A filtro de espuma cerámica de alúmina sin fosfatos es una placa de filtración de cerámica de alúmina reticulada fabricada sin aglutinantes que contengan fosfatos, coadyuvantes de sinterización ni tratamientos superficiales en su proceso de producción, diseñada específicamente para filtrar aluminio fundido y aleaciones de aluminio con el fin de eliminar inclusiones no metálicas antes de la fundición. A diferencia de los filtros de espuma cerámica convencionales que utilizan fosfato de aluminio (AlPO₄) o compuestos de fosfato similares como aglutinantes para unir las partículas de alúmina durante la sinterización, las versiones sin fosfato consiguen una integridad estructural equivalente o superior mediante sistemas aglutinantes inorgánicos alternativos, principalmente soles de alúmina coloidal, composiciones de alúmina-sílice u otras químicas de aglutinación cerámica sin fosfato.
Si su proyecto requiere el uso de Filtro de Espuma Cerámica, puede Contacto para obtener un presupuesto gratuito.
En AdTech, desarrollamos y producimos filtros de espuma cerámica de alúmina sin fosfatos específicamente para abordar un problema constante y bien documentado con el que se encuentran nuestros clientes de fundición de aluminio: la contaminación por fósforo del aluminio fundido durante la filtración, que degrada las propiedades mecánicas de las aleaciones de aluminio de alta pureza y provoca niveles de impurezas inaceptables en aplicaciones en las que el contenido de fósforo es un parámetro de especificación controlado. La conclusión es directa: si su operación de fundición de aluminio produce varilla de grado conductor eléctrico, palanquillas estructurales aeroespaciales, aleaciones de alta pureza o cualquier producto en el que el fósforo sea una impureza máxima especificada, los filtros de espuma cerámica sin fosfatos son la especificación técnicamente correcta, no una mejora opcional.

¿Qué es un filtro de espuma cerámica de alúmina sin fosfatos?
Para entender en qué se diferencia un filtro sin fosfatos, conviene saber primero qué son los filtros de espuma cerámica y cómo se fabrica la versión convencional.
Fundamentos de los filtros de espuma cerámica
A filtro de espuma cerámica (CFF) es una estructura cerámica reticulada tridimensional -esencialmente una esponja cerámica rígida- con una red interconectada de celdas abiertas a través de las cuales fluye el metal fundido. La estructura celular crea una tortuosa trayectoria de flujo que captura las inclusiones no metálicas mediante una combinación de mecanismos de adhesión superficial, interceptación mecánica y filtración de la torta. La placa filtrante se sitúa en una caja de filtración situada entre la salida del horno y el molde o la estación de colada, y todo el metal que pasa a la colada debe fluir a través del filtro.
La alúmina (Al₂O₃) es el material cerámico dominante utilizado para la filtración de aluminio fundido debido a su compatibilidad química con el aluminio - no reacciona desfavorablemente con el aluminio fundido o sus elementos de aleación comunes en condiciones normales de fundición, y proporciona una resistencia adecuada al choque térmico para sobrevivir al rápido cambio de temperatura cuando el filtro frío entra en contacto por primera vez con el metal fundido durante el cebado.
Lea también: Proceso de fabricación de filtros de espuma cerámica
La ruta estándar de fabricación y por dónde entra el fosfato
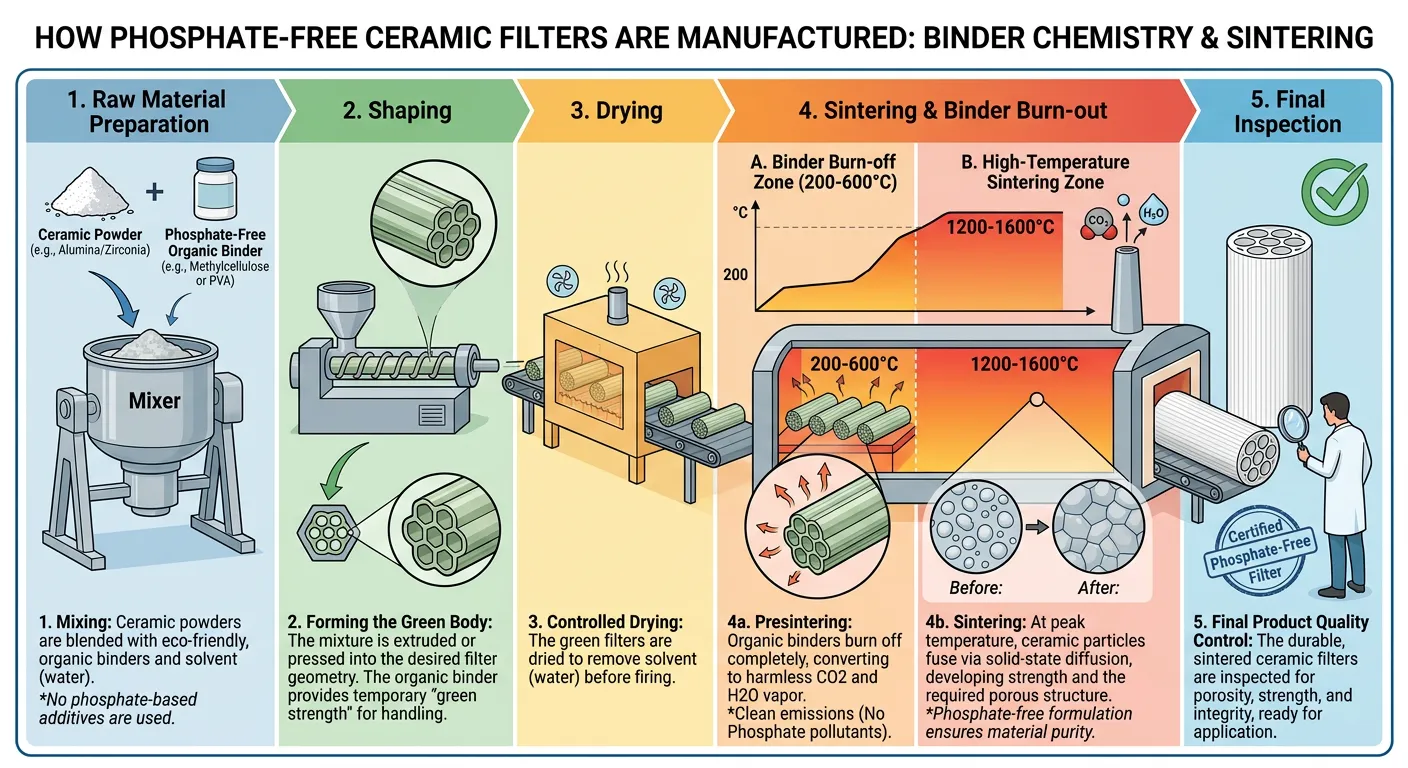
Los filtros de espuma cerámica convencionales se fabrican mediante un proceso de replicación de espuma de polímero:
Paso 1: Se corta una plantilla de espuma de poliuretano de célula abierta con las dimensiones requeridas para la placa filtrante.
Segundo paso: La espuma se impregna con una lechada cerámica, una suspensión de partículas de alúmina en agua con diversos aditivos, como aglutinantes, defloculantes y modificadores reológicos.
Tercer paso: La espuma impregnada se exprime para eliminar el exceso de lechada, dejando un revestimiento uniforme de material cerámico sobre los puntales de espuma.
Paso 4: La espuma recubierta se seca y se cuece a alta temperatura (normalmente entre 1.200 y 1.400 °C). Durante la cocción, la espuma de poliuretano se quema, dejando el revestimiento cerámico como una red de puntales autoportantes: la estructura cerámica reticulada.
Paso 5 (en el que se utiliza tradicionalmente el fosfato): Durante la cocción, las partículas cerámicas deben unirse para formar una estructura fuerte y cohesiva. Los fabricantes convencionales utilizan el fosfato de aluminio (AlPO₄) como aglutinante de alta temperatura porque es eficaz, barato y bien conocido. Los aglutinantes de fosfato sinterizan bien en el rango de temperaturas utilizado para la producción de filtros de espuma cerámica y proporcionan una resistencia mecánica adecuada.
El problema es que el fosfato de aluminio no reacciona completamente en una fase cerámica químicamente inerte durante la cocción. Los compuestos residuales de fosfato permanecen en los límites de los granos y en las superficies de los puntales del filtro acabado. Cuando el aluminio fundido entra en contacto con estas superficies durante la filtración, se produce una reacción de disolución-lixiviación que transfiere el fósforo al aluminio fundido.
La alternativa sin fosfatos
Los filtros de espuma cerámica de alúmina sin fosfatos sustituyen el aglutinante de fosfatos por sistemas de unión alternativos. La química específica del aglutinante varía según el fabricante y suele estar patentada, pero los enfoques técnicamente más creíbles incluyen:
Soles aglutinantes de alúmina coloidal: Las partículas de alúmina a escala nanométrica en suspensión coloidal proporcionan una excelente unión entre las partículas filtrantes de alúmina de mayor tamaño durante la sinterización sin introducir fósforo. Las partículas sol rellenan los límites de grano y los cuellos entre las partículas más grandes, proporcionando tanto resistencia en verde (antes de la cocción) como resistencia de unión a alta temperatura.
Ligantes de fase vítrea de alúmina-sílice: Se introduce una cantidad controlada de SiO₂ en la matriz cerámica, que forma una fase de unión vítrea a la temperatura de cocción. La fase vítrea une las partículas de alúmina sin química de fosfatos. El contenido de silicio en el filtro final debe controlarse cuidadosamente para evitar introducir contaminación de silicio en aleaciones sensibles.
Sistemas aglutinantes de alúmina reactiva: Ciertas formas de alúmina reactiva (fase de transición) sinterizan a temperaturas más bajas que la alfa-alúmina totalmente calcinada y pueden unir partículas de alfa-alúmina sin necesidad de un compuesto aglutinante aparte. Este método produce un filtro de Al₂O₃ casi puro, sin adición intencionada de impurezas.
Aglutinante formador de mullita: Una combinación de alúmina y sílice en la proporción correcta para formar mullita (3Al₂O₃-2SiO₂) durante la cocción proporciona una fase de enlace estable y químicamente resistente. La inercia química de la mullita con el aluminio fundido la hace aceptable en aplicaciones de menor pureza en las que la contaminación por silicio de la mullita está dentro de las especificaciones de la aleación.

Por qué la contaminación por fósforo de los filtros estándar es un problema real
Esta sección cubre la base técnica del requisito de filtro sin fosfatos: el mecanismo real de contaminación y sus consecuencias medidas.
El mecanismo de lixiviación del fósforo
Cuando el aluminio fundido a aproximadamente 700-750°C entra en contacto con la superficie de un filtro de espuma cerámica aglomerada con fosfato, se producen simultáneamente varios procesos químicos:
El aluminio fundido moja la superficie de alúmina porque el óxido de aluminio es termodinámicamente estable en contacto con el aluminio a temperaturas de fundición. A medida que la masa fundida fluye a través de la tortuosa estructura de poros y entra en contacto con la fase aglutinante en los límites de grano, el fosfato de aluminio (AlPO₄) y los compuestos de fosfato relacionados en la superficie del filtro entran en contacto con el aluminio fundido altamente reactivo.
El análisis termodinámico del sistema Al-P-O a 700-750°C muestra que las fases que contienen fósforo son termodinámicamente inestables en contacto con el aluminio líquido. El aluminio reduce el fosfato, liberando fósforo que se disuelve en el aluminio fundido. La velocidad de disolución depende de:
- El contenido de aglutinante de fosfato del filtro.
- Superficie de los puntales del filtro expuesta al flujo metálico.
- La velocidad del flujo de metal a través del filtro.
- El volumen total de metal procesado a través del filtro.
- El contenido inicial de fósforo de la fase aglutinante del filtro.
Recogida medida de fósforo en la práctica industrial
La captación de fósforo de los filtros de espuma cerámica convencionales se ha documentado en investigaciones metalúrgicas publicadas y en nuestra propia supervisión de la producción en las instalaciones de clientes de AdTech. Hallazgos típicos:
En las operaciones estándar de fundición de aluminio en las que se utilizan filtros de espuma cerámica de alúmina de 30 ppi con aglutinante de fosfato, la captación de fósforo del filtro oscila entre 0,5 y 3 ppm en peso en el metal filtrado, en función del producto filtrante específico, la temperatura del metal, el caudal y el tamaño del filtro. Esto parece poco en términos absolutos, pero las implicaciones para aplicaciones específicas son significativas.
Para el aluminio de grado conductor eléctrico (grado EC, aleación 1350), la Comisión Electrotécnica Internacional (IEC) y ASTM B233 especifican un contenido máximo de fósforo de 0,003% (30 ppm) en peso. Aunque una recogida de 3 ppm procedente únicamente de la filtración no infringe necesariamente este límite, representa una fracción significativa del presupuesto total admisible y elimina el margen para otras fuentes de fósforo en el proceso.
Para las aleaciones de aluminio de alta pureza (grados de pureza 3N a 5N, 99,9% a 99,999% Al), el fósforo es una impureza controlada con especificaciones típicas por debajo de 5 ppm en total. La contaminación por fósforo derivada de la filtración de 1-3 ppm representa una fracción inaceptable del presupuesto total de impurezas.
En el caso de las aleaciones aeroespaciales, en las que el fósforo afecta específicamente a la estructura del grano, al comportamiento de precipitación y a las propiedades mecánicas, incluso la recogida de fósforo por debajo de las especificaciones crea una incertidumbre de calidad que los sistemas de calidad de grado aeroespacial no pueden acomodar.
Lea también: Precio de los filtros de espuma cerámica 2026
Efecto del fósforo en las propiedades de las aleaciones de aluminio
Efecto sobre la conductividad eléctrica: El fósforo es una de las impurezas del aluminio que más reducen la conductividad eléctrica. Incluso en concentraciones de 1 a 2 ppm, el fósforo reduce considerablemente la conductividad eléctrica del aluminio de calidad CE. Para las aplicaciones de conductores eléctricos de aluminio en las que la conductividad es una especificación de rendimiento primaria, minimizar todas las fuentes de fósforo, incluida la filtración, es un imperativo de calidad.
Efecto sobre las propiedades mecánicas: En las aleaciones de aluminio-silicio, el fósforo reacciona con el silicio para formar núcleos de fosfuro de aluminio (AlP) que modifican la morfología de la fase de silicio. Esta interacción puede ser intencionada (la adición de fósforo se utiliza para refinar el silicio primario en aleaciones hipereutécticas Al-Si) o no intencionada. En las aleaciones en las que no se desea este efecto, la captación de fósforo derivada de la filtración crea una variable metalúrgica incontrolada.
Efecto sobre la calidad del anodizado: En los productos de aluminio arquitectónico y decorativo que se someten a anodización, el fósforo en los límites del grano puede crear patrones de ataque preferencial durante la anodización que producen un aspecto desigual de la superficie. Se trata de un problema de calidad para los productos de aluminio arquitectónico de alta calidad.
Efecto sobre los certificados de pureza del aluminio de alta pureza: Los productos certificados de aluminio de gran pureza requieren un análisis de impurezas trazable. La contaminación por fósforo procedente de la filtración complica la certificación y crea un posible incumplimiento de los niveles máximos de fósforo especificados por el cliente.
Comparación de la captación de fósforo: Filtros estándar frente a filtros sin fosfatos
| Tipo de filtro | Sistema de encuadernación | Recogida típica de P (ppm) | ¿Aceptable para el grado CE? | ¿Aceptable para la pureza 4N? |
|---|---|---|---|---|
| Fosfatado estándar | AlPO₄ | 1.0-3.0 | Marginal | No |
| Bajo contenido en fosfatos | AlPO₄ reducido | 0.5-1.5 | Marginal | No |
| Alúmina coloidal sin fosfatos | Al₂O₃ sol | <0.1 | Sí | Sí |
| Alúmina reactiva sin fosfatos | Al₂O₃ reactivo | <0.1 | Sí | Sí |
| Sin fosfatos, con enlaces de mullita | Al₂O₃-SiO₂ | <0,1 (P), 0,5-2,0 (Si) | Sí (preocupación P) | Depende de la especificación Si |
Cómo se fabrican los filtros sin fosfatos: Química aglutinante y sinterización
Fabricar un filtro de espuma cerámica mecánicamente adecuado sin aglutinantes de fosfatos exige superar retos técnicos específicos que explican por qué los filtros sin fosfatos cuestan históricamente más y tienen una penetración en el mercado menor que los productos estándar.
El reto técnico de la adhesión sin fosfatos
El fosfato de aluminio se convirtió en el aglutinante dominante en la producción de filtros de espuma cerámica porque ofrece varias ventajas de fabricación: crea cuerpos verdes fuertes que resisten los daños durante la manipulación antes de la cocción, se sinteriza eficazmente en el intervalo de 1200-1400°C utilizado para la producción de filtros de alúmina y es químicamente compatible con la alúmina a temperaturas de sinterización (sin reacciones desfavorables entre el aglutinante y las partículas de alúmina).
Los aglutinantes alternativos deben cumplir estos requisitos de fabricación sin introducir fósforo. Los retos clave son:
Fuerza verde: El aglutinante debe proporcionar una resistencia mecánica adecuada en estado sin cocer para sobrevivir al secado, la manipulación y la carga en el horno sin fracturarse ni deformarse. Los aglutinantes coloidales de alúmina sol alcanzan una buena resistencia en verde gracias a los enlaces de hidrógeno y a la interacción electrostática entre las partículas de alúmina a escala nanométrica y la superficie de los granos de alúmina de mayor tamaño.
Compatibilidad con la temperatura de sinterización: El aglutinante debe sinterizarse a la misma temperatura que la matriz de partículas de alúmina, creando fuertes enlaces en los límites de los granos sin requerir temperaturas que harían que la red de puntales cerámicos se deformara o colapsara por su propio peso durante la cocción.
Estabilidad dimensional: Los puntales del filtro son delgados y no se sostienen durante la cocción. El sistema aglutinante debe controlar la contracción del revestimiento cerámico durante la sinterización para mantener la precisión dimensional y la estructura celular uniforme del filtro acabado.
Pureza química: Cualquier elemento introducido a través del sistema aglutinante que se filtre en el aluminio durante la filtración representa una fuente de contaminación. Los aglutinantes de alúmina coloidal solo introducen aluminio y oxígeno -ambos ya presentes en el material filtrante y en el aluminio fundido-, lo que los convierte en la opción más limpia disponible.
Enfoque de fabricación de AdTech
En AdTech, nuestros filtros de espuma cerámica de alúmina sin fosfatos se fabrican utilizando un sistema aglutinante a base de sol de alúmina coloidal desarrollado mediante nuestro propio programa de ingeniería de procesos. Los elementos clave de nuestro enfoque de fabricación:
Selección de materias primas: Utilizamos alfa-alúmina calcinada de gran pureza (>99,5% Al₂O₃) como material filtrante primario, con una distribución del tamaño de las partículas cuidadosamente controlada para optimizar el equilibrio entre el rendimiento del revestimiento de lechada, la resistencia sinterizada y la porosidad de la estructura de puntal acabada.
Formulación del lodo: La pasta cerámica se formula utilizando sol de alúmina coloidal como aglutinante primario, con auxiliares tecnológicos orgánicos cuidadosamente seleccionados (modificadores reológicos, agentes humectantes) que se queman completamente durante la cocción, sin dejar residuos carbonosos en el filtro acabado.
Selección de plantilla de espuma: Las plantillas de espuma de poliuretano se obtienen de acuerdo con especificaciones coherentes de distribución del tamaño de las células que se traducen en el índice de poros por pulgada (PPI) objetivo del filtro acabado. La calidad de la espuma determina directamente la uniformidad de las células del filtro, que afecta tanto a la resistencia al flujo como a la eficacia de la filtración.
Protocolo de disparo: Nuestro protocolo de cocción está optimizado para el sistema de aglutinante de alúmina coloidal, utilizando un perfil de velocidad de calentamiento controlado que permite la combustión completa de los auxiliares de proceso orgánicos antes de que comience la fase de sinterización de la cerámica, evitando el atrapamiento de carbono en la estructura del puntal.
Verificación de la calidad: Cada lote de producción se somete a pruebas de resistencia a la compresión, densidad aparente y pureza -incluido el contenido de fósforo mediante análisis ICP-OES- antes de su despacho.
Especificaciones técnicas y propiedades físicas
Propiedades físicas estándar
| Propiedad | Especificación | Método de prueba |
|---|---|---|
| Composición del material | Al₂O₃ ≥ 99,0% | Análisis XRF |
| Contenido en fósforo | <0,005% (50 ppm) | ICP-OES |
| Densidad aparente | 0,30-0,45 g/cm³ | ASTM C134 |
| Porosidad (abierta) | 80-90% | Método de Arquímedes |
| Resistencia a la compresión | ≥0,8 MPa (30 ppi) a ≥1,2 MPa (10 ppi) | ASTM C133 |
| Resistencia a la flexión (MOR) | ≥0,6 MPa | ASTM C133 |
| Temperatura máxima de servicio | 1100°C (2012°F) | — |
| Resistencia al choque térmico | Sin agrietamiento, 700°C → ambiente → 700°C (3 ciclos). | Prueba del fabricante |
| Contracción lineal en servicio | <1,5% a 850°C | ISO 10635 |
| Color | Blanco a blanquecino | Visual |
| Clasificación estándar de poros | 10, 20, 30, 40, 50, 60 ppp | Método de recuento celular |
Dimensiones disponibles
| Tamaño estándar (mm) | Tamaño estándar (pulgadas) | Clasificaciones PPI disponibles | Aplicación típica |
|---|---|---|---|
| 100 × 100 × 22 | 4″ × 4″ × 7/8″ | 20, 30, 40, 50 | Pequeña fundición, laboratorio |
| 150 × 150 × 22 | 6″ × 6″ × 7/8″ | 20, 30, 40, 50 | Fundición media |
| 178 × 178 × 22 | 7″ × 7″ × 7/8″ | 20, 30, 40, 50 | Fundición media |
| 200 × 200 × 50 | 7.87″ × 7.87″ × 2″ | 10, 20, 30 | Grandes coladas, palanquillas |
| 229 × 229 × 50 | 9″ × 9″ × 2″ | 10, 20, 30 | Gran colada |
| 300 × 300 × 50 | 11.8″ × 11.8″ × 2″ | 10, 20, 30 | Gran formato, colada en plancha |
| 381 × 381 × 50 | 15″ × 15″ × 2″ | 10, 20 | Formato muy grande |
| 432 × 432 × 50 | 17″ × 17″ × 2″ | 10, 20 | Formato muy grande |
| Tamaños a medida | Por pedido | Según especificación | Equipos específicos |
Nota: Las placas filtrantes redondas y las geometrías no estándar están disponibles bajo pedido. El grosor puede variar de 22 mm a 75 mm en función de los requisitos de la aplicación.
Datos de propiedades térmicas
| Propiedad | Valor | Condiciones |
|---|---|---|
| Conductividad térmica | 0,8-1,2 W/m-K | A 700°C |
| Capacidad calorífica específica | 0,9-1,0 J/g-K | A 700°C |
| Expansión térmica lineal (CTE) | 8.0-8.5 × 10-⁶/°C | 20-1000°C |
| Resistencia al choque térmico (ΔT) | ≥400°C sin agrietamiento | Prueba de choque simple |
| Velocidad de precalentamiento (recomendada) | ≤200°C/hora por debajo de 400°C | Para evitar el choque térmico |
Grados de tamaño de poro (PPI), eficacia de filtración y eliminación de inclusiones
Comprender la clasificación PPI
El índice de poros por pulgada (PPI) de un filtro de espuma cerámica describe el número de células abiertas contadas a lo largo de una medida lineal de una pulgada (25,4 mm) a través de la cara del filtro. Un número de PPI más alto significa más células por unidad de longitud, lo que implica aberturas de células individuales más pequeñas y una filtración más fina.
La relación entre el índice PPI y el rendimiento de filtración no es simplemente “mayor PPI = mejor filtración”. La eficacia real de la filtración depende de:
- La distribución específica del tamaño de las células dentro de la IPP clasificada.
- La tortuosidad de la trayectoria del flujo a través del filtro.
- La velocidad de flujo del metal.
- Los tipos de inclusión específicos y las distribuciones de tamaño en la masa fundida.
- El volumen de filtración de metales en relación con la capacidad del filtro.
En la práctica, los filtros con un PPI más alto capturan inclusiones más finas, pero crean una mayor resistencia al flujo (pérdida de carga), lo que ralentiza el flujo de metal y puede provocar el bloqueo prematuro del filtro si la carga de inclusión es elevada. La selección del índice PPI correcto requiere un equilibrio entre el nivel de limpieza requerido y los requisitos prácticos de flujo de metal del sistema de colada.
Clasificación PPI frente a rendimiento de filtración
| Clasificación PPI | Tamaño aproximado de la celda | Tamaño efectivo de la captura de inclusión | Resistencia al flujo del metal | Aplicación típica |
|---|---|---|---|---|
| 10 ppp | 2,5 mm | >100 micras eficazmente | Muy bajo | Prefiltro, inclusiones muy grandes |
| 20 ppp | 1,3 mm | >50 micras eficazmente | Bajo | Colada general, limpieza estándar |
| 30 ppp | 0,85 mm | >20 micras eficazmente | Moderado | Buena limpieza, fundición de palanquilla |
| 40 ppp | 0,63 mm | >10 micras eficazmente | Moderado-alto | Tocho aeroespacial de gran limpieza |
| 50 ppp | 0,50 mm | >5 micras eficazmente | Alta | Requisitos de limpieza muy estrictos |
| 60 ppp | 0,42 mm | >3 micras eficazmente | Muy alta | Aplicaciones ultralimpias |
Nota: El “tamaño efectivo de captura” se refiere al tamaño de inclusión en el que la eficiencia de eliminación supera aproximadamente 80% en condiciones típicas de flujo de colada. Las inclusiones más pequeñas se capturan con menor eficiencia debido a una menor impactación inercial.

Eficacia de eliminación de inclusiones por grado de filtración
Los siguientes datos se basan en el análisis PoDFA (Porous Disk Filtration Apparatus) de muestras de aluminio tomadas antes y después de la filtración utilizando filtros de espuma cerámica de alúmina sin fosfatos en las instalaciones de clientes de AdTech.
| Tipo de inclusión | 20 ppi Eliminación | 30 ppi Eliminación | 40 ppi Eliminación | 50 ppi Eliminación |
|---|---|---|---|---|
| Películas de alúmina grandes (>50 μm) | 90-95% | 95-99% | >99% | >99% |
| Inclusiones medias de alúmina (20-50 μm) | 75-85% | 85-95% | 90-97% | 95-99% |
| Inclusiones finas de alúmina (5-20 μm) | 50-70% | 65-80% | 75-90% | 85-95% |
| Partículas de espinela (MgAl₂O₄) | 70-85% | 80-92% | 88-96% | 93-98% |
| Aglomerados de TiB₂ (>30 μm) | 80-92% | 90-97% | >95% | >98% |
| Partículas refractarias (>100 μm) | >99% | >99% | >99% | >99% |
| Inclusiones de cloruro | 60-75% | 70-85% | 78-90% | 85-93% |
Recomendaciones para la filtración en dos etapas
Para aplicaciones críticas que requieren la máxima eliminación de inclusiones, se utiliza un método de filtración en dos etapas con dos filtros de espuma cerámica en serie: normalmente, uno de grado más grueso (20-30 ppi) para capturar las inclusiones grandes y proteger el filtro de aguas abajo, seguido de otro de grado más fino (40-50 ppi) para eliminar las inclusiones finas. Esta disposición prolonga la vida útil del filtro de finos (que, de lo contrario, se obstruiría rápidamente si se expusiera a cargas elevadas de inclusiones grandes) y consigue una mayor eficacia global de eliminación que cualquiera de los dos filtros por separado.
En AdTech, diseñamos sistemas completos de filtración en dos etapas para operaciones de fundición de tochos y lingotes de chapa de aluminio, incorporando filtros sin fosfatos en ambas etapas.

Aplicaciones que requieren filtros sin fosfatos
Aluminio de grado conductor eléctrico (grado EC, aleación 1350)
El aluminio de calidad CE es el material conductor dominante en líneas aéreas de transmisión, devanados de transformadores y cables de distribución eléctrica. Su especificación de conductividad eléctrica -mínimo 61,0% IACS (Norma Internacional del Cobre Recocido)- exige un control extremadamente estricto de todas las impurezas que reducen la conductividad. El fósforo es una de las impurezas del aluminio más perjudiciales para la electricidad por unidad de concentración.
La producción de alambrón de aluminio para trefilado (alambrón de colada continua o CCR) implica operaciones de colada de alto rendimiento que filtran grandes volúmenes de metal a través de filtros de espuma cerámica durante campañas prolongadas. Incluso con los bajos niveles de captación de fósforo de los filtros individuales característicos de los filtros con enlaces de fosfato, la introducción acumulada de fósforo en la masa fundida durante una larga campaña de fundición puede acercarse a valores que amenazan la conformidad con las especificaciones de grado CE.
Los filtros sin fosfatos eliminan por completo esta fuente de fósforo, lo que supone una variable menos que gestionar en un proceso ya de por sí muy controlado.
Aleaciones de aluminio aeroespacial
Los tochos de aluminio de calidad aeroespacial destinados a aplicaciones estructurales críticas (pieles de fuselajes, largueros de alas, componentes de trenes de aterrizaje) se fabrican de acuerdo con las especificaciones de limpieza más exigentes de la industria del aluminio. Las especificaciones pertinentes incluyen la especificación de proceso ABS2728 de Airbus, la especificación de material BMS7-240 de Boeing y los requisitos generales de los sistemas de calidad aprobados por NADCAP.
En la fundición de palanquilla aeroespacial, todas las impurezas químicas del metal especificado deben ser trazables y controladas. La contaminación por fósforo procedente de la filtración no es una impureza listada en estas especificaciones para aleaciones estándar, lo que significa que el fósforo derivado de la filtración existe fuera del sistema de calidad controlado, una situación inaceptable en la gestión de calidad aeroespacial. Los filtros sin fosfatos eliminan esta fuente de contaminación incontrolada.
Producción de aluminio de gran pureza (grados 3N a 5N)
El aluminio de gran pureza (99,9% y superior) se utiliza en componentes de equipos de fabricación de semiconductores, aplicaciones ópticas, blancos de deposición de películas finas y aplicaciones químicas especiales. Las especificaciones de pureza de estos materiales suelen incluir niveles máximos para docenas de elementos individuales, a menudo en el rango de partes por millón de un solo dígito. Las especificaciones de fósforo para el aluminio de grado 4N (99,99%) suelen ser inferiores a 5 ppm de fósforo total.
La filtración con filtros estándar ligados a fosfatos a niveles típicos de captación de fósforo de 1-3 ppm consumiría una fracción sustancial de este presupuesto de impurezas. Los filtros sin fosfatos, con una captación de fósforo por debajo del límite de detección de los métodos analíticos estándar (<0,1 ppm en la mayoría de los casos), son obligatorios para la filtración de la producción de aluminio de alta pureza.
Fundición de aleaciones de aluminio para automoción
Mientras que las aleaciones de fundición estándar para automoción no son tan sensibles al fósforo como los grados aeroespaciales, las aplicaciones de automoción premium -carcasas de baterías para vehículos eléctricos, piezas de fundición estructurales para la construcción de carrocerías de vehículos, componentes del sistema de frenos- especifican controles de impurezas cada vez más estrictos. A medida que aumenta el contenido de aluminio en los vehículos y se endurecen los requisitos de calidad para el aluminio estructural, la filtración sin fosfatos se está convirtiendo en parte de los requisitos de cualificación de los proveedores de aluminio para automoción de primera calidad.
Resumen de las aplicaciones que requieren filtros sin fosfatos
| Aplicación | Aleación / Grado | Especificación P típica | Razón para no utilizar fosfatos |
|---|---|---|---|
| Varilla de grado CE | 1350, 1370 | <30 ppm de P total | Protección de la conductividad |
| Palanquilla aeroespacial | Series 2xxx, 6xxx, 7xxx | Controlado, trazable | Trazabilidad del sistema de calidad |
| Al de gran pureza (4N) | 99,99% Al | <5 ppm P total | Presupuesto de pureza |
| Pureza ultra alta (5N) | 99,999% Al | <1 ppm P total | Presupuesto de pureza |
| Dispositivo médico Al | Varios | Auditoría de biocompatibilidad | Cumplimiento de la normativa |
| Lámina de envasado en contacto con alimentos | 1xxx, 8xxx | Límites reglamentarios | Seguridad alimentaria |
| Carcasas premium para baterías de vehículos eléctricos | Serie 6xxx | Especificaciones de apriete | Integridad estructural |
| Lámina del condensador | 1xxx alta pureza | <5 ppm P | Rendimiento eléctrico |
Filtros de espuma cerámica sin fosfatos frente a los estándar con fosfatos
Esta comparación es el punto central de decisión para los compradores que evalúan si la prima de los productos sin fosfatos está justificada para su aplicación específica.
Comparación de resultados
| Propiedad | Fosfatado estándar | Sin fosfatos (AdTech) | Ventaja |
|---|---|---|---|
| Al₂O₃ contenido | 95-99% | ≥99.0% | Sin fosfatos |
| Contenido de fósforo del filtro | 0,5-2,0% | <0,005% | Sin fosfatos |
| Recogida de P en aluminio fundido | 1,0-3,0 ppm | <0,1 ppm | Sin fosfatos |
| Resistencia a la compresión | 0,6-1,0 MPa | 0,8-1,2 MPa | Similares o sin fosfatos |
| Resistencia al choque térmico | Bien | Bien | Similar |
| Precisión dimensional | Bien | Bien | Similar |
| Disponibilidad (tallas estándar) | Ancho | Amplia (gama AdTech) | Estándar tiene un ligero borde |
| Coste por filtro | Base de referencia | 15-35% premium | Estándar |
| Vida útil (por campaña) | Un solo uso | Un solo uso | Similar |
| Eficacia de filtración | Bien | De bueno a excelente | Similar a sin fosfatos |
| Adecuado para Al de grado CE | Marginal | Sí | Sin fosfatos |
| Adecuado para Al de pureza 4N | No | Sí | Sin fosfatos |
| Apto para el sector aeroespacial | Marginal | Sí | Sin fosfatos |
Cuándo son aceptables los filtros estándar con aglutinante de fosfato
Los filtros estándar de espuma cerámica fosfatada siguen siendo adecuados para:
- Aplicaciones de fundición de productos básicos en las que el fósforo no es una impureza especificada.
- Refusión de aluminio reciclado cuando las especificaciones de impurezas son amplias.
- Aplicaciones de producción de aleaciones de fundición para piezas de fundición a presión no críticas.
- Fundición de prototipos en series cortas en las que no se requiere trazabilidad del metal.
- Aplicaciones en las que el volumen de metal es demasiado pequeño para que la captación de fósforo sea medible.
Recomendar uniformemente los filtros sin fosfatos sin ninguna cualificación sería engañoso. El sobreprecio sólo se justifica por la diferencia de rendimiento en las aplicaciones en las que la contaminación por fósforo constituye un auténtico problema de calidad.
Cuando el precio de los productos sin fosfatos está definitivamente justificado
El sobrecoste de los filtros sin fosfatos está definitivamente justificado cuando:
- La especificación de la aleación incluye un nivel máximo de fósforo dentro de los 5× la captación esperada del filtro.
- La aplicación posterior incluye la medición de la conductividad eléctrica como criterio de conformidad.
- El sistema de calidad exige un control de impurezas trazable para todos los insumos de producción.
- La especificación del cliente exige la declaración de todas las adiciones químicas intencionadas e incidentales al metal.
En estas situaciones, el coste de un solo rechazo de producto o de una queja del cliente supera con creces la prima de coste acumulada de los filtros sin fosfatos a lo largo de cualquier período de producción realista. En AdTech hemos tenido clientes que han calculado explícitamente esta compensación y han llegado siempre a la misma conclusión.
Diseño, instalación y procedimientos de funcionamiento de la caja de filtro
Requisitos de la caja del filtro para filtros de espuma cerámica
La caja del filtro es la carcasa refractaria que sujeta el filtro de espuma cerámica en el paso de flujo metálico. El diseño adecuado de la caja del filtro es tan importante como la selección del filtro para lograr un rendimiento de filtración constante.
Requisitos clave del diseño de la caja del filtro:
Sellado: El filtro debe estar sellado en todo su perímetro para evitar la derivación de metal, es decir, el flujo de metal sin filtrar alrededor del filtro en lugar de a través de él. El desvío de metal es una causa común de un rendimiento deficiente de la filtración y no siempre es evidente en el control rutinario de la producción. El sellado se consigue mediante una combinación de un ajuste estrecho entre la placa del filtro y el hueco de la caja del filtro, y un material de junta de fibra cerámica comprimible (normalmente cuerda o papel de fibra cerámica) que rellena cualquier hueco entre el borde del filtro y el hueco de la caja.
Apoyo: El filtro debe apoyarse en su cara aguas abajo para evitar que se fracture bajo la presión hidrostática del metal que se encuentra aguas arriba. La mayoría de las cajas de filtro incluyen un saliente empotrado o una rejilla de soporte en la cara aguas abajo. El soporte debe permitir el flujo de metal al tiempo que evita la rotura del filtro bajo la presión estática y dinámica del metal.
Precalentamiento: La caja del filtro debe precalentarse antes del contacto con el metal para evitar el choque térmico del filtro y la solidificación prematura del metal que entra en contacto con el refractario frío. La temperatura mínima de precalentamiento suele ser de 700°C (1292°F) para el propio filtro, lo que se consigue precalentando la caja del filtro montada (con el filtro instalado) utilizando quemadores de gas durante 30-60 minutos antes de iniciar la colada.
Compatibilidad de materiales: Todos los materiales refractarios de la caja del filtro que entren en contacto con el aluminio fundido deben ser compatibles: no debe haber refractarios ricos en sílice que reaccionen con el magnesio, ni materiales con hierro que se disuelvan en la masa fundida de aluminio.
Procedimiento de instalación estándar
Paso 1: Inspección de la caja del filtro: Inspeccione el hueco de la caja del filtro en busca de daños, material de juntas viejo e incrustaciones de campañas anteriores. Límpiela a fondo. Compruebe que el saliente o la rejilla de soporte están intactos.
Paso 2: Instalación de la junta: Coloque material de junta de fibra cerámica (cuerda o papel) en el hueco de la caja del filtro alrededor del perímetro. La junta debe comprimirse aproximadamente 20-30% cuando se asienta el filtro, para proporcionar un sellado continuo hermético al metal.
Paso 3: Colocación del filtro: Baje el filtro de espuma cerámica en el hueco de la caja con la orientación correcta. Para filtros sin fosfato con caras superior e inferior idénticas, la orientación no es crítica. Para filtros con una dirección de flujo marcada (algunos diseños tienen una cara más densa en el lado aguas arriba), verifique la orientación correcta antes de asentarlos.
Paso 4: Precalentamiento: Precaliente la caja del filtro ensamblada y el filtro juntos. Aplique el calor gradualmente: no exponga un filtro frío al impacto directo de una llama ni a un calentamiento rápido a alta temperatura, ya que el choque térmico puede agrietar el filtro antes del primer contacto con el metal. Consiga una temperatura uniforme de 700-750°C en todo el filtro.
Paso 5: Inicio de la imprimación y la fundición: Deje que el primer metal llene la caja del filtro y se cebe a través del filtro de forma natural. No utilice fuerza mecánica ni aumente la presión de la cabeza para forzar el metal a través de un filtro sin cebar, ya que podría fracturarlo. Mantenga una cabeza de metal constante sobre el filtro durante toda la campaña de colada.
Paso 6: Seguimiento de la campaña: Controle la temperatura del metal, el caudal y la altura del metal sobre el filtro durante toda la campaña. La disminución del caudal a una altura constante indica un aumento de la resistencia del filtro debido a la carga de inclusión, lo cual es normal y esperado. Sustituya el filtro cuando el caudal caiga por debajo del mínimo requerido para el sistema de colada.
Paso 7: Extremo de la campaña y extracción del filtro: Al final de la campaña de colada, deje escurrir el metal de la caja del filtro si es posible. Retire el filtro usado (contendrá aluminio solidificado dentro de su estructura y será significativamente más pesado que el filtro nuevo). Elimine los filtros usados de acuerdo con la normativa local.
Parámetros de funcionamiento críticos
| Parámetro | Gama recomendada | Consecuencia de la desviación |
|---|---|---|
| Temperatura del metal en el filtro | 700-760°C | Por debajo del intervalo: riesgo de congelación; por encima del intervalo: aumento de la generación de gas y óxido. |
| Cabeza metálica sobre el filtro | 50-200 mm | Demasiado bajo: cebado incompleto; demasiado alto: riesgo de fractura del filtro. |
| Temperatura de precalentamiento | 650-750°C | Por debajo de la gama: choque térmico y agrietamiento |
| Velocidad de precalentamiento | ≤200°C/hora por debajo de 400°C | Los índices más rápidos corren el riesgo de agrietarse por choque térmico |
| Volumen máximo de metal por filtro | Especificación del proveedor (por tamaño/PPI) | Superado: riesgo de ruptura |
| Velocidad de flujo a través del filtro | 0,01-0,05 m/s | Demasiado alto: reintroducción; demasiado bajo: riesgo de puenteo |
Verificación de la calidad y criterios de cualificación de los proveedores
Qué hay que comprobar al comprar filtros sin fosfatos
El mercado de los filtros de espuma cerámica sin fosfatos incluye productos de calidad muy variable y con un contenido de fósforo realmente variable. La mención “sin fosfatos” en la etiqueta o la ficha técnica de un producto requiere una verificación química: la afirmación debe estar respaldada por datos analíticos cuantitativos, no solo por una descripción de la formulación.
Pasos de verificación obligatorios:
Análisis del contenido de fósforo: Solicite informes de pruebas ICP-OES (Espectrometría de Emisión Óptica de Plasma Acoplado Inductivamente) que muestren el contenido de fósforo medido en el material filtrante. Los filtros sin fosfatos verificados deben mostrar un contenido de fósforo inferior a 0,005% (50 ppm) en el propio material filtrante. Los filtros con un contenido de fósforo superior a 0,01% (100 ppm) conservan un contenido significativo de aglutinante de fosfato, independientemente de cómo se comercialicen.
Composición química total: Solicite un análisis XRF (fluorescencia de rayos X) que muestre la pureza del Al₂O₃ y todos los elementos de impureza significativos. El contenido de Al₂O₃ debe ser ≥99,0% para un producto comercializado como filtro de espuma cerámica de alúmina. Un contenido significativo de SiO₂ superior a 0,5% indica sistemas aglutinantes a base de sílice que pueden introducir silicio en aleaciones sensibles al silicio.
Certificación de resistencia mecánica: Solicite los datos de la prueba de resistencia a la compresión según ASTM C133 o equivalente. Una resistencia a la compresión adecuada (≥0,8 MPa para 30 ppi) confirma que el sistema aglutinante sin fosfatos ha logrado una sinterización adecuada. Una resistencia baja puede indicar una cocción insuficiente o un sistema aglutinante inadecuado.
Verificación dimensional: Mida las dimensiones del filtro al recibirlo. Las tolerancias de espesor, anchura y longitud deben estar dentro de ±1 mm de la especificación. Un grosor no uniforme indica problemas de prensado o sinterización que comprometerán el sellado en la caja del filtro.
Pruebas de choque térmico: Una prueba de verificación sobre el terreno -precalentar un filtro de muestra a 700°C y enfriarlo en agua a temperatura ambiente, después inspeccionar si se agrieta- proporciona una evaluación rápida de la resistencia al choque térmico. Los filtros sin fosfatos con una resistencia a la compresión adecuada deberían superar esta prueba sin grietas visibles.
Lista de comprobación para la cualificación de proveedores
| Calificación | Requisito estándar | Requisito de aplicación crítica |
|---|---|---|
| Certificación ISO 9001 | Requerido | Requerido |
| Análisis de fósforo ICP-OES (por lote) | Requerido | Requerido |
| Certificado de composición XRF (por lote) | Requerido | Requerido |
| Certificado de resistencia a la compresión (por lote) | Requerido | Requerido |
| Registro de inspección dimensional | Requerido | Requerido |
| Verificación de laboratorio por terceros | Recomendado | Requerido |
| Trazabilidad hasta el lote de materia prima | Recomendado | Requerido |
| Declaración de conformidad REACH | Mercados de la UE | Mercados de la UE |
| Pruebas de cualificación específicas del cliente | Recomendado | Requerido |
| Datos históricos de entregas | Recomendado | Requerido |
| Capacidad de asistencia técnica | Recomendado | Requerido |
Contexto del mercado y adopción industrial en 2026
Posición actual en el mercado
En mercado mundial de filtros de espuma cerámica para fundición de aluminio está valorado en aproximadamente 280-350 millones de dólares anuales, y los filtros de espuma cerámica de alúmina representan el segmento de producto dominante. Se calcula que los filtros sin fosfatos representan actualmente entre 15 y 25% del consumo total de filtros de espuma cerámica de alúmina por valor, y su adopción se concentra en segmentos de aplicación de alto valor (conductor eléctrico, aeroespacial y aluminio de gran pureza).
La penetración en el mercado de los filtros sin fosfatos está creciendo a un ritmo anual aproximado de 8-12%, significativamente más rápido que el crecimiento global del mercado de filtros de espuma cerámica de 4-6%, impulsado por:
- Aumento de los requisitos de especificación de los OEM de automoción para los proveedores de fundición de aluminio.
- Crecimiento de la producción de varillas de calidad CE para infraestructuras de recarga de vehículos eléctricos.
- Expansión de la demanda de aluminio aeroespacial impulsada por la cartera de pedidos de aviones.
- El endurecimiento de la normativa sobre contacto con alimentos en la UE y los mercados asiáticos afecta a los envases de aluminio.
- Tendencia general de la gestión de la calidad hacia materiales de entrada controlados y documentados.
Factores reguladores y normativos
Varios avances normativos y reglamentarios están acelerando la adopción de filtros sin fosfatos:
Plan de Acción de la UE sobre Economía Circular: El creciente escrutinio normativo de los compuestos de fósforo en los procesos industriales, en particular los que entran en los flujos de residuos o en las superficies de los productos, está aumentando la concienciación sobre el uso de aglutinantes de fosfato en el procesamiento del aluminio.
Requisitos de calidad de la industria del automóvil: Los sistemas de gestión de la calidad IATF 16949 y los requisitos específicos de los clientes (CSR) de los principales fabricantes de equipos originales de automoción están impulsando a los proveedores de fundición de aluminio hacia el control documentado de todos los insumos químicos del proceso de fundición, incluidos los materiales de filtración.
Requisitos de la cadena de suministro de vehículos eléctricos: Los proveedores de componentes estructurales y carcasas de baterías para vehículos eléctricos se enfrentan a requisitos de calidad de los fabricantes de baterías que rastrean todas las entradas de material. La filtración sin fosfatos encaja de forma natural en este marco de documentación de la cadena de suministro.
Dirección de desarrollo de productos de AdTech
En AdTech, nuestro programa de desarrollo de filtros sin fosfatos se centra en tres direcciones en 2026:
Prolongación de la vida útil de la campaña: Desarrollar grados de filtro con mayor capacidad de retención de inclusiones que amplíen el número de coladas o el volumen de metal que puede procesarse antes de sustituir el filtro, reduciendo el coste de filtración por colada.
Grados de filtración más finos: Ampliación de nuestra gama sin fosfatos a 60 ppi y más, atendiendo a la creciente demanda de los productores de aluminio de gran pureza que requieren una filtración más fina que la que proporcionan los grados estándar actuales.
Optimización específica de la aplicación: Desarrollo de fórmulas de filtrado optimizadas para familias de aleaciones específicas, en particular para las aleaciones que contienen magnesio, en las que el material de filtrado debe resistir la adhesión de MgO y de inclusiones de espinela a las superficies del puntal del filtro para mantener la eficacia de la filtración durante largas campañas.
Preguntas frecuentes sobre los filtros de espuma cerámica de alúmina sin fosfatos
1: ¿Por qué un filtro de espuma cerámica necesita un aglutinante y qué tiene de malo utilizar fosfato?
Los filtros de espuma cerámica se fabrican recubriendo una plantilla de espuma de poliuretano con una lechada cerámica y cociendo la espuma recubierta a alta temperatura para quemar el polímero y sinterizar el recubrimiento cerámico en una estructura autoportante. Sin un aglutinante, las partículas individuales de alúmina del recubrimiento cerámico no se unirían adecuadamente durante la sinterización, y el filtro cocido sería demasiado débil para sobrevivir a la manipulación y el servicio en metal fundido. El fosfato de aluminio (AlPO₄) se convirtió en el aglutinante dominante porque sinterizaba eficazmente en el rango de temperaturas de producción y proporcionaba una buena resistencia mecánica. El problema es que los compuestos residuales de fosfato permanecen en el filtro acabado y reaccionan con el aluminio fundido durante la filtración, transfiriendo fósforo a la masa fundida. Para aplicaciones estándar de aleaciones de aluminio, este nivel de contaminación es tolerable. Para aplicaciones de alta pureza, grado CE y aeroespaciales, incluso las pequeñas adiciones de fósforo procedentes de la filtración superan las tolerancias de calidad.
2: ¿Cómo puedo comprobar que un filtro está realmente libre de fosfatos y no sólo etiquetado como tal?
El único método de verificación fiable es el análisis químico del material filtrante. Solicite un informe de análisis ICP-OES (Espectrometría de Emisión Óptica de Plasma Acoplado Inductivamente) del contenido de fósforo de cada lote de producción. Un filtro genuinamente libre de fosfatos mostrará un contenido de fósforo inferior a 0,005% (50 ppm) en el material cerámico. Los filtros con contenido residual de aglutinante de fosfato mostrarán típicamente 0,3-1,5% de fósforo dependiendo de la carga de aglutinante. La medición de fósforo en el nivel de 50 ppm está dentro de la capacidad rutinaria de ICP-OES y no debería requerir pruebas especializadas. En AdTech, proporcionamos certificados de análisis ICP con cada envío de filtro como un elemento de documentación estándar, no como una solicitud especial.
3: ¿Pueden utilizarse los filtros sin fosfatos como sustitutos directos de los filtros estándar con fosfatos?
En la mayoría de los casos, sí: los filtros de espuma cerámica de alúmina sin fosfatos se fabrican con las mismas normas dimensionales y clasificaciones de PPI que los filtros estándar con fosfatos, y se instalan y funcionan en las mismas cajas de filtros utilizando los mismos procedimientos. Las características de flujo metálico (pérdida de carga en relación con el caudal) de los filtros sin fosfatos son comparables a las de los filtros estándar con índices de PPI y dimensiones equivalentes. La principal diferencia operativa es que los filtros sin fosfatos pueden requerir protocolos de precalentamiento ligeramente diferentes si el sistema aglutinante alternativo afecta a las características de expansión térmica del filtro. Consulte los datos técnicos del proveedor específico para cualquier modificación del protocolo de precalentamiento. Según nuestra experiencia en AdTech, los clientes que pasan de filtros con aglutinante de fosfato a nuestros filtros sin fosfato han podido utilizar las cajas de filtro, el equipo de precalentamiento y los procedimientos operativos existentes sin modificaciones en la mayoría de los casos.
4: ¿Cuál es la captación de fósforo esperada de un filtro sin fosfatos en uso de producción?
Basándonos en nuestras propias mediciones de producción en las instalaciones de los clientes de AdTech y en investigaciones metalúrgicas publicadas, la captación de fósforo de los filtros de espuma cerámica de alúmina sin fosfatos está por debajo del límite de detección del análisis ICP-OES estándar del aluminio fundido, normalmente por debajo de 0,05 ppm en el metal filtrado. Esto contrasta con la captación de 1,0-3,0 ppm de fósforo de los filtros estándar con fosfato en condiciones equivalentes. A efectos prácticos, los filtros sin fosfatos no aportan fósforo mensurable a la masa fundida de aluminio, razón por la cual se especifican para aplicaciones con requisitos estrictos de control del fósforo.
5: ¿Los filtros sin fosfatos tienen menor resistencia mecánica que los filtros con fosfatos?
Esta es una preocupación común que nuestros datos técnicos no apoyan. Cuando el sistema aglutinante alternativo se formula correctamente y el proceso de sinterización se optimiza adecuadamente, los filtros sin fosfatos alcanzan valores de resistencia a la compresión que cumplen o superan los de productos comparables aglutinados con fosfatos. Nuestros filtros sin fosfatos AdTech tienen unas especificaciones de resistencia a la compresión de ≥0,8 MPa para las calidades de 30 ppi y ≥1,0 MPa para las calidades de 20 ppi, lo que se ajusta a las normas de la industria para los productos ligados con fosfatos. Los productos sin fosfatos de menor calidad -en particular los que no se han optimizado para el sistema aglutinante específico- pueden mostrar una resistencia inferior, que es una de las razones por las que hacemos hincapié en la verificación de la resistencia por parte de terceros a la hora de calificar a nuevos proveedores.
6: ¿Son más caros los filtros sin fosfatos y cómo justifico la diferencia de coste?
Los filtros de espuma cerámica de alúmina sin fosfato suelen costar 15-35% más que los productos equivalentes con aglutinante de fosfato, en función del tamaño del filtro, la clasificación PPI y el volumen del pedido. La diferencia de coste refleja el mayor coste del sol de alúmina coloidal u otros sistemas aglutinantes alternativos en comparación con el fosfato de aluminio, y el control más exigente del proceso de fabricación necesario para lograr una resistencia adecuada sin un aglutinante de fosfato. La justificación de la prima es sencilla en aplicaciones con especificaciones claras sobre el fósforo: un solo lote de fundición rechazado por no ser conforme con el fósforo suele costar más que todo el coste del filtro de la tirada de producción. Para la producción de alambrón de grado CE, la mejora de la conductividad derivada de la eliminación de la captación de fósforo derivada de la filtración tiene un valor económico cuantificable en los mercados de conductividad premium. Para los proveedores del sector aeroespacial, el coste de un informe de no conformidad o de una auditoría de calidad del proveedor provocada por un caso de contaminación supera con creces cualquier diferencia de coste del filtro.
7: ¿Qué aleaciones son más sensibles a la contaminación por fósforo de los filtros de espuma cerámica?
Las aleaciones más sensibles a la contaminación por fósforo derivada de la filtración se dividen en tres categorías. En primer lugar, las aleaciones conductoras eléctricas (1350, 1370), en las que el fósforo reduce la conductividad eléctrica y el presupuesto total de impurezas permitido es muy ajustado. En segundo lugar, el aluminio de gran pureza (calidades 4N, 5N), en el que el presupuesto total de fósforo de todas las fuentes puede ser de sólo 1-5 ppm. En tercer lugar, las aleaciones de aluminio-silicio en las que el fósforo modifica la morfología del silicio, ya sea intencionadamente en aleaciones hipereutécticas (en las que la adición controlada de fósforo se utiliza para el refinamiento del silicio) o involuntariamente en aleaciones hipoeutécticas y eutécticas en las que la captación de fósforo crea un efecto metalúrgico incontrolado e indeseable. Para las aleaciones estándar 3xxx, 6xxx y la mayoría de las 7xxx en aplicaciones comerciales, los filtros estándar con fosfato suelen ser aceptables.
8: ¿Pueden utilizarse filtros de espuma cerámica sin fosfatos con todas las aleaciones de aluminio habituales, incluidas las aleaciones con alto contenido en magnesio?
Sí, los filtros de espuma cerámica de alúmina sin fosfatos son químicamente compatibles con todas las aleaciones de aluminio estándar, incluidas las aleaciones con alto contenido de magnesio (serie 5xxx con Mg hasta 5%). El material del filtro (Al₂O₃ con una pureza ≥99%) no reacciona desfavorablemente con el magnesio a las temperaturas típicas de fundición del aluminio. Sin embargo, las aleaciones con alto contenido en magnesio generan inclusiones de MgO y espinela (MgAl₂O₄) más fácilmente que las aleaciones con bajo contenido en magnesio, lo que puede aumentar la carga de inclusión en el filtro y acortar la vida útil efectiva de la campaña. Para las aleaciones con alto contenido en magnesio, recomendamos utilizar una clasificación PPI más gruesa que la que podría seleccionarse para una aleación comparable con bajo contenido en magnesio (por ejemplo, 30 ppi en lugar de 40 ppi) para evitar el bloqueo prematuro del filtro debido a la mayor carga de inclusión. Póngase en contacto con AdTech para obtener recomendaciones de selección de filtros específicos para cada aleación.
9: ¿Cómo deben almacenarse los filtros de espuma cerámica sin fosfatos antes de su uso?
Los filtros de espuma cerámica de alúmina sin fosfatos deben almacenarse en condiciones secas, protegidos de la humedad y de los impactos físicos. Almacenar en el embalaje original en estanterías planas o palés. No apilar las cajas de filtros a más de cuatro alturas sin un soporte rígido intermedio, ya que el peso de las cajas superiores puede agrietar los filtros inferiores. Mantener alejado de fuentes de agua - aunque la cerámica en sí no se ve afectada por el agua, la humedad que se absorbe en la estructura del filtro debe secarse completamente durante el precalentamiento antes del contacto con el metal para evitar la generación de vapor dentro de los poros del filtro, que puede fracturarlo. Almacenar en condiciones de temperatura ambiente (5-40°C); el frío extremo no daña los filtros pero puede hacer que el embalaje protector se vuelva quebradizo y aumente el riesgo de daños por manipulación. La vida útil en condiciones de almacenamiento adecuadas es indefinida - el material cerámico no se degrada con el tiempo.
10: ¿Qué documentos de calidad debo recibir con un envío de filtros de espuma cerámica sin fosfatos?
Un paquete completo de documentación de calidad para filtros de espuma cerámica de alúmina sin fosfatos debe incluir: certificado de conformidad que confirme que el producto cumple las especificaciones del pedido; informe de análisis ICP-OES que muestre el contenido de fósforo (e idealmente un panel completo de oligoelementos) para el lote de producción; análisis de composición XRF que muestre la pureza del Al₂O₃; informe de la prueba de resistencia a la compresión según ASTM C133 o equivalente; registros de inspección dimensional que confirmen que el tamaño del filtro está dentro de la tolerancia; declaración de conformidad REACH (para compras en la UE); hoja de datos de seguridad (SDS) actual; y número de lote y registros de trazabilidad que vinculen el envío con los registros de producción. Para aplicaciones aeroespaciales u otras altamente reguladas, solicite además certificados de materias primas para los componentes de alúmina y aglutinantes, registros de cocción que confirmen el perfil de temperatura de sinterización y cualquier informe de verificación de laboratorio de terceros. AdTech proporciona toda la documentación estándar automáticamente con cada envío comercial y puede proporcionar paquetes de documentación ampliados para aplicaciones reguladas previa solicitud.
Resumen: Tomar la decisión correcta sobre la especificación del filtro
La decisión de especificar filtros de espuma cerámica de alúmina sin fosfatos no es una cuestión de preferencia o lealtad al proveedor, sino una decisión de calidad basada en criterios técnicos que debe tomarse en función de la sensibilidad al fósforo de la aleación que se está fundiendo y de los requisitos de la aplicación posterior.
Para el aluminio de grado CE, el aluminio de alta pureza, la palanquilla aeroespacial y cualquier aplicación con una especificación máxima de fósforo definida, los filtros sin fosfatos son la especificación correcta. La prima de coste es real y modesta, y el beneficio de calidad - eliminación completa de una fuente controlable de contaminación por fósforo del proceso de fundición - es sustancial, medible y permanente.
Para aplicaciones de fundición de aluminio básicas con amplias especificaciones de impurezas y sin requisitos de rendimiento eléctrico o ultralimpio posteriores, los filtros estándar con aglutinante de fosfato proporcionan un rendimiento adecuado a un coste inferior y deberían utilizarse.
En AdTech, fabricamos filtros de espuma cerámica de alúmina sin fosfatos específicamente porque nuestra base de clientes de fundición de aluminio -en particular en la producción de varillas de grado EC, palanquilla de aluminio para aplicaciones aeroespaciales y aluminio de alta pureza- requiere este nivel de control químico en su tecnología de filtración. Nuestros filtros están respaldados por una completa documentación química de lotes, soporte de ingeniería de aplicaciones y un equipo técnico directo disponible para ayudar con la selección de PPI, la revisión del diseño de la caja del filtro y la optimización operativa.
Para obtener muestras de filtros sin fosfatos, hojas de datos técnicos o recomendaciones para aplicaciones específicas, póngase en contacto con el equipo técnico de ventas de AdTech e indíquenos las especificaciones de su aleación, el rendimiento de la colada y los detalles del sistema de filtración actual.



