92% アルミナセラミックボール 硬度、密度、耐摩耗性、およびコストパフォーマンスの最適なバランスを実現する ほとんどの湿式および乾式粉砕工程において。 シリカ、長石、石英、顔料、あるいは先端セラミックスを粉砕する場合でも、92%アルミナボールは、68%や75%といった低グレードの代替アルミナ媒体と比較して、一貫して低い汚染率、長い耐用年数、そしてより予測可能な処理能力を実現します。.
「92」という表記は、酸化アルミニウム(Al₂O₃)の含有量を指します — 重量比で92% — であり、残りの8%は通常、シリカ(SiO₂)、マグネシア(MgO)、酸化カルシウム(CaO)、および結晶粒構造を制御する焼結助剤で構成されています。この組成は恣意的なものではありません。 これは数十年にわたるセラミックス工学の改良の結晶であり、その目標は常に、製造コストを管理可能な範囲に抑えつつ、衝撃の激しい環境下で99%アルミナ素地に時折生じる脆性の問題を回避しながら、優れた機械的特性を実現できるほどAl₂O₃含有量を十分に高めることにありました。.
プロジェクトで92アルミナセラミックボールの使用が必要な場合は、 お問い合わせ お見積もりは無料です。.
92%アルミナボールの化学組成と微細組織特性
92%アルミナセラミックボールの化学的性質を理解することは、単なる学術的な知識にとどまらず、お客様の具体的な粉砕環境における性能を直接予測するものです。アルミナ含有量は硬度と化学的安定性を左右し、一方、フラックス添加剤は焼結挙動、気孔率、および粒界の安定性を決定づけます。.

代表的な化学組成表
| 酸化物成分 | コンテンツ範囲 (wt%) | セラミックボディの機能 |
|---|---|---|
| Al₂O₃(アルミナ) | 91.5 – 92.5% | 一次構造相;硬度および耐摩耗性 |
| SiO₂(シリカ) | 3.0 – 5.0% | ガラス相形成剤;焼結性を向上させる |
| MgO(マグネシア) | 0.5 – 1.5% | 結晶成長抑制剤;微細組織を緻密化する |
| CaO(酸化カルシウム) | 0.3 – 1.0% | フラックス添加剤;液相焼結を促進する |
| Fe₂O₃(酸化鉄) | < 0.15% | 不純物として管理される;色や汚染に影響を与える |
| TiO₂(チタニア) | < 0.3% | 一部の配合における焼結助剤 |
| Na₂O + K₂O(アルカリ類) | < 0.3% | フラックス;ガラス相の過剰な生成を防ぐよう制御する |
適切な焼結によって製造された92%アルミナボールの微細構造は、主に平均粒径3~8マイクロメートルのコランダム(α-Al₂O₃)結晶からなり、その周囲はフラックス酸化物から形成された薄いガラス質マトリックスに囲まれている。 この粒径範囲は重要である。10 µmを超える粗大な粒子は機械的応力下で粒界破壊を起こしやすい一方、2 µmを下回る過度に微細な粒子では、より高い焼結温度が必要となり、性能の相応な向上なしにコストを増加させる恐れがある。.
アドテックでは、エレクトロニクス、食品加工、および先端セラミックス分野のお客様へのご提案にあたり、Fe₂O₃含有量に特に注意を払っています。粉砕媒体からの鉄分混入は、白色顔料に色むらを生じさせたり、電子グレードの材料にイオン汚染を引き起こしたりする可能性があります。 高品質な92%アルミナボールは、Fe₂O₃含有量を0.1%未満に抑えています。これは、厳格な原材料調達を行わなければ、すべてのサプライヤーが保証できるものではありません。.
92%アルミナボールの焼結密度は、通常、 3.60 および 3.68 g/cm³, これは、75%アルミナ(約3.2 g/cm³)よりも著しく高く、99%アルミナの3.85~3.95 g/cm³の範囲には及ばないものの、それに近い値である。 この密度の差は、ミル処理量に直接反映される。すなわち、密度が高い媒体ほど、同等の回転速度においてボール1個あたりの衝撃エネルギーが大きくなる。.
主な物理的・機械的特性:密度、硬度、および摩耗率のデータ
エンジニアや調達担当者からは、粉砕媒体を比較するための単一の指標として数値を求められることがよくあります。摩耗率は最終的に最も重要な指標ではありますが、それだけで評価することはできません。以下の表は、信頼できる産業情報源および当社の試験記録に基づき、92%アルミナボールの重要な特性範囲をまとめたものです。.
92%アルミナセラミックボールの物理的および機械的特性
| プロパティ | 代表値 | 試験基準 |
|---|---|---|
| Al₂O₃含有量 | 92%以上 | XRF/化学分析 |
| かさ密度 | 3.60 ~ 3.68 g/cm³ | アルキメデスの方法 |
| 吸水 | < 0.01% | ISO 10545-3 |
| ビッカース硬度(HV) | 1100~1250 HV | ISO 6507 |
| モース硬度 | 9+ | 引っかき試験 |
| 圧縮強度 | 2500 MPa以上 | ASTM C1424 |
| 破断靭性(KIC) | 3.5~4.5 MPa·m¹/² | SEPB法 |
| 曲げ強度 | 280~350 MPa | ISO 14704 |
| 摩耗率(ボール・オン・ディスク) | 0.01~0.03 g/kg・h | 工場内試験 |
| 動作温度範囲 | 最高1200°C(乾燥状態) | — |
| 耐薬品性 | 優秀(酸・アルカリ) | — |
1100~1250 HVというビッカース硬度は、92%アルミナを一般的な鋼球(通常600~800 HV)よりも大幅に上回り、天然の小石やフリント媒体とは比べ物にならないほど高い硬度を示しています。 この硬度の高さにより、セラミック表面は供給材料による傷や摩耗に強くなり、まさにそれが、連続粉砕下でも摩耗損失率が極めて低く抑えられる理由となっています。.
多くのサプライヤーのデータシートには記載されていないものの、実務上極めて重要な指標の一つが 研削効率比 — 媒体の摩耗量単位あたりに、目標の細度まで粉砕された製品の量。セラミックおよび鉱物処理施設での当社の経験によれば、 92%アルミナボールは、最終粒子径を45ミクロン未満とする用途において、75%アルミナボールよりも25~40%高い粉砕効率比を達成します。これは主に、硬度が高いためボールの真球度がより長く維持され、供給粒子への効率的な応力伝達を促進する点接触形状が保たれるためです。.
吸水率が0.01%未満であることは、92%アルミナボールが実質的に完全緻密で、閉孔構造を有していることを裏付けています。 セラミックスラリーの調製、塗料顔料の粉砕、医薬品粉末の加工などで一般的な湿式粉砕用途において、これは絶対条件です。多孔質の媒体はプロセス液を吸収し、粒界で膨潤し、剥離によって破損します。完全緻密な92%アルミナ製ボールは、この破損モードを完全に回避します。.
92個のアルミナボールの製造工程:焼結プロセスと品質管理
92%アルミナセラミックボールの製造工程は、多くの購入者が想像するよりも複雑であり、メーカーが選択する製造プロセスによって、完成品が公表された仕様を正確に満たすか、それとも単にそれに近似する程度にとどまるかが決まります。.
原料の準備
製造は、粒子径分布(D50は通常2~5 µm)と純度が管理された焼成アルミナ粉末(通常はバイヤー法アルミナ)から始まります。 フラックス添加剤(SiO₂、MgO、CaO)は、個別に予備粉砕するか、天然粘土鉱物前駆体(カオリン、タルク)として混合前に添加される。この段階での正確な計量と均質化は極めて重要であり、フラックス含有量がわずか0.5%変動しただけでも、焼結挙動に著しい変化が生じる可能性がある。.
成形方法
商業的には、主に2つの成形法が用いられている:
低温等方圧成形(CIP): あらかじめ造粒された粉末を、ゴム型内で100~200 MPaの圧力で成形します。これにより、非常に均一な生密度を持つニアネットシェイプのボールが得られます。 CIP成形品は、生品の機械加工を最小限に抑えられ、寸法精度が最も高い完成品が得られる傾向があります。これは、ボール径の公差が±0.1 mm未満と厳密に求められる精密用途において、当社が推奨する製造方法です。.
押出・タンブリング(造粒・焼結): アルミナスリップのペーストを円筒状に押し出し、回転ドラム内でタンブリング処理を行い、塑性変形によって球体を形成します。この方法は、より迅速かつ低コストですが、球形の均一性は若干劣ります。寸法公差の厳密さよりも生産コストを重視する用途に適しています。.
焼結
緑釉の陶器は、連続式ローラー窯またはバッチ式窯で、以下の温度範囲で焼成されます。 1580℃および1650℃, 、最高温度で2~4時間保持する。焼成中、SiO₂-CaO-Al₂O₃系から液相が形成され、これが粘性流動と粒子の再配列によって緻密化を促進する。 このガラス相がコランダム粒界を濡らしており、冷却時に薄い非晶質膜を形成して粒子を結合させ、破壊挙動を制御する。.
焼結時の雰囲気管理は重要です。92%アルミナの場合、通常は空気中での焼成が行われますが、安定した気流を維持することで、酸化鉄の部分的な還元を引き起こし、灰色の変色や物性のばらつきにつながる可能性のある局所的な還元状態を防ぐことができます。.
焼結後の寸法検査、アルキメデスの原理による密度測定、および亀裂の目視検査が、最低限の品質管理手順を構成しています。高品質なメーカーでは、さらに以下の検査を実施しています:
- 標準化されたボールミルにおける摩耗損失試験のためのバッチサンプリング。.
- 圧縮強度の統計的サンプリング(ボールクラッシュ試験)。.
- 光学プロファイル測定法を用いた円度測定。.
- Al₂O₃含有量のXRFスポットチェック。.
品質管理チェックポイント一覧表
| 制作段階 | 品質管理パラメータ | 合格基準 |
|---|---|---|
| 原材料の受入 | Al₂O₃の純度、粒度分布 | Al₂O₃ ≥ 99.51%(TP3T原料の純度) |
| 粉末の混合 | 均一性、水分 | バッチ全体でCV < 2% |
| グリーン・ボディ・フォーミング | 緑の密度、直径 | 目標値±0.5% |
| 焼結前検査 | 表面のひび割れ、形状 | 目視上の欠陥が一切ない |
| 焼結 | 最高温度、保持時間 | ±5°Cの制御 |
| 完成品 | 密度、摩耗損失、硬度 | 仕様表によると |
| パッケージング | 計数、ラベル貼付、防湿 | 密封済み、ラベル貼付済み、乾燥状態 |
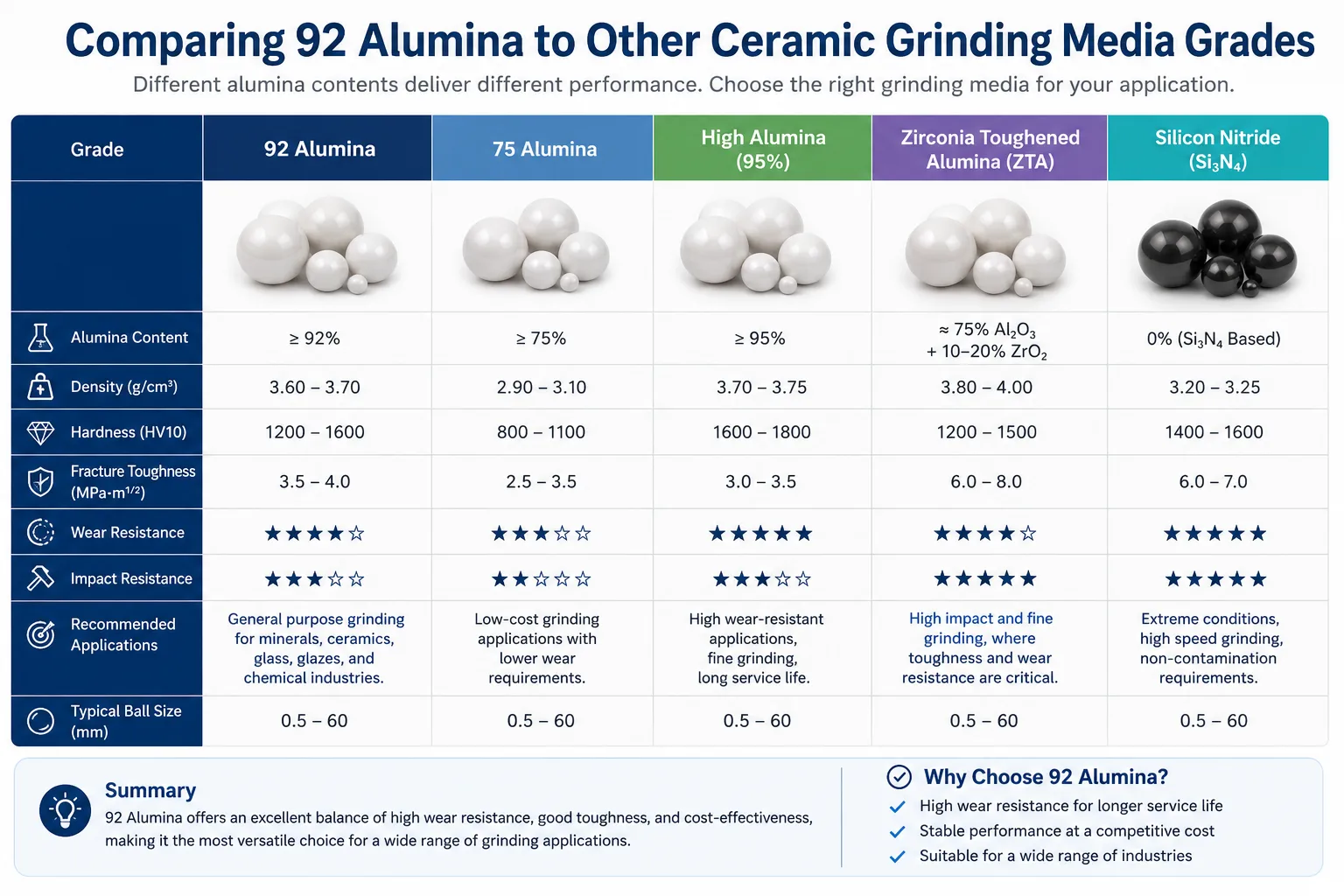
92アルミナと他のセラミック粉砕媒体グレードとの比較
調達担当のエンジニアから最もよく寄せられる質問の一つは、「75%アルミナの方が安価なのに、なぜ92%アルミナに割高な費用を支払う必要があるのか」というものです。 この答えを見つけるには、単価ではなく総所有コスト(TCO)を考慮する必要があります。比較データを見ると、中~高強度の粉砕作業においては、一貫して92%アルミナの方が優れていることが示されています。.
粉砕媒体のグレード比較表
| パラメータ | 68% アルミナ | 75% アルミナ | 92% アルミナ | 95% アルミナ | ジルコニア (ZrO₂) |
|---|---|---|---|---|---|
| Al₂O₃含有量 | ~68% | ~75% | ~92% | ~95% | — |
| 密度 (g/cm³) | ~2.80 | ~3.20 | 3.60–3.68 | 3.65–3.75 | 6.0–6.1 |
| 硬度(モース) | ~7.5 | ~8 | ~9 | ~9+ | ~8.5 |
| 摩耗率 | 高い | ミディアム | 低い | 非常に低い | 超低 |
| 相対価格 | 低い | ミディアム-ロー | ミディアム | ミディアム-ハイ | 非常に高い |
| ベスト・アプリケーション | 低強度の湿式粉砕 | 陶磁器全般 | ほとんどの工業用研削 | 精密・工業用セラミックス | 超微細/高純度 |
| 汚染リスク | ミディアム-ハイ | ミディアム | 低い | 非常に低い | ごくわずか |
| 典型的な生活(相対的) | 1x | 1.5–2x | 4–5x | 6–7x | 10–15x |
この表から読み取れる重要なポイントは、 「相対的な人生」コラム. 92%アルミナボールよりも40%安い75%アルミナボールは、その寿命が92%の4~5倍であるのに対し、わずか1.5~2倍に過ぎない — メンテナンスによる稼働停止時間や媒体交換の労務費を含めると、製品1トン当たりのコストは実質的に高くなります。.
鉄、シリカ、またはアルカリ酸化物による汚染が製品の欠陥につながるような、着色製品やデリケートな製品を扱う用途においては、92%アルミナが低グレード品よりも高価であることは、特に正当化されます。粉砕媒体の汚染に起因する顧客からの不良品返品を考慮に入れると、その経済性はさらに高まります。.
95%アルミナは耐摩耗性をさらに向上させていますが、その価格差は特定の用途――主に、製品の純度要件が極めて厳しい技術用セラミックス、先端コーティング、および精密電子材料――においてのみ正当化されます。.
ジルコニア製粉媒体は、性能と価格の面で全く異なるレベルに位置しており、1ミクロン以下の超微粉砕、医薬品有効成分、およびアルミナによる汚染が一切許されない高付加価値の特殊化学品に適しています。弊社では、ジルコニアと92%アルミナを直接的な代替品として位置づけてはいません。これらは根本的に異なる用途分野に対応する製品だからです。.
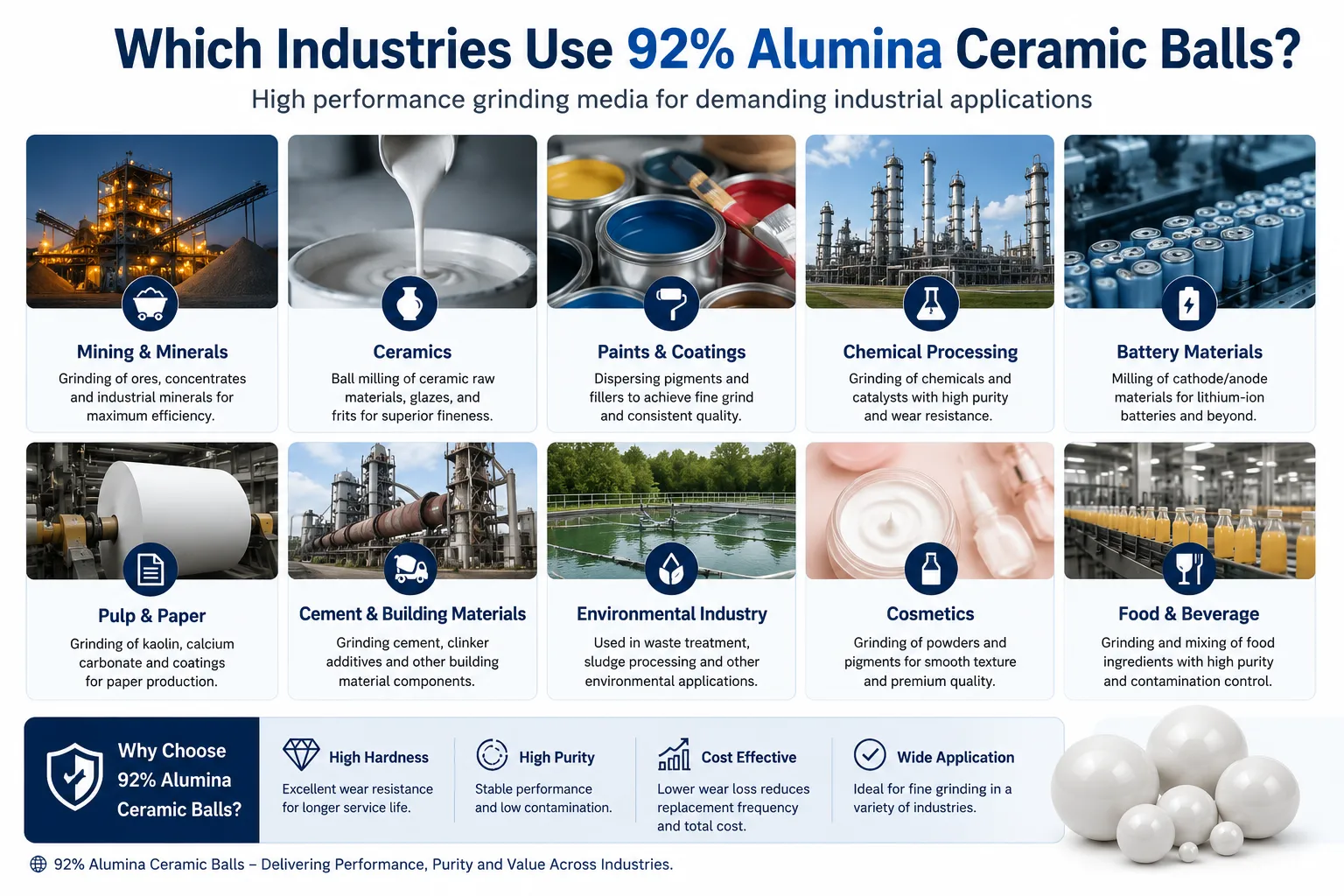
用途:92%アルミナセラミックボールはどのような業界で使用されていますか?
92%アルミナセラミックボールの汎用性は、その商業的価値において最も重要な特徴の一つです。高い硬度、低摩耗性、化学的安定性、高密度といった共通の特性は、驚くほど幅広い製造分野において付加価値をもたらしています。.
主な産業用途
陶磁器および磁器の製造: 最大の単一最終用途市場である。長石、石英、方解石、カオリン、骨灰は、92%アルミナメディアを使用したボールミルで粉砕され、タイル素地スラリー、衛生陶器用スリップ、および工業用セラミック粉末が製造される。 この分野における一般的なボール充填量は、1基あたり1,500kgから20,000kg以上です。.
セメントおよび建設資材: セメントメーカーは、摩耗による損失が少ないほど、完成したセメントへの鉄分混入が少なくなり、これがセメントの硬化反応やホワイトセメント生産における色調の均一性に影響を与えることを認識するにつれ、クリンカー粉砕、フライアッシュ処理、スラグ粉砕においてセラミックメディアの使用がますます増加している。.
塗料および顔料の加工: 二酸化チタン、酸化亜鉛、酸化鉄顔料、および有機着色剤は、撹拌ビーズミルやボールミル内でセラミック媒体を用いて、10ミクロン未満の微細度まで粉砕されます。92%アルミナは化学的に不活性であるため、反応性の高い顔料表面との相互作用を防ぎます。.
鉱業および鉱物加工: シリカ砂の選鉱、長石浮選の給鉱調製、およびリン鉱石の粉砕は、代表的な用途です。これらの原料は研磨性が高いため、耐摩耗性に優れた媒体が必要とされますが、92%アルミナはコスト効率に優れた解決策となります。.
ガラスとフリット: エナメル、釉薬、および特殊ガラス組成物のフリット粉砕には、耐火物の混入を引き起こさない研磨材が必要です。アルミナは、適切な添加量で使用すれば、ほとんどの釉薬システムと化学的に適合します。.
電子部品および特殊セラミックス: アルミナ基板、LTCC(低温同時焼成セラミックス)、圧電セラミックス(PZT)、およびフェライト材料は、高純度の92%アルミナボールを使用して湿式粉砕されます。この工程では、媒体中の鉄分含有量を厳重に管理しています。.
食品・医薬品: 医薬品錠剤や食品添加物向けの炭酸カルシウム、タルク、および賦形剤の粉砕において、アルミナは非毒性かつ化学的に不活性であるという特性が役立ちます。FDAの基準に準拠した用途では、材料に関する完全な文書化が求められます。.
化学処理: 触媒担体、ゼオライトの粉砕、および活性炭の処理もまた、アルミナが持つ耐薬品性と低汚染性が重要な役割を果たす分野です。.
こちらもお読みください: アルミナ・セラミックボールは何に使われるのか?
用途別ボールサイズ推奨表
| 業種別 | 飼料の粒子径 | 目標細度 | 推奨ボール径 |
|---|---|---|---|
| セラミック素地のスラリー | 5 mm未満 | 63 µm未満 | 30~50mm |
| 顔料の粉砕 | < 1 mm | 10 µm未満 | 10~25 mm |
| 電子セラミックス | 200 µm未満 | < 1~5 µm | 5~15 mm |
| セメント/クリンカー | < 25 mm | 75 µm未満 | 40~80 mm |
| ガラス・フリットの粉砕 | 3 mm未満 | 45 µm未満 | 20-40 mm |
| 鉱物の採掘 | 10 mm未満 | 100 µm未満 | 30~60 mm |
| 医薬品用粉末 | 500 µm未満 | < 5~20 µm | 6~15ミリ |
ボールミルの投入パラメータおよび運転指針
最高品質の92%アルミナボールであっても、ミルへの投入量が不適切であったり、最適パラメータの範囲外で運転されたりすれば、その性能は十分に発揮されません。これらの運転条件は複雑に相互作用しており、これらを適切に調整できるかどうかが、目標処理量を達成できるプロセスと、不十分な細度のために過剰なエネルギーを消費してしまうプロセスとの分かれ目となります。.
製粉所の重要運転パラメータ
ミル充填レベル: アルミナ製メディアを使用するセラミックボールミルにおける標準的な推奨値は、ボールの体積比に対してミル容積が30~50%です。30%を下回ると、ボールが過度な自由落下衝撃を受け、粉砕効果の向上に見合わない割れリスクが高まります。 50%を超えると、カスケード運動が制限され、粉砕効率が低下します。.
臨界速度と最適速度: 回転数(RPM)での臨界速度(Nc)は、次のように計算されます:
Nc = 42.3 / √D
ここで、Dはミルの内径(メートル単位)である。最適な粉砕を行うため、ミルは通常、臨界回転数の65~80%の範囲で運転される。この範囲では、粉砕媒体がカスケード状や滝のような動きを見せ、衝撃粉砕と摩耗粉砕の両方のメカニズムを最大限に発揮する。.
ボールと材料の重量比: セラミックスの湿式粉砕において、一般的な比率は2:1から3:1(媒体:乾燥原料重量)です。比率が高くなると、原料単位あたりのエネルギー投入量は増加しますが、媒体の摩耗も増大します。一方、比率が低くなると粉砕効率が低下します。最適な比率は、原料の硬度や目標とする粒度によって異なります。.
湿式粉砕におけるスラリーのレオロジー: ほとんどのセラミック粉砕用途において、スラリーの粘度は800~2000 mPa·sの範囲に維持する必要があります。粘度が高すぎると、ボールと粒子との衝撃が緩和され、効率が低下します。一方、粘度が低すぎると、粒子の捕捉率が低下します。 これに応じて水の添加量を調整し、過度な希釈を伴わずにレオロジー特性を制御するために、解凝剤(ケイ酸ナトリウム、ポリアクリレート系分散剤)が使用される。.
メディアとライナーのクリアランス: この点は見落とされがちです。ライナーの摩耗によってミル内部の直径が大幅に拡大した場合、有効臨界回転数の計算値も変化します。ライナーが著しく摩耗した後は、ミルの回転数を再調整することをお勧めします。.
各粉砕段階におけるボール充填組成
| フライス加工工程 | 大型ボール % | ミディアムボール % | スモールボール % | 根拠 |
|---|---|---|---|---|
| 粗研削 | 60–70% | 25-30% | 5-10% | 衝撃エネルギーが支配的である |
| 中級 | 30-40% | 40-50% | 15-25% | 影響と消耗のバランス |
| 微粉砕 | 10-20% | 30-40% | 40-60% | 離職が主な要因となっている |
| 超微細 | 0-10% | 20-30% | 60-80% | 最大接触面積 |
これまでの経験上、多くの工程では簡便さを理由に単一サイズのボールを使用していますが、これは定期的に補充される連続式ミルであれば問題ありません。しかし、厳格な粒子径仕様を満たす必要があるバッチ式ミルにおいては、前述のような混合サイズのアプローチを採用することで、大幅なメリットが得られます。.
アルミナセラミックボールの摩耗量を測定・評価する方法
ほぼすべての市場において、92%アルミナボールの最大の売りは、その摩耗損失の少なさです。しかし、「少ない」というのは相対的なものであり、標準化された測定方法がない限り、サプライヤー間の比較は無意味なものになってしまいます。ここでは、摩耗損失を適切に定量化する方法と、その数値が実際に何を意味するのかについて解説します。.
標準摩耗試験方法
粉砕媒体業界で最も広く採用されている試験プロトコルは、実験用ボールミルに一定量の試験用ボールと標準化された研磨材(通常は石英または長石)を投入し、速度とスラリー条件を制御した状態で所定の時間運転した後、ボールの重量減少量を測定するというものです。.
標準化するテスト変数:
- ミル容量およびライナー材質(摩耗試験にはゴム製ライナーが標準仕様)。.
- ボールの充填量と粒度分布。.
- 原料の種類、硬度、および粒子径。.
- スラリーの濃度とpH。.
- ミル速度(臨界速度の%)。.
- 試験期間(通常24時間または48時間)。.
摩耗による損失は、次のように報告されています:
摩耗率 = (初期質量 – 最終質量) / (初期質量 × 試験時間) × 1000
単位:g/kg・時、あるいはg/トン(粉砕製品).
アルミナグレード別の代表的な摩耗損失値
| アルミナグレード | 摩耗損失(g/kg・h) | 摩耗損失(製品1トンあたりg) | 年間消費量* |
|---|---|---|---|
| 68% アルミナ | 0.08 – 0.15 | 800 – 1500 | 非常に高い |
| 75% アルミナ | 0.04 – 0.08 | 400 – 800 | 高い |
| 92% アルミナ | 0.01 – 0.03 | 100 – 300 | 低い |
| 95% アルミナ | 0.005 – 0.015 | 50 – 150 | 非常に低い |
| ジルコニア | < 0.005 | 50未満 | 超低 |
*年間消費量は、製粉作業量換算に基づく相対値です
これらの数値が示す実用上の意義は、大規模なセラミックタイル工場で長石を連続粉砕する際、92%アルミナを50トンバッチで投入した場合、0.02 g/kg・hの摩耗損失が生じる可能性があるということです。 年間8,000時間以上稼働すると、年間約8,000 kgのメディアが消費されることになります。これは絶対値としては大きな数字ですが、同一条件下で75%または68%アルミナが消費する量に比べればごく一部に過ぎません。.
摩耗による生成物は、原料を汚染します。衛生陶器のような白色セラミックの場合、メディア由来の汚染が一定の閾値を超えると、完成品に目に見える色むらが生じます。92%アルミナは摩耗率が低いため、こうした繊細な用途において製品の品質を直接的に守ります。.

既製品における摩耗ロスの低減:調達部門にとっての真の意味
サプライヤーが92%アルミナセラミックボールについて「摩耗損失の少ない在庫」と宣伝する場合、調達チームは、この主張が具体的に何を意味するのか、またその信頼性を裏付けるためにどのような書類が必要なのかを正確に把握しておく必要があります。.
「株式」とは実際には何を指すのか
粉砕媒体の在庫とは、倉庫に保管され、検査済みの完成品を指し、新規生産ロットに伴うリードタイムを要することなく、即座に出荷可能な状態にあるものを指します。セラミックボールメーカーにとって、在庫を維持するには以下のことが必要です:
- 十分なキルンの処理能力と、キルンの稼働スケジュールの厳格な管理。.
- 適切な保管環境を備えた十分な倉庫スペース。.
- バッチ識別情報と試験記録を追跡する在庫管理システム。.
- 仕掛品および完成品を保有するための資金的負担。.
在庫の品質確保が重要なのは、予期せぬ摩耗の加速、工場の拡張、あるいは汚染によるロットの廃棄といった要因による緊急のメディア需要に対し、新規生産まで6~8週間も待つ余裕がないためです。品質が文書化され、検証済みの在庫を確保しているサプライヤーこそが、真の操業の安定性を提供します。.
92%アルミナボールにはどのような書類を添付すべきですか
購入前に、すべてのサプライヤーに対して以下の事項を義務付けることをお勧めします:
- 分析証明書(CoA): 当該生産ロットにおけるXRFによるAl₂O₃含有量、アルキメデスの原理による密度、吸水率、および摩耗減量試験の結果。.
- 製造ロット番号: 窯の焼成記録、焼結温度記録、原材料のロットに遡って追跡可能。.
- 次元のレポート: 直径分布、真円度、表面仕上げに関する注記。.
- 摩耗試験手順: どの試験規格が採用されたか、試験期間、指定された原料。.
- 包装および保管日: 「在庫」が、温度管理されていない環境で長期保管されていた商品ではないことを確認するために不可欠です。.
サプライヤーの請求書における要注意点
| 主張 | 質問すべきこと | なぜ重要なのか |
|---|---|---|
| “「極めて少ない摩耗損失」” | 実際のg/kg・hの値と試験方法はどのようなものですか? | 数値化されていない曖昧な主張は検証できない |
| “「92% Al₂O₃」” | 当該ロットのXRF分析結果またはCoAを表示する | 一部の生産者は90~91%を納品し、切り上げている |
| “「即納可能」” | ロット番号と倉庫の場所をお知らせください | 純正在庫と輸送中の生産 |
| “「ISO認証取得」” | どのISO規格で、どの適用範囲ですか? | ISO 9001は品質マネジメントシステム(QMS)のみを対象としており、製品の性能は対象外です |
| “「市場で最も摩耗が少ない」” | 第三者による試験データですか? | 比較的主張には証拠が必要である |
ライナー材質との適合性:アルミナボールとゴム、鋼、セラミック製ライナー
粉砕媒体とミルライナーの接触面は、機械的エネルギーがプロセスへ伝達される場所であると同時に、これら2つの材料が互いに摩耗し合う場所でもあります。ライナーとの適合性を理解することで、粉砕媒体とライナーの両方の寿命を同時に延ばすことができます。.
ゴムライナー
ゴムライニングミルは、セラミックスや鉱物処理の分野で非常に広く使用されています。ゴムライナーは衝撃エネルギーを効果的に吸収してボールの破損を抑え、さらに自己洗浄性(材料がゴム表面に付着しない)を備えています。ゴムライニングミルで92%アルミナボールを使用する場合、重要な運転パラメータは 最大ボール衝撃速度 — ゴムライナーは、大径のボールが高速で衝突する際の強い衝撃に耐えられません。ゴムライナーを備えたミルでは、通常、ボールの最大直径は50~60 mmに制限され、ミルの回転数は70~75%の臨界回転数に抑えられます。.
92%アルミナボールによるゴムへの摩耗は、鋼球に比べて比較的少ない。これは、アルミナが焼結後に滑らかな表面を持つため、鋼の粗く硬い表面に比べて、ゴムマトリックスに対する摩耗が少なくて済むためである。.
スチールライナー
セメントや粗粒鉱物の粉砕において、ボールの直径が60 mmを超え、ミルの回転速度が衝撃粉砕に適している場合、スチールライナーが標準的に使用されます。 92%アルミナボールを使用するスチールライナーミルには、特定のリスクが存在します。すなわち、非常に高い衝撃エネルギーが発生する回転速度で運転された場合、アルミナボールは高い圧縮強度を持つにもかかわらず、高質量のスチール製部品や極めて硬い原料粒子に衝突すると破砕する可能性があります。.
スチールライニングミルで使用される92%アルミナについては、以下をお勧めします:
- ボールの直径は80 mm以下。.
- ミル回転数は、臨界回転数の65~72%です。.
- 最大供給粒子径:25 mm以下(過大粒子による衝撃の集中を防ぐため)。.
アルミナライニングミル
粉砕媒体とライナーの両方が92%アルミナセラミックで構成される完全アルミナライニングミルは、白色セラミックスラリーの製造や電子セラミックスの粉砕において、最も適した構成となっています。 スラリーと接触するすべての表面が同一の組成であるため、汚染が最小限に抑えられます。ライナーの摩耗も極めて少ないです。主な制限事項としては、ゴム製と比較してライナーのコストが高く、ライナーの交換間隔が長い点が挙げられます。.
アルミナライニングを施したミルでは、ボールとライナーの衝突エネルギーを低減させるため、やや低速(62~68%の臨界速度)で運転しており、これによりライナーの寿命を大幅に延ばしています。.
サイズ選定表および直径対供給粒子比
特定の原料と目標粒子径に適したボール径を選択することは、ボールミル運転において最も重要な判断事項の一つである。広く受け入れられている経験則として、効率的な一次粉砕を行うためには、ボール径は原料の最大粒子径の約20~30倍であるべきとされるが、目標の細度が高くなるにつれて、この比率はより小さなボールへとシフトしていく。.
92%アルミナボールの標準サイズ範囲
市販されている直径:1 mm、 2 mm、3 mm、5 mm、6 mm、8 mm、10 mm、13 mm、15 mm、20 mm、25 mm、30 mm、40 mm、50 mm、60 mm、70 mm、80 mm。.

サイズ選定ガイド
| 送り幅 D80 (mm) | 目標値 D80(µm) | 一次ボールのサイズ | 二次ボールのサイズ |
|---|---|---|---|
| 5 - 10 | 500 – 1000 | 50~60 mm | 30~40 mm |
| 2 – 5 | 200 – 500 | 30~50 mm | 20~30 mm |
| 0.5 – 2 | 100 - 200 | 20~40 mm | 15~20 mm |
| 0.1 – 0.5 | 45 – 100 | 15~25 mm | 10~15 mm |
| < 0.1 | 10 – 45 | 8~15 mm | 5~10 mm |
| < 0.05 | 1 – 10 | 3~8 mm | 1~5 mm |
実際には、多くのエンジニアは単一のボールサイズから始め、生成物の粒度分布(PSD)分析に基づいて調整を行います。特定の用途においてボールサイズが大きすぎることを示す主な指標は、二峰性の粒度分布(PSD)です。これは、摩耗によって微細な材料が生成された一方で、粗大粒子が十分に破砕されていないことを示しています。 逆に、ボールが小さすぎると、その逆の現象が生じます。すなわち、粒子径の中央値は非常に微細になるものの、ボールでは効率的に破砕できない大粒子のテールが生じます。.
セラミックボール素材の保管、取り扱い、および品質検査
セラミックボールは密度が高く、脆い性質を持っています。92%アルミナは使用中に高い耐摩耗性と耐薬品性を発揮しますが、設置前の保管や取り扱いが不適切だと、微細な亀裂が生じ、その結果、使用中の摩耗や破損が著しく加速する恐れがあります。.
保管条件
- 乾燥した場所で保管してください。吸水率は0.01%未満ですが、水たまりや高湿度環境に長時間さらされ、さらに凍結融解を繰り返すと、粒界にストレスがかかる可能性があります。.
- 高さ1メートル以上の場所からバッグを落とさないでください。荷下ろし時の衝撃による損傷は、入荷検査での不合格の主な原因となっています。.
- パレットの上に保管してください。湿気が染み込む恐れがあるため、コンクリートの床に直接置かないでください。.
- 製粉工場への積み込みが完了するまで、元の梱包をそのままにしておいてください。ばら積みでの移送は、チップの破損リスクを高めます。.
入荷検査手順書
調達数量が多い場合は、体系的な入荷検査を行うことをお勧めします:
- 目視検査 1–2%サンプルの状態を確認する際は、欠け、ひび割れ、平らな部分、または異常な色むらがないかを確認してください。.
- 寸法確認 ノギスを使用して、直径が仕様値から±0.5 mm以内、または指定された範囲内にあることを確認する。.
- 密度の抜き取り検査 サンプルから5~10個のボールを選び、アルキメデスの原理を用いて測定する。.
- 重量確認 梱包明細書に基づく全品納入.
- CoAのレビュー およびサプライヤーの記録とのロット番号照合。.
価格のベンチマーク、最小発注数量(MOQ)、およびサプライヤー評価基準
92%アルミナセラミックボールの価格は、ボールの直径、注文数量、納期条件、および市場状況によって大きく異なります。以下の目安は一般的な価格帯を示したものであり、実際の価格については、最新のサプライヤー見積書でご確認ください。.
おおよその価格帯(米ドル、FOB中国、2025年)
| ボールの直径 | おおよその価格帯(米ドル/トン) | 典型的なMOQ |
|---|---|---|
| 1~5 mm | $900 – $1,400 | 500キロ |
| 6~15 mm | $750 – $1,100 | 500キロ |
| 16~30 mm | $680 – $950 | 1,000 kg |
| 31~50 mm | $620 – $880 | 1,000 kg |
| 51~80 mm | $600 – $850 | 2,000 kg |
価格は、アルミナ原料費(世界のボーキサイトおよび焼成アルミナ市場の動向に連動)、窯の焼成に要する天然ガスまたは電力コスト、およびコンテナ運賃の影響を強く受けます。エネルギーコストが急騰する時期には、セラミックボールの価格上昇圧力が高まると予想されます。.
こちらもお読みください: 不活性アルミナセラミックボール工場卸売
サプライヤー評価基準
92%アルミナ製粉用ボールの新規サプライヤーを評価する際、当社は以下の加重基準を適用しています:
| 基準 | 重量 | 何をチェックすべきか |
|---|---|---|
| 化学組成の精度 | 25% | CoA対独立XRF |
| 摩耗損失性能 | 25% | バッチ固有のテストデータ |
| 次元の一貫性 | 15% | 直径の公差、真円度 |
| 在庫状況 | 15% | 実際の倉庫在庫 |
| リードタイムの信頼性 | 10% | 実績と推薦状 |
| テクニカルサポート | 5% | アプリケーションエンジニアリング能力 |
| 価格競争力 | 5% | 単価だけでなく、総費用 |
購入者が犯す最大の過ちは、摩耗・劣化性能の検証を軽視し、単価ばかりを重視してしまうことです。1トンあたりの価格が15%安いものの、製品の摩耗速度が30%も速いサプライヤーの製品は、あらゆる重要な指標において、より低い価値しか提供しません。.
92アルミナセラミックボールに関するよくある質問
1: 92%アルミナボールと95%アルミナボールの違いは何ですか?
主な違いはAl₂O₃の含有量です。92%アルミナボールは重量比で約92.1%の酸化アルミニウムを含有しているのに対し、95%アルミナボールは約95.1%を含有しています。 95% ボールはアルミナ含有量が高いため、硬度がわずかに高く(通常 1200~1300 HV 対 92% の 1100~1250 HV)、摩耗率が低く、密度がわずかに高くなっています。 しかし、95% ボールは、原材料の純度要件が高く、焼結条件の管理もより厳格であるため、製造コストが高くなります。セラミックタイル、鉱物処理、塗料など、ほとんどの工業用粉砕用途において、92% と 95% の性能差は、その価格差を正当化するほどのものではありません。 一方、精密電子セラミックス、医薬品有効成分、あるいは製品の純度が極めて重要となる用途においては、95%への切り替えが正当化される可能性があります。.
2:92%アルミナボールは、撹拌式ビーズミルで使用できますか?
はい、ただし重要なサイズ上の制約があります。撹拌式ビーズミル(アトリターミルまたは水平型ビーズミルとも呼ばれる)は、従来のボールミルよりもはるかに小さな媒体を使用するように設計されています。 この用途では、直径1~6 mmの92%アルミナボールが使用されますが、より大きなボール(10 mm超)は、一般的な撹拌ディスクのクリアランスには適合しません。 撹拌ミルにおける主要な性能要件は、耐摩耗性だけでなく、高い撹拌翼先端速度(通常8~15 m/s)下での破損に対する耐性でもあります。粒径が管理された高品質な92%アルミナボールは、この用途において優れた性能を発揮します。.
3:92%アルミナセラミックボールは、連続湿式粉砕においてどの程度の耐用年数がありますか?
耐用年数は、原料の硬度、ボールの直径、ミルの運転条件、およびメディアの交換が必要となるまでの許容摩耗量に大きく依存します。 一般的なセラミックタイル素地の製造において、最大粒径 3~5 mm の長石および石英原料を粉砕する場合、92% アルミナ製のボールは、一括交換が必要になるまで 2~4 年使用できます。 耐用年数を通じて個々のボールの破損が発生しますが、定期的な補充によって対処されます。ボールの充填量は、平均ボール径が元の公称サイズから 20~30% 減少した時点で「消耗」したとみなされます。この時点では、動的特性が変化するため、ミルの性能と摩耗率の両方が低下します。.
4:92%アルミナボールは、使用中にどのような原因で破損するのでしょうか?
動作に異常が生じた場合、主な破損原因は摩耗ではなく破断である。 一般的な原因としては、供給粒子のサイズオーバー(衝撃を集中させる異物や凝集物)、ミル速度の過大(過度なエネルギーでボールが滝のように落下する)、ライナーの種類に対してボールの直径が大きすぎる、ボールが冷えているのに対しスラリーが熱い状態でのミル起動時の熱衝撃、あるいは輸送中に微細な亀裂が生じた損傷ボールが混入していることなどが挙げられます。 メディアの破損率が急激に上昇した場合は、単に交換用メディアを追加し続けるのではなく、常に根本原因を調査する必要があります。.
5:研削用途を変更する際、92%アルミナボールはどのように洗浄すればよいですか?
セラミックミルや製薬用ミルで製品を切り替える際、交差汚染を防ぐためには、媒体の徹底的な洗浄が重要です。ほとんどの産業用途では、ミル内のボール充填物を水で洗浄する(水を入れて空運転し、排水を繰り返し行う)だけで十分です。 より厳格な洗浄が求められる製薬用途や高純度用途の場合、ボールを取り出し、希酸(5% HClまたはクエン酸)に浸漬して鉱物堆積物を除去した後、脱イオン水で十分にすすぎ、乾燥させてから再装填することができます。 アルカリ性洗浄剤の使用には注意が必要です。92%アルミナは耐薬品性に優れていますが、濃NaOHに長時間さらされると、粒界のガラス相が侵食される可能性があります。.
6:アルミナボールを用いた湿式粉砕における最適なスラリー濃度はどれくらいですか?
ほとんどのセラミック用途において、スラリーの固形分含有量が55~70 wt%(体積比で約35~50%に相当)の場合、粉砕効率とスラリーのレオロジー特性のバランスが最適になります。 固形分が 55 wt% 未満の場合、希釈が過度になり、ボールと粒子の接触確率が低下します。 固形分が 70 wt% を超えると、スラリーの粘度が急激に上昇し、衝撃が緩和されて粉砕速度が低下します。具体的な最適値は、材料の密度や粒子径分布によって異なります。プロセス開発の際には、ブルックフィールド粘度計を使用して粘度を測定し、適切な運転範囲を正確に確立することをお勧めします。.
7:92%アルミナボールは、その重量のため、特別な取り扱いが必要ですか?
はい。かさ密度が約2.1~2.3 kg/L(ボールの充填率および個々のボールの密度3.60~3.68 g/cm³から算出)であるため、 標準的な1,000 Lミルを40%充填率で充填した場合、約840~920 kgのボールメディアが含まれます。充填および排出には機械的な補助が必要です。具体的には、充填には充填シュートまたはコンベアを、排出には分級スクリーン付きミルダンプまたは手動スクープシステムのいずれかを使用します。 高所からボール入りの袋を落下させることは避けてください。衝撃により、袋全体に微細な亀裂が生じる恐れがあります。.
8:セラミック研削において、92%アルミナボールはスチールボールに比べてどのような利点がありますか?
鋼球は、酸化鉄の摩耗生成物によってスラリーを汚染します。これにより、白色セラミックスに色むらが生じたり、特殊用途において望ましくない化学反応を促進したり、製品内に沈殿したりする原因となります。 また、鋼はアルミナよりも硬度がはるかに低いため(600~800 HV 対 92% アルミナの 1100~1250 HV)、長石や石英などの硬い原料に対しては、摩耗率が著しく高くなります。 また、鋼の密度はアルミナよりも高く(7.8 g/cm³ 対 3.6 g/cm³)、ボール 1 個あたりの衝撃エネルギーは大きくなりますが、これは汚染の問題や摩耗速度がはるかに速いことによって相殺されます。 セラミック、化学、食品用途では、92% アルミナが、鋼製の粉砕媒体よりもほぼ例外なく好まれています。.
9: 92%アルミナセラミックボールは、どのように梱包され、海外へ出荷されますか?
92%アルミナボールの標準梱包は、木製パレットに積み重ね、シュリンク包装したポリプロピレン製織袋(25 kgまたは50 kg)です。小径のボール(6 mm未満)は、粉塵の発生を抑えるため、外側のポリ袋の中に密封された紙袋に入れて梱包される場合があります。 輸送コンテナ(20フィートFCL)には、梱包方法にもよりますが、通常12~18メートルトンが積載されます。海上輸送において、本品はセラミック製品に分類され、非危険物です。サプライヤーは、出荷に含まれる各生産ロットについて、梱包明細書、商業送り状、原産地証明書、およびCoA(品質証明書)を提出する必要があります。.
10:受け取ったアルミナボールが実際に92%グレードであることを、どのように確認すればよいですか?
最も確実な検証方法は、セラミック本体の元素組成を測定する蛍光X線分析(XRF)です。ほとんどの大学の材料研究室や民間の試験所では、粉砕したセラミック試料に対して、1~3営業日以内にXRF分析を行うことができます。 より簡便な現場でのスクリーニング方法として、アルキメデスの原理に基づく密度測定があります。測定された密度が3.55 g/cm³を下回る場合、そのボールが92%アルミナである可能性は低く(75%またはそれ以下のグレードである可能性があります)。 さらに、認定されたビッカース硬さ試験機を用いた硬度測定により、グレードを区別することができます。92%アルミナは1050 HV以上を示すはずです。結果が境界線上にある場合は、XRF分析によって確定的な確認を行う必要があります。.
まとめと要点
92%アルミナセラミックボールは、成熟し、徹底的に検証された粉砕媒体技術であり、幅広い産業用粉砕用途において、耐摩耗性、製品の純度、および総所有コストの面で明確なメリットをもたらします。本製品の適用を成功させるための重要なポイントは以下の通りです:
- Al₂O₃含有量の確認 特定の製造ロットに基づくものであり、一般的なグレード仕様ではありません。.
- 適切なボールのサイズの選び方 慣習や習慣ではなく、飼料の粒子径と目標とする粉砕度に基づいて。.
- 製粉所の運転条件 92%アルミナが持つ機械的限界(回転速度、ボール径、ライナーの種類)に合わせて設計されています。.
- 摩耗損失に関する記録 標準化されたテスト手順に基づいているため、サプライヤー間の比較に意味がある。.
- 完全なトレーサビリティを備えた在庫状況 これにより、品質を損なうことなく、緊急の業務上のニーズに対応できるようになります。.
AdTechでは、多岐にわたる産業分野において、アルミナ粉砕媒体に関する技術リソースと調達支援を提供しています。本記事の内容は、セラミックス、鉱物、化学、電子機器の製造現場における実際の応用実績に加え、権威ある研究機関や標準化団体からのデータを基にしています。私たちの目標は、エンジニアや購買担当者が、マーケティング用語ではなく、実証済みの性能データに基づいて意思決定を行えるよう支援することです。.
