92% bolas de cerâmica de alumina oferecer o equilíbrio ideal entre dureza, densidade, resistência ao desgaste e relação custo-benefício para a maioria das operações de moagem a seco e a húmido. Quer esteja a moer sílica, feldspato, quartzo, pigmentos ou cerâmicas avançadas, as esferas de alumina 92% proporcionam consistentemente taxas de contaminação mais baixas, maior vida útil e um rendimento mais previsível em comparação com alternativas de qualidade inferior, como os meios de alumina 68% ou 75%.
A designação “92” refere-se ao teor de óxido de alumínio (Al₂O₃) — 92% em peso — sendo que os restantes 8% são tipicamente compostos por sílica (SiO₂), magnésia (MgO), óxido de cálcio (CaO) e aditivos de sinterização que controlam a estrutura granular. Esta composição não é arbitrária. Representa décadas de aperfeiçoamento da engenharia cerâmica, em que o objetivo sempre foi elevar o teor de Al₂O₃ o suficiente para alcançar excelentes propriedades mecânicas, mantendo os custos de produção controláveis e evitando os problemas de fragilidade que por vezes afetam os corpos de alumina 99% em ambientes sujeitos a impactos intensos.
Se o seu projeto exigir a utilização de esferas cerâmicas de alumina 92, pode contactar-nos para um orçamento gratuito.
Composição química e propriedades microestruturais das esferas de alumina 92%
Compreender a química subjacente às esferas cerâmicas de alumina 92 não é apenas uma questão académica — permite prever diretamente o desempenho no seu ambiente específico de moagem. O teor de alumina determina a dureza e a inércia química, enquanto os aditivos fundentes determinam o comportamento de sinterização, a porosidade e a integridade dos limites dos grãos.

Tabela de composição química típica
| Componente de óxido | Gama de conteúdos (wt%) | Função em corpo cerâmico |
|---|---|---|
| Al₂O₃ (Alumina) | 91.5 – 92.5% | Fase estrutural primária; dureza e resistência ao desgaste |
| SiO₂ (Sílica) | 3.0 – 5.0% | Agente formador de fase vítrea; melhora a sinterabilidade |
| MgO (magnésia) | 0.5 – 1.5% | Inibidor do crescimento dos grãos; refina a microestrutura |
| CaO (Óxido de cálcio) | 0.3 – 1.0% | Aditivo fundente; auxilia na sinterização em fase líquida |
| Fe₂O₃ (óxido de ferro) | < 0,15% | Controlado como impureza; afeta a cor e a contaminação |
| TiO₂ (titânia) | < 0,3% | Auxiliar de sinterização em algumas formulações |
| Na₂O + K₂O (álcalis) | < 0,3% | Fluxo; controlado para evitar uma fase vítrea excessiva |
A microestrutura das esferas de alumina 92% produzidas através de sinterização adequada é constituída predominantemente por cristais de corindo (α-Al₂O₃) com tamanhos médios de grão entre 3 e 8 micrómetros, rodeados por uma fina matriz vítrea formada a partir dos óxidos fundentes. Esta gama de tamanhos de grão é significativa: grãos mais grossos, acima de 10 µm, tendem a produzir fraturas intergranulares sob tensão mecânica, enquanto grãos excessivamente finos, abaixo de 2 µm, podem exigir temperaturas de sinterização mais elevadas, o que aumenta os custos sem ganhos de desempenho proporcionais.
Na AdTech, prestamos especial atenção ao teor de Fe₂O₃ ao aconselhar clientes dos setores da eletrónica, da transformação alimentar e da cerâmica avançada. A contaminação por ferro proveniente dos meios de moagem pode causar defeitos de cor nos pigmentos brancos ou contaminação iônica em materiais de grau eletrónico. As esferas de alumina 92% de alta qualidade mantêm o Fe₂O₃ abaixo de 0,1% — algo que nem todos os fornecedores podem garantir sem um rigoroso processo de aquisição de matérias-primas.
A densidade sinterizada das esferas de alumina 92% situa-se normalmente entre 3,60 e 3,68 g/cm³, o que é significativamente superior à alumina 75% (aproximadamente 3,2 g/cm³) e aproxima-se — embora não atinja — do intervalo de 3,85–3,95 g/cm³ da alumina 99%. Essa diferença de densidade traduz-se diretamente no rendimento do moinho: os meios mais densos conferem maior energia de impacto por esfera a uma velocidade de rotação equivalente.
Principais propriedades físicas e mecânicas: dados relativos à densidade, dureza e taxa de desgaste
Os engenheiros e as equipas de compras pedem-nos frequentemente um único valor para comparar os meios de moagem — e, embora a taxa de desgaste seja, em última análise, o indicador mais significativo, não pode ser avaliada isoladamente. A tabela abaixo reúne os intervalos das propriedades essenciais das esferas de alumina 92%, com base em fontes industriais verificadas e nos nossos próprios registos de ensaios.
Propriedades físicas e mecânicas das esferas cerâmicas de alumina 92%
| Imóveis | Valor típico | Norma de ensaio |
|---|---|---|
| Teor de Al₂O₃ | ≥ 92% | XRF / Análise Química |
| Densidade a granel | 3,60 – 3,68 g/cm³ | Método de Arquimedes |
| Absorção de água | < 0,01% | ISO 10545-3 |
| Dureza Vickers (HV) | 1100 – 1250 HV | ISO 6507 |
| Dureza de Mohs | 9+ | Teste de resistência ao risco |
| Resistência à compressão | ≥ 2500 MPa | ASTM C1424 |
| Resistência à fratura (KIC) | 3,5 – 4,5 MPa·m¹/² | Método SEPB |
| Resistência à flexão | 280 – 350 MPa | ISO 14704 |
| Taxa de desgaste (esfera sobre disco) | 0,01 – 0,03 g/kg·h | Teste interno de moagem |
| Gama de temperaturas de funcionamento | Até 1200 °C (a seco) | — |
| Resistência química | Excelente (ácido/alcalino) | — |
A dureza Vickers de 1100–1250 HV coloca a alumina 92% significativamente acima das esferas de aço comuns (normalmente 600–800 HV) e muito acima dos seixos naturais ou dos meios de sílex. Esta vantagem de dureza significa que a superfície cerâmica resiste a riscos e à abrasão causados pelo material de alimentação, razão pela qual as taxas de desgaste permanecem tão baixas em condições de moagem contínua.
Um parâmetro que não aparece na maioria das fichas técnicas dos fornecedores, mas que é extremamente importante na prática, é índice de eficiência de moagem — a quantidade de produto moído até atingir a finura pretendida por unidade de desgaste do meio de moagem. Com base na nossa experiência de trabalho com instalações de processamento de cerâmica e minerais, as esferas de alumina 92% atingem índices de eficiência de moagem 25–40% superiores aos das esferas de alumina 75% em aplicações que visam um tamanho final de partícula inferior a 45 mícrons, principalmente porque a maior dureza mantém a esfericidade das esferas por mais tempo, preservando a geometria de contacto pontual que promove uma transferência eficiente de tensão para as partículas de alimentação.
A absorção de água inferior a 0,011 % confirma que as esferas de alumina 92% são essencialmente totalmente densas, com porosidade fechada. Em aplicações de moagem húmida — comuns na preparação de pastas cerâmicas, moagem de pigmentos de tinta e processamento de pós farmacêuticos — isto é imprescindível. Os meios porosos absorvem o líquido de processo, incham nas fronteiras dos grãos e falham devido à fragmentação. Os corpos de alumina 92% totalmente densos evitam completamente este modo de falha.
Como são fabricadas as esferas de alumina 92: processo de sinterização e controlo de qualidade
O processo de fabrico das esferas cerâmicas de alumina 92% é mais complexo do que muitos compradores imaginam, e as escolhas processuais feitas pelo fabricante determinam diretamente se o produto final cumpre as especificações publicadas ou se apenas se aproxima delas.
Preparação da matéria-prima
A produção começa com pó de alumina calcinada — normalmente alumina do processo Bayer — com distribuição granulométrica controlada (D50 geralmente entre 2 e 5 µm) e pureza garantida. Os aditivos fundentes (SiO₂, MgO, CaO) são pré-moídos separadamente ou introduzidos como precursores minerais de argila natural (caulim, talco) antes da mistura. A pesagem precisa e a homogeneização nesta fase são fundamentais: variações no teor de fundente de apenas 0,5% podem alterar significativamente o comportamento de sinterização.
Métodos de moldagem
Existem duas principais vias de moldagem utilizadas comercialmente:
Prensagem isostática a frio (CIP): O pó pré-granulado é prensado a uma pressão de 100–200 MPa em moldes de borracha. Isto resulta numa densidade do produto em bruto altamente uniforme e em esferas com forma quase final. Os corpos CIP requerem um mínimo de maquinagem em bruto e tendem a produzir o produto acabado com maior precisão dimensional. Este é o método que recomendamos para aplicações de precisão em que é necessária uma tolerância no diâmetro das esferas inferior a ±0,1 mm.
Extrusão e agitação (granulação-sinterização): Uma pasta de barbotina de alumina é extrudida em cilindros, que são agitados num tambor rotativo para formar esferas através de deformação plástica. Este método é mais rápido e económico, mas produz uma esfericidade ligeiramente menos uniforme. Adequado para aplicações em que uma tolerância dimensional rigorosa é menos crítica do que o custo de produção.
Sinterização
Os corpos verdes são cozidos em fornos de rolos contínuos ou em fornos de lotes periódicos a temperaturas entre 1580 °C e 1650 °C, mantida durante 2 a 4 horas à temperatura máxima. Durante a cozedura, forma-se a fase líquida a partir do sistema SiO₂-CaO-Al₂O₃, o que promove a densificação através do fluxo viscoso e do rearranjo das partículas. Os limites dos grãos de corindo são molhados por esta fase vítrea, que, ao arrefecer, forma uma fina película amorfa que une os grãos e controla o comportamento de fratura.
O controlo da atmosfera durante a sinterização é importante: a sinterização ao ar é o procedimento padrão para a alumina 92%, mas a manutenção de um fluxo de ar constante evita condições redutoras locais que poderiam causar a redução parcial dos óxidos de ferro, levando a uma coloração cinzenta e a possíveis variações nas propriedades.
A verificação dimensional pós-sinterização, a verificação da densidade pelo método de Arquimedes e a inspeção visual para deteção de fissuras constituem o protocolo mínimo de controlo de qualidade. Os fabricantes de alta qualidade realizam adicionalmente:
- Amostragem por lotes para ensaios de perda por desgaste em moinhos de bolas normalizados.
- Amostragem estatística para a resistência à compressão (ensaio de esmagamento com esfera).
- Medição da circularidade através de perfilometria ótica.
- Análise pontual por XRF do teor de Al₂O₃.
Tabela de pontos de controlo de qualidade
| Fase de produção | Parâmetro de controlo de qualidade | Critério de aceitação |
|---|---|---|
| Recebimento de matérias-primas | Pureza do Al₂O₃, PSD | Al₂O₃ ≥ 99,51 % - Pureza da matéria-prima do TP3T |
| Mistura de pós | Homogeneidade, humidade | CV < 2% em todo o lote |
| Modelagem corporal ecológica | Densidade da vegetação, diâmetro | ±0,51 TP3T do alvo |
| Inspeção pré-sinterização | Fissuras superficiais, forma | Sem defeitos visíveis |
| Sinterização | Temperatura máxima, tempo de permanência | Controlo de ±5 °C |
| Produto acabado | Densidade, perda por desgaste, dureza | De acordo com a tabela de especificações |
| Embalagem | Contagem, etiquetagem, barreira contra a humidade | Selado, etiquetado, seco |
Comparação entre a alumina 92 e outros tipos de meios de moagem cerâmicos
Uma das perguntas mais frequentes que recebemos dos engenheiros de compras é: “Por que razão deveríamos pagar mais pela alumina 92% quando a alumina 75% é mais barata?” A resposta requer uma análise do custo total de propriedade, em vez do preço unitário, e os dados comparativos favorecem consistentemente a alumina 92% para operações de moagem de intensidade média a alta.
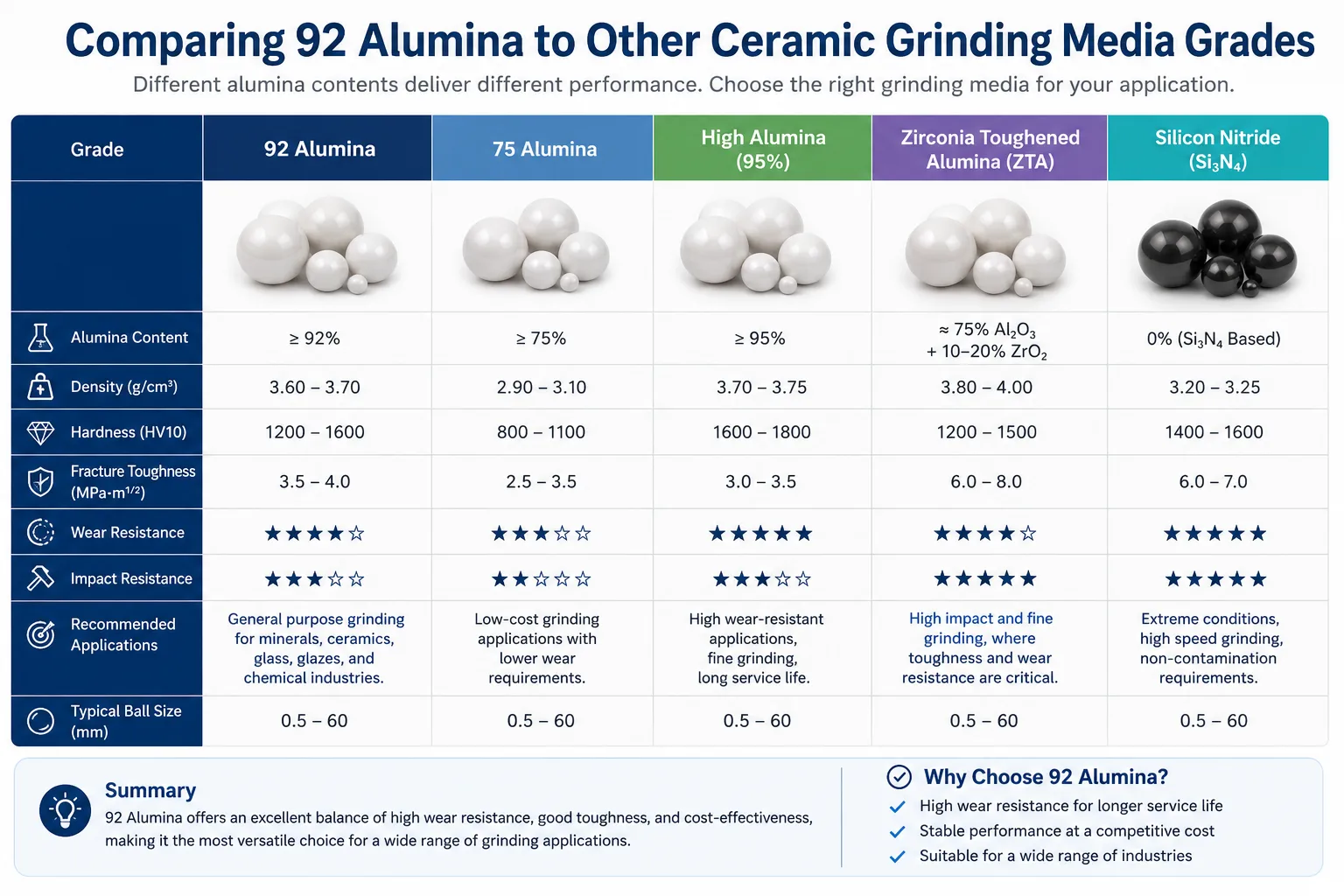
Tabela comparativa de classes de meios de moagem
| Parâmetro | Alumina 68% | Alumina 75% | Alumina 92% | Alumina 95% | Zircónio (ZrO₂) |
|---|---|---|---|---|---|
| Teor de Al₂O₃ | ~68% | ~75% | ~92% | ~95% | — |
| Densidade (g/cm³) | ~2.80 | ~3.20 | 3.60–3.68 | 3.65–3.75 | 6.0–6.1 |
| Dureza (Mohs) | ~7.5 | ~8 | ~9 | ~9+ | ~8.5 |
| Taxa de desgaste | Elevado | Médio | Baixa | Muito baixo | Ultrabaixo |
| Preço relativo | Baixa | Médio-Baixo | Médio | Médio-Alto | Muito elevado |
| Melhor aplicação | Moagem húmida de baixa intensidade | Cerâmica em geral | A maior parte da moagem industrial | Cerâmicas de precisão/técnicas | Ultrafino/alta pureza |
| Risco de contaminação | Médio-Alto | Médio | Baixa | Muito baixo | Negligenciável |
| Vida útil típica (relativa) | 1x | 1.5–2x | 4–5x | 6–7x | 10–15x |
A informação essencial desta tabela é a coluna da vida relativa. Uma esfera de alumina 75% que custa 40% menos do que uma esfera de alumina 92%, mas cuja durabilidade é apenas 1,5 a 2 vezes superior — em comparação com as 4 a 5 vezes da alumina 92% — representa um custo substancialmente mais elevado por tonelada de produto moído quando se incluem o tempo de inatividade para manutenção e a mão de obra para a substituição do meio.
No caso de aplicações que envolvam produtos coloridos ou sensíveis, em que a contaminação por ferro, sílica ou óxidos alcalinos possa causar defeitos no produto, o custo adicional da alumina 92% em relação a graus de qualidade inferiores justifica-se especialmente. A relação custo-benefício torna-se ainda mais favorável quando se tem em conta as rejeições por parte do cliente decorrentes da contaminação dos meios de moagem.
A alumina 95% oferece uma melhoria adicional na resistência ao desgaste, mas a um preço mais elevado que só se justifica em aplicações específicas — principalmente cerâmicas técnicas, revestimentos avançados e materiais para eletrónica de precisão, onde os requisitos de pureza do produto são extremamente rigorosos.
Os meios de moagem de zircónia situam-se num nível de desempenho e preço totalmente distinto, sendo adequados para a moagem ultrafina abaixo de 1 mícron, princípios ativos farmacêuticos e produtos químicos especializados de alto valor, em que qualquer contaminação por alumina é inaceitável. Não consideramos a zircónia e a alumina 92% como alternativas diretas — elas destinam-se a segmentos de aplicação fundamentalmente diferentes.
Aplicações: Em que setores são utilizadas as esferas cerâmicas de alumina 92%?
A versatilidade das esferas de cerâmica de alumina 92% é uma das suas características de maior importância comercial. As mesmas propriedades essenciais — elevada dureza, baixo desgaste, inércia química e alta densidade — traduzem-se em valor acrescentado numa gama surpreendentemente vasta de setores industriais.
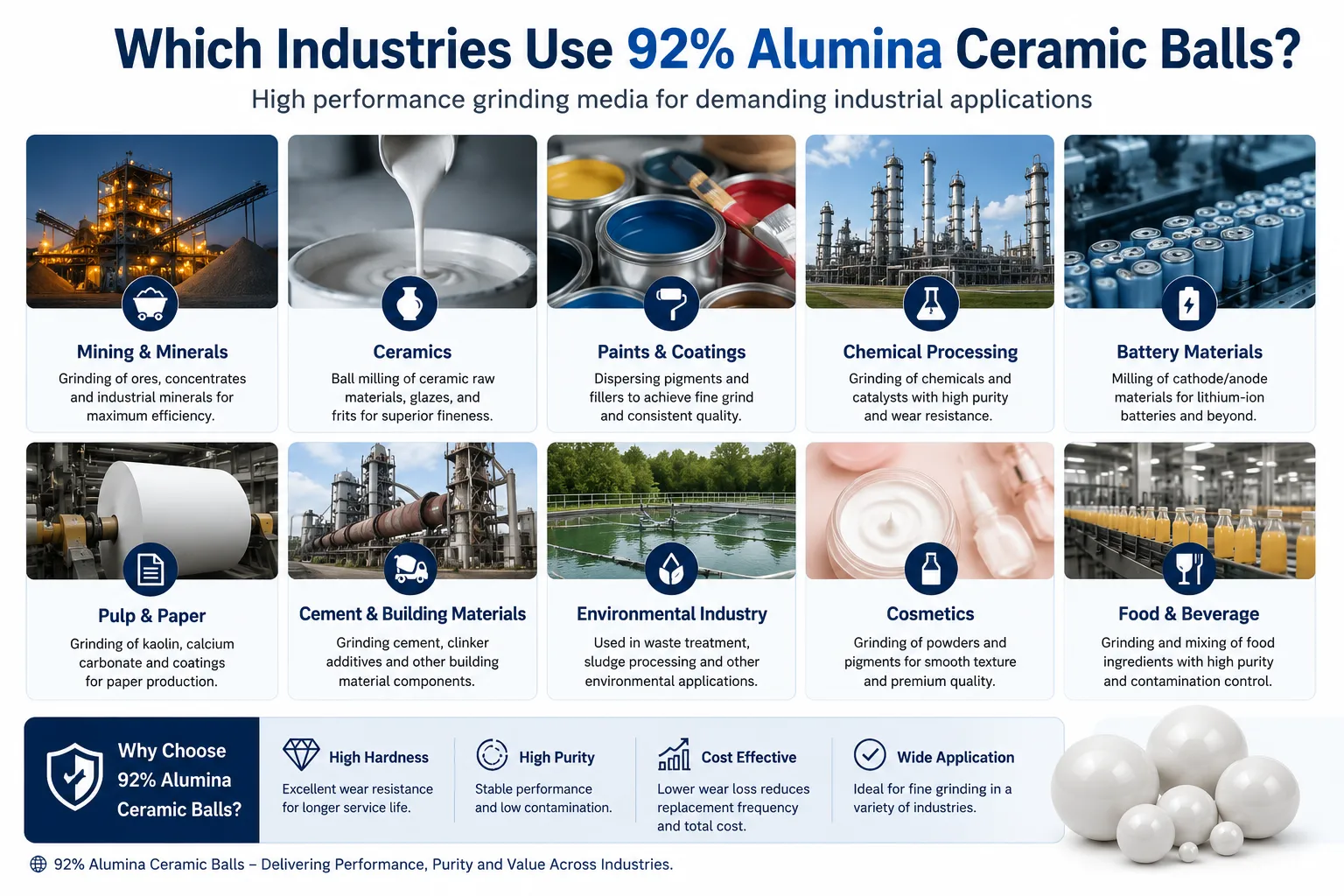
Principais aplicações industriais
Fabrico de cerâmica e porcelana: O maior mercado de utilização final. Feldspato, quartzo, calcite, caulim e cinza de ossos são moídos em moinhos de bolas utilizando meios de alumina 92% para produzir pastas para corpos de azulejos, barbotina para louças sanitárias e pós cerâmicos técnicos. As cargas típicas de bolas neste segmento variam entre 1 500 kg e mais de 20 000 kg por moinho.
Cimento e materiais de construção: A moagem de clínquer, o processamento de cinzas volantes e a moagem de escória recorrem cada vez mais a meios cerâmicos, à medida que os produtores de cimento reconhecem que uma menor perda por desgaste se traduz numa menor contaminação por ferro no cimento acabado, o que afeta a química de presa e a consistência da cor na produção de cimento branco.
Processamento de tintas e pigmentos: O dióxido de titânio, o óxido de zinco, os pigmentos de óxido de ferro e os corantes orgânicos são moídos até atingirem uma finura inferior a 10 mícrons, utilizando meios cerâmicos em moinhos de esferas com agitação e moinhos de bolas. A inércia química da alumina 92% impede a interação com as superfícies reativas dos pigmentos.
Mineração e tratamento de minerais: O beneficiamento de areia de sílica, a preparação da matéria-prima para a flotação de feldspato e a moagem de rocha fosfática são aplicações comuns. A natureza abrasiva destas matérias-primas exige meios resistentes ao desgaste, e a alumina 92% oferece uma solução económica.
Vidro e fritas: A moagem de fritas para esmaltes, revestimentos e composições de vidro especiais requer meios que não introduzam contaminação refratária. A alumina é quimicamente compatível com a maioria dos sistemas de revestimento quando utilizada em dosagens adequadas.
Eletrónica e cerâmicas especiais: Os substratos de alumina, a LTCC (cerâmica co-cozida a baixa temperatura), as cerâmicas piezoelétricas (PZT) e os materiais de ferrite são moídos por via húmida utilizando esferas de alumina 92% de alta pureza. Neste segmento, o teor de ferro nos meios de moagem é cuidadosamente monitorizado.
Alimentar e Farmacêutico: A moagem de carbonato de cálcio, talco e excipientes para comprimidos farmacêuticos e aditivos alimentares beneficia da natureza não tóxica e quimicamente inerte da alumina. As aplicações em conformidade com a FDA exigem documentação completa dos materiais.
Processamento químico: Os materiais de suporte para catalisadores, a moagem de zeólitos e o processamento de carvão ativado são outras áreas em que a resistência química da alumina e o seu baixo nível de contaminação são fatores determinantes.
Leia também: Para que são utilizadas as bolas de cerâmica de alumina?
Tabela de recomendações sobre o tamanho das esferas em função da aplicação
| Segmento industrial | Tamanho das partículas da ração | Finesse pretendida | Diâmetro recomendado da esfera |
|---|---|---|---|
| Pasta cerâmica | < 5 mm | < 63 µm | 30-50 mm |
| Moagem de pigmentos | < 1 mm | < 10 µm | 10–25 mm |
| Cerâmicas eletrónicas | < 200 µm | < 1–5 µm | 5–15 mm |
| Cimento/clínquer | < 25 mm | < 75 µm | 40–80 mm |
| Moagem de vidro/frita | < 3 mm | < 45 µm | 20-40 mm |
| Exploração de minerais | < 10 mm | < 100 µm | 30–60 mm |
| Pó farmacêutico | < 500 µm | < 5–20 µm | 6-15 mm |
Parâmetros de carregamento e diretrizes operacionais do moinho de bolas
Mesmo as esferas de alumina 92% da mais alta qualidade terão um desempenho inferior se o moinho for carregado de forma inadequada ou operado fora dos parâmetros ideais. Estas variáveis operacionais interagem de formas complexas, e acertá-las faz toda a diferença entre um processo que atinge a produtividade pretendida e outro que consome energia em excesso para obter uma finura inadequada.
Parâmetros críticos de funcionamento do moinho
Nível de enchimento do moinho: A recomendação padrão para moinhos de bolas cerâmicos que utilizam bolas de alumina é de 30–50% do volume do moinho por volume aparente das bolas. Abaixo de 30%, as bolas sofrem um impacto excessivo devido à queda livre, o que aumenta o risco de fratura sem proporcionar um benefício proporcional na moagem. Acima de 50%, o movimento em cascata é restringido, reduzindo a eficiência da moagem.
Velocidade crítica e velocidade ideal: A velocidade crítica (Nc) em RPM é calculada da seguinte forma:
Nc = 42,3 / √D
onde D é o diâmetro interno do moinho, em metros. Para uma moagem ideal, os moinhos são normalmente operados a 65–80 % da velocidade crítica. Nesta faixa, os meios de moagem caem em cascata e formam redemoinhos, de forma a maximizar os mecanismos de moagem por impacto e por atrito.
Relação bola/material (em peso): Na moagem húmida de cerâmicas, a proporção típica é de 2:1 a 3:1 (meios de moagem:peso do material seco). Proporções mais elevadas aumentam o consumo de energia por unidade de material, mas também aumentam o desgaste dos meios de moagem. Proporções mais baixas reduzem a eficiência da moagem. A proporção ideal depende da dureza do material e da finura pretendida.
Reologia das pastas na moagem húmida: A viscosidade da pasta deve ser mantida entre 800 e 2000 mPa·s na maioria das aplicações de moagem de cerâmica. Uma viscosidade excessiva amortece os impactos entre as esferas e as partículas e reduz a eficiência; uma viscosidade insuficiente diminui a taxa de captura das partículas. A adição de água é ajustada em conformidade, e são utilizados desfloculantes (silicato de sódio, dispersantes de poliacrilato) para controlar a reologia sem diluição excessiva.
Distância entre o suporte e o papel de revestimento: Este aspeto é frequentemente ignorado. Se o desgaste do revestimento tiver aumentado significativamente o diâmetro interior do moinho, o cálculo da velocidade crítica efetiva é alterado. Recomendamos a recalibração da velocidade do moinho após episódios de desgaste significativo do revestimento.
Composição da carga de esferas para diferentes fases de moagem
| Plataforma de fresagem | Bola Grande % | Bola média % | Bola Pequena % | Justificação |
|---|---|---|---|---|
| Moa grossa | 60–70% | 25-30% | 5-10% | A energia de impacto é determinante |
| Intermediário | 30-40% | 40-50% | 15-25% | Equilíbrio entre impacto e desgaste |
| Moagem fina | 10-20% | 30-40% | 40-60% | O desgaste prevalece |
| Ultrafino | 0-10% | 20-30% | 60-80% | Máxima área de contacto |
Pela nossa experiência, muitas operações utilizam cargas de esferas de tamanho único por uma questão de simplicidade, o que é aceitável para moinhos contínuos com adições regulares de esferas de reposição. No entanto, os moinhos descontínuos que realizam a moagem de acordo com especificações rigorosas de granulometria beneficiam consideravelmente da abordagem de tamanhos mistos acima descrita.
Como medir e interpretar a perda por desgaste em esferas de cerâmica de alumina
A baixa perda por desgaste é o principal argumento de venda das esferas de alumina 92% em quase todos os mercados. No entanto, “baixa” é um termo relativo e, sem uma metodologia de medição padronizada, as comparações entre fornecedores tornam-se insignificantes. Eis como a perda por desgaste é devidamente quantificada e o que esses números significam na prática.
Método padrão de ensaio de desgaste
O protocolo de ensaio mais utilizado na indústria de meios de moagem consiste em carregar um moinho de bolas de laboratório com uma carga fixa de bolas de ensaio e um material abrasivo padronizado (normalmente quartzo ou feldspato), operando durante um período de tempo especificado a uma velocidade controlada e em condições de pasta definidas, e, em seguida, medir a perda de peso da carga de bolas.
Variáveis de teste a normalizar:
- Volume do moinho e material do revestimento (revestimento de borracha padrão para ensaios de abrasão).
- Distribuição do peso e do tamanho das esferas.
- Tipo de matéria-prima, dureza e granulometria.
- Concentração e pH da pasta.
- Velocidade do moinho (1/3 da velocidade crítica).
- Duração do teste (normalmente 24 ou 48 horas).
A perda por desgaste é indicada da seguinte forma:
Taxa de desgaste = (Massa inicial – Massa final) / (Massa inicial × Duração do ensaio) × 1000
Unidades: g/kg por hora ou, em alternativa, g/tonelada de produto moído.
Valores típicos de perda por desgaste por tipo de alumina
| Tipo de alumina | Perda por desgaste (g/kg·h) | Perda por desgaste (g/tonelada de produto) | Consumo anual* |
|---|---|---|---|
| Alumina 68% | 0.08 – 0.15 | 800 – 1500 | Muito elevado |
| Alumina 75% | 0.04 – 0.08 | 400 – 800 | Elevado |
| Alumina 92% | 0.01 – 0.03 | 100 – 300 | Baixa |
| Alumina 95% | 0.005 – 0.015 | 50 – 150 | Muito baixo |
| Zircónio | < 0,005 | < 50 | Ultrabaixo |
*Consumo anual relativo, com base na taxa de moagem equivalente
O significado prático destes números: uma carga de 50 toneladas de alumina 92% numa grande fábrica de azulejos cerâmicos que tritura feldspato de forma contínua pode sofrer uma perda por desgaste de 0,02 g/kg·h. Ao longo de 8.000 horas de funcionamento por ano, isso traduz-se em cerca de 8.000 kg de meio de moagem consumidos anualmente — um valor significativo em termos absolutos, mas uma fração do que a alumina 75% ou 68% consumiria em condições idênticas.
Os resíduos de desgaste contaminam o material em bruto. No caso de cerâmicas brancas, como a porcelana sanitária, a contaminação proveniente dos meios de processamento, quando ultrapassa determinados limites, provoca defeitos de cor visíveis nos produtos acabados. A baixa taxa de desgaste da alumina 92% protege diretamente a qualidade do produto nestas aplicações sensíveis.

Baixa perda por desgaste nos produtos em stock: o que isso realmente significa para o departamento de compras
Quando um fornecedor anuncia “stock com baixo desgaste” para esferas cerâmicas de alumina 92, as equipas de compras precisam de compreender exatamente o que esta afirmação significa — e que documentação deve acompanhá-la para que seja credível.
O que significa realmente “ação”
A disponibilidade de stock de meios de moagem refere-se ao produto acabado e inspecionado que se encontra em stock no armazém, pronto para envio imediato, sem o prazo de entrega associado a lotes de produção recentes. Para os fabricantes de esferas cerâmicas, a manutenção do stock requer:
- Capacidade de produção suficiente do forno e rigor na programação do forno.
- Espaço de armazenamento adequado com condições de armazenamento adequadas.
- Sistemas de gestão de inventário que monitorizam a identificação dos lotes e os registos de ensaios.
- Compromisso financeiro para financiar os trabalhos em curso e os produtos acabados.
A disponibilidade de stock de qualidade é importante porque as necessidades urgentes de material — motivadas por um desgaste acelerado inesperado, pela expansão da fábrica ou pela rejeição de lotes contaminados — não podem esperar 6 a 8 semanas pela nova produção. Os fornecedores que mantêm stock verificado e de qualidade comprovada oferecem uma verdadeira segurança operacional.
Que documentação deve acompanhar as esferas de alumina com referência 92%
Recomendamos que, antes da compra, exija o seguinte a qualquer fornecedor:
- Certificado de Análise (CoA): Teor de Al₂O₃ por XRF, densidade pelo método de Arquimedes, absorção de água e resultados do ensaio de perda por desgaste para o lote de produção específico.
- Número do lote de produção: Rastreável através do registo de cozedura no forno, do registo da temperatura de sinterização e do lote de matéria-prima.
- Relatório Dimensional: Distribuição do diâmetro, circularidade e observações sobre o acabamento da superfície.
- Protocolo de ensaio de desgaste: Qual a norma de ensaio utilizada, a duração do ensaio e o material de alimentação especificado.
- Data de embalagem e armazenamento: É fundamental para verificar se o “stock” não é produto envelhecido que se encontra armazenado em condições sem controlo de temperatura.
Sinais de alerta nas reclamações dos fornecedores
| Reivindicação | O que perguntar | Porque é que é importante |
|---|---|---|
| “Desgaste mínimo” | Qual é o valor real em g/kg·h e qual é o método de ensaio? | Afirmações vagas sem quantificação não são verificáveis |
| “92% Al₂O₃” | Apresentar a análise por XRF ou o Certificado de Análise (CoA) do lote | Alguns produtores fornecem 90–91% e arredondam para cima |
| “Disponível em stock imediato” | Solicitar o número do lote e a localização no armazém | Existências reais vs. produção em trânsito |
| “Certificado pela ISO” | Qual norma ISO, qual âmbito de aplicação? | A norma ISO 9001 abrange apenas o Sistema de Gestão da Qualidade (SGQ), não o desempenho do produto |
| “O menor desgaste do mercado” | Dados de testes realizados por terceiros? | As alegações comparativas exigem provas |
Compatibilidade do material do revestimento: esferas de alumina com revestimentos de borracha, aço e cerâmica
A interface entre os meios de moagem e o revestimento do moinho é o local onde a energia mecânica é transferida para o processo — e é também onde os dois materiais se desgastam mutuamente. Compreender a compatibilidade do revestimento ajuda a prolongar simultaneamente a vida útil tanto dos meios de moagem como do revestimento.
Revestimentos de borracha
Os moinhos revestidos a borracha são extremamente comuns no processamento de cerâmica e minerais. Os revestimentos de borracha absorvem eficazmente a energia de impacto, reduzindo a quebra das esferas, e são autolimpantes (o material não adere às superfícies de borracha). Com esferas de alumina 92% em moinhos revestidos a borracha, o principal parâmetro de funcionamento é velocidade máxima de impacto da bola — os revestimentos de borracha não suportam o impacto de alta energia causado por esferas de grande diâmetro a velocidades elevadas. No caso dos moinhos com revestimento de borracha, o diâmetro máximo das esferas é normalmente limitado a 50–60 mm, e a velocidade do moinho a 70–75 % da velocidade crítica.
O desgaste da borracha causado pelas esferas de alumina 92% é relativamente baixo em comparação com as esferas de aço, uma vez que a superfície lisa da alumina após a sinterização gera menos abrasão contra a matriz de borracha do que a superfície mais rugosa e dura do aço.
Revestimentos de aço
Na moagem de cimento e de minerais de granulometria grossa, em que o diâmetro das esferas excede os 60 mm e as velocidades de rotação do moinho favorecem a moagem por impacto, os revestimentos de aço são a norma. Os moinhos revestidos a aço que utilizam esferas de alumina 92% apresentam um risco específico: se o moinho funcionar a velocidades que produzam uma energia de impacto muito elevada, as esferas de alumina — apesar da sua elevada resistência à compressão — podem fraturar-se quando atingidas por elementos de aço de grande massa ou por partículas de alimentação extremamente duras.
Para a alumina 92% em moinhos revestidos a aço, recomendamos:
- Diâmetro da esfera ≤ 80 mm.
- Velocidade do moinho entre 65 e 721 TP3T da velocidade crítica.
- Tamanho máximo das partículas de alimentação ≤ 25 mm (para evitar que as partículas de tamanho excessivo concentrem o impacto).
Moinhos revestidos com alumina
Os moinhos totalmente revestidos com alumina — nos quais tanto os corpos de moagem como o revestimento são de cerâmica de alumina 92% — representam a configuração preferida para a produção de pasta cerâmica branca e para a moagem de cerâmica eletrónica. A contaminação é minimizada porque todas as superfícies em contacto com a pasta têm composição idêntica. O desgaste do revestimento é muito baixo. A principal limitação é o custo mais elevado do revestimento e o tempo de substituição mais longo em comparação com a borracha.
Nos moinhos revestidos com alumina, operamos a velocidades ligeiramente mais baixas (62–681 TP3T, velocidade crítica) para reduzir a energia de impacto das esferas contra o revestimento, o que prolonga significativamente a vida útil do revestimento.
Tabelas de seleção de tamanhos e relações entre o diâmetro e o tamanho das partículas de alimentação
A seleção do diâmetro correto das esferas para um determinado material de alimentação e para o tamanho de partícula pretendido é uma das decisões operacionais mais importantes na moagem com esferas. A regra geral amplamente aceite é que o diâmetro das esferas deve ser aproximadamente 20 a 30 vezes superior ao diâmetro máximo das partículas de alimentação, para uma moagem eficiente na primeira fase; no entanto, esta proporção tende a favorecer esferas mais pequenas à medida que a finura pretendida diminui.
Gama de tamanhos padrão para esferas de alumina 92%
Diâmetros disponíveis no mercado: 1 mm, 2 mm, 3 mm, 5 mm, 6 mm, 8 mm, 10 mm, 13 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm, 60 mm, 70 mm, 80 mm.

Tabela de referência para a seleção de tamanhos
| Alimentação D80 (mm) | Valor-alvo D80 (µm) | Tamanho da bola principal | Tamanho da bola secundária |
|---|---|---|---|
| 5 - 10 | 500 – 1000 | 50 – 60 mm | 30 – 40 mm |
| 2 – 5 | 200 – 500 | 30 – 50 mm | 20 – 30 mm |
| 0.5 – 2 | 100 - 200 | 20 – 40 mm | 15 – 20 mm |
| 0.1 – 0.5 | 45 – 100 | 15 – 25 mm | 10 – 15 mm |
| < 0,1 | 10 – 45 | 8 – 15 mm | 5 – 10 mm |
| < 0,05 | 1 – 10 | 3 – 8 mm | 1 – 5 mm |
Na prática, muitos engenheiros começam com um único tamanho de esferas e fazem ajustes com base na análise do PSD do produto final. O principal indicador de que o tamanho das esferas é demasiado grande para uma determinada aplicação é um PSD bimodal do produto final — o que indica que o material fino foi produzido por atrito, enquanto as partículas grossas não foram afetadas. Bolas demasiado pequenas produzem o oposto: um tamanho médio de partícula muito fino, mas com extremidades de partículas de tamanho excessivo que as bolas não conseguem triturar eficientemente.
Armazenamento, manuseamento e controlo de qualidade de esferas cerâmicas
As esferas de cerâmica são densas e frágeis. Embora a alumina 92% seja altamente resistente à abrasão e ao ataque químico durante a utilização, o armazenamento ou manuseamento inadequados antes da instalação podem provocar microfissuras que aceleram drasticamente o desgaste e a fratura durante a utilização.
Requisitos de armazenamento
- Armazenar em local seco. Embora a absorção de água seja inferior a 0,01%, a exposição prolongada a água estagnada ou a humidade elevada, combinada com ciclos de congelamento e descongelamento, pode causar tensão nos limites dos grãos.
- Evite deixar cair sacos de alturas superiores a 1 metro. Os danos causados por impacto durante a descarga são uma das principais causas de rejeição na inspeção de entrada.
- Armazene em paletes, nunca diretamente sobre pisos de betão, onde possa ocorrer a absorção de humidade.
- Mantenha a embalagem original intacta até ao momento do carregamento na fábrica. O transporte a granel aumenta o risco de danos nas aparas.
Protocolo de Inspeção de Entrada
Para grandes volumes de aquisição, recomendamos uma inspeção de entrada estruturada:
- Inspeção visual de uma amostra 1–2%: verifique se há lascas, fissuras, pontos achatados ou variações de cor invulgares.
- Verificação dimensional utilizando um paquímetro: verifique se o diâmetro está dentro da tolerância de ±0,5 mm ou conforme especificado.
- Verificação pontual da densidade aplicando o método de Arquimedes a 5–10 bolas da amostra.
- Verificação do peso da entrega completa de acordo com a lista de embalagem.
- Revisão do CoA e a verificação do número de lote em relação aos registos do fornecedor.
Referências de preços, quantidades mínimas de encomenda e critérios de avaliação de fornecedores
Os preços das esferas de cerâmica de alumina 92% variam significativamente em função do diâmetro das esferas, da quantidade encomendada, das condições de entrega e das condições do mercado. Os valores de referência a seguir representam intervalos típicos — os preços reais devem ser confirmados através de cotações atuais dos fornecedores.
Faixas de preço aproximadas (USD, FOB China, 2025)
| Diâmetro da esfera | Faixa de preço aproximada (USD/MT) | MOQ típico |
|---|---|---|
| 1 – 5 mm | $900 – $1.400 | 500 kg |
| 6 – 15 mm | $750 – $1.100 | 500 kg |
| 16 – 30 mm | $680 – $950 | 1 000 kg |
| 31 – 50 mm | $620 – $880 | 1 000 kg |
| 51 – 80 mm | $600 – $850 | 2 000 kg |
Os preços são fortemente influenciados pelo custo da matéria-prima da alumina (que acompanha os mercados globais da bauxite e da alumina calcinada), pelos custos do gás natural ou da eletricidade necessários para a queima nos fornos e pelas tarifas de frete dos contentores. Durante períodos de picos nos custos da energia, é de esperar uma pressão ascendente sobre os preços das esferas cerâmicas.
Leia também: Fábrica de bolas de cerâmica de alumina inerte por atacado
Critérios de avaliação de fornecedores
Ao avaliar um novo fornecedor de esferas de moagem de alumina 92%, aplicamos os seguintes critérios ponderados:
| Critério | Peso | O que verificar |
|---|---|---|
| Precisão da composição química | 25% | CoA vs. XRF independente |
| Desempenho em termos de desgaste | 25% | Dados de teste específicos do lote |
| Coerência dimensional | 15% | Tolerância de diâmetro, circularidade |
| Disponibilidade de stock | 15% | Stock real em armazém |
| Fiabilidade dos prazos de entrega | 10% | Histórico profissional com referências |
| Apoio técnico | 5% | Capacidade de engenharia de aplicações |
| Competitividade de preços | 5% | Custo total, não apenas o preço unitário |
O maior erro que os compradores cometem é dar demasiada importância ao preço unitário, em detrimento da verificação do desempenho em termos de desgaste. Um fornecedor que ofereça um preço por tonelada métrica 15% mais baixo, mas cujo produto se desgaste 30% mais rapidamente, proporciona um valor inferior em todos os indicadores relevantes.
Perguntas frequentes sobre as esferas cerâmicas de alumina 92
1: Qual é a diferença entre as esferas de alumina 92% e as esferas de alumina 95%?
A principal diferença reside no teor de Al₂O₃: as esferas de alumina 92% contêm aproximadamente 92,1% de óxido de alumínio em peso, enquanto as esferas de alumina 95% contêm aproximadamente 95,1%. O maior teor de alumina nas esferas 95% produz uma dureza ligeiramente superior (normalmente 1200–1300 HV contra 1100–1250 HV para as 92%), menor taxa de desgaste e densidade marginalmente mais elevada. No entanto, as esferas 95% são mais caras de produzir devido aos requisitos de maior pureza da matéria-prima e às condições de sinterização mais controladas. Para a maioria das aplicações industriais de moagem — azulejos cerâmicos, processamento mineral, tintas — a diferença de desempenho entre o 92% e o 95% não justifica a diferença de preço. Para cerâmicas eletrónicas de precisão, princípios ativos farmacêuticos ou aplicações em que a pureza do produto é crítica, a atualização para o 95% pode ser justificada.
2: As esferas de alumina 92% podem ser utilizadas em moinhos de esferas com agitação?
Sim, mas com restrições de tamanho significativas. Os moinhos de esferas com agitação (também conhecidos como moinhos de atrito ou moinhos de esferas horizontais) são concebidos para esferas de dimensões muito mais pequenas do que os moinhos de bolas convencionais. Nesta aplicação, são utilizadas esferas de alumina 92% com diâmetros de 1–6 mm, enquanto esferas maiores (> 10 mm) não são compatíveis com as folgas típicas do disco do agitador. O principal requisito de desempenho nos moinhos com agitação não é apenas a resistência ao desgaste, mas a resistência à fratura sob altas velocidades da ponta do agitador (normalmente 8–15 m/s). Esferas de alumina 92% de alta qualidade com granulometria controlada apresentam bom desempenho nesta aplicação.
3: Qual é a durabilidade das esferas cerâmicas de alumina 92% em moagem húmida contínua?
A vida útil depende em grande medida da dureza do material de alimentação, do diâmetro das esferas, das condições de funcionamento do moinho e do nível de desgaste aceitável antes de ser necessária a substituição dos meios de moagem. Na moagem típica de feldspato e quartzo com granulometria máxima de 3–5 mm para a preparação de massa de azulejos cerâmicos, uma carga de bolas de alumina de 92% pode durar 2–4 anos antes de ser necessária uma substituição em massa. Ocorrem fraturas individuais de esferas ao longo da vida útil, que são resolvidas com adições periódicas de reposição. A carga de esferas é considerada “esgotada” quando o diâmetro médio das esferas tiver diminuído em 20–30% em relação ao tamanho nominal original; nesse ponto, tanto o desempenho do moinho quanto a taxa de desgaste se deterioram devido à alteração da dinâmica.
4: O que provoca a fratura das esferas de alumina 92% durante a utilização?
A fratura, e não o desgaste por abrasão, é o principal modo de falha quando algo não está a funcionar corretamente. As causas comuns incluem: partículas de alimentação de dimensão excessiva (metais estranhos ou aglomerados que concentram o impacto), velocidade do moinho demasiado elevada (bolas a colidir com energia excessiva), diâmetro das bolas demasiado grande para o tipo de revestimento, choque térmico durante o arranque do moinho quando as bolas estão frias e a pasta está quente, ou a receção de bolas danificadas que apresentavam microfissuras introduzidas durante o transporte. Um aumento repentino na taxa de fratura dos meios é sempre um sinal para investigar a causa raiz, em vez de simplesmente continuar a adicionar meios de substituição.
5: Como devo limpar as esferas de alumina 92% ao mudar de aplicação de moagem?
Ao mudar de um produto para outro num moinho cerâmico ou farmacêutico, é importante realizar uma limpeza minuciosa dos meios de moagem para evitar a contaminação cruzada. Para a maioria das aplicações industriais, a lavagem com água da carga de esferas no moinho (operar a vazio com água, esvaziar e repetir) é suficiente. Para aplicações farmacêuticas ou de alta pureza que exijam uma limpeza mais rigorosa, as esferas podem ser descarregadas, mergulhadas em ácido diluído (HCl ou ácido cítrico) para remover depósitos minerais, depois enxaguadas cuidadosamente com água desionizada e secas antes de serem recarregadas. Os agentes de limpeza alcalinos devem ser utilizados com cuidado — embora a alumina 92% tenha boa resistência química, a exposição prolongada a NaOH concentrado pode atacar a fase vítrea nos limites dos grãos.
6: Qual é a densidade ideal da pasta para a moagem húmida com esferas de alumina?
Na maioria das aplicações cerâmicas, um teor de sólidos na pasta entre 55–70 % em peso (equivalente a cerca de 35–50 % em volume de sólidos) proporciona o equilíbrio ideal entre a eficiência da moagem e a reologia da pasta. Abaixo de 55% em peso de sólidos, a diluição excessiva reduz a probabilidade de contacto entre as esferas e as partículas. Acima de 70% em peso de sólidos, a viscosidade da pasta aumenta acentuadamente, amortecendo os impactos e reduzindo a taxa de moagem. O ponto ótimo específico depende da densidade do material e da distribuição granulométrica, e recomendamos a medição da viscosidade utilizando um viscosímetro Brookfield durante o desenvolvimento do processo para estabelecer com precisão a janela de operação.
7: As esferas de alumina 92% requerem um manuseamento especial devido ao seu peso?
Sim. Com uma densidade aparente de aproximadamente 2,1–2,3 kg/L (calculada a partir do fator de compactação das esferas e da densidade individual das esferas de 3,60–3,68 g/cm³), um moinho padrão de 1.000 L carregado até 40% de enchimento conterá aproximadamente 840–920 kg de esferas. O carregamento e o descarregamento requerem assistência mecânica — especificamente uma rampa de carregamento ou transportador para o carregamento e, para o descarregamento, um descarregador de moinho com crivo classificador ou um sistema de pá manual. Evite deixar cair sacos de esferas de uma altura elevada: o impacto pode provocar microfraturas em toda a quantidade de sacos.
8: Quais são as vantagens das esferas de alumina 92% em relação às esferas de aço na moagem de cerâmica?
As esferas de aço contaminam a pasta com resíduos de desgaste de óxido de ferro, que causam defeitos de cor na cerâmica branca, podem catalisar reações químicas indesejadas em aplicações especializadas e depositam-se no produto. O aço também tem uma dureza muito inferior à da alumina (600–800 HV contra 1100–1250 HV para a alumina 92%), o que significa uma taxa de desgaste significativamente mais elevada contra matérias-primas duras, como o feldspato e o quartzo. A densidade do aço é maior (7,8 g/cm³ contra 3,6 g/cm³), o que significa maior energia de impacto por esfera, mas isso é compensado pelo problema de contaminação e pela taxa de desgaste muito mais rápida. Para aplicações cerâmicas, químicas e alimentares, a alumina 92% é quase universalmente preferida em detrimento dos meios de moagem de aço.
9: Como é que as esferas de cerâmica de alumina 92% são embaladas e enviadas para o estrangeiro?
A embalagem padrão para as esferas de alumina 92% consiste em sacos de polipropileno tecido (25 kg ou 50 kg) empilhados em paletes de madeira e embalados com película retrátil. As esferas de pequeno diâmetro (< 6 mm) são, por vezes, embaladas em sacos de papel selados dentro de sacos de polietileno exteriores, para reduzir a formação de pó. Os contentores de transporte (FCL de 20 pés) têm normalmente uma capacidade de 12 a 18 toneladas métricas, dependendo da disposição da embalagem. Para o transporte marítimo, a mercadoria é classificada como artigos cerâmicos e não é considerada perigosa. Os fornecedores devem fornecer uma lista de embalagem, fatura comercial, certificado de origem e o CoA para cada lote de produção incluído na remessa.
10: Como posso verificar se as esferas de alumina que recebi são realmente do tipo 92%?
O método de verificação definitivo é a análise por fluorescência de raios X (XRF), que mede a composição elementar do corpo cerâmico. A maioria dos laboratórios de materiais universitários e laboratórios de ensaios comerciais pode realizar análises por XRF em amostras de cerâmica trituradas num prazo de 1 a 3 dias úteis. Um método de triagem de campo mais simples é a medição da densidade pelo princípio de Arquimedes: se a densidade medida for inferior a 3,55 g/cm³, é improvável que as esferas sejam de alumina 92% (podem ser 75% ou de qualidade inferior). Além disso, o teste de dureza com um durómetro Vickers certificado permite diferenciar os graus — a alumina 92% deve registar um valor superior a 1050 HV. Se os resultados forem limítrofes, a XRF constitui a confirmação definitiva.
Resumo e principais conclusões
As esferas de cerâmica de alumina 92% representam uma tecnologia de meios de moagem madura e exaustivamente validada, que oferece vantagens mensuráveis em termos de resistência ao desgaste, pureza do produto e custo total de propriedade numa ampla gama de aplicações industriais de moagem. Os pontos-chave que determinam o sucesso da aplicação são:
- Verificação do teor de Al₂O₃ do lote de produção específico — e não de especificações genéricas de qualidade.
- Escolha do tamanho adequado da bola com base no tamanho das partículas da matéria-prima e na finura pretendida, e não por convenção ou costume.
- Condições de funcionamento do moinho de acordo com os limites mecânicos da alumina 92% (velocidade, diâmetro da esfera, tipo de revestimento).
- Documentação relativa à perda por desgaste vinculado a um protocolo de testes padronizado, para que as comparações entre fornecedores sejam significativas.
- Disponibilidade de stock com total rastreabilidade para que as necessidades operacionais urgentes possam ser satisfeitas sem comprometer a qualidade.
Na AdTech, disponibilizamos recursos técnicos e apoio na aquisição de meios de moagem de alumina para diversos setores industriais. A informação contida neste artigo reflete a experiência prática em ambientes de fabrico de cerâmica, minerais, produtos químicos e eletrónica, combinada com dados provenientes de instituições de investigação e organismos de normalização reconhecidos. O nosso objetivo é sempre ajudar engenheiros e compradores a tomar decisões com base em dados de desempenho comprovados, em vez de argumentos de marketing.
