30 ppp | 0.08-0.12 | Equilibrado para la mayoría de las aplicaciones |
| 40 ppp | 0.05-0.08 | Caudal moderado, alta eficiencia |
| 50 ppp | 0.03-0.05 | Caudal bajo, eficacia muy alta |
| 60 ppp | 0.02-0.03 | Flujo muy bajo, eficiencia ultra alta |
Ejemplo trabajado: Una operación de colada de tochos vierte a 1200 kg/hora (20 kg/min) a través de un único filtro. Utiliza 30 ppi con una tasa específica máxima de 0,10 kg/min-cm²: Superficie requerida = 20/0,10 = 200 cm². Un filtro estándar de 229 × 229 mm (9″ × 9″) tiene un área frontal de aproximadamente 524 cm², lo que proporciona un cómodo factor de seguridad de 2,6×.
Si en la misma operación se especifican 50 ppi: Superficie requerida = 20/0,04 = 500 cm². El filtro de 9″ × 9″ (524 cm²) apenas cumple el requisito sin apenas factor de seguridad. Cualquier aumento de la carga de inclusión provocaría un bloqueo prematuro, y cualquier arranque de metal frío crearía una crisis momentánea de flujo. En este caso, pasar a un filtro de 15″ × 15″ (1452 cm²) con 50 ppi sería el diseño correcto - manteniendo la eficacia de la filtración fina sin el problema de la restricción del flujo.
Implicaciones del diseño de la caja de filtro
La interacción entre el PPI y el caudal significa que cambiar el PPI sin revisar el diseño de la caja del filtro es una fuente común de problemas inesperados. Cuando AdTech presta asistencia a clientes que cambian de un grado de PPI a otro, siempre revisamos:
- Cabezal metálico disponible (altura de la columna metálica disponible para empujar el metal a través del filtro).
- Área de la cara del filtro y su relación con el caudal máximo de metal.
- Geometría de la colada aguas arriba y aguas abajo de la caja del filtro (distribución del caudal).
- Gestión de la temperatura del metal (una mayor pérdida de carga requiere más margen de temperatura para evitar la congelación en las zonas de la cara del filtro de flujo lento).
Filtración en dos etapas: ¿Cuándo tiene sentido utilizar varios grados de PPI?
La filtración de espuma cerámica en dos etapas -utilizando dos filtros en serie con diferentes índices de PPI- es una técnica bien establecida en aplicaciones exigentes de fundición de aluminio. Es importante saber cuándo mejora realmente los resultados y cuándo añade costes y complejidad sin un beneficio proporcional.
La lógica de la filtración en dos etapas
Un filtro más grueso (menor PPI) colocado aguas arriba de un filtro más fino (mayor PPI) captura las inclusiones grandes antes de que lleguen y carguen prematuramente el filtro fino. Esto prolonga la vida útil del filtro fino y permite que el filtro situado aguas abajo funcione con mayor eficiencia gracias a la menor carga de inclusiones que recibe.
La investigación realizada por Bao, Tao y Yao en la Universidad Jiao Tong de Shanghái (Metales ligeros 2018) cuantificó la ampliación de la vida útil de la campaña a partir de la filtración en dos etapas: un sistema en serie de 20 ppi + 40 ppi procesó 38% más de volumen de metal antes de la rotura en comparación con un único filtro de 40 ppi de área frontal total equivalente. La eficiencia del filtro descendente de 40 ppi, medida por LiMCA, también fue 8-12% mayor a mitad de campaña en comparación con el equivalente de una sola etapa, atribuido a una menor carga de poros que permite una mejor filtración en profundidad.
Cuándo merece la pena invertir en filtración en dos etapas
La filtración en dos etapas justifica el coste adicional del filtro, el espacio de la caja del filtro y la complejidad operativa cuando:
La carga de inclusión metálica es elevada: Los fundidos con alto contenido de chatarra, las aleaciones con más de 3% Mg o las operaciones sin una desgasificación y fundición adecuadas generan altas cargas de inclusión que bloquearán rápidamente un único filtro fino.
El requisito de calidad exige una filtración fina, pero la restricción de caudal limita la IPA más fina de una sola etapa: Dos etapas permiten una mayor superficie total de filtración sin la resistencia hidráulica de un único filtro fino.
La campaña de casting es larga: Las largas campañas de colada continua (producción de series de palanquillas aeroespaciales o grandes operaciones de colada en corriente continua) se benefician de la mayor vida útil de los sistemas de dos etapas, reduciendo la frecuencia de cambio de filtros y las interrupciones de colada asociadas.
El producto final cumple las especificaciones aeroespaciales o de grado CE más exigentes: Cuando el objetivo de calidad requiere realmente la eliminación 95%+ de inclusiones superiores a 10 micras, un filtro de espuma cerámica de una sola etapa con cualquier índice PPI no puede conseguirlo de forma sistemática. El enfoque de dos etapas (normalmente 20 ppi + 40 ppi o 30 ppi + 50 ppi, a veces seguido de filtración en lecho profundo) es la solución de ingeniería.
Combinaciones recomendadas de IBP en dos fases
| Aplicación | Fase 1 (aguas arriba) | Etapa 2 (Aguas abajo) | Mejora de la eficiencia esperada frente a una sola etapa |
|---|---|---|---|
| Palanquilla estándar, alto contenido de chatarra | 20 ppp | 30 ppp | 15-25% eficacia, 30-40% campaña más larga |
| Palanquilla de extrusión para automoción | 20 ppp | 40 ppp | 20-30% eficacia, 35-45% campaña más larga |
| Varilla de grado CE | 20 ppp | 40 ppp | 22-32% eficacia, 35-50% campaña más larga |
| Palanquilla aeroespacial (pre-lecho profundo) | 20 ppp | 40-50 ppp | Eficacia 25-35% |
| Aleación con alto contenido en Mg (>4% Mg) | 20 ppp | 30 ppp | 20-30% duración de la campaña, evita el bloqueo prematuro |
Estudio de un caso real: Optimización de la selección de PPI en una fundición de palanquillas de automoción
Antecedentes: Productor de palanquilla de aluminio A 6082 en Corea del Sur, 2023
Perfil de la empresa: Planta de fundición de tochos de aluminio de tamaño medio situada en la provincia de Gyeonggi, Corea del Sur, que produce tochos 6082-T6 para forja estructural de automóviles. Volumen de producción mensual: aproximadamente 800 toneladas métricas de tocho de aleación 6082 en diámetros de 152 mm y 203 mm. El cliente final: un proveedor de forja de automoción de primer nivel que produce componentes de suspensión para programas de vehículos de fabricantes coreanos de equipos originales.
El punto débil del cliente: A partir del primer trimestre de 2023, el cliente de forja comenzó a notificar elevados índices de rechazo de piezas forjadas mecanizadas, en concreto, rechazos por pruebas ultrasónicas (UT) provocados por indicaciones en el rango de profundidad de 3-5 mm en componentes mecanizados finales. La tasa de rechazo pasó de 0,31 TTP3T a 2,11 TTP3T en seis meses, un aumento de 7 veces que desencadenó una solicitud formal de acción correctiva al proveedor (SCAR). El fabricante de palanquillas utilizaba filtros de espuma cerámica de 30 ppi en un sistema de una sola etapa, con el producto de su proveedor de filtros actual.
Investigación de la causa raíz: El equipo de ingeniería de aplicaciones de AdTech fue contratado en julio de 2023 para llevar a cabo una auditoría del sistema de filtración. Utilizando muestreo PoDFA (Porous Disk Filtration Apparatus) aguas arriba y aguas abajo del filtro existente, cuantificamos la población de inclusión. Hallazgos clave:
- Contenido de inclusiones aguas arriba: 0,42 mm²/kg (medición de área PoDFA), con 68% de inclusiones clasificadas como películas de alúmina en el rango de 20-80 micras.
- Contenido de inclusión aguas abajo (después del filtro de 30 ppi): 0,11 mm²/kg.
- Eficiencia calculada de una sola etapa de 30 ppi: aproximadamente 74% por área.
- Gran cola de inclusión (>50 micras): 18% de tasa de eliminación - significativamente por debajo de los 85%+ logrados por una filtración de 30 ppi correctamente especificada en instalaciones comparables.
- El examen metalográfico de las piezas forjadas rechazadas confirmó la presencia de grandes inclusiones de película de alúmina (60-120 micras) en los puntos de indicación de UT.
El diagnóstico del problema: El filtro de 30 ppi existente era demasiado pequeño para el caudal de metal. La operación de colada vertía a una velocidad media de 28 kg/min, pero la caja del filtro se diseñó para un filtro de 178 × 178 mm (7″ × 7″), es decir, un área frontal de aproximadamente 317 cm². La tasa de filtración específica resultante fue de 0,088 kg/min-cm², en el extremo superior del rango aceptable para 30 ppi y causando una velocidad elevada del metal a través del filtro. La alta velocidad redujo el tiempo de contacto de las inclusiones con las superficies de los puntales del filtro y provocó un nuevo arrastre de las inclusiones previamente capturadas en las capas superiores del filtro.
La solución de AdTech, implantada en septiembre de 2023:
- Rediseño del cuadro de filtros: Sustituyó la caja de filtro de 7″ × 7″ por una nueva caja de filtro de 9″ × 9″ (229 × 229 mm) diseñada por AdTech, aumentando el área de la cara del filtro de 317 cm² a 524 cm², un aumento de área de 65%. Esto redujo la tasa de filtración específica a 0,053 kg/min-cm², muy dentro del rango de funcionamiento óptimo.
- Mejora del PPI a 40 ppi: Ahora que el caudal por unidad de superficie se ajustaba a las especificaciones, era viable pasar de 30 ppi a 40 ppi sin penalización hidráulica. La combinación de caja de filtro más grande y PPI más fino se diseñó para lograr una eficacia de eliminación de inclusiones superior a 90% para inclusiones en el rango de 20-80 micras.
- Mejora de los procesos ascendentes: AdTech recomendó y el cliente aplicó prácticas mejoradas de eliminación de escoria en el horno de retención, reduciendo la carga de inclusión aguas arriba en aproximadamente 25% antes de que el metal llegara al filtro.
- Mejora de la calidad del filtro: El cliente cambió su anterior proveedor de filtros por el filtro de espuma cerámica de alúmina de 40 ppi sin fosfatos de AdTech, eliminando el riesgo de contaminación por fósforo que también se había identificado como una preocupación secundaria para los productos derivados de grado CE.
Resultados - medidos en enero de 2024 (cuatro meses después de la aplicación):
- Contenido de inclusión postfiltro: 0,038 mm²/kg (frente a los 0,11 mm²/kg anteriores) - una reducción de 65%
- Gran cola de inclusión (>50 micras): Índice de eliminación de 97% (frente a los 18% anteriores)
- Tasa de rechazo de UT de forja descendente: ha vuelto a 0,2%, por debajo del valor de referencia anterior al problema de 0,3%.
- Vida útil de la campaña de filtrado: ha pasado de una media de 680 kg por filtro a 920 kg por filtro (mejora de 35%), atribuible a la menor tasa de filtración específica y a la mejora de la limpieza previa
- Cliente SCAR: cerrado con acción correctiva verificada en febrero de 2024
- Impacto anual en el coste de los filtros: El coste unitario del filtro aumentó en aproximadamente 22% (40 ppi frente a 30 ppi, además de un mayor tamaño), pero la mejora de la vida útil de la campaña de filtrado compensó este aumento, lo que dio como resultado un coste neto del filtro por tonelada métrica de tocho producido que prácticamente no varió.
Este caso ilustra un principio que encontramos repetidamente en la consultoría de filtración: La selección de PPI no puede optimizarse de forma aislada. El caudal, la superficie filtrante, la carga de inclusión aguas arriba y la calidad del filtro deben abordarse conjuntamente para lograr el rendimiento de filtración deseado.
Errores comunes en la selección del PPI y cómo evitarlos
Error 1: Seleccionar el PPI basándose sólo en la aleación, ignorando el caudal
El error más común. Un ingeniero especifica 40 ppi basándose en la sensibilidad de la aleación, pero la caja de filtro y el diseño del lavador existentes no pueden soportar el aumento de la resistencia al flujo. El flujo de metal se ralentiza, la temperatura de colada desciende y aparecen defectos de cierre en frío o grietas superficiales en el producto. El ingeniero concluye que 40 ppi “no funciona” y vuelve a 30 ppi.
Prevención: Calcule siempre la tasa de filtración específica (kg/min-cm²) para la combinación propuesta de tamaño de filtro e IPP antes de especificar. Verifique que la cabeza metálica disponible es suficiente para impulsar el caudal objetivo a través del filtro con el PPI elegido.
Error 2: Especificar PPI más fino sin tener en cuenta la vida útil de la campaña
Los filtros de mayor PPI tienen menor capacidad de retención de inclusiones porque la estructura de poros más fina se bloquea por menos inclusiones totales. Una operación con una elevada carga de inclusiones (alto contenido de chatarra, desgasificación previa inadecuada, eliminación deficiente de la escoria) bloqueará un filtro de 50 ppi en una fracción del tiempo en comparación con uno de 30 ppi. Si los cambios de filtro requieren interrupciones de la colada, el bloqueo muy frecuente crea más riesgo de calidad (por la inestabilidad de la temperatura durante los reinicios) que el filtro más grueso al que sustituyó.
Prevención: Calcule la duración de la campaña de filtrado antes de especificar. Si el cálculo muestra una duración de la campaña inferior a la duración mínima aceptable de la colada para su operación, reduzca la carga de inclusión aguas arriba, aumente el área del filtro (para aumentar la capacidad total de retención de inclusión), reduzca el PPI a un grado con mayor capacidad o cambie a una filtración de dos etapas.
Error 3: Tratar el IPP como una especificación fija para todos los productos de un centro mixto
Muchas instalaciones de fundición de aluminio producen múltiples aleaciones en la misma línea de fundición. Una única especificación PPI aplicada a todos los productos no será óptima para ninguno de ellos. Las aleaciones 5xxx con alto contenido en magnesio que se fabrican con 30 ppi deben pasar a 40 ppi cuando la línea pase a producir tochos de automoción 6xxx, y viceversa.
Prevención: Desarrollar una matriz de filtración específica para cada producto que especifique el PPI (y el tamaño del filtro) para cada aleación producida en cada línea de colada. Esto añade una pequeña complejidad operativa, pero evita tanto el exceso como la falta de filtrado en toda la gama de productos.
Error 4: No verificar la calidad del filtro en el PPI especificado
Como ya se ha indicado, el índice PPI nominal varía según los proveedores. Un proveedor que afirme “30 ppi” puede estar entregando un producto con tamaños efectivos de celda equivalentes a 25 ppi o 35 ppi. Sin una verificación de las propiedades químicas y físicas, la especificación del PPI en la orden de compra no garantiza el rendimiento de la filtración.
Prevención: Exigir a los proveedores de filtros certificados de pruebas de lotes que incluyan la resistencia a la compresión, la verificación dimensional y la composición química. Para aplicaciones críticas, realice una verificación periódica de la eficacia de filtración PoDFA o LiMCA.
Marco de decisión para la selección de IPP y tablas de referencia rápida
Proceso de selección del PPI paso a paso
Paso 1: Identificar la familia de aleaciones y sus principales tipos de inclusión (véase la tabla de aleaciones anterior).
Segundo paso: Identificar el requisito de calidad del uso final y asignarlo a un tamaño de inclusión máximo tolerable (véase la tabla de requisitos de calidad anterior).
Tercer paso: Determinar el caudal de metal a través del filtro (kg/min)
Paso 4: Calcule la superficie de filtración necesaria: Superficie requerida (cm²) = Caudal (kg/min) / Máxima tasa de filtración específica para el PPI candidato (de la tabla anterior)
Paso 5: Compare el área de filtrado requerida con los tamaños de filtro disponibles. Seleccionar el tamaño estándar más cercano que proporcione al menos 20% de margen de seguridad por encima del área mínima requerida.
Paso 6: Evaluar la carga de inclusión del metal entrante (basándose en el control del proceso previo, la proporción de chatarra y la eficacia de la desgasificación) y estimar la vida útil de la campaña en el PPI y la zona de filtrado elegidos.
Paso 7: Confirmar que la vida útil de la campaña es adecuada para el programa de colada. Si no es así, evaluar la filtración en dos etapas o mejoras aguas arriba.
Paso 8: Verificar que la cabeza metálica disponible en el sistema de lavado es suficiente para impulsar el caudal objetivo a través de la combinación de filtro y PPI elegida.
Tabla completa de selección rápida del PPI para 2026
| Escenario | Aleación | Uso final | Caudal | PPI recomendado | Tamaño del filtro | ¿Dos etapas? |
|---|---|---|---|---|---|---|
| Palanquilla de extrusión estándar | 6063 | Perfil arquitectónico | Bajo-Medio | 30 ppp | 9″ × 9″ | No |
| Palanquilla de extrusión para automoción | 6082 | Componente estructural de choque | Medio | 40 ppp | 9″ × 9″ | Opcional |
| Producción de varillas de calidad CE | 1350 | Hilo conductor eléctrico | Medio-Alto | 40 ppp | 9″ × 9″ a 15″ × 15″ | Recomendado |
| Palanquilla aeroespacial | 7075 | Forja estructural | Bajo-Medio | 40-50 ppp | 15″ × 15″ | Sí + cama profunda |
| Hoja para latas de bebidas | 3004 | Cuerpo de lata stock | Alta | 30 ppp | 9″ × 9″ o 15″ × 15″ | No |
| Placa marina con alto contenido en Mg | 5083 | Estructura marina | Medio | 30-40 ppp | 9″ × 9″ | Opcional |
| Aleación de fundición a presión | A380 | Fundición a presión para automoción | Alta | 20-30 ppp | 7″ × 7″ a 9″ × 9″ | No |
| Lámina de condensador de gran pureza | 1xxx puro | Película condensadora | Bajo | 50-60 ppp | 9″ × 9″ a 15″ × 15″ | Sí |
| Palanquilla con contenido reciclado | Mixto 6xxx | Aplicaciones mixtas | Variable | 30 ppi aguas arriba / 40 ppi aguas abajo | Sistema de dos etapas | Sí |
| Tocho DC estándar | 6061 | Piezas mecanizadas en general | Medio | 30 ppp | 9″ × 9″ | No |
Preguntas frecuentes sobre la selección de PPI para la filtración en fundiciones de aluminio
1: ¿Qué filtro de espuma cerámica PPI debo utilizar para el tocho de aluminio 6061?
Para el tocho 6061 estándar destinado a aplicaciones generales de mecanizado, 30 ppi es la especificación inicial correcta. El 6061 genera cargas moderadas de inclusiones -principalmente películas de alúmina y MgO por el contenido de Mg de 1%- y la filtración estándar de espuma cerámica de 30 ppi consigue una eliminación de 80-92% de las inclusiones superiores a 20 micras, lo que es suficiente para la mayoría de las aplicaciones de mecanizado. Para tochos 6061 destinados a piezas forjadas aeroespaciales, componentes de automoción críticos para la fatiga o productos arquitectónicos anodizados en los que las picaduras superficiales son inaceptables, aumente a 40 ppi. Compruebe que el área del filtro proporciona una tasa de filtración específica inferior a 0,10 kg/min-cm² para evitar el bloqueo prematuro o la reducción de la eficacia debido a la alta velocidad del flujo. El uso de los filtros de alúmina sin fosfatos de 30 ppi o 40 ppi de AdTech elimina el riesgo de contaminación por fósforo asociado a los filtros convencionales con fosfatos.
2: ¿Cuál es la diferencia entre los filtros de espuma cerámica de 30 ppi y 40 ppi en términos de rendimiento real de filtración?
Pasar de 30 ppi a 40 ppi mejora la eliminación de inclusiones medianas (5-20 μm) en aproximadamente 10-15 puntos porcentuales, y la eliminación de inclusiones grandes (>30 μm) en aproximadamente 5-8 puntos porcentuales. En el caso de las inclusiones de más de 50 micras -que son la causa principal de la mayoría de los defectos superficiales, roturas de alambre y fallos por fatiga-, 30 ppi ya consigue una eliminación de 85-92% en condiciones optimizadas, mientras que 40 ppi logra 95-98%. La diferencia de rendimiento es significativa pero no transformadora en el caso de grandes inclusiones. La diferencia significativa se encuentra en el rango de 10-30 micras, donde 30 ppi consigue una eliminación de 65-80% y 40 ppi de 78-90%. La contrapartida es que 40 ppi crea aproximadamente 40-50% más de resistencia al flujo que 30 ppi a una velocidad equivalente, lo que significa que la caja del filtro debe tener el tamaño adecuado para mantener el flujo de metal requerido sin una pérdida de carga excesiva.
3: ¿Puedo utilizar un filtro PPI más alto para compensar una desgasificación o fundente inadecuados?
No - el aumento del índice PPI no es un sustituto eficaz de la desgasificación previa y el tratamiento de fundentes adecuados. La desgasificación elimina el hidrógeno disuelto que forma porosidad en las piezas fundidas solidificadas, un mecanismo de defecto que los filtros de espuma cerámica no pueden abordar, independientemente de la clasificación PPI. El tratamiento con fundente favorece la aglomeración de las inclusiones, haciéndolas más grandes y, por tanto, más fáciles de capturar; sin este tratamiento, la fina distribución de las inclusiones que permanece en el metal mal tratado es también la menos eficazmente capturada por cualquier grado PPI. La secuencia correcta es: primero una desgasificación y un fundente adecuados y, a continuación, una filtración de espuma cerámica con las especificaciones apropiadas. Utilizar 50 ppi o 60 ppi en un intento de compensar un tratamiento previo deficiente dará lugar a un rápido bloqueo del filtro, problemas de flujo de colada y problemas de calidad continuos a pesar de la filtración fina. Solucione el proceso anterior y, a continuación, optimice la selección del PPI.
4: ¿Cómo puedo saber si mi selección actual de PPI está provocando un bloqueo prematuro del filtro?
El principal indicador de bloqueo prematuro es el aumento de la cabeza de metal aguas arriba de la caja del filtro a un ritmo superior al esperado para el volumen de metal procesado. Si un filtro que históricamente ha soportado 900 kg de metal se bloquea ahora con 500 kg sin un cambio en las prácticas de colada, la causa más probable es un bloqueo prematuro debido a un exceso de carga de inclusión o a una superficie de filtrado insuficiente. Otros indicadores son: la acumulación visible de metal en el lavadero aguas arriba de la caja del filtro durante la colada, la disminución del caudal de colada con una cabeza de metal constante y las muestras de PoDFA que muestran concentraciones de inclusión aguas arriba superiores a las esperadas en comparación con campañas anteriores. Llevar a cabo un seguimiento sistemático de la cabeza de metal frente al volumen acumulado de metal a través del filtro durante varias campañas para establecer una curva de bloqueo de línea de base - las desviaciones de esta línea de base indican cambios en el proceso que requieren investigación.
5: ¿Es posible utilizar filtros de 20 ppp como medida de ahorro para la fundición de aluminio estándar?
Los filtros de 20 ppi son apropiados para aplicaciones en las que el caudal de metal es muy alto y la eliminación de grandes inclusiones es el requisito principal, pero son insuficientes como medida general de ahorro de costes para aplicaciones que requieren una limpieza de moderada a alta. A 20 ppi, la eficacia de eliminación de inclusiones en el rango de 5-20 micras es de sólo 45-60%, lo que significa que la mayoría de las inclusiones finas pasan a través del filtro sin restricciones. Para aplicaciones que producen palanquilla de extrusión, varilla conductora eléctrica, componentes de automoción o cualquier producto en el que se especifique la calidad de la superficie, la conductividad o el rendimiento mecánico, 20 ppi generará mayores tasas de rechazo aguas abajo cuyo coste supera significativamente el ahorro en el coste del filtro. 20 ppi es la especificación correcta para etapas de prefiltrado en sistemas de dos etapas, para operaciones de fundición a presión de muy alto caudal en las que 30 ppi crea una restricción de caudal inaceptable, y para la filtración preliminar de metal muy contaminado antes de un tratamiento más refinado.
6: ¿Qué efecto tiene la temperatura del metal en la selección de IPP?
La temperatura del metal afecta a la eficacia de la filtración por su influencia en la viscosidad del metal y la humectabilidad de las inclusiones en la superficie del filtro. A temperaturas de colada más bajas (más cercanas al liquidus, normalmente 680-700°C para la mayoría de las aleaciones), la viscosidad del metal es mayor, lo que reduce la velocidad de sedimentación de las inclusiones, pero también ralentiza el flujo del metal a través del filtro. A temperaturas de colada más altas (730-760°C), la viscosidad es menor y el metal fluye más libremente, pero la energía de adhesión de la inclusión al filtro puede reducirse debido a cambios en las características de la película de óxido en la superficie de la inclusión. Implicación práctica: operar dentro del rango de temperatura de colada recomendado para la aleación, que viene determinado por los requisitos de calidad de la colada, no por la optimización de la filtración. Si la temperatura está por debajo del intervalo recomendado, puede parecer que la restricción del flujo del filtro empeora (en realidad es un efecto de la viscosidad); por encima del intervalo recomendado, la captación de hidrógeno y la generación de óxido aumentan la carga de inclusión en el filtro. Dentro del intervalo normal de temperatura de colada, la temperatura tiene un efecto secundario sobre la eficacia de la filtración en comparación con el PPI y el caudal.
7: ¿Cómo afecta el contenido de chatarra en la carga a los requisitos del PPI?
Un mayor contenido de chatarra en la carga aumenta tanto la cantidad como la distribución del tamaño de las inclusiones en la masa fundida, lo que generalmente requiere una mejora del PPI de un paso o una mayor superficie de filtrado con el mismo índice de PPI. El aluminio primario (procedente de la fundición) tiene un contenido de inclusiones relativamente bajo. El aluminio secundario procedente de chatarra postconsumo contiene superficies pintadas, residuos de lubricantes, capas anodizadas y diversos contaminantes que generan muchas más inclusiones durante la refundición. Una investigación del Recycling Research Institute de Finlandia (publicada en Resources, Conservation and Recycling, 2021) demostró que el aluminio fundido preparado a partir de chatarra postconsumo mezclada tenía aproximadamente 3,5× más contenido de inclusión de PoDFA que el aluminio primario equivalente antes de la filtración. La directriz práctica: las operaciones que utilicen más de 40% de chatarra postconsumo deben mejorar el PPI en un paso (por ejemplo, de 30 a 40 ppi) y aumentar el área de filtrado en 20-30% en comparación con la especificación de referencia para el metal primario con el mismo grado de aleación.
8: ¿Cuál es el PPI recomendado para filtrar aluminio A356 para fundición de automoción?
La aleación A356 para piezas de fundición críticas para la seguridad en automoción (muñones de dirección, brazos de control, pinzas de freno) requiere una filtración de 30-40 ppi en función del componente específico y del proceso de fundición. A356 es una aleación de fundición (Al-7Si-0,3Mg) que genera películas de alúmina e inclusiones de MgO a partir del contenido de magnesio. Para la fundición a presión por gravedad y baja presión de componentes estructurales de seguridad, 30 ppi es la especificación mínima aceptable, recomendándose 40 ppi para componentes en los que las especificaciones de vida a fatiga o alargamiento son estrictas (común en las especificaciones de los OEM europeos que exigen un alargamiento mínimo de 8% en zonas críticas). La fundición a alta presión de A356 funciona a velocidades de metal mucho más altas a través del sistema de canales, lo que hace que la colocación y el tamaño del filtro sean críticos: se utilizan 20-30 ppi en posiciones de manguitos de inyección o canales donde la velocidad de flujo es muy alta, mientras que 30 ppi es adecuado en ubicaciones de bebederos o compuertas con velocidad de flujo moderada. Para aplicaciones de automoción de alta calidad destinadas a NADCAP o sistemas de calidad equivalentes de nivel aeroespacial, 40 ppi combinados con una desgasificación previa adecuada es la referencia actual del sector.
9: ¿Cómo debo ajustar la selección de PPI cuando vierto a caudales muy bajos frente a caudales muy altos?
A caudales muy bajos, seleccione un PPI más grueso que la recomendación estándar (un paso más grueso) para evitar la formación de puentes de metal frío a través de los poros del filtro. Con caudales muy elevados, aumente la superficie filtrante con el PPI estándar o muévase un paso más grueso mientras aumenta el tamaño del filtro. Los caudales de metal muy bajos (por debajo de aproximadamente 5 kg/min a través de un filtro estándar de 9″ × 9″) pueden hacer que el metal en la superficie del filtro se enfríe localmente por debajo del liquidus, creando una fina piel solidificada que bloquea rápidamente el filtro, un fenómeno denominado “puente frío.” Un PPI más grueso reduce la probabilidad de que se produzcan puentes fríos al proporcionar aberturas de poro más grandes. Los caudales muy elevados (superiores a 0,12 kg/min-cm² para 30 ppi) provocan turbulencias en la estructura del filtro que reintroducen inclusiones previamente capturadas, reduciendo la eficacia neta de la filtración. La solución a caudales elevados consiste siempre en aumentar la superficie filtrante en lugar de utilizar un PPI más fino, lo que agravaría el problema de la resistencia al flujo.
10: ¿Cuál es la vida útil de un filtro de espuma cerámica y afecta el PPI a su duración?
Un filtro de espuma cerámica es un producto de un solo uso que se sustituye al final de cada campaña de fundición, y sí, el índice PPI es uno de los factores que determinan cuánto puede durar una campaña antes de que haya que sustituir el filtro. Los filtros PPI más gruesos tienen una mayor capacidad de retención de inclusiones -porque su mayor volumen de poros acomoda más material capturado antes de que la restricción del flujo sea inaceptable- y, por tanto, permiten una mayor duración de la campaña con una carga de inclusión equivalente. Como referencia general para un filtro de 9″ × 9″ (229 × 229 mm) con una carga de inclusión normal a partir de una masa fundida de aluminio primario bien tratada: un filtro de 20 ppi maneja normalmente 1500-3000 kg de metal por campaña; 30 ppi maneja 800-1500 kg; 40 ppi maneja 400-800 kg; y 50 ppi maneja 200-400 kg. Estos rangos son amplios porque la limpieza del metal aguas arriba, la tasa de filtración específica (caudal por unidad de superficie) y la temperatura del metal influyen mucho en la duración real de la campaña. Las operaciones con alta carga de inclusión (alto contenido de chatarra, mala desgasificación) se situarán en el extremo inferior de estos rangos, independientemente del PPI. Para campañas de colada largas que requieran más volumen de metal del que admite un solo filtro, la filtración en dos etapas o los filtros múltiples en paralelo son las soluciones de ingeniería.
Conclusión: Una decisión de selección de PPI que refleje su operación específica
El IPA adecuado para la filtración de fundición de aluminio en 2026 es el que se seleccionó evaluando simultáneamente la sensibilidad a la inclusión de aleaciones, los requisitos de calidad del uso final y el caudal de metal, no aplicando una media del sector ni copiando las especificaciones de un competidor.
Las pruebas de la investigación metalúrgica publicada, nuestros datos de supervisión directa sobre el terreno en las instalaciones de los clientes de AdTech y el estudio de caso de Corea del Sur documentado anteriormente apuntan a la misma conclusión: la mayoría de los problemas de rendimiento de la filtración en la fundición de aluminio no se deben a la elección de un PPI incorrecto de forma aislada. Son causados por elegir un PPI sin verificar simultáneamente que el área del filtro, el control del proceso aguas arriba y la calidad del filtro soportan el nivel de rendimiento previsto.
Una selección de PPI técnicamente correcta, una caja de filtración del tamaño adecuado y un producto de filtración de calidad verificada conseguirán de forma consistente el rendimiento de eliminación de inclusión que la aleación y la aplicación de uso final requieren. Cuando estas tres variables están alineadas, la filtración de espuma cerámica ofrece una consistencia predecible, verificable y de campaña a campaña que respalda los sistemas de gestión de calidad que requieren las cadenas de suministro de los sectores aeroespacial y de automoción actuales.
Para recomendaciones de PPI específicas de la aplicación, revisión del diseño de la caja del filtro o asistencia en la interpretación de los datos LiMCA o PoDFA de su operación de fundición, el equipo de ingeniería de filtración de AdTech está disponible para apoyar a los clientes industriales cualificados.
Este artículo ha sido elaborado por el equipo técnico editorial de AdTech a partir de la experiencia en ingeniería de filtración primaria, investigaciones metalúrgicas publicadas y datos de aplicaciones directas de clientes. Las referencias clave incluyen: Voigt et al. (Metallurgical and Materials Transactions B), Acosta et al. (Metallurgical Transactions B, 1995), Bao et al. (Light Metals 2018), Laé et al. (INPG, Grenoble), Murakami y Endo (Engineering Fracture Mechanics, 1994), y datos de aplicación de la Asociación Europea del Aluminio. El contenido se revisa anualmente.
Última actualización: 2026 | Biblioteca de recursos técnicos de AdTech
