Inert alumina ceramic balls sourced directly from a qualified factory at wholesale pricing deliver the optimal balance of thermal stability, chemical resistance, and mechanical strength that industrial filtration, catalyst support, and tower packing applications demand — and working with a verified manufacturer rather than a trading intermediary eliminates the quality inconsistency and markup that procurement teams consistently identify as their two biggest sourcing frustrations. At AdTech, we manufacture and supply inert alumina ceramic balls across a wide range of specifications, and the feedback from engineers and purchasing managers who have switched from distributor sourcing to direct factory supply consistently highlights three immediate improvements: tighter dimensional tolerances, traceable batch documentation, and meaningful cost reduction on volume orders.
If your project requires the use of Alumina Ceramic Ball, you can contact us for a free quote.
What Are Inert Alumina Ceramic Balls and What Makes Them Different from Other Ceramic Media?
Inert alumina ceramic balls are high-density, chemically stable spherical media manufactured primarily from aluminum oxide (Al₂O₃) at purity levels ranging from 92% to 99%, fired at temperatures between 1,400°C and 1,700°C to achieve a dense, low-porosity microstructure. The term “inert” is central to their industrial value — unlike reactive ceramic media that participate in chemical processes, inert alumina balls are specifically engineered to remain chemically passive across the full range of conditions encountered in their application environment, including strong acids, strong alkalis, elevated temperatures, and high-pressure gas or liquid streams.
The distinction between inert alumina ceramic balls and other ceramic media categories matters significantly in industrial procurement. Activated alumina balls are porous, high-surface-area materials used for adsorption and desiccation — they are reactive by design and serve completely different functions. Ceramic grinding media are engineered for abrasive performance in mills and grinders. Catalyst support balls may be made from alumina but carry active catalytic components on their surface. Inert alumina ceramic balls, by contrast, serve as structural, thermal, and chemical buffer components — they support catalyst beds, distribute fluid flows, provide thermal mass in heat exchange applications, and protect sensitive downstream equipment from coarse contaminants.

We have supplied inert alumina ceramic balls to refinery operations, chemical processing plants, fertilizer manufacturers, and gas treatment facilities. The most common misconception we encounter is customers treating all “alumina balls” as interchangeable. The differences in alumina content, fired density, surface finish, dimensional tolerance, and porosity between manufacturer and grade can determine whether a packed tower performs to design specification or suffers from channeling, hot spots, or premature media degradation.
How Inert Alumina Ceramic Balls Compare to Alternative Packing and Support Media
| Property | Inert Alumina Ceramic | Silica Ceramic | Mullite Ceramic | Porcelain Ball | Stoneware Ball |
|---|---|---|---|---|---|
| Al₂O₃ content | 92–99% | Below 5% | 45–60% | 20–35% | 15–25% |
| Max service temp | 1,600–1,800°C | 1,200°C | 1,400°C | 1,100°C | 1,050°C |
| Acid resistance | Excellent | Moderate | Good | Moderate | Moderate |
| Alkali resistance | Good | Excellent | Good | Moderate | Moderate |
| Density (g/cm³) | 3.4–3.9 | 2.2–2.5 | 2.8–3.0 | 2.3–2.5 | 2.2–2.4 |
| Compressive strength | 2,000–8,000 N | 800–1,500 N | 1,200–2,500 N | 600–1,200 N | 500–1,000 N |
| Cost relative | Moderate-High | Low | Moderate | Low | Low |
What Technical Specifications Define Industrial-Grade Inert Alumina Ceramic Balls?
Technical specifications are the foundation of any meaningful comparison between alumina ceramic ball suppliers or product grades. Procurement teams that evaluate suppliers only on price without comparing specifications often discover that the lower-cost product fails performance requirements, shortening service life and increasing total cost of ownership substantially.
Chemical Composition Specifications
The alumina content percentage is the headline specification, but a complete chemical composition analysis tells a more complete story about the material’s performance characteristics:
| Component | 92% Grade | 95% Grade | 99% Grade | Impact on Performance |
|---|---|---|---|---|
| Al₂O₃ (%) | 92 min | 95 min | 99 min | Primary performance driver |
| SiO₂ (%) | 5–7 | 3–5 | Below 0.3 | Reduces chemical resistance |
| Fe₂O₃ (%) | Below 0.3 | Below 0.2 | Below 0.05 | Iron contamination risk |
| TiO₂ (%) | Below 0.5 | Below 0.3 | Below 0.1 | Color, minor effect on properties |
| CaO + MgO (%) | Below 0.3 | Below 0.2 | Below 0.1 | Affects sintering behavior |
| Na₂O + K₂O (%) | Below 0.3 | Below 0.1 | Below 0.05 | Critical for high-temp stability |
Physical and Mechanical Property Specifications
Beyond chemical purity, the physical and mechanical properties of inert alumina ceramic balls determine their suitability for specific service conditions:
Bulk Density: Measured in kg/m³ or g/cm³, this value determines how much media is required to fill a given vessel volume and affects the pressure drop characteristics of packed beds. Higher alumina content generally correlates with higher bulk density.
Water Absorption Rate: A critical quality indicator for inert applications. Low-quality or under-fired alumina balls have higher open porosity, leading to water absorption that reduces structural integrity and allows process fluids to infiltrate the media body. Specification for industrial-grade inert alumina balls: water absorption below 0.5% by weight.
Compressive Strength: The force required to crush a single ball, measured in Newtons (N) or kilonewtons (kN). This specification determines whether the media can withstand the mechanical loading from bed weight, pressure fluctuations, and thermal cycling in the application environment.
Acid Resistance: Measured as weight loss percentage after immersion in specified acid solution (typically 20% H₂SO₄ or HCl) for a defined period at controlled temperature. The standard requirement for inert chemical processing media is acid resistance greater than 99.6%, meaning less than 0.4% weight loss.
Alkali Resistance: Measured similarly using a specified NaOH solution. Inert alumina balls have somewhat lower alkali resistance than acid resistance — typical specification is above 98.5% alkali resistance.
| Physical Property | Typical 92% Grade | Typical 95% Grade | Typical 99% Grade | Test Method |
|---|---|---|---|---|
| Bulk density (g/cm³) | 3.40–3.55 | 3.55–3.70 | 3.75–3.90 | ASTM C134 |
| Water absorption (%) | Below 0.5 | Below 0.3 | Below 0.1 | ASTM C373 |
| Compressive strength (N/ball, 25mm) | 2,500–4,000 | 3,500–5,500 | 5,000–8,000 | GB/T 6900 |
| Acid resistance (%) | Above 99.6 | Above 99.7 | Above 99.9 | GB/T 6900 |
| Alkali resistance (%) | Above 98.5 | Above 98.8 | Above 99.5 | GB/T 6900 |
| Max service temp (°C) | 1,600 | 1,650 | 1,800 | Manufacturer data |
| Thermal shock resistance | Moderate | Good | Excellent | Cycling test |
Dimensional Specifications and Size Ranges
Inert alumina ceramic balls are manufactured in standard diameter ranges that align with common industrial vessel and column specifications:
Standard diameter sizes: 3mm, 6mm, 10mm, 13mm, 16mm, 19mm, 25mm, 38mm, 50mm, 63mm, 75mm
Diameter tolerance: High-quality factory production maintains ±1% dimensional tolerance on diameter. Lower-quality manufacturing may have tolerances of ±5% or greater, leading to uneven bed packing and channeling in critical applications.
Sphericity: The ratio of actual ball surface area to the theoretical surface area of a perfect sphere with equivalent volume. Industrial-grade inert alumina balls should have sphericity above 0.95.
Surface finish: Smooth, defect-free surface finish is important for applications requiring predictable fluid distribution. Rough or pitted surfaces can trap contaminants and create nucleation sites for degradation.
What Industries and Applications Use Inert Alumina Ceramic Balls?
The versatility of inert alumina ceramic balls across radically different industrial applications reflects the exceptional breadth of their performance properties. Understanding which specific application drives demand in your industry helps in selecting the correct specification.

Petroleum Refining and Petrochemical Processing
The petroleum refining industry represents one of the largest volume markets for inert alumina ceramic balls. In refinery applications, they serve primarily as catalyst bed support media and inert packing in reactors, reformers, and fractionation columns.
Catalyst bed support function: In fixed-bed reactors containing precious metal or base metal catalysts, inert alumina balls form graduated support layers at the base and top of the catalyst bed. The bottom layers (using larger ball sizes, typically 25–75mm) support the weight of the catalyst while allowing product to drain. Upper layers (using smaller sizes, 6–13mm) provide a grading transition between the catalyst bed and coarser support layers. This grading system prevents catalyst fines migration, distributes incoming feed uniformly across the catalyst bed, and protects catalyst from coarse feed contaminants.
Hydrotreater and hydrocracker applications: These high-pressure, high-temperature processes operate at conditions that would destroy lower-grade ceramic media. Inert alumina balls with 92% or higher Al₂O₃ content withstand operating temperatures of 300–450°C, pressures of 50–200 bar, and continuous exposure to hydrogen sulfide, ammonia, and hydrocarbon streams without degradation.
Chemical and Fertilizer Production
The chemical manufacturing industry uses inert alumina ceramic balls in several distinct configurations:
Sulfuric acid plants: Inert alumina balls fill drying towers and absorption towers in sulfuric acid production. The media must resist concentrated sulfuric acid at elevated temperatures — a particularly demanding combination that eliminates most alternative materials. High-alumina content (95%+) provides the necessary chemical resistance.
Ammonia synthesis: In the Haber-Bosch process for ammonia production, inert alumina balls serve as catalyst support and bed packing in synthesis reactors operating at 400–500°C and 150–300 bar pressure. The extreme mechanical loading in these high-pressure reactors requires very high compressive strength — one reason 95% and 99% grade balls are specified for this application.
Nitric acid plants: Inert packing in absorption columns for nitric acid production must withstand concentrated nitric acid and nitrogen dioxide at elevated temperatures.
Gas Processing and Treatment
Natural gas processing, air separation, and specialty gas production facilities use inert alumina ceramic balls in multiple configurations:
Molecular sieve bed support: Molecular sieve beds used for gas drying, CO₂ removal, and trace contaminant removal require ceramic ball support layers at bed base and top. The alumina balls must not interact with the gas stream or with the molecular sieve material.
Steam reforming: Hydrogen production through steam methane reforming involves temperatures above 800°C and cyclic thermal loading. Inert alumina balls in these applications require excellent thermal shock resistance, which favors 99% grade high-purity alumina with controlled microstructure.
Regenerative thermal oxidizers (RTOs): Inert ceramic balls serve as heat storage media in RTO systems for VOC destruction. The cyclic heating and cooling (typically to 800–1,000°C) requires both high thermal mass and excellent thermal shock resistance.
Water Treatment and Environmental Applications
Industrial water filtration: Alumina ceramic balls serve as filter media support layers in multi-media filtration systems, providing stable support for sand, anthracite, and activated carbon filter layers.
Wastewater treatment: In biological wastewater treatment systems, inert ceramic balls provide structured packing that supports biofilm growth while maintaining hydraulic performance.
Application-to-Specification Matching Table
| Application | Recommended Al₂O₃ Grade | Typical Size Range | Critical Properties | Operating Conditions |
|---|---|---|---|---|
| Catalyst bed support (refinery) | 92–95% | 13–75mm | Compressive strength, low porosity | 300–500°C, high pressure |
| Sulfuric acid tower packing | 95–99% | 6–25mm | Acid resistance, density | Up to 300°C, concentrated H₂SO₄ |
| Ammonia synthesis support | 95–99% | 25–50mm | Compressive strength, thermal stability | 400–500°C, 150–300 bar |
| Steam reformer packing | 99% | 13–38mm | Thermal shock resistance | 700–900°C, steam |
| RTO heat storage | 92–95% | 13–50mm | Thermal mass, shock resistance | 800–1,000°C, cyclic |
| Gas drying bed support | 92–95% | 6–25mm | Low water absorption, inertness | Ambient to 200°C |
| Water filtration support | 92% | 6–25mm | Density, smooth surface | Ambient |
| Fertilizer plant packing | 95% | 10–38mm | Acid + alkali resistance | 200–400°C |
How Are Inert Alumina Ceramic Balls Manufactured at the Factory Level?
Understanding the manufacturing process is valuable both for evaluating supplier claims and for understanding why quality differences exist between factory sources. The production of high-quality inert alumina ceramic balls involves several precision-controlled stages.
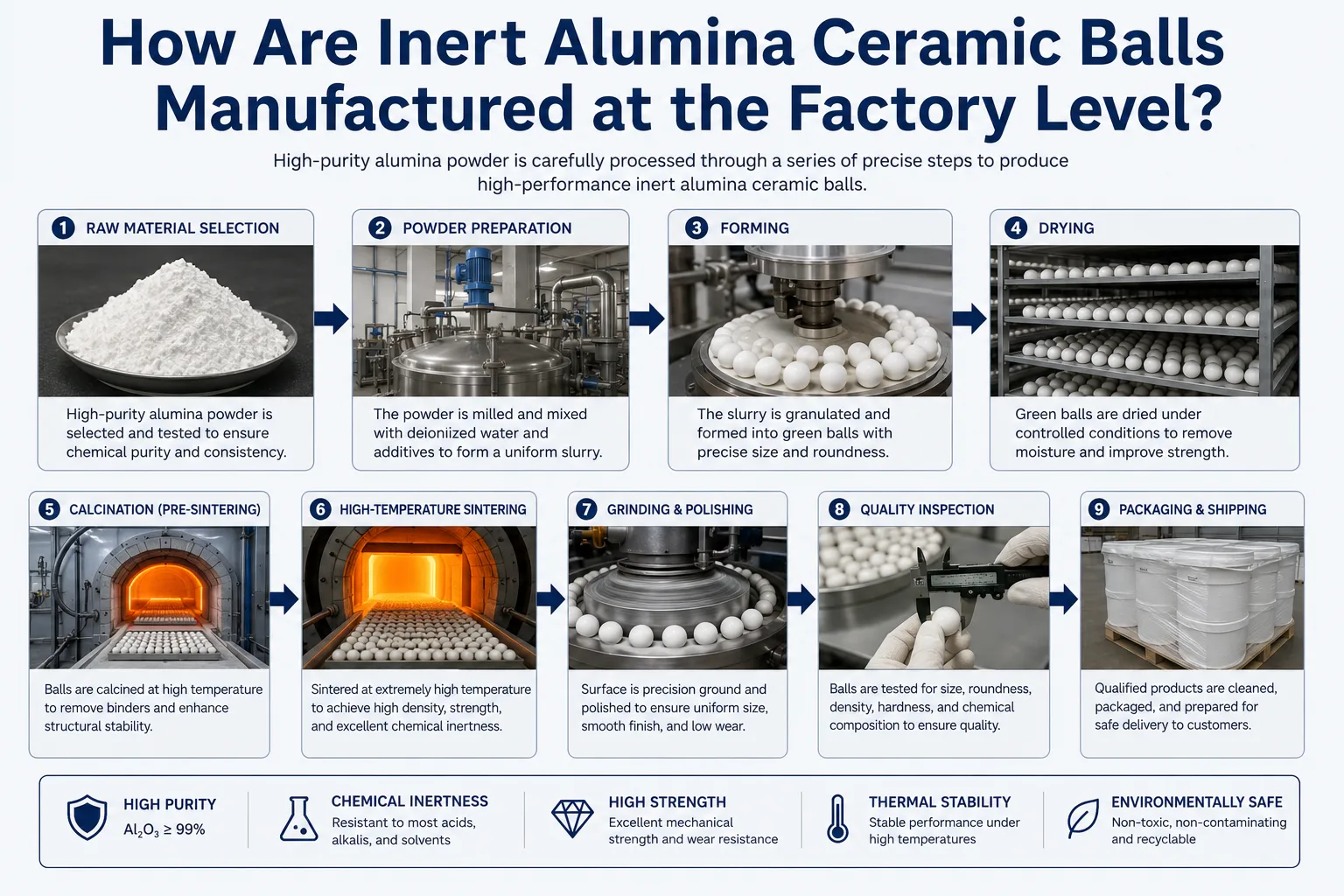
Raw Material Selection and Preparation
The quality of inert alumina ceramic balls begins with the aluminum oxide raw material. Industrial-grade alumina powder is produced primarily through the Bayer process, yielding aluminum hydroxide that is calcined to alpha-alumina (α-Al₂O₃) at temperatures above 1,200°C. The alpha crystal form is thermodynamically stable and provides the high hardness and chemical resistance that characterize finished alumina ceramics.
For 92% grade balls, a mixture of calcined alumina and sintering aids (silica, kaolin, or similar) is prepared. For 95% and 99% grade balls, higher-purity alumina powders are used with minimal sintering aid additions. The particle size distribution of the input powder directly affects the sintering behavior and final density of the balls — finer powder (below 2 micron median particle size) produces denser, stronger finished products.
At AdTech, we source alumina powder from verified suppliers with full chemical traceability, and incoming raw material lots are tested by our quality laboratory before release to production. This step alone eliminates one of the most common sources of between-batch variation that we observe in lower-cost competitor products.
Forming Processes
Several forming methods are used in commercial alumina ball production:
Granulation (Rotary Drum Method): Alumina powder mixed with binders is fed into a rotating drum or disc granulator where the rolling motion agglomerates the powder into spherical shapes. This method produces good sphericity and is suitable for a wide range of sizes. The size is controlled by drum speed, powder feed rate, and moisture content.
Isostatic Pressing: Pre-formed alumina powder is pressed inside flexible molds using uniform hydraulic pressure applied from all directions simultaneously. This method produces balls with very uniform density and excellent dimensional consistency, but has higher tooling cost and lower production throughput than granulation. Primarily used for specialty high-purity grades.
Extrusion and Spheronization: Less common for inert balls but used in some manufacturing operations — extruded cylinders are processed through a spheronizer to achieve a near-spherical shape.
Drying and Green Body Preparation
After forming, the green (unfired) balls contain significant binder and moisture content. Controlled drying removes this moisture gradually to prevent cracking. Industrial drying is performed in tunnel dryers or tray dryers at temperatures of 100–200°C for periods of 2–24 hours depending on ball size. Larger balls require longer drying cycles to ensure uniform moisture removal without creating surface-to-core moisture gradients that cause cracking during firing.
Sintering Process
Sintering is the most critical manufacturing step and where the fundamental properties of the finished ball are determined. Green balls are loaded onto kiln furniture and fired in tunnel kilns, roller kilns, or periodic kilns at carefully controlled temperature profiles:
| Sintering Stage | Temperature Range | Purpose | Duration |
|---|---|---|---|
| Binder burnout | 200–600°C | Remove organic binders | 2–4 hours |
| Transition phase | 600–1,100°C | Crystal phase transformation | 3–5 hours |
| Sintering | 1,400–1,700°C | Densification, grain bonding | 2–6 hours |
| Controlled cooling | 1,700–200°C | Prevent thermal shock cracking | 4–12 hours |
Peak sintering temperature is the key variable: higher temperatures produce denser, stronger balls with lower porosity but require more energy and can cause grain growth that reduces toughness. The optimal sintering profile for each alumina grade is determined through extensive process development and monitored continuously in production through thermocouple feedback systems.
Post-Sintering Quality Processing
After sintering, finished balls go through:
Screening and size sorting: Vibrating screen sorters separate balls by diameter into specification size ranges, ensuring dimensional consistency within each shipment lot.
Inspection and sampling: Statistical sampling from each kiln batch undergoes physical and chemical testing per the applicable specification.
Washing (if required): Some applications require clean, dust-free media. Factory washing removes kiln dust and surface contamination before packaging.
What Are the Differences Between Alumina Content Grades?
The alumina content percentage is the most significant variable in inert alumina ceramic ball specifications, but its practical implications extend well beyond a simple purity ranking.
92% Alumina Grade
The 92% grade represents the most cost-effective option for applications where the highest performance properties are not critical. With 7–8% silica and minor other components forming a glassy phase between alumina grains, this grade sinters at lower temperatures and from lower-cost raw materials.
Best suited for: Catalyst bed support in moderate-temperature applications (below 900°C), general chemical processing where concentrated acids are not present, water treatment applications, and applications where budget constraints make premium grades impractical.
Limitations: Lower acid resistance than 95% and 99% grades, reduced maximum service temperature, slightly higher water absorption, and lower compressive strength per unit cross-section.
95% Alumina Grade
The 95% grade occupies the practical performance sweet spot for most industrial applications. The reduced silica content compared to 92% grade significantly improves acid resistance and raises the maximum service temperature. The cost premium over 92% grade is typically 20–35%, while the performance improvement in demanding applications is substantially greater.
Best suited for: Refinery reactor support layers, chemical processing with exposure to dilute to moderate acid concentrations, fertilizer plant applications, and ammonia synthesis support where 99% grade compressive strength is not required.
99% Alumina Grade
High-purity 99% alumina balls represent the highest performance tier, manufactured from premium alpha-alumina powder with minimal sintering aids. The near-elimination of the silica glassy phase removes the primary source of chemical attack at elevated temperatures, yielding dramatically improved resistance to concentrated acids, steam, and high-temperature chemical environments.
Best suited for: Steam reforming, sulfuric acid plant packing requiring maximum acid resistance, semiconductor processing support, pharmaceutical applications requiring certified chemical inertness, and any application where 92% or 95% grade has experienced premature degradation.
The trade-off: 99% grade balls cost 50–120% more than 92% grade and require higher sintering temperatures that increase manufacturing energy cost. Specifying 99% grade where 95% grade performance is adequate wastes budget without delivering additional operational benefit.
H3: Grade Selection Decision Framework
| Application Condition | Minimum Recommended Grade | Reasoning |
|---|---|---|
| Temperature below 600°C, no concentrated acid | 92% | Cost-effective; performance adequate |
| Temperature 600–900°C OR dilute acid exposure | 92–95% | Improved thermal stability needed |
| Temperature above 900°C AND chemical exposure | 95% | Both thermal and chemical demands |
| Concentrated acid (above 30%) at elevated temp | 99% | Maximum chemical resistance required |
| Steam at high pressure and temperature | 99% | Steam attack on silica phase of lower grades |
| Pharmaceutical/food contact | 99% | Regulatory purity requirements |
| High compressive loading (deep beds, high pressure) | 95–99% | Compressive strength advantage |
How Does Factory Direct Wholesale Purchasing Work for Ceramic Balls?
Purchasing inert alumina ceramic balls directly from a manufacturing factory, rather than through distributors or trading companies, changes both the economics and the relationship dynamics of the transaction. Understanding how factory wholesale operates helps procurement teams structure their inquiries and negotiations effectively.
Minimum Order Quantities at Factory Level
Factories set minimum order quantities (MOQ) based on their production economics — the minimum batch size that justifies setup and kiln loading costs. Typical factory MOQs for inert alumina ceramic balls:
| Order Volume | Typical Arrangement | Price Level | Lead Time |
|---|---|---|---|
| Below 500 kg | Usually not direct factory | Distributor pricing | Stock availability |
| 500 kg – 2 MT | Small factory trial order | Slight premium | 2–4 weeks |
| 2 MT – 10 MT | Standard factory wholesale | Wholesale pricing | 2–5 weeks |
| 10 MT – 50 MT | Volume wholesale | Volume discount | 3–6 weeks |
| Above 50 MT | Strategic supply agreement | Best pricing | Negotiated |
Documentation Available from Factory Direct Supply
One of the most significant advantages of factory direct purchasing is access to complete quality documentation that is often unavailable or unreliable when purchasing through intermediaries:
- Mill certificates with chemical analysis for each production batch.
- Physical property test reports (compressive strength, water absorption, density).
- Dimensional inspection reports with statistical data.
- Kiln firing records with temperature profiles.
- Raw material certificates of conformance.
- ISO 9001 quality system audit records.
- Third-party laboratory test certificates (for export or critical applications).
How to Structure a Factory Wholesale Inquiry
An effective wholesale inquiry to an alumina ceramic ball factory should include:
- Technical specification: alumina grade, size(s) required, critical performance properties.
- Quantity required per order and estimated annual volume.
- Delivery destination and any packaging requirements.
- Required documentation and certification.
- Any application context that affects specification (operating temperature, chemical environment).
- Timeline for initial order and frequency of repeat orders.
Providing detailed technical context rather than just asking for a price list typically results in faster, more accurate quotation and demonstrates purchasing sophistication that factory sales teams respond to with more complete technical engagement.
What Quality Standards and Certifications Should a Reliable Alumina Ball Factory Hold?
Quality certifications and standards compliance are the minimum validation tools available to procurement teams evaluating suppliers from a distance. However, understanding what these certifications do and do not verify helps set appropriate expectations.
ISO 9001 Quality Management System
ISO 9001 certification means the factory has implemented a documented quality management system that has been audited by an accredited certification body. It does not directly certify product quality — it certifies that the factory has processes in place to consistently produce to its own specifications. When evaluating an ISO 9001 certificate, verify:
- The certification body is UKAS, DAkkS, or equivalent accredited body (not a low-credibility certification mill).
- The scope of certification includes the specific products being purchased.
- The certificate is current and not expired.
Product Testing Standards
Reputable inert alumina ceramic ball factories test their products against recognized national or international standards:
| Standard | Issuing Body | What It Covers |
|---|---|---|
| GB/T 6900 | China GB | Chemical and physical testing methods for ceramic balls |
| ASTM C373 | ASTM International | Water absorption and bulk density measurement |
| ASTM C1161 | ASTM International | Flexural strength of advanced ceramics |
| ISO 10545 | ISO | Ceramic tile testing (applicable methods) |
| DIN 51095 | German DIN | Porcelain and ceramic chemical resistance |
Industry-Specific Certifications
For certain application sectors, additional certification requirements apply:
REACH compliance: For European Union customers, factories must provide REACH compliance documentation confirming that all chemical substances in the product are registered under the EU REACH regulation.
RoHS compliance: Restricts specific hazardous substances — relevant for electronics manufacturing applications.
Halal/Kosher certification: Required for some pharmaceutical and food industry applications where ceramic balls contact product streams.
ATEX compliance documentation: Required for applications in potentially explosive atmospheres.
How Do You Compare Inert Alumina Ceramic Ball Suppliers and Factories?
Supplier comparison for inert alumina ceramic balls requires a structured approach that goes beyond comparing prices on a datasheet. We have developed the following evaluation framework based on years of experience in both manufacturing and sourcing these products.
Technical Capability Assessment
The first question to answer about any factory is whether they have the technical capability to consistently produce what they claim. Indicators of genuine manufacturing capability:
Kiln type and capacity: Tunnel kilns with digital temperature control and continuous monitoring produce more consistent products than periodic kilns with manual temperature management. Ask specifically what kiln technology the factory uses.
In-house laboratory: A factory with a properly equipped analytical laboratory (XRF for chemical analysis, SEM for microstructure, mechanical testing equipment) can test and verify their own products. Factories without in-house testing capacity rely entirely on external laboratories, introducing delays and reducing quality feedback loops.
Technical staff: Does the factory employ qualified ceramic engineers and materials scientists? Can they provide technical consultation on specification questions? This matters for ongoing supply relationships where application problems occasionally arise.
Supplier Evaluation Scorecard
| Evaluation Category | Weight | Key Evidence to Request | Scoring Criteria |
|---|---|---|---|
| Production capability | 25% | Kiln specs, production photos, capacity data | Automated vs. manual, scale |
| Quality system | 20% | ISO cert, testing equipment, lab capability | Accredited vs. self-declared |
| Product consistency | 20% | Multi-batch CoA comparison, SPC data | Batch variation below 2% |
| Technical support | 15% | Response quality to technical questions | Qualified engineers on staff |
| Commercial reliability | 10% | References, years in business, financial stability | Verified customer references |
| Export experience | 10% | Previous export documentation, customs knowledge | Relevant destination experience |
Factory Audit Protocol for Critical Supply Relationships
For applications where alumina ball quality is critical to process performance, a factory audit before finalizing a supply relationship is strongly advisable. Key areas to assess during a factory visit:
- Raw material incoming inspection and storage conditions.
- Forming process consistency and control.
- Kiln temperature monitoring and recording system.
- Post-sintering inspection procedures and sampling rates.
- Packaging quality and moisture protection.
- Traceability system from raw material to finished goods.
Packaging, Shipping, and Logistics for Wholesale Ceramic Ball Orders
Alumina ceramic balls are dense, heavy, and relatively fragile against point impacts from other balls during rough handling. Packaging and logistics decisions significantly affect product integrity on arrival.
Standard Packaging Options
| Packaging Type | Net Weight | Inner Lining | Best For | Freight Mode |
|---|---|---|---|---|
| Woven PP bags | 25 kg | PE liner | Small orders, sea freight | FCL or LCL |
| Big bags (FIBCs) | 500–1,000 kg | Optional PE liner | Large volume, crane unload | FCL sea |
| Wooden cases/pallets | Variable | Foam or divider trays | Premium grades, sensitive sizes | Air or sea |
| Bulk container | 20–25 MT | N/A | Very large orders, direct discharge | FCL sea |
| Custom packaging | As specified | As required | Specific customer requirements. | Variable |
Freight Considerations for Ceramic Ball Shipments
The high density of inert alumina ceramic balls (bulk density 1.7–2.2 MT/m³ depending on size and grade) means that standard container shipments are typically weight-limited rather than volume-limited. A 20-foot container loaded with inert alumina balls in big bags typically reaches the 21–22 MT payload limit with significant empty volume remaining. This weight-limitation factor affects freight cost calculation — buyers should request quotes based on weight rather than volume.
For sea freight: properly packaged alumina balls in good-quality woven bags or FIBCs are suitable for standard FCL or LCL shipping. Moisture is not a concern for inert alumina balls during shipping (unlike molecular sieve products), simplifying logistics requirements.
Inert Alumina Ceramic Ball Pricing Factors and Cost Optimization Strategies
Pricing for inert alumina ceramic balls varies widely based on several factors that are worth understanding in detail to optimize procurement economics.
Primary Pricing Variables
Alumina content grade: The single largest pricing factor. Moving from 92% to 95% grade typically adds 20–40% to unit cost. Moving from 95% to 99% grade adds another 50–100%.
Ball diameter: Both very small (below 6mm) and very large (above 50mm) diameters command premium pricing relative to standard mid-range sizes. Small balls require more precise forming and higher rejection rates; large balls require longer firing cycles.
Order volume: Factory pricing typically follows a stepped discount structure, with meaningful price reductions at volumes of 5 MT, 10 MT, 20 MT, and 50 MT thresholds.
Testing and certification requirements: Third-party laboratory testing, special certifications, or extensive documentation packages add cost to the order. These costs are real and justified when applications require them.
| Volume Tier | Typical Price Premium vs. Large Volume | Notes |
|---|---|---|
| Below 1 MT | 40–80% premium | Often not directly from factory |
| 1–5 MT | 20–40% premium | Small factory order |
| 5–20 MT | 10–20% premium | Standard wholesale range |
| 20–50 MT | 5–10% premium | Volume discount territory |
| Above 50 MT | Base reference price | Best available pricing |
Total Cost of Ownership Analysis
Unit price is only one component of the true cost of ceramic ball procurement. A more complete cost analysis considers:
Service life: Higher-grade balls in demanding applications typically last 3–5x longer than lower-grade alternatives, even at double the unit price. Calculate cost per unit of service life rather than cost per kilogram.
Replacement labor cost: Changing out a catalyst support bed in a refinery reactor involves significant downtime and labor cost. Extending replacement intervals by specifying appropriate grade dramatically reduces this cost element.
Process performance impact: Degraded ceramic balls in packed towers cause channeling, increased pressure drop, and reduced process efficiency. The operational cost of poor-quality media can easily exceed the media cost itself.
Common Application Problems and How to Specify the Right Alumina Ball
Years of technical engagement with customers across different industries have taught us that certain problems recur across applications. Recognizing these patterns early helps in writing specifications that avoid them.
Ball Cracking and Breakage in Service
Symptom: Ceramic balls crack or shatter during operation, creating fines that block downstream equipment or contaminate catalyst beds.
Common causes:
- Thermal shock from rapid temperature cycling exceeding the material’s thermal shock tolerance.
- Specifying 92% grade in applications requiring 95%+ thermal shock resistance.
- Moisture present in balls at startup causing steam explosion internally when temperature rises rapidly.
- Excessive compressive loading from overburdened bed weight.
Specification response: Specify minimum thermal shock resistance (typically 5+ thermal shock cycles from operating temperature to ambient without cracking). Consider 99% grade for applications with aggressive thermal cycling. Specify pre-drying requirements before installation.
Chemical Attack and Surface Degradation
Symptom: Ball surfaces become rough, pitted, or lose dimensional integrity after exposure to process chemicals.
Common causes:
- Under-specifying alumina grade relative to the chemical severity.
- Exposure to hydrofluoric acid (HF) — alumina is attacked by HF at any grade.
- High-temperature steam attack on the silica glassy phase in 92% grade balls.
Specification response: Match alumina grade to chemical environment per the selection table provided earlier in this article. If HF is present in any process stream, alumina is not the appropriate material — consider alternative ceramic options.
Bed Channeling and Flow Distribution Problems
Symptom: Packed bed or catalyst support layer shows uneven flow distribution, hot spots, or reduced efficiency.
Common causes:
- Poor dimensional consistency in supplied balls creating uneven void structure.
- Mixed ball sizes within a single bed layer.
- Insufficient grading between different size layers.
- Ball breakage creating fines that fill void spaces.
Specification response: Tighten dimensional tolerance specification to ±1%. Require screening certification that each lot meets size range limits. Specify grading layers between different ball size zones with 2:1 or 3:1 size ratio transitions.
FAQs About Inert Alumina Ceramic Ball Factory Wholesale
Q1: What is the difference between inert alumina ceramic balls and activated alumina balls?
Inert alumina ceramic balls are dense, low-porosity spheres with water absorption below 0.5%. They are chemically passive and serve as support media, packing material, and heat storage media without participating in chemical reactions. Activated alumina balls are intentionally porous (with surface areas of 200–400 m²/g) and are designed to adsorb moisture, fluoride, and other contaminants from gas or liquid streams. They are reactive by design and have a finite adsorption capacity requiring regeneration. The two products serve completely different functions and are not interchangeable.
Q2: What minimum order quantity should I expect when buying directly from an alumina ceramic ball factory?
Most factories set a minimum order of 1–2 metric tons for direct factory orders, though some will accept smaller trial orders at slightly higher pricing for first-time customers. At volumes below 500 kg, purchasing from a stocking distributor is typically more practical. Volume wholesale pricing with meaningful discounts usually starts at 5–10 MT orders. If your annual requirement exceeds 20 MT, a direct supply agreement with the factory typically produces the best combination of pricing, quality control, and supply reliability.
Q3: How do I verify that a factory is a genuine manufacturer rather than a trading company?
Request a factory tour (physical or video), ask for photos of kiln facilities and production equipment, and request a mill test report with test dates that correspond to recent production. Genuine manufacturers can typically provide details about their kiln type, production capacity, and technical staff. Trading companies often have difficulty answering specific production process questions and may provide inconsistent answers about production capacity and lead times. Third-party factory audits through SGS, Bureau Veritas, or similar inspection firms provide the highest level of verification.
Q4: What is the typical lead time for a wholesale order of inert alumina ceramic balls from a factory?
Standard lead times for factory wholesale orders range from 2 to 6 weeks depending on order volume, size specification, and factory production schedule. For stock sizes in the most common grades (92% and 95%), some factories maintain inventory that can ship within 1–2 weeks. Custom sizes, special grades (99%), or large volume orders requiring multiple kiln batches take 4–8 weeks. Always confirm lead time explicitly in the purchase order and factor in ocean freight transit time (typically 2–5 weeks for most international routes).
Q5: Can inert alumina ceramic balls be used in food or pharmaceutical applications?
Yes, high-purity alumina ceramic balls (99% grade) are used in some pharmaceutical and food processing applications where chemical inertness is critical. For these applications, specific certifications are required: FDA compliance documentation for food contact applications, USP Class VI testing for pharmaceutical applications, and detailed chemical composition verification that the product contains no hazardous extractable substances. Not all factories can provide this documentation — specifically request food or pharma grade capability when evaluating suppliers.
Q6: What is the correct way to install inert alumina ceramic balls as catalyst support layers?
Install catalyst support balls in graduated layers from largest at the bottom to smallest at the top (directly beneath the catalyst). Standard practice uses a 3:1 or 2:1 size ratio between adjacent layers, with each layer minimum 75–100mm deep. Lower layers (25–75mm balls) provide structural support and drainage. Upper layers (6–13mm balls) provide a transition zone that prevents catalyst fines from migrating down into larger support media while distributing feed flow uniformly across the catalyst bed. Wet installation (lowering balls gently through standing liquid) minimizes breakage from impact loading.
Q7: How long do inert alumina ceramic balls last in industrial service?
Service life depends heavily on operating conditions. In mild applications (ambient temperature, non-aggressive chemistry), well-manufactured 92% grade balls can last 5–10 years or more. In demanding applications (high-temperature cycling, concentrated acid exposure, high mechanical loading), even 99% grade balls may have service lives of 2–5 years. The primary degradation mechanisms are chemical attack (which thins ball walls and reduces strength over time) and thermal shock fatigue (which creates microcracks that eventually lead to fracture). Regular inspection — typically during planned shutdowns — identifies whether replacement is approaching.
Q8: What causes inert alumina ceramic balls to turn different colors during service, and is discoloration a problem?
Fresh inert alumina ceramic balls are typically white to off-white. Color changes during service are common and may or may not indicate a performance problem. Iron oxide deposition from process streams produces brown to orange discoloration — this is usually superficial and does not affect performance. Carbon deposition causes black discoloration — more significant because it may indicate process upsets. Structural degradation from chemical attack produces surface roughening with white powdery residue. If balls have changed color, conduct a simple compressive strength test on a few samples — if strength is maintained, coloration alone is not a problem.
Q9: Are there size selection rules for different column or vessel diameters?
Yes. A general guideline is that ball diameter should not exceed 1/8 to 1/10 of the column or vessel diameter to prevent severe channeling at the vessel wall. For a 200mm diameter column, maximum ball size is approximately 20–25mm. For very small columns (below 50mm diameter), ball sizes of 3–6mm are appropriate. Using balls that are too large relative to the vessel diameter creates preferential flow paths along the wall that bypass the central bed volume, significantly reducing process efficiency.
Q10: What documentation should I request with a wholesale order of inert alumina ceramic balls?
At minimum, request: Certificate of Analysis showing chemical composition (Al₂O₃%, SiO₂%, Fe₂O₃%, and other components), physical property test report (water absorption, bulk density, compressive strength), dimensional inspection report with actual measured values and sample size, and packing list with batch/lot numbers for traceability. For regulated industries (petroleum, pharmaceutical, food), also request ISO 9001 certificate, REACH declaration of compliance, and any applicable industry-specific certifications. Retain all documentation with your receiving records to support any future warranty claims or audit requirements.
Summary: Key Points for Factory Wholesale Procurement
Sourcing inert alumina ceramic balls directly from a qualified factory at wholesale pricing delivers tangible advantages in quality traceability, specification control, and total cost of ownership compared to trading company or distributor channels — provided the factory selection is based on rigorous technical and commercial evaluation rather than price alone.
The specification decision begins with alumina content grade (92%, 95%, or 99%) matched to actual application conditions, followed by dimensional specification with appropriate tolerance requirements, and completed with performance property requirements for the specific operating environment. These three specification elements together determine product cost, manufacturing difficulty, and suitability for the intended service.
At AdTech, our manufacturing capability spans all three standard alumina grades across the full range of commercial ball sizes. Our in-house laboratory provides complete quality documentation for every production batch, and our technical team is available to support specification development for complex applications. We believe that the technical conversation that happens before an order is placed is as important as the product quality itself — because the right specification in the right application is what delivers the service life and process performance that justifies the investment.
