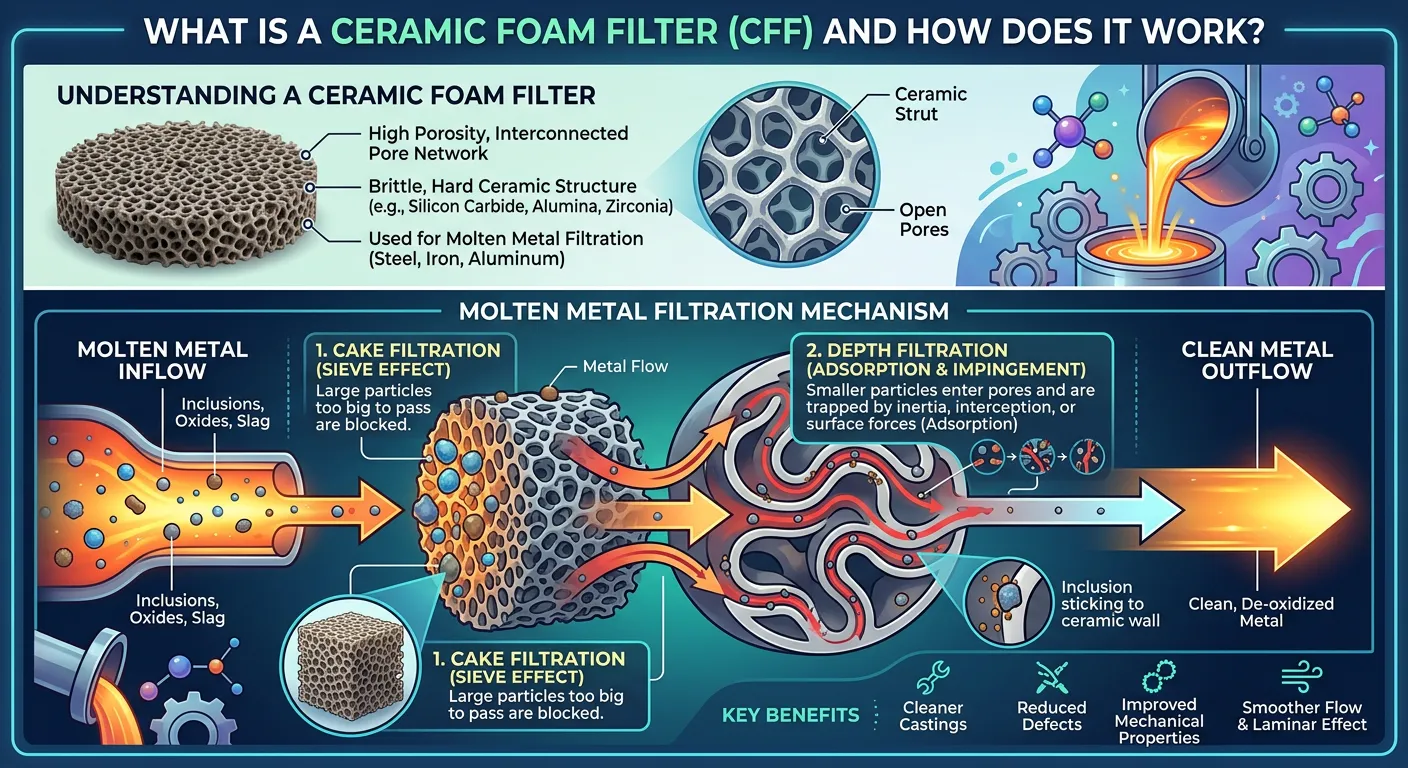
A مرشح رغوة السيراميك (CFF) هو عبارة عن هيكل شبكي مسامي ثلاثي الأبعاد مصنوع من مواد خزفية متطورة - الأكثر شيوعًا الألومينا أو كربيد السيليكون أو الزركونيا أو المغنيسيا - مصمم خصيصًا لإزالة الشوائب غير المعدنية والجسيمات الصلبة والغازات المحتبسة من المعدن المنصهر أثناء عملية الصب. يعمل المرشح عن طريق دفع المعدن السائل من خلال شبكة مترابطة من مسارات التدفق المتعرجة، والتقاط الشوائب من خلال مزيج من الغربلة الميكانيكية والالتصاق الفيزيائي وآليات ترشيح الكعكة. والنتيجة هي مصبوبات أنظف وأعلى تكاملاً مع تقليل المسامية بشكل كبير وتحسين تشطيب السطح وتحسين الخواص الميكانيكية.
إذا كان مشروعك يتطلب استخدام مرشح رغوة السيراميك، يمكنك اتصل بنا للحصول على عرض أسعار مجاني.
من الناحية العملية، تُعد مرشحات الرغوة الخزفية واحدة من أكثر أدوات تحسين الجودة فعالية من حيث التكلفة المتاحة في عمليات السبك والمسبك الحديثة. لقد قمنا بتقييم أنظمة الترشيح عبر خطوط صب الألومنيوم والحديد والصلب وسبائك النحاس، والدليل ثابت: دمج مرشحات الرغوة الخزفية المختارة بشكل صحيح في نظام البوابات يقلل من معدلات الخردة المرتبطة بالتضمين بنسبة 40-80% مع تحسين قوة الشد والاستطالة وعمر التعب للصب النهائي. بالنسبة للصناعات التي تترجم فيها عيوب الصب مباشرةً إلى أعطال ميدانية - مكونات الطيران، وقطع غيار سلامة السيارات، والصمامات ذات الضغط الحرج - فإن تحسين الأداء هذا ليس اختياريًا.
ما هو فلتر رغوة السيراميك وكيف يعمل؟
يحتل مرشح الرغوة الخزفية موقعًا فريدًا في تكنولوجيا الصب لأن هيكله يختلف اختلافًا جوهريًا عن وسائط الترشيح التقليدية. فبدلاً من الشبكة المسطحة أو الصفيحة المثقبة البسيطة، يتكون مرشح الرغوة الخزفية من بنية رغوة مفتوحة الخلية - شبكة متواصلة من الدعامات الخزفية المحيطة بالفراغات الكروية المترابطة - التي تحاكي هندسة قالب رغوة البولي يوريثان قبل الحرق.
آليات الترشيح الثلاث في العمل
يتطلب فهم كيفية التقاط مرشحات الرغوة الخزفية للشوائب فعليًا النظر إلى ثلاث آليات متزامنة:
النخل الميكانيكي (استبعاد الحجم):
يتم انسداد الشوائب الأكبر من فتحة مسام المرشح فيزيائيًا عند وجه المرشح، مما يشكل كعكة مرشح تصبح هي نفسها أكثر فعالية تدريجيًا مع استمرار تدفق المعدن. وهذه هي الآلية الأكثر وضوحًا وتنطبق في المقام الأول على الشوائب الأكبر حجمًا (فوق 50-100 ميكرون).
ترشيح المسار المتعرج (ترشيح العمق):
هذا هو المكان الذي تتفوق فيه مرشحات الرغوة الخزفية على الشاشات الشبكية البسيطة. يجبر مسار التدفق غير المنتظم ثلاثي الأبعاد المعدن المنصهر على تغيير اتجاهه بشكل متكرر أثناء مروره عبر هيكل الرغوة. ويزيد كل تغيير في الاتجاه من احتمالية تلامس جسيمات الشوائب لسطح الدعامة الخزفية والتصاقها به. يتم التقاط شوائب صغيرة تصل إلى 10-20 ميكرون من خلال هذه الآلية حتى عندما تكون أصغر من فتحة المسام الاسمية.
الالتصاق القائم على قابلية البلل:
تعزز كيمياء سطح السيراميك لمادة المرشح التصاق أنواع محددة من الشوائب. على سبيل المثال، تلتصق شوائب الألومينا في ذوبان الألومنيوم، على سبيل المثال، بشكل تفضيلي بأسطح المرشحات القائمة على الألومينا. ويعد هذا التقارب الكيميائي بين ركيزة المرشح ونوع التضمين سببًا رئيسيًا في أهمية اختيار المواد بما يتجاوز التوافق مع درجة الحرارة.
سلوك التدفق عبر المرشح
عندما يلامس المعدن المنصهر واجهة المرشح لأول مرة، تكون هناك فترة تمهيد قصيرة يتغلب خلالها المعدن على التوتر السطحي ويبدأ في تبليل الدعامات الخزفية. وبمجرد إنشاء التدفق، يتبع انخفاض الضغط عبر المرشح علاقة دارسي معدلة:
ΔP = (μ × L × v) / k
حيث ΔP هو انخفاض الضغط، وμ هي لزوجة الذوبان، وL هي سمك المرشح، وv هي سرعة التدفق، وk هي ثابت النفاذية لرتبة المرشح المحددة. من الناحية العملية للمسبكات، يعني هذا أن وضع المرشح في نظام البوابات يجب أن يأخذ في الحسبان الضغط المعدني المتاح لدفع المعدن عبر المرشح - يؤدي عدم كفاية ضغط الرأس إلى ملء غير كامل أو تصلب سابق لأوانه.
عملية التصنيع: كيفية صنع فلاتر رغوة السيراميك
يتبع إنتاج مرشحات رغوة السيراميك عملية تسمى طريقة النسخ المتماثل (أو طريقة التشريب برغوة البوليمر)، التي طورها لأول مرة وحصل على براءة اختراع من قبل شوارتزوالدر وسومرز في عام 1963. ولا يزال نهج التصنيع هذا هو معيار الصناعة بعد مرور أكثر من ستة عقود، مع إدخال تحسينات كبيرة في كيمياء الملاط وأنظمة الربط والتحكم في الحرق.
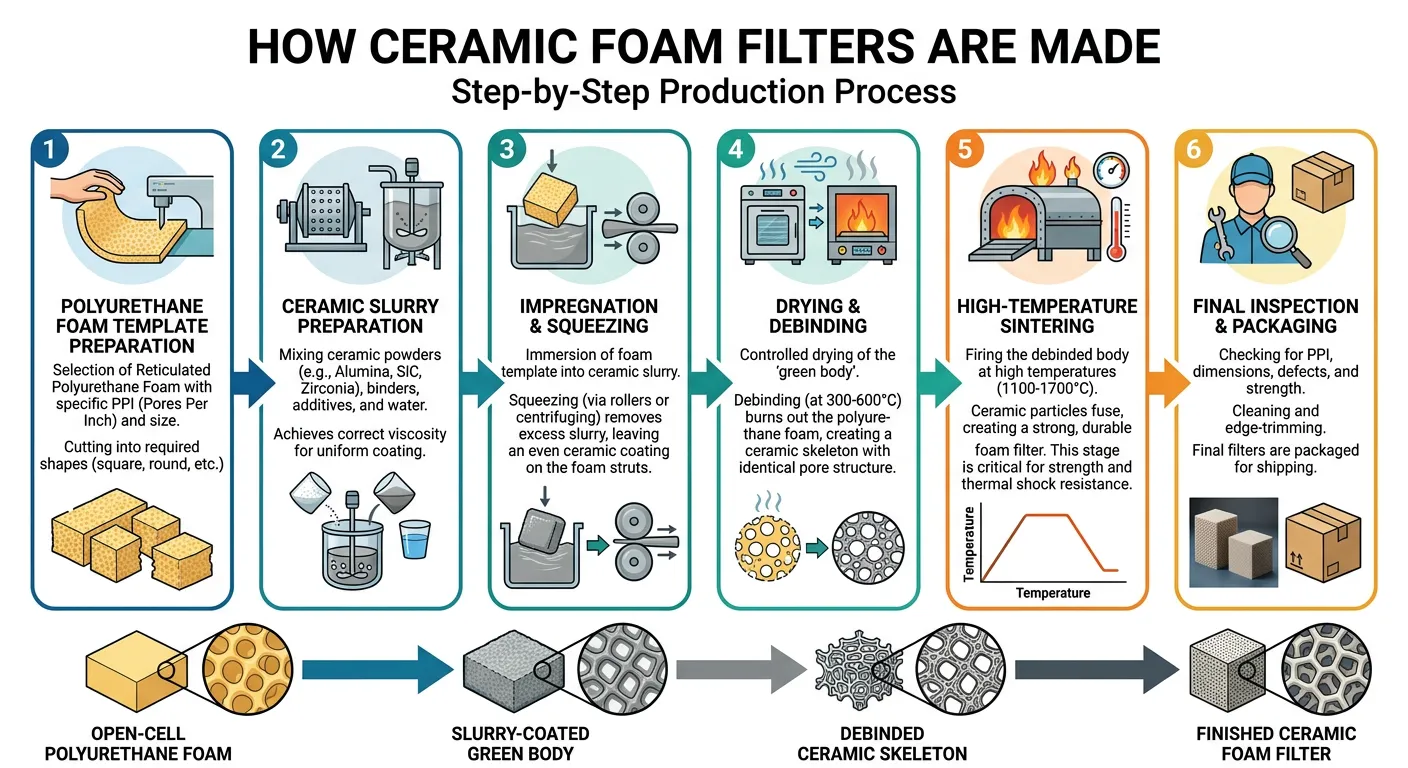
المرحلة 1: تحضير قالب رغوة البوليمر الرغوية
يتم قطع رغوة البولي يوريثان مفتوحة الخلية بكثافة المسام المطلوبة (تقاس بوحدة PPI - المسام في البوصة) بالأبعاد المطلوبة. يتم فحص قالب الرغوة للتأكد من التوزيع المنتظم للخلية وعدم وجود مسام مغلقة، والتي من شأنها أن تمنع تدفق المعادن في المنتج النهائي.
المرحلة 2: تحضير الملاط الخزفي
يتم تركيب ملاط السيراميك من:
- المواد الخام الخزفية الأولية (الألومينا، SiC، الزركونيا، إلخ) في شكل مسحوق ناعم.
- السيليكا الغروية أو الألومينا سول أو مادة رابطة للفوسفات.
- معدِّلات الريولوجيا (البنتونيت، مكثفات عضوية)
- عوامل مضادة للرغوة.
- ماء أو ناقل مذيب عضوي.
يتم التحكم في لزوجة الملاط بدقة - عادةً ما تكون 1000-3000 سنتيمتر مكعب للتشريب - لضمان تغطية كاملة للخلية دون سد فتحات المسام.
المرحلة 3: التشريب والطلاء بالضغط
يتم غمر قالب رغوة البولي يوريثان في ملاط السيراميك ويتم عصره يدويًا أو ميكانيكيًا لضمان اختراق كامل للملاط في جميع الخلايا. تتم إزالة الملاط الزائد من خلال لفات ضغط مضبوطة لتحقيق وزن الطلاء المستهدف والحفاظ على قنوات المسام المفتوحة.
المرحلة 4: التجفيف
يتم تجفيف الرغوة المشبعة عند درجة حرارة 80-150 درجة مئوية لإزالة الماء الحر وتطوير قوة خضراء كافية للمناولة. يجب التحكم في التجفيف لمنع التشقق الناتج عن ضغوط الانكماش التفاضلي.
المرحلة 5: حرق الاحتراق (400-600 درجة مئوية)
يحترق قالب رغوة البولي يوريثان تمامًا خلال هذه المرحلة، تاركًا وراءه الهيكل الخزفي. هذه مرحلة حرجة - إذا أدى الاحتراق العضوي إلى توليد ضغط غاز داخلي مفرط، فقد تتشقق الدعامات الخزفية قبل أن يتم توحيد الهيكل. تستخدم الأفران الحديثة جوًا مضبوطًا ومعدلات تسخين بطيئة خلال هذا النطاق.
المرحلة 6: التلبيد (1200-1650 درجة مئوية)
يعمل التلبيد النهائي على تكثيف دعامات السيراميك وتطوير القوة الميكانيكية وتأسيس كيمياء السطح المسؤولة عن التصاق التضمين. تتوافق درجة حرارة التلبيد القصوى مع نظام السيراميك المحدد:
| مادة السيراميك | نطاق درجة حرارة التلبيد |
|---|---|
| الألومينا (Al₂O₃) | 1450-1600°C |
| كربيد السيليكون (SiC) | 1900-2100 درجة مئوية (مع مساعدات التلبيد) |
| زركونيا (ZrO₂) | 1400-1550°C |
| المغنيسيا (MgO) | 1550-1650°C |
| ألومينا-سيليكا (موليت) | 1350-1500°C |
المرحلة 7: فحص الجودة والفرز
يخضع كل مرشح للفحص البصري وقياس الأبعاد والتحقق من الوزن. وتشمل فحوصات الجودة الحرجة ما يلي:
- اتساق توزيع حجم المسام.
- عدم وجود تشققات أو مسام مغلقة.
- اكتمال طلاء السطح.
- التفاوتات في الأبعاد (عادةً ± 2 مم على الطول/العرض، ± 1 مم على السُمك)
أنواع مرشحات رغوة السيراميك حسب المادة
اختيار المواد هو القرار الأول والأكثر أهمية في مواصفات مرشح رغوة السيراميك. فكل نظام سيراميك له نطاق درجة حرارة تشغيل مميز، وخصائص توافق كيميائي، وخصائص كفاءة الترشيح.

مرشحات رغوة الألومينا الخزفية
مرشحات رغوة الألومينا (Al₂O₃) الخزفية هي النوع الأكثر إنتاجًا واستخدامًا على مستوى العالم، حيث تمثل ما يقدر بـ 60-701 تيرابايت 3 تيرابايت من إجمالي استهلاك مرشحات الرغوة الخزفية. وتنبع هيمنتها من مزيج ممتاز من التكلفة والأداء في درجات الحرارة والتوافق الكيميائي مع غالبية عمليات صب المعادن غير الحديدية.
التطبيقات الأساسية: صب سبائك الألومنيوم، صب سبائك النحاس، صب البرونز
الخصائص الرئيسية:
- درجة حرارة الخدمة القصوى: 1100 درجة مئوية (لاستخدام الألومنيوم)، مع درجات عالية النقاء تصل إلى 1700 درجة مئوية.
- مقاومة كيميائية ممتازة للألومنيوم المنصهر وشوائب أكسيده.
- التقارب الطبيعي للشوائب من نوع الألومينا (العيب الأكثر شيوعًا في مصبوبات الألومنيوم).
- متوفر في نطاق 10-60 PPI
مرشحات الرغوة الخزفية المصنوعة من كربيد السيليكون (SiC)
تتميز فلاتر كربيد السيليكون عن الفلاتر القائمة على الأكسيد من خلال توصيلها الحراري الاستثنائي - أعلى بنحو 10 مرات من الألومينا - ومقاومة الصدمات الحرارية المتميزة. هذه الخصائص تجعل من كربيد السيليكون المادة المفضلة للحديد وبعض تطبيقات صب الفولاذ حيث تواجه الكتلة الحرارية والتغيرات السريعة في درجات الحرارة.
التطبيقات الأساسية: الحديد الرمادي وحديد الدكتايل وحديد الدكتايل والحديد القابل للطرق المصبوب.
الخصائص الرئيسية:
- درجة الحرارة القصوى للخدمة: 1500°C.
- الموصلية الحرارية: 15-25 واط/م كلفن (مقابل 2-5 واط/م كلفن للألومينا).
- مقاومة فائقة للصدمات الحرارية تقلل من مخاطر التشقق أثناء صب المعدن.
- تقاوم كيمياء سطح SiC التصاق أكسيد الحديد المتضمن (مهم لفصل الحديد النظيف).
فلاتر زركونيا سيراميك الرغوة السيراميكية
تمثل فلاتر Zirconia (ZrO₂) الفئة الممتازة من الترشيح بالرغوة الخزفية، المصممة خصيصًا للبيئات الأكثر تطلبًا في درجات الحرارة العالية والبيئات الأكثر عدوانية كيميائيًا التي تواجهها في صب الصلب ومعالجة السبائك المتخصصة.
التطبيقات الأساسية: سبك الصلب، وسبك السبائك الفائقة المصنوعة من النيكل، والسبائك المتخصصة عالية الحرارة.
الخصائص الرئيسية:
- درجة الحرارة القصوى للخدمة: 1760°C+.
- مقاومة كيميائية استثنائية لخبث الصلب المنصهر وشوائب أكسيد الصلب.
- توصيل حراري منخفض (يساعد في الحفاظ على درجة حرارة المعدن أثناء الترشيح)
- أعلى تكلفة بين أنواع فلاتر رغوة السيراميك القياسية.
مرشحات الرغوة الخزفية المغنيسيا (MgO)
المرشحات القائمة على المغنيسيا هي فئة منتجات متخصصة، مخصصة في المقام الأول لتطبيقات صب الصلب حيث يمكن أن تهاجم كيمياء الخبث الأساسية مواد الترشيح المحتوية على الألومينا أو السيليكا.
التطبيقات الأساسية: سبك الصلب مع ظروف الخبث الأساسية، وسبائك الحديد المتخصصة
الخصائص الرئيسية:
- درجة الحرارة القصوى للخدمة: 1750°C.
- الطابع الكيميائي الأساسي يقاوم الهجوم من الخبث الأساسي.
- كثافة أعلى من خيارات الألومينا والزركونيا.
- توافر محدود مقارنة بالأنواع الأخرى.

فلاتر رغوة الألومينا-سيليكا (موليت-طور المولايت) الخزفية
توفر المرشحات ذات الطور الموليت حلاً وسطاً من حيث التكلفة والأداء بين درجات الألومينا النقية ودرجات الألومينا العالية. وتوفر المرحلة البلورية الموليتية (3Al₂O₃-2SiO₂) مقاومة جيدة للصدمات الحرارية وقدرة مفيدة في درجات الحرارة بتكلفة معتدلة.
التطبيقات الأساسية: صب سبائك الألومنيوم ذات درجة الحرارة المتوسطة، وسبائك النحاس، وبعض تطبيقات الحديد الخفيف
جدول ملخص اختيار المواد
| مادة التصفية | درجة الحرارة القصوى للخدمة | المعدن الأساسي | الطابع الكيميائي | التكلفة النسبية |
|---|---|---|---|---|
| الألومينا (Al₂O₃) | 1100-1700°C | ألومنيوم، نحاس | محايد-حمضي-محايد | منخفضة-متوسطة |
| كربيد السيليكون (SiC) | 1500°C | الحديد الرمادي، حديد الدكتايل | محايد | متوسط |
| زركونيا (ZrO₂) | 1760°C+ | الصلب، السبائك الفائقة | محايد-أساسي | عالية |
| المغنيسيا (MgO) | 1750°C | الصلب (الخبث الأساسي) | الأساسيات | متوسط-عالي |
| الموليت (Al₂O₃O₃-SiO₂) | 1400°C | الألومنيوم والنحاس والحديد الخفيف | محايد | منخفضة |
| الإسبنيل (MgAl₂O₄O₄) | 1700°C | الفولاذ، سبائك النيكل | محايد | عالية |
تصنيفات حجم المسام (PPI) وما تعنيه
PPI - المسام في البوصة - هي معلمة المواصفات الأساسية التي تحدد كفاءة الترشيح، ومقاومة التدفق، وقدرة الاحتفاظ بالمعادن لمرشح الرغوة الخزفية. يعد فهم اختيار PPI أمرًا أساسيًا لتحسين أداء المرشح في أي تطبيق صب.
كيفية قياس مؤشر أسعار المنتجين وتعريفه
يشير PPI إلى عدد المسام (الخلايا) التي يتم حسابها على طول بوصة خطية من المقطع العرضي للمرشح. يحتوي مرشح 10 PPI على 10 خلايا تقريبًا في البوصة الواحدة، مما يعطي قنوات مسام كبيرة ومفتوحة نسبيًا. يحتوي مرشح 30 PPI على ما يقرب من 30 خلية لكل بوصة - فتحات مسام أصغر بكثير مع معدل التقاط أكبر للتضمين ومقاومة تدفق أعلى.
من الناحية العملية، فإن التوزيع الفعلي لحجم المسام داخل المرشح الواحد ليس موحدًا تمامًا. فمعظم المرشحات المنتجة تجاريًا لديها تباين في حجم الخلية ±15-20% في حجم الخلية عبر وجه المرشح، وهو أمر طبيعي ومقبول. تتطلب المرشحات ذات التوزيع الأكثر إحكامًا لحجم الخلية علاوة للتطبيقات الحرجة.

مقارنة أداء تقييم أداء مؤشر أسعار المنتجين
| تصنيف PPI | حجم المسام التقريبي | كفاءة الترشيح | مقاومة التدفق | أفضل تطبيق |
|---|---|---|---|---|
| 10 PPI | 2.5 - 3.0 مم | أقل (شوائب خشنة فقط) | منخفضة جداً | معدل تدفق عالي، مصبوبات كبيرة |
| 20 PPI 20 | 1.2-1.5 مم | معتدل | منخفضة | أغراض عامة، قطع غيار السيارات |
| 25 مؤشر أسعار المنتجين | 0.9-1.1 مم | جيد | معتدل | المسبوكات الهيكلية من الألومنيوم |
| 30 PPI 30 | 0.7-0.9 مم | عالية | متوسط-عالي | الأجزاء الفضائية الجوية والفضائية الضاغطة |
| 40 PPI 40 | 0.5 - 0.7 مم | عالية جداً | عالية | المسبوكات الحرجة، الطبية |
| 50 PPI | 0.4 - 0.55 مم | الحد الأقصى | عالية جداً | سبائك فائقة النقاء، معدن فائق النقاء |
| 60 PPI | 0.3-0.4 مم | الحد الأقصى | مرتفع للغاية | الأبحاث والتطبيقات المتخصصة |
اختيار مؤشر أسعار المنتجين: إطار القرار العملي
يتضمن الاختيار الأمثل لمؤشر أسعار المنتجين الموازنة بين ثلاثة متطلبات متنافسة:
1. مستوى النظافة المطلوب: تدفع متطلبات النظافة الأعلى نحو تصنيفات PPI أعلى. قد تحدد مصبوبات الفضاء الجوي 30-40 PPI، في حين أن المسبوكات الصناعية العامة قد تستخدم 20 PPI بشكل كافٍ.
2. الضغط الميتالوستاتيكي المتاح: ارتفاع PPI يعني مقاومة تدفق أعلى. يجب أن يكون ضغط الرأس المتاح في نظام البوابات كافياً لملء تجويف القالب قبل بدء التصلب. نقوم بحساب الحد الأدنى للرأس المطلوب بناءً على أبعاد المرشح المحددة وتصنيف PPI قبل وضع المواصفات النهائية للمرشح.
3. متطلبات معدل التدفق المعدني: تتطلب المسبوكات الكبيرة ذات المقاطع الرقيقة معدلات تدفق عالية. يمكن أن يؤدي تحديد معدل PPI مرتفع للغاية إلى تجويع القالب من المعدن، مما يتسبب في حدوث أخطاء في التدفق وإغلاق بارد - وهي عيوب أسوأ من بعض الشوائب.
خصائص الأداء الرئيسية والمواصفات الفنية
عند تحديد مصادر مرشحات رغوة السيراميك، تحتاج فرق المشتريات والمهندسون إلى تقييم مجموعة موحدة من الخصائص التقنية. وفيما يلي أهم هذه الخصائص ولماذا:
الخواص الحرارية
مقاومة الصدمات الحرارية:
يتم التعبير عنه بعدد دورات الصدمة الحرارية التي يتحملها المرشح دون أن يتشقق في ظروف اختبار موحدة (عادةً من درجة حرارة الغرفة إلى 1000 درجة مئوية من الغمر السريع). تحقق مرشحات SiC بشكل عام أكثر من 5-10 دورات؛ مرشحات الألومينا عادةً 3-6 دورات. تؤدي المقاومة الضعيفة للصدمات الحرارية إلى تشقق المرشح أثناء الصب، مما يؤدي إلى إطلاق شظايا السيراميك في الذوبان - وهو أسوأ بكثير من عدم وجود ترشيح على الإطلاق.
درجة الحرارة القصوى للخدمة:
الحد الأعلى لدرجة الحرارة التي يحافظ عندها المرشح على السلامة الهيكلية ولا يلوث الذوبان من خلال الذوبان أو التحلل. تحقق دائمًا من ذلك في مقابل درجة حرارة الصب القصوى للسبائك المحددة، مع هامش أمان أدنى يبلغ 50 درجة مئوية.
التوصيل الحراري:
الموصلية الحرارية العالية (مرشحات SiC) تقلل من فقدان درجة الحرارة في المعدن الذي يمر عبر المرشح. تعمل الموصلية الحرارية المنخفضة (الزركونيا) كعازل حراري، مما يحافظ على درجة حرارة المعدن في منطقة المرشح ولكن من المحتمل أن يسرع التصلب في وجه المرشح.
الخواص الميكانيكية
| الممتلكات | طريقة الاختبار | النطاق النموذجي | الأهمية |
|---|---|---|---|
| قوة الانضغاط على البارد | ASTM C133 | 0.5-2.5 ميجا باسكال | مقاومة المناولة والتركيب |
| معامل التمزق الساخن | ASTM C583 | 0.3-1.5 ميجا باسكال | السلامة الهيكلية أثناء الصب |
| الكثافة السائبة | ISO 5017 | 0.25 - 0.45 جم/سم مكعب | مؤشر المسامية غير المباشر |
| المسامية الكلية | طريقة أرخميدس | 75-90% | مسامية أعلى = معدل تدفق أعلى |
| مساحة السطح المحددة | طريقة BET | 0.3 - 1.5 متر مربع/غرام | التأثيرات منطقة التقاط التأثيرات |
خصائص أداء الترشيح
كفاءة الترشيح (FE):
النسبة المئوية للشوائب التي تمت إزالتها من عينة معدنية تمر عبر المرشح مقارنةً بمرشح مرجعي غير مرشح. تقاس من خلال التحليل الميتالوغرافي لقيمة K (اختبار الضغط المخفض) أو تحليل PoDFA (ما قبل الترشيح وبعد الترشيح).
الضغط التمهيدي:
الحد الأدنى للضغط الاستاتيكي المعدني المطلوب لبدء تدفق المعدن عبر المرشح. يجب تجاوز هذه القيمة في تصميم نظام البوابات. القيم النموذجية: 50-150 مم من رأس المعدن، اعتمادًا على PPI والتوتر السطحي المعدني.
سعة تخزين المعادن:
الحد الأقصى لكتلة الشوائب التي يمكن للمرشح التقاطها قبل أن تصبح مسدودة بالكامل. يعبر عنها بالجرام من الشوائب لكل سنتيمتر مربع من مساحة وجه المرشح.
كيف تحسن مرشحات رغوة السيراميك من جودة الصب
إن العلاقة بين ترشيح رغوة السيراميك وجودة الصب النهائية موثقة جيدًا في الأدبيات المعدنية التي راجعها الأقران ومدعومة بعقود من بيانات إنتاج المسابك. فيما يلي نظرة كمية على ما يقدمه الترشيح بالفعل:
إزالة التضمين وتنظيف المعادن
الشوائب غير المعدنية هي المصدر الأكثر شيوعاً وضرراً لعيوب الصب. وهي تنشأ من مصادر متعددة:
- أغشية الأكسيد: يتكون عندما يلامس المعدن المنصهر الأكسجين أثناء الصب
- منتجات التآكل الحراري: من المغارف والعدّادات والأكمام الصاعدة
- احتباس الخبث: محمولة من فرن الصهر
- خبث جلد معدني متصلب جزئيًا مطويًا في تيار الذوبان
- مركبات بين الفلزات: ترسبت من اختلالات كيمياء السبائك
تقطع مرشحات الرغوة الخزفية نقل هذه الشوائب من نظام البوابات إلى تجويف القالب. تظهر البيانات المنشورة من مصادر متعددة:
| معلمة الصب | بدون فلتر | مع فلتر 30 نقطة لكل بوصة في البوصة | التحسينات |
|---|---|---|---|
| قوة الشد (Al A356) | 215 ميجا باسكال | 248 ميجا باسكال | +15% |
| الاستطالة عند الاستراحة | 4.5% | 7.2% | +60% |
| عمر التعب (دورات حتى الفشل) | 85,000 | 140,000 | +65% |
| جزء مساحة المسامية | 0.8% | 0.2% | -75% |
| عدد الإدراج (لكل سم²) | 12.4 | 2.1 | -83% |
| خشونة السطح (Ra) | 6.3 ميكرومتر | 4.1 ميكرومتر | -35% |
بيانات مجمعة من دراسات صناعة المسابك المنشورة، 2018-2024.
الحد من الاضطراب وتنظيم التدفق
بالإضافة إلى التقاط التضمين، تعمل مرشحات الرغوة الخزفية على تغيير طابع تدفق المعدن الداخل إلى القالب بشكل أساسي. يدخل المعدن غير المفلتر إلى تجويف القالب في تيار مضطرب وفوضوي يحبس الهواء ويطوي أغشية الأكسيد. يقوم المرشح بتحويل هذا التدفق المضطرب إلى تيار صفحي سلس - وهو تحول يمنع تكوين شوائب جديدة في اتجاه مجرى المرشح.
يكون تأثير تخميد الاضطراب هذا في بعض الأحيان أكثر قيمة من إزالة التضمين المباشر، خاصةً في تكوينات الصب ذات التدفق الطويل حيث يكون توليد طبقة الأكسيد أثناء الملء هو آلية العيب السائدة.
فوائد التنظيم الحراري
في تطبيقات صب الحديد على وجه التحديد، تعمل مرشحات الرغوة الخزفية المصنوعة من سيراميك SiC كخزان تسخين مسبق لتيار المعدن. تلامس الكتلة الحرارية العالية والتوصيل الحراري العالي للمرشح لفترة وجيزة وتسخن المعدن الملامس لسطح المرشح الساخن أثناء الصب في حالة الاستقرار، مما يساعد على الحفاظ على ملء القالب قبل بدء التصلب في المقاطع الرقيقة.
التطبيقات الصناعية والاستخدامات الخاصة بالمعادن
صناعة صب الألومنيوم
تُعد صناعة صب الألومنيوم أكبر مستهلك عالمي لمرشحات رغوة السيراميك من حيث الحجم، مدفوعة بالنمو الهائل في مكونات السيارات المصنوعة من الألومنيوم والأجزاء الهيكلية الفضائية. ويتضمن التطبيق النموذجي مرشحات رغوة الألومينا الخزفية عند 20-40 PPI الموضوعة في نظام العداء لأدوات الصب بالجاذبية أو الضغط المنخفض أو الضغط العالي.
عائلات سبائك الألومنيوم الرئيسية المصفاة:
- A356/A357 (المكونات الهيكلية للسيارات)
- 319، 380 سلسلة 380 (كتل المحرك، علب ناقل الحركة)
- السبائك المشغولة من السلسلتين 2xxx و7xxx (قضبان الفضاء الجوي)
- قضبان البثق من سلسلة 6xxx.
فائدة الترشيح المحددة في الألومنيوم: التضمين الأساسي في الألومنيوم هو أكسيد الألومنيوم (Al₂O₃) في أشكال الجسيمات ثنائية الغشاء والجسيمات المشتتة. تشترك مادة مرشح الألومينا في الكيمياء مع هذه الشوائب، مما يعزز الالتصاق التفضيلي وكفاءة الالتقاط العالية.
صب الحديد وحديد الدكتايل
تستخدم مسابك الحديد مرشحات رغوة كربيد السيليكون الخزفية لإدارة شوائب الجرافيت والخبث ونواتج تآكل الرمال. تتطلب درجات حرارة الصب المرتفعة للحديد الرمادي (1300-1400 درجة مئوية) وحديد الدكتايل (1380-1450 درجة مئوية) مقاومة الصدمات الحرارية التي توفرها مرشحات SiC.
تطبيقات في صب الحديد:
- أقراص وأسطوانات فرامل السيارات.
- كتل المحرك ورؤوس الأسطوانات.
- الأنابيب والتجهيزات.
- مكونات المعدات الزراعية.
- علب المضخات وأجسام الصمامات.
صب الفولاذ
يمثل الفولاذ بيئة الترشيح الأكثر تطلبًا: درجات حرارة صب تتراوح بين 1550-1650 درجة مئوية، وخبث مؤكسد عدواني وضغط معدني عالي. مرشحات رغوة سيراميك زركونيا السيراميك هي الخيار القياسي، وغالبًا ما تستخدم مع مقاعد المرشحات الليفية المقاومة للحرارة والسدود الخزفية.
تطبيقات في صب الفولاذ:
- أجزاء التآكل في التعدين (فكي الكسارة، وبطانات المطحنة)
- مكونات السكك الحديدية (العجلات والعربات)
- مكونات أوعية الضغط.
- المضخات الصناعية وأجسام الصمامات.
- مكونات الدفاع والحماية من المقذوفات.
صب النحاس وسبائك النحاس
يتم ترشيح سبائك النحاس بما في ذلك النحاس الأصفر والبرونز وسبائك النحاس والنيكل باستخدام مرشحات الألومينا أو مرشحات رغوة السيراميك الموليت عند درجات حرارة منخفضة نسبيًا (صب 1000-1200 درجة مئوية). يستهدف الترشيح في صب سبائك النحاس على وجه التحديد:
- شوائب رملية من تآكل القالب
- قشور الأكسيد المتكونة أثناء الصب
- منتجات التآكل الحراري
صب سبائك النيكل والتيتانيوم الفائقة الاستثمار
يستخدم قطاع الصب الاستثماري في مجال الفضاء الجوي أفضل تصنيفات PPI (40-60 PPI) مع مرشحات الزركونيا عالية النقاء أو مرشحات رغوة السيراميك الإسبنيل لإنتاج شفرات التوربينات والدوارات ومكونات هيكل الطائرة الهيكلية. وتبرر متطلبات النظافة المطلقة لهذه الأجزاء - حيث يمكن أن يتسبب أي شوائب كبيرة في حدوث فشل كارثي في الإجهاد - استخدام أنظمة الترشيح عالية الأداء المتاحة.

كيفية اختيار مرشح رغوة السيراميك المناسب
يتطلب اختيار مرشح الرغوة الخزفية الأمثل عملية تقييم منظمة بدلاً من البحث البسيط عن المنتج.
الخطوة 1: تحديد معدن الصب ودرجة حرارة الصب
| فئة المعادن | نطاق درجة حرارة الصب | مواد الترشيح الموصى بها |
|---|---|---|
| سبائك الألومنيوم | 680-780°C | الألومينا (Al₂O₃) |
| سبائك النحاس | 1000-1200°C | الألومينا أو الموليت |
| حديد رمادي/حديد قناطر رمادي | 1300-1450°C | كربيد السيليكون (SiC) |
| الكربون/الفولاذ منخفض السبائك | 1550-1620°C | زركونيا (ZrO₂) |
| الفولاذ المقاوم للصدأ | 1580-1650°C | زركونيا (ZrO₂) |
| سبائك النيكل الفائقة | 1400-1550°C | الزركونيا أو الإسبنيل |
| سبائك التيتانيوم | 1650-1700°C | ZrO₂ ZrO₂ المستقر باليتريا |
الخطوة 2: تحديد مستوى الترشيح المطلوب
ضع في اعتبارك متطلبات الاستخدام النهائي للمسبوكات. تحتاج المكونات الفضائية الهيكلية إلى أقصى كفاءة ترشيح (30-40 PPI). يمكن خدمة المسبوكات الصناعية العامة بشكل كافٍ من خلال 20 PPI. قد تستخدم المسبوكات الزخرفية غير الحاملة 10-15 PPI للتحكم في التدفق دون ترشيح قوي.
الخطوة 3: حساب مساحة التصفية المطلوبة
يجب أن تكون مساحة واجهة المرشح كافية لتمرير حجم المعدن المطلوب خلال وقت التعبئة المتاح دون تجاوز سرعة التدفق القصوى المسموح بها. مبدأ توجيهي شائع الاستخدام:
الحد الأدنى لمساحة المرشح (سم²) = كتلة المعدن (كجم) / (زمن التعبئة (ثانية) × عامل معدل التدفق الأقصى)
بالنسبة للألومنيوم المزود بمرشح 20 PPI، يبلغ معدل التدفق الأقصى النموذجي حوالي 0.3-0.5 كجم/سم²/ثانية. إن تصغير حجم المرشح هو خطأ شائع يتسبب في تراكم الضغط الخلفي وسوء ملء القالب وكسر المرشح.
الخطوة 4: تحديد الأبعاد والسماكة
تتبع الأبعاد القياسية لمرشح رغوة السيراميك القياسي المقاسات المتعارف عليها في الصناعة، على الرغم من توفر أحجام مخصصة:
| المقاسات القياسية (مم) | خيارات السماكة (مم) | تطبيق مشترك |
|---|---|---|
| 40 × 40 | 15, 22 | المسبوكات الصغيرة، العدائين |
| 50 × 50 | 15, 22 | الغرض العام |
| 75 × 75 | 15, 22, 25 | المسبوكات المتوسطة |
| 100 × 100 | 22, 25 | السيارات، الهيكلية |
| 150 × 150 | 22, 25 | المسبوكات الحديدية الكبيرة |
| 200 × 200 | 25 | المسبوكات الكبيرة جداً |
| دائرية: Ø40- Ø230 | 15-25 | كتل آبار المغرفة المتخصصة |
التثبيت، وتكامل نظام البوابات، وأفضل الممارسات
التركيب الصحيح لا يقل أهمية عن الاختيار الصحيح للمرشح. فالمرشح عالي الجودة الذي يتم وضعه بشكل غير صحيح في نظام البوابات يقدم أقل بكثير من أدائه المحتمل.
تصميم المقعد المرشح
مقعد المرشح هو التجويف في عمود العداء أو مبيت المرشح المخصص الذي يضع المرشح ويحتفظ به. مبادئ تصميم المقعد الحرجة:
سلامة الختم: يجب أن يستقر المرشح في مقعد يمنع المعدن من الالتفاف حول حواف المرشح. حتى الفجوة التي تبلغ 1 مم بين حافة الفلتر والمقعد تسمح للمعدن بالتجول حول الفلتر، مما يقلل بشكل كبير من كفاءة الترشيح الفعالة. نوصي بأن يكون عمق المقعد 2-3 مم وعرض المقعد 3-5 مم خارج أبعاد الفلتر على كل جانب.
دعم التصفية: يجب أن يوفر العداء السفلي منطقة دعم كافية لمنع انكسار المرشح تحت الضغط الهيدروليكي للتدفق المعدني. الحد الأدنى لملامسة الدعم: 20% من مساحة وجه المرشح.
التنفيس: يجب أن يكون للهواء المحبوس أسفل الفلتر قبل وصول المعدن مسار تنفيس للهروب. بدون تنفيس، فإن الضغط الخلفي من الهواء المحبوس يؤخر تحضير المرشح ويمكن أن يسبب اضطرابًا أثناء مرحلة التعبئة الأولية.
التموضع في نظام البوابات
| موضع التصفية | المزايا | القيود |
|---|---|---|
| قاعدة سبرو | يلتقط جميع الشوائب في وقت مبكر | وصول معدن عالي السرعة، خطر الصدمة الحرارية |
| شريط العداء | الوضعية الأكثر شيوعاً، ضغط رأس جيد | يجب مراعاة التبريد المعدني في المسافات الطويلة |
| موضع الإنجيت | مرشحات معدنية مباشرة قبل التجويف | مساحة ترشيح صغيرة، ومعدل تدفق مرتفع لكل وحدة مساحة |
| قاعدة الناهض | المرشحات أثناء مرحلة التغذية | أقل فعالية للعيوب المتعلقة بالملء |
فلاتر ما قبل التسخين
في صب الفولاذ والحديد عالي الحرارة، يقلل التسخين المسبق لمرشحات الرغوة الخزفية إلى 200-400 درجة مئوية قبل وضعها في مجموعة القالب من الصدمة الحرارية أثناء التلامس المعدني الأولي. بالنسبة لصب الألومنيوم، لا يلزم التسخين المسبق بشكل عام، ولكن تجنب ملامسة الرطوبة أو الأسطح الباردة قبل التركيب يمنع التشقق الناتج عن الصدمة الحرارية.
المناولة والتخزين
- تعامل دائمًا مع فلاتر رغوة السيراميك بقفازات نظيفة - يمكن أن يتداخل التلوث الزيتي من الجلد مع ترطيب المعدن.
- يُحفظ في ظروف جافة في درجة الحرارة المحيطة في العبوة الأصلية.
- لا تكدس أكثر من 10 فلاتر في العمود الواحد لمنع التكسير تحت الوزن.
- افحص الشقوق أو التلف قبل التركيب - يجب التخلص من المرشحات التالفة.
مقارنة مرشحات الرغوة الخزفية بطرق الترشيح الأخرى
يساعد فهم المواضع التي تتفوق فيها فلاتر رغوة السيراميك على البدائل في مساعدة المهندسين على اتخاذ قرارات مبررة بشأن المواصفات.
جدول المقارنة: طرق الترشيح لسبك المعادن
| المعلمة | مرشح رغوة السيراميك | مرشح ليفي (ألياف زجاجية) | مرشح سيراميك مقذوف | الجزء الداخلي للمصفاة | لا يوجد فلتر |
|---|---|---|---|---|---|
| حد درجة الحرارة | حتى 1760 درجة مئوية | حتى 1000 درجة مئوية | حتى 1600 درجة مئوية | حتى 1500 درجة مئوية | غير متاح |
| إزالة الإدراج | ممتاز | جيد | معتدل | ضعيف-متوسط | لا يوجد |
| مقاومة التدفق | معتدل | منخفضة | متوسط-عالي | منخفضة-متوسطة | لا يوجد |
| تخميد الاضطراب | ممتاز | معتدل | معتدل | فقير | لا يوجد |
| مقاومة الصدمات الحرارية | جيد-ممتاز | فقير | معتدل | جيد | غير متاح |
| التكلفة لكل مرشح | معتدل | منخفضة | منخفضة-متوسطة | منخفضة جداً | لا يوجد |
| متاح للصلب؟ | نعم (زركونيا) | لا يوجد | محدودة | محدودة | نعم |
| مساحة السطح للالتقاط | عالية جداً | معتدل | منخفضة | منخفضة جداً | لا يوجد |
| كفاءة الترشيح النسبية | 100% المرجعية | 40-60% | 30-50% | 10-20% | 0% |
لماذا تفوز رغوة السيراميك في التطبيقات عالية الطلب؟
إن الجمع بين المسار المتعرج ثلاثي الأبعاد، ومساحة السطح النوعية العالية، والقدرة على درجات الحرارة العالية يجعل الرغوة الخزفية الخيار النهائي للمسبوكات حيث تؤثر النظافة بشكل مباشر على الأداء الميكانيكي. السيناريو الوحيد الذي قد يكون فيه الترشيح البديل مفضلًا هو تطبيقات معدل التدفق العالي للغاية حيث قد يؤدي انخفاض ضغط مرشح الرغوة إلى تقييد التعبئة - في هذه الحالات، يمكن استبدال مرشحات قرص العسل المبثوقة.
معايير الجودة والاختبار والاعتماد
المعايير الدولية المطبقة
| قياسي | التنظيم | النطاق |
|---|---|---|
| ISO 26910 | الأيزو | مرشحات رغوة السيراميك لصب المعادن - المتطلبات |
| ASTM C1674 | ASTM | قوة انثناء السيراميك المتطور ذو المسامية المفتوحة |
| GB/T 25139 | الصين GB | مرشحات رغوة السيراميك لصب سبائك الألومنيوم |
| GB/T 30840 | الصين GB | فلاتر رغوة السيراميك لصب الحديد والصلب |
| EN 993-1 | أوروبي | الاختبارات الفيزيائية للمنتجات الحرارية الكثيفة الشكل |
| JIS R 2412 | ياباني | منتجات المرشحات الخزفية للمعادن المنصهرة |
اختبارات الجودة الرئيسية للتفتيش الوارد
الفحص البصري:
يجب فحص 100% من المرشحات بصريًا بحثًا عن الشقوق والطلاء غير المكتمل والمسام المغلقة وتوافق الأبعاد. نوصي باستخدام إعداد فحص طاولة ضوئي موحد لعمليات المسابك ذات الحجم الكبير.
التحقق من الأبعاد:
أخذ عينات عشوائية من 5-10% من المرشحات المستلمة لقياس الأبعاد مقابل تفاوتات الرسم.
اختبار قوة الانضغاط:
اختبار عينة عشوائية باستخدام ASTM C133 أو ما يعادلها. يختلف الحد الأدنى المقبول لقوة الانضغاط على البارد حسب المادة والاستخدام.
التحقق من عدد المسام:
التحقق من تصنيف PPI من خلال العد الموحد للخلايا عبر أقسام متعددة من مرشحات العينة. ويعتبر التباين بأكثر من ± 2 PPI من التصنيف الاسمي سببًا للرفض.
اختبار الصدمة الحرارية:
بالنسبة للاستخدامات الحرجة، يؤكد اختبار الصدمات الحرارية قبل التأهيل المسبق لقطع المرشحات المعرضة لدورات تغير سريع في درجات الحرارة مقاومة التشقق أثناء ظروف الصب الفعلية.
اقرأ أيضًا:
دليل المشتريات: التحجيم والتسعير وتقييم الموردين
نظرة عامة على الأسعار (مرجع السوق 2026)
| نوع المرشح | نطاق الحجم | النطاق السعري التقريبي للوحدة |
|---|---|---|
| الألومينا، 20-30 PPI | 50 × 50 × 50 × 22 مم | $0.15-0.45 دولار أمريكي |
| الألومينا، 20-30 PPI | 100×100×100×22 مم | $P0.50-1.20 دولار أمريكي |
| سيليكون، 20-30 PPI | 100×100×100×22 مم | $P0.80-2.00 دولار أمريكي |
| زركونيا، 30 PPI | 100×100×100×22 مم | $3.00-8.00 دولار أمريكي |
| زركونيا، 40 PPI | 150 × 150×150×25 مم | $8.00-20.00 دولار أمريكي |
| مقاسات مخصصة | متنوع | 30-100% علاوة على القياسية |
تختلف الأسعار بشكل كبير حسب حجم الطلب، ومنطقة المورد، وظروف سوق المواد الخام.
إطار عمل تقييم الموردين
عند تقييم موردي مرشحات الرغوة الخزفية، نطبق هيكل المعايير التالي:
القدرة التقنية:
- مجموعة من المواد ودرجات PPI المعروضة.
- نطاق الأبعاد والقدرة المخصصة.
- مختبر اختبار داخلي مع طرق اختبار منشورة.
- صحائف البيانات الفنية مع قوائم كاملة بالخصائص.
إدارة الجودة:
- شهادة ISO 9001 كحد أدنى.
- نظام تتبع الدفعات.
- شهادة مطابقة مع كل شحنة.
- معايير محددة لأخذ العينات والقبول.
موثوقية التوريد:
- المستودعات الإقليمية أو توافر المخزون المحلي.
- متطلبات الحد الأدنى لكمية الطلب.
- مهلة زمنية للمنتجات القياسية والمخصصة.
- سجل حافل بأداء التسليم.
الدعم الفني:
- القدرة على دعم هندسة التطبيقات الهندسية.
- الاستعداد لإجراء تجارب المسابك وتقييم الأداء.
- دراسات الحالة المنشورة أو مراجع التطبيق.
أخطاء الطلب الشائعة التي يجب تجنبها
- تحديد المادة وPPI فقط دون التحقق من درجة الحرارة: تأكد دائمًا من درجة حرارة الخدمة القصوى المقدرة للمرشح مقابل درجة حرارة الصب الفعلية.
- تصغير مساحة المرشح لتوفير التكلفة: تتجاوز تكلفة الصب الواحد الفاشل بكثير الفرق في التكلفة بين مرشح بحجم صحيح وآخر صغير الحجم.
- تجاهل الرطوبة أثناء التخزين: يمكن أن تنكسر المرشحات الخزفية الرطبة بشكل متفجر عند ملامستها للمعدن المنصهر.
- خلط أنواع الفلاتر من دفعات مختلفة في نفس دفعة الإنتاج: يمكن أن تتسبب الاختلافات في الخصائص بين قطع الأراضي في نتائج غير متسقة.
- تصميم المقعد المرشح المطل على المقعد المرشح: حتى أفضل مرشح يعمل بشكل سيء في مقعد سيء التصميم.
الأسئلة الشائعة (FAQs)
س1: ما هو الغرض الأساسي من مرشح رغوة السيراميك في صب المعادن؟
الغرض الأساسي هو إزالة الشوائب غير المعدنية - جزيئات الأكسيد وشظايا الخبث وحبيبات الرمل ونواتج التآكل الحراري - من المعدن المنصهر قبل دخوله إلى تجويف القالب. وهناك وظيفة ثانوية ولكنها لا تقل أهمية وهي تحويل التدفق المعدني المضطرب إلى تيار صفحي سلس يمنع تكوين أكسيد جديد أثناء ملء القالب. تعمل هذه الوظائف معًا على تقليل عيوب الصب وتحسين الخواص الميكانيكية للجزء النهائي.
س2: هل يمكن إعادة استخدام فلاتر رغوة السيراميك في الإنتاج؟
لا. مرشحات الرغوة الخزفية هي مواد مستهلكة تستخدم مرة واحدة. وبمجرد أن يمرر المرشح المعدن المنصهر، تكون مسامه مشبعة جزئيًا أو كليًا بالشوائب المحتجزة والمعدن المتصلب. إن محاولة إعادة استخدام مرشح من شأنه أن يعرض الصب لتلك الشوائب المحتجزة بالإضافة إلى أي تلوث إضافي من هيكل المرشح المتحلل. تكلفة المرشح جزء صغير من قيمة الصب، مما يجعل إعادة الاستخدام غير مبرر اقتصاديًا في أي سياق إنتاجي.
س3: ما هو تصنيف PPI الذي يجب أن أستخدمه لصب الألومنيوم؟
بالنسبة لمعظم تطبيقات سبك الألومنيوم الإنشائية - أجزاء تعليق السيارات، وأقواس المحركات، والمكونات المماثلة - يوفر مرشح رغوة الألومينا السيراميكية ذات 20-30 PPI أفضل توازن بين إزالة الشوائب ومعدل التدفق. بالنسبة للتطبيقات الفضائية أو تطبيقات السلامة الحرجة التي تتطلب أعلى مستوى من النظافة، فإن 30-40 PPI مناسب. بالنسبة للمسبوكات الزخرفية البسيطة غير الهيكلية، غالبًا ما تكون 10-20 PPI كافية.
س4: ما الفرق بين مرشح رغوة السيراميك ومرشح السيراميك المبثوق؟
يحتوي مرشح الرغوة الخزفية على بنية مسام شبكية ثلاثية الأبعاد غير منتظمة وغير منتظمة تم إنشاؤها بطريقة الرغوة المتماثلة. ويوفر هذا المسار المتعرج ترشيحًا عميقًا، حيث يلتقط الشوائب الأصغر من حجم المسام الاسمي. يحتوي مرشح السيراميك المبثوق على قنوات مستقيمة ومتوازية - مثل قرص العسل - تسمح فقط بالنخل السطحي للشوائب الأكبر من فتحة القناة. تعتبر مرشحات الرغوة الخزفية أكثر فعالية في إزالة الشوائب الدقيقة ولكن لديها مقاومة تدفق أعلى من البدائل المبثوقة.
س5: كيف يمكنني معرفة ما إذا كان فلتر رغوة السيراميك الخاص بي يعمل بفعالية؟
تشمل طرق التقييم بعد الصب ما يلي: الفحص المعدني للمقاطع العرضية من الصب (عد الشوائب وتحديد حجمها)، واختبار الضغط المخفض (K-value) لعينات معدنية مأخوذة قبل وبعد وضع المرشح، وتحليل PoDFA أو تحليل LAIS في عمليات صب الألومنيوم. وهناك مؤشر ميداني أبسط يتمثل في فحص المرشح بعد الصب - حيث يؤكد وجه المرشح المحمل بشدة مع تراكم الشوائب المرئي وجود شوائب نشطة.
س6: ما الذي يتسبب في تشقق مرشح رغوة السيراميك أثناء الصب؟
ويحدث التشقق أثناء الصب عادةً بسبب الصدمة الحرارية عندما تلامس المرشحات الباردة أو في درجة حرارة الغرفة المعدن المنصهر الساخن. ويؤدي الارتفاع السريع في درجة الحرارة إلى حدوث إجهادات متدرجة حرارية تتجاوز معامل تمزق المرشح. تشمل استراتيجيات الوقاية التسخين المسبق لمجموعة المرشح، والتأكد من جفاف المرشح تمامًا قبل الاستخدام، واستخدام مرشحات كربيد السيليكون (ذات المقاومة الفائقة للصدمات الحرارية) لتطبيقات الحديد والصلب.
س7: هل تؤثر فلاتر رغوة السيراميك على درجة حرارة المعدن؟
نعم، بدرجة يمكن قياسها ولكن يمكن التحكم فيها. يفقد المعدن الذي يمر من خلال مرشح رغوة السيراميك في درجة حرارة الغرفة بعض الطاقة الحرارية لكتلة المرشح خلال مرحلة الصب الأولية. بالنسبة للألومنيوم بأحجام نموذجية، عادةً ما يكون هذا الفقد في درجة الحرارة 3-8 درجات مئوية عبر المرشح. بالنسبة للحديد والصلب مع كتلتهما الحرارية الأعلى بكثير من المعدن، يكون التأثير أقل نسبيًا. في معظم عمليات الصب الإنتاجية، يتم حساب هذا الانخفاض في درجة الحرارة في مواصفات درجة حرارة الصب.
س8: هل مرشحات الرغوة الخزفية مناسبة لصب القوالب عالية الضغط (HPDC)؟
لا يتم استخدام مرشحات رغوة السيراميك القياسية في صب القوالب عالية الضغط لأن سرعات الحقن والضغط (حتى 150 ميجا باسكال) من شأنها أن تكسر على الفور أي هيكل رغوة سيراميك. يتم تحقيق الترشيح في HPDC من خلال وسائل أخرى: أنظمة التفريغ، وتصميم البوابات المحسّن، ومعدات إزالة الغازات. تعد مرشحات الرغوة الخزفية مناسبة لعمليات الصب بالقالب بالجاذبية، والصب بالقالب منخفض الضغط (LPDC)، والصب الاستثماري، وعمليات الصب بالرمل.
س9: ما هو الأثر البيئي للتخلص من مرشح الرغوة الخزفية؟
تصنف المرشحات الرغوية الخزفية المستعملة على أنها نفايات صناعية صلبة. بعد الصب، تحتوي المرشحات على شوائب معدنية صلبة وربما كميات صغيرة من المعدن. وفي معظم الولايات القضائية، يتم التخلص منها كنفايات صناعية غير خطرة في مرافق مرخصة. تستعيد بعض المسابك القيمة المعدنية المتبقية من خلال إعادة تدوير المرشحات المستعملة ذات المحتوى المعدني العالي. والمواد الخزفية نفسها مستقرة كيميائياً ولا ترشح مكونات خطرة مما يجعل التخلص منها مقبولاً بشكل عام بموجب لوائح النفايات الصناعية القياسية.
Q10: هل يمكن تخصيص فلاتر رغوة السيراميك لأشكال أو أحجام غير عادية؟
نعم. في حين أن الأحجام المربعة والمستطيلة القياسية هي الأكثر شيوعًا واقتصادية، يمكن تصنيع مرشحات الرغوة الخزفية بأحجام مستديرة وبيضاوية وشبه منحرف وغيرها من الأشكال الهندسية المخصصة. عادةً ما يكون الحد الأدنى لكميات الطلبات للأحجام المخصصة 500-2000 قطعة حسب درجة التعقيد. تتراوح المدة اللازمة لتصنيع الأدوات المخصصة والإنتاج الأولي من 4-12 أسبوعًا. بالنسبة للتطبيقات المخصصة ذات الحجم الكبير جدًا، عادةً ما تبرر اقتصاديات التحجيم المخصص الاستثمار في الأدوات خلال سنة الإنتاج الأولى.
الخاتمة
تحتل مرشحات الرغوة الخزفية موقعًا حاسمًا في أنظمة جودة صب المعادن الحديثة. إن قدرتها على إزالة الشوائب وتنظيم تدفق المعادن وتحسين الخواص الميكانيكية للصب في نفس الوقت تجعلها واحدة من المكونات الاستهلاكية القليلة التي يزيد الاستثمار فيها بشكل مباشر وقابل للقياس من جودة المنتج ويقلل من تكلفة الخردة.
الوجبات الرئيسية للمهندسين: يجب أن يتطابق اختيار المواد مع كل من كيمياء المعادن ودرجة حرارة التشغيل؛ ويجب أن يوازن اختيار PPI بين متطلبات النظافة وضغط البوابة المتاح؛ ويجب حساب حجم المرشح بدلاً من تقديره. بالنسبة لمحترفي المشتريات: تكلفة الوحدة لكل مرشح هو مقياس مضلل - يجب أن يشمل حساب القيمة الإجمالية تخفيض معدل الخردة وتحسين إنتاجية التصنيع الآلي وتقليل مطالبات الضمان التي تعزى إلى المسبوكات الأنظف.
نعمل في AdTech مع المسابك وعمليات الصب في قطاعات الألومنيوم والحديد والصلب والسبائك المتخصصة. والدرس الثابت المستفاد من هذه التجربة واضح ومباشر: إن مرشح رغوة السيراميك المحدد جيدًا، والمركب بشكل صحيح، يؤتي ثماره عدة مرات في كل دورة صب.
