92% alumina ceramic balls deliver the optimal balance of hardness, density, wear resistance, and cost-effectiveness for the majority of wet and dry milling operations. Whether you are grinding silica, feldspar, quartz, pigments, or advanced ceramics, 92% alumina balls consistently produce lower contamination rates, extended service life, and more predictable throughput compared to lower-grade alternatives like 68% or 75% alumina media.
The “92” designation refers to the aluminum oxide (Al₂O₃) content — 92% by weight — with the remaining 8% typically composed of silica (SiO₂), magnesia (MgO), calcium oxide (CaO), and sintering additives that control grain structure. This composition is not arbitrary. It represents decades of ceramic engineering refinement, where the goal has always been to push Al₂O₃ content high enough to achieve excellent mechanical properties while keeping production cost manageable and avoiding the brittleness challenges that sometimes affect 99% alumina bodies in impact-heavy environments.
If your project requires the use of 92 Alumina Ceramic Balls, you can contact us for a free quote.
Chemical Composition and Microstructural Properties of 92% Alumina Balls
Understanding the chemistry behind 92 alumina ceramic balls is not just academic — it directly predicts performance in your specific milling environment. The alumina content drives hardness and chemical inertness, while the flux additives govern sintering behavior, porosity, and grain boundary integrity.

Typical Chemical Composition Table
| Oxide Component | Content Range (wt%) | Function in Ceramic Body |
|---|---|---|
| Al₂O₃ (Alumina) | 91.5 – 92.5% | Primary structural phase; hardness and wear resistance |
| SiO₂ (Silica) | 3.0 – 5.0% | Glass-phase former; improves sinterability |
| MgO (Magnesia) | 0.5 – 1.5% | Grain growth inhibitor; refines microstructure |
| CaO (Calcium Oxide) | 0.3 – 1.0% | Flux additive; assists liquid-phase sintering |
| Fe₂O₃ (Iron Oxide) | < 0.15% | Controlled as impurity; affects color and contamination |
| TiO₂ (Titania) | < 0.3% | Sintering aid in some formulations |
| Na₂O + K₂O (Alkalies) | < 0.3% | Flux; controlled to avoid excessive glass phase |
The microstructure of 92% alumina balls produced through proper sintering consists predominantly of corundum (α-Al₂O₃) crystals with average grain sizes between 3 and 8 micrometers, surrounded by a thin vitreous matrix formed from the flux oxides. This grain size range is significant: coarser grains above 10 µm tend to produce intergranular fracture under mechanical stress, while excessively fine grains below 2 µm may require higher sintering temperatures that raise cost without proportional performance gains.
At AdTech, we pay particular attention to the Fe₂O₃ content when advising customers in the electronics, food processing, and advanced ceramics sectors. Iron contamination from the grinding media can introduce color defects in white pigments or ionic contamination in electronic-grade materials. High-quality 92% alumina balls maintain Fe₂O₃ below 0.1% — something not all suppliers can guarantee without rigorous raw material sourcing.
The sintered density of 92% alumina balls typically falls between 3.60 and 3.68 g/cm³, which is meaningfully higher than 75% alumina (approximately 3.2 g/cm³) and approaches — but does not match — the 3.85–3.95 g/cm³ range of 99% alumina. That density differential translates directly into mill throughput: denser media imparts greater impact energy per ball at equivalent rotational speed.
Key Physical and Mechanical Properties: Density, Hardness, and Wear Rate Data
Engineers and procurement teams often ask us for a single number to compare grinding media — and while wear rate is ultimately the most meaningful metric, it cannot be evaluated in isolation. The table below consolidates the critical property ranges for 92% alumina balls from verified industrial sources and our own testing records.
Physical and Mechanical Properties of 92% Alumina Ceramic Balls
| Property | Typical Value | Test Standard |
|---|---|---|
| Al₂O₃ Content | ≥ 92% | XRF / Chemical Analysis |
| Bulk Density | 3.60 – 3.68 g/cm³ | Archimedes Method |
| Water Absorption | < 0.01% | ISO 10545-3 |
| Vickers Hardness (HV) | 1100 – 1250 HV | ISO 6507 |
| Mohs Hardness | 9+ | Scratch Test |
| Compressive Strength | ≥ 2500 MPa | ASTM C1424 |
| Fracture Toughness (KIC) | 3.5 – 4.5 MPa·m¹/² | SEPB Method |
| Flexural Strength | 280 – 350 MPa | ISO 14704 |
| Wear Loss Rate (ball-on-disk) | 0.01 – 0.03 g/kg·h | Internal Mill Test |
| Operating Temperature Range | Up to 1200°C (dry) | — |
| Chemical Resistance | Excellent (acid/alkali) | — |
The Vickers hardness of 1100–1250 HV places 92% alumina significantly above common steel balls (typically 600–800 HV) and far above natural pebbles or flint media. This hardness advantage means the ceramic surface resists scratching and abrasion from the feed material, which is precisely why wear loss rates remain so low under continuous milling.
One metric that does not appear in most supplier datasheets but matters tremendously in practice is grinding efficiency ratio — the amount of product ground to target fineness per unit of media wear. In our experience working with ceramic and mineral processing facilities, 92% alumina balls achieve grinding efficiency ratios 25–40% better than 75% alumina balls in applications targeting sub-45 micron final particle size, primarily because the higher hardness maintains ball sphericity longer, preserving point contact geometry that drives efficient stress transfer to feed particles.
Water absorption below 0.01% confirms that 92% alumina balls are essentially fully dense with closed porosity. In wet milling applications — common in ceramic slurry preparation, paint pigment grinding, and pharmaceutical powder processing — this is non-negotiable. Porous media absorbs process liquid, swells at grain boundaries, and fails through spalling. Fully dense 92% alumina bodies avoid this failure mode entirely.
How 92 Alumina Balls Are Manufactured: Sintering Process and Quality Control
The manufacturing route for 92% alumina ceramic balls is more complex than many buyers realize, and the process choices made by a manufacturer directly determine whether the finished product meets published specifications or merely approximates them.
Raw Material Preparation
Production begins with calcined alumina powder — typically Bayer-process alumina — with controlled particle size distribution (D50 usually 2–5 µm) and purity. The flux additives (SiO₂, MgO, CaO) are pre-milled separately or introduced as natural clay mineral precursors (kaolin, talc) before blending. Precise weighing and homogenization at this stage is critical: variations in flux content of even 0.5% can shift sintering behavior significantly.
Forming Methods
Two primary forming routes are used commercially:
Cold Isostatic Pressing (CIP): Pre-granulated powder is pressed at 100–200 MPa in rubber molds. This produces highly uniform green density and near-net-shape balls. CIP bodies require minimal green machining and tend to produce the most dimensionally accurate finished product. This is the method we recommend for precision applications where ball diameter tolerance tighter than ±0.1 mm is required.
Extrusion and Tumbling (Granulation-Sintering): A paste of alumina slip is extruded into cylinders, which are tumbled in a rotating drum to form spheres through plastic deformation. This method is faster and lower-cost but produces slightly less uniform sphericity. Suitable for applications where tight dimensional tolerance is less critical than throughput cost.
Sintering
Green bodies are fired in continuous roller kilns or periodic batch kilns at temperatures between 1580°C and 1650°C, held for 2–4 hours at peak temperature. During firing, the liquid phase forms from the SiO₂-CaO-Al₂O₃ system, which promotes densification by viscous flow and particle rearrangement. The corundum grain boundaries are wetted by this glass phase, which on cooling forms a thin amorphous film that binds grains together and controls fracture behavior.
Atmosphere control during sintering matters: firing in air is standard for 92% alumina, but maintaining consistent airflow prevents local reducing conditions that could cause partial reduction of iron oxides, leading to gray coloration and potential property variation.
Post-sinter dimensional checking, density verification by Archimedes method, and visual inspection for cracks constitute the minimum quality control protocol. High-quality manufacturers additionally perform:
- Batch sampling for wear loss testing in standardized ball mills.
- Statistical sampling for compressive strength (ball crush test).
- Roundness measurement using optical profilometry.
- XRF spot-check of Al₂O₃ content.
Quality Control Checkpoints Table
| Production Stage | QC Parameter | Acceptance Criterion |
|---|---|---|
| Raw Material Receiving | Al₂O₃ purity, PSD | Al₂O₃ ≥ 99.5% feed purity |
| Powder Blending | Homogeneity, moisture | CV < 2% across batch |
| Green Body Forming | Green density, diameter | ±0.5% of target |
| Pre-Sinter Inspection | Surface cracks, shape | Zero visible defects |
| Sintering | Peak temperature, dwell | ±5°C control |
| Finished Product | Density, wear loss, hardness | Per specification table |
| Packaging | Count, labeling, moisture barrier | Sealed, labeled, dry |
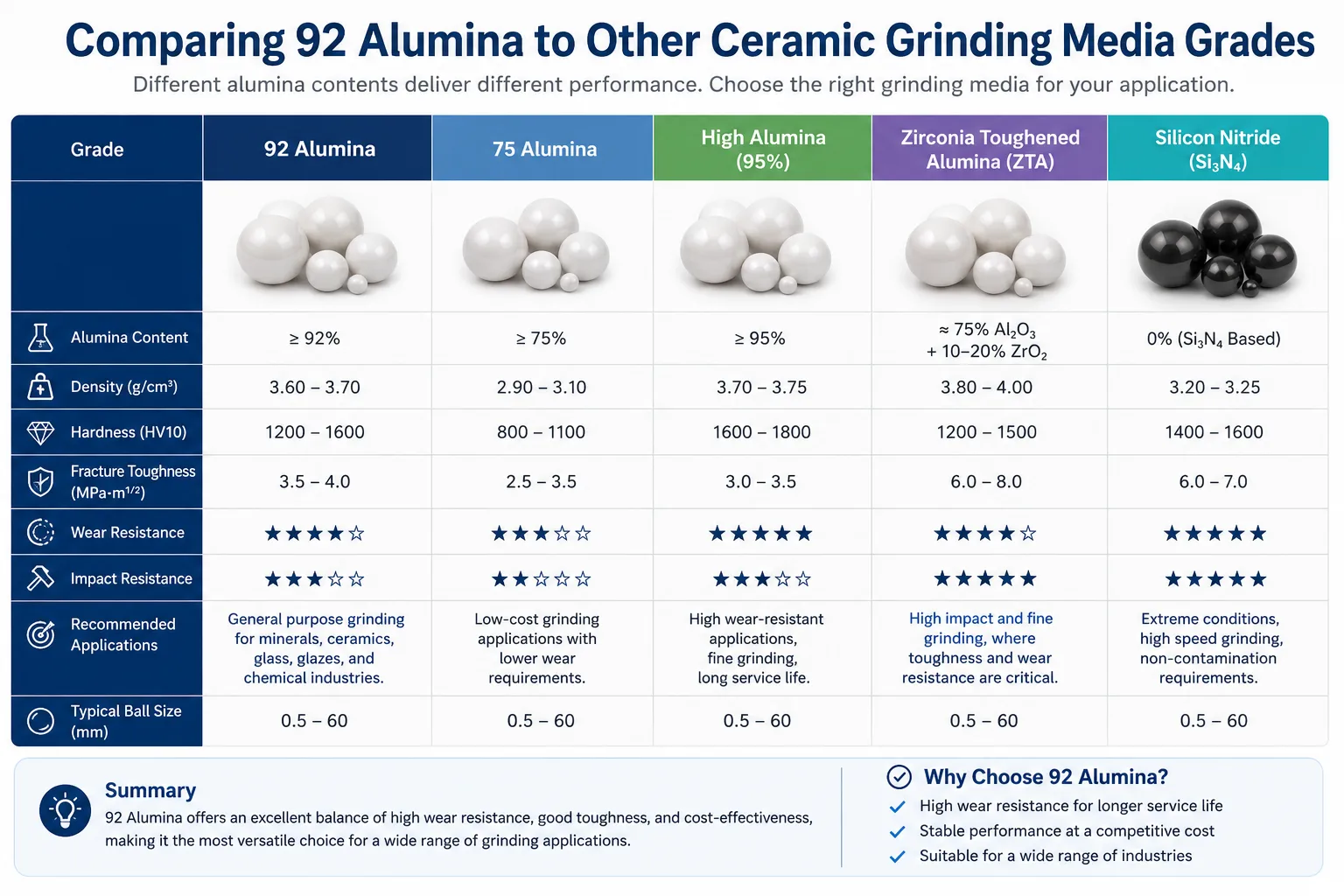
Comparing 92 Alumina to Other Ceramic Grinding Media Grades
One of the most common questions we receive from procurement engineers is: “Why should we pay more for 92% alumina when 75% alumina is cheaper?” The answer requires looking at total cost of ownership rather than unit price, and the comparison data consistently favors 92% alumina for medium-to-high intensity milling operations.
Grinding Media Grade Comparison Table
| Parameter | 68% Alumina | 75% Alumina | 92% Alumina | 95% Alumina | Zirconia (ZrO₂) |
|---|---|---|---|---|---|
| Al₂O₃ Content | ~68% | ~75% | ~92% | ~95% | — |
| Density (g/cm³) | ~2.80 | ~3.20 | 3.60–3.68 | 3.65–3.75 | 6.0–6.1 |
| Hardness (Mohs) | ~7.5 | ~8 | ~9 | ~9+ | ~8.5 |
| Wear Rate | High | Medium | Low | Very Low | Ultra Low |
| Relative Price | Low | Medium-Low | Medium | Medium-High | Very High |
| Best Application | Low-intensity wet grinding | General ceramics | Most industrial grinding | Precision/technical ceramics | Ultrafine/high-purity |
| Contamination Risk | Medium-High | Medium | Low | Very Low | Negligible |
| Typical Life (relative) | 1x | 1.5–2x | 4–5x | 6–7x | 10–15x |
The critical insight in this table is the relative life column. A 75% alumina ball that costs 40% less than a 92% alumina ball but lasts only 1.5–2x as long — compared to 4–5x for 92% alumina — represents substantially higher cost per ton of product ground when maintenance downtime and media replacement labor are included.
For applications involving colored or sensitive products where contamination from iron, silica, or alkali oxides would cause product defects, the premium for 92% alumina over lower grades is especially justified. The economics become even more favorable when customer rejects due to grinding media contamination are factored in.
95% alumina offers further improvement in wear resistance but at a price premium that is only justified in specific applications — primarily technical ceramics, advanced coatings, and precision electronics materials where product purity requirements are extremely stringent.
Zirconia grinding media occupies an entirely different performance and price tier, appropriate for ultrafine grinding below 1 micron, pharmaceutical actives, and high-value specialty chemicals where any alumina contamination is unacceptable. We would not position zirconia against 92% alumina as direct alternatives — they serve fundamentally different application segments.
Applications: Which Industries Use 92% Alumina Ceramic Balls?
The versatility of 92% alumina ceramic balls is one of their most commercially important attributes. The same core properties — high hardness, low wear, chemical inertness, and high density — translate into value across a surprisingly wide range of manufacturing sectors.
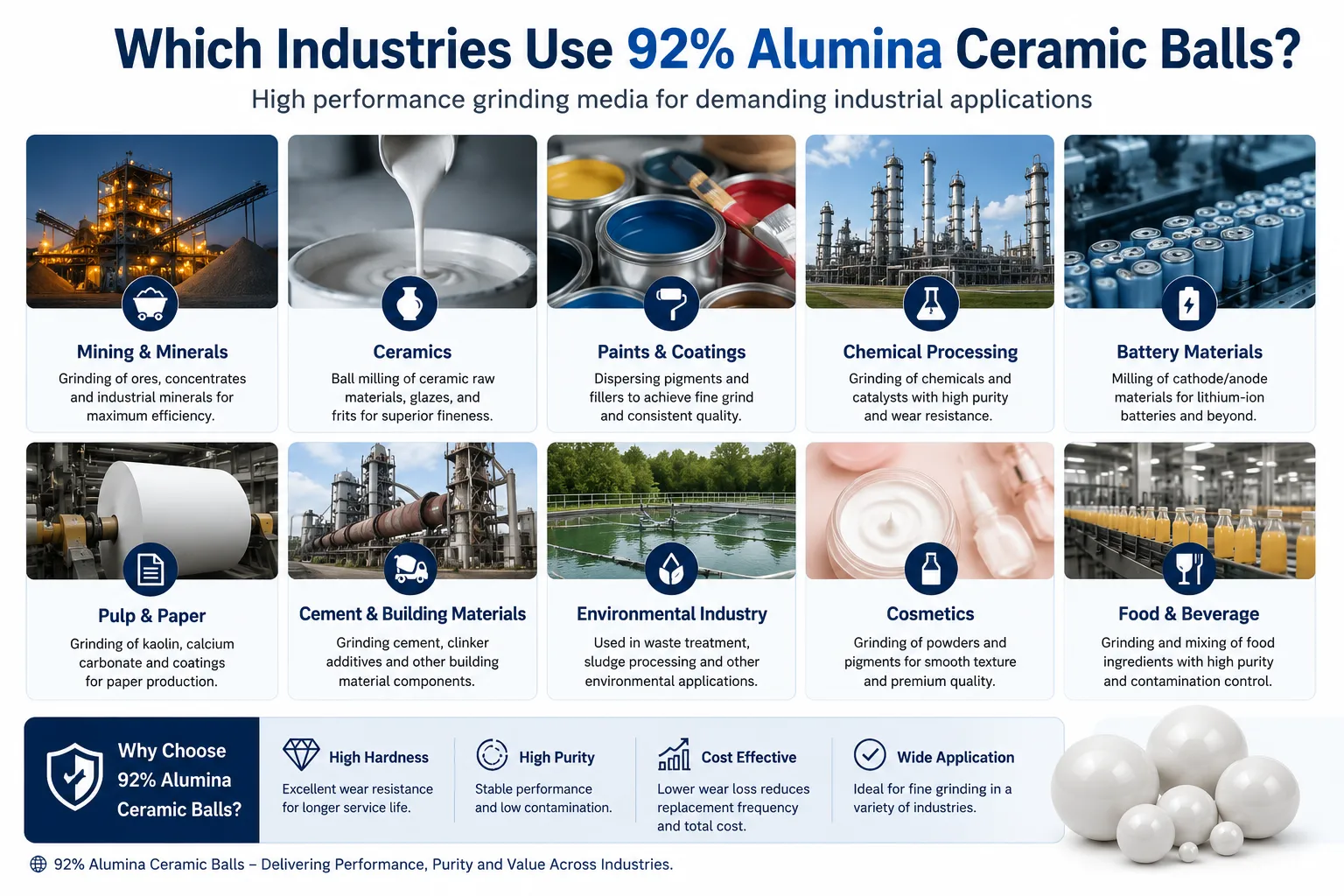
Primary Industrial Applications
Ceramic and Porcelain Manufacturing: The largest single end-use market. Feldspar, quartz, calcite, kaolin, and bone ash are ground in ball mills using 92% alumina media to produce tile body slurries, sanitaryware slip, and technical ceramic powders. Typical ball charges in this segment range from 1,500 kg to over 20,000 kg per mill.
Cement and Construction Materials: Clinker grinding, fly ash processing, and slag milling increasingly use ceramic media as cement producers recognize that lower wear loss translates to less iron contamination in finished cement, which affects setting chemistry and color consistency in white cement production.
Paint and Pigment Processing: Titanium dioxide, zinc oxide, iron oxide pigments, and organic colorants are ground to sub-10 micron fineness using ceramic media in stirred bead mills and ball mills. The chemical inertness of 92% alumina prevents interaction with reactive pigment surfaces.
Mining and Mineral Processing: Silica sand beneficiation, feldspar flotation feed preparation, and phosphate rock grinding are common applications. The abrasive nature of these feed materials demands wear-resistant media, and 92% alumina provides a cost-effective solution.
Glass and Frits: Frit grinding for enamels, glazes, and specialty glass compositions requires media that will not introduce refractory contamination. Alumina is chemically compatible with most glaze systems when used at appropriate loadings.
Electronics and Specialty Ceramics: Alumina substrates, LTCC (Low-Temperature Co-fired Ceramics), piezoelectric ceramics (PZT), and ferrite materials are wet-milled using high-purity 92% alumina balls. In this segment, iron content in media is carefully monitored.
Food and Pharmaceutical: Calcium carbonate, talc, and excipient grinding for pharmaceutical tablets and food additives benefit from the non-toxic, chemically inert nature of alumina. FDA-compliant applications require full materials documentation.
Chemical Processing: Catalyst support materials, zeolite grinding, and activated carbon processing are additional areas where alumina’s chemical resistance and low contamination profile matter.
Also read: What Are Alumina Ceramic Balls Used For?
Application-to-Ball-Size Recommendation Table
| Industry Segment | Feed Particle Size | Target Fineness | Recommended Ball Diameter |
|---|---|---|---|
| Ceramic body slurry | < 5 mm | < 63 µm | 30–50 mm |
| Pigment grinding | < 1 mm | < 10 µm | 10–25 mm |
| Electronic ceramics | < 200 µm | < 1–5 µm | 5–15 mm |
| Cement/clinker | < 25 mm | < 75 µm | 40–80 mm |
| Glass/frit grinding | < 3 mm | < 45 µm | 20–40 mm |
| Mining minerals | < 10 mm | < 100 µm | 30–60 mm |
| Pharmaceutical powder | < 500 µm | < 5–20 µm | 6–15 mm |
Ball Mill Loading Parameters and Operational Guidelines
Even the highest-quality 92% alumina balls will underperform if the mill is improperly loaded or operated outside optimal parameters. These operational variables interact in complex ways, and getting them right is the difference between a process that meets target throughput and one that consumes excessive energy for inadequate fineness.
Critical Mill Operating Parameters
Mill Filling Level: The standard recommendation for ceramic ball mills using alumina media is 30–50% of mill volume by bulk volume of balls. Below 30%, balls undergo excessive free-fall impact that increases fracture risk without proportional grinding benefit. Above 50%, the cascading motion is restricted, reducing grinding efficiency.
Critical Speed and Optimal Speed: Critical speed (Nc) in RPM is calculated as:
Nc = 42.3 / √D
where D is the mill internal diameter in meters. For optimal grinding, mills are typically run at 65–80% of critical speed. At this range, the media cascades and cataracts in patterns that maximize both impact and attrition grinding mechanisms.
Ball-to-Material Ratio (by weight): In wet grinding of ceramics, the typical ratio is 2:1 to 3:1 (media:dry material weight). Higher ratios increase energy input per unit of material but also increase media wear. Lower ratios reduce grinding efficiency. The optimal ratio depends on material hardness and target fineness.
Slurry Rheology in Wet Grinding: Slurry viscosity should be maintained between 800 and 2000 mPa·s for most ceramic grinding applications. Excessive viscosity cushions ball-to-particle impacts and reduces efficiency; insufficient viscosity reduces particle capture rate. Water addition is adjusted accordingly, and deflocculants (sodium silicate, polyacrylate dispersants) are used to control rheology without excessive dilution.
Media-to-Liner Clearance: This is often overlooked. If liner wear has enlarged the mill interior diameter significantly, the effective critical speed calculation shifts. We recommend recalibrating mill speed after significant liner wear events.
Ball Charge Composition for Different Milling Stages
| Milling Stage | Large Ball % | Medium Ball % | Small Ball % | Rationale |
|---|---|---|---|---|
| Coarse grinding | 60–70% | 25–30% | 5–10% | Impact energy dominates |
| Intermediate | 30–40% | 40–50% | 15–25% | Balanced impact/attrition |
| Fine grinding | 10–20% | 30–40% | 40–60% | Attrition dominates |
| Ultrafine | 0–10% | 20–30% | 60–80% | Maximum surface area contact |
In our experience, many operations run single-size ball charges out of simplicity, which is acceptable for continuous mills with regular makeup ball additions. However, batch mills grinding to tight particle size specifications benefit considerably from the mixed-size approach shown above.
How to Measure and Interpret Wear Loss in Alumina Ceramic Balls
Low wear loss is the primary selling point of 92% alumina balls in nearly all markets. But “low” is relative, and without a standardized measurement methodology, comparisons between suppliers become meaningless. Here is how wear loss is properly quantified and what the numbers mean in practice.
Standard Wear Loss Test Method
The most widely used test protocol in the grinding media industry involves loading a laboratory ball mill with a fixed charge of test balls and a standardized abrasive feed (typically quartz or feldspar), operating for a specified time at controlled speed and slurry conditions, then measuring the weight loss of the ball charge.
Test Variables to Standardize:
- Mill volume and liner material (rubber liner standard for abrasion testing).
- Ball charge weight and size distribution.
- Feed material type, hardness, and particle size.
- Slurry concentration and pH.
- Mill speed (% of critical speed).
- Test duration (typically 24 or 48 hours).
The wear loss is reported as:
Wear Rate = (Initial Mass – Final Mass) / (Initial Mass × Test Duration) × 1000
Units: g/kg per hour, or alternatively as g/ton of product ground.
Typical Wear Loss Values by Alumina Grade
| Alumina Grade | Wear Loss (g/kg·h) | Wear Loss (g/ton product) | Annual Consumption* |
|---|---|---|---|
| 68% Alumina | 0.08 – 0.15 | 800 – 1500 | Very High |
| 75% Alumina | 0.04 – 0.08 | 400 – 800 | High |
| 92% Alumina | 0.01 – 0.03 | 100 – 300 | Low |
| 95% Alumina | 0.005 – 0.015 | 50 – 150 | Very Low |
| Zirconia | < 0.005 | < 50 | Ultra Low |
*Annual consumption relative, based on equivalent milling duty
The practical significance of these numbers: a 50-ton ball charge of 92% alumina in a large ceramic tile plant grinding feldspar continuously may experience 0.02 g/kg·h wear loss. Over 8,000 operating hours per year, that translates to roughly 8,000 kg of media consumed annually — significant in absolute terms, but a fraction of what 75% or 68% alumina would consume under identical conditions.
Wear loss products contaminate the ground material. For white ceramics like sanitary porcelain, media-derived contamination above certain thresholds produces visible color defects in finished ware. The low wear rate of 92% alumina directly protects product quality in these sensitive applications.

Low Wear Loss in Stock Products: What It Actually Means for Procurement
When a supplier advertises “low wear loss stock” for 92 alumina ceramic balls, procurement teams need to understand exactly what this claim means — and what documentation should accompany it to be credible.
What “Stock” Actually Means
Stock availability in grinding media refers to finished, inspected product held in warehouse inventory ready for immediate shipment without lead time associated with fresh production batches. For ceramic ball producers, maintaining stock requires:
- Sufficient kiln throughput and kiln scheduling discipline.
- Adequate warehouse space with proper storage conditions.
- Inventory management systems that track batch identity and test records.
- Financial commitment to carry work-in-progress and finished goods.
Quality stock availability matters because urgent media requirements — driven by unexpected wear acceleration, mill expansion, or contaminated batch rejection — cannot wait 6–8 weeks for fresh production. Suppliers who maintain verified stock of documented quality offer genuine operational security.
What Documentation Should Accompany Stock 92% Alumina Balls
We recommend requiring the following from any supplier before purchase:
- Certificate of Analysis (CoA): Al₂O₃ content by XRF, density by Archimedes, water absorption, wear loss test result for the specific production batch.
- Production Batch Number: Traceable to kiln firing record, sintering temperature log, raw material lot.
- Dimensional Report: Diameter distribution, roundness, surface finish notes.
- Wear Loss Test Protocol: Which test standard was used, test duration, feed material specified.
- Packaging and Storage Date: Critical for verifying that “stock” is not aged product sitting in non-climate-controlled conditions.
Red Flags in Supplier Claims
| Claim | What to Ask | Why It Matters |
|---|---|---|
| “Ultra-low wear loss” | What is the actual g/kg·h number and test method? | Vague claims without quantification are unverifiable |
| “92% Al₂O₃” | Show XRF analysis or CoA from batch | Some producers deliver 90–91% and round up |
| “Immediate stock available” | Request batch number and warehouse location | True stock vs. in-transit production |
| “ISO certified” | Which ISO standard, which scope? | ISO 9001 covers QMS only, not product performance |
| “Lowest wear in market” | Third-party test data? | Comparative claims require evidence |
Liner Material Compatibility: Alumina Balls With Rubber, Steel, and Ceramic Liners
The interface between grinding media and mill liner is where mechanical energy is transferred to the process — and it is also where the two materials wear each other. Understanding liner compatibility helps extend both media and liner life simultaneously.
Rubber Liners
Rubber-lined mills are extremely common in ceramic and mineral processing. Rubber liners absorb impact energy effectively, reducing ball breakage, and are self-cleaning (material doesn’t stick to rubber surfaces). With 92% alumina balls in rubber-lined mills, the key operating parameter is maximum ball impact velocity — rubber liners cannot withstand high-energy impact from large-diameter balls at high speeds. For rubber-lined mills, maximum ball diameter is typically capped at 50–60 mm, and mill speed at 70–75% of critical speed.
Wear on rubber from 92% alumina balls is relatively low compared to steel balls, because alumina’s smooth post-sintered surface generates less abrasion against the rubber matrix than steel’s rougher, harder surface.
Steel Liners
In cement and coarse mineral grinding where ball diameters exceed 60 mm and mill rotation speeds favor impact grinding, steel liners are standard. Steel-lined mills using 92% alumina balls present a specific risk: if the mill operates at speeds that produce very high impact energy, the alumina balls — despite their high compressive strength — can fracture when hit with high-mass steel elements or extremely hard feed particles.
For 92% alumina in steel-lined mills, we recommend:
- Ball diameter ≤ 80 mm.
- Mill speed at 65–72% of critical speed.
- Maximum feed particle size ≤ 25 mm (to avoid oversize particles concentrating impact).
Alumina-Lined Mills
Fully alumina-lined mills — where both the grinding media and the liner are 92% alumina ceramic — represent the preferred configuration for white ceramic slurry production and electronic ceramic milling. Contamination is minimized because all surfaces in contact with the slurry are of identical composition. Liner wear is very low. The main limitation is higher liner cost and longer liner replacement time compared to rubber.
In alumina-lined mills, we operate at slightly lower speeds (62–68% critical speed) to reduce ball-to-liner impact energy, which extends liner life significantly.
Size Selection Charts and Diameter-to-Feed-Particle Ratios
Selecting the correct ball diameter for a specific feed material and target particle size is one of the most impactful operational decisions in ball milling. The widely accepted rule of thumb is that ball diameter should be approximately 20–30 times the maximum feed particle diameter for efficient first-stage grinding, though this ratio shifts toward smaller balls as the target fineness decreases.
Standard Size Range for 92% Alumina Balls
Commercially available diameters: 1 mm, 2 mm, 3 mm, 5 mm, 6 mm, 8 mm, 10 mm, 13 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm, 60 mm, 70 mm, 80 mm.

Size Selection Reference Table
| Feed D80 (mm) | Target D80 (µm) | Primary Ball Size | Secondary Ball Size |
|---|---|---|---|
| 5 – 10 | 500 – 1000 | 50 – 60 mm | 30 – 40 mm |
| 2 – 5 | 200 – 500 | 30 – 50 mm | 20 – 30 mm |
| 0.5 – 2 | 100 – 200 | 20 – 40 mm | 15 – 20 mm |
| 0.1 – 0.5 | 45 – 100 | 15 – 25 mm | 10 – 15 mm |
| < 0.1 | 10 – 45 | 8 – 15 mm | 5 – 10 mm |
| < 0.05 | 1 – 10 | 3 – 8 mm | 1 – 5 mm |
In practice, many engineers start with a single ball size and adjust based on PSD analysis of the output. The key indicator that ball size is too large for a given application is a bimodal output PSD — indicating that fine material has been produced by attrition while coarse particles have not been impacted. Too-small balls produce the opposite: very fine median particle size but with tails of oversize that the balls cannot break efficiently.
Storage, Handling, and Quality Inspection of Ceramic Ball Stock
Ceramic balls are dense and brittle. While 92% alumina is highly resistant to abrasion and chemical attack in service, improper storage or handling before installation can introduce micro-cracks that dramatically accelerate in-service wear and fracture.
Storage Requirements
- Store in dry conditions. Although water absorption is < 0.01%, prolonged exposure to standing water or high humidity combined with freeze-thaw cycles can stress grain boundaries.
- Avoid dropping bags from heights above 1 meter. Impact damage during unloading is a leading cause of incoming inspection failures.
- Store on pallets, never directly on concrete floors where moisture wicking can occur.
- Keep original packaging intact until the point of mill loading. Bulk transfer increases the risk of chip damage.
Incoming Inspection Protocol
For large procurement volumes, we recommend a structured incoming inspection:
- Visual inspection of a 1–2% sample: look for chips, cracks, flat spots, or unusual color variation.
- Dimensional check using calipers: verify diameter matches specification within ±0.5 mm or as specified.
- Density spot-check using Archimedes method on 5–10 balls from the sample.
- Weight verification of full delivery against the packing list.
- CoA review and batch number verification against supplier records.
Pricing Benchmarks, MOQ, and Supplier Evaluation Criteria
Pricing for 92% alumina ceramic balls varies significantly based on ball diameter, order quantity, delivery terms, and market conditions. The following benchmarks represent typical ranges — actual prices should be confirmed with current supplier quotations.
Approximate Price Ranges (USD, FOB China, 2025)
| Ball Diameter | Approx. Price Range (USD/MT) | Typical MOQ |
|---|---|---|
| 1 – 5 mm | $900 – $1,400 | 500 kg |
| 6 – 15 mm | $750 – $1,100 | 500 kg |
| 16 – 30 mm | $680 – $950 | 1,000 kg |
| 31 – 50 mm | $620 – $880 | 1,000 kg |
| 51 – 80 mm | $600 – $850 | 2,000 kg |
Prices are influenced heavily by alumina raw material cost (which tracks global bauxite and calcined alumina markets), natural gas or electricity costs for kiln firing, and shipping container freight rates. During periods of energy cost spikes, expect upward pressure on ceramic ball pricing.
Also read: Inert Alumina Ceramic Ball Factory Wholesale
Supplier Evaluation Criteria
When assessing a new supplier of 92% alumina grinding balls, we apply the following weighted criteria:
| Criterion | Weight | What to Check |
|---|---|---|
| Chemical composition accuracy | 25% | CoA vs. independent XRF |
| Wear loss performance | 25% | Batch-specific test data |
| Dimensional consistency | 15% | Diameter tolerance, roundness |
| Stock availability | 15% | Actual warehouse inventory |
| Lead time reliability | 10% | Track record with references |
| Technical support | 5% | Application engineering capability |
| Pricing competitiveness | 5% | Total cost, not just unit price |
The single biggest mistake buyers make is over-weighting unit price at the expense of wear loss performance verification. A supplier offering 15% lower price per metric ton but whose product wears 30% faster delivers worse value on every meaningful metric.
Frequently Asked Questions About 92 Alumina Ceramic Balls
1: What is the difference between 92% alumina balls and 95% alumina balls?
The primary difference is Al₂O₃ content: 92% alumina balls contain approximately 92% aluminum oxide by weight, while 95% alumina balls contain approximately 95%. The higher alumina content in 95% balls produces slightly greater hardness (typically 1200–1300 HV vs. 1100–1250 HV for 92%), lower wear rate, and marginally higher density. However, 95% balls are more expensive to produce due to higher raw material purity requirements and more controlled sintering conditions. For most industrial grinding applications — ceramic tile, mineral processing, paint — the performance gap between 92% and 95% does not justify the price difference. For precision electronics ceramics, pharmaceutical actives, or applications where product purity is critical, the upgrade to 95% may be warranted.
2: Can 92% alumina balls be used in stirred bead mills?
Yes, but with important size constraints. Stirred bead mills (also known as attritor mills or horizontal bead mills) are designed for much smaller media than conventional ball mills. In this application, 92% alumina balls with diameters of 1–6 mm are used, while larger balls (> 10 mm) are not compatible with typical stirrer disk clearances. The key performance requirement in stirred mills is not just wear resistance but resistance to fracture under high stirrer tip speeds (typically 8–15 m/s tip speed). High-quality 92% alumina balls with controlled grain size perform well in this duty.
3: How long do 92% alumina ceramic balls last in continuous wet grinding?
Service life depends heavily on the feed material hardness, ball diameter, mill operating conditions, and acceptable wear loss before media replacement is triggered. In typical ceramic tile body preparation grinding feldspar and quartz feed at 3–5 mm top size, a ball charge of 92% alumina may last 2–4 years before bulk replacement is required. Individual ball fracture events occur throughout service life and are addressed by periodic makeup additions. The ball charge is considered “spent” when average ball diameter has reduced by 20–30% from original nominal size, at which point both mill performance and wear rate deteriorate due to changed dynamics.
4: What causes 92% alumina balls to fracture in service?
Fracture rather than abrasive wear is the primary failure mode when something is operating incorrectly. Common causes include: feed particle oversize (tramp metal or agglomerates that concentrate impact), mill speed too high (balls cataracting with excessive energy), ball diameter too large for the liner type, thermal shock during mill startup when balls are cold and slurry is hot, or receiving damaged balls that had micro-cracks introduced during shipping. A sudden increase in media fracture rate is always a signal to investigate the root cause rather than simply continue adding replacement media.
5: How should I clean 92% alumina balls when switching grinding applications?
When changing from one product to another in a ceramic or pharmaceutical mill, thorough cleaning of the media is important to prevent cross-contamination. For most industrial applications, water washing of the ball charge in the mill (running empty with water, draining, and repeating) is adequate. For pharmaceutical or high-purity applications requiring stricter cleaning, the balls can be unloaded, soaked in dilute acid (5% HCl or citric acid) to remove mineral deposits, then thoroughly rinsed with deionized water and dried before reloading. Alkaline cleaning agents should be used carefully — while 92% alumina has good chemical resistance, prolonged exposure to concentrated NaOH can attack the glass phase at grain boundaries.
6: What is the optimal slurry density for wet milling with alumina balls?
For most ceramic applications, slurry solid content between 55–70 wt% (equivalent to roughly 35–50 vol% solids) provides the optimal balance between grinding efficiency and slurry rheology. Below 55 wt% solids, excessive dilution reduces the probability of ball-particle contact. Above 70 wt% solids, slurry viscosity increases sharply, cushioning impacts and reducing grinding rate. The specific optimum depends on the material density and particle size distribution, and we recommend viscosity measurement using a Brookfield viscometer during process development to establish the operating window precisely.
7: Do 92% alumina balls require special handling due to their weight?
Yes. With a bulk density of approximately 2.1–2.3 kg/L (calculated from the ball packing factor and individual ball density of 3.60–3.68 g/cm³), a standard 1,000 L mill loaded to 40% fill will contain approximately 840–920 kg of ball media. Loading and unloading require mechanical assistance — specifically a loading chute or conveyor for loading, and either a mill dump with classifier screen or a manual scoop system for unloading. Avoid dropping bags of balls from elevation: the impact can introduce micro-fractures across the entire bag quantity.
8: What are the advantages of 92% alumina balls over steel balls in ceramic grinding?
Steel balls contaminate the slurry with iron oxide wear products, which cause color defects in white ceramics, can catalyze unwanted chemical reactions in specialty applications, and settle into product. Steel also has much lower hardness than alumina (600–800 HV vs. 1100–1250 HV for 92% alumina), meaning significantly higher wear rate against hard feed materials like feldspar and quartz. The density of steel is higher (7.8 g/cm³ vs. 3.6 g/cm³), which means greater impact energy per ball, but this is offset by the contamination problem and much faster wear rate. For ceramic, chemical, and food applications, 92% alumina is almost universally preferred over steel grinding media.
9: How are 92% alumina ceramic balls packaged and shipped internationally?
Standard packaging for 92% alumina balls consists of woven polypropylene bags (25 kg or 50 kg) stacked on wooden pallets, shrink-wrapped. Small-diameter balls (< 6 mm) are sometimes packed in sealed paper bags inside outer poly sacks to reduce dust generation. Shipping containers (20-foot FCL) typically hold 12–18 metric tons depending on packing arrangement. For ocean freight, the commodity is classified as ceramic articles and is non-hazardous. Suppliers should provide a packing list, commercial invoice, certificate of origin, and the CoA for each production batch included in the shipment.
10: How do I verify that the alumina balls I received are actually 92% grade?
The definitive verification method is X-Ray Fluorescence (XRF) analysis, which measures elemental composition of the ceramic body. Most university materials labs and commercial testing laboratories can perform XRF analysis on ground ceramic samples within 1–3 business days. A simpler field screening method is density measurement by Archimedes principle: if the measured density is below 3.55 g/cm³, the balls are unlikely to be 92% alumina (they may be 75% or lower grade). Additionally, hardness testing with a certified Vickers hardness tester can differentiate grades — 92% alumina should register above 1050 HV. If results are borderline, XRF is the definitive confirmation.
Summary and Key Takeaways
92% alumina ceramic balls represent a mature, thoroughly validated grinding media technology that delivers measurable advantages in wear resistance, product purity, and total cost of ownership across a broad spectrum of industrial milling applications. The key points that determine successful application are:
- Al₂O₃ content verification from the specific production batch — not generic grade specifications.
- Proper ball size selection based on feed particle size and target fineness, not convention or habit.
- Mill operating conditions aligned with the mechanical limits of 92% alumina (speed, ball diameter, liner type).
- Wear loss documentation tied to a standardized test protocol so supplier comparisons are meaningful.
- Stock availability with full traceability so urgent operational needs can be met without quality compromise.
At AdTech, we maintain technical resources and procurement support for alumina grinding media across multiple industrial sectors. The information in this article reflects real application experience across ceramic, mineral, chemical, and electronics manufacturing environments, combined with data from established research institutions and standards bodies. Our goal is always to help engineers and buyers make decisions based on verified performance data rather than marketing language.
