92% كرات سيراميك الألومينا تحقيق التوازن الأمثل بين الصلابة والكثافة ومقاومة التآكل والفعالية من حيث التكلفة في معظم عمليات الطحن الرطب والجاف. سواء كنت تقوم بطحن السيليكا أو الفلسبار أو الكوارتز أو الأصباغ أو السيراميك المتطور، فإن كرات الألومينا 92% تنتج باستمرار معدلات تلوث أقل وعمر خدمة أطول وإنتاجية أكثر قابلية للتنبؤ بها مقارنة بالبدائل الأقل جودة مثل وسائط الألومينا 68% أو 75%.
يشير الرمز “92” إلى محتوى أكسيد الألومنيوم (Al₂O₃) — 92% بالوزن — بينما تتكون النسبة المتبقية البالغة 8% عادةً من السيليكا (SiO₂)، والمغنيسيا (MgO)، وأكسيد الكالسيوم (CaO)، ومضافات التلبيد التي تتحكم في بنية الحبيبات. هذا التركيب ليس عشوائيًا. إنه يمثل عقودًا من التحسينات في هندسة السيراميك، حيث كان الهدف دائمًا هو رفع محتوى Al₂O₃ إلى مستوى عالٍ بما يكفي لتحقيق خصائص ميكانيكية ممتازة مع الحفاظ على تكلفة إنتاج معقولة وتجنب تحديات الهشاشة التي تؤثر أحيانًا على أجسام الألومينا 99% في البيئات التي تتعرض لصدمات شديدة.
إذا كان مشروعك يتطلب استخدام كرات خزفية من الألومينا بنسبة 92٪، فيمكنك اتصل بنا للحصول على عرض أسعار مجاني.
التركيب الكيميائي والخصائص الميكرويكلية لكرات الألومينا 92%
إن فهم الخصائص الكيميائية التي تكمن وراء كرات السيراميك المصنوعة من الألومينا بنسبة 92٪ ليس مجرد مسألة أكاديمية — بل إنه يحدد بشكل مباشر الأداء في بيئة الطحن الخاصة بك. فمحتوى الألومينا هو الذي يحدد الصلابة والخصائص الكيميائية الخاملة، في حين أن إضافات المُذيب هي التي تحدد سلوك عملية التلبيد، ومعدل المسامية، وسلامة حدود الحبيبات.

جدول التركيب الكيميائي النموذجي
| مكون أكسيد | نطاق المحتوى (wt%) | وظيفة في هيكل خزفي |
|---|---|---|
| Al₂O₃ (الألومينا) | 91.5 – 92.5% | المرحلة الهيكلية الأولية؛ الصلابة ومقاومة التآكل |
| SiO₂ (السيليكا) | 3.0 – 5.0% | عامل تشكيل المرحلة الزجاجية؛ يحسّن قابلية التلبيد |
| MgO (المغنيسيا) | 0.5 – 1.5% | مثبط لنمو الحبيبات؛ يحسن البنية المجهرية |
| CaO (أكسيد الكالسيوم) | 0.3 – 1.0% | مضافات التدفق؛ تساعد في عملية التلبيد في المرحلة السائلة |
| Fe₂O₃ (أكسيد الحديد) | < 0.15% | يتم التعامل معه كشوائب؛ يؤثر على اللون ويسبب التلوث |
| ثاني أكسيد التيتانيوم (التيتانيا) | < 0.3% | مواد مساعدة في عملية التلبيد في بعض التركيبات |
| Na₂O + K₂O (القلويات) | < 0.3% | التدفق؛ يتم التحكم فيه لتجنب زيادة مرحلة الزجاج |
تتكون البنية المجهرية لكرات الألومينا 92%، التي يتم إنتاجها من خلال عملية تلبيد سليمة، في الغالب من بلورات الكوراندوم (α-Al₂O₃) التي يتراوح متوسط حجم حبيباتها بين 3 و8 ميكرومتر، وتحيط بها مصفوفة زجاجية رقيقة تتكون من أكاسيد المُذيب. هذا النطاق لحجم الحبيبات مهم: فالحبيبات الخشنة التي يزيد حجمها عن 10 ميكرومتر تميل إلى إحداث كسر بين الحبيبات تحت الضغط الميكانيكي، في حين أن الحبيبات الدقيقة للغاية التي يقل حجمها عن 2 ميكرومتر قد تتطلب درجات حرارة تلبيد أعلى مما يرفع التكلفة دون تحقيق مكاسب متناسبة في الأداء.
في AdTech، نولي اهتمامًا خاصًا بمحتوى Fe₂O₃ عند تقديم المشورة للعملاء في قطاعات الإلكترونيات وتجهيز الأغذية والسيراميك المتطور. فقد يؤدي تلوث الحديد الناتج عن وسائط الطحن إلى ظهور عيوب لونية في الأصباغ البيضاء أو تلوث أيوني في المواد المخصصة للاستخدامات الإلكترونية. تحافظ كرات الألومينا 92% عالية الجودة على نسبة Fe₂O₃ أقل من 0.1% — وهو أمر لا يمكن لجميع الموردين ضمانه دون التزود بمواد خام من مصادر موثوقة.
تتراوح كثافة التلبيد لكرات الألومينا من نوع 92% عادةً بين 3.60 و3.68 غ/سم³, ، وهو أعلى بشكل ملحوظ من كثافة الألومينا 75% (حوالي 3.2 جم/سم³) ويقترب — دون أن يضاهيها — من نطاق الكثافة 3.85–3.95 جم/سم³ الخاص بالألومينا 99%. وينعكس هذا الفرق في الكثافة بشكل مباشر على إنتاجية المطحنة: فالوسائط الأكثر كثافة تضفي طاقة تأثير أكبر لكل كرة عند سرعة دوران مكافئة.
الخصائص الفيزيائية والميكانيكية الرئيسية: بيانات الكثافة والصلابة ومعدل التآكل
غالبًا ما يطلب منا المهندسون وفرق المشتريات رقمًا واحدًا لمقارنة وسائط الطحن — ورغم أن معدل التآكل هو في نهاية المطاف المقياس الأكثر دلالة، إلا أنه لا يمكن تقييمه بمعزل عن العوامل الأخرى. يجمع الجدول أدناه نطاقات الخصائص الأساسية لكرات الألومينا 92% المستمدة من مصادر صناعية موثوقة وسجلات الاختبارات الخاصة بنا.
الخصائص الفيزيائية والميكانيكية لكرات السيراميك المصنوعة من الألومينا 92%
| الممتلكات | القيمة النموذجية | معيار الاختبار |
|---|---|---|
| محتوى Al₂O₃ | ≥ 92% | التحليل الكيميائي / التحليل بالأشعة السينية المبعثرة |
| الكثافة السائبة | 3.60 – 3.68 غ/سم³ | طريقة أرخميدس |
| امتصاص الماء | < 0.01% | ISO 10545-3 |
| صلابة فيكرز (HV) | 1100 – 1250 هكتوبسكال | ISO 6507 |
| مقياس صلابة موس | 9+ | اختبار الخدش |
| قوة الانضغاط | ≥ 2500 ميجا باسكال | ASTM C1424 |
| مقاومة الكسر (KIC) | 3.5 – 4.5 ميجا باسكال·متر¹/² | طريقة SEPB |
| قوة الانحناء | 280 – 350 ميجا باسكال | ISO 14704 |
| معدل تآكل الأسطوانة (الكرة على القرص) | 0.01 – 0.03 غ/كغ·ساعة | اختبار الطاحونة الداخلي |
| نطاق درجة حرارة التشغيل | تصل إلى 1200 درجة مئوية (في حالة الجفاف) | — |
| المقاومة الكيميائية | ممتاز (حمضي/قلوي) | — |
تضع صلابة فيكرز التي تتراوح بين 1100 و1250 هرتز كروي (HV) كرات الألومينا 92% في مرتبة أعلى بكثير من كرات الفولاذ العادية (التي تتراوح صلابتها عادةً بين 600 و800 هرتز كروي) وأعلى بكثير من الحصى الطبيعي أو وسائط الصوان. وتعني ميزة الصلابة هذه أن السطح الخزفي يقاوم الخدش والتآكل الناتج عن المواد المدخلة، وهذا هو بالضبط السبب في بقاء معدلات فقدان التآكل منخفضة للغاية في ظل الطحن المستمر.
أحد المقاييس التي لا ترد في معظم أوراق بيانات الموردين، لكنها تكتسب أهمية بالغة في الممارسة العملية، هو نسبة كفاءة الطحن — كمية المنتج المطحون حتى الوصول إلى درجة النعومة المستهدفة لكل وحدة من تآكل الوسائط. استنادًا إلى خبرتنا في العمل مع منشآت معالجة السيراميك والمعادن، تحقق كرات الألومينا 92% نسب كفاءة طحن أفضل بنسبة 25–40% من كرات الألومينا 75% في التطبيقات التي تستهدف حجم جسيمات نهائي أقل من 45 ميكرون، ويرجع ذلك أساسًا إلى أن الصلابة الأعلى تحافظ على كروية الكرة لفترة أطول، مما يحافظ على هندسة التلامس النقطي التي تدفع نقل الضغط بكفاءة إلى الجسيمات الواردة.
إن معدل امتصاص الماء الذي يقل عن 0.01% يؤكد أن كرات الألومينا 92% تتمتع بكثافة كاملة تقريبًا مع مسامية مغلقة. في تطبيقات الطحن الرطب — الشائعة في تحضير ملاط السيراميك، وطحن أصباغ الطلاء، ومعالجة المساحيق الصيدلانية — يعد هذا أمرًا لا غنى عنه. تمتص الوسائط المسامية سائل المعالجة، وتتضخم عند حدود الحبيبات، وتتعطل بسبب التفتت. تتجنب أجسام الألومينا 92% الكثيفة تمامًا هذا النوع من الأعطال.
كيفية تصنيع 92 كرة من الألومينا: عملية التلبيد ومراقبة الجودة
إن مسار تصنيع كرات السيراميك المصنوعة من الألومينا 92% أكثر تعقيدًا مما يدركه العديد من المشترين، كما أن الخيارات التي يتخذها المصنع فيما يتعلق بالعمليات تحدد بشكل مباشر ما إذا كان المنتج النهائي يفي بالمواصفات المنشورة أم أنه يقترب منها فحسب.
تحضير المواد الخام
يبدأ الإنتاج بمسحوق الألومينا المكلس — وعادةً ما يكون ألومينا معالج وفقًا لطريقة باير — الذي يتميز بتوزيع حجم جسيمات محكوم (يبلغ D50 عادةً 2–5 ميكرومتر) ونقاء عالٍ. يتم طحن إضافات مادة التذويب (SiO₂، MgO، CaO) مسبقًا بشكل منفصل أو إدخالها كمواد أولية معدنية طينية طبيعية (الكاولين، التلك) قبل الخلط. يعد الوزن الدقيق والتجانس في هذه المرحلة أمرًا بالغ الأهمية: فالتغيرات في محتوى مادة التذويب حتى بنسبة 0.5% يمكن أن تغير سلوك التلبيد بشكل كبير.
طرق التشكيل
يُستخدم مساران رئيسيان للتشكيل على الصعيد التجاري:
الضغط الإيزوستاتيكي البارد (CIP): يتم ضغط المسحوق المُحَبَّب مسبقًا بضغط يتراوح بين 100 و200 ميجا باسكال في قوالب مطاطية. ويؤدي ذلك إلى الحصول على كثافة أولية متجانسة للغاية وكرات شبه نهائية الشكل. تتطلب أجسام CIP الحد الأدنى من المعالجة الميكانيكية للخامة الخام، وتنتج منتجًا نهائيًا يتميز بأعلى دقة في الأبعاد. هذه هي الطريقة التي نوصي بها للتطبيقات الدقيقة التي تتطلب تفاوتًا في قطر الكرة أقل من ±0.1 مم.
القولبة والتقليب (التحبيب والتلبيد): يتم بثق عجينة من ملاط الألومينا لتشكيل أسطوانات، تُدحرج بعد ذلك في أسطوانة دوارة لتشكيل كرات من خلال التشوه البلاستيكي. وتُعد هذه الطريقة أسرع وأقل تكلفة، لكنها تنتج كرات أقل اتساقًا في الشكل الكروي. وهي مناسبة للاستخدامات التي تكون فيها دقة الأبعاد أقل أهمية من تكلفة الإنتاج.
التلبيد
يتم حرق الأجسام الخضراء في أفران دوارة مستمرة أو أفران دورية تعمل بنظام الدُفعات عند درجات حرارة تتراوح بين 1580 درجة مئوية و1650 درجة مئوية, ، ويتم الاحتفاظ بها لمدة 2–4 ساعات عند درجة الحرارة القصوى. وأثناء عملية الحرق، تتشكل الطور السائل من نظام SiO₂-CaO-Al₂O₃، مما يعزز عملية التكثيف من خلال التدفق اللزج وإعادة ترتيب الجسيمات. يتم ترطيب حدود حبيبات الكوراندوم بواسطة هذه المرحلة الزجاجية، والتي تشكل عند التبريد طبقة رقيقة غير متبلورة تربط الحبيبات معًا وتتحكم في سلوك الكسر.
إن التحكم في الغلاف الجوي أثناء عملية التلبيد أمر مهم: يُعد الحرق في الهواء هو الإجراء المعتاد بالنسبة لألومينا 92%، إلا أن الحفاظ على تدفق هواء ثابت يمنع حدوث ظروف اختزال موضعية قد تؤدي إلى اختزال جزئي لأكاسيد الحديد، مما يؤدي إلى ظهور لون رمادي واحتمال حدوث تباين في الخصائص.
يشمل بروتوكول مراقبة الجودة الأدنى فحص الأبعاد بعد عملية التلبيد، والتحقق من الكثافة باستخدام طريقة أرخميدس، والفحص البصري للكشف عن الشقوق. كما تقوم الشركات المصنعة عالية الجودة بما يلي:
- أخذ العينات على دفعات لاختبار فقدان المواد بسبب التآكل في المطاحن الكروية القياسية.
- أخذ العينات الإحصائية لقياس مقاومة الضغط (اختبار سحق الكرة).
- قياس الاستدارة باستخدام تقنية قياس المظهر الجانبي البصري.
- الفحص العشوائي باستخدام تقنية XRF لمحتوى أكسيد الألومنيوم (Al₂O₃).
جدول نقاط مراقبة الجودة
| مرحلة الإنتاج | معايير مراقبة الجودة | معيار القبول |
|---|---|---|
| استلام المواد الخام | نقاء Al₂O₃، توزيع الحجم الجزيئي | نقاء مادة التغذية TP3T: Al₂O₃ ≥ 99.51 |
| خلط المساحيق | التجانس، الرطوبة | السيرة الذاتية < 2% عبر الدفعة |
| تشكيل الجسم الأخضر | الكثافة الخضراء، القطر | ±0.5% من الهدف |
| الفحص قبل التلبيد | الشقوق السطحية، الشكل | لا توجد عيوب ظاهرة |
| التلبيد | أعلى درجة حرارة، مدة البقاء | تحكم في درجة الحرارة بمقدار ±5 درجات مئوية |
| المنتج النهائي | الكثافة، التآكل، الصلابة | حسب جدول المواصفات |
| التعبئة والتغليف | العد، ووضع العلامات، وحاجز الرطوبة | مغلق، ومُعلَّم، وجاف |
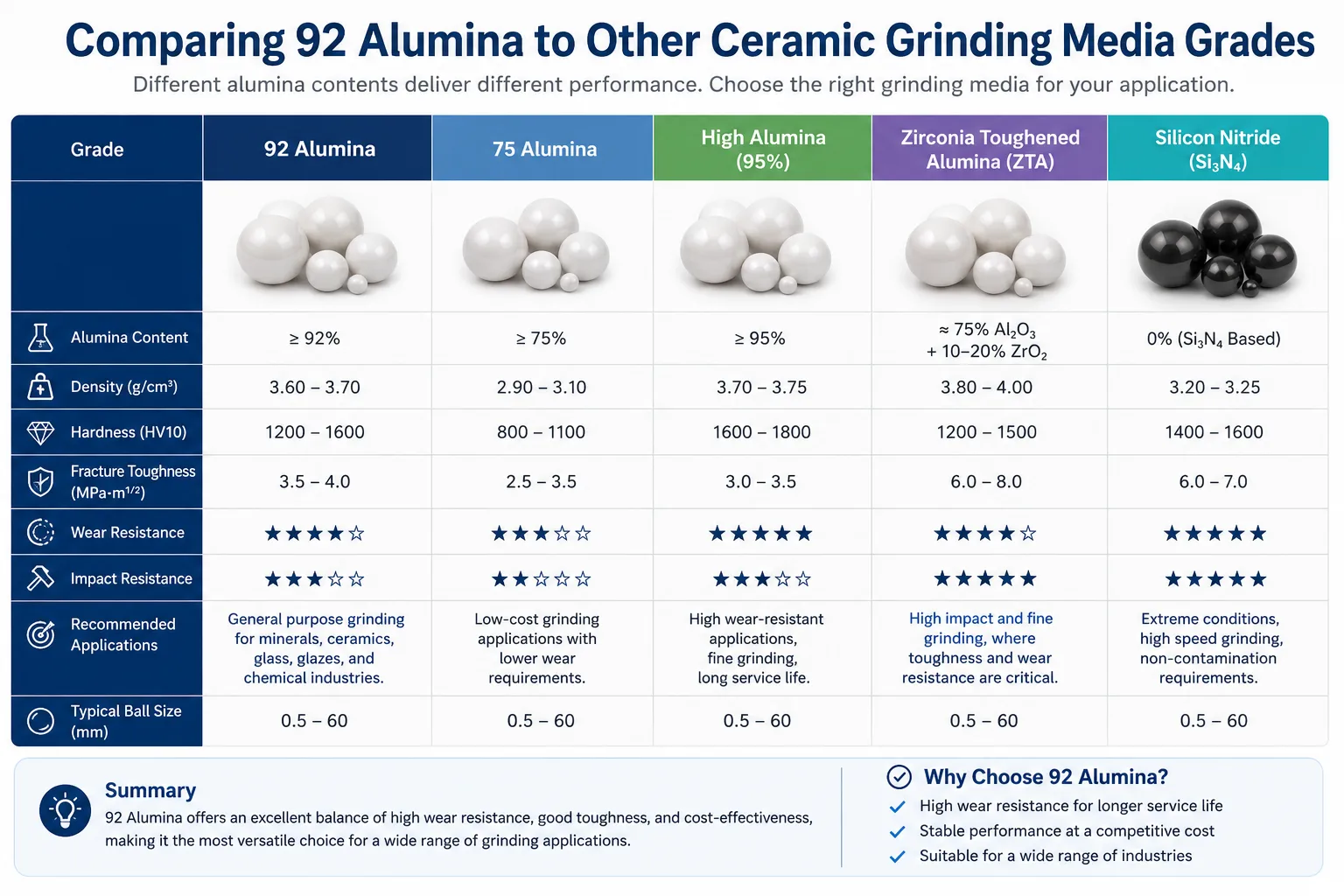
مقارنة الألومينا 92 بدرجات أخرى من وسائط الطحن الخزفية
أحد الأسئلة الأكثر شيوعًا التي نتلقاها من مهندسي المشتريات هو: “لماذا ندفع سعرًا أعلى مقابل الألومينا 92% في حين أن الألومينا 75% أرخص؟” تتطلب الإجابة النظر إلى التكلفة الإجمالية للملكية بدلاً من سعر الوحدة، وتفضل بيانات المقارنة باستمرار الألومينا 92% لعمليات الطحن ذات الكثافة المتوسطة إلى العالية.
جدول مقارنة درجات وسائط الطحن
| المعلمة | 68% الألومينا | 75% الألومينا | 92% الألومينا | 95% الألومينا | زركونيا (ZrO₂) |
|---|---|---|---|---|---|
| محتوى Al₂O₃ | ~68% | ~75% | ~92% | ~95% | — |
| الكثافة (جم/سم مكعب) | ~2.80 | ~3.20 | 3.60–3.68 | 3.65–3.75 | 6.0–6.1 |
| الصلابة (موس) | ~7.5 | ~8 | ~9 | ~9+ | ~8.5 |
| معدل التآكل | عالية | متوسط | منخفضة | منخفضة جداً | منخفضة للغاية |
| السعر النسبي | منخفضة | متوسطة-منخفضة | متوسط | متوسط-عالي | عالية جداً |
| أفضل تطبيق | الطحن الرطب منخفض الكثافة | السيراميك العام | معظم عمليات الطحن الصناعية | السيراميك الدقيق/التقني | فائقة النعومة/عالية النقاء |
| خطر التلوث | متوسط-عالي | متوسط | منخفضة | منخفضة جداً | ضئيل |
| العمر الافتراضي (النسبي) | 1x | 1.5–2x | 4–5x | 6–7x | 10–15x |
النقطة الأساسية في هذا الجدول هي عمود الحياة النسبية. كرة الألومينا من النوع 75% التي تقل تكلفتها بمقدار 40% عن كرة الألومينا من النوع 92%، لكن عمرها الافتراضي لا يتجاوز 1.5 إلى 2 أضعاف عمر كرة الألومينا من النوع 92% — مقارنة بـ 4 إلى 5 أضعاف في حالة كرة الألومينا من النوع 92% — تمثل تكلفة أعلى بكثير لكل طن من المنتج المطحون عند احتساب وقت التوقف للصيانة وعمالة استبدال الوسائط.
في التطبيقات التي تتضمن منتجات ملونة أو حساسة، حيث قد يؤدي تلوثها بالحديد أو السيليكا أو أكاسيد القلويات إلى حدوث عيوب في المنتج، فإن التكلفة الإضافية للألومينا 92% مقارنة بالدرجات الأقل جودة تكون مبررة بشكل خاص. وتصبح الجدوى الاقتصادية أكثر إيجابية عند أخذ حالات رفض العملاء للمنتج بسبب تلوثه بوسائط الطحن في الاعتبار.
يوفر الألومينا 95% تحسينًا إضافيًا في مقاومة التآكل، ولكن بسعر أعلى لا يبرره سوى استخدامات محددة — لا سيما في مجال السيراميك التقني، والطلاءات المتطورة، ومواد الإلكترونيات الدقيقة التي تتطلب معايير صرامة فائقة فيما يتعلق بنقاء المنتج.
تتميز وسائط الطحن المصنوعة من الزركونيا بمستوى أداء وسعر مختلفين تمامًا، وهي مناسبة للطحن فائق الدقة الذي يقل عن 1 ميكرون، والمكونات الصيدلانية الفعالة، والمواد الكيميائية المتخصصة عالية القيمة التي لا يُقبل فيها أي تلوث بالألومينا. ولا نعتبر الزركونيا بديلاً مباشرًا للألومينا 92% — فهما يخدمان قطاعات تطبيقات مختلفة جوهريًا.
التطبيقات: ما هي الصناعات التي تستخدم كرات السيراميك المصنوعة من الألومينا 92%؟
تعد تعددية استخدامات كرات السيراميك المصنوعة من الألومينا 92% إحدى أهم ميزاتها من الناحية التجارية. فهذه الخصائص الأساسية نفسها — الصلابة العالية، والتآكل المنخفض، والخلو من التفاعل الكيميائي، والكثافة العالية — توفر قيمة مضافة في مجموعة واسعة بشكل مدهش من قطاعات التصنيع.
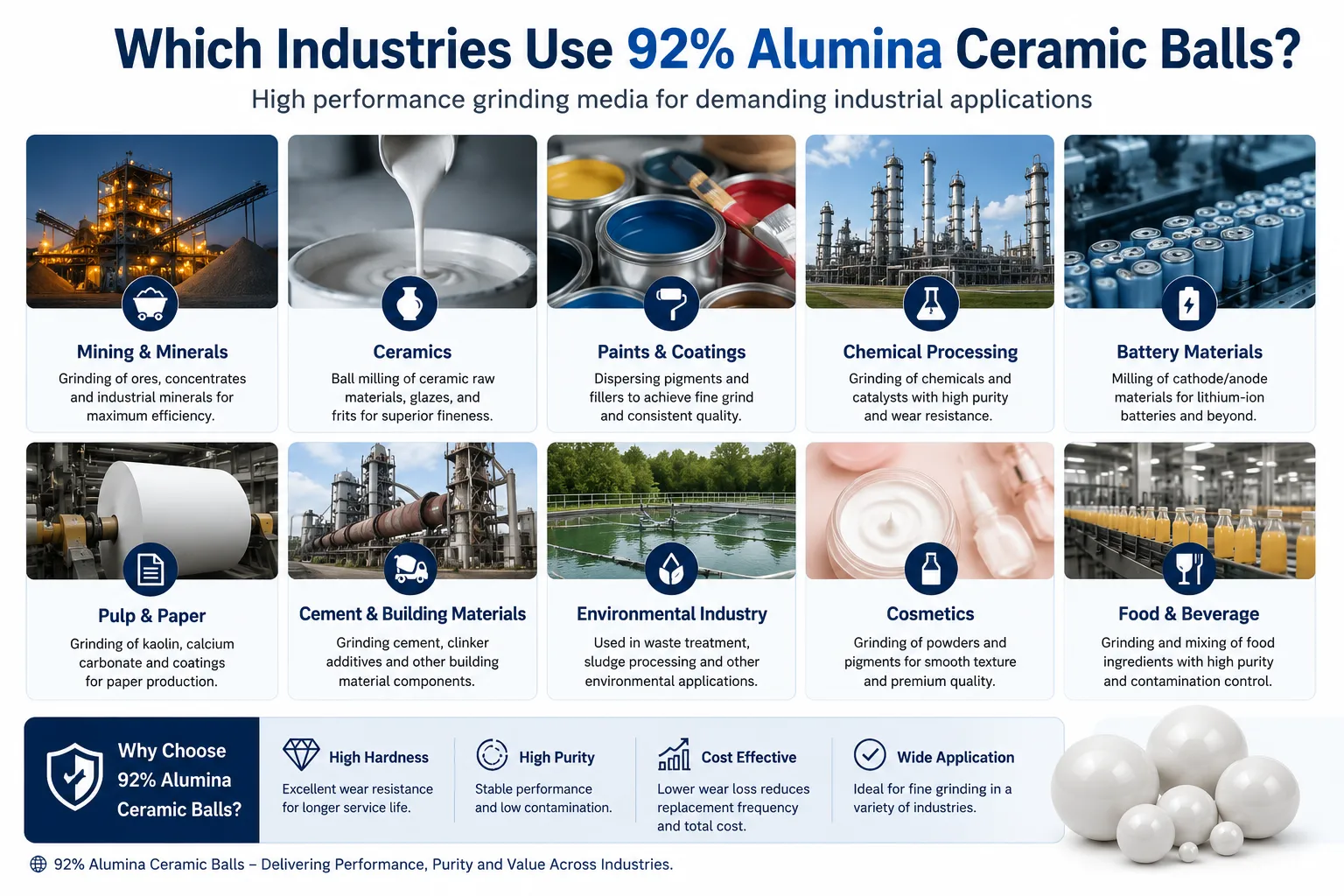
التطبيقات الصناعية الرئيسية
تصنيع السيراميك والبورسلين: أكبر سوق للاستخدام النهائي. يتم طحن الفلسبار والكوارتز والكالسيت والكاولين ورماد العظام في مطاحن كروية باستخدام وسائط الألومينا 92% لإنتاج ملاط جسم البلاط، وملاط الأدوات الصحية، ومساحيق السيراميك التقنية. تتراوح الأحمال النموذجية للكرات في هذا القطاع من 1,500 كجم إلى أكثر من 20,000 كجم لكل مطحنة.
الأسمنت ومواد البناء: يتزايد استخدام الوسائط الخزفية في طحن الكلنكر ومعالجة الرماد المتطاير وطحن الخبث، حيث يدرك منتجو الأسمنت أن انخفاض فقدان المواد بسبب التآكل يؤدي إلى تقليل تلوث الحديد في الأسمنت النهائي، وهو ما يؤثر على التفاعلات الكيميائية للتصلب واتساق اللون في إنتاج الأسمنت الأبيض.
معالجة الدهانات والأصباغ: يتم طحن ثاني أكسيد التيتانيوم وأكسيد الزنك وأصباغ أكسيد الحديد والملونات العضوية إلى درجة نعومة تقل عن 10 ميكرون باستخدام وسائط خزفية في مطاحن الحبيبات المُحَرَّكة ومطاحن الكرات. وتمنع الخمول الكيميائي لألومينا 92% التفاعل مع أسطح الأصباغ التفاعلية.
التعدين ومعالجة المعادن: تعد معالجة رمل السيليكا، وتجهيز المواد الأولية لعملية تعويم الفلسبار، وطحن صخور الفوسفات من بين التطبيقات الشائعة. وتتطلب الطبيعة الكاشطة لهذه المواد الأولية استخدام وسائط مقاومة للتآكل، ويُعد الألومينا 92% حلاً فعالاً من حيث التكلفة.
الزجاج والفرست: يتطلب طحن الفريت المستخدم في صناعة المينا والطلاءات الزجاجية والتركيبات الزجاجية المتخصصة استخدام مواد لا تتسبب في تلوث المواد المقاومة للحرارة. ويتوافق الألومينا كيميائيًا مع معظم أنظمة الطلاء الزجاجي عند استخدامه بكميات مناسبة.
الإلكترونيات والسيراميك المتخصص: تُطحن ركائز الألومينا، والسيراميك المُشعل في درجة حرارة منخفضة (LTCC)، والسيراميك الكهروإجهادي (PZT)، ومواد الفريت، بطريقة الطحن الرطب باستخدام كرات ألومينا 92% عالية النقاء. وفي هذا المجال، تتم مراقبة محتوى الحديد في الوسائط بعناية.
الأغذية والأدوية: تستفيد عمليات طحن كربونات الكالسيوم والتلك والمواد المساعدة المستخدمة في صناعة الأقراص الدوائية والمضافات الغذائية من الطبيعة غير السامة والخاملة كيميائيًا للألومينا. وتتطلب التطبيقات المتوافقة مع معايير إدارة الغذاء والدواء الأمريكية (FDA) توفير وثائق كاملة عن المواد المستخدمة.
المعالجة الكيميائية: تعد مواد دعم المحفزات، وطحن الزيوليت، ومعالجة الكربون المنشط مجالات إضافية تكتسب فيها مقاومة الألومينا الكيميائية ومستوى التلوث المنخفض أهمية كبيرة.
اقرأ أيضًا: فيما تُستخدم كرات الألومينا الخزفية؟
جدول توصيات اختيار حجم الكرة حسب الاستخدام
| قطاع الصناعة | حجم جزيئات العلف | درجة النعومة المستهدفة | قطر الكرة الموصى به |
|---|---|---|---|
| ملاط خزفي | أقل من 5 ملم | < 63 ميكرومتر | 30-50 مم |
| طحن الأصباغ | < أقل من 1 مم | < 10 ميكرومتر | 10–25 ملم |
| السيراميك الإلكتروني | < 200 ميكرومتر | < 1–5 ميكرومتر | 5–15 ملم |
| الأسمنت/الكلنكر | < 25 مم | < 75 ميكرومتر | 40–80 ملم |
| طحن الزجاج/الفريت | أقل من 3 ملم | < 45 ميكرومتر | 20-40 مم |
| استخراج المعادن | أقل من 10 ملم | < 100 ميكرومتر | 30–60 ملم |
| مسحوق صيدلاني | < 500 ميكرومتر | < 5–20 ميكرومتر | 6-15 مم |
معايير تحميل مطحنة الكرات وإرشادات التشغيل
حتى كرات الألومينا 92% عالية الجودة ستؤدي أداءً دون المستوى المطلوب إذا تم تحميل المطحنة بشكل غير صحيح أو تشغيلها خارج نطاق المعايير المثلى. تتفاعل هذه المتغيرات التشغيلية بطرق معقدة، ويشكل ضبطها بشكل صحيح الفارق بين عملية تحقق الإنتاجية المستهدفة وأخرى تستهلك طاقة زائدة دون تحقيق الدقة المطلوبة.
المعلمات التشغيلية الحاسمة للمطحنة
مستوى ملء الطاحونة: التوصية القياسية لمطاحن الكرات الخزفية التي تستخدم وسائط الألومينا هي 30–50% من حجم المطحنة مقابل الحجم الإجمالي للكرات. وعند انخفاض النسبة عن 30%، تتعرض الكرات لتأثيرات السقوط الحر المفرطة، مما يزيد من خطر الكسر دون تحقيق فائدة طحن متناسبة. وفوق 50%، تتقيّد الحركة المتتالية، مما يقلل من كفاءة الطحن.
السرعة الحرجة والسرعة المثلى: تُحسب السرعة الحرجة (Nc) بالدورة في الدقيقة (RPM) على النحو التالي:
Nc = 42.3 / √D
حيث يمثل الحرف D القطر الداخلي للمطحنة بالمتر. ولتحقيق طحن مثالي، تُشغَّل المطاحن عادةً عند سرعة حرجة تتراوح بين 65 و801 دورة في الدقيقة. وفي هذا النطاق، تتدفق الوسائط وتندفع في أنماط تعزز آليات الطحن بالصدم والاحتكاك إلى أقصى حد.
نسبة الكرة إلى المادة (بالوزن): في عملية الطحن الرطب للسيراميك، تتراوح النسبة المعتادة بين 2:1 و3:1 (وزن الوسائط: وزن المادة الجافة). تؤدي النسب الأعلى إلى زيادة استهلاك الطاقة لكل وحدة من المادة، ولكنها تزيد أيضًا من تآكل الوسائط. أما النسب الأقل فتقلل من كفاءة الطحن. وتعتمد النسبة المثلى على صلابة المادة ودرجة النعومة المستهدفة.
خصائص ريولوجية الملاط في عملية الطحن الرطب: يجب الحفاظ على لزوجة الملاط في نطاق يتراوح بين 800 و2000 ميللي باسكال·ثانية في معظم تطبيقات طحن السيراميك. فاللزوجة المفرطة تخفف من قوة التصادم بين الكرات والجسيمات وتقلل من الكفاءة؛ بينما تؤدي اللزوجة غير الكافية إلى انخفاض معدل التقاط الجسيمات. يتم تعديل كمية الماء المضافة وفقًا لذلك، وتُستخدم مواد إزالة التكتل (سيليكات الصوديوم، ومشتتات البولي أكريلات) للتحكم في الخصائص الريولوجية دون تخفيف مفرط.
المسافة بين الوسائط والخطوط المستقيمة: غالبًا ما يتم تجاهل هذا الأمر. فإذا أدى تآكل البطانة إلى زيادة القطر الداخلي للمطحنة بشكل كبير، فإن حساب السرعة الحرجة الفعلية يتغير. ونوصي بإعادة معايرة سرعة المطحنة بعد حدوث تآكل كبير في البطانة.
تركيبة حبيبات الكرات لمراحل الطحن المختلفة
| مرحلة الطحن | كرة كبيرة % | كرة متوسطة الحجم % | كرة صغيرة % | الأساس المنطقي |
|---|---|---|---|---|
| الطحن الخشن | 60–70% | 25-30% | 5-10% | طاقة التصادم هي السائدة |
| متوسط | 30-40% | 40-50% 40-50% | 15-25% | التوازن بين التأثير والاستنزاف |
| الطحن الدقيق | 10-20% | 30-40% | 40-60% | تسود ظاهرة التسرب |
| فائق الدقة | 0-10% | 20-30% | 60-80% | أقصى مساحة تلامس |
من واقع خبرتنا، تستخدم العديد من العمليات كرات ذات حجم واحد حرصًا على البساطة، وهو أمر مقبول في المطاحن المستمرة التي تتم فيها إضافات منتظمة للكرات. ومع ذلك، فإن المطاحن الدفعية التي تعمل وفقًا لمواصفات دقيقة لحجم الجسيمات تستفيد بشكل كبير من نهج الأحجام المختلطة الموضح أعلاه.
كيفية قياس وتفسير التآكل في كرات السيراميك المصنوعة من الألومينا
تعد انخفاض نسبة فقدان المواد الناتج عن التآكل أهم ميزة تسويقية لكرات الألومينا 92% في جميع الأسواق تقريبًا. لكن مصطلح “انخفاض” هو مصطلح نسبي، وبدون منهجية قياس موحدة، تصبح المقارنات بين الموردين عديمة الجدوى. وفيما يلي كيفية قياس نسبة فقدان المواد الناتج عن التآكل بشكل صحيح وما تعنيه هذه الأرقام في الواقع العملي.
طريقة اختبار فقدان التآكل القياسية
يتمثل بروتوكول الاختبار الأكثر استخدامًا في صناعة وسائط الطحن في تعبئة مطحنة كروية مختبرية بكمية ثابتة من الكرات المخصصة للاختبار ومواد كاشطة موحدة (عادةً ما تكون الكوارتز أو الفلسبار)، وتشغيلها لفترة محددة بسرعة وظروف ملاط خاضعة للرقابة، ثم قياس انخفاض وزن الكرات.
المتغيرات التي يجب اختبارها لتوحيدها:
- حجم المطحنة ومواد البطانة (البطانة المطاطية هي المعيار المتبع في اختبار التآكل).
- وزن الكرات وتوزيع أحجامها.
- نوع مادة التغذية، وصلابتها، وحجم جزيئاتها.
- تركيز الملاط ودرجة الحموضة.
- سرعة الطاحونة (% من السرعة الحرجة).
- مدة الاختبار (عادةً ما تكون 24 أو 48 ساعة).
يتم الإبلاغ عن خسارة التآكل على النحو التالي:
معدل التآكل = (الكتلة الأولية – الكتلة النهائية) / (الكتلة الأولية × مدة الاختبار) × 1000
الوحدات: غرام/كيلوغرام في الساعة، أو بدلاً من ذلك غرام/طن من المنتج المطحون.
قيم التآكل النموذجية حسب درجة الألومينا
| درجة الألومينا | فقدان التآكل (جم/كجم·ساعة) | فقدان التآكل (غرام/طن من المنتج) | الاستهلاك السنوي* |
|---|---|---|---|
| 68% الألومينا | 0.08 – 0.15 | 800 – 1500 | عالية جداً |
| 75% الألومينا | 0.04 – 0.08 | 400 – 800 | عالية |
| 92% الألومينا | 0.01 – 0.03 | 100 – 300 | منخفضة |
| 95% الألومينا | 0.005 – 0.015 | 50 – 150 | منخفضة جداً |
| زركونيا | < 0.005 | أقل من 50 | منخفضة للغاية |
*الاستهلاك السنوي النسبي، استنادًا إلى معدل الطحن المكافئ
الأهمية العملية لهذه الأرقام: قد تتعرض كمية قدرها 50 طنًا من الألومينا 92%، المستخدمة في طحن الفلسبار بشكل مستمر في مصنع كبير للبلاط الخزفي، لفقدان ناتج عن التآكل بمعدل 0.02 غم/كغم·ساعة. على مدار 8,000 ساعة تشغيل سنويًا، يعني ذلك استهلاك ما يقارب 8,000 كجم من الوسائط سنويًا — وهو رقم كبير من الناحية المطلقة، لكنه يمثل جزءًا بسيطًا مما قد يستهلكه الألومينا 75% أو 68% في ظل ظروف مماثلة.
تؤدي منتجات التآكل إلى تلويث المواد الخام. وبالنسبة للسيراميك الأبيض مثل البورسلين الصحي، فإن التلوث الناتج عن الوسائط الذي يتجاوز حدودًا معينة يؤدي إلى ظهور عيوب لونية واضحة في المنتجات النهائية. ويحمي معدل التآكل المنخفض لألومينا 92% جودة المنتج بشكل مباشر في هذه الاستخدامات الحساسة.

انخفاض معدل التلف الناتج عن الاستهلاك في المنتجات الجاهزة: ماذا يعني ذلك فعليًا بالنسبة للمشتريات
عندما يعلن أحد الموردين عن توفر “مخزون منخفض التآكل” من كرات السيراميك المصنوعة من الألومينا بنسبة 92٪، يتعين على فرق المشتريات أن تفهم بالضبط ما يعنيه هذا الادعاء — وما هي الوثائق التي يجب أن ترافقه حتى يكون موثوقًا.
ما الذي يعنيه مصطلح “الأسهم” في الواقع
يشير توفر المخزون من وسائط الطحن إلى المنتجات النهائية التي خضعت للفحص والموجودة في مخزون المستودع، والجاهزة للشحن الفوري دون الحاجة إلى فترة انتظار مرتبطة بدفعات الإنتاج الجديدة. وبالنسبة لمنتجي الكرات الخزفية، يتطلب الحفاظ على المخزون ما يلي:
- كفاءة إنتاجية كافية للفرن والتزام صارم بجدول تشغيله.
- مساحة تخزين كافية مع ظروف تخزين مناسبة.
- أنظمة إدارة المخزون التي تتعقب هوية الدُفعات وسجلات الاختبارات.
- الالتزام المالي بتحمل تكاليف الأعمال قيد التنفيذ والسلع الجاهزة.
إن توفر مخزون عالي الجودة أمر بالغ الأهمية، لأن الاحتياجات العاجلة من المواد — الناجمة عن تسارع غير متوقع في التآكل، أو توسع المصنع، أو رفض دفعة ملوثة — لا يمكنها الانتظار لمدة 6 إلى 8 أسابيع حتى يتم إنتاج كميات جديدة. ويضمن الموردون الذين يحتفظون بمخزون معتمد وذو جودة موثقة أمانًا تشغيليًا حقيقيًا.
ما هي الوثائق التي يجب أن ترافق كرات الألومينا من طراز 92%
نوصي بأن تطلب من أي مورد ما يلي قبل الشراء:
- شهادة التحليل (CoA): محتوى Al₂O₃ وفقًا لطريقة XRF، والكثافة وفقًا لطريقة أرخميدس، وامتصاص الماء، ونتائج اختبار فقدان المواد بسبب التآكل للدفعة الإنتاجية المحددة.
- رقم دفعة الإنتاج: يمكن تتبعها من خلال سجلات حرق الفرن، وسجلات درجات حرارة التلبيد، ودفعات المواد الخام.
- تقرير الأبعاد: توزيع القطر، الدقة في الاستدارة، ملاحظات حول تشطيب السطح.
- بروتوكول اختبار تآكل التآكل: ما هو معيار الاختبار الذي تم استخدامه، ومدة الاختبار، والمواد الأولية المحددة.
- تاريخ التعبئة والتخزين: وهذا أمر بالغ الأهمية للتأكد من أن “المخزون” ليس منتجات قديمة مخزنة في ظروف غير خاضعة للتحكم في درجة الحرارة.
المؤشرات التحذيرية في مطالبات الموردين
| الادعاء | ما الذي يجب أن تسأل عنه | ما أهمية ذلك |
|---|---|---|
| “تآكل منخفض للغاية” | ما هي القيمة الفعلية للوحدة "غ/كغ·ساعة" وطريقة الاختبار؟ | الادعاءات الغامضة التي تفتقر إلى الأرقام لا يمكن التحقق منها |
| “92% Al₂O₃” | عرض تحليل XRF أو شهادة التحليل (CoA) الخاصة بالدفعة | يقدم بعض المنتجين 90–91% ويقربون الرقم لأعلى |
| “متوفر في المخزون فوراً” | طلب رقم الدفعة وموقع المستودع | المخزون الفعلي مقابل الإنتاج قيد النقل |
| “حاصلة على شهادة ISO” | أي معيار ISO، وما هو نطاقه؟ | تشمل المواصفة ISO 9001 نظام إدارة الجودة فقط، ولا تشمل أداء المنتج |
| “أقل تآكل في السوق” | بيانات اختبار من جهات خارجية؟ | تتطلب الادعاءات المقارنة أدلة |
توافق مواد البطانة: كرات الألومينا مع البطانات المطاطية والفولاذية والسيراميكية
تعد السطح الفاصل بين وسائط الطحن وبطانة المطحنة هو المكان الذي تنتقل فيه الطاقة الميكانيكية إلى العملية — وهو أيضًا المكان الذي تتآكل فيه المادتان بعضهما البعض. إن فهم مدى توافق البطانة يساعد على إطالة عمر كل من وسائط الطحن والبطانة في آن واحد.
بطانات مطاطية
تُعد المطاحن المبطنة بالمطاط شائعة للغاية في صناعة السيراميك ومعالجة المعادن. حيث تعمل البطانات المطاطية على امتصاص طاقة الصدمات بفعالية، مما يقلل من كسر الكرات، كما أنها ذاتية التنظيف (لا تلتصق المواد بأسطح المطاط). وعند استخدام كرات الألومينا 92% في المطاحن المبطنة بالمطاط، فإن المعلمة التشغيلية الرئيسية هي السرعة القصوى لتصادم الكرة — لا تستطيع البطانات المطاطية تحمل الصدمات عالية الطاقة الناتجة عن الكرات ذات القطر الكبير عند السرعات العالية. وبالنسبة للمطاحن المبطنة بالمطاط، عادةً ما يقتصر القطر الأقصى للكرات على 50–60 ملم، وتقتصر سرعة المطحنة على 70–75٪ من السرعة الحرجة.
يعد تآكل المطاط الناتج عن كرات الألومينا من طراز 92% منخفضًا نسبيًا مقارنةً بالكرات الفولاذية، وذلك لأن سطح الألومينا الناعم بعد التلبيد يسبب تآكلًا أقل للمصفوفة المطاطية مقارنةً بسطح الفولاذ الأكثر خشونة وصلابة.
بطانات فولاذية
في عمليات طحن الأسمنت والمعادن الخشنة، حيث يتجاوز قطر الكرات 60 ملم وتؤدي سرعات دوران المطحنة إلى طحن تصادمي، تُعد البطانات الفولاذية هي المعيار القياسي. تشكل المطاحن المبطنة بالفولاذ التي تستخدم كرات الألومينا 92% خطرًا محددًا: إذا كانت المطحنة تعمل بسرعات تنتج طاقة صدم عالية جدًا، فإن كرات الألومينا — على الرغم من قوتها الانضغاطية العالية — يمكن أن تنكسر عند اصطدامها بعناصر فولاذية ذات كتلة عالية أو جزيئات تغذية شديدة الصلابة.
بالنسبة للألومينا 92% المستخدمة في المطاحن المبطنة بالفولاذ، نوصي بما يلي:
- قطر الكرة ≤ 80 ملم.
- تبلغ سرعة الطاحونة 65–721 دورة في الدقيقة من السرعة الحرجة.
- الحد الأقصى لحجم جسيمات التغذية ≤ 25 مم (لتجنب تأثير تركز الجسيمات ذات الحجم الزائد).
مطاحن مبطنة بالألومينا
تُعد المطاحن المبطنة بالكامل بالألومينا — حيث تكون كل من وسائط الطحن والبطانة من سيراميك الألومينا 92% — هي التصميم المفضل لإنتاج ملاط السيراميك الأبيض وطحن السيراميك الإلكتروني. يتم تقليل التلوث إلى الحد الأدنى لأن جميع الأسطح الملامسة للملاط ذات تركيبة متطابقة. تآكل البطانة منخفض جدًا. القيد الرئيسي هو ارتفاع تكلفة البطانة وزيادة وقت استبدالها مقارنة بالمطاط.
في المطاحن المبطنة بالألومينا، نعمل بسرعات أقل قليلاً (62–681 دورة في الدقيقة، وهي السرعة الحرجة) لتقليل طاقة التصادم بين الكرات والبطانة، مما يطيل عمر البطانة بشكل ملحوظ.
جداول اختيار الأحجام ونسب القطر إلى حجم الجسيمات المدخلة
يُعد اختيار قطر الكرة المناسب لمواد التغذية المحددة وحجم الجسيمات المستهدف أحد أكثر القرارات التشغيلية تأثيرًا في عملية الطحن بالكرة. وتشير القاعدة العامة المقبولة على نطاق واسع إلى أن قطر الكرة يجب أن يكون ما يقارب 20 إلى 30 ضعفًا لقطر الجسيمات الأقصى للمواد المُغذية، من أجل تحقيق كفاءة الطحن في المرحلة الأولى، على الرغم من أن هذه النسبة تميل نحو استخدام كرات أصغر حجمًا كلما انخفضت درجة النعومة المستهدفة.
نطاق الأحجام القياسية لكرات الألومينا 92%
الأقطار المتوفرة تجارياً: 1 مم، 2 مم، 3 مم، 5 مم، 6 مم، 8 مم، 10 مم، 13 مم، 15 مم، 20 مم، 25 مم، 30 مم، 40 مم، 50 مم، 60 مم، 70 مم، 80 مم.

جدول مرجعي لاختيار المقاس
| عرض التغذية D80 (مم) | القيمة المستهدفة D80 (ميكرومتر) | حجم الكرة الأساسية | حجم الكرة الثانوية |
|---|---|---|---|
| 5 - 10 | 500 – 1000 | 50 – 60 ملم | 30 – 40 ملم |
| 2 – 5 | 200 – 500 | 30 – 50 ملم | 20 – 30 ملم |
| 0.5 – 2 | 100 - 200 | 20 – 40 ملم | 15 – 20 ملم |
| 0.1 – 0.5 | 45 – 100 | 15 – 25 ملم | 10 – 15 ملم |
| < 0.1 | 10 – 45 | 8 – 15 ملم | 5 – 10 ملم |
| < 0.05 | 1 – 10 | 3 – 8 ملم | 1 – 5 ملم |
في الممارسة العملية، يبدأ العديد من المهندسين باستخدام حجم كروي واحد ثم يقومون بالتعديل بناءً على تحليل توزيع الحجم الجسيمي (PSD) للناتج. والمؤشر الرئيسي على أن حجم الكرات أكبر من اللازم لتطبيق معين هو وجود توزيع حجم جسيمي ثنائي الأطراف في الناتج — مما يشير إلى أن المواد الدقيقة قد تم إنتاجها عن طريق الاحتكاك، في حين أن الجسيمات الخشنة لم تتأثر. تنتج الكرات الصغيرة جدًا النتيجة المعاكسة: حجم متوسط دقيق جدًا للجسيمات، ولكن مع ذيول من الحجم الزائد التي لا تستطيع الكرات تكسيرها بكفاءة.
تخزين ومناولة وفحص جودة مخزون الكرات الخزفية
تتميز الكرات الخزفية بكثافتها وهشاشتها. ورغم أن الألومينا 92% تتمتع بمقاومة عالية للتآكل والتأثيرات الكيميائية أثناء الاستخدام، فإن التخزين أو المناولة غير السليمة قبل التركيب قد تؤدي إلى ظهور شقوق دقيقة تسرع بشكل كبير من التآكل والانكسار أثناء الاستخدام.
متطلبات التخزين
- يُخزن في مكان جاف. على الرغم من أن معدل امتصاص الماء يقل عن 0.011٪، فإن التعرض المطول للمياه الراكدة أو الرطوبة العالية، إلى جانب دورات التجمد والذوبان، قد يؤدي إلى إجهاد حدود الحبيبات.
- تجنب إسقاط الحقائب من ارتفاع يزيد عن متر واحد. فالتلف الناتج عن الصدمات أثناء التفريغ هو أحد الأسباب الرئيسية لرفض الشحنات عند الفحص عند الاستلام.
- يُخزَّن على منصات نقالة، ولا يُخزَّن أبدًا مباشرةً على الأرضيات الخرسانية حيث قد تتسرب الرطوبة.
- يجب الحفاظ على العبوة الأصلية سليمة حتى لحظة التحميل في المصنع. فالتفريغ بالجملة يزيد من خطر تلف الرقائق.
بروتوكول الفحص عند الاستلام
بالنسبة لعمليات الشراء ذات الأحجام الكبيرة، نوصي بإجراء فحص منظم للبضائع الواردة:
- الفحص البصري للعينة 1–2%: ابحث عن أي شقوق أو كسور أو مناطق مسطحة أو تباين غير عادي في اللون.
- التحقق من الأبعاد باستخدام الفرجار: تحقق من أن القطر يتطابق مع المواصفات في حدود ±0.5 مم أو حسب المواصفات المحددة.
- فحص عشوائي للكثافة باستخدام طريقة أرخميدس على 5 إلى 10 كرات من العينة.
- التحقق من الوزن التسليم الكامل وفقًا لقائمة التعبئة.
- مراجعة مجلس المحاسبة والتحقق من رقم الدفعة مقارنةً بسجلات المورد.
معايير التسعير، والحد الأدنى لكمية الطلب، ومعايير تقييم الموردين
تختلف أسعار كرات السيراميك المصنوعة من الألومينا 92% بشكل كبير بناءً على قطر الكرة وكمية الطلب وشروط التسليم وظروف السوق. تمثل المعايير التالية نطاقات الأسعار النموذجية — ويجب التأكد من الأسعار الفعلية من خلال عروض الأسعار الحالية للموردين.
نطاقات الأسعار التقريبية (بالدولار الأمريكي، شحن من الصين، 2025)
| قطر الكرة | نطاق السعر التقريبي (دولار أمريكي/طن متري) | موك النموذجي |
|---|---|---|
| 1 – 5 ملم | $900 – $1,400 | 500 كجم |
| 6 – 15 ملم | $750 – $1,100 | 500 كجم |
| 16 – 30 ملم | $680 – $950 | 1,000 كيلوغرام |
| 31 – 50 ملم | $620 – $880 | 1,000 كيلوغرام |
| 51 – 80 ملم | $600 – $850 | 2,000 كيلوغرام |
تتأثر الأسعار بشكل كبير بتكلفة مادة الألومينا الخام (التي تتبع أسواق البوكسيت والألومينا المكلسة العالمية)، وتكاليف الغاز الطبيعي أو الكهرباء اللازمة لتشغيل الأفران، وأسعار شحن الحاويات. وخلال فترات ارتفاع تكاليف الطاقة، من المتوقع أن تتعرض أسعار الكرات الخزفية لضغوط تصاعدية.
اقرأ أيضًا: مصنع كرات الألومينا الخزفية الخاملة بالجملة
معايير تقييم الموردين
عند تقييم مورد جديد لكرات طحن الألومينا من طراز 92%، نطبق المعايير المرجحة التالية:
| المعيار | الوزن | ما الذي يجب التحقق منه |
|---|---|---|
| دقة التركيب الكيميائي | 25% | طريقة تحليل العناصر (CoA) مقابل تحليل الأشعة السينية المبعثرة (XRF) المستقل |
| أداء التآكل | 25% | بيانات الاختبار الخاصة بالدفعة |
| اتساق الأبعاد | 15% | تفاوت القطر، الاستدارة |
| توافر المخزون | 15% | المخزون الفعلي في المستودع |
| موثوقية مدة التسليم | 10% | سجل إنجازات مع مراجع |
| الدعم الفني | 5% | القدرات الهندسية التطبيقية |
| القدرة التنافسية في الأسعار | 5% | التكلفة الإجمالية، وليس سعر الوحدة فقط |
أكبر خطأ يرتكبه المشترون هو الإفراط في التركيز على سعر الوحدة على حساب التحقق من أداء المنتج من حيث مقاومة التآكل. فالمورد الذي يعرض سعرًا أقل للطن المتري لمنتج 15%، لكن منتجه يتآكل أسرع من 30%، يقدم قيمة أقل من جميع النواحي المهمة.
الأسئلة الشائعة حول كرات السيراميك المصنوعة من الألومينا 92
1: ما الفرق بين كرات الألومينا 92% وكرات الألومينا 95%؟
يكمن الاختلاف الرئيسي في محتوى الألومينا (Al₂O₃): تحتوي كرات الألومينا من طراز 92% على ما يقارب 92% من أكسيد الألومنيوم من حيث الوزن، بينما تحتوي كرات الألومينا من طراز 95% على ما يقارب 95%. يؤدي المحتوى الأعلى من الألومينا في كرات 95% إلى صلابة أعلى قليلاً (عادةً ما تكون 1200–1300 HV مقابل 1100–1250 HV لـ 92%)، ومعدل تآكل أقل، وكثافة أعلى بشكل هامشي. ومع ذلك، فإن إنتاج كرات 95% أكثر تكلفة بسبب متطلبات نقاء المواد الخام الأعلى وظروف التلبيد الأكثر تحكمًا. بالنسبة لمعظم تطبيقات الطحن الصناعية — بلاط السيراميك، ومعالجة المعادن، والطلاء — لا تبرر الفجوة في الأداء بين 92% و95% الفرق في السعر. بالنسبة للسيراميك الإلكتروني الدقيق، والمواد الصيدلانية الفعالة، أو التطبيقات التي تكون فيها نقاء المنتج أمرًا بالغ الأهمية، قد يكون الترقية إلى 95% مبررة.
2: هل يمكن استخدام كرات الألومينا من طراز 92% في مطاحن الحبيبات المزودة بمحرك تقليب؟
نعم، ولكن مع قيود مهمة تتعلق بالحجم. فقد صُممت مطاحن الكريات المُحَرَّكة (المعروفة أيضًا باسم مطاحن الاحتكاك أو مطاحن الكريات الأفقية) لاستخدام وسائط أصغر حجمًا بكثير مقارنةً بمطاحن الكرات التقليدية. في هذا التطبيق، تُستخدم كرات الألومينا 92% التي يبلغ قطرها 1-6 مم، في حين أن الكرات الأكبر حجمًا (> 10 مم) غير متوافقة مع الفراغات النموذجية لأقراص المحرك. لا يقتصر متطلب الأداء الرئيسي في المطاحن المزودة بمقلب على مقاومة التآكل فحسب، بل يشمل أيضًا مقاومة الكسر في ظل السرعات العالية لرؤوس المقلب (التي تتراوح عادةً بين 8 و15 م/ث). وتُظهر كرات الألومينا 92% عالية الجودة ذات الحبيبات ذات الحجم المحدد أداءً جيدًا في هذه المهمة.
3: ما هي مدة صلاحية كرات السيراميك المصنوعة من الألومينا 92% في عمليات الطحن الرطب المستمر؟
يعتمد العمر التشغيلي بشكل كبير على صلابة المواد المدخلة، وقطر الكرات، وظروف تشغيل المطحنة، ومعدل التآكل المقبول قبل الحاجة إلى استبدال الوسائط. في عمليات طحن تحضير جسم بلاط السيراميك النموذجية، حيث يتم تغذية الفلسبار والكوارتز بحجم أقصى يبلغ 3-5 مم، قد تستمر شحنة الكرات المكونة من 92% من الألومينا لمدة 2-4 سنوات قبل أن يتطلب الأمر استبدالها بالكامل. تحدث حالات كسر فردية للكرات طوال العمر التشغيلي ويتم معالجتها بإضافات تعويضية دورية. تعتبر شحنة الكرات “مستهلكة” عندما ينخفض متوسط قطر الكرة بمقدار 20–30% عن الحجم الاسمي الأصلي، وعند هذه النقطة يتدهور كل من أداء المطحنة ومعدل التآكل بسبب تغير الديناميكيات.
4: ما الأسباب التي تؤدي إلى تكسر كرات الألومينا من طراز 92% أثناء الاستخدام؟
يُعد الكسر، وليس التآكل الاحتكاكي، هو السبب الرئيسي للفشل عندما لا يعمل الجهاز بشكل صحيح. تشمل الأسباب الشائعة ما يلي: حجم جزيئات التغذية الزائد (المعادن الدخيلة أو التكتلات التي تركز الصدمات)، سرعة الطاحونة المرتفعة للغاية (تصادم الكرات بطاقة مفرطة)، قطر الكرة الكبير جدًا بالنسبة لنوع البطانة، الصدمة الحرارية أثناء بدء تشغيل الطاحونة عندما تكون الكرات باردة والملاط ساخنًا، أو استلام كرات تالفة بها شقوق دقيقة ناتجة عن الشحن. تعد الزيادة المفاجئة في معدل كسر الوسائط دائمًا إشارة إلى ضرورة التحقيق في السبب الجذري بدلاً من مجرد الاستمرار في إضافة وسائط بديلة.
5: كيف ينبغي تنظيف كرات الألومينا 92% عند تغيير تطبيقات الطحن؟
عند التبديل من منتج إلى آخر في مطحنة السيراميك أو الأدوية، يُعد التنظيف الشامل للوسائط أمرًا مهمًا لمنع التلوث المتبادل. بالنسبة لمعظم التطبيقات الصناعية، يُعد غسل الكرات الموجودة في المطحنة بالماء (تشغيل المطحنة فارغة بالماء، ثم تصريف الماء، وتكرار العملية) كافيًا. بالنسبة للتطبيقات الصيدلانية أو عالية النقاء التي تتطلب تنظيفًا أكثر صرامة، يمكن تفريغ الكرات ونقعها في حمض مخفف (5% HCl أو حمض الستريك) لإزالة الرواسب المعدنية، ثم شطفها جيدًا بالماء منزوع الأيونات وتجفيفها قبل إعادة تحميلها. يجب استخدام عوامل التنظيف القلوية بحذر — على الرغم من أن الألومينا 92% تتمتع بمقاومة كيميائية جيدة، إلا أن التعرض المطول لـ NaOH المركّز يمكن أن يهاجم الطور الزجاجي عند حدود الحبيبات.
6: ما هي الكثافة المثلى للملاط في عملية الطحن الرطب باستخدام كرات الألومينا؟
في معظم تطبيقات السيراميك، يوفر المحتوى الصلب للملاط الذي يتراوح بين 55 و70٪ بالوزن (ما يعادل تقريبًا 35-50٪ من الحجم من المواد الصلبة) التوازن الأمثل بين كفاءة الطحن وخصائص الملاط الريولوجية. عند انخفاض نسبة المواد الصلبة عن 55٪ بالوزن، يؤدي التخفيف المفرط إلى تقليل احتمالية التلامس بين الكرات والجسيمات. عند تجاوز 70٪ وزنياً من المواد الصلبة، تزداد لزوجة الملاط بشكل حاد، مما يخفف من الصدمات ويقلل من معدل الطحن. يعتمد الحد الأمثل المحدد على كثافة المادة وتوزيع حجم الجسيمات، ونوصي بقياس اللزوجة باستخدام مقياس اللزوجة Brookfield أثناء تطوير العملية لتحديد نطاق التشغيل بدقة.
7: هل تتطلب كرات الألومينا من طراز 92% معاملة خاصة بسبب وزنها؟
نعم. وبكثافة حجمية تبلغ حوالي 2.1–2.3 كجم/لتر (محسوبة بناءً على معامل تعبئة الكرات وكثافة الكرة الواحدة التي تتراوح بين 3.60–3.68 جم/سم³)، فإن مطحنة قياسية سعة 1,000 لتر محملة بنسبة 40% ستحتوي على ما يقارب 840–920 كجم من وسائط الكرات. يتطلب التحميل والتفريغ مساعدة ميكانيكية — وتحديدًا مزلق تحميل أو ناقل للتحميل، وإما قادوس مطحنة مزود بشاشة تصنيف أو نظام مغرفة يدوي للتفريغ. تجنب إسقاط أكياس الكرات من ارتفاع: فقد يؤدي الصدم إلى حدوث شقوق دقيقة في جميع الكرات الموجودة في الكيس.
8: ما هي مزايا كرات الألومينا 92% مقارنةً بالكرات الفولاذية في عملية طحن السيراميك؟
تلوث الكرات الفولاذية الملاط بمخلفات تآكل أكسيد الحديد، مما يتسبب في عيوب لونية في السيراميك الأبيض، ويمكن أن تحفز تفاعلات كيميائية غير مرغوب فيها في التطبيقات المتخصصة، كما أنها تستقر داخل المنتج. كما أن صلابة الفولاذ أقل بكثير من صلابة الألومينا (600–800 HV مقابل 1100–1250 HV للألومينا 92%)، مما يعني معدل تآكل أعلى بكثير مقابل مواد التغذية الصلبة مثل الفلسبار والكوارتز. كثافة الفولاذ أعلى (7.8 جم/سم³ مقابل 3.6 جم/سم³)، مما يعني طاقة تأثير أكبر لكل كرة، ولكن هذا يقابله مشكلة التلوث ومعدل تآكل أسرع بكثير. بالنسبة للتطبيقات الخزفية والكيميائية والغذائية، يُفضل الألومينا 92% بشكل شبه عام على وسائط الطحن الفولاذية.
9: كيف يتم تغليف كرات السيراميك المصنوعة من الألومينا 92% وشحنها دولياً؟
تتكون العبوة القياسية لكرات الألومينا 92% من أكياس منسوجة من البولي بروبيلين (25 كجم أو 50 كجم) مكدسة على منصات خشبية ومغلفة بغلاف بلاستيكي. أحيانًا تُعبَّأ الكرات ذات القطر الصغير (< 6 مم) في أكياس ورقية محكمة الإغلاق داخل أكياس بلاستيكية خارجية للحد من تكوّن الغبار. تستوعب حاويات الشحن (20 قدمًا FCL) عادةً 12-18 طنًا متريًا حسب ترتيب التعبئة. بالنسبة للشحن البحري، تصنف هذه السلعة على أنها منتجات خزفية وهي غير خطرة. يجب على الموردين تقديم قائمة التعبئة والفاتورة التجارية وشهادة المنشأ وشهادة التحليل لكل دفعة إنتاج مضمنة في الشحنة.
10: كيف يمكنني التأكد من أن كرات الألومينا التي استلمتها هي بالفعل من النوع 92%؟
تعد طريقة التحقق النهائية هي تحليل الفلورة بالأشعة السينية (XRF)، الذي يقيس التركيب العنصري لجسم السيراميك. يمكن لمعظم مختبرات المواد الجامعية ومختبرات الاختبار التجارية إجراء تحليل XRF على عينات السيراميك المطحونة في غضون 1-3 أيام عمل. وهناك طريقة فحص ميدانية أبسط تتمثل في قياس الكثافة وفقًا لمبدأ أرخميدس: إذا كانت الكثافة المقاسة أقل من 3.55 جم/سم³، فمن غير المرجح أن تكون الكرات من الألومينا 92% (قد تكون من النوع 75% أو أقل). بالإضافة إلى ذلك، يمكن لاختبار الصلابة باستخدام جهاز اختبار صلابة فيكرز معتمد أن يميز بين الدرجات — يجب أن تسجل الألومينا 92% أكثر من 1050 HV. إذا كانت النتائج مترددة، فإن XRF هو التأكيد النهائي.
الملخص والنتائج الرئيسية
تمثل كرات السيراميك المصنوعة من الألومينا 92% تقنية ناضجة ومُثبتة تمامًا في مجال وسائط الطحن، وتوفر مزايا ملموسة في مقاومة التآكل ونقاء المنتج والتكلفة الإجمالية للملكية عبر نطاق واسع من تطبيقات الطحن الصناعية. وفيما يلي النقاط الرئيسية التي تحدد نجاح التطبيق:
- التحقق من محتوى الألومينيوم من دفعة الإنتاج المحددة — وليس من المواصفات العامة للدرجة.
- اختيار حجم الكرة المناسب بناءً على حجم جزيئات العلف ودرجة النعومة المستهدفة، وليس وفقًا للتقاليد أو العادة.
- ظروف تشغيل الطاحونة بما يتوافق مع الحدود الميكانيكية لألومينا 92% (السرعة، قطر الكرة، نوع البطانة).
- وثائق فقدان الملابس مرتبطة ببروتوكول اختبار موحد حتى تكون المقارنات بين الموردين ذات مغزى.
- توافر المخزون مع إمكانية التتبع الكامل بحيث يمكن تلبية الاحتياجات التشغيلية العاجلة دون المساس بالجودة.
في AdTech، نوفر الموارد الفنية والدعم في مجال المشتريات لوسائط طحن الألومينا في العديد من القطاعات الصناعية. تعكس المعلومات الواردة في هذه المقالة تجارب تطبيقية حقيقية في بيئات تصنيع السيراميك والمعادن والمواد الكيميائية والإلكترونيات، إلى جانب بيانات مستمدة من مؤسسات بحثية مرموقة وهيئات معايير معترف بها. ويتمثل هدفنا دائمًا في مساعدة المهندسين والمشترين على اتخاذ قراراتهم استنادًا إلى بيانات أداء مؤكدة، وليس إلى العبارات التسويقية.
