92% alümina seramik bilyalar sertlik, yoğunluk, aşınma direnci ve maliyet etkinliği arasında en uygun dengeyi sağlamak Islak ve kuru öğütme işlemlerinin çoğunda. İster silika, feldspat, kuvars, pigmentler ister ileri seramikler öğütüyor olun, 92% alümina bilyeler, 68% veya 75% alümina ortamları gibi daha düşük kaliteli alternatiflere kıyasla tutarlı bir şekilde daha düşük kontaminasyon oranları, daha uzun hizmet ömrü ve daha öngörülebilir verim sağlar.
“92” ifadesi, alüminyum oksit (Al₂O₃) içeriğini ifade eder — ağırlıkça — ve kalan ise genellikle silika (SiO₂), magnezya (MgO), kalsiyum oksit (CaO) ve tane yapısını kontrol eden sinterleme katkı maddelerinden oluşur. Bu bileşim rastgele değildir. Bu bileşim, on yıllardır süren seramik mühendisliği çalışmalarının bir sonucudur. Bu çalışmaların amacı, üretim maliyetini makul seviyede tutarken ve darbeye maruz kalan ortamlarda 99% alümina gövdelerini bazen etkileyen kırılganlık sorunlarını önlerken, mükemmel mekanik özellikler elde etmek için Al₂O₃ içeriğini yeterince yüksek seviyelere çıkarmaktır.
Projeniz için 92 Alümina Seramik Topların kullanılması gerekiyorsa, şunları yapabilirsiniz: Bize ulaşın ücretsiz fiyat teklifi için.
92% Alümina Toplarının Kimyasal Bileşimi ve Mikroyapısal Özellikleri
92 alümina seramik bilyelerin kimyasal yapısını anlamak sadece teorik bir konu değildir; bu bilgi, spesifik frezeleme ortamınızdaki performansı doğrudan belirler. Alümina içeriği sertliği ve kimyasal inertliği belirlerken, akışkan katkı maddeleri sinterleme davranışını, gözenekliliği ve tane sınırlarının bütünlüğünü etkiler.

Tipik Kimyasal Bileşim Tablosu
| Oksit Bileşeni | İçerik Kapsamı (wt%) | Seramik Gövde İçindeki İşlev |
|---|---|---|
| Al₂O₃ (Alümina) | 91.5 – 92.5% | Birincil yapısal aşama; sertlik ve aşınma direnci |
| SiO₂ (Silika) | 3.0 – 5.0% | Cam fazı oluşturucu; sinterlenebilirliği artırır |
| MgO (Magnezya) | 0.5 – 1.5% | Tahıl büyüme inhibitörü; mikro yapıyı iyileştirir |
| CaO (Kalsiyum Oksit) | 0.3 – 1.0% | Akı katkı maddesi; sıvı faz sinterlemeye yardımcı olur |
| Fe₂O₃ (Demir Oksit) | < 0,15% | Yabancı madde olarak kontrol edilir; rengi ve kontaminasyonu etkiler |
| TiO₂ (Titanyum dioksit) | < 0,3% | Bazı formülasyonlarda sinterleme yardımcı maddesi |
| Na₂O + K₂O (Alkaliler) | < 0,3% | Akı; aşırı cam fazının oluşmasını önlemek için kontrol edilir |
Uygun sinterleme işlemiyle üretilen 92% alümina bilyelerinin mikroyapısı, ortalama tane boyutları 3 ile 8 mikrometre arasında değişen ve akışkan oksitlerden oluşan ince bir camsı matris ile çevrili korindon (α-Al₂O₃) kristallerinden oluşmaktadır. Bu tane boyutu aralığı önemlidir: 10 µm'nin üzerindeki daha iri taneler mekanik gerilim altında taneler arası kırılmaya yol açma eğilimindeyken, 2 µm'nin altındaki aşırı ince taneler, orantılı bir performans artışı sağlamadan maliyeti artıran daha yüksek sinterleme sıcaklıkları gerektirebilir.
AdTech olarak, elektronik, gıda işleme ve ileri seramik sektörlerindeki müşterilerimize danışmanlık verirken Fe₂O₃ içeriğine özel önem veriyoruz. Öğütme malzemelerinden kaynaklanan demir kirliliği, beyaz pigmentlerde renk kusurlarına veya elektronik sınıf malzemelerde iyonik kirliliğe yol açabilir. Yüksek kaliteli 92% alümina bilyeler, Fe₂O₃ içeriğini 0,1%'nin altında tutar; bu, titiz bir hammadde tedarik süreci olmadan tüm tedarikçilerin garanti edemeyeceği bir durumdur.
92% alümina bilyelerin sinterleme yoğunluğu genellikle 3,60 ve 3,68 g/cm³, Bu değer, 75% alüminanın yoğunluğundan (yaklaşık 3,2 g/cm³) önemli ölçüde daha yüksektir ve 99% alüminanın 3,85–3,95 g/cm³ aralığına yaklaşmakla birlikte, bu aralığa tam olarak ulaşmamaktadır. Bu yoğunluk farkı, doğrudan değirmen verimine yansır: daha yoğun ortam, eşdeğer dönme hızında top başına daha fazla darbe enerjisi sağlar.
Temel Fiziksel ve Mekanik Özellikler: Yoğunluk, Sertlik ve Aşınma Hızı Verileri
Mühendisler ve tedarik ekipleri, öğütme malzemelerini karşılaştırmak için genellikle tek bir rakam isterler — ve aşınma oranı nihayetinde en anlamlı ölçüt olsa da, tek başına değerlendirilemez. Aşağıdaki tablo, doğrulanmış endüstriyel kaynaklardan ve kendi test kayıtlarımızdan elde edilen 92% alümina bilye için kritik özellik aralıklarını bir araya getirmektedir.
92% Alümina Seramik Bilyelerin Fiziksel ve Mekanik Özellikleri
| Mülkiyet | Tipik Değer | Test Standardı |
|---|---|---|
| Al₂O₃ İçeriği | ≥ 92% | XRF / Kimyasal Analiz |
| Yığın Yoğunluğu | 3,60 – 3,68 g/cm³ | Arşimet Yöntemi |
| Su Emme | < 0,01% | ISO 10545-3 |
| Vickers Sertliği (HV) | 1100 – 1250 HV | ISO 6507 |
| Mohs Sertliği | 9+ | Çizilme Testi |
| Basınç Dayanımı | ≥ 2500 MPa | ASTM C1424 |
| Kırılma Dayanımı (KIC) | 3,5 – 4,5 MPa·m¹/² | SEPB Yöntemi |
| Eğilme Dayanımı | 280 – 350 MPa | ISO 14704 |
| Aşınma Oranı (top-disk) | 0,01 – 0,03 g/kg·saat | Fabrika İçi Test |
| Çalışma Sıcaklık Aralığı | 1200 °C'ye kadar (kuru) | — |
| Kimyasal Direnç | Mükemmel (asit/alkali) | — |
1100–1250 HV'lik Vickers sertliği, 92% alüminayı yaygın çelik bilyelerin (genellikle 600–800 HV) önemli ölçüde üzerine ve doğal çakıl taşları veya çakmaktaşı malzemelerin çok üstüne çıkarır. Bu sertlik avantajı, seramik yüzeyin besleme malzemesinden kaynaklanan çizilme ve aşınmaya karşı dirençli olduğu anlamına gelir; işte bu nedenle, sürekli öğütme altında aşınma kaybı oranları bu kadar düşük kalır.
Çoğu tedarikçi veri sayfasında yer almayan, ancak uygulamada son derece önemli olan bir ölçüt şudur: öğütme verimlilik oranı — birim aşınma başına hedef inceliğe öğütülen ürün miktarı. Seramik ve maden işleme tesislerinde edindiğimiz deneyime göre, 92% alümina bilyeler, 75% alümina bilyelere göre 25–40% daha iyi öğütme verimliliği oranları elde eder; bu durum, esas olarak daha yüksek sertliğin bilyelerin küreselliğini daha uzun süre korumasına ve besleme partiküllerine verimli gerilim aktarımı sağlayan nokta temas geometrisini muhafaza etmesine bağlıdır.
0,011 TP3T'nin altındaki su emme değeri, 92% alümina bilyelerinin esasen kapalı gözenekli ve tamamen yoğun olduğunu doğrulamaktadır. Seramik çamuru hazırlama, boya pigmenti öğütme ve farmasötik toz işleme gibi ıslak öğütme uygulamalarında bu özellik vazgeçilmezdir. Gözenekli malzemeler proses sıvısını emer, tane sınırlarında şişer ve parçalanma nedeniyle arızalanır. Tamamen yoğun 92% alümina gövdeler bu arıza türünü tamamen önler.
92 Alümina Toplarının Üretim Süreci: Sinterleme Süreci ve Kalite Kontrolü
92% alümina seramik bilyelerin üretim süreci, birçok alıcının sandığından daha karmaşıktır ve üreticinin yaptığı süreç seçimleri, bitmiş ürünün yayınlanmış teknik özelliklere tam olarak uyup uymadığını ya da sadece bunlara yaklaşıp yaklaşmadığını doğrudan belirler.
Hammadde Hazırlığı
Üretim, kontrollü parçacık boyutu dağılımına (D50 genellikle 2–5 µm) ve saflığa sahip kalsine alümina tozu — genellikle Bayer yöntemiyle üretilmiş alümina — ile başlar. Akışkan katkı maddeleri (SiO₂, MgO, CaO) ayrı olarak önceden öğütülür veya karıştırılmadan önce doğal kil minerali öncülleri (kaolin, talk) olarak eklenir. Bu aşamada hassas tartım ve homojenleştirme çok önemlidir: akışkan içeriğindeki 0,5%'lik bir değişiklik bile sinterleme davranışını önemli ölçüde değiştirebilir.
Şekillendirme Yöntemleri
Ticari olarak iki temel şekillendirme yöntemi kullanılmaktadır:
Soğuk İzostatik Presleme (CIP): Önceden granüle edilmiş toz, kauçuk kalıplarda 100–200 MPa basınçla preslenir. Bu işlem, son derece homojen bir ham yoğunluk ve net şekle yakın topçıklar elde edilmesini sağlar. CIP gövdeleri, minimum ham işleme gerektirir ve boyutsal olarak en doğru bitmiş ürünü üretme eğilimindedir. Bu, top çapı toleransının ±0,1 mm'den daha sıkı olması gereken hassas uygulamalar için önerdiğimiz yöntemdir.
Ekstrüzyon ve Tamburlama (Granülasyon-Sinterleme): Alümina şlamından elde edilen bir hamur silindirler halinde ekstrüde edilir; bu silindirler, plastik deformasyon yoluyla küreler oluşturmak üzere dönen bir tamburda çalkalanır. Bu yöntem daha hızlı ve daha düşük maliyetlidir, ancak biraz daha az homojen küre şekli sağlar. Sıkı boyut toleransının üretim maliyetinden daha az önemli olduğu uygulamalar için uygundur.
Sinterleme
Yeşil gövdeler, sürekli silindir fırınlarda veya periyodik kesikli fırınlarda 1580 °C ile 1650 °C arası, en yüksek sıcaklıkta 2–4 saat boyunca tutulur. Pişirme sırasında, SiO₂-CaO-Al₂O₃ sisteminden bir sıvı faz oluşur; bu faz, viskoz akış ve parçacıkların yeniden düzenlenmesi yoluyla yoğunlaşmayı destekler. Korindon tane sınırları bu cam faz tarafından ıslatılır ve bu faz soğudukça taneleri birbirine bağlayan ve kırılma davranışını kontrol eden ince bir amorf film oluşturur.
Sinterleme sırasında atmosfer kontrolü önemlidir: 92% alümina için havada pişirme standart bir uygulamadır; ancak hava akışının sabit tutulması, demir oksitlerin kısmi indirgenmesine yol açabilecek ve dolayısıyla gri renklenmeye ve olası özellik değişikliklerine neden olabilecek yerel indirgenme koşullarının oluşmasını önler.
Sinterleme sonrası boyut kontrolü, Arşimet yöntemiyle yoğunluk doğrulaması ve çatlaklara yönelik gözle muayene, asgari kalite kontrol protokolünü oluşturur. Yüksek kaliteli üreticiler ayrıca aşağıdakileri de gerçekleştirir:
- Standartlaştırılmış bilyalı değirmenlerde aşınma kaybı testi için toplu numune alma.
- Basınç dayanımı için istatistiksel numune alma (topla ezme testi).
- Optik profilometri kullanılarak yuvarlaklık ölçümü.
- Al₂O₃ içeriğinin XRF ile noktasal kontrolü.
Kalite Kontrol Noktaları Tablosu
| Üretim Aşaması | Kalite Kontrol Parametresi | Kabul Kriteri |
|---|---|---|
| Hammadde Kabulü | Al₂O₃ saflığı, PSD | Al₂O₃ ≥ ,51 TP3T besleme saflığı |
| Toz Karıştırma | Homojenlik, nem | Parti genelinde CV < 2% |
| Yeşil Vücut Şekillendirme | Yeşil yoğunluk, çap | Hedefin ±0,51 TP3T'si |
| Sinterleme Öncesi Kontrol | Yüzey çatlakları, şekil | Görünür kusur yok |
| Sinterleme | En yüksek sıcaklık, bekleme süresi | ±5 °C kontrol |
| Bitmiş Ürün | Yoğunluk, aşınma kaybı, sertlik | Teknik özellik tablosuna göre |
| Paketleme | Sayma, etiketleme, nem bariyeri | Mühürlü, etiketli, kuru |
92 Alümina ile Diğer Seramik Öğütme Malzemesi Türlerinin Karşılaştırılması
Tedarik mühendislerinden en sık aldığımız sorulardan biri şudur: “75% alümina daha ucuzken, neden 92% alümina için daha fazla para ödeyelim?” Bu sorunun cevabı, birim fiyat yerine toplam sahip olma maliyetine bakılmasını gerektirir ve karşılaştırma verileri, orta ila yüksek yoğunluklu frezeleme işlemleri için tutarlı bir şekilde 92% alüminayı tercih etmektedir.
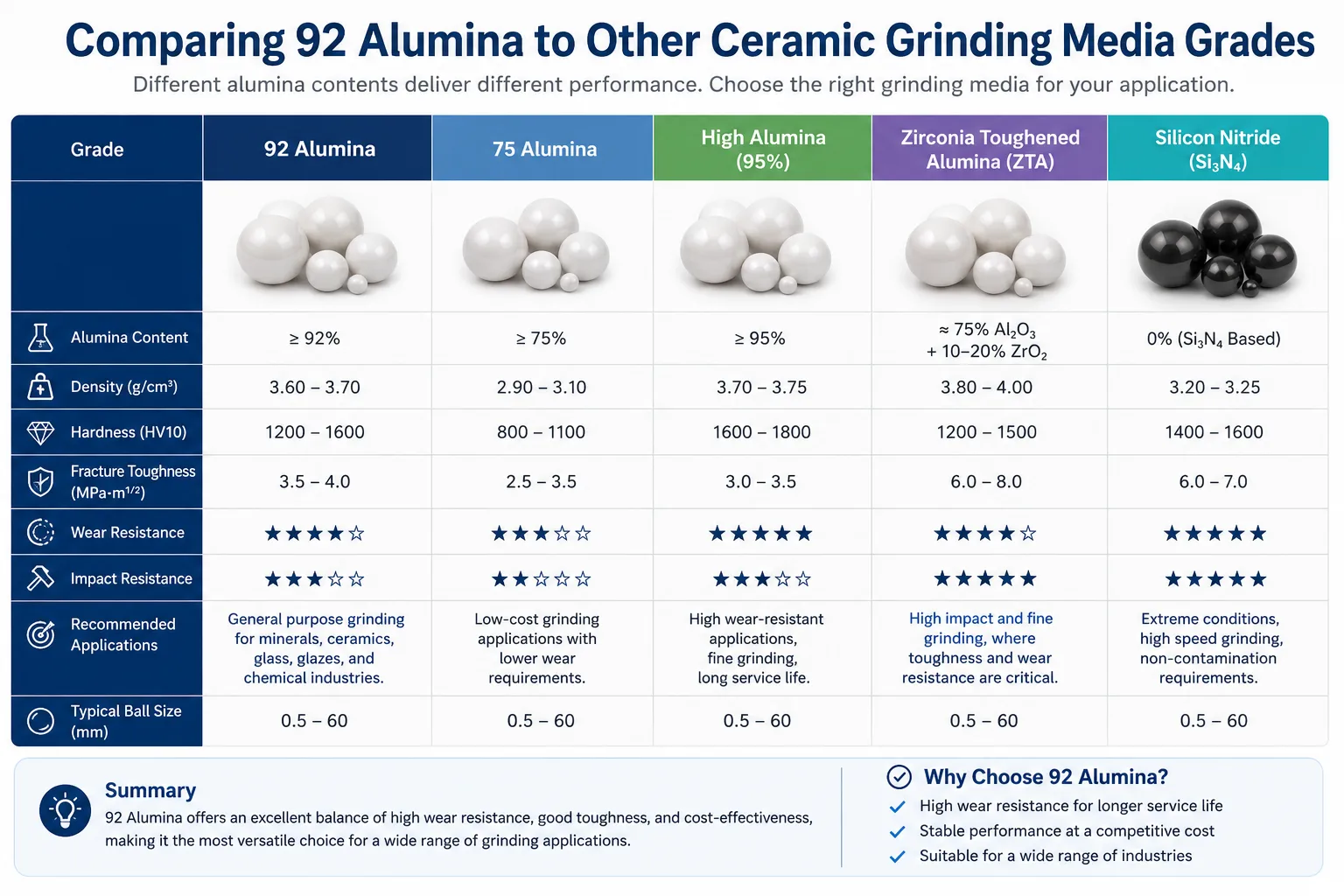
Öğütme Malzemesi Sınıfları Karşılaştırma Tablosu
| Parametre | 68% Alümina | 75% Alümina | 92% Alümina | 95% Alümina | Zirkonya (ZrO₂) |
|---|---|---|---|---|---|
| Al₂O₃ İçeriği | ~68% | ~75% | ~92% | ~95% | — |
| Yoğunluk (g/cm³) | ~2.80 | ~3.20 | 3.60–3.68 | 3.65–3.75 | 6.0–6.1 |
| Sertlik (Mohs) | ~7.5 | ~8 | ~9 | ~9+ | ~8.5 |
| Aşınma Oranı | Yüksek | Orta | Düşük | Çok Düşük | Çok Düşük |
| Göreceli Fiyat | Düşük | Orta-Düşük | Orta | Orta-Yüksek | Çok Yüksek |
| En İyi Uygulama | Düşük yoğunluklu ıslak öğütme | Genel seramik | Endüstriyel öğütme | Hassas/teknik seramikler | Ultra ince/yüksek saflıkta |
| Kontaminasyon Riski | Orta-Yüksek | Orta | Düşük | Çok Düşük | İhmal edilebilir |
| Tipik ömür (göreceli) | 1x | 1.5–2x | 4–5x | 6–7x | 10–15x |
Bu tablodaki en önemli nokta şudur: göreceli yaşam sütunu. 92% alümina bilyeye göre 40% daha ucuz olan ancak ömrü sadece 1,5–2 kat daha uzun olan bir 75% alümina bilye — 92% alümina bilyenin 4–5 katına kıyasla — bakım nedeniyle oluşan duruş süreleri ve malzeme değiştirme işçiliği de hesaba katıldığında, öğütülen ürün tonu başına maliyeti önemli ölçüde daha yüksektir.
Demir, silika veya alkali oksitlerden kaynaklanan kirlenmenin ürün kusurlarına yol açabileceği renkli veya hassas ürünlerin kullanıldığı uygulamalarda, 92% alüminanın daha düşük kaliteli ürünlere kıyasla daha yüksek maliyeti özellikle haklı çıkmaktadır. Öğütme ortamındaki kirlenmeden kaynaklanan müşteri reddi de hesaba katıldığında, ekonomik açıdan avantajlar daha da belirgin hale gelmektedir.
95% alümina, aşınma direncinde daha da fazla iyileşme sağlar; ancak bunun bedeli, yalnızca belirli uygulamalarda — özellikle ürün saflığı gerekliliklerinin son derece katı olduğu teknik seramikler, gelişmiş kaplamalar ve hassas elektronik malzemeleri gibi alanlarda — haklı görülebilir.
Zirkonya öğütme malzemesi, 1 mikronun altındaki ultra ince öğütme işlemleri, farmasötik aktif maddeler ve alümina kontaminasyonunun kesinlikle kabul edilemez olduğu yüksek değerli özel kimyasallar için uygun olan, tamamen farklı bir performans ve fiyat aralığında yer almaktadır. Zirkonya ile 92% alüminayı birbirinin doğrudan alternatifi olarak konumlandırmayız; zira bunlar temelde farklı uygulama alanlarına hitap etmektedir.
Uygulamalar: 92% Alümina Seramik Bilyeler Hangi Sektörlerde Kullanılır?
92% alümina seramik bilyelerin çok yönlülüğü, ticari açıdan en önemli özelliklerinden biridir. Yüksek sertlik, düşük aşınma, kimyasal inertlik ve yüksek yoğunluk gibi temel özellikleri, şaşırtıcı derecede geniş bir üretim yelpazesinde değer yaratmaktadır.
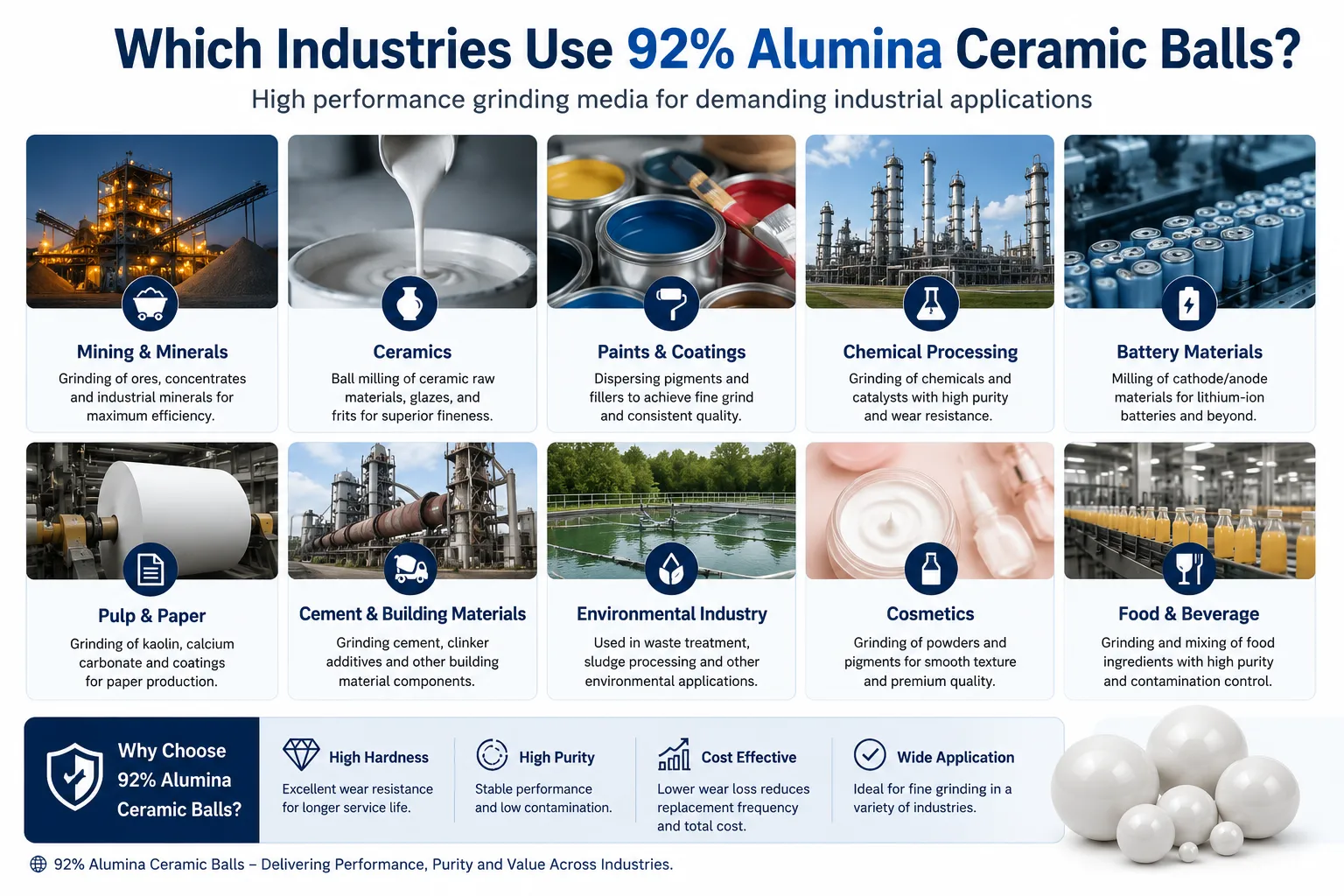
Başlıca Endüstriyel Uygulamalar
Seramik ve Porselen Üretimi: En büyük tek son kullanım pazarı. Feldspat, kuvars, kalsit, kaolin ve kemik külü, fayans hamuru çamurları, sıhhi tesisat kaplama hamuru ve teknik seramik tozları üretmek üzere 92% alümina öğütme bilyeleri kullanılarak bilyalı değirmenlerde öğütülür. Bu segmentteki tipik bilye yüklemeleri, değirmen başına 1.500 kg ile 20.000 kg'ın üzerindedir.
Çimento ve İnşaat Malzemeleri: Çimento üreticileri, daha az aşınma kaybının bitmiş çimentoda daha az demir kirliliğine yol açtığını ve bunun da beyaz çimento üretiminde sertleşme kimyası ile renk tutarlılığını etkilediğini fark ettikçe, klinker öğütme, uçucu kül işleme ve cüruf öğütme işlemlerinde seramik öğütme elemanlarının kullanımı giderek yaygınlaşmaktadır.
Boya ve Pigment İşleme: Titanyum dioksit, çinko oksit, demir oksit pigmentleri ve organik renklendiriciler, karıştırmalı bilyalı değirmenlerde ve bilyalı değirmenlerde seramik öğütme malzemeleri kullanılarak 10 mikronun altında bir inceliğe öğütülür. 92% alüminanın kimyasal inertliği, reaktif pigment yüzeyleriyle etkileşimi önler.
Madencilik ve Maden İşleme: Kum işleme, feldspat flotasyon besleme hazırlığı ve fosfat kayası öğütme yaygın uygulama alanlarıdır. Bu besleme malzemelerinin aşındırıcı yapısı, aşınmaya dayanıklı öğütme malzemeleri gerektirir ve 92% alümina, uygun maliyetli bir çözüm sunar.
Cam ve Fritler: Emayeler, sırlar ve özel cam bileşimleri için frit öğütme işlemi, refrakter kirliliğine yol açmayacak öğütme malzemeleri gerektirir. Alümina, uygun oranlarda kullanıldığında çoğu sır sistemi ile kimyasal olarak uyumludur.
Elektronik ve Özel Seramikler: Alümina substratları, LTCC (Düşük Sıcaklıkta Birlikte Pişirilmiş Seramikler), piezoelektrik seramikler (PZT) ve ferrit malzemeler, yüksek saflıkta 92% alümina bilyeler kullanılarak ıslak öğütme işlemine tabi tutulur. Bu aşamada, öğütme ortamındaki demir içeriği titizlikle izlenir.
Gıda ve İlaç: İlaç tabletleri ve gıda katkı maddeleri için kalsiyum karbonat, talk ve yardımcı maddelerin öğütülmesi işlemlerinde alüminanın toksik olmayan ve kimyasal olarak inert yapısı büyük avantaj sağlar. FDA kurallarına uygun uygulamalar için malzemelerin eksiksiz dokümantasyonu gereklidir.
Kimyasal İşleme: Katalizör destek malzemeleri, zeolit öğütme ve aktif karbon işleme, alüminanın kimyasal direnci ve düşük kirlenme profilinin önem taşıdığı diğer alanlardır.
Ayrıca okuyun: Alümina Seramik Bilyalar Ne İçin Kullanılır?
Uygulama-Top Boyutu Öneri Tablosu
| Sektör | Yem Parçacık Boyutu | Hedef İncelik | Önerilen Top Çapı |
|---|---|---|---|
| Seramik gövde hamuru | < 5 mm | < 63 µm | 30-50 mm |
| Pigment öğütme | < 1 mm | < 10 µm | 10–25 mm |
| Elektronik seramikler | < 200 µm | < 1–5 µm | 5–15 mm |
| Çimento/klinker | < 25 mm | < 75 µm | 40–80 mm |
| Cam/frit öğütme | < 3 mm | < 45 µm | 20-40 mm |
| Maden madenciliği | < 10 mm | < 100 µm | 30–60 mm |
| İlaç tozu | < 500 µm | < 5–20 µm | 6-15 mm |
Top Değirmeni Yükleme Parametreleri ve Çalıştırma Kılavuzu
Değirmen yanlış yüklenirse veya optimum parametrelerin dışında çalıştırılırsa, en yüksek kalitedeki 92% alümina bilyeler bile beklenen performansı gösteremez. Bu işletim değişkenleri birbirleriyle karmaşık bir şekilde etkileşime girer ve bunların doğru ayarlanması, hedef verimi karşılayan bir süreç ile yetersiz incelik için aşırı enerji tüketen bir süreç arasındaki farkı belirler.
Değirmen İşletme Parametreleri
Değirmen Dolum Seviyesi: Alümina öğütme bilyeleri kullanılan seramik bilyalı değirmenler için standart öneri, bilyelerin hacimsel oranının değirmen hacminin –50'si olmasıdır. 'un altında, bilyeler orantılı bir öğütme kazancı sağlamadan kırılma riskini artıran aşırı serbest düşüş darbesine maruz kalır. 50%'nin üzerinde ise basamaklı hareket kısıtlanır ve öğütme verimliliği düşer.
Kritik Hız ve Optimum Hız: Devir/dakika cinsinden kritik hız (Nc) şu şekilde hesaplanır:
Nc = 42,3 / √D
Burada D, değirmenin iç çapını metre cinsinden ifade eder. En iyi öğütme sonucu elde etmek için değirmenler genellikle kritik hızın –80'i aralığında çalıştırılır. Bu aralıkta, öğütme malzemeleri hem darbe hem de sürtünme öğütme mekanizmalarını en üst düzeye çıkaran şekillerde kademeli olarak akış gösterir.
Top-Malzeme Oranı (ağırlıkça): Seramiklerin ıslak öğütülmesinde tipik oran 2:1 ile 3:1 arasındadır (aşındırıcı:kuru malzeme ağırlığı). Daha yüksek oranlar, malzeme birimi başına enerji tüketimini artırırken aşındırıcıların aşınmasını da artırır. Daha düşük oranlar ise öğütme verimliliğini düşürür. Optimum oran, malzemenin sertliğine ve hedeflenen inceliğe bağlıdır.
Islak Öğütmede Çamur Reolojisi: Çoğu seramik öğütme uygulamasında çamur viskozitesi 800 ile 2000 mPa·s arasında tutulmalıdır. Aşırı viskozite, bilye ile parçacık arasındaki çarpışmaları hafifletir ve verimliliği düşürür; yetersiz viskozite ise parçacık tutma oranını azaltır. Su ilavesi buna göre ayarlanır ve aşırı seyreltme olmadan reolojiyi kontrol etmek için deflokülantlar (sodyum silikat, poliakrilat dispersantları) kullanılır.
Medya ile astar arasındaki boşluk: Bu husus genellikle gözden kaçırılır. Astar aşınması nedeniyle değirmenin iç çapında önemli bir genişleme meydana gelirse, etkin kritik hız hesaplaması da değişir. Önemli ölçüde astar aşınması yaşandıktan sonra değirmen hızının yeniden ayarlanmasını öneririz.
Farklı frezeleme aşamaları için bilye yükü bileşimi
| Frezeleme Aşaması | Büyük Top % | Orta Boy Top % | Küçük Top % | Gerekçe |
|---|---|---|---|---|
| Kaba öğütme | 60–70% | 25-30% | 5-10% | Çarpma enerjisi baskındır |
| Orta seviye | 30-40% | 40-50% | 15-25% | Dengeli darbe/aşınma |
| İnce öğütme | 10-20% | 30-40% | 40-60% | Yıpranma baskın |
| Ultra ince | 0-10% | 20-30% | 60-80% | Maksimum temas alanı |
Deneyimlerimize göre, birçok işletme basitlik nedeniyle tek boyutta bilye yükü kullanmaktadır; bu durum, düzenli aralıklarla bilye ilavesi yapılan sürekli değirmenler için kabul edilebilir bir durumdur. Bununla birlikte, sıkı parçacık boyutu spesifikasyonlarına göre öğütme yapan kesikli değirmenler, yukarıda gösterilen karışık boyutlu yaklaşımdan önemli ölçüde fayda sağlamaktadır.
Alümina Seramik Toplarda Aşınma Kaybının Ölçülmesi ve Değerlendirilmesi
Düşük aşınma kaybı, 92% alümina bilyelerin neredeyse tüm pazarlardaki en önemli satış argümanıdır. Ancak “düşük” kavramı göreceli bir terimdir ve standart bir ölçüm yöntemi olmadan tedarikçiler arası karşılaştırmalar anlamsız hale gelir. Aşınma kaybının doğru bir şekilde nasıl ölçüldüğü ve bu rakamların pratikte ne anlama geldiği aşağıda açıklanmaktadır.
Standart Aşınma Kaybı Test Yöntemi
Öğütme malzemeleri endüstrisinde en yaygın olarak kullanılan test protokolü, bir laboratuvar bilyalı değirmenine sabit miktarda test bilyesi ve standartlaştırılmış bir aşındırıcı malzeme (genellikle kuvars veya feldispat) yüklenmesini, kontrollü hız ve çamur koşullarında belirli bir süre çalıştırılmasını ve ardından bilye yükünün ağırlık kaybının ölçülmesini içerir.
Standartlaştırılacak Test Değişkenleri:
- Değirmen hacmi ve astar malzemesi (aşınma testi için standart kauçuk astar).
- Top yükünün ağırlığı ve boyut dağılımı.
- Besleme malzemesinin türü, sertliği ve tanecik boyutu.
- Çamur konsantrasyonu ve pH değeri.
- Değirmen hızı (kritik hızın %'si).
- Test süresi (genellikle 24 veya 48 saat).
Aşınma kaybı şu şekilde belirtilmiştir:
Aşınma Oranı = (Başlangıç Kütlesi – Bitiş Kütlesi) / (Başlangıç Kütlesi × Test Süresi) × 1000
Birimler: saat başına g/kg veya alternatif olarak öğütülen ürün tonu başına g.
Alümina Sınıfına Göre Tipik Aşınma Kaybı Değerleri
| Alümina Sınıfı | Aşınma Kaybı (g/kg·saat) | Aşınma Kaybı (g/ton ürün) | Yıllık Tüketim* |
|---|---|---|---|
| 68% Alümina | 0.08 – 0.15 | 800 – 1500 | Çok Yüksek |
| 75% Alümina | 0.04 – 0.08 | 400 – 800 | Yüksek |
| 92% Alümina | 0.01 – 0.03 | 100 – 300 | Düşük |
| 95% Alümina | 0.005 – 0.015 | 50 – 150 | Çok Düşük |
| Zirkonya | < 0,005 | < 50 | Çok Düşük |
*Yıllık tüketim, eşdeğer öğütme yüküne göre hesaplanmıştır
Bu rakamların pratikteki önemi şudur: Büyük bir seramik karo fabrikasında feldspatı sürekli öğüten 50 tonluk bir 92% alümina top yükü, saatte 0,02 g/kg oranında aşınma kaybına uğrayabilir. Yılda 8.000 çalışma saatinde bu, yıllık yaklaşık 8.000 kg malzeme tüketimi anlamına gelir — mutlak olarak önemli bir rakamdır, ancak aynı koşullar altında 75% veya 68% alüminanın tüketeceğinin sadece bir kısmıdır.
Aşınma atıkları, ham maddeyi kirletir. Sıhhi porselen gibi beyaz seramiklerde, belirli eşik değerlerin üzerindeki aşındırıcı maddelerden kaynaklanan kirlenme, bitmiş ürünlerde gözle görülür renk kusurlarına yol açar. 92% alüminanın düşük aşınma oranı, bu hassas uygulamalarda ürün kalitesini doğrudan korur.

Stok Ürünlerinde Düşük Aşınma Kaybı: Tedarik Açısından Gerçek Anlamı Nedir?
Bir tedarikçi, 92 alümina seramik bilyeler için “düşük aşınma kaybına sahip stok” reklamını yaptığında, satın alma ekipleri bu iddianın tam olarak ne anlama geldiğini ve inandırıcılığı için hangi belgelerin eşlik etmesi gerektiğini anlamalıdır.
“Hisse Senedi”nin Gerçek Anlamı
Öğütme malzemelerinde stok mevcudiyeti, yeni üretim partileriyle ilgili teslimat süresi olmaksızın, depo stokunda tutulan ve hemen sevkiyata hazır, kontrol edilmiş bitmiş ürünleri ifade eder. Seramik bilye üreticileri için stok tutmak şunları gerektirir:
- Yeterli fırın üretim kapasitesi ve fırın programlama disiplini.
- Uygun depolama koşullarına sahip yeterli depo alanı.
- Parti kimliklerini ve test kayıtlarını takip eden envanter yönetim sistemleri.
- Devam eden işler ve mamul malları stoklamak için gereken finansal kaynak.
Kaliteli stok bulunabilirliği önemlidir; zira beklenmedik aşınma hızlanması, tesis genişlemesi veya kontamine parti reddi gibi nedenlerle ortaya çıkan acil malzeme ihtiyaçları, yeni üretimin tamamlanması için 6–8 hafta bekleyemez. Belgelenmiş kalitede onaylanmış stok bulunduran tedarikçiler, gerçek bir operasyonel güvenlik sağlar.
92% Alümina Topları ile Birlikte Hangi Belgeler Verilmelidir?
Satın almadan önce tüm tedarikçilerden aşağıdakileri talep etmenizi öneririz:
- Analiz Sertifikası (CoA): XRF ile belirlenen Al₂O₃ içeriği, Arşimet yöntemi ile belirlenen yoğunluk, su emme oranı ve söz konusu üretim partisine ait aşınma kaybı testi sonucu.
- Üretim Parti Numarası: Fırın pişirme kayıtları, sinterleme sıcaklığı kayıtları ve hammadde partisi bilgilerine kadar izlenebilir.
- Boyutsal Rapor: Çap dağılımı, yuvarlaklık, yüzey kalitesi ile ilgili notlar.
- Aşınma Kaybı Test Protokolü: Hangi test standardı kullanıldı, test süresi ve besleme malzemesi belirtilmiştir.
- Ambalaj ve Saklama Tarihi: “Stok”un, iklim kontrolü sağlanmayan koşullarda bekletilmiş eski bir ürün olmadığının doğrulanması açısından hayati önem taşır.
Tedarikçi Taleplerinde Dikkat Edilmesi Gereken Noktalar
| Talep | Neler Sorulmalı | Neden Önemli? |
|---|---|---|
| “Son derece düşük aşınma kaybı” | Gerçek g/kg·h değeri ve test yöntemi nedir? | Rakamlarla desteklenmeyen belirsiz iddialar doğrulanamaz |
| “92% Al₂O₃” | Siparişten alınan XRF analizini veya CoA'yı göster | Bazı üreticiler 90–91% değerini bildirip yukarı yuvarlar |
| “Hemen teslim edilebilir stok” | Parti numarası ve depo konumunu talep et | Gerçek stok ve nakliye halindeki üretim |
| “ISO sertifikalı” | Hangi ISO standardı, hangi kapsam? | ISO 9001 yalnızca Kalite Yönetim Sistemini (QMS) kapsar, ürün performansını kapsamaz |
| “Piyasadaki en düşük aşınma” | Üçüncü taraf test verileri mi? | Karşılaştırmalı iddialar kanıt gerektirir |
Astar Malzemesi Uyumluluğu: Kauçuk, Çelik ve Seramik Astarlarla Alümina Bilyeler
Öğütme malzemesi ile değirmen astarı arasındaki temas noktası, mekanik enerjinin işleme aktarıldığı yerdir — aynı zamanda bu iki malzemenin birbirini aşındırdığı yerdir. Astar uyumluluğunu anlamak, hem öğütme malzemesinin hem de astarın ömrünü aynı anda uzatmaya yardımcı olur.
Kauçuk Astarlar
Kauçuk kaplı değirmenler, seramik ve maden işleme sektörlerinde son derece yaygındır. Kauçuk kaplamalar darbe enerjisini etkili bir şekilde emerek bilye kırılmalarını azaltır ve kendi kendini temizler (malzeme kauçuk yüzeylere yapışmaz). Kauçuk kaplı değirmenlerde 92% alümina bilyeler kullanıldığında, temel çalışma parametresi şudur: maksimum top çarpma hızı — Kauçuk astarlar, yüksek hızda gelen geniş çaplı bilyelerin yüksek enerjili darbelere dayanamaz. Kauçuk astarlı değirmenlerde, maksimum bilye çapı genellikle 50–60 mm ile sınırlıdır ve değirmen hızı kritik hızın –75'i ile sınırlandırılır.
92% alümina bilyelerin kauçuk üzerinde neden olduğu aşınma, çelik bilyelere kıyasla nispeten düşüktür; zira alüminanın sinterleme sonrası pürüzsüz yüzeyi, çeliğin daha pürüzlü ve sert yüzeyine kıyasla kauçuk matris üzerinde daha az aşınmaya neden olur.
Çelik Astarlar
Top çaplarının 60 mm’yi aştığı ve değirmen dönüş hızlarının darbe öğütmeyi desteklediği çimento ve iri taneli mineral öğütme uygulamalarında çelik astarlar standart olarak kullanılır. 92% alümina bilye kullanan çelik astarlı değirmenler belirli bir risk taşır: değirmen çok yüksek darbe enerjisi üreten hızlarda çalışırsa, alümina bilyeler — yüksek basınç dayanımlarına rağmen — yüksek kütleli çelik elemanlara veya aşırı sert besleme parçacıklarına çarptığında kırılabilir.
Çelik kaplı değirmenlerde 92% alümina için şunları öneriyoruz:
- Top çapı ≤ 80 mm.
- Değirmen hızı, kritik hız aralığı olan 65–721 TP3T'de.
- Maksimum besleme parçacık boyutu ≤ 25 mm (büyük parçacıkların darbe etkisini yoğunlaştırmasını önlemek için).
Alümina Kaplı Değirmenler
Öğütme ortamı ve astarın her ikisinin de 92% alümina seramikten oluştuğu, tamamen alümina astarlı değirmenler, beyaz seramik çamuru üretimi ve elektronik seramik öğütme işlemleri için tercih edilen yapılandırmayı oluşturur. Çamurla temas eden tüm yüzeyler aynı bileşime sahip olduğundan kontaminasyon en aza indirgenir. Astar aşınması çok düşüktür. Ana sınırlama, kauçuğa kıyasla daha yüksek astar maliyeti ve daha uzun astar değiştirme süresidir.
Alümina kaplı değirmenlerde, bilye ile kaplama arasındaki çarpma enerjisini azaltmak amacıyla biraz daha düşük hızlarda (62–681 TP3T kritik hız) çalışıyoruz; bu da kaplamanın ömrünü önemli ölçüde uzatmaktadır.
Boyut Seçim Tabloları ve Çap-Besleme Parçacığı Oranları
Belirli bir besleme malzemesi ve hedef parçacık boyutu için doğru bilye çapını seçmek, bilyalı öğütmede en etkili operasyonel kararlar arasında yer alır. Yaygın olarak kabul gören genel kural, verimli bir birinci aşama öğütme için bilye çapının maksimum besleme parçacık çapının yaklaşık 20–30 katı olması gerektiğidir; ancak hedef incelik azaldıkça bu oran daha küçük bilyelere doğru kaymaktadır.
92% Alümina Bilye Standart Boyut Aralığı
Piyasada bulunan çaplar: 1 mm, 2 mm, 3 mm, 5 mm, 6 mm, 8 mm, 10 mm, 13 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm, 60 mm, 70 mm, 80 mm.

Beden Seçimi Referans Tablosu
| Besleme D80 (mm) | Hedef D80 (µm) | Birincil Top Boyutu | İkincil Top Boyutu |
|---|---|---|---|
| 5 - 10 | 500 – 1000 | 50 – 60 mm | 30 – 40 mm |
| 2 – 5 | 200 – 500 | 30 – 50 mm | 20 – 30 mm |
| 0.5 – 2 | 100 - 200 | 20 – 40 mm | 15 – 20 mm |
| 0.1 – 0.5 | 45 – 100 | 15 – 25 mm | 10 – 15 mm |
| < 0,1 | 10 – 45 | 8 – 15 mm | 5 – 10 mm |
| < 0,05 | 1 – 10 | 3 – 8 mm | 1 – 5 mm |
Uygulamada, birçok mühendis tek bir top boyutuyla işe başlar ve elde edilen ürünün PSD analizine göre ayarlamalar yapar. Top boyutunun belirli bir uygulama için fazla büyük olduğunun en önemli göstergesi, bimodal bir ürün PSD’sidir; bu durum, ince malzemelerin sürtünme yoluyla üretildiğini, ancak iri parçacıkların etkilenmediğini gösterir. Çok küçük bilyeler ise tam tersi sonucu verir: çok ince bir medyan parçacık boyutu, ancak bilyelerin verimli bir şekilde kıramadığı aşırı büyük parçacık kuyrukları.
Seramik Bilye Ham Maddesinin Depolanması, Taşınması ve Kalite Kontrolü
Seramik bilyeler yoğun ve kırılgandır. 92% alümina, kullanım sırasında aşınmaya ve kimyasal etkenlere karşı son derece dayanıklı olsa da, kurulum öncesinde yanlış depolama veya taşıma işlemleri, kullanım sırasında aşınmayı ve kırılmayı önemli ölçüde hızlandıran mikro çatlaklara yol açabilir.
Depolama Gereksinimleri
- Kuru bir ortamda saklayınız. Su emilimi < 0,01% olmasına rağmen, durgun suya uzun süre maruz kalma veya yüksek nem ile donma-çözülme döngülerinin birleşimi, tane sınırlarında gerilime neden olabilir.
- Çantaları 1 metreden daha yüksek yerlerden düşürmekten kaçının. Boşaltma sırasında meydana gelen darbe hasarları, gelen malzeme denetimlerinde reddedilmenin başlıca nedenlerinden biridir.
- Paletler üzerinde saklayın; nem emiliminin meydana gelebileceği beton zeminlerin üzerine asla doğrudan koymayın.
- Fabrika yükleme noktasına kadar orijinal ambalajı bozulmadan muhafaza edin. Toplu aktarım, yonga hasarı riskini artırır.
Gelen Malzemelerin Kontrol Protokolü
Büyük alım hacimleri için, yapılandırılmış bir giriş denetimi yapılmasını öneririz:
- Görsel inceleme 1–2% numunesinde: yontuklar, çatlaklar, düzleşmiş alanlar veya olağandışı renk farklılıkları olup olmadığına bakın.
- Boyut kontrolü kalıp ölçer kullanarak: çapın ±0,5 mm sınırları içinde veya belirtilen şekilde teknik özelliklere uygun olduğunu kontrol edin.
- Yoğunluk kontrolü örneklemden seçilen 5–10 top üzerinde Arşimet yöntemini kullanarak.
- Ağırlık kontrolü Paket listesine göre tam teslimat.
- CoA incelemesi ve tedarikçi kayıtlarıyla karşılaştırmalı parti numarası doğrulaması.
Fiyat Karşılaştırmaları, Minimum Sipariş Miktarı ve Tedarikçi Değerlendirme Kriterleri
92% alümina seramik bilyelerin fiyatları, bilye çapına, sipariş miktarına, teslimat koşullarına ve piyasa koşullarına göre önemli ölçüde değişiklik göstermektedir. Aşağıdaki rakamlar genel aralıkları göstermektedir; gerçek fiyatlar için güncel tedarikçi teklifleri ile teyit edilmelidir.
Yaklaşık Fiyat Aralıkları (ABD Doları, FOB Çin, 2025)
| Top Çapı | Yaklaşık Fiyat Aralığı (ABD Doları/MT) | Tipik MOQ |
|---|---|---|
| 1 – 5 mm | $900 – $1.400 | 500 kg |
| 6 – 15 mm | $750 – $1.100 | 500 kg |
| 16 – 30 mm | $680 – $950 | 1.000 kg |
| 31 – 50 mm | $620 – $880 | 1.000 kg |
| 51 – 80 mm | $600 – $850 | 2.000 kg |
Fiyatlar, alümina hammadde maliyetinden (bu maliyet, küresel boksit ve kalsine alümina piyasalarını takip eder), fırın yakma işlemleri için kullanılan doğal gaz veya elektrik maliyetlerinden ve konteyner nakliye ücretlerinden büyük ölçüde etkilenmektedir. Enerji maliyetlerinin ani artış gösterdiği dönemlerde, seramik bilye fiyatlarında yukarı yönlü bir baskı yaşanması beklenmektedir.
Ayrıca okuyun: İnert Alümina Seramik Top Fabrikası Toptan Satış
Tedarikçi Değerlendirme Kriterleri
92% alümina öğütme bilyeleri tedarik edecek yeni bir tedarikçiyi değerlendirirken, aşağıdaki ağırlıklı kriterleri uyguluyoruz:
| Kriter | Ağırlık | Neleri Kontrol Etmeli |
|---|---|---|
| Kimyasal bileşim doğruluğu | 25% | CoA ile bağımsız XRF karşılaştırması |
| Aşınma kaybı performansı | 25% | Toplu işlere özgü test verileri |
| Boyutsal tutarlılık | 15% | Çap toleransı, yuvarlaklık |
| Stok durumu | 15% | Gerçek depo stoğu |
| Teslim süresi güvenilirliği | 10% | Referanslarla desteklenen başarı geçmişi |
| Teknik Destek | 5% | Uygulama mühendisliği yetkinliği |
| Fiyat rekabetçiliği | 5% | Toplam maliyet, sadece birim fiyat değil |
Alıcıların yaptığı en büyük hata, aşınma ve performans doğrulamasını göz ardı ederek birim fiyatına aşırı önem vermektir. Metrik ton başına 15% daha düşük fiyat sunan, ancak ürünü 30% daha hızlı aşınan bir tedarikçi, her önemli ölçüt açısından daha düşük bir değer sunar.
92 Alümina Seramik Toplar Hakkında Sık Sorulan Sorular
1: 92% alümina bilyeler ile 95% alümina bilyeler arasındaki fark nedir?
Temel fark, Al₂O₃ içeriğindedir: 92% alümina bilyeleri ağırlıkça yaklaşık ,1 alüminyum oksit içerirken, 95% alümina bilyeleri yaklaşık ,1 alüminyum oksit içerir. 95% bilyelerdeki daha yüksek alümina içeriği, biraz daha yüksek sertlik (tipik olarak 1200–1300 HV'ye karşı 92% için 1100–1250 HV), daha düşük aşınma oranı ve marjinal olarak daha yüksek yoğunluk sağlar. Ancak, 95% bilyelerin üretimi, daha yüksek hammadde saflığı gereklilikleri ve daha kontrollü sinterleme koşulları nedeniyle daha pahalıdır. Seramik karo, maden işleme, boya gibi çoğu endüstriyel öğütme uygulamasında, 92% ile 95% arasındaki performans farkı, fiyat farkını haklı çıkarmaz. Hassas elektronik seramikleri, farmasötik aktif maddeler veya ürün saflığının kritik öneme sahip olduğu uygulamalar için 95%'ye geçiş haklı görülebilir.
2: 92% alümina bilyeleri karıştırmalı bilyalı değirmenlerde kullanılabilir mi?
Evet, ancak önemli boyut kısıtlamaları vardır. Karıştırmalı bilyalı değirmenler (attritor değirmenleri veya yatay bilyalı değirmenler olarak da bilinir), geleneksel bilyalı değirmenlere kıyasla çok daha küçük öğütme bilyeleri için tasarlanmıştır. Bu uygulamada, çapı 1–6 mm olan 92% alümina bilyeler kullanılırken, daha büyük bilyeler (> 10 mm) tipik karıştırıcı disk açıklıklarıyla uyumlu değildir. Karıştırmalı değirmenlerdeki temel performans gereksinimi sadece aşınma direnci değil, aynı zamanda yüksek karıştırıcı uç hızlarında (tipik olarak 8–15 m/s uç hızı) kırılma direncidir. Kontrollü tane boyutuna sahip yüksek kaliteli 92% alümina bilyeler bu görevde iyi performans gösterir.
3: 92% alümina seramik bilyeler, sürekli ıslak öğütme işleminde ne kadar süre dayanır?
Kullanım ömrü, besleme malzemesinin sertliğine, bilye çapına, değirmenin çalışma koşullarına ve malzeme değişiminin gerekli hale gelmesinden önce kabul edilebilir aşınma kaybına büyük ölçüde bağlıdır. Tipik seramik karo hamuru hazırlama öğütme işlemlerinde, 3–5 mm üst boyutta feldspat ve kuvars beslemesinde, 92% alümina bilye yükü, toplu değiştirme gerekene kadar 2–4 yıl dayanabilir. Hizmet ömrü boyunca tek tek bilye kırılmaları meydana gelir ve bunlar periyodik takviye ilaveleriyle giderilir. Bilye yükü, ortalama bilye çapı orijinal nominal boyutundan –30 azaldığında “tükenmiş” olarak kabul edilir; bu noktada, değişen dinamikler nedeniyle hem değirmen performansı hem de aşınma oranı bozulur.
4: 92% alümina bilyelerin kullanım sırasında kırılmasının nedenleri nelerdir?
Bir cihazın hatalı çalışması durumunda, aşındırıcı aşınmadan ziyade kırılma başlıca arıza şeklidir. Yaygın nedenler arasında şunlar sayılabilir: besleme partiküllerinin boyutunun fazla büyük olması (darbeyi yoğunlaştıran yabancı metal veya aglomeralar), değirmen hızının çok yüksek olması (aşırı enerjiyle çarpışan bilyeler), astar tipine göre bilye çapının çok büyük olması, bilyeler soğukken ve çamur sıcakken değirmenin çalıştırılması sırasında meydana gelen termal şok veya nakliye sırasında mikro çatlaklar oluşan hasarlı bilyelerin teslim alınması. Medya kırılma oranındaki ani bir artış, her zaman sadece yedek medya eklemeye devam etmek yerine, temel nedeni araştırmak için bir işarettir.
5: Öğütme uygulamaları arasında geçiş yaparken 92% alümina bilyelerini nasıl temizlemeliyim?
Seramik veya ilaç değirmenlerinde bir üründen diğerine geçiş yaparken, çapraz bulaşmayı önlemek için değirmen içindeki öğütme malzemesinin iyice temizlenmesi önemlidir. Çoğu endüstriyel uygulamada, değirmen içindeki bilye yükünün suyla yıkanması (su ile boşta çalıştırma, boşaltma ve bu işlemin tekrarlanması) yeterlidir. Daha sıkı temizlik gerektiren ilaç veya yüksek saflık uygulamaları için, bilyeler boşaltılabilir, mineral birikintilerini gidermek için seyreltik asit (5% HCl veya sitrik asit) içinde bekletilebilir, ardından deiyonize su ile iyice durulanabilir ve yeniden yüklenmeden önce kurutulabilir. Alkali temizlik maddeleri dikkatli kullanılmalıdır — 92% alümina iyi bir kimyasal dirence sahip olsa da, konsantre NaOH'ye uzun süre maruz kalmak tane sınırlarındaki cam fazına zarar verebilir.
6: Alümina bilye kullanılarak ıslak öğütme için en uygun bulamaç yoğunluğu nedir?
Çoğu seramik uygulamasında, –70 ağırlıkça katı madde içeriğine sahip çamur (yaklaşık –50 hacimce katı maddeye eşdeğer), öğütme verimliliği ile çamur reolojisi arasında en uygun dengeyi sağlar. 55 wt% katı maddenin altında, aşırı seyreltme, bilye-parçacık temas olasılığını azaltır. ağırlıkça katı madde üzerinde, çamur viskozitesi keskin bir şekilde artar, bu da darbeleri yumuşatır ve öğütme hızını düşürür. Spesifik optimum değer, malzeme yoğunluğuna ve parçacık boyutu dağılımına bağlıdır; çalışma aralığını kesin olarak belirlemek için proses geliştirme sırasında Brookfield viskozimetresi kullanılarak viskozite ölçümü yapılmasını öneririz.
7: 92% alümina bilyeler, ağırlıkları nedeniyle özel bir kullanım gerektirir mi?
Evet. Yaklaşık 2,1–2,3 kg/L'lik bir yığın yoğunluğu ile (top dolum faktörü ve 3,60–3,68 g/cm³'lük tek tek top yoğunluğundan hesaplanmıştır), 40% dolum seviyesine kadar doldurulmuş standart bir 1.000 L değirmen, yaklaşık 840–920 kg bilye ortamı içerecektir. Yükleme ve boşaltma işlemleri mekanik yardım gerektirir — özellikle yükleme için bir yükleme oluğu veya konveyör ve boşaltma için bir sınıflandırıcı elekli değirmen boşaltma sistemi veya manuel kepçe sistemi. Top torbalarını yüksekten düşürmekten kaçının: çarpma, tüm torba miktarı boyunca mikro çatlaklara neden olabilir.
8: Seramik taşlama işlemlerinde 92% alümina bilyelerin çelik bilyelere göre avantajları nelerdir?
Çelik bilyeler, çamuru demir oksit aşınma ürünleriyle kirletir; bu da beyaz seramiklerde renk kusurlarına yol açar, özel uygulamalarda istenmeyen kimyasal reaksiyonları tetikleyebilir ve ürünün içine çökebilir. Çeliğin sertliği de alüminadan çok daha düşüktür (600–800 HV'ye karşı 92% alüminada 1100–1250 HV), bu da feldspat ve kuvars gibi sert besleme malzemelerine karşı önemli ölçüde daha yüksek aşınma oranı anlamına gelir. Çeliğin yoğunluğu daha yüksektir (7,8 g/cm³'ye karşı 3,6 g/cm³), bu da bilye başına daha fazla darbe enerjisi anlamına gelir, ancak bu durum kirlenme sorunu ve çok daha hızlı aşınma oranı ile dengelenir. Seramik, kimya ve gıda uygulamaları için, 92% alümina, çelik öğütme ortamlarına göre neredeyse her yerde tercih edilmektedir.
9: 92% alümina seramik bilyeler uluslararası olarak nasıl paketlenir ve sevk edilir?
92% alümina bilyelerinin standart ambalajı, ahşap paletler üzerine istiflenmiş ve shrink ambalajlanmış dokunmuş polipropilen torbalardan (25 kg veya 50 kg) oluşur. Küçük çaplı bilyeler (< 6 mm), toz oluşumunu azaltmak amacıyla bazen dış polietilen torbaların içindeki sızdırmaz kağıt torbalara paketlenir. Nakliye konteynerleri (20 fitlik FCL), ambalaj düzenine bağlı olarak genellikle 12–18 metrik ton kapasiteye sahiptir. Denizyolu taşımacılığı için, ürün seramik eşya olarak sınıflandırılır ve tehlikeli değildir. Tedarikçiler, sevkiyata dahil edilen her üretim partisi için bir paket listesi, ticari fatura, menşe belgesi ve CoA sunmalıdır.
10: Aldığım alümina bilyelerinin gerçekten 92% sınıfında olduğunu nasıl doğrulayabilirim?
Kesin doğrulama yöntemi, seramik gövdenin element bileşimini ölçen X-Işını Floresansı (XRF) analizidir. Çoğu üniversite malzeme laboratuvarı ve ticari test laboratuvarı, öğütülmüş seramik numuneler üzerinde 1–3 iş günü içinde XRF analizi gerçekleştirebilir. Daha basit bir saha tarama yöntemi, Arşimet prensibine göre yoğunluk ölçümüdür: ölçülen yoğunluk 3,55 g/cm³'ün altındaysa, topların 92% alümina olması olası değildir (75% veya daha düşük kalitede olabilirler). Ek olarak, sertifikalı bir Vickers sertlik ölçer ile yapılan sertlik testi, sınıfları ayırt edebilir — 92% alümina, 1050 HV'nin üzerinde bir değer kaydetmelidir. Sonuçlar sınırda ise, XRF kesin doğrulama yöntemidir.
Özet ve Temel Çıkarımlar
92% alümina seramik bilyeler, çok çeşitli endüstriyel öğütme uygulamalarında aşınma direnci, ürün saflığı ve toplam sahip olma maliyeti açısından ölçülebilir avantajlar sunan, olgun ve kapsamlı bir şekilde test edilmiş bir öğütme ortamı teknolojisini temsil eder. Başarılı bir uygulamayı belirleyen temel unsurlar şunlardır:
- Al₂O₃ içeriğinin doğrulanması belirli üretim partisinden — genel kalite özelliklerinden değil.
- Doğru top boyutunun seçimi geleneksel yöntemlere ya da alışkanlıklara değil, yem taneciklerinin boyutuna ve hedeflenen inceliğe göre.
- Değirmen çalışma koşulları 92% alüminanın mekanik sınırları (hız, bilye çapı, astar tipi) ile uyumlu.
- Aşınma kaybı belgeleri standart bir test protokolüne bağlıdır, böylece tedarikçiler arasında anlamlı karşılaştırmalar yapılabilir.
- Tam izlenebilirliğe sahip stok durumu böylece acil operasyonel ihtiyaçlar, kaliteden ödün vermeden karşılanabilir.
AdTech olarak, çeşitli endüstriyel sektörlerde alümina öğütme malzemeleri için teknik kaynaklar ve tedarik desteği sağlıyoruz. Bu makaledeki bilgiler, seramik, maden, kimya ve elektronik üretim ortamlarındaki gerçek uygulama deneyimlerini yansıtmakta olup, saygın araştırma kurumları ve standart kuruluşlarından elde edilen verilerle birleştirilmiştir. Amacımız, mühendislerin ve satın alma sorumlularının pazarlama söylemleri yerine, doğrulanmış performans verilerine dayalı kararlar almasına yardımcı olmaktır.
