92% Keramikkugeln aus Aluminiumoxid die optimale Balance zwischen Härte, Dichte, Verschleißfestigkeit und Wirtschaftlichkeit bieten für die meisten Nass- und Trockenmahlvorgänge. Ganz gleich, ob Sie Siliziumdioxid, Feldspat, Quarz, Pigmente oder Hochleistungskeramik mahlen – 92%-Aluminiumoxidkugeln sorgen im Vergleich zu minderwertigeren Alternativen wie 68%- oder 75%-Aluminiumoxidmedien durchweg für geringere Verunreinigungsraten, eine längere Lebensdauer und einen besser vorhersehbaren Durchsatz.
Die Bezeichnung “92” bezieht sich auf den Aluminiumoxidanteil (Al₂O₃) — 921 Gewichtsprozent —, wobei die restlichen 81 Gewichtsprozent typischerweise aus Siliziumdioxid (SiO₂), Magnesiumoxid (MgO), Calciumoxid (CaO) und Sinterhilfsstoffen bestehen, die die Kornstruktur steuern. Diese Zusammensetzung ist nicht willkürlich. Sie ist das Ergebnis jahrzehntelanger Weiterentwicklung in der Keramiktechnik, bei der das Ziel stets darin bestand, den Al₂O₃-Gehalt so weit zu erhöhen, dass hervorragende mechanische Eigenschaften erzielt werden, während die Produktionskosten überschaubar bleiben und die Sprödigkeitsprobleme vermieden werden, die bei 99%-Aluminiumoxidkörpern in Umgebungen mit starker Stoßbelastung manchmal auftreten.
Wenn für Ihr Projekt Keramikkugeln aus 92 %igem Aluminiumoxid benötigt werden, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Chemische Zusammensetzung und mikrostrukturelle Eigenschaften von 92%-Aluminiumoxidkugeln
Das Verständnis der chemischen Grundlagen von Keramikkugeln aus 92 % Aluminiumoxid ist nicht nur von akademischem Interesse – es lässt auch direkte Rückschlüsse auf die Leistungsfähigkeit in Ihrer spezifischen Mahlumgebung zu. Der Aluminiumoxidgehalt bestimmt die Härte und die chemische Inertheit, während die Flussmittelzusätze das Sinterverhalten, die Porosität und die Integrität der Korngrenzen beeinflussen.

Tabelle der typischen chemischen Zusammensetzung
| Oxidkomponente | Inhaltsspektrum (wt%) | Funktion im Keramikkörper |
|---|---|---|
| Al₂O₃ (Aluminiumoxid) | 91.5 – 92.5% | Primäre Strukturphase; Härte und Verschleißfestigkeit |
| SiO₂ (Kieselsäure) | 3.0 – 5.0% | Glasphasenbildner; verbessert die Sinterbarkeit |
| MgO (Magnesia) | 0.5 – 1.5% | Kornwachstumshemmer; verfeinert die Mikrostruktur |
| CaO (Kalziumoxid) | 0.3 – 1.0% | Flussmittelzusatz; unterstützt das Flüssigphasensintern |
| Fe₂O₃ (Eisenoxid) | < 0,15% | Wird als Verunreinigung kontrolliert; beeinflusst Farbe und Verunreinigung |
| TiO₂ (Titandioxid) | < 0,3% | Sinterhilfsmittel in bestimmten Formulierungen |
| Na₂O + K₂O (Alkalien) | < 0,3% | Flussmittel; so dosiert, dass eine übermäßige Glasphase vermieden wird |
Die Mikrostruktur von 92%-Aluminiumoxidkugeln, die durch ordnungsgemäßes Sintern hergestellt wurden, besteht überwiegend aus Korundkristallen (α-Al₂O₃) mit einer durchschnittlichen Korngröße zwischen 3 und 8 Mikrometern, die von einer dünnen, aus Flussmitteloxiden gebildeten glasartigen Matrix umgeben sind. Dieser Korngrößenbereich ist von Bedeutung: Gröbere Körner über 10 µm neigen dazu, unter mechanischer Belastung intergranulare Brüche zu erzeugen, während übermäßig feine Körner unter 2 µm möglicherweise höhere Sintertemperaturen erfordern, was die Kosten erhöht, ohne dass sich die Leistung proportional verbessert.
Bei AdTech legen wir besonderen Wert auf den Fe₂O₃-Gehalt, wenn wir Kunden aus den Bereichen Elektronik, Lebensmittelverarbeitung und Hochleistungskeramik beraten. Eisenverunreinigungen durch die Mahlkörper können bei weißen Pigmenten zu Farbfehlern oder bei Materialien in Elektronikqualität zu ionischen Verunreinigungen führen. Hochwertige 92%-Aluminiumoxidkugeln halten den Fe₂O₃-Gehalt unter 0,1% – etwas, das nicht alle Lieferanten ohne strenge Rohstoffbeschaffung garantieren können.
Die Sinterdichte von 92%-Aluminiumoxidkugeln liegt typischerweise zwischen 3,60 und 3,68 g/cm³, was deutlich über dem Wert von 75%-Aluminiumoxid (ca. 3,2 g/cm³) liegt und sich dem Bereich von 3,85–3,95 g/cm³ bei 99%-Aluminiumoxid annähert, diesen jedoch nicht erreicht. Dieser Dichteunterschied wirkt sich direkt auf den Durchsatz der Mühle aus: Dichteres Mahlgut sorgt bei gleicher Drehzahl für eine höhere Aufprallenergie pro Kugel.
Wichtige physikalische und mechanische Eigenschaften: Daten zu Dichte, Härte und Verschleißrate
Ingenieure und Beschaffungsteams fragen uns oft nach einer einzigen Kennzahl, um Mahlkörper miteinander zu vergleichen – und obwohl die Abnutzungsrate letztlich die aussagekräftigste Kennzahl ist, kann sie nicht isoliert betrachtet werden. Die folgende Tabelle fasst die entscheidenden Eigenschaftsbereiche für 92%-Aluminiumoxidkugeln zusammen, die auf verifizierten industriellen Quellen und unseren eigenen Testergebnissen basieren.
Physikalische und mechanische Eigenschaften von Keramikkugeln aus Aluminiumoxid 92%
| Eigentum | Typischer Wert | Test Standard |
|---|---|---|
| Al₂O₃-Gehalt | ≥ 92% | RFA / Chemische Analyse |
| Schüttdichte | 3,60 – 3,68 g/cm³ | Archimedes-Methode |
| Wasserabsorption | < 0,01% | ISO 10545-3 |
| Vickers-Härte (HV) | 1100 – 1250 HV | ISO 6507 |
| Mohs-Härte | 9+ | Kratztest |
| Druckfestigkeit | ≥ 2500 MPa | ASTM C1424 |
| Bruchzähigkeit (KIC) | 3,5 – 4,5 MPa·m¹/² | SEPB-Methode |
| Biegefestigkeit | 280 – 350 MPa | ISO 14704 |
| Verschleißrate (Kugel-auf-Scheibe) | 0,01 – 0,03 g/kg·h | Interne Werksprüfung |
| Betriebstemperaturbereich | Bis zu 1200 °C (trocken) | — |
| Chemische Beständigkeit | Ausgezeichnet (Säure/Alkali) | — |
Mit einer Vickers-Härte von 1100–1250 HV liegt das Aluminiumoxid 92% deutlich über der Härte herkömmlicher Stahlkugeln (typischerweise 600–800 HV) und weit über der von Naturkieseln oder Feuersteinscheiben. Dieser Härtevorteil bedeutet, dass die Keramikoberfläche Kratzern und Abrieb durch das Aufgabematerial widersteht, was genau der Grund dafür ist, dass die Verschleißverlustraten bei kontinuierlicher Mahlung so gering bleiben.
Ein Wert, der in den meisten Datenblättern der Hersteller nicht aufgeführt ist, in der Praxis jedoch von enormer Bedeutung ist, ist Mahlwirkungsgrad — die Menge an Material, die pro Einheit des Medienverschleißes auf die Zielfeinheit gemahlen wird. Nach unseren Erfahrungen in der Zusammenarbeit mit Keramik- und Aufbereitungsanlagen erzielen 92%-Aluminiumoxidkugeln bei Anwendungen, die eine Endpartikelgröße unter 45 Mikrometer anstreben, um 25–40% bessere Mahlwirkungsgrade als 75%-Aluminiumoxidkugeln, vor allem weil die höhere Härte die Kugelrundheit länger bewahrt und so die Punktkontaktgeometrie aufrechterhält, die eine effiziente Kraftübertragung auf die Aufgabepartikel ermöglicht.
Eine Wasseraufnahme von unter 0,011 % bestätigt, dass die 92%-Aluminiumoxidkugeln im Wesentlichen vollverdichtet sind und eine geschlossene Porosität aufweisen. Bei Nassmahlanwendungen – wie sie bei der Herstellung von Keramikschlämmen, beim Mahlen von Farbpigmenten und bei der Verarbeitung pharmazeutischer Pulver üblich sind – ist dies unverzichtbar. Poröse Medien nehmen Prozessflüssigkeit auf, quellen an den Korngrenzen auf und versagen durch Abplatzungen. Vollverdichtete 92%-Aluminiumoxidkörper vermeiden diesen Versagensmodus vollständig.
Wie 92 Aluminiumoxidkugeln hergestellt werden: Sinterverfahren und Qualitätskontrolle
Der Herstellungsprozess für Keramikkugeln aus Aluminiumoxid 92% ist komplexer, als vielen Käufern bewusst ist, und die vom Hersteller getroffenen Prozessentscheidungen entscheiden unmittelbar darüber, ob das Endprodukt die veröffentlichten Spezifikationen erfüllt oder sich lediglich annähert.
Aufbereitung des Rohmaterials
Die Produktion beginnt mit kalziniertem Aluminiumoxidpulver – in der Regel Aluminiumoxid nach dem Bayer-Verfahren – mit kontrollierter Partikelgrößenverteilung (D50 üblicherweise 2–5 µm) und Reinheit. Die Flussmittelzusätze (SiO₂, MgO, CaO) werden separat vorgemahlen oder vor dem Mischen als natürliche Tonmineralvorläufer (Kaolin, Talk) zugegeben. Präzises Abwiegen und Homogenisieren sind in dieser Phase entscheidend: Schwankungen im Flussmittelgehalt von nur 0,51 TP3T können das Sinterverhalten erheblich verändern.
Umformverfahren
Im industriellen Maßstab kommen zwei Hauptverfahren zum Einsatz:
Kaltisostatisches Pressen (CIP): Vorgranuliertes Pulver wird in Gummiformen mit einem Druck von 100–200 MPa gepresst. Dadurch entstehen Kugeln mit einer sehr gleichmäßigen Rohdichte und einer nahezu endkonturgenauen Form. CIP-Körper erfordern nur minimale Rohbearbeitung und liefern in der Regel das endprodukt mit der höchsten Maßgenauigkeit. Dies ist die von uns empfohlene Methode für Präzisionsanwendungen, bei denen eine Toleranz des Kugeldurchmessers von weniger als ±0,1 mm erforderlich ist.
Extrusion und Trommeln (Granulierung-Sintern): Eine Paste aus Aluminiumoxid-Schlicker wird zu Zylindern extrudiert, die in einer rotierenden Trommel gewirbelt werden, um durch plastische Verformung Kugeln zu bilden. Dieses Verfahren ist schneller und kostengünstiger, führt jedoch zu einer etwas weniger gleichmäßigen Kugelform. Geeignet für Anwendungen, bei denen enge Maßtoleranzen weniger entscheidend sind als die Durchsatzkosten.
Sintern
Grüne Formteile werden in Durchlauf- oder Chargenöfen bei Temperaturen zwischen 1580 °C und 1650 °C, wobei die Spitzentemperatur 2–4 Stunden lang gehalten wird. Während des Brennvorgangs bildet sich aus dem SiO₂-CaO-Al₂O₃-System eine flüssige Phase, die die Verdichtung durch viskosen Fluss und Partikelumlagerung fördert. Die Korundkorngrenzen werden von dieser Glasphase benetzt, die beim Abkühlen einen dünnen amorphen Film bildet, der die Körner miteinander verbindet und das Bruchverhalten steuert.
Die Steuerung der Atmosphäre während des Sinterns ist entscheidend: Das Brennen an der Luft ist bei 92%-Aluminiumoxid Standard, doch die Aufrechterhaltung eines gleichmäßigen Luftstroms verhindert lokale reduzierende Bedingungen, die zu einer teilweisen Reduktion der Eisenoxide führen könnten, was eine graue Verfärbung und mögliche Abweichungen in den Eigenschaften zur Folge hätte.
Die Maßprüfung nach dem Sintern, die Dichteprüfung nach der Archimedes-Methode und die Sichtprüfung auf Risse bilden das Mindestprotokoll für die Qualitätskontrolle. Hochwertige Hersteller führen zusätzlich folgende Maßnahmen durch:
- Stichprobenentnahme für Verschleißprüfungen in standardisierten Kugelmühlen.
- Statistische Probenahme zur Bestimmung der Druckfestigkeit (Kugelbruchprüfung).
- Rundheitsmessung mittels optischer Profilometrie.
- Stichprobenuntersuchung des Al₂O₃-Gehalts mittels RFA.
Tabelle der Qualitätskontrollpunkte
| Produktionsphase | Qualitätskontrollparameter | Akzeptanzkriterium |
|---|---|---|
| Wareneingang | Reinheit von Al₂O₃, Partikelgrößenverteilung | Al₂O₃ ≥ 99,51 % – Reinheit des TP3T-Einsatzmaterials |
| Pulvermischung | Homogenität, Feuchtigkeit | CV < 2% über alle Chargen hinweg |
| Grüne Körperformung | Gründichte, Durchmesser | ±0,51 TP3T des Ziels |
| Prüfung vor dem Sintern | Oberflächenrisse, Form | Keine sichtbaren Mängel |
| Sintern | Spitzentemperatur, Verweilzeit | Regelung auf ±5 °C |
| Fertigprodukt | Dichte, Verschleißverlust, Härte | gemäß der Spezifikationstabelle |
| Verpackung | Zählen, Etikettieren, Feuchtigkeitsbarriere | Versiegelt, beschriftet, trocken |
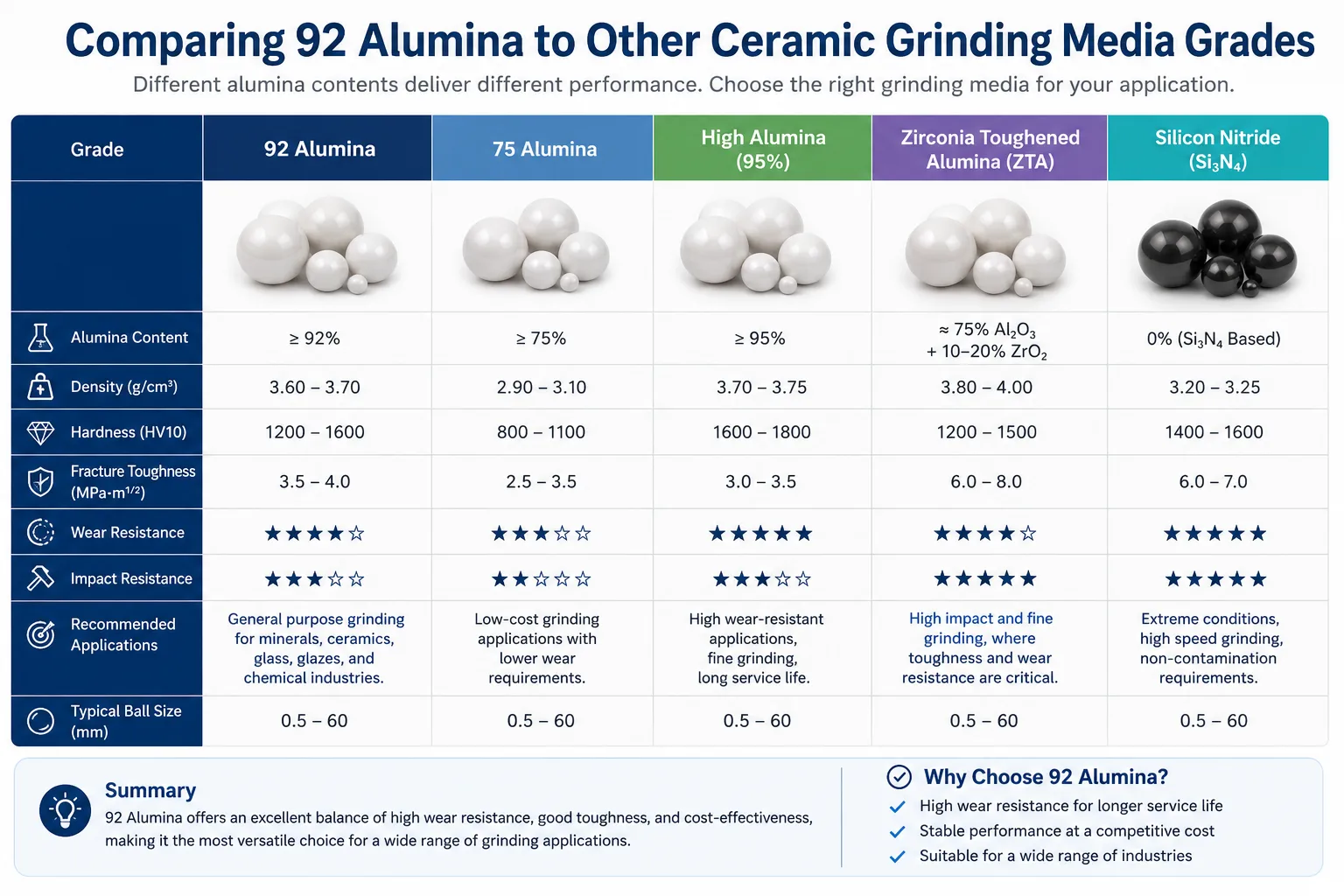
Vergleich von 92-Aluminiumoxid mit anderen Keramik-Schleifkörperqualitäten
Eine der häufigsten Fragen, die wir von Einkaufsingenieuren erhalten, lautet: “Warum sollten wir mehr für 92%-Aluminiumoxid bezahlen, wenn 75%-Aluminiumoxid günstiger ist?” Die Antwort erfordert eine Betrachtung der Gesamtbetriebskosten statt des Stückpreises, und die Vergleichsdaten sprechen bei Fräsvorgängen mittlerer bis hoher Intensität durchweg für 92%-Aluminiumoxid.
Vergleichstabelle für Mahlkörperqualitäten
| Parameter | 68% Aluminiumoxid | 75% Aluminiumoxid | 92% Aluminiumoxid | 95% Aluminiumoxid | Zirkoniumdioxid (ZrO₂) |
|---|---|---|---|---|---|
| Al₂O₃-Gehalt | ~68% | ~75% | ~92% | ~95% | — |
| Dichte (g/cm³) | ~2.80 | ~3.20 | 3.60–3.68 | 3.65–3.75 | 6.0–6.1 |
| Härte (Mohs) | ~7.5 | ~8 | ~9 | ~9+ | ~8.5 |
| Verschleißrate | Hoch | Mittel | Niedrig | Sehr niedrig | Extrem niedrig |
| Relativer Preis | Niedrig | Mittel-niedrig | Mittel | Mittel-Hoch | Sehr hoch |
| Beste Anwendung | Nassschleifen mit geringer Intensität | Allgemeine Keramik | Die meisten industriellen Schleifarbeiten | Präzisions-/Technische Keramik | Ultrafein/hochrein |
| Kontaminationsrisiko | Mittel-Hoch | Mittel | Niedrig | Sehr niedrig | Vernachlässigbar |
| Typische Lebensdauer (relativ) | 1x | 1.5–2x | 4–5x | 6–7x | 10–15x |
Die entscheidende Erkenntnis aus dieser Tabelle ist die Spalte „Relatives Leben“. Eine 75%-Aluminiumoxidkugel, die 40% weniger kostet als eine 92%-Aluminiumoxidkugel, aber nur 1,5- bis 2-mal so lange hält – im Vergleich zu 4- bis 5-mal bei der 92%-Aluminiumoxidkugel – verursacht wesentlich höhere Kosten pro Tonne gemahlenem Produkt, wenn Wartungsausfallzeiten und der Arbeitsaufwand für den Medienwechsel einbezogen werden.
Bei Anwendungen mit farbigen oder empfindlichen Produkten, bei denen Verunreinigungen durch Eisen, Siliziumdioxid oder Alkalioxide zu Produktmängeln führen würden, ist der Aufpreis für 92%-Aluminiumoxid gegenüber minderwertigeren Qualitäten besonders gerechtfertigt. Die Wirtschaftlichkeit wird noch günstiger, wenn man die Ausschussraten aufgrund von Verunreinigungen durch Mahlkörper mit einbezieht.
Aluminiumoxid vom Typ 95% bietet eine weitere Verbesserung der Verschleißfestigkeit, allerdings zu einem höheren Preis, der sich nur in bestimmten Anwendungsbereichen rechtfertigt – vor allem in der technischen Keramik, bei hochentwickelten Beschichtungen und bei Materialien für die Präzisionselektronik, wo extrem strenge Anforderungen an die Produktreinheit gestellt werden.
Zirkoniumdioxid-Mahlkörper liegen in einer völlig anderen Leistungs- und Preisklasse und eignen sich für die Ultrafeinmahlung unter 1 Mikrometer, pharmazeutische Wirkstoffe und hochwertige Spezialchemikalien, bei denen jegliche Verunreinigung durch Aluminiumoxid inakzeptabel ist. Wir würden Zirkoniumdioxid und 92%-Aluminiumoxid nicht als direkte Alternativen zueinander betrachten – sie bedienen grundlegend unterschiedliche Anwendungsbereiche.
Anwendungsbereiche: In welchen Branchen werden Keramikkugeln aus Aluminiumoxid 92% eingesetzt?
Die Vielseitigkeit der Aluminiumoxid-Keramikkugeln vom Typ 92% ist eine ihrer wirtschaftlich wichtigsten Eigenschaften. Dieselben grundlegenden Eigenschaften – hohe Härte, geringer Verschleiß, chemische Inertheit und hohe Dichte – kommen in einem überraschend breiten Spektrum von Fertigungsbranchen zum Tragen.
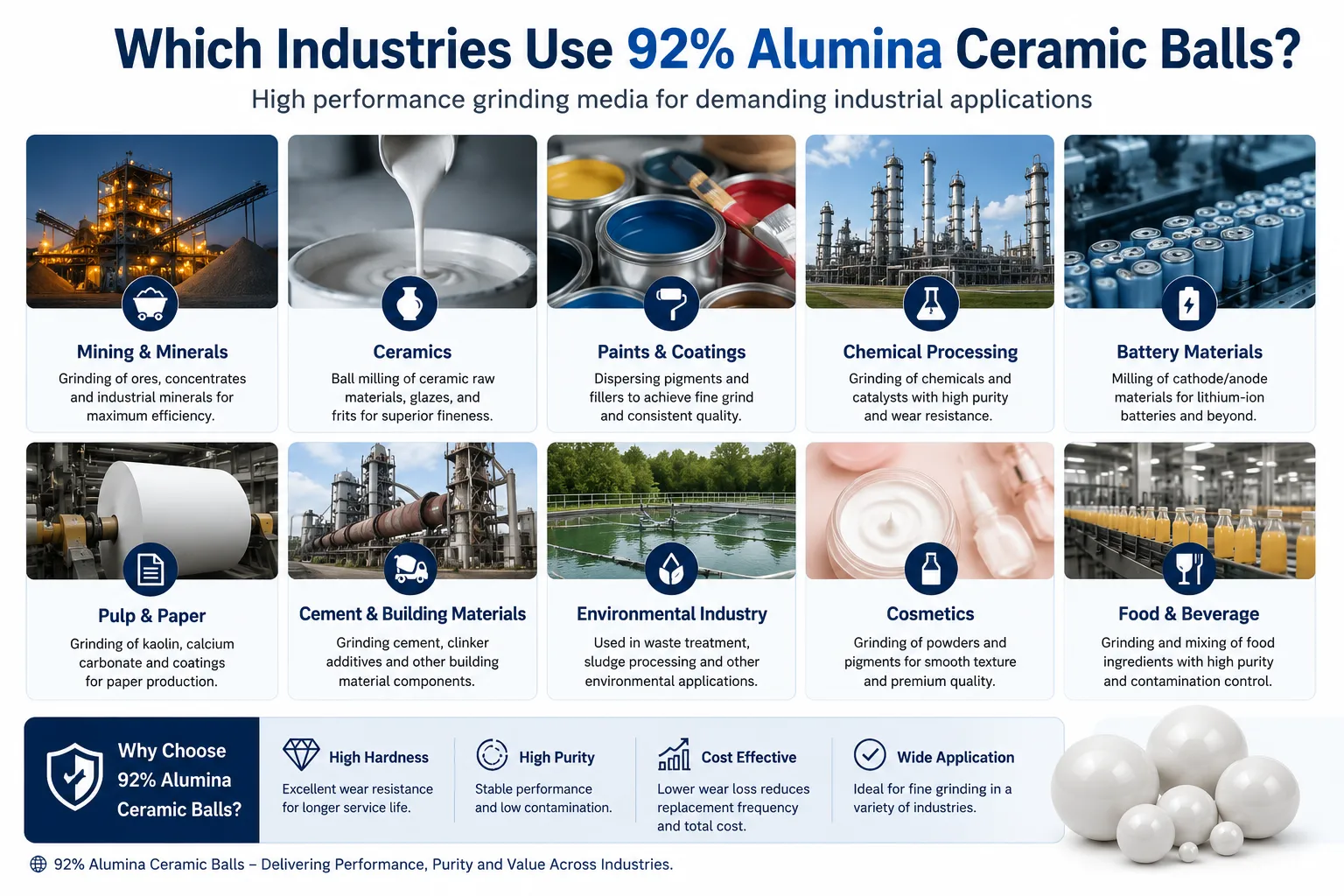
Wichtigste industrielle Anwendungsbereiche
Keramik- und Porzellanherstellung: Der größte Einzelabsatzmarkt. Feldspat, Quarz, Calcit, Kaolin und Knochenasche werden in Kugelmühlen unter Verwendung von 92%-Aluminiumoxid-Mahlkörpern gemahlen, um Fliesenmassen, Sanitärschlicker und technische Keramikpulver herzustellen. Typische Kugelmengen in diesem Segment reichen von 1.500 kg bis zu über 20.000 kg pro Mühle.
Zement und Baustoffe: Bei der Klinkermahlung, der Flugascheaufbereitung und der Schlackenvermahlung kommen zunehmend keramische Mahlkörper zum Einsatz, da Zementhersteller erkannt haben, dass geringere Verschleißverluste zu einer geringeren Eisenverunreinigung im fertigen Zement führen, was sich auf die Abbindekennwerte und die Farbkonsistenz bei der Herstellung von Weißzement auswirkt.
Farb- und Pigmentverarbeitung: Titandioxid, Zinkoxid, Eisenoxidpigmente und organische Farbstoffe werden unter Verwendung von Keramikmedien in Rührperlmühlen und Kugelmühlen auf eine Feinheit von unter 10 Mikrometern gemahlen. Die chemische Inertheit des Aluminiumoxids 92% verhindert eine Wechselwirkung mit reaktiven Pigmentoberflächen.
Bergbau und Mineralaufbereitung: Zu den gängigen Anwendungsbereichen zählen die Aufbereitung von Quarzsand, die Aufbereitung von Feldspat für die Flotation sowie das Mahlen von Phosphatgestein. Aufgrund der abrasiven Eigenschaften dieser Ausgangsmaterialien sind verschleißfeste Medien erforderlich, und Aluminiumoxid 92% bietet hierfür eine kostengünstige Lösung.
Glas und Fritten: Das Mahlen von Fritten für Emaille, Glasuren und Spezialglasmischungen erfordert Mahlkörper, die keine Verunreinigungen durch feuerfeste Bestandteile verursachen. Aluminiumoxid ist bei Verwendung in angemessenen Mengen mit den meisten Glasursystemen chemisch verträglich.
Elektronik und Spezialkeramik: Aluminiumoxid-Substrate, LTCC (Low-Temperature Co-fired Ceramics), piezoelektrische Keramiken (PZT) und Ferritmaterialien werden unter Verwendung hochreiner 92%-Aluminiumoxidkugeln nassgemahlen. In diesem Bereich wird der Eisengehalt der Mahlkörper sorgfältig überwacht.
Lebensmittel und Pharmazeutika: Das Mahlen von Kalziumkarbonat, Talkum und Hilfsstoffen für pharmazeutische Tabletten und Lebensmittelzusatzstoffe profitiert von der Ungiftigkeit und chemischen Inertheit von Aluminiumoxid. FDA-konforme Anwendungen erfordern eine lückenlose Materialdokumentation.
Chemische Verarbeitung: Trägermaterialien für Katalysatoren, die Zerkleinerung von Zeolithen und die Aufbereitung von Aktivkohle sind weitere Bereiche, in denen die chemische Beständigkeit und die geringe Kontaminationsneigung von Aluminiumoxid eine wichtige Rolle spielen.
Lesen Sie auch: Wofür werden Aluminiumoxid-Keramikkugeln verwendet?
Empfehlungstabelle für die Wahl der Kugelgröße
| Branchensegment | Partikelgröße des Futtermittels | Angestrebte Feinheit | Empfohlener Kugeldurchmesser |
|---|---|---|---|
| Keramikmasse | < 5 mm | < 63 µm | 30-50 mm |
| Pigmentmahlung | < 1 mm | < 10 µm | 10–25 mm |
| Elektronische Keramik | < 200 µm | < 1–5 µm | 5–15 mm |
| Zement/Klinker | < 25 mm | < 75 µm | 40–80 mm |
| Glas-/Frittenmahlen | < 3 mm | < 45 µm | 20-40 mm |
| Mineralienabbau | < 10 mm | < 100 µm | 30–60 mm |
| Pharmazeutisches Pulver | < 500 µm | < 5–20 µm | 6-15 mm |
Parameter für die Beschickung von Kugelmühlen und Betriebsrichtlinien
Selbst die hochwertigsten 92%-Aluminiumoxidkugeln bringen keine optimale Leistung, wenn die Mühle falsch befüllt oder außerhalb der optimalen Betriebsparameter betrieben wird. Diese Betriebsvariablen wirken auf komplexe Weise zusammen, und ihre richtige Abstimmung entscheidet darüber, ob ein Prozess den angestrebten Durchsatz erreicht oder ob übermäßig viel Energie für eine unzureichende Feinheit verbraucht wird.
Wichtige Betriebsparameter der Mühle
Füllstand der Mühle: Die Standardempfehlung für Keramikkugelmühlen mit Aluminiumoxid-Mahlkörpern lautet 30–50 % des Mahlvolumens im Verhältnis zum Gesamtvolumen der Kugeln. Bei einem Verhältnis unter 30 % sind die Kugeln übermäßigen Stößen im freien Fall ausgesetzt, was das Bruchrisiko erhöht, ohne dass sich der Mahlnutzen entsprechend verbessert. Oberhalb von 50% wird die Kaskadenbewegung eingeschränkt, was die Mahlleistung verringert.
Kritische Geschwindigkeit und optimale Geschwindigkeit: Die kritische Drehzahl (Nc) in U/min berechnet sich wie folgt:
Nc = 42,3 / √D
wobei D den Innendurchmesser der Mühle in Metern angibt. Für eine optimale Zerkleinerung werden Mühlen in der Regel bei 65–80 % der kritischen Drehzahl betrieben. In diesem Bereich fallen die Mahlkörper in Kaskaden und Strömen, wodurch sowohl die Schlag- als auch die Abriebzerkleinerung optimal genutzt werden.
Verhältnis von Kugeln zu Material (nach Gewicht): Beim Nassmahlen von Keramik liegt das typische Verhältnis bei 2:1 bis 3:1 (Mahlkörper:Gewicht des Trockenmaterials). Höhere Verhältnisse erhöhen den Energieaufwand pro Materialeinheit, führen aber auch zu einem stärkeren Verschleiß der Mahlkörper. Niedrigere Verhältnisse verringern die Mahlleistung. Das optimale Verhältnis hängt von der Materialhärte und der angestrebten Feinheit ab.
Rheologie von Aufschlämmungen beim Nassmahlen: Bei den meisten keramischen Mahlanwendungen sollte die Viskosität der Aufschlämmung zwischen 800 und 2000 mPa·s gehalten werden. Eine zu hohe Viskosität dämpft die Stöße zwischen Kugeln und Partikeln und verringert den Wirkungsgrad; eine zu geringe Viskosität verringert die Partikelaufnahmerate. Die Wasserzugabe wird entsprechend angepasst, und es werden Entflockungsmittel (Natriumsilikat, Polyacrylat-Dispergiermittel) eingesetzt, um die Rheologie ohne übermäßige Verdünnung zu steuern.
Abstand zwischen Medium und Liner: Dies wird oft übersehen. Wenn sich der Innendurchmesser der Walze durch Verschleiß der Auskleidung erheblich vergrößert hat, verschiebt sich die Berechnung der effektiven kritischen Drehzahl. Wir empfehlen, die Walzendrehzahl nach erheblichem Verschleiß der Auskleidung neu zu kalibrieren.
Zusammensetzung der Kugelladung für verschiedene Mahlstufen
| Frästisch | Großer Ball % | Mittlerer Ball % | Kleiner Ball % | Begründung |
|---|---|---|---|---|
| Grobschliff | 60–70% | 25-30% | 5-10% | Die Aufprallenergie dominiert |
| Zwischenbericht | 30-40% | 40-50% | 15-25% | Ausgewogenes Verhältnis zwischen Aufprall und Abrieb |
| Feinschleifen | 10-20% | 30-40% | 40-60% | Der Personalabbau dominiert |
| Ultrafein | 0-10% | 20-30% | 60-80% | Maximale Kontaktfläche |
Unserer Erfahrung nach verwenden viele Betriebe aus Gründen der Einfachheit Kugeln einheitlicher Größe, was bei Durchlaufmühlen mit regelmäßiger Nachfüllung von Kugeln akzeptabel ist. Chargenmühlen hingegen, die nach engen Partikelgrößenvorgaben mahlen, profitieren erheblich von dem oben dargestellten Ansatz mit gemischter Korngröße.
So messen und interpretieren Sie den Verschleißverlust bei Keramikkugeln aus Aluminiumoxid
Der geringe Verschleißverlust ist in fast allen Märkten das wichtigste Verkaufsargument für 92%-Aluminiumoxidkugeln. Doch “gering” ist relativ, und ohne eine standardisierte Messmethode werden Vergleiche zwischen Anbietern bedeutungslos. Hier erfahren Sie, wie der Verschleißverlust korrekt quantifiziert wird und was die Zahlen in der Praxis bedeuten.
Standardverfahren zur Prüfung des Verschleißverlusts
Das in der Mahlkörperindustrie am häufigsten verwendete Prüfverfahren sieht vor, dass eine Laborkugelmühle mit einer festgelegten Menge an Prüfkugeln und einem standardisierten Mahlgut (in der Regel Quarz oder Feldspat) befüllt wird, für eine bestimmte Zeit bei kontrollierter Drehzahl und unter festgelegten Aufschlämmungsbedingungen betrieben wird und anschließend der Gewichtsverlust der Kugeln gemessen wird.
Zu standardisierende Testvariablen:
- Mühlenvolumen und Auskleidungsmaterial (Gummiauskleidung als Standard für Abriebprüfungen).
- Gewicht und Größenverteilung der Kugeln.
- Art, Härte und Korngröße des Ausgangsmaterials.
- Schlammkonsistenz und pH-Wert.
- Drehzahl der Fräse (1/3 der kritischen Drehzahl).
- Testdauer (in der Regel 24 oder 48 Stunden).
Der Verschleißverlust wird wie folgt angegeben:
Verschleißrate = (Ausgangsmasse – Endmasse) / (Ausgangsmasse × Testdauer) × 1000
Einheiten: g/kg pro Stunde oder alternativ g/Tonne gemahlenes Produkt.
Typische Verschleißwerte nach Aluminiumoxid-Qualität
| Aluminiumoxid-Qualität | Verschleißverlust (g/kg·h) | Verschleißverlust (g/t Produkt) | Jährlicher Verbrauch* |
|---|---|---|---|
| 68% Aluminiumoxid | 0.08 – 0.15 | 800 – 1500 | Sehr hoch |
| 75% Aluminiumoxid | 0.04 – 0.08 | 400 – 800 | Hoch |
| 92% Aluminiumoxid | 0.01 – 0.03 | 100 – 300 | Niedrig |
| 95% Aluminiumoxid | 0.005 – 0.015 | 50 – 150 | Sehr niedrig |
| Zirkoniumdioxid | < 0,005 | < 50 | Extrem niedrig |
*Relativer Jahresverbrauch, basierend auf der entsprechenden Mahlleistung
Die praktische Bedeutung dieser Zahlen: Bei einer 50-Tonnen-Chargenmenge des Aluminiumoxids 92% in einer großen Keramikfliesenfabrik, in der Feldspat kontinuierlich gemahlen wird, kann ein Verschleißverlust von 0,02 g/kg·h auftreten. Bei über 8.000 Betriebsstunden pro Jahr entspricht dies einem jährlichen Verbrauch von rund 8.000 kg Mahlkörpern – eine in absoluten Zahlen beträchtliche Menge, die jedoch nur einen Bruchteil dessen ausmacht, was 75%- oder 68%-Aluminiumoxid unter identischen Bedingungen verbrauchen würde.
Abnutzungsprodukte verunreinigen das Grundmaterial. Bei weißer Keramik wie Sanitärporzellan führt eine Verunreinigung durch Schleifmittel, die bestimmte Grenzwerte überschreitet, zu sichtbaren Farbfehlern im fertigen Produkt. Die geringe Abnutzungsrate von 92%-Aluminiumoxid schützt die Produktqualität in diesen sensiblen Anwendungsbereichen unmittelbar.

Geringer Verschleißverlust bei Lagerprodukten: Was das für die Beschaffung tatsächlich bedeutet
Wenn ein Lieferant für Keramikkugeln aus 92 % Aluminiumoxid mit “geringem Verschleißverlust” wirbt, müssen die Beschaffungsteams genau verstehen, was diese Angabe bedeutet – und welche Unterlagen dazu vorgelegt werden müssen, damit sie glaubwürdig ist.
Was “Aktie” eigentlich bedeutet
Die Lagerverfügbarkeit von Mahlkörpern bezieht sich auf fertige, geprüfte Produkte, die im Lager vorrätig sind und ohne die bei neuen Produktionschargen üblichen Vorlaufzeiten sofort versandt werden können. Für Hersteller von Keramikkugeln erfordert die Lagerhaltung:
- Ausreichende Ofenkapazität und eine konsequente Ofenplanung.
- Ausreichende Lagerfläche mit geeigneten Lagerbedingungen.
- Bestandsverwaltungssysteme, die Chargenidentitäten und Prüfprotokolle erfassen.
- Finanzielle Verpflichtung zur Führung von unfertigen und fertigen Erzeugnissen.
Die Verfügbarkeit von Qualitätsware ist entscheidend, da dringende Medienanforderungen – sei es aufgrund unerwarteter beschleunigter Abnutzung, Werkserweiterungen oder der Ausschleusung verunreinigter Chargen – nicht 6–8 Wochen auf eine Neuproduktion warten können. Lieferanten, die über einen nachgewiesenen Lagerbestand von dokumentierter Qualität verfügen, bieten echte Betriebssicherheit.
Welche Unterlagen sollten den Aluminiumoxidkugeln der Artikelnummer 92% beiliegen?
Wir empfehlen, vor dem Kauf von jedem Lieferanten Folgendes zu verlangen:
- Analysezertifikat (CoA): Al₂O₃-Gehalt mittels RFA, Dichte nach Archimedes, Wasseraufnahme sowie Ergebnis der Abriebprüfung für die jeweilige Produktionscharge.
- Produktionschargennummer: Rückverfolgbar anhand von Brennofenprotokollen, Aufzeichnungen zur Sintertemperatur und Rohstoffchargen.
- Dimensionaler Bericht: Angaben zu Durchmesserverteilung, Rundheit und Oberflächenbeschaffenheit.
- Prüfprotokoll für Verschleißtests: Angabe der verwendeten Prüfnorm, der Prüfdauer und des Prüfmaterials.
- Verpackung und Lagerung: Dies ist entscheidend, um sicherzustellen, dass es sich bei dem “Lagerbestand” nicht um veraltete Produkte handelt, die unter nicht klimatisierten Bedingungen gelagert werden.
Warnsignale bei Lieferantenforderungen
| Behauptung | Was Sie fragen sollten | Warum es wichtig ist |
|---|---|---|
| “Extrem geringer Verschleiß” | Wie lautet der tatsächliche Wert in g/kg·h und wie sieht das Prüfverfahren aus? | Vage Behauptungen ohne Zahlenangaben lassen sich nicht überprüfen |
| “92% Al₂O₃” | XRF-Analyse oder CoA der Charge vorlegen | Einige Hersteller liefern 90–91% und runden auf |
| “Sofort lieferbar” | Chargennummer und Lagerstandort anfordern | Tatsächlicher Lagerbestand vs. Produktion in Arbeit |
| “ISO-zertifiziert” | Welche ISO-Norm, welcher Anwendungsbereich? | Die Norm ISO 9001 bezieht sich ausschließlich auf das Qualitätsmanagementsystem, nicht auf die Produktleistung |
| “Geringster Verschleiß auf dem Markt” | Testdaten von Drittanbietern? | Vergleichende Behauptungen erfordern Beweise |
Verträglichkeit der Auskleidungsmaterialien: Aluminiumoxidkugeln mit Gummi-, Stahl- und Keramikauskleidungen
An der Schnittstelle zwischen Mahlkörpern und Mühlenauskleidung wird die mechanische Energie auf den Prozess übertragen – und genau dort verschleißen die beiden Materialien einander. Ein Verständnis der Kompatibilität der Auskleidung trägt dazu bei, die Lebensdauer sowohl der Mahlkörper als auch der Auskleidung gleichzeitig zu verlängern.
Gummieinlagen
Mit Gummi ausgekleidete Mühlen sind in der Keramik- und Mineralverarbeitung weit verbreitet. Gummiauskleidungen absorbieren Aufprallenergie effektiv, verringern den Kugelbruch und sind selbstreinigend (das Material haftet nicht an den Gummioberflächen). Bei der Verwendung von 92%-Aluminiumoxidkugeln in mit Gummi ausgekleideten Mühlen ist der entscheidende Betriebsparameter maximale Aufprallgeschwindigkeit des Balls — Gummiauskleidungen halten den starken Stößen durch Kugeln mit großem Durchmesser bei hohen Geschwindigkeiten nicht stand. Bei mit Gummi ausgekleideten Mühlen ist der maximale Kugeldurchmesser in der Regel auf 50–60 mm begrenzt, und die Mühlen-Drehzahl darf die kritische Drehzahl von 70–75 % nicht überschreiten.
Der Verschleiß des Gummis durch Aluminiumoxidkugeln vom Typ 92% ist im Vergleich zu Stahlkugeln relativ gering, da die glatte Oberfläche des Aluminiumoxids nach dem Sintern weniger Abrieb an der Gummimatrix verursacht als die rauere, härtere Oberfläche von Stahl.
Stahlauskleidungen
Bei der Zement- und Grobmineralvermahlung, bei der die Kugeldurchmesser 60 mm überschreiten und die Drehzahlen der Mühle eine Prallvermahlung begünstigen, sind Stahlauskleidungen Standard. Stahlausgekleidete Mühlen, die mit 92%-Aluminiumoxidkugeln betrieben werden, bergen ein spezifisches Risiko: Wenn die Mühle mit Drehzahlen betrieben wird, die eine sehr hohe Aufprallenergie erzeugen, können die Aluminiumoxidkugeln – trotz ihrer hohen Druckfestigkeit – brechen, wenn sie von massereichen Stahlelementen oder extrem harten Aufgabepartikeln getroffen werden.
Für 92%-Aluminiumoxid in stahlausgekleideten Walzwerken empfehlen wir:
- Kugeldurchmesser ≤ 80 mm.
- Drehzahl der Fräse bei 65–721 % der kritischen Drehzahl.
- Maximale Korngröße des Aufgabematerials ≤ 25 mm (um eine Konzentration von übergroßen Partikeln zu vermeiden).
Mit Aluminiumoxid ausgekleidete Mühlen
Vollständig mit Aluminiumoxid ausgekleidete Mühlen – bei denen sowohl die Mahlkörper als auch die Auskleidung aus 92%-Aluminiumoxidkeramik bestehen – stellen die bevorzugte Konfiguration für die Herstellung von weißer Keramikschlämme und das Mahlen von Elektronikkeramik dar. Die Verunreinigung wird minimiert, da alle Oberflächen, die mit der Aufschlämmung in Kontakt kommen, aus identischem Material bestehen. Der Verschleiß der Auskleidung ist sehr gering. Die größte Einschränkung sind die höheren Kosten für die Auskleidung und die längere Austauschzeit im Vergleich zu Gummi.
In mit Aluminiumoxid ausgekleideten Mühlen arbeiten wir mit etwas niedrigeren Drehzahlen (62–681 TP3T, kritische Drehzahl), um die Aufprallenergie der Kugeln auf die Auskleidung zu verringern, was die Lebensdauer der Auskleidung erheblich verlängert.
Größenauswahltabellen und Verhältnisse von Durchmesser zu Partikelgröße
Die Wahl des richtigen Kugeldurchmessers für ein bestimmtes Ausgangsmaterial und eine bestimmte Zielpartikelgröße ist eine der wichtigsten betrieblichen Entscheidungen beim Kugelmahlen. Als allgemein anerkannte Faustregel gilt, dass der Kugeldurchmesser für eine effiziente Erstmahlung etwa das 20- bis 30-fache des maximalen Partikeldurchmessers des Ausgangsmaterials betragen sollte, wobei dieses Verhältnis mit abnehmender Zielfeinheit zugunsten kleinerer Kugeln verschiebt.
Standardgrößenbereich für 92%-Aluminiumoxidkugeln
Handelsübliche Durchmesser: 1 mm, 2 mm, 3 mm, 5 mm, 6 mm, 8 mm, 10 mm, 13 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm, 60 mm, 70 mm, 80 mm.

Größenübersicht
| Einlauf D80 (mm) | Zielwert D80 (µm) | Größe der Primärkugel | Größe der Sekundärkugel |
|---|---|---|---|
| 5 – 10 | 500 – 1000 | 50 – 60 mm | 30 – 40 mm |
| 2 – 5 | 200 – 500 | 30 – 50 mm | 20 – 30 mm |
| 0.5 – 2 | 100 - 200 | 20 – 40 mm | 15 – 20 mm |
| 0.1 – 0.5 | 45 – 100 | 15 – 25 mm | 10 – 15 mm |
| < 0,1 | 10 – 45 | 8 – 15 mm | 5 – 10 mm |
| < 0,05 | 1 – 10 | 3–8 mm | 1–5 mm |
In der Praxis beginnen viele Ingenieure mit einer einzigen Kugelfraktion und nehmen Anpassungen auf der Grundlage einer PSD-Analyse des Endprodukts vor. Der wichtigste Indikator dafür, dass die Kugelfraktion für eine bestimmte Anwendung zu groß ist, ist eine bimodale PSD des Endprodukts – was darauf hindeutet, dass durch Abrieb feines Material entstanden ist, während grobe Partikel nicht zerkleinert wurden. Zu kleine Kugeln bewirken das Gegenteil: eine sehr feine mittlere Partikelgröße, jedoch mit Ausreißern in den Übergrößenbereichen, die die Kugeln nicht effizient zerkleinern können.
Lagerung, Handhabung und Qualitätsprüfung von Keramikkugeln
Keramikkugeln sind dicht und spröde. Obwohl 92%-Aluminiumoxid im Betrieb eine hohe Beständigkeit gegen Abrieb und chemische Einflüsse aufweist, können durch unsachgemäße Lagerung oder Handhabung vor dem Einbau Mikrorisse entstehen, die den Verschleiß und Bruch im Betrieb erheblich beschleunigen.
Anforderungen an die Lagerung
- An einem trockenen Ort lagern. Obwohl die Wasseraufnahme < 0,011 % beträgt, kann eine längere Einwirkung von stehendem Wasser oder hoher Luftfeuchtigkeit in Verbindung mit Frost-Tau-Zyklen die Korngrenzen belasten.
- Vermeiden Sie es, Säcke aus einer Höhe von mehr als 1 Meter fallen zu lassen. Beschädigungen durch Stöße beim Entladen sind eine der Hauptursachen für Beanstandungen bei der Wareneingangskontrolle.
- Auf Paletten lagern, niemals direkt auf Betonböden, wo es zu Feuchtigkeitsaufnahme kommen kann.
- Bewahren Sie die Originalverpackung bis zur Verladung im Werk unversehrt auf. Beim Umschlag von Schüttgut steigt das Risiko von Beschädigungen an den Spänen.
Protokoll zur Wareneingangskontrolle
Bei großen Beschaffungsmengen empfehlen wir eine strukturierte Wareneingangskontrolle:
- Visuelle Kontrolle einer 1–2%-Probe: Achten Sie auf Absplitterungen, Risse, abgeflachte Stellen oder ungewöhnliche Farbabweichungen.
- Maßprüfung Mit einer Schieblehre prüfen, ob der Durchmesser innerhalb von ±0,5 mm oder gemäß den Vorgaben liegt.
- Stichprobenprüfung der Dichte unter Anwendung der Archimedes-Methode an 5–10 Kugeln aus der Stichprobe.
- Gewichtsüberprüfung vollständige Lieferung gemäß Packliste.
- Überprüfung durch das CoA sowie die Überprüfung der Chargennummern anhand der Lieferantendaten.
Preisvergleichswerte, Mindestbestellmengen und Kriterien für die Lieferantenbewertung
Die Preise für 92%-Aluminiumoxid-Keramikkugeln variieren erheblich je nach Kugeldurchmesser, Bestellmenge, Lieferbedingungen und Marktlage. Die folgenden Richtwerte geben typische Preisspannen wieder – die tatsächlichen Preise sollten anhand aktueller Lieferantenangebote bestätigt werden.
Ungefähre Preisspannen (USD, FOB China, 2025)
| Kugeldurchmesser | Ungefähre Preisspanne (USD/t) | Typische MOQ |
|---|---|---|
| 1–5 mm | $900 – $1.400 | 500 kg |
| 6 – 15 mm | $750 – $1.100 | 500 kg |
| 16 – 30 mm | $680 – $950 | 1.000 kg |
| 31 – 50 mm | $620 – $880 | 1.000 kg |
| 51 – 80 mm | $600 – $850 | 2.000 kg |
Die Preise werden maßgeblich von den Rohstoffkosten für Aluminiumoxid (die sich an den weltweiten Märkten für Bauxit und kalziniertes Aluminiumoxid orientieren), den Kosten für Erdgas oder Strom zum Befeuern der Öfen sowie den Frachtraten für Seecontainer beeinflusst. In Zeiten steigender Energiekosten ist mit einem Aufwärtsdruck auf die Preise für Keramikkugeln zu rechnen.
Lesen Sie auch: Inerte Aluminiumoxid-Keramikkugel Fabrik Großhandel
Kriterien für die Lieferantenbewertung
Bei der Bewertung eines neuen Lieferanten für 92%-Aluminiumoxid-Mahlkugeln legen wir folgende gewichtete Kriterien zugrunde:
| Kriterium | Gewicht | Was ist zu prüfen? |
|---|---|---|
| Genauigkeit der chemischen Zusammensetzung | 25% | CoA im Vergleich zu unabhängiger RFA |
| Verschleißverhalten | 25% | Chargenspezifische Testdaten |
| Maßliche Konsistenz | 15% | Durchmessertoleranz, Rundheit |
| Verfügbarkeit auf Lager | 15% | Aktueller Lagerbestand |
| Liefertreue | 10% | Erfolgsbilanz mit Referenzen |
| Technische Unterstützung | 5% | Kompetenz im Anwendungsengineering |
| Wettbewerbsfähigkeit bei den Preisen | 5% | Gesamtkosten, nicht nur Stückpreis |
Der größte Fehler, den Käufer begehen, ist, den Stückpreis überbewertet zu haben, während die Überprüfung der Verschleißfestigkeit zu kurz kommt. Ein Anbieter, der zwar einen um 151 TP3T niedrigeren Preis pro Tonne bietet, dessen Produkt sich jedoch um 301 TP3T schneller abnutzt, liefert in jeder relevanten Kennzahl einen schlechteren Wert.
Häufig gestellte Fragen zu Keramikkugeln aus 92 %igem Aluminiumoxid
1: Was ist der Unterschied zwischen 92%- und 95%-Aluminiumoxidkugeln?
Der Hauptunterschied liegt im Al₂O₃-Gehalt: 92%-Aluminiumoxidkugeln enthalten etwa 92% Gewichtsprozent Aluminiumoxid, während 95%-Aluminiumoxidkugeln etwa 95% enthalten. Der höhere Aluminiumoxidgehalt in 95%-Kugeln führt zu einer etwas höheren Härte (typischerweise 1200–1300 HV gegenüber 1100–1250 HV bei 92%), einer geringeren Abnutzungsrate und einer geringfügig höheren Dichte. Allerdings sind 95%-Kugeln aufgrund höherer Anforderungen an die Rohstoffreinheit und strengerer Sinterbedingungen in der Herstellung teurer. Für die meisten industriellen Mahlanwendungen – Keramikfliesen, Mineralverarbeitung, Farben – rechtfertigt der Leistungsunterschied zwischen 92% und 95% nicht den Preisunterschied. Für Präzisionselektronikkeramik, pharmazeutische Wirkstoffe oder Anwendungen, bei denen die Produktreinheit entscheidend ist, kann der Wechsel zu 95% gerechtfertigt sein.
2: Können Aluminiumoxidkugeln vom Typ 92% in Rührperlmühlen verwendet werden?
Ja, allerdings mit erheblichen Größenbeschränkungen. Rührperlmühlen (auch als Attritor-Mühlen oder horizontale Perlmühlen bekannt) sind für wesentlich kleinere Mahlkörper ausgelegt als herkömmliche Kugelmühlen. In dieser Anwendung werden 92%-Aluminiumoxidkugeln mit Durchmessern von 1–6 mm verwendet, während größere Kugeln (> 10 mm) nicht mit den typischen Abständen der Rührscheiben kompatibel sind. Die wichtigste Leistungsanforderung bei Rührmühlen ist nicht nur Verschleißfestigkeit, sondern auch Bruchfestigkeit bei hohen Rührspitzengeschwindigkeiten (typischerweise 8–15 m/s Spitzengeschwindigkeit). Hochwertige 92%-Aluminiumoxidkugeln mit kontrollierter Korngröße bewähren sich bei dieser Aufgabe.
3: Wie lange halten 92%-Aluminiumoxid-Keramikkugeln bei kontinuierlichem Nassmahlen?
Die Lebensdauer hängt stark von der Härte des Aufgabematerials, dem Kugeldurchmesser, den Betriebsbedingungen der Mühle und dem akzeptablen Verschleißverlust ab, bevor ein Austausch der Mahlkörper erforderlich wird. Bei der typischen Aufbereitung von Keramikfliesenrohmasse, bei der Feldspat und Quarz mit einer Korngröße von 3–5 mm gemahlen werden, kann eine Kugelfüllung aus 92%-Aluminiumoxid 2–4 Jahre halten, bevor ein vollständiger Austausch erforderlich ist. Einzelne Kugelbrüche treten während der gesamten Lebensdauer auf und werden durch regelmäßige Nachfüllungen behoben. Die Kugelfüllung gilt als “verbraucht”, wenn sich der durchschnittliche Kugeldurchmesser um 20–30 % gegenüber der ursprünglichen Nenngröße verringert hat; ab diesem Zeitpunkt verschlechtern sich sowohl die Mühlenleistung als auch die Verschleißrate aufgrund der veränderten Dynamik.
4: Was führt dazu, dass 92%-Aluminiumoxidkugeln im Betrieb brechen?
Bei Fehlfunktionen ist Bruch und nicht abrasiver Verschleiß die häufigste Ausfallursache. Häufige Ursachen sind: zu große Aufgabepartikel (Fremdmetall oder Agglomerate, die den Aufprall konzentrieren), zu hohe Mühlen-Drehzahl (Kugeln prallen mit übermäßiger Energie aufeinander), zu großer Kugeldurchmesser für den Auskleidungstyp, Thermoschock beim Anfahren der Mühle, wenn die Kugeln kalt und die Aufschlämmung heiß sind, oder der Erhalt beschädigter Kugeln, die während des Transports Mikrorisse davongetragen haben. Ein plötzlicher Anstieg der Bruchrate der Mahlkörper ist immer ein Signal, die Ursache zu untersuchen, anstatt einfach nur weiterhin Ersatzmahlkörper nachzufüllen.
5: Wie sollte ich 92%-Aluminiumoxidkugeln reinigen, wenn ich die Mahlanwendung wechsle?
Beim Produktwechsel in einer Keramik- oder Pharmamühle ist eine gründliche Reinigung der Mahlkörper wichtig, um eine Kreuzkontamination zu vermeiden. Für die meisten industriellen Anwendungen reicht es aus, die Kugeln in der Mühle mit Wasser zu spülen (leerlauf mit Wasser, Entleeren und Wiederholen). Für pharmazeutische oder hochreine Anwendungen, die eine strengere Reinigung erfordern, können die Kugeln entladen, in verdünnter Säure (5% HCl oder Zitronensäure) eingeweicht werden, um Mineralablagerungen zu entfernen, und anschließend gründlich mit entionisiertem Wasser gespült und getrocknet werden, bevor sie wieder eingefüllt werden. Alkalische Reinigungsmittel sollten mit Vorsicht verwendet werden – obwohl 92%-Aluminiumoxid eine gute chemische Beständigkeit aufweist, kann eine längere Einwirkung von konzentriertem NaOH die Glasphase an den Korngrenzen angreifen.
6: Was ist die optimale Aufschlämmungsdichte für das Nassmahlen mit Aluminiumoxidkugeln?
Bei den meisten keramischen Anwendungen bietet ein Feststoffgehalt der Aufschlämmung zwischen 55 und 70 Gew.-% (entspricht etwa 35 bis 50 Vol.-% Feststoffen) das optimale Gleichgewicht zwischen Mahlleistung und Rheologie der Aufschlämmung. Unterhalb von 55 Gew.-% Feststoffen verringert eine übermäßige Verdünnung die Wahrscheinlichkeit des Kontakts zwischen Kugeln und Partikeln. Bei mehr als 70 Gew.-% Feststoffen steigt die Viskosität der Aufschlämmung stark an, was Stöße abfedert und die Mahlrate verringert. Das spezifische Optimum hängt von der Materialdichte und der Partikelgrößenverteilung ab. Wir empfehlen daher die Viskositätsmessung mit einem Brookfield-Viskosimeter während der Prozessentwicklung, um den Betriebsbereich genau zu bestimmen.
7: Erfordern 92%-Aluminiumoxidkugeln aufgrund ihres Gewichts eine besondere Handhabung?
Ja. Bei einer Schüttdichte von etwa 2,1–2,3 kg/l (berechnet aus dem Packungsfaktor der Kugeln und der Dichte der einzelnen Kugeln von 3,60–3,68 g/cm³) enthält eine standardmäßige 1.000-Liter-Mühle bei einer Befüllung von 40% etwa 840–920 kg Kugelmaterial. Das Be- und Entladen erfordert mechanische Unterstützung – insbesondere eine Beschickungsrutsche oder ein Förderband zum Befüllen und entweder einen Mühlenauslauf mit Klassiersieb oder ein manuelles Schaufelsystem zum Entladen. Vermeiden Sie es, Säcke mit Kugeln aus der Höhe fallen zu lassen: Durch den Aufprall können Mikrorisse in der gesamten Sackmenge entstehen.
8: Welche Vorteile bieten 92%-Aluminiumoxidkugeln gegenüber Stahlkugeln beim Schleifen von Keramik?
Stahlkugeln verunreinigen die Aufschlämmung mit Eisenoxid-Abriebprodukten, die bei weißer Keramik Farbfehler verursachen, in Spezialanwendungen unerwünschte chemische Reaktionen auslösen können und sich im Produkt ablagern. Stahl hat zudem eine deutlich geringere Härte als Aluminiumoxid (600–800 HV gegenüber 1100–1250 HV bei 92%-Aluminiumoxid), was eine deutlich höhere Abnutzungsrate gegenüber harten Ausgangsmaterialien wie Feldspat und Quarz bedeutet. Die Dichte von Stahl ist höher (7,8 g/cm³ gegenüber 3,6 g/cm³), was eine größere Aufprallenergie pro Kugel bedeutet, doch dies wird durch das Verunreinigungsproblem und die deutlich schnellere Abnutzungsrate ausgeglichen. Für Anwendungen in der Keramik-, Chemie- und Lebensmittelindustrie wird 92%-Aluminiumoxid fast ausnahmslos gegenüber Stahlmahlkörpern bevorzugt.
9: Wie werden Keramikkugeln aus Aluminiumoxid vom Typ 92% verpackt und international versandt?
Die Standardverpackung für 92%-Aluminiumoxidkugeln besteht aus gewebten Polypropylen-Säcken (25 kg oder 50 kg), die auf Holzpaletten gestapelt und mit Schrumpffolie umwickelt sind. Kugeln mit kleinem Durchmesser (< 6 mm) werden manchmal in versiegelten Papiersäcken innerhalb von äußeren Polysäcken verpackt, um die Staubentwicklung zu verringern. Seecontainer (20-Fuß-FCL) fassen je nach Verpackungsanordnung in der Regel 12–18 Tonnen. Für den Seetransport wird die Ware als Keramikartikel eingestuft und gilt als nicht gefährlich. Lieferanten sollten für jede in der Sendung enthaltene Produktionscharge eine Packliste, eine Handelsrechnung, ein Ursprungszeugnis und das CoA vorlegen.
10: Wie kann ich überprüfen, ob die erhaltenen Aluminiumoxidkugeln tatsächlich der Güteklasse 92% entsprechen?
Die definitive Nachweismethode ist die Röntgenfluoreszenzanalyse (XRF), bei der die elementare Zusammensetzung des Keramikkörpers bestimmt wird. Die meisten Materiallabore an Universitäten und kommerziellen Prüflabore können eine XRF-Analyse an gemahlenen Keramikproben innerhalb von 1–3 Werktagen durchführen. Eine einfachere Vorabprüfungsmethode vor Ort ist die Dichtemessung nach dem Archimedes-Prinzip: Liegt die gemessene Dichte unter 3,55 g/cm³, ist es unwahrscheinlich, dass es sich bei den Kugeln um 92%-Aluminiumoxid handelt (es könnte sich um 75% oder eine minderwertigere Sorte handeln). Darüber hinaus kann eine Härtemessung mit einem zertifizierten Vickers-Härteprüfer die Güteklassen unterscheiden – 92%-Aluminiumoxid sollte einen Wert über 1050 HV aufweisen. Bei grenzwertigen Ergebnissen liefert die RFA die endgültige Bestätigung.
Zusammenfassung und wichtige Erkenntnisse
92%-Aluminiumoxid-Keramikkugeln stehen für eine ausgereifte, umfassend erprobte Mahlkörpertechnologie, die in einem breiten Spektrum industrieller Mahlanwendungen messbare Vorteile hinsichtlich Verschleißfestigkeit, Produktreinheit und Gesamtbetriebskosten bietet. Die entscheidenden Faktoren für einen erfolgreichen Einsatz sind:
- Überprüfung des Al₂O₃-Gehalts aus der jeweiligen Produktionscharge – nicht aus allgemeinen Qualitätsspezifikationen.
- Die richtige Wahl der Ballgröße basierend auf der Partikelgröße des Ausgangsmaterials und der angestrebten Feinheit, nicht auf Konventionen oder Gewohnheiten.
- Betriebsbedingungen der Mühle unter Berücksichtigung der mechanischen Grenzen von 92%-Aluminiumoxid (Drehzahl, Kugeldurchmesser, Auskleidungsart).
- Dokumentation des Verschleißes an ein standardisiertes Testprotokoll gebunden, damit Vergleiche zwischen Anbietern aussagekräftig sind.
- Lagerverfügbarkeit mit lückenloser Rückverfolgbarkeit damit dringende operative Anforderungen ohne Qualitätseinbußen erfüllt werden können.
Bei AdTech bieten wir technische Ressourcen und Unterstützung bei der Beschaffung von Schleifkörpern aus Aluminiumoxid für verschiedene Industriezweige. Die Informationen in diesem Artikel basieren auf praktischen Anwendungserfahrungen aus der Keramik-, Mineral-, Chemie- und Elektronikindustrie sowie auf Daten renommierter Forschungseinrichtungen und Normungsgremien. Unser Ziel ist es stets, Ingenieuren und Einkäufern dabei zu helfen, Entscheidungen auf der Grundlage verifizierter Leistungsdaten statt auf der Grundlage von Marketingaussagen zu treffen.
