92% billes en céramique d'alumine offrir un équilibre optimal entre dureté, densité, résistance à l'usure et rapport qualité-prix pour la plupart des opérations de broyage humide et à sec. Que vous broyiez de la silice, du feldspath, du quartz, des pigments ou des céramiques de pointe, les billes d'alumine 92% offrent systématiquement des taux de contamination plus faibles, une durée de vie prolongée et un débit plus prévisible par rapport aux alternatives de qualité inférieure telles que les médias en alumine 68% ou 75%.
La désignation “ 92 ” fait référence à la teneur en oxyde d'aluminium (Al₂O₃) — 92% en poids —, les 8% restants étant généralement composés de silice (SiO₂), de magnésie (MgO), d’oxyde de calcium (CaO) et d’additifs de frittage qui contrôlent la structure granulaire. Cette composition n’est pas arbitraire. Elle est le fruit de décennies de perfectionnement en ingénierie céramique, dont l’objectif a toujours été d’augmenter la teneur en Al₂O₃ suffisamment pour obtenir d’excellentes propriétés mécaniques tout en maintenant des coûts de production raisonnables et en évitant les problèmes de fragilité qui affectent parfois les corps en alumine 99% dans des environnements soumis à de forts impacts.
Si votre projet nécessite l'utilisation de billes en céramique d'alumine 92, vous pouvez nous contacter pour un devis gratuit.
Composition chimique et propriétés microstructurales des billes d'alumine 92%
Comprendre les principes chimiques qui sous-tendent les billes en céramique d'alumine 92 n'est pas seulement une question théorique : cela permet de prédire directement leurs performances dans votre environnement de broyage spécifique. La teneur en alumine détermine la dureté et l'inertie chimique, tandis que les additifs fondants régissent le comportement au frittage, la porosité et l'intégrité des joints de grains.

Tableau de la composition chimique type
| Composant à base d'oxyde | Gamme de contenus (wt%) | Fonction dans un boîtier en céramique |
|---|---|---|
| Al₂O₃ (alumine) | 91.5 – 92.5% | Phase structurelle primaire ; dureté et résistance à l'usure |
| SiO₂ (silice) | 3.0 – 5.0% | Agent de formation de phase vitreuse ; améliore la frittabilité |
| MgO (magnésie) | 0.5 – 1.5% | Inhibiteur de croissance des grains ; affine la microstructure |
| CaO (oxyde de calcium) | 0.3 – 1.0% | Additif de flux ; facilite le frittage en phase liquide |
| Fe₂O₃ (oxyde de fer) | < 0,15% | Contrôlé en tant qu'impureté ; affecte la couleur et entraîne une contamination |
| TiO₂ (dioxyde de titane) | < 0,3% | Agent de frittage dans certaines formulations |
| Na₂O + K₂O (alcalis) | < 0,3% | Flux ; contrôlé pour éviter une phase vitreuse excessive |
La microstructure des billes d'alumine 92% obtenues par frittage adéquat se compose principalement de cristaux de corindon (α-Al₂O₃) dont la taille moyenne des grains se situe entre 3 et 8 micromètres, entourés d'une fine matrice vitreuse formée par les oxydes fondants. Cette plage de tailles de grains est importante : les grains plus grossiers, supérieurs à 10 µm, ont tendance à provoquer une rupture intergranulaire sous contrainte mécanique, tandis que les grains excessivement fins, inférieurs à 2 µm, peuvent nécessiter des températures de frittage plus élevées qui augmentent le coût sans gains de performance proportionnels.
Chez AdTech, nous accordons une attention particulière à la teneur en Fe₂O₃ lorsque nous conseillons nos clients dans les secteurs de l'électronique, de l'agroalimentaire et de la céramique de pointe. La contamination par le fer provenant des corps de broyage peut entraîner des défauts de couleur dans les pigments blancs ou une contamination ionique dans les matériaux de qualité électronique. Les billes d'alumine 92% de haute qualité maintiennent la teneur en Fe₂O₃ en dessous de 0,1% — ce que tous les fournisseurs ne peuvent garantir sans un approvisionnement rigoureux en matières premières.
La densité après frittage des billes d'alumine 92% se situe généralement entre 3,60 et 3,68 g/cm³, ce qui est nettement supérieur à la densité de l'alumine 75% (environ 3,2 g/cm³) et se rapproche — sans toutefois l'égaler — de la fourchette de 3,85 à 3,95 g/cm³ de l'alumine 99%. Cette différence de densité se répercute directement sur le débit du broyeur : un milieu plus dense confère une énergie d'impact plus importante par bille à vitesse de rotation équivalente.
Principales propriétés physiques et mécaniques : données relatives à la densité, à la dureté et au taux d'usure
Les ingénieurs et les équipes chargées des achats nous demandent souvent un chiffre unique pour comparer les corps de broyage. Or, si le taux d'usure est en fin de compte l'indicateur le plus pertinent, il ne peut être évalué isolément. Le tableau ci-dessous rassemble les plages de valeurs des propriétés essentielles des billes d'alumine 92%, issues de sources industrielles vérifiées et de nos propres rapports d'essais.
Propriétés physiques et mécaniques des billes en céramique d'alumine 92%
| Propriété | Valeur typique | Norme d'essai |
|---|---|---|
| Teneur en Al₂O₃ | ≥ 92% | Analyse par fluorescence X (XRF) / Analyse chimique |
| Densité en vrac | 3,60 – 3,68 g/cm³ | Méthode d'Archimède |
| Absorption de l'eau | < 0,01% | ISO 10545-3 |
| Dureté Vickers (HV) | 1 100 – 1 250 HV | ISO 6507 |
| Dureté Mohs | 9+ | Test de résistance aux rayures |
| Résistance à la compression | ≥ 2 500 MPa | ASTM C1424 |
| Résistance à la rupture (KIC) | 3,5 – 4,5 MPa·m¹/² | Méthode SEPB |
| Résistance à la flexion | 280 – 350 MPa | ISO 14704 |
| Taux d'usure (bille sur disque) | 0,01 – 0,03 g/kg·h | Essai en usine |
| Plage de température de fonctionnement | Jusqu'à 1 200 °C (à sec) | — |
| Résistance chimique | Excellent (acide/alcalin) | — |
Avec une dureté Vickers comprise entre 1 100 et 1 250 HV, l'alumine 92% se situe nettement au-dessus des billes d'acier courantes (généralement entre 600 et 800 HV) et bien au-dessus des cailloux naturels ou des médias en silex. Cet avantage en termes de dureté signifie que la surface en céramique résiste aux rayures et à l'abrasion causées par le matériau à broyer, ce qui explique précisément pourquoi les taux de perte par usure restent si faibles en broyage continu.
Un indicateur qui ne figure pas dans la plupart des fiches techniques des fournisseurs, mais qui revêt une importance capitale dans la pratique, est taux d'efficacité de broyage — la quantité de produit broyé jusqu’à la finesse cible par unité d’usure des médias. D’après notre expérience auprès d’installations de traitement des céramiques et des minéraux, les billes d’alumine 92% affichent des rendements de broyage de 25 à 40% supérieurs à ceux des billes d’alumine 75% dans les applications visant une granulométrie finale inférieure à 45 microns, principalement parce que leur dureté plus élevée permet de conserver plus longtemps la sphéricité des billes, préservant ainsi la géométrie de contact ponctuel qui favorise un transfert efficace des contraintes vers les particules à traiter.
Une absorption d'eau inférieure à 0,011 % confirme que les billes d'alumine 92% sont pratiquement entièrement denses et présentent une porosité fermée. Dans les applications de broyage humide — courantes dans la préparation de boues céramiques, le broyage de pigments de peinture et le traitement de poudres pharmaceutiques —, cela est indispensable. Les supports poreux absorbent le liquide de traitement, gonflent aux limites des grains et se détériorent par écaillage. Les corps en alumine 92% entièrement denses évitent totalement ce type de défaillance.
Comment sont fabriquées les billes d'alumine 92 : procédé de frittage et contrôle qualité
Le processus de fabrication des billes en céramique d'alumine 92% est plus complexe que ne le pensent de nombreux acheteurs, et les choix techniques opérés par le fabricant déterminent directement si le produit fini respecte les spécifications publiées ou s'il s'en approche simplement.
Préparation des matières premières
La production commence avec de la poudre d'alumine calcinée — généralement de l'alumine issue du procédé Bayer — dont la distribution granulométrique (D50 généralement comprise entre 2 et 5 µm) et la pureté sont contrôlées. Les additifs fondants (SiO₂, MgO, CaO) sont pré-broyés séparément ou introduits sous forme de précurseurs minéraux argileux naturels (kaolin, talc) avant le mélange. Un pesage précis et une homogénéisation à ce stade sont essentiels : des variations de la teneur en fondants, même de 0,5%, peuvent modifier considérablement le comportement au frittage.
Méthodes de formage
Deux procédés de formage principaux sont utilisés à l'échelle industrielle :
Pressage isostatique à froid (CIP) : La poudre prégranulée est comprimée à une pression comprise entre 100 et 200 MPa dans des moules en caoutchouc. Ce procédé permet d'obtenir une densité brute très homogène et des billes de forme quasi-définitive. Les corps CIP ne nécessitent qu'un usinage minimal à l'état brut et permettent généralement d'obtenir le produit fini le plus précis sur le plan dimensionnel. C'est la méthode que nous recommandons pour les applications de précision où une tolérance de diamètre des billes inférieure à ±0,1 mm est requise.
Extrusion et tambourinage (granulation-frittage) : Une pâte d'alumine en suspension est extrudée sous forme de cylindres, qui sont ensuite soumis à un polissage dans un tambour rotatif afin de former des sphères par déformation plastique. Cette méthode est plus rapide et moins coûteuse, mais produit des sphères dont la sphéricité est légèrement moins uniforme. Elle convient aux applications où le respect de tolérances dimensionnelles strictes est moins crucial que le coût de production.
Frittage
Les pièces en terre cuite sont cuites dans des fours à rouleaux en continu ou des fours à cuve périodiques à des températures comprises entre entre 1 580 °C et 1 650 °C, maintenue pendant 2 à 4 heures à la température maximale. Pendant la cuisson, une phase liquide se forme à partir du système SiO₂-CaO-Al₂O₃, ce qui favorise la densification par écoulement visqueux et réarrangement des particules. Les joints de grains du corindon sont mouillés par cette phase vitreuse qui, en refroidissant, forme un mince film amorphe qui lie les grains entre eux et contrôle le comportement à la rupture.
Le contrôle de l'atmosphère pendant le frittage est essentiel : la cuisson à l'air libre est la norme pour l'alumine 92%, mais le maintien d'un débit d'air constant permet d'éviter les conditions réductrices locales susceptibles d'entraîner une réduction partielle des oxydes de fer, ce qui se traduirait par une coloration grise et d'éventuelles variations des propriétés.
Le contrôle dimensionnel après frittage, la vérification de la densité par la méthode d'Archimède et l'inspection visuelle visant à détecter d'éventuelles fissures constituent le protocole minimal de contrôle qualité. Les fabricants de haut niveau effectuent en outre :
- Prélèvement par lots pour les essais de perte par usure dans des broyeurs à boulets normalisés.
- Échantillonnage statistique pour la résistance à la compression (essai de compression à la bille).
- Mesure de la circularité par profilométrie optique.
- Contrôle ponctuel par spectroscopie XRF de la teneur en Al₂O₃.
Tableau des points de contrôle qualité
| Phase de production | Paramètre de contrôle qualité | Critère d'acceptation |
|---|---|---|
| Réception des matières premières | Pureté de l'Al₂O₃, distribution granulométrique | Al₂O₃ ≥ 99,51 % - Pureté de la charge d'alimentation du TP3T |
| Mélange de poudres | Homogénéité, humidité | CV < 2% sur l'ensemble du lot |
| Modelage du corps au vert | Densité de végétation, diamètre | ±0,51 TP3T par rapport à la cible |
| Inspection avant frittage | Fissures superficielles, forme | Aucun défaut visible |
| Frittage | Température maximale, temps de maintien | régulation à ±5 °C |
| Produit fini | Densité, perte par usure, dureté | Conformément au tableau des spécifications |
| Emballage | Comptage, étiquetage, barrière anti-humidité | Scellé, étiqueté, sec |
Comparaison entre l'alumine 92 et d'autres qualités de corps de broyage céramiques
L'une des questions qui nous est le plus souvent posée par les ingénieurs chargés des achats est la suivante : “ Pourquoi devrions-nous payer plus cher pour l'alumine 92% alors que l'alumine 75% est moins chère ? ” Pour y répondre, il faut considérer le coût total de possession plutôt que le prix unitaire, et les données comparatives montrent systématiquement que l'alumine 92% est plus avantageuse pour les opérations de broyage d'intensité moyenne à élevée.
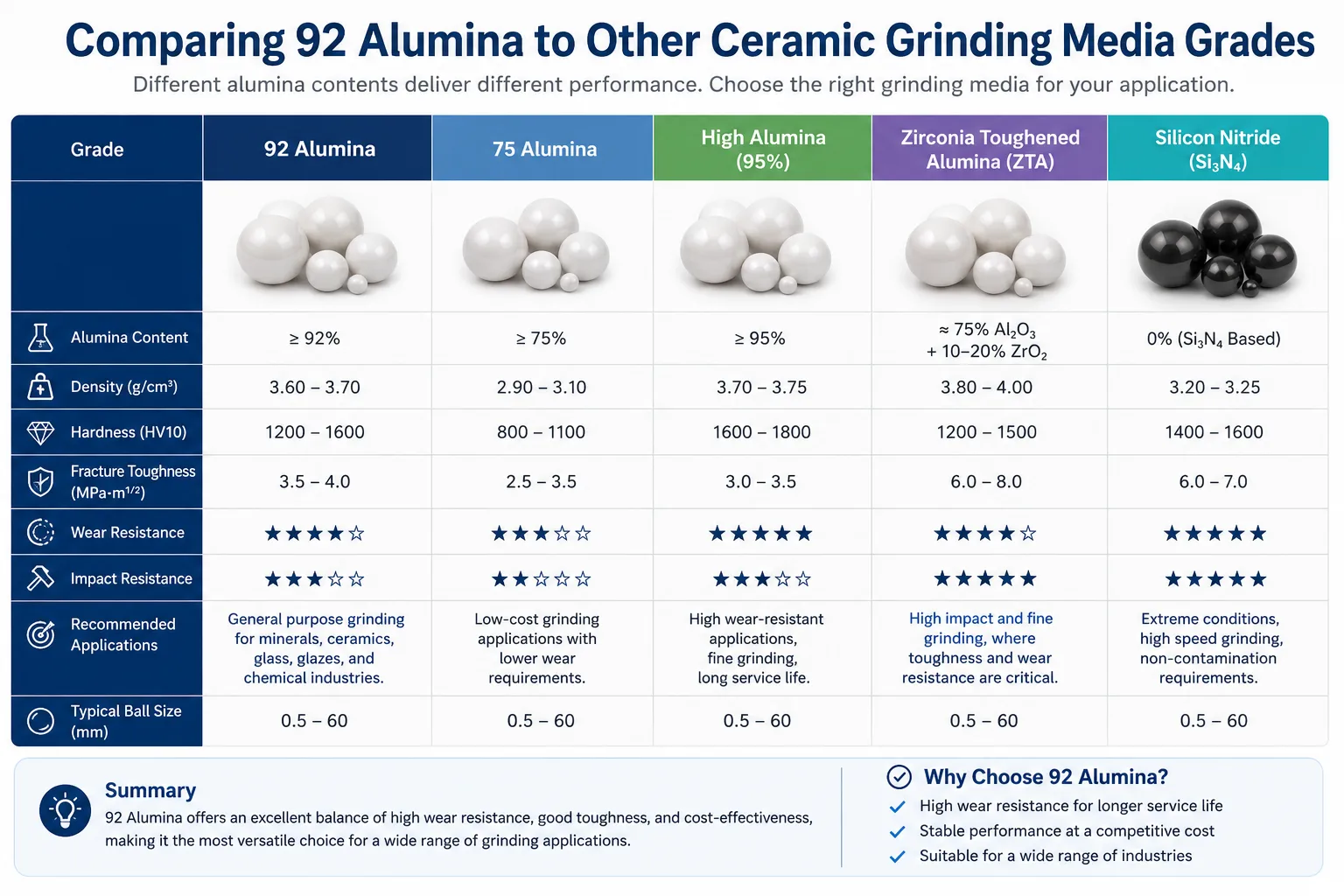
Tableau comparatif des qualités des corps de broyage
| Paramètres | 68% Alumine | 75% Alumine | 92% Alumine | 95% Alumine | Zircone (ZrO₂) |
|---|---|---|---|---|---|
| Teneur en Al₂O₃ | ~68% | ~75% | ~92% | ~95% | — |
| Densité (g/cm³) | ~2.80 | ~3.20 | 3.60–3.68 | 3.65–3.75 | 6.0–6.1 |
| Dureté (Mohs) | ~7.5 | ~8 | ~9 | ~9+ | ~8.5 |
| Taux d'usure | Haut | Moyen | Faible | Très faible | Très bas |
| Prix relatif | Faible | Moyenne-Faible | Moyen | Moyenne-élevée | Très élevé |
| Meilleure application | Broyage humide à faible intensité | Céramique générale | La plupart des opérations de broyage industriel | Céramiques de précision/techniques | Ultrafine/haute pureté |
| Risque de contamination | Moyenne-élevée | Moyen | Faible | Très faible | Négligeable |
| Durée de vie typique (relative) | 1x | 1.5–2x | 4–5x | 6–7x | 10–15x |
L'élément essentiel de ce tableau est le colonne de durée de vie relative. Une bille d'alumine 75% qui coûte 40% de moins qu'une bille d'alumine 92%, mais dont la durée de vie n'est que 1,5 à 2 fois plus longue — contre 4 à 5 fois pour l'alumine 92% — représente un coût par tonne de produit broyé nettement plus élevé lorsque l'on tient compte des temps d'arrêt pour maintenance et de la main-d'œuvre nécessaire au remplacement des médias.
Pour les applications impliquant des produits colorés ou sensibles, dans lesquelles une contamination par le fer, la silice ou les oxydes alcalins entraînerait des défauts du produit, le surcoût lié à l'utilisation de l'alumine 92% par rapport à des qualités inférieures se justifie tout particulièrement. Le rapport coût-efficacité s'avère encore plus avantageux si l'on tient compte des rejets des clients dus à la contamination par les corps de broyage.
L'alumine 95% offre une résistance à l'usure encore améliorée, mais son surcoût n'est justifié que dans des applications spécifiques — principalement la céramique technique, les revêtements de pointe et les matériaux pour l'électronique de précision, où les exigences en matière de pureté des produits sont extrêmement strictes.
Les corps de broyage en zircone se situent dans une catégorie de performances et de prix totalement distincte ; ils conviennent au broyage ultrafin (inférieur à 1 micron), aux principes actifs pharmaceutiques et aux produits chimiques de spécialité à forte valeur ajoutée, pour lesquels toute contamination par l'alumine est inacceptable. Nous ne considérons pas la zircone et l'alumine 92% comme des alternatives directes l'une à l'autre, car elles s'adressent à des segments d'application fondamentalement différents.
Applications : dans quels secteurs utilise-t-on les billes en céramique d'alumine 92% ?
La polyvalence des billes en céramique d'alumine 92% constitue l'un de leurs principaux atouts sur le plan commercial. Leurs propriétés fondamentales — dureté élevée, faible usure, inertie chimique et haute densité — leur confèrent une grande valeur ajoutée dans un éventail étonnamment large de secteurs industriels.
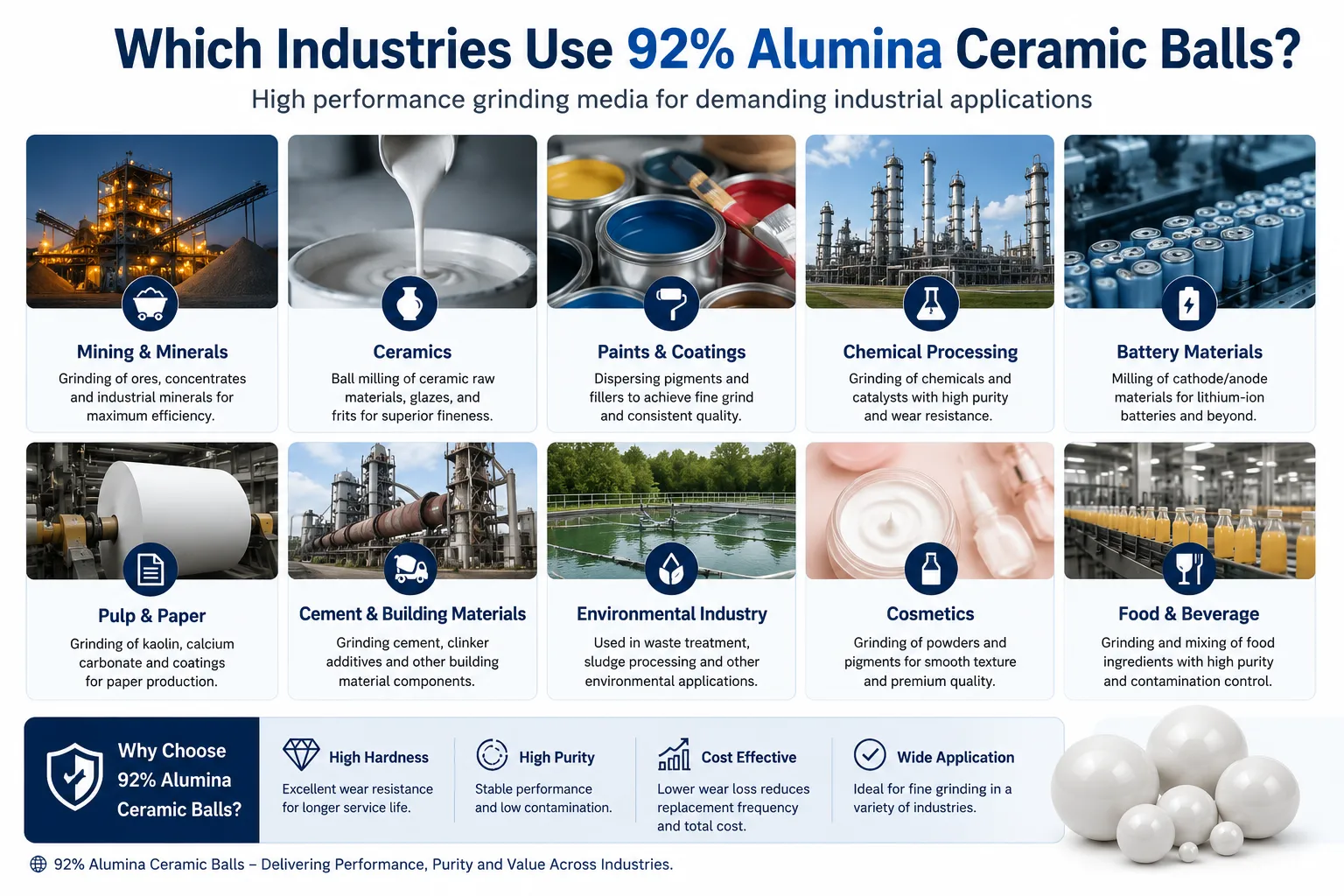
Principales applications industrielles
Fabrication de céramique et de porcelaine : Le plus grand marché d'utilisation finale. Le feldspath, le quartz, la calcite, le kaolin et la cendre d'os sont broyés dans des broyeurs à boulets utilisant des billes en alumine 92% pour produire des pâtes pour corps de carreaux, des engobes pour appareils sanitaires et des poudres de céramique technique. Les charges de billes typiques dans ce segment varient de 1 500 kg à plus de 20 000 kg par broyeur.
Ciment et matériaux de construction : Le broyage du clinker, le traitement des cendres volantes et le broyage des scories font de plus en plus appel à des billes de broyage en céramique, les cimentiers ayant pris conscience qu’une réduction des pertes dues à l’usure se traduit par une moindre contamination en fer du ciment fini, ce qui influe sur la chimie de la prise et l’uniformité de la couleur dans la production de ciment blanc.
Traitement des peintures et des pigments : Le dioxyde de titane, l'oxyde de zinc, les pigments d'oxyde de fer et les colorants organiques sont broyés jusqu'à une finesse inférieure à 10 microns à l'aide de billes en céramique dans des broyeurs à billes agités et des broyeurs à billes classiques. L'inertie chimique de l'alumine 92% empêche toute interaction avec les surfaces réactives des pigments.
Exploitation minière et traitement des minéraux : L'enrichissement du sable siliceux, la préparation de la charge pour la flottation du feldspath et le broyage de la roche phosphatée comptent parmi les applications courantes. Le caractère abrasif de ces matières premières nécessite l'utilisation de médias résistants à l'usure, et l'alumine 92% offre une solution économique.
Verre et frittes : Le broyage de frittes pour les émaux, les glaçures et les compositions de verre spécialisées nécessite des agents de broyage qui n'introduisent pas de contamination réfractaire. L'alumine est chimiquement compatible avec la plupart des systèmes de glaçure lorsqu'elle est utilisée à des dosages appropriés.
Électronique et céramiques spécialisées : Les substrats en alumine, les céramiques LTCC (céramiques co-cuites à basse température), les céramiques piézoélectriques (PZT) et les matériaux en ferrite sont broyés par voie humide à l'aide de billes d'alumine 92% de haute pureté. Dans ce domaine, la teneur en fer des agents de broyage fait l'objet d'un contrôle rigoureux.
Agroalimentaire et pharmaceutique : Le broyage du carbonate de calcium, du talc et des excipients destinés aux comprimés pharmaceutiques et aux additifs alimentaires tire parti de la nature non toxique et chimiquement inerte de l'alumine. Les applications conformes aux normes de la FDA nécessitent une documentation complète sur les matériaux.
Traitement chimique : Les supports de catalyseurs, le broyage de zéolites et le traitement du charbon actif constituent d'autres domaines dans lesquels la résistance chimique de l'alumine et son faible niveau de contamination jouent un rôle déterminant.
A lire également : À quoi servent les billes en céramique d'alumine ?
Tableau des recommandations concernant la taille des billes en fonction de l'application
| Secteur d'activité | Granulométrie des aliments | Finesse cible | Diamètre de bille recommandé |
|---|---|---|---|
| Pâte céramique | < 5 mm | < 63 µm | 30-50 mm |
| Broyage de pigments | < 1 mm | < 10 µm | 10 à 25 mm |
| Céramiques électroniques | < 200 µm | < 1 à 5 µm | 5 à 15 mm |
| Ciment/clinker | < 25 mm | < 75 µm | 40 à 80 mm |
| Broyage de verre/fritte | < 3 mm | < 45 µm | 20-40 mm |
| Extraction minière | < 10 mm | < 100 µm | 30 à 60 mm |
| Poudre pharmaceutique | < 500 µm | < 5–20 µm | 6-15 mm |
Paramètres de chargement et consignes d'exploitation des broyeurs à boulets
Même les billes d'alumine 92% de la plus haute qualité ne donneront pas les résultats escomptés si le broyeur est mal chargé ou utilisé en dehors des paramètres optimaux. Ces variables opérationnelles interagissent de manière complexe, et leur bon réglage fait toute la différence entre un processus qui atteint le débit visé et un processus qui consomme trop d'énergie pour une finesse insuffisante.
Paramètres critiques de fonctionnement du broyeur
Niveau de remplissage du broyeur : La recommandation standard pour les broyeurs à billes en céramique utilisant des billes en alumine est de 30 à 50 % du volume du broyeur en volume de billes. En dessous de 30 %, les billes subissent des chocs de chute libre excessifs qui augmentent le risque de fracture sans apporter de gain proportionnel en termes de broyage. Au-delà de 50%, le mouvement en cascade est limité, ce qui réduit l'efficacité du broyage.
Vitesse critique et vitesse optimale : La vitesse critique (Nc) en tours par minute se calcule comme suit :
Nc = 42,3 / √D
où D correspond au diamètre intérieur du broyeur, exprimé en mètres. Pour un broyage optimal, les broyeurs fonctionnent généralement à une vitesse comprise entre 65 et 80 % de la vitesse critique. Dans cette plage, les corps de broyage forment des cascades et des tourbillons selon des schémas qui optimisent à la fois les mécanismes de broyage par impact et par attrition.
Rapport billes/matériau (en poids) : Dans le broyage humide de la céramique, le rapport habituel est compris entre 2:1 et 3:1 (médias : poids de matière sèche). Des rapports plus élevés augmentent la consommation d'énergie par unité de matière, mais accélèrent également l'usure des médias. Des rapports plus faibles réduisent l'efficacité du broyage. Le rapport optimal dépend de la dureté de la matière et de la finesse souhaitée.
Rhéologie des boues dans le broyage humide : La viscosité de la suspension doit être maintenue entre 800 et 2 000 mPa·s pour la plupart des applications de broyage céramique. Une viscosité excessive amortit les chocs entre les billes et les particules et réduit l'efficacité ; une viscosité insuffisante diminue le taux de capture des particules. L'ajout d'eau est ajusté en conséquence, et des défloculants (silicate de sodium, dispersants polyacrylates) sont utilisés pour contrôler la rhéologie sans dilution excessive.
Distance entre le support et la bande de revêtement : Cet aspect est souvent négligé. Si l'usure des revêtements a considérablement augmenté le diamètre intérieur du broyeur, le calcul de la vitesse critique effective s'en trouve modifié. Nous recommandons de recalibrer la vitesse du broyeur après toute usure importante des revêtements.
Composition de la charge de billes pour différentes étapes de broyage
| Étape de fraisage | Grande boule % | Balle moyenne % | Petite balle % | Raison d'être |
|---|---|---|---|---|
| Broyage grossier | 60–70% | 25-30% | 5-10% | C'est l'énergie d'impact qui prédomine |
| Intermédiaire | 30-40% | 40-50% | 15-25% | Équilibre entre impact et attrition |
| Broyage fin | 10-20% | 30-40% | 40-60% | L'attrition domine |
| Ultrafin | 0-10% | 20-30% | 60-80% | Surface de contact maximale |
D'après notre expérience, de nombreuses installations utilisent des charges de billes d'une seule taille par souci de simplicité, ce qui est acceptable pour les broyeurs en continu où l'on ajoute régulièrement des billes de recharge. En revanche, les broyeurs discontinus qui traitent des matériaux selon des spécifications granulométriques très strictes tirent un avantage considérable de l'approche à tailles mixtes décrite ci-dessus.
Comment mesurer et interpréter l'usure des billes en céramique d'alumine
La faible perte due à l'usure est le principal argument de vente des billes en alumine 92% sur presque tous les marchés. Mais le terme “ faible ” est relatif, et en l'absence d'une méthode de mesure normalisée, les comparaisons entre fournisseurs perdent tout leur sens. Voici comment quantifier correctement la perte due à l'usure et ce que ces chiffres signifient concrètement.
Méthode standard d'essai de perte par usure
Le protocole d'essai le plus couramment utilisé dans le secteur des agents de broyage consiste à charger un broyeur à boulets de laboratoire avec une charge fixe de boulets d'essai et une charge abrasive normalisée (généralement du quartz ou du feldspath), à le faire fonctionner pendant une durée déterminée à une vitesse et dans des conditions de suspension contrôlées, puis à mesurer la perte de poids de la charge de boulets.
Variables à normaliser :
- Volume du broyeur et matériau de revêtement (revêtement en caoutchouc standard pour les essais d'abrasion).
- Poids et distribution granulométrique des billes.
- Type de matière première, dureté et granulométrie.
- Concentration et pH de la boue.
- Vitesse de la fraise (1 à 3 fois la vitesse critique).
- Durée du test (généralement 24 ou 48 heures).
La perte due à l'usure est indiquée comme suit :
Taux d'usure = (Masse initiale – Masse finale) / (Masse initiale × Durée de l'essai) × 1000
Unités : g/kg par heure, ou bien g/tonne de produit broyé.
Valeurs typiques de perte par usure selon la qualité de l'alumine
| Qualité de l'alumine | Perte par usure (g/kg·h) | Perte par usure (g/tonne de produit) | Consommation annuelle* |
|---|---|---|---|
| 68% Alumine | 0.08 – 0.15 | 800 – 1500 | Très élevé |
| 75% Alumine | 0.04 – 0.08 | 400 – 800 | Haut |
| 92% Alumine | 0.01 – 0.03 | 100 – 300 | Faible |
| 95% Alumine | 0.005 – 0.015 | 50 – 150 | Très faible |
| Zircone | < 0,005 | < 50 | Très bas |
*Consommation annuelle relative, calculée sur la base d'un taux de mouture équivalent
Concrètement, ces chiffres signifient qu’une charge de 50 tonnes d’alumine 92% dans une grande usine de carreaux de céramique broyant du feldspath en continu peut subir une perte par usure de 0,02 g/kg·h. Sur 8 000 heures de fonctionnement par an, cela correspond à environ 8 000 kg de médias consommés annuellement — un chiffre significatif en valeur absolue, mais qui ne représente qu'une fraction de ce que consommeraient l'alumine 75% ou 68% dans des conditions identiques.
Les produits issus de l'usure contaminent la matière première. Dans le cas des céramiques blanches telles que la porcelaine sanitaire, une contamination provenant des agents de traitement dépassant certains seuils entraîne l'apparition de défauts de couleur visibles sur les produits finis. Le faible taux d'usure de l'alumine 92% préserve directement la qualité du produit dans ces applications sensibles.

Faible taux de perte par usure des produits en stock : ce que cela signifie concrètement pour les achats
Lorsqu'un fournisseur vante un “ stock de billes en céramique d'alumine 92 à faible usure ”, les équipes d'approvisionnement doivent comprendre exactement ce que cette affirmation signifie — et quels documents doivent l'accompagner pour qu'elle soit crédible.
Que signifie réellement le terme “ action ” ?
La disponibilité des stocks de corps de broyage désigne les produits finis et contrôlés qui sont stockés en entrepôt et prêts à être expédiés immédiatement, sans le délai de production associé aux nouveaux lots. Pour les fabricants de billes en céramique, la gestion des stocks implique :
- Une capacité de production suffisante du four et une gestion rigoureuse de son planning.
- Un espace de stockage suffisant offrant des conditions de conservation adéquates.
- Systèmes de gestion des stocks permettant de suivre l'identification des lots et les dossiers d'essais.
- Engagement financier lié au stock de produits en cours de fabrication et de produits finis.
La disponibilité de stocks de qualité est essentielle, car les besoins urgents en supports — dus à une usure accélérée imprévue, à l'extension d'une usine ou au rejet d'un lot contaminé — ne peuvent pas attendre 6 à 8 semaines qu'une nouvelle production soit disponible. Les fournisseurs qui disposent de stocks certifiés et dont la qualité est documentée offrent une véritable sécurité opérationnelle.
Quels documents doivent accompagner les billes d'alumine de référence 92% ?
Nous vous recommandons d'exiger les éléments suivants de la part de tout fournisseur avant tout achat :
- Certificat d'analyse (CoA) : Teneur en Al₂O₃ déterminée par XRF, densité mesurée selon la méthode d'Archimède, absorption d'eau et résultats du test de perte par usure pour le lot de production concerné.
- Numéro de lot de production : Traçabilité par rapport au registre de cuisson du four, au journal des températures de frittage et au lot de matières premières.
- Rapport dimensionnel : Répartition des diamètres, circularité, remarques sur l'état de surface.
- Protocole d'essai d'usure : Quelle norme d'essai a été utilisée, durée de l'essai, composition de la matière première précisée.
- Date d'emballage et de stockage : Il est essentiel de s'assurer que le “ stock ” ne se compose pas de produits périmés entreposés dans des locaux non climatisés.
Signaux d'alerte dans les demandes de remboursement des fournisseurs
| Réclamation | Questions à poser | Pourquoi c'est important |
|---|---|---|
| “ Usure extrêmement faible ” | Quelle est la valeur réelle en g/kg·h et quelle est la méthode d'essai ? | Les affirmations vagues qui ne sont pas chiffrées ne peuvent être vérifiées |
| “ 92% Al₂O₃ ” | Fournir l'analyse XRF ou le certificat d'analyse (CoA) du lot | Certains producteurs livrent du 90–91% et arrondissent à l'unité supérieure |
| “ En stock immédiatement ” | Demander le numéro de lot et l'emplacement de l'entrepôt | Stock réel vs production en cours |
| “ Certifié ISO ” | Quelle norme ISO, quel champ d'application ? | La norme ISO 9001 porte uniquement sur le système de gestion de la qualité, et non sur les performances des produits |
| “ L'usure la plus faible du marché ” | Des données issues de tests réalisés par des tiers ? | Les allégations comparatives doivent être étayées par des preuves |
Compatibilité des matériaux de revêtement : billes d'alumine avec des revêtements en caoutchouc, en acier et en céramique
C'est à l'interface entre les corps de broyage et le revêtement du broyeur que l'énergie mécanique est transférée au processus — et c'est également là que ces deux matériaux s'usent mutuellement. Comprendre la compatibilité des revêtements permet de prolonger simultanément la durée de vie des corps de broyage et des revêtements.
Doublures en caoutchouc
Les broyeurs à revêtement en caoutchouc sont extrêmement courants dans le traitement de la céramique et des minéraux. Les revêtements en caoutchouc absorbent efficacement l'énergie d'impact, réduisant ainsi la casse des billes, et sont autonettoyants (les matériaux n'adhèrent pas aux surfaces en caoutchouc). Avec des billes d'alumine 92% dans les broyeurs à revêtement en caoutchouc, le paramètre de fonctionnement clé est vitesse maximale d'impact de la balle — Les revêtements en caoutchouc ne peuvent pas résister aux chocs violents provoqués par des billes de grand diamètre lancées à grande vitesse. Pour les broyeurs à revêtement en caoutchouc, le diamètre maximal des billes est généralement limité à 50–60 mm, et la vitesse de rotation du broyeur à 70–75 % de la vitesse critique.
L'usure du caoutchouc provoquée par les billes en alumine 92% est relativement faible par rapport à celle causée par les billes en acier, car la surface lisse de l'alumine après frittage génère moins d'abrasion sur la matrice en caoutchouc que la surface plus rugueuse et plus dure de l'acier.
Doubles parois en acier
Dans le broyage du ciment et des minéraux à gros grains, où le diamètre des billes dépasse 60 mm et où la vitesse de rotation des broyeurs favorise le broyage par impact, les revêtements en acier sont la norme. Les broyeurs à revêtement en acier utilisant des billes d'alumine 92% présentent un risque spécifique : si le broyeur fonctionne à des vitesses générant une énergie d'impact très élevée, les billes d'alumine — malgré leur grande résistance à la compression — peuvent se fracturer lorsqu'elles sont heurtées par des éléments en acier de grande masse ou des particules d'alimentation extrêmement dures.
Pour l'alumine 92% utilisée dans les broyeurs à revêtement en acier, nous recommandons :
- Diamètre de la bille ≤ 80 mm.
- Vitesse de la fraise comprise entre 65 et 721 % de la vitesse critique.
- Granulométrie maximale des matériaux d'alimentation ≤ 25 mm (pour éviter que les particules trop grosses ne concentrent l'impact).
Broyeurs à revêtement en alumine
Les broyeurs entièrement revêtus d'alumine — dans lesquels tant les corps de broyage que le revêtement sont en céramique d'alumine 92% — constituent la configuration privilégiée pour la production de boues de céramique blanche et le broyage de céramique électronique. La contamination est réduite au minimum car toutes les surfaces en contact avec la boue ont une composition identique. L'usure du revêtement est très faible. La principale contrainte réside dans le coût plus élevé du revêtement et le délai de remplacement plus long par rapport au caoutchouc.
Dans les broyeurs à revêtement en alumine, nous fonctionnons à des vitesses légèrement inférieures (62–681 tr/min, vitesse critique) afin de réduire l'énergie d'impact entre les billes et le revêtement, ce qui prolonge considérablement la durée de vie de ce dernier.
Tableaux de sélection des tailles et rapports diamètre/particule d'alimentation
Le choix du diamètre de billes adapté à une matière première donnée et à la granulométrie visée constitue l'une des décisions opérationnelles les plus déterminantes dans le broyage à billes. Selon une règle empirique largement admise, le diamètre des billes doit être environ 20 à 30 fois supérieur au diamètre maximal des particules d'alimentation pour garantir un broyage efficace lors de la première étape ; toutefois, ce rapport évolue vers des billes plus petites à mesure que la finesse visée diminue.
Gamme de dimensions standard pour les billes d'alumine 92%
Diamètres disponibles dans le commerce : 1 mm, 2 mm, 3 mm, 5 mm, 6 mm, 8 mm, 10 mm, 13 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm, 60 mm, 70 mm, 80 mm.

Tableau de référence pour le choix de la taille
| Alimentation D80 (mm) | Cible D80 (µm) | Taille de la bille principale | Taille de la balle secondaire |
|---|---|---|---|
| 5 - 10 | 500 – 1000 | 50 à 60 mm | 30 à 40 mm |
| 2 – 5 | 200 – 500 | 30 à 50 mm | 20 à 30 mm |
| 0.5 – 2 | 100 - 200 | 20 à 40 mm | 15 à 20 mm |
| 0.1 – 0.5 | 45 – 100 | 15 à 25 mm | 10 à 15 mm |
| < 0,1 | 10 – 45 | 8 à 15 mm | 5 à 10 mm |
| < 0,05 | 1 – 10 | 3 à 8 mm | 1 à 5 mm |
Dans la pratique, de nombreux ingénieurs commencent par une seule granulométrie et l'ajustent en fonction de l'analyse de la distribution granulométrique (PSD) du produit final. Le principal indicateur permettant de déterminer si la granulométrie est trop élevée pour une application donnée est une PSD bimodale du produit final, ce qui signifie que des particules fines ont été produites par attrition tandis que les particules grossières n'ont pas été broyées. Des billes trop petites produisent l'effet inverse : une taille médiane de particules très fine, mais avec des queues de taille excessive que les billes ne peuvent pas broyer efficacement.
Stockage, manutention et contrôle qualité des billes en céramique
Les billes en céramique sont denses et fragiles. Bien que l'alumine 92% présente une grande résistance à l'abrasion et aux agressions chimiques en service, un stockage ou une manipulation inappropriés avant la mise en place peuvent entraîner l'apparition de microfissures qui accélèrent considérablement l'usure et la rupture en service.
Exigences en matière de stockage
- Conserver dans un endroit sec. Bien que l'absorption d'eau soit inférieure à 0,011 %, une exposition prolongée à l'eau stagnante ou à une humidité élevée, associée à des cycles de gel-dégel, peut mettre à rude épreuve les joints de grains.
- Évitez de laisser tomber les sacs d'une hauteur supérieure à 1 mètre. Les dommages dus aux chocs lors du déchargement constituent l'une des principales causes de rejet lors du contrôle à la réception.
- Stockez les produits sur des palettes, jamais directement sur un sol en béton où ils risqueraient d'absorber l'humidité.
- Conservez l'emballage d'origine intact jusqu'au moment du chargement à l'usine. Le transbordement en vrac augmente le risque d'endommagement des copeaux.
Protocole de contrôle à la réception
Pour les achats en grande quantité, nous recommandons un contrôle à la réception structuré :
- Inspection visuelle d'un échantillon 1–2% : vérifiez qu'il ne présente pas d'éclats, de fissures, de zones aplaties ou de variations de couleur inhabituelles.
- Contrôle dimensionnel À l'aide d'un pied à coulisse : vérifier que le diamètre est conforme aux spécifications, avec une tolérance de ±0,5 mm ou selon les indications fournies.
- Contrôle ponctuel de la densité en appliquant la méthode d'Archimède à 5 à 10 billes de l'échantillon.
- Vérification du poids de la livraison complète conformément au bon de livraison.
- Examen du CoA et la vérification des numéros de lot par rapport aux registres des fournisseurs.
Références tarifaires, quantités minimales de commande et critères d'évaluation des fournisseurs
Les prix des billes en céramique d'alumine 92% varient considérablement en fonction du diamètre des billes, de la quantité commandée, des conditions de livraison et des conditions du marché. Les fourchettes indiquées ci-dessous sont données à titre indicatif ; les prix réels doivent être confirmés par les devis actuels des fournisseurs.
Fourchettes de prix approximatives (en dollars américains, FOB Chine, 2025)
| Diamètre de la bille | Fourchette de prix approximative (USD/tonne) | MOQ typique |
|---|---|---|
| 1 à 5 mm | $900 – $1 400 | 500 kg |
| 6 à 15 mm | $750 – $1 100 | 500 kg |
| 16 à 30 mm | $680 – $950 | 1 000 kg |
| 31 à 50 mm | $620 – $880 | 1 000 kg |
| 51 à 80 mm | $600 – $850 | 2 000 kg |
Les prix sont fortement influencés par le coût de la matière première qu'est l'alumine (qui suit l'évolution des marchés mondiaux de la bauxite et de l'alumine calcinée), par les coûts du gaz naturel ou de l'électricité nécessaires à la cuisson dans les fours, ainsi que par les tarifs de fret des conteneurs maritimes. En période de flambée des coûts énergétiques, il faut s'attendre à une pression à la hausse sur les prix des billes de céramique.
A lire également : Boule en céramique d'alumine inerte Fabrique en gros
Critères d'évaluation des fournisseurs
Lors de l'évaluation d'un nouveau fournisseur de billes de broyage en alumine 92%, nous appliquons les critères pondérés suivants :
| Critère | Poids | Ce qu'il faut vérifier |
|---|---|---|
| Précision de la composition chimique | 25% | Certificat d'analyse (CoA) vs. analyse XRF indépendante |
| Comportement à l'usure | 25% | Données de test spécifiques à un lot |
| Cohérence dimensionnelle | 15% | Tolérance de diamètre, circularité |
| Disponibilité du stock | 15% | Stock réel en entrepôt |
| Fiabilité des délais de livraison | 10% | Expérience professionnelle avec références |
| Support technique | 5% | Compétences en ingénierie d'application |
| Compétitivité des prix | 5% | Coût total, et pas seulement le prix unitaire |
La principale erreur commise par les acheteurs est d'accorder une importance excessive au prix unitaire au détriment de la vérification des performances en matière d'usure. Un fournisseur proposant un prix inférieur de 151 TP3T par tonne, mais dont le produit s'use 301 TP3T plus rapidement, offre un rapport qualité-prix moins intéressant sur tous les critères pertinents.
Foire aux questions sur les billes en céramique d'alumine 92
1 : Quelle est la différence entre les billes d'alumine 92% et les billes d'alumine 95% ?
La principale différence réside dans la teneur en Al₂O₃ : les billes d'alumine 92% contiennent environ 92% d'oxyde d'aluminium en poids, tandis que les billes d'alumine 95% en contiennent environ 95%. La teneur en alumine plus élevée des billes 95% leur confère une dureté légèrement supérieure (généralement 1 200–1 300 HV contre 1 100–1 250 HV pour les billes 92%), un taux d'usure plus faible et une densité légèrement plus élevée. Cependant, les billes 95% sont plus coûteuses à produire en raison d’exigences de pureté des matières premières plus élevées et de conditions de frittage plus contrôlées. Pour la plupart des applications de broyage industriel — carreaux de céramique, traitement des minéraux, peinture —, l’écart de performance entre les billes 92% et 95% ne justifie pas la différence de prix. Pour les céramiques électroniques de précision, les principes actifs pharmaceutiques ou les applications où la pureté du produit est essentielle, le passage au 95% peut être justifié.
2 : Les billes d'alumine 92% peuvent-elles être utilisées dans des broyeurs à billes agités ?
Oui, mais avec des contraintes de taille importantes. Les broyeurs à billes agités (également appelés broyeurs à attrition ou broyeurs à billes horizontaux) sont conçus pour des billes de taille bien plus petite que celles des broyeurs à billes classiques. Dans cette application, on utilise des billes d'alumine 92% d'un diamètre de 1 à 6 mm, tandis que les billes plus grosses (> 10 mm) ne sont pas compatibles avec les jeux typiques des disques d'agitation. L'exigence de performance clé dans les broyeurs à agitation n'est pas seulement la résistance à l'usure, mais aussi la résistance à la fracture sous des vitesses de pointe élevées de l'agitateur (généralement de 8 à 15 m/s). Des billes d'alumine 92% de haute qualité avec une granulométrie contrôlée offrent de bonnes performances dans cette application.
3 : Quelle est la durée de vie des billes en céramique d'alumine 92% en broyage humide en continu ?
La durée de vie dépend fortement de la dureté du matériau à broyer, du diamètre des billes, des conditions de fonctionnement du broyeur et du niveau d'usure acceptable avant que le remplacement des billes ne soit nécessaire. Dans le cas typique de la préparation de la pâte de carreaux de céramique par broyage de feldspath et de quartz d'une granulométrie maximale de 3 à 5 mm, une charge de billes d'alumine de 92% peut durer de 2 à 4 ans avant qu'un remplacement en bloc ne soit nécessaire. Des cas de rupture de billes isolés se produisent tout au long de la durée de vie et sont compensés par des ajouts périodiques. La charge de billes est considérée comme “ usée ” lorsque le diamètre moyen des billes a diminué de 20 à 30 % par rapport à la taille nominale d'origine ; à ce stade, les performances du broyeur et le taux d'usure se détériorent en raison de la modification de la dynamique.
4 : Quelles sont les causes de la rupture des billes d'alumine 92% en service ?
La rupture, plutôt que l'usure par abrasion, est le principal mode de défaillance en cas de dysfonctionnement. Les causes courantes sont notamment : des particules d'alimentation trop grosses (métal étranger ou agglomérats concentrant les chocs), une vitesse de broyage trop élevée (les billes s'entrechoquent avec une énergie excessive), un diamètre de bille trop grand pour le type de revêtement, un choc thermique lors du démarrage du broyeur lorsque les billes sont froides et la boue chaude, ou la réception de billes endommagées présentant des microfissures apparues pendant le transport. Une augmentation soudaine du taux de rupture des médias est toujours un signe qu'il faut rechercher la cause profonde plutôt que de se contenter d'ajouter des médias de remplacement.
5 : Comment dois-je nettoyer les billes d'alumine 92% lorsque je change d'application de broyage ?
Lors du passage d'un produit à un autre dans un broyeur céramique ou pharmaceutique, il est important de nettoyer soigneusement les billes afin d'éviter toute contamination croisée. Pour la plupart des applications industrielles, un lavage à l'eau des billes dans le broyeur (fonctionnement à vide avec de l'eau, vidange, puis répétition de l'opération) est suffisant. Pour les applications pharmaceutiques ou de haute pureté nécessitant un nettoyage plus rigoureux, les billes peuvent être déchargées, trempées dans un acide dilué (HCl ou acide citrique) pour éliminer les dépôts minéraux, puis rincées soigneusement à l'eau déionisée et séchées avant d'être rechargées. Les agents de nettoyage alcalins doivent être utilisés avec précaution : bien que l'alumine 92% présente une bonne résistance chimique, une exposition prolongée à du NaOH concentré peut attaquer la phase vitreuse au niveau des joints de grains.
6 : Quelle est la densité optimale de la suspension pour le broyage humide avec des billes d'alumine ?
Pour la plupart des applications céramiques, une teneur en solides de la boue comprise entre 55 et 70 % en poids (ce qui correspond à environ 35 à 50 % en volume de solides) offre un équilibre optimal entre l'efficacité du broyage et la rhéologie de la boue. En dessous de 55 % en poids de solides, une dilution excessive réduit la probabilité de contact entre les billes et les particules. Au-delà de 70 % en poids de solides, la viscosité de la suspension augmente fortement, amortissant les impacts et réduisant la vitesse de broyage. L'optimum spécifique dépend de la densité du matériau et de la distribution granulométrique ; nous recommandons de mesurer la viscosité à l'aide d'un viscosimètre Brookfield pendant le développement du procédé afin de définir précisément la plage de fonctionnement.
7 : Les billes d'alumine 92% nécessitent-elles une manipulation particulière en raison de leur poids ?
Oui. Avec une densité apparente d'environ 2,1 à 2,3 kg/L (calculée à partir du facteur de remplissage des billes et de la densité individuelle des billes, comprise entre 3,60 et 3,68 g/cm³), un broyeur standard de 1 000 L chargé à 40% contiendra environ 840 à 920 kg de billes. Le chargement et le déchargement nécessitent une assistance mécanique — plus précisément une goulotte ou un convoyeur pour le chargement, et soit une trémie de déchargement avec tamis de classification, soit un système de godets manuels pour le déchargement. Évitez de laisser tomber des sacs de billes depuis une hauteur : l'impact peut provoquer des micro-fractures sur l'ensemble du lot de sacs.
8 : Quels sont les avantages des billes d'alumine 92% par rapport aux billes d'acier dans le meulage de la céramique ?
Les billes d'acier contaminent la boue avec des produits d'usure à base d'oxyde de fer, qui provoquent des défauts de couleur dans les céramiques blanches, peuvent catalyser des réactions chimiques indésirables dans certaines applications spécialisées et se déposer dans le produit. L'acier présente également une dureté bien inférieure à celle de l'alumine (600–800 HV contre 1100–1250 HV pour l'alumine 92%), ce qui se traduit par un taux d'usure nettement plus élevé face à des matières premières dures telles que le feldspath et le quartz. La densité de l'acier est plus élevée (7,8 g/cm³ contre 3,6 g/cm³), ce qui signifie une énergie d'impact plus importante par bille, mais cela est compensé par le problème de contamination et un taux d'usure beaucoup plus rapide. Pour les applications dans les secteurs de la céramique, de la chimie et de l'agroalimentaire, l'alumine 92% est presque systématiquement préférée aux médias de broyage en acier.
9 : Comment les billes en céramique d'alumine 92% sont-elles conditionnées et expédiées à l'international ?
L'emballage standard des billes d'alumine 92% se compose de sacs en polypropylène tissé (25 kg ou 50 kg) empilés sur des palettes en bois et emballés sous film rétractable. Les billes de petit diamètre (< 6 mm) sont parfois conditionnées dans des sacs en papier scellés placés à l'intérieur de sacs en polyéthylène extérieurs afin de réduire la formation de poussière. Les conteneurs d'expédition (FCL de 20 pieds) contiennent généralement entre 12 et 18 tonnes métriques, selon la disposition de l'emballage. Pour le fret maritime, la marchandise est classée comme article céramique et est non dangereuse. Les fournisseurs doivent fournir une liste de colisage, une facture commerciale, un certificat d'origine et le certificat d'analyse (CoA) pour chaque lot de production inclus dans l'expédition.
10 : Comment puis-je vérifier que les billes d'alumine que j'ai reçues sont bien de qualité 92% ?
La méthode de vérification définitive est l'analyse par fluorescence X (XRF), qui permet de déterminer la composition élémentaire du corps céramique. La plupart des laboratoires universitaires spécialisés dans les matériaux et des laboratoires d'essais commerciaux sont en mesure de réaliser une analyse XRF sur des échantillons de céramique broyés en un à trois jours ouvrables. Une méthode de dépistage sur le terrain plus simple consiste à mesurer la densité selon le principe d'Archimède : si la densité mesurée est inférieure à 3,55 g/cm³, il est peu probable que les billes soient en alumine 92% (elles peuvent être en 75% ou d'une qualité inférieure). De plus, un test de dureté réalisé à l'aide d'un duromètre Vickers certifié permet de différencier les qualités : l'alumine 92% devrait afficher une valeur supérieure à 1 050 HV. Si les résultats sont limites, l'analyse XRF constitue la confirmation définitive.
Résumé et principales conclusions
Les billes en céramique d'alumine 92% constituent une technologie de corps de broyage éprouvée et rigoureusement validée, qui offre des avantages tangibles en termes de résistance à l'usure, de pureté du produit et de coût total de possession dans un large éventail d'applications industrielles de broyage. Les facteurs clés qui déterminent la réussite de l'application sont les suivants :
- Vérification de la teneur en Al₂O₃ provenant du lot de production concerné — et non pas de spécifications générales relatives à la qualité.
- Choix de la taille appropriée du ballon en fonction de la granulométrie de la matière première et de la finesse souhaitée, et non par convention ou par habitude.
- Conditions d'exploitation de l'usine en tenant compte des limites mécaniques de l'alumine 92% (vitesse, diamètre des billes, type de revêtement).
- Documentation relative à l'usure liées à un protocole de test normalisé afin que les comparaisons entre fournisseurs soient pertinentes.
- Disponibilité des stocks avec traçabilité complète afin de pouvoir répondre aux besoins opérationnels urgents sans compromettre la qualité.
Chez AdTech, nous fournissons des ressources techniques et un soutien à l'approvisionnement en corps de broyage en alumine pour divers secteurs industriels. Les informations contenues dans cet article s'appuient sur une expérience pratique acquise dans les secteurs de la céramique, des minéraux, de la chimie et de l'électronique, ainsi que sur des données provenant d'instituts de recherche reconnus et d'organismes de normalisation. Notre objectif est toujours d'aider les ingénieurs et les acheteurs à prendre des décisions fondées sur des données de performance vérifiées, plutôt que sur des arguments marketing.
