Alumina ceramic balls are used across more than a dozen distinct industrial applications — including catalyst bed support, grinding media, tower packing, heat storage, water filtration, and semiconductor processing — because their unique combination of chemical inertness, mechanical strength, high-temperature stability, and wear resistance makes them suitable where virtually no other material category performs reliably across all these conditions simultaneously. The direct answer is that alumina ceramic balls serve as the structural backbone of processes where contamination, chemical attack, mechanical failure, or thermal breakdown of a support or grinding medium would compromise the entire operation. At AdTech, we manufacture and supply alumina ceramic balls to customers across refinery, chemical, ceramic, and environmental industries, and the application range we encounter continues to expand as engineers recognize the performance ceiling of alternative materials in demanding service environments.
If your project requires the use of Alumina Ceramic Ball, you can contact us for a free quote.
What Are Alumina Ceramic Balls and Why Are They So Widely Used?
Alumina ceramic balls are spherical components manufactured from aluminum oxide (Al₂O₃) at purity levels ranging from 92% to 99.9%, sintered at temperatures between 1,400°C and 1,750°C to produce a dense, hard, chemically stable material. The finished product combines properties that are difficult to achieve simultaneously in metals, polymers, or lower-grade ceramics: extreme hardness (Mohs 9), low density relative to steel, chemical resistance to most acids and alkalis, thermal stability to temperatures exceeding 1,600°C, and electrical insulation capability.
These properties do not exist in isolation from each other — they emerge together from the crystalline alpha-alumina microstructure that forms during high-temperature sintering. This is why alumina ceramic balls appear in applications that seem unrelated on the surface: a refinery reactor catalyst support and a pigment grinding mill share the need for a chemically inert, dimensionally stable, mechanically strong spherical media, and alumina ceramic balls satisfy both requirements from the same material platform.
The global market for alumina ceramic balls spans petroleum refining, specialty chemical production, ceramic and pigment manufacturing, water treatment, semiconductor fabrication, pharmaceutical processing, and food production. Each application sector places different emphasis on the material’s properties, which is why the product exists in multiple grades and configurations rather than as a single universal specification.
We have observed through years of customer engagement that the most common reason engineers specify alumina ceramic balls — rather than the cheaper alternatives they might have started with — is that a less capable media failed and the failure cost significantly more than the upgrade would have. Understanding the applications and what drives performance in each one helps avoid that sequence entirely.
Core Properties That Drive Alumina Ceramic Ball Applications
| Property | Typical Value (95% Grade) | Why It Matters in Applications |
|---|---|---|
| Al₂O₃ content | 95% minimum | Higher purity = better chemical resistance and thermal stability |
| Vickers hardness | 1,400–1,600 HV | Wear resistance in grinding; mechanical durability in support |
| Bulk density | 3.55–3.70 g/cm³ | Affects bed weight, grinding efficiency, media behavior |
| Water absorption | Below 0.3% | Low porosity means no process fluid infiltration |
| Compressive strength | 3,500–5,500 N (25mm ball) | Structural integrity under bed loading and pressure |
| Max service temperature | 1,650°C | Thermal stability in high-temperature reactor and kiln applications |
| Acid resistance | Above 99.7% | Survival in corrosive chemical processing environments |
| Thermal conductivity | 25–30 W/(m·K) | Heat transfer in thermal storage and heat exchange applications |
What Is Alumina Ceramic Ball Used for in Catalyst Bed Support Applications?
Catalyst bed support is arguably the most critical and technically demanding application category for inert alumina ceramic balls. In fixed-bed chemical reactors — which process billions of tons of petroleum products, fertilizers, specialty chemicals, and industrial gases annually — the catalyst is the heart of the process, but it cannot function without a properly designed support structure beneath and around it.
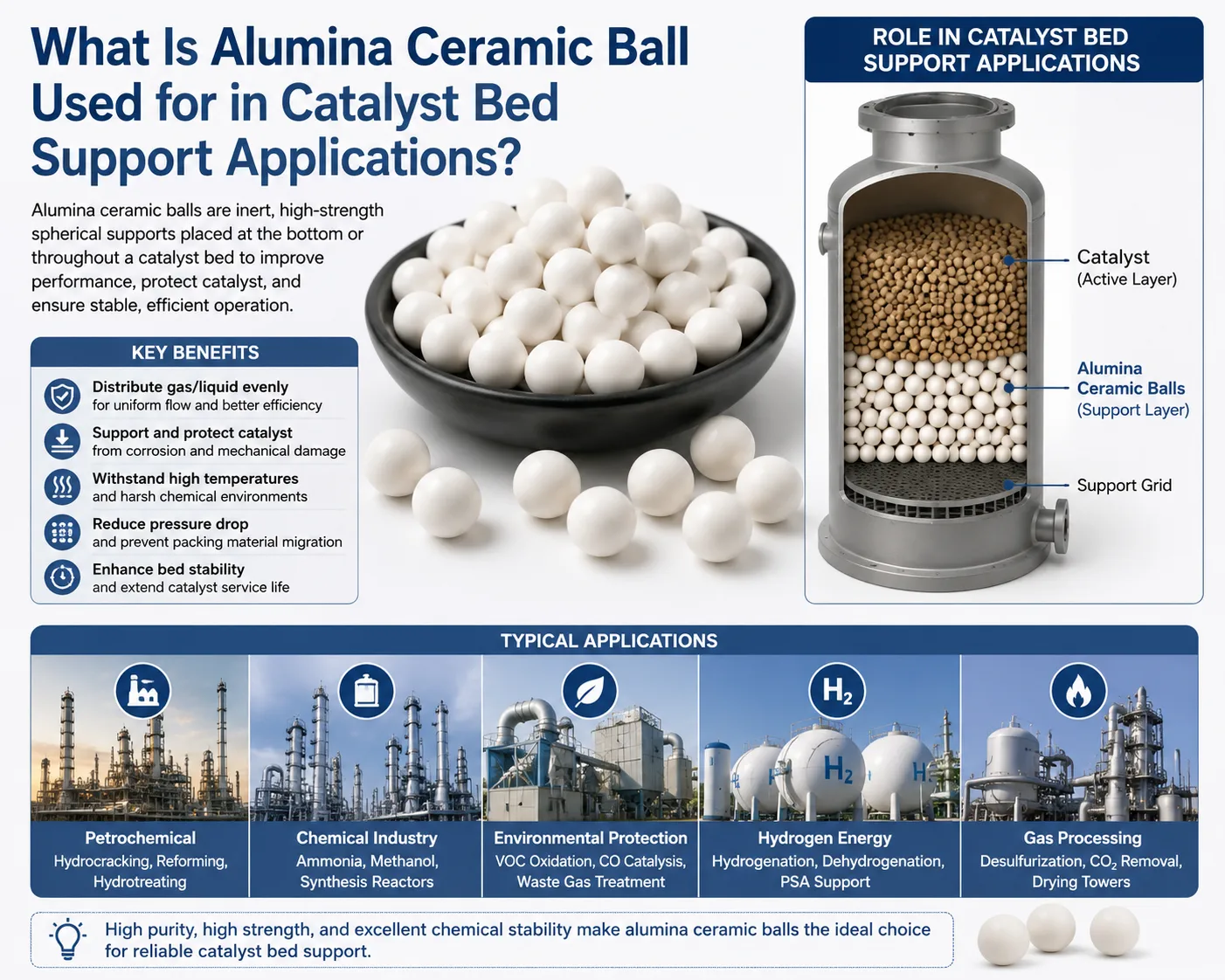
How Catalyst Support Layers Work in Fixed-Bed Reactors
A fixed-bed reactor contains layers of catalyst pellets or extrudates packed between support and hold-down media. The catalyst occupies the central active volume, but inert alumina ceramic balls serve at multiple positions within the reactor system:
Bottom support layers: Large-diameter alumina balls (38–75mm) at the reactor base carry the full weight of the catalyst bed above. They must maintain structural integrity under this mechanical loading while allowing process fluids or gases to drain freely downward. The compressive strength requirement at this position is the most demanding in the reactor.
Grading transition layers: Between the coarse bottom support and the catalyst bed, graduated layers of progressively smaller balls (25mm, 13mm, 6mm) create a smooth transition. This grading serves two functions: it prevents catalyst pellets from falling into the coarse support layer where they would be lost to recovery, and it distributes the incoming feed stream uniformly across the full cross-sectional area of the catalyst bed before it contacts the active catalyst.
Top hold-down layers: Above the catalyst bed, inert alumina balls provide a hold-down layer that prevents catalyst fluidization and entrainment when upward gas flows or pressure fluctuations occur during operation or startup/shutdown.
Scale trap function: The upper alumina ball layers catch large particulate contaminants in the incoming feed before they reach the catalyst surface. A contaminated feed stream can deposit heavy metals, coke, or other foulants on the catalyst, reducing its activity. Alumina balls in the top layers intercept and accumulate these contaminants, protecting the catalyst bed below and allowing targeted top-layer replacement rather than full bed change-out.
Specific Reactor Applications Requiring Alumina Ball Support
Hydrotreaters and Hydrodesulfurization Units: These petroleum refinery units remove sulfur and nitrogen from crude oil fractions at temperatures of 300–400°C and pressures of 30–100 bar. Alumina ball support layers must withstand continuous exposure to hydrogen, hydrogen sulfide (H₂S), and hydrocarbon streams under these conditions. The 92% or 95% alumina grade is typically specified here.
Catalytic Reformers: Reforming units upgrade naphtha to high-octane gasoline components using platinum or platinum-rhenium catalysts at 450–530°C. The precious metal catalyst in reformers is expensive enough that support layer design — which directly affects how evenly feed contacts the catalyst — has measurable economic impact. Tight-tolerance alumina balls that create uniform bed voidage are specified for this reason.
Ammonia Synthesis Reactors: The Haber-Bosch process operates at 400–500°C and 150–300 bar. The iron-based catalyst in these reactors is sensitive to physical disruption, making the mechanical integrity of the support layer critical. 95% grade alumina balls with high compressive strength are the standard specification.
Steam Methane Reformers: Hydrogen production through steam reforming operates at temperatures of 700–950°C with steam and hydrocarbon feeds. This is among the most thermally demanding catalyst support applications, and the silica content in 92% grade alumina can be attacked by high-temperature steam, creating a degradation pathway that 99% grade alumina avoids.
| Reactor Type | Al₂O₃ Grade | Size Range | Operating Temp | Key Chemical Exposure |
|---|---|---|---|---|
| Hydrotreater | 92–95% | 13–75mm | 300–400°C | H₂, H₂S, hydrocarbons |
| Catalytic reformer | 95% | 6–50mm | 450–530°C | H₂, light hydrocarbons |
| Ammonia synthesis | 95–99% | 25–75mm | 400–500°C | N₂, H₂, NH₃ |
| Steam reformer | 99% | 13–50mm | 700–950°C | Steam, CH₄, H₂ |
| Methanol synthesis | 95% | 13–50mm | 250–300°C | CO, H₂, methanol |
| Fischer-Tropsch | 95% | 13–50mm | 200–350°C | CO, H₂, hydrocarbons |
Why Alumina Balls Outperform Alternative Catalyst Support Materials
Alternatives to alumina ceramic balls in catalyst support include silica ceramic balls, porcelain balls, and stoneware balls. Each has lower Al₂O₃ content and correspondingly lower performance in chemical resistance and temperature stability. In mild applications these alternatives work adequately. In the hydroprocessing, reforming, and ammonia synthesis applications described above, the degradation of lower-grade materials — through acid attack, steam attack on silica phases, or thermal shock cracking — creates fines that migrate into and foul the catalyst bed, causing pressure drop increases and unplanned shutdowns. The cost of a planned ball change-out is a fraction of the cost of an unplanned reactor shutdown caused by support media degradation.
How Are Alumina Ceramic Balls Used as Grinding Media in Industrial Milling?
Grinding media represent a fundamentally different application category from catalyst support — here the mechanical interaction between balls and the material being processed is the entire point, rather than something to be minimized. Alumina ceramic balls used as grinding media transfer their wear resistance, hardness, and chemical inertness into precision particle size reduction across dozens of product categories.
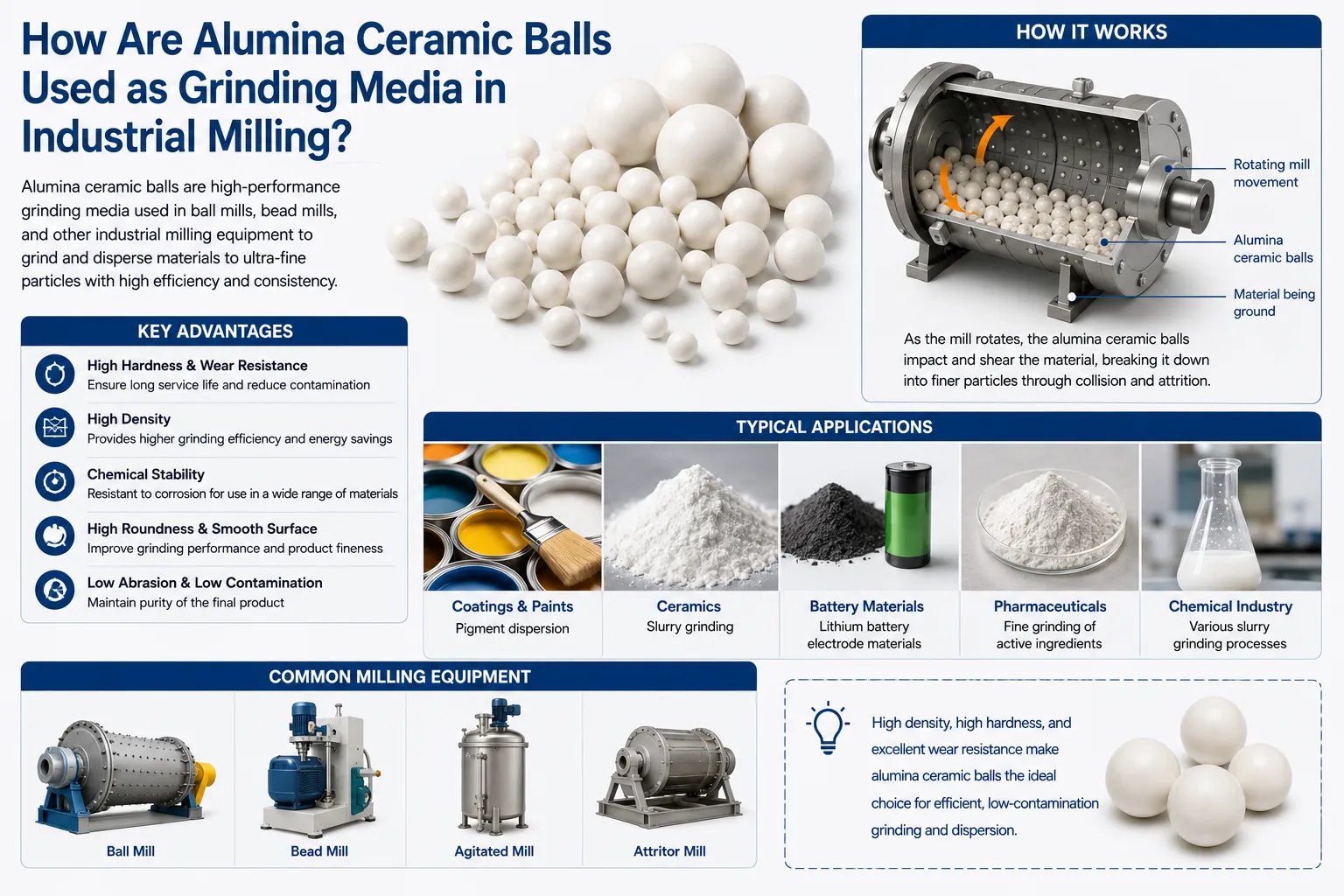
The Grinding Mechanism and Why Alumina Works
In a ball mill, the rotating cylinder causes the ball charge to cascade — balls are carried upward on the rising side and fall in a parabolic trajectory onto the material bed below. Grinding occurs through impact (large balls falling on material), attrition (balls rolling against each other and against material between them), and compression (material compressed between contacting balls). Effective grinding media must be harder than the material being ground, dense enough to deliver adequate impact energy, and resistant to chemical attack from the slurry environment.
Alumina ceramic grinding balls satisfy all three requirements across a wider range of applications than any common alternative. Their hardness of 9 on the Mohs scale exceeds most minerals, pigments, and ceramic raw materials processed in ball mills. Their density (3.4–3.9 g/cm³) is lower than steel (7.8 g/cm³) but still high enough to deliver effective impact energy. Their chemical inertness means they contribute essentially no contamination to the ground product — a critical requirement when product purity is a specification requirement.
Industries Where Alumina Grinding Balls Are Standard Specification
Ceramic Raw Material Processing: Alumina balls are the standard grinding media for milling kaolin, feldspar, quartz, alumina itself, and other ceramic raw materials. The key requirement here is that the grinding media not contaminate the product with iron or other impurities that would affect fired ceramic color and properties. Steel media introduces iron contamination that causes discoloration in white and light-colored ceramics. Alumina media contributes only Al₂O₃, which is already a component of most ceramic formulations.
Pigment and Paint Manufacturing: Titanium dioxide (TiO₂), iron oxide pigments, and specialty organic pigments require fine particle size reduction to achieve target color strength and opacity. Alumina balls provide contamination-free milling that preserves pigment purity. The smooth, dense surface of high-quality alumina balls also minimizes media wear contribution to the ground product.
Pharmaceutical Manufacturing: Active pharmaceutical ingredients (APIs) and excipients require milling to precise particle size distributions with zero tolerance for metallic contamination. High-purity alumina grinding balls (99% grade) are used in pharmaceutical ball mills where the absence of iron, heavy metals, and other contaminants is a regulatory requirement.
Electronic Materials Processing: Battery cathode materials, electronic-grade alumina, piezoelectric ceramics, and other electronic materials require ultra-fine milling with stringent contamination control. Zirconia balls are sometimes preferred for the finest particle size requirements, but high-purity alumina balls serve many electronic materials applications at lower cost.
Food Industry Applications: Spices, starches, food colorings, and nutritional ingredients processed in ball mills benefit from alumina grinding media that meets food-contact safety requirements. The chemical inertness of alumina and the absence of hazardous extractable substances make certified-grade alumina balls suitable for food processing applications.
Alumina Grinding Ball Performance Specifications
| Property | High-Alumina Grinding Ball (92%) | High-Alumina Grinding Ball (95%) | Impact on Grinding |
|---|---|---|---|
| Mohs hardness | 9 | 9 | Abrasion resistance |
| Density (g/cm³) | 3.40–3.55 | 3.55–3.70 | Impact energy per ball |
| Wear rate (g/kg material) | 1.5–3.0 | 0.8–1.8 | Product contamination level |
| Sphericity | Above 0.95 | Above 0.97 | Flow characteristics, efficiency |
| Surface roughness (Ra, μm) | 0.4–0.8 | 0.2–0.5 | Attrition efficiency |
Selecting Alumina Ball Size for Grinding Applications
The relationship between feed particle size, target product size, and grinding ball diameter follows established mill optimization principles. Larger balls provide higher impact energy suitable for coarse feed and hard materials. Smaller balls provide greater surface area contact and attrition grinding suited for fine particle size targets.
General sizing guidelines:
- Feed particle size above 10mm: use 50–75mm grinding balls.
- Feed particle size 1–10mm: use 25–50mm grinding balls.
- Feed particle size 0.1–1mm: use 10–25mm grinding balls.
- Target product below 10 micron: use 3–10mm grinding balls, potentially in combination with smaller zirconia media.
What Role Do Alumina Ceramic Balls Play in Tower Packing and Chemical Processing?
Tower packing in distillation, absorption, stripping, and reaction columns is a major application category that most non-specialists are unfamiliar with but that represents substantial installed volume of alumina ceramic balls in chemical plants worldwide.
How Tower Packing Works
Packed towers use random or structured packing materials to create a large surface area for gas-liquid contact within a compact column diameter. Liquids flow downward through the packing under gravity while gases rise upward, creating intimate countercurrent contact that drives mass transfer for absorption, stripping, or reaction.
Inert alumina ceramic balls are used as tower packing in applications where the chemical environment is too aggressive for polymer or metal packing options. Their combination of acid resistance, alkali resistance, and thermal stability covers the full range of chemical processing environments where tower packing is required.
Chemical Plant Tower Applications
Sulfuric Acid Production: The contact process for sulfuric acid manufacturing passes SO₃-bearing gas streams through drying towers (with concentrated H₂SO₄ as the liquid phase) and absorption towers. The combination of hot concentrated sulfuric acid and SO₃ destroys polymer packing and attacks many metals. Alumina ceramic balls at 95% or 99% grade provide reliable service life measured in years rather than months.
Nitric Acid Absorption Towers: NOₓ gas streams are absorbed into water to form nitric acid. The oxidizing environment created by NO, NO₂, and concentrated nitric acid demands ceramic packing. Alumina balls provide chemical resistance across the concentration and temperature range encountered in nitric acid towers.
Chlor-Alkali and Chlorine Processing: Wet chlorine gas and hydrochloric acid streams in chlor-alkali production require packing materials resistant to both oxidizing and reducing conditions with chlorine-containing species. Alumina balls perform reliably where many alternatives fail.
Scrubbing Systems: Industrial gas scrubbing systems for removing acid gases (HCl, SO₂, H₂S, HF) from exhaust streams use packed towers where the absorbent liquid circulates over packing. Alumina ball packing in scrubbers provides multi-year service life in these corrosive environments.
| Tower Application | Chemical Environment | Minimum Grade | Ball Size | Service Life Expectation |
|---|---|---|---|---|
| H₂SO₄ drying/absorption | Concentrated H₂SO₄, SO₃ | 95–99% | 13–50mm | 5–10 years |
| HNO₃ absorption | Dilute-concentrated HNO₃ | 95% | 13–38mm | 5–8 years |
| HCl scrubbing | HCl gas, dilute acid | 92–95% | 13–38mm | 5–10 years |
| Ammonia absorption | NH₃, dilute acid | 92% | 13–25mm | 8+ years |
| NaOH scrubbing | Dilute caustic | 92% | 13–25mm | 8+ years |
| Organic solvent stripping | Organic solvents | 92% | 13–38mm | 8+ years |
How Do Alumina Ceramic Balls Function in Heat Storage and Thermal Applications?
The use of alumina ceramic balls as heat storage and heat exchange media is less widely discussed than their chemical processing applications but represents a growing and technically important application category, particularly in energy recovery and industrial heating systems.
Regenerative Thermal Oxidizers (RTOs)
Regenerative Thermal Oxidizers destroy volatile organic compounds (VOCs) from industrial exhaust streams by combusting them at high temperature (800–1,000°C). The energy recovery system uses packed beds of ceramic heat storage media that alternately absorb heat from the hot outgoing exhaust and transfer that heat to the incoming cold exhaust stream, achieving thermal efficiency above 95% in well-designed systems.
Alumina ceramic balls are the dominant heat storage media in RTO systems because of their combination of:
- High thermal mass (specific heat capacity of approximately 0.88 J/g·K).
- Excellent thermal shock resistance to handle rapid temperature cycling.
- High-temperature stability to 1,600°C+ (well above the 800–1,000°C operating range).
- Mechanical durability to withstand years of thermal cycling without fragmentation.
- Chemical inertness to process exhaust streams that may contain acid gases, solvents, and particulates.
A typical RTO installation cycles its ceramic bed through heating and cooling sequences hundreds of thousands of times over its service life. The thermal shock resistance and dimensional stability of the ceramic balls over this cycling determines the system’s operational life between media replacement.
Hot Blast Stove and Steel Industry Applications
In blast furnace ironmaking, hot blast stoves use ceramic checkerwork or packed beds to heat air to 1,000–1,300°C before it is blown into the blast furnace. Alumina ceramic balls in this application face the most demanding thermal conditions of any application category — very high temperatures combined with the mechanical stresses of large bed weight and thermal expansion cycling.
Solar Thermal Energy Storage
Concentrated solar power (CSP) systems require thermal energy storage to generate electricity after sunset or during cloudy periods. Research and pilot-scale systems use packed beds of alumina ceramic balls as sensible heat storage media, heated by the concentrated solar heat transfer fluid. The high operating temperature capability of alumina (allowing storage at 600–800°C), combined with its low cost relative to molten salt alternatives at equivalent storage density, makes it an attractive candidate for next-generation CSP storage.
Thermal Property Comparison for Heat Storage Applications
| Property | Alumina Ceramic Ball | Silica Ceramic | Mullite Ceramic | Cordierite |
|---|---|---|---|---|
| Specific heat (J/g·K) | 0.88 | 0.73 | 0.84 | 1.05 |
| Thermal conductivity (W/m·K) | 25–30 | 1.5–2.0 | 5–6 | 2–3 |
| Max temp (°C) | 1,650–1,800 | 1,200 | 1,400 | 1,200 |
| Thermal shock resistance | Good-Excellent | Moderate | Good | Excellent |
| Bulk density (kg/m³) | 1,700–2,200 | 900–1,100 | 1,300–1,600 | 800–1,000 |
| Cost relative | Moderate | Low | Moderate | Moderate |
What Are the Water Treatment and Environmental Filtration Uses of Alumina Balls?
Water treatment and environmental applications represent a growing market for alumina ceramic balls, driven by tightening water quality regulations worldwide and the expansion of industrial water reuse programs.
Multi-Media Filtration Support Layers
In municipal and industrial water treatment, multi-media filters use layers of different filtration materials — typically anthracite, sand, and garnet — supported on a gravel or ceramic ball underdrain layer. Alumina ceramic balls at 6–25mm diameter provide a stable, non-degrading support layer that:
- Maintains its structural integrity through years of filtration cycles including backwashing.
- Contributes no extractable contaminants to the treated water.
- Supports the weight of overlying filter media without compaction or migration.
- Provides a well-defined permeable structure for uniform underdrain flow collection.
The chemical inertness of alumina balls is particularly valuable in industrial water treatment where the water chemistry may include pH extremes, oxidizing agents, or aggressive industrial contaminants that would degrade less stable media.
Ion Exchange and Adsorbent Bed Support
Ion exchange resin beds in water softening, demineralization, and specialty ion removal systems (nitrate removal, heavy metal removal) use support layers to prevent resin bead migration through the underdrain system. Alumina ceramic balls at 3–13mm diameter serve as this support layer, remaining chemically inert to the regeneration chemicals (acid, caustic, brine) used to restore ion exchange capacity.
Activated Alumina Balls for Fluoride and Arsenic Removal
This application is distinct from inert alumina balls — activated alumina balls are specifically engineered with high surface area and controlled surface chemistry to adsorb fluoride and arsenic from drinking water. However, the same ball mills and sintering equipment produce both product types, and the distinction matters for procurement: activated alumina balls for water treatment are porous, reactive, and have a finite adsorption capacity requiring periodic regeneration, while inert alumina balls simply provide structural support.
Activated alumina water treatment applications:
- Fluoride removal from drinking water (common in areas with natural fluoride contamination).
- Arsenic removal in groundwater treatment.
- Trace contaminant removal in industrial process water polishing.
How Are High-Purity Alumina Balls Used in Electronics and Semiconductor Manufacturing?
The semiconductor and electronics industries represent the most demanding application environment for alumina ceramic balls in terms of chemical purity requirements, dimensional precision, and documentation standards.
Semiconductor Processing Chamber Components
In semiconductor wafer fabrication, process chambers must be constructed from materials that do not contaminate wafers with trace metallic impurities. High-purity alumina (99.5%+ grade) components including balls, tubes, and substrates are used in chemical vapor deposition (CVD), etching, and diffusion furnace applications where the material must withstand plasma environments, corrosive process gases, and temperatures above 1,000°C without releasing contaminants.
Electronic Ceramic Raw Material Processing
Alumina grinding balls are used extensively in processing the raw materials for electronic ceramics — including:
- Piezoelectric ceramics (PZT) for sensors and actuators.
- Ferrite ceramics for transformers and inductors.
- MLCC (multi-layer ceramic capacitor) dielectric materials.
- Aluminum nitride (AlN) ceramics for thermal management.
Each of these materials requires contamination-free milling to achieve the particle size distribution and phase purity that electronic performance specifications demand.
Battery Manufacturing Applications
Lithium-ion battery cathode materials (LiCoO₂, NMC, LFP) require careful milling to achieve target particle size and morphology. Alumina ceramic grinding balls provide contamination-free milling, though the industry is increasingly evaluating the tolerance for Al₂O₃ contamination in different battery chemistries. For some cathode materials, zirconia grinding media is preferred, but alumina grinding balls remain widely used in anode material (graphite) processing and in electrolyte powder preparation.
What Specialty and Emerging Applications Use Alumina Ceramic Balls?
Beyond the established applications above, alumina ceramic balls serve in several specialty and growing application areas that are worth noting both for technical interest and procurement planning.
Ballistic and Armor Applications
High-density alumina ceramic balls and plates are used in body armor and vehicle armor systems. The extreme hardness of alumina causes projectiles to break up on impact, dissipating kinetic energy before it reaches the backing material. While most armor applications use pressed tiles or plates rather than balls, the ballistic performance of alumina ceramic reflects the same hardness and fracture toughness properties that matter in industrial applications.
Precision Bearing Applications
Ultra-precision alumina ceramic balls with extremely tight diameter tolerances (below ±0.001mm) and superfinished surfaces are used as bearing elements in high-speed, high-temperature, or corrosive environments where steel bearings would fail. Applications include dental drill bearings, textile machinery bearings operating in wet chemical environments, and food processing equipment where bearing lubrication contamination is unacceptable.
Laboratory and Research Applications
Laboratory-scale ball mills use small-diameter alumina ceramic balls (3–10mm) for research-scale material processing. The same contamination-free processing advantages that matter in production-scale applications are critical in research, where precise control of material composition is essential for valid experimental results.
Pharmaceutical Tablet Coating Support
Perforated pan coating systems used in pharmaceutical tablet film coating use alumina ceramic balls as inert fill material in some configurations to improve tablet movement and coating uniformity. The balls must be certified food/pharma safe and free of any substances that could transfer to the tablets.
How Do Different Alumina Content Grades Match to Specific Applications?
The selection of alumina content grade — 92%, 95%, or 99% — is the most consequential technical decision in alumina ceramic ball specification. This decision affects not just product cost but service life, process reliability, and total cost of ownership.
92% Alumina Grade Applications
The 92% grade is the cost-performance baseline. The 7–8% non-alumina content consists primarily of silica and other flux materials that lower the sintering temperature and reduce raw material cost. This grade is appropriate when:
- Operating temperature stays below 900°C.
- Chemical exposure is to moderate rather than concentrated acids.
- No steam exposure at elevated temperatures (steam attacks silica phases).
- Budget constraints make premium grades impractical for the scale of application.
Best applications: general catalyst support in moderate-severity refinery units, water treatment media support, general chemical processing tower packing with non-concentrated chemicals, grinding of non-critical materials.
95% Alumina Grade Applications
The 95% grade represents the practical performance sweet spot for most demanding industrial applications. The reduced silica content compared to 92% grade meaningfully improves acid resistance (above 99.7% vs 99.6%), raises maximum service temperature, and increases compressive strength. The cost premium of 20–40% over 92% grade is justified whenever the application conditions approach the limits of 92% grade performance.
Best applications: petroleum refinery catalyst support in hydrotreaters and reformers, sulfuric acid plant tower packing, ammonia synthesis support, pigment grinding, most electronic ceramic material processing.
99% Alumina Grade Applications
The 99% grade eliminates essentially all silica and other non-alumina phases, producing a material with near-theoretical aluminum oxide properties. The performance improvements over 95% grade are most pronounced in conditions where silica phases are specifically attacked — concentrated acid environments and high-temperature steam service.
Best applications: steam methane reforming support, concentrated sulfuric acid service, pharmaceutical and food grinding requiring maximum purity certification, semiconductor processing chamber components, laboratory applications requiring highest chemical purity.
Grade-to-Application Mapping
| Application Category | Typical Grade | Primary Reason for Grade Selection |
|---|---|---|
| Water filtration support | 92% | Mild conditions, cost-sensitive |
| General chemical tower packing | 92–95% | Balance of cost and chemical resistance |
| Refinery hydrotreater support | 92–95% | Moderate temperature, H₂S exposure |
| Ceramic raw material grinding | 92–95% | Contamination tolerance allows |
| Pigment grinding (white/light colors) | 95% | Iron contamination control critical |
| Sulfuric acid plant packing | 95–99% | Concentrated acid resistance required |
| Steam reformer support | 99% | High-temp steam attacks silica phases |
| Pharmaceutical grinding | 99% | Regulatory purity requirement |
| Electronic ceramic processing | 95–99% | Contamination specification driven |
| RTO heat storage | 92–95% | Thermal cycling performance critical |
How Do You Select the Right Alumina Ceramic Ball Size and Grade for Your Application?
Application-specific selection of alumina ceramic ball size and grade requires systematic evaluation of the operating conditions, performance requirements, and economic constraints of the specific use case.
Size Selection Principles by Application Type
Catalyst bed support: Use graduated layers with the coarsest balls (38–75mm) at the reactor base and progressively smaller sizes (25mm, 13mm, 6mm) transitioning upward to the catalyst bed. Each transition layer should use a 2:1 to 3:1 diameter ratio to prevent the finer balls from migrating through the voids of the coarser layer below.
Tower packing: Ball diameter should not exceed 1/8 of the column diameter to prevent severe wall channeling. For a 300mm column, maximum ball diameter is approximately 35–37mm. Smaller balls provide more surface area per unit volume but increase pressure drop — optimize based on the specific mass transfer and pressure drop requirements of the column design.
Grinding media: Feed particle size relative to target product size determines the primary size selection. Use the largest balls that can be practically loaded in the mill for hard, coarse feeds. Use smaller balls for fine particle size targets. Many production mills use a graded charge (mixture of sizes) to optimize both impact grinding and attrition grinding simultaneously.
Heat storage (RTO): Ball size affects both heat transfer and pressure drop in the ceramic bed. Larger balls (25–50mm) have lower pressure drop but slower heat transfer response. Smaller balls (13–25mm) improve heat transfer efficiency at the cost of higher pressure drop and fan energy consumption. Most RTO designs use 13–25mm balls as the standard compromise.
Systematic Application Evaluation Framework
Before specifying alumina ceramic balls for any new application, work through these questions:
- What is the maximum operating temperature? (Determines minimum grade — 92% below 900°C, 95% to 1,200°C, 99% above 1,200°C or in steam service).
- What chemicals contact the balls? (Concentrated acid or high-temperature steam requires 95% or 99%; general chemistry allows 92%).
- What mechanical loading is applied? (Deep beds and high-pressure service require verified compressive strength data).
- What contamination level is acceptable in the product or process? (Food, pharma, electronic applications require 99% with full purity documentation).
- What size constraints apply? (Column diameter, vessel geometry, or equipment inlet size limits maximum ball diameter).
- What is the expected service life requirement? (Higher-grade balls cost more initially but may reduce replacement frequency enough to lower total cost).
- What quality documentation is required? (Regulated industries require specific certificates and test data).
Common Application Misspecification Mistakes
| Mistake | Consequence | Correction |
|---|---|---|
| Using 92% grade in concentrated acid service | Premature ball degradation, fines generation, process contamination | Upgrade to 95% or 99% grade |
| Using oversized balls in narrow columns | Wall channeling, reduced process efficiency | Apply 1/8 column diameter rule |
| Mixing different size balls in catalyst support layers | Catalyst fines migration, uneven flow distribution | Maintain strict size separation per layer |
| Specifying without moisture content verification | Cracking from steam generation during thermal startup | Require below 0.3% water absorption spec |
| Under-specifying compressive strength | Ball breakage under bed weight, fines accumulation | Calculate actual bed loading force, specify accordingly |
FAQs About What Alumina Ceramic Balls Are Used For
Q1: What are the main uses of alumina ceramic balls in industry?
Alumina ceramic balls serve six primary industrial functions: catalyst bed support in petroleum refinery and chemical reactors; grinding media in ball mills processing ceramics, pigments, pharmaceuticals, and electronic materials; tower packing in acid, caustic, and chemical absorption columns; heat storage media in regenerative thermal oxidizers and industrial heating systems; filtration support layers in water treatment and gas processing; and specialty component materials in semiconductor processing and high-purity manufacturing. The specific alumina content grade (92%, 95%, or 99%) selected depends on which application’s chemical and thermal demands must be met.
Q2: What is the difference between inert alumina balls and activated alumina balls?
Inert alumina ceramic balls are dense, low-porosity spheres (water absorption below 0.5%) designed to remain chemically passive in their application environment. They provide structural support, physical packing, or grinding function without participating in chemical reactions. Activated alumina balls are intentionally porous (surface area 200–400 m²/g) and are designed to adsorb moisture, fluoride, arsenic, or other species from gas or liquid streams. They are reactive and have a finite capacity requiring regeneration or replacement. The two products look similar but serve fundamentally different purposes and are not interchangeable.
Q3: Can alumina ceramic balls be used as grinding media in a ball mill?
Yes. Alumina ceramic grinding balls are among the most widely used grinding media in ball mills processing ceramics, pigments, pharmaceuticals, food ingredients, and electronic materials. Their hardness (Mohs 9), moderate density (3.4–3.9 g/cm³), and chemical inertness make them effective at particle size reduction without introducing metallic contamination into the product. They are the preferred alternative to steel grinding media whenever product purity or contamination-free processing is required.
Q4: What temperature can alumina ceramic balls withstand?
The maximum service temperature depends on alumina content grade. The 92% grade alumina balls are rated to approximately 1,600°C. The 95% grade extends to approximately 1,650°C. The 99% grade handles temperatures above 1,700°C. In practical industrial applications, most catalyst support and tower packing uses occur below 1,000°C, while heat storage applications in RTOs and steam reformers push to 1,000–1,200°C. The limiting factor in high-temperature service is often thermal shock resistance — the ability to withstand rapid temperature changes without cracking — rather than the absolute temperature limit.
Q5: Are alumina ceramic balls resistant to acids and alkalis?
Alumina ceramic balls have excellent acid resistance — typically above 99.6% (meaning less than 0.4% weight loss) for 92% grade and above 99.9% for 99% grade in standard acid resistance testing with sulfuric or hydrochloric acid. Their alkali resistance is slightly lower, typically above 98.5% for 92% grade and above 99.5% for 99% grade in caustic soda resistance testing. The main chemical attack vulnerability is hydrofluoric acid (HF), which dissolves alumina oxide. No alumina grade is suitable for HF service.
Q6: How long do alumina ceramic balls last in service?
Service life varies significantly by application and operating severity. In mild chemical processing applications (ambient temperature, non-concentrated chemicals), well-manufactured 95% grade alumina balls typically last 5–10 years or more. In demanding applications such as sulfuric acid service, reformer catalyst support, or RTO heat storage with aggressive thermal cycling, service life of 3–7 years is typical. The primary degradation mechanisms are chemical attack (progressive dissolution in aggressive environments) and thermal shock fatigue (microcrack accumulation from temperature cycling). Regular shutdown inspections — compressive strength testing on extracted samples — provide the most reliable indicator of remaining service life.
Q7: What size alumina ceramic balls should I use for catalyst bed support?
Catalyst support bed sizing follows a graduated layer principle. The bottom of the reactor uses the largest balls (typically 38–75mm) that provide structural support and free drainage. Moving upward, progressively smaller layers (25mm, 13mm, 6mm) create a transition zone between coarse support and fine catalyst. Each size transition uses approximately 2:1 to 3:1 diameter ratio between adjacent layers to prevent ball migration between layers. Above the catalyst bed, hold-down layers use 6–25mm balls depending on the reactor design. The specific sizes and layer depths are determined by the reactor engineer based on feed flow rate, catalyst particle size, and pressure drop specifications.
Q8: Why are alumina ceramic balls used instead of steel balls in some applications?
Steel balls are appropriate for applications where metal contamination in the product is acceptable (such as mining ore grinding) and where the aggressive chemical environments of many processing applications are not present. Alumina ceramic balls are specified instead of steel when: the product requires contamination-free processing (ceramics, pharmaceuticals, food, electronics); the chemical environment would corrode steel (acid service, caustic service); operating temperatures exceed the safe range for steel components; or the application requires electrical insulation properties. In catalyst support applications, steel media would be attacked by hydrogen and sulfur-containing streams and would contaminate the catalyst.
Q9: What is the compressive strength of alumina ceramic balls, and why does it matter?
Compressive strength — measured as the force required to crush a single ball, typically in Newtons — matters primarily in applications where balls carry mechanical loading from bed weight, vessel pressure, or grinding impacts. For a 25mm diameter ball, typical values are 2,500–4,000 N for 92% grade and 3,500–5,500 N for 95% grade. In deep catalyst support beds (reactor height above 5 meters) or high-pressure reactors, the cumulative weight of the catalyst and support media above creates significant compressive stress on the bottom ball layers. Balls that fail this loading break down into fines that accumulate in the reactor outlet and potentially block downstream equipment. Specifying minimum compressive strength based on the actual calculated bed loading is essential for long-term reliable service.
Q10: Where can I buy alumina ceramic balls and what should I look for in a supplier?
Alumina ceramic balls are available from direct manufacturers, specialty ceramic distributors, and industrial chemical suppliers. When evaluating suppliers, the most important factors are: verified manufacturing capability (not a trading company reselling uncontrolled product), documented quality testing with certificates of analysis per batch, consistent alumina content across production batches (below 1.5% batch-to-batch variation on major components), moisture content verification below 0.3%, and technical support capability from qualified ceramic engineers. For critical applications in petroleum refining, pharmaceuticals, or semiconductor processing, factory audits and third-party laboratory verification of specifications add essential assurance. AdTech manufactures alumina ceramic balls across all standard grades and sizes with full quality documentation and technical support for application-specific specification development.
Conclusion: Understanding the Full Scope of Alumina Ceramic Ball Applications
The question “what are alumina ceramic balls used for” has a technically rich answer that spans from petroleum refinery reactors to pharmaceutical ball mills to solar energy storage systems. What ties these applications together is not superficial similarity but the shared need for a material that delivers chemical stability, mechanical reliability, and thermal performance simultaneously — properties that alumina ceramic, at its various purity grades, provides more consistently and economically than any alternative across this range of conditions.
At AdTech, we view the application knowledge of our customers as the starting point for technical support conversations, not the endpoint. When an engineer contacts us knowing only that they need “alumina balls for a chemical reactor,” we work through the operating conditions, chemical exposures, mechanical requirements, and quality documentation needs systematically to arrive at the specification that delivers the intended service life and process performance. The categories covered in this article represent the framework we use for those conversations, refined through experience with hundreds of specific applications across dozens of industries.
The right alumina ceramic ball specification for your application is determined by the actual conditions it faces, not by the most common product on the market or the lowest price in a supplier’s catalog.
