92% bolas de cerámica de alúmina ofrecer el equilibrio óptimo entre dureza, densidad, resistencia al desgaste y rentabilidad para la mayoría de las operaciones de molienda en seco y en húmedo. Tanto si se muele sílice, feldespato, cuarzo, pigmentos o cerámicas avanzadas, las bolas de alúmina 92% ofrecen sistemáticamente menores índices de contaminación, una vida útil prolongada y un rendimiento más predecible en comparación con alternativas de menor calidad, como los medios de alúmina 68% o 75%.
La denominación “92” hace referencia al contenido de óxido de aluminio (Al₂O₃) — 92% en peso —, mientras que los 8% restantes suelen estar compuestos por sílice (SiO₂), magnesia (MgO), óxido de calcio (CaO) y aditivos de sinterización que controlan la estructura del grano. Esta composición no es arbitraria. Representa décadas de perfeccionamiento de la ingeniería cerámica, en las que el objetivo siempre ha sido elevar el contenido de Al₂O₃ lo suficiente como para lograr excelentes propiedades mecánicas, manteniendo al mismo tiempo unos costes de producción razonables y evitando los problemas de fragilidad que a veces afectan a los cuerpos de alúmina 99% en entornos con gran impacto.
Si tu proyecto requiere el uso de bolas cerámicas de alúmina 92, puedes Contacto para obtener un presupuesto gratuito.
Composición química y propiedades microestructurales de las bolas de alúmina 92%
Comprender los procesos químicos que subyacen a las bolas cerámicas de alúmina 92 no es solo una cuestión teórica, sino que permite predecir directamente el rendimiento en su entorno de molienda específico. El contenido de alúmina determina la dureza y la inercia química, mientras que los aditivos fundentes regulan el comportamiento de sinterización, la porosidad y la integridad de los límites de grano.

Tabla de composición química típica
| Componente de óxido | Rango de contenido (wt%) | Función en el cuerpo cerámico |
|---|---|---|
| Al₂O₃ (alúmina) | 91.5 – 92.5% | Fase estructural primaria; dureza y resistencia al desgaste |
| SiO₂ (sílice) | 3.0 – 5.0% | Agente formador de fase vítrea; mejora la sinterabilidad |
| MgO (magnesia) | 0.5 – 1.5% | Inhibidor del crecimiento de los granos; refina la microestructura |
| CaO (óxido de calcio) | 0.3 – 1.0% | Aditivo fundente; facilita la sinterización en fase líquida |
| Fe₂O₃ (óxido de hierro) | < 0,15% | Se controla como impureza; afecta al color y a la contaminación |
| TiO₂ (dióxido de titanio) | < 0,3% | Agente de sinterización en algunas formulaciones |
| Na₂O + K₂O (álcalis) | < 0,3% | Fundente; controlado para evitar una fase vítrea excesiva |
La microestructura de las esferas de alúmina 92% producidas mediante un sinterizado adecuado está compuesta principalmente por cristales de corindón (α-Al₂O₃) con un tamaño medio de grano de entre 3 y 8 micrómetros, rodeados por una delgada matriz vítrea formada por los óxidos fundentes. Este rango de tamaño de grano es significativo: los granos más gruesos, por encima de 10 µm, tienden a producir fracturas intergranulares bajo esfuerzo mecánico, mientras que los granos excesivamente finos, por debajo de 2 µm, pueden requerir temperaturas de sinterización más altas que elevan el coste sin que ello se traduzca en una mejora proporcional del rendimiento.
En AdTech, prestamos especial atención al contenido de Fe₂O₃ a la hora de asesorar a clientes de los sectores de la electrónica, la industria alimentaria y la cerámica avanzada. La contaminación por hierro procedente de los medios de molienda puede provocar defectos de color en los pigmentos blancos o contaminación iónica en los materiales de grado electrónico. Las bolas de alúmina 92% de alta calidad mantienen el Fe₂O₃ por debajo de 0,1%, algo que no todos los proveedores pueden garantizar sin un riguroso proceso de selección de materias primas.
La densidad sinterizada de las bolas de alúmina 92% suele situarse entre 3,60 y 3,68 g/cm³, lo cual es significativamente superior a la alúmina 75% (aproximadamente 3,2 g/cm³) y se aproxima —aunque no alcanza— al rango de 3,85-3,95 g/cm³ de la alúmina 99%. Esa diferencia de densidad se traduce directamente en el rendimiento del molino: un medio más denso transmite una mayor energía de impacto por bola a una velocidad de rotación equivalente.
Propiedades físicas y mecánicas clave: datos sobre densidad, dureza y índice de desgaste
Los ingenieros y los equipos de compras suelen pedirnos una cifra única para comparar los medios de molienda; y, aunque la tasa de desgaste es, en última instancia, el parámetro más significativo, no puede evaluarse de forma aislada. La tabla siguiente recoge los rangos de propiedades fundamentales de las bolas de alúmina 92%, según fuentes industriales contrastadas y nuestros propios registros de ensayos.
Propiedades físicas y mecánicas de las bolas cerámicas de alúmina 92%
| Propiedad | Valor típico | Norma de ensayo |
|---|---|---|
| Contenido de Al₂O₃ | ≥ 92% | Análisis por fluorescencia de rayos X (XRF) / Análisis químico |
| Densidad aparente | 3,60 – 3,68 g/cm³ | Método de Arquímedes |
| Absorción de agua | < 0,01% | ISO 10545-3 |
| Dureza Vickers (HV) | 1100 – 1250 HV | ISO 6507 |
| Dureza de Mohs | 9+ | Prueba de rayado |
| Resistencia a la compresión | ≥ 2500 MPa | ASTM C1424 |
| Resistencia a la fractura (KIC) | 3,5 – 4,5 MPa·m¹/² | Método SEPB |
| Resistencia a la flexión | 280 – 350 MPa | ISO 14704 |
| Índice de desgaste (bola sobre disco) | 0,01 – 0,03 g/kg·h | Prueba interna de fábrica |
| Temperatura de funcionamiento | Hasta 1200 °C (en seco) | — |
| Resistencia química | Excelente (ácido/alcalino) | — |
Con una dureza Vickers de 1100-1250 HV, la alúmina 92% se sitúa muy por encima de las bolas de acero comunes (que suelen tener una dureza de 600-800 HV) y muy por encima de los guijarros naturales o los medios de sílex. Esta ventaja en cuanto a dureza significa que la superficie cerámica resiste los arañazos y la abrasión del material de alimentación, que es precisamente la razón por la que las tasas de pérdida por desgaste se mantienen tan bajas en la molienda continua.
Un parámetro que no suele aparecer en las fichas técnicas de la mayoría de los proveedores, pero que en la práctica resulta de vital importancia, es índice de eficiencia de molienda — la cantidad de producto molido hasta alcanzar la finura deseada por unidad de desgaste del medio. Según nuestra experiencia en instalaciones de procesamiento de cerámica y minerales, las bolas de alúmina 92% alcanzan índices de eficiencia de molienda entre un 25 % y un 40 % superiores a los de las bolas de alúmina 75% en aplicaciones que persiguen un tamaño de partícula final inferior a 45 micras, principalmente porque su mayor dureza mantiene la esfericidad de las bolas durante más tiempo, conservando la geometría de contacto puntual que propicia una transferencia eficiente de la tensión a las partículas de alimentación.
Una absorción de agua inferior a 0,011 % confirma que las bolas de alúmina 92% son prácticamente totalmente densas y presentan una porosidad cerrada. En aplicaciones de molienda en húmedo —habituales en la preparación de lechadas cerámicas, la molienda de pigmentos para pinturas y el procesamiento de polvos farmacéuticos— esto es imprescindible. Los medios porosos absorben el líquido de proceso, se hinchan en los límites de grano y fallan por desprendimiento. Los cuerpos de alúmina 92% totalmente densos evitan por completo este modo de fallo.
Cómo se fabrican las bolas de alúmina 92: proceso de sinterización y control de calidad
El proceso de fabricación de las bolas de cerámica de alúmina 92% es más complejo de lo que muchos compradores creen, y las decisiones que toma el fabricante en cuanto al proceso determinan directamente si el producto final cumple con las especificaciones publicadas o si simplemente se aproxima a ellas.
Preparación de la materia prima
La producción comienza con polvo de alúmina calcinada —normalmente alúmina obtenida mediante el proceso Bayer— con una distribución granulométrica controlada (D50, por lo general, de 2 a 5 µm) y una pureza determinada. Los aditivos fundentes (SiO₂, MgO, CaO) se muelen previamente por separado o se introducen como precursores minerales de arcilla natural (caolín, talco) antes de la mezcla. El pesaje preciso y la homogeneización en esta etapa son fundamentales: variaciones en el contenido de fundente de tan solo 0,51 % pueden alterar significativamente el comportamiento de sinterización.
Métodos de conformado
En el ámbito comercial se utilizan dos métodos principales de conformado:
Prensado isostático en frío (CIP): El polvo pregranulado se prensa a una presión de entre 100 y 200 MPa en moldes de caucho. Esto da como resultado una densidad en bruto muy uniforme y esferas con una forma cercana a la definitiva. Los cuerpos CIP requieren un mecanizado mínimo en bruto y suelen dar lugar al producto acabado con mayor precisión dimensional. Este es el método que recomendamos para aplicaciones de precisión en las que se requiere una tolerancia en el diámetro de las bolas inferior a ±0,1 mm.
Extrusión y tamborileo (granulación-sinterización): Se extruye una pasta de barbotina de alúmina en forma de cilindros, que se someten a un proceso de tamboreado en un tambor giratorio para formar esferas mediante deformación plástica. Este método es más rápido y económico, pero produce esferas con una esfericidad ligeramente menos uniforme. Es adecuado para aplicaciones en las que una tolerancia dimensional estricta es menos importante que el coste por unidad producida.
Sinterización
Las piezas verdes se cuecen en hornos de rodillos continuos o en hornos de carga periódica a temperaturas que oscilan entre 1580 °C y 1650 °C, que se mantiene durante 2-4 horas a la temperatura máxima. Durante la cocción, se forma una fase líquida a partir del sistema SiO₂-CaO-Al₂O₃, lo que favorece la densificación mediante flujo viscoso y la reorganización de las partículas. Los límites de grano del corindón se humedecen con esta fase vítrea, que al enfriarse forma una fina película amorfa que une los granos y controla el comportamiento frente a la fractura.
El control de la atmósfera durante la sinterización es fundamental: la cocción al aire es el procedimiento habitual para la alúmina 92%, pero mantener un flujo de aire constante evita que se produzcan condiciones reductoras locales que podrían provocar la reducción parcial de los óxidos de hierro, lo que daría lugar a una coloración grisácea y a posibles variaciones en las propiedades.
La comprobación dimensional tras la sinterización, la verificación de la densidad mediante el método de Arquímedes y la inspección visual en busca de grietas constituyen el protocolo mínimo de control de calidad. Los fabricantes de alta calidad realizan además:
- Muestreo por lotes para ensayos de pérdida por desgaste en molinos de bolas normalizados.
- Muestreo estadístico para la resistencia a la compresión (ensayo de aplastamiento con bola).
- Medición de la redondez mediante profilometría óptica.
- Análisis puntual por XRF del contenido de Al₂O₃.
Tabla de puntos de control de calidad
| Fase de producción | Parámetro de control de calidad | Criterio de aceptación |
|---|---|---|
| Recepción de materias primas | Pureza del Al₂O₃, distribución del tamaño de las partículas | Al₂O₃ ≥ 99,51 %: pureza de la materia prima del proceso TP3T |
| Mezcla de polvos | Homogeneidad, humedad | CV < 2% en todo el lote |
| Modelado corporal ecológico | Densidad de la vegetación, diámetro | ±0,51 TP3T del objetivo |
| Inspección previa al sinterizado | Grietas superficiales, forma | Sin defectos visibles |
| Sinterización | Temperatura máxima, tiempo de permanencia | Control de ±5 °C |
| Producto terminado | Densidad, pérdida por desgaste, dureza | Según la tabla de especificaciones |
| Embalaje | Recuento, etiquetado, barrera contra la humedad | Sellado, etiquetado, seco |
Comparación de la alúmina 92 con otros tipos de medios de molienda cerámicos
Una de las preguntas más habituales que nos plantean los ingenieros de compras es: “¿Por qué deberíamos pagar más por la alúmina 92% si la alúmina 75% es más barata?”. La respuesta requiere tener en cuenta el coste total de propiedad en lugar del precio unitario, y los datos comparativos favorecen sistemáticamente a la alúmina 92% para operaciones de fresado de intensidad media a alta.
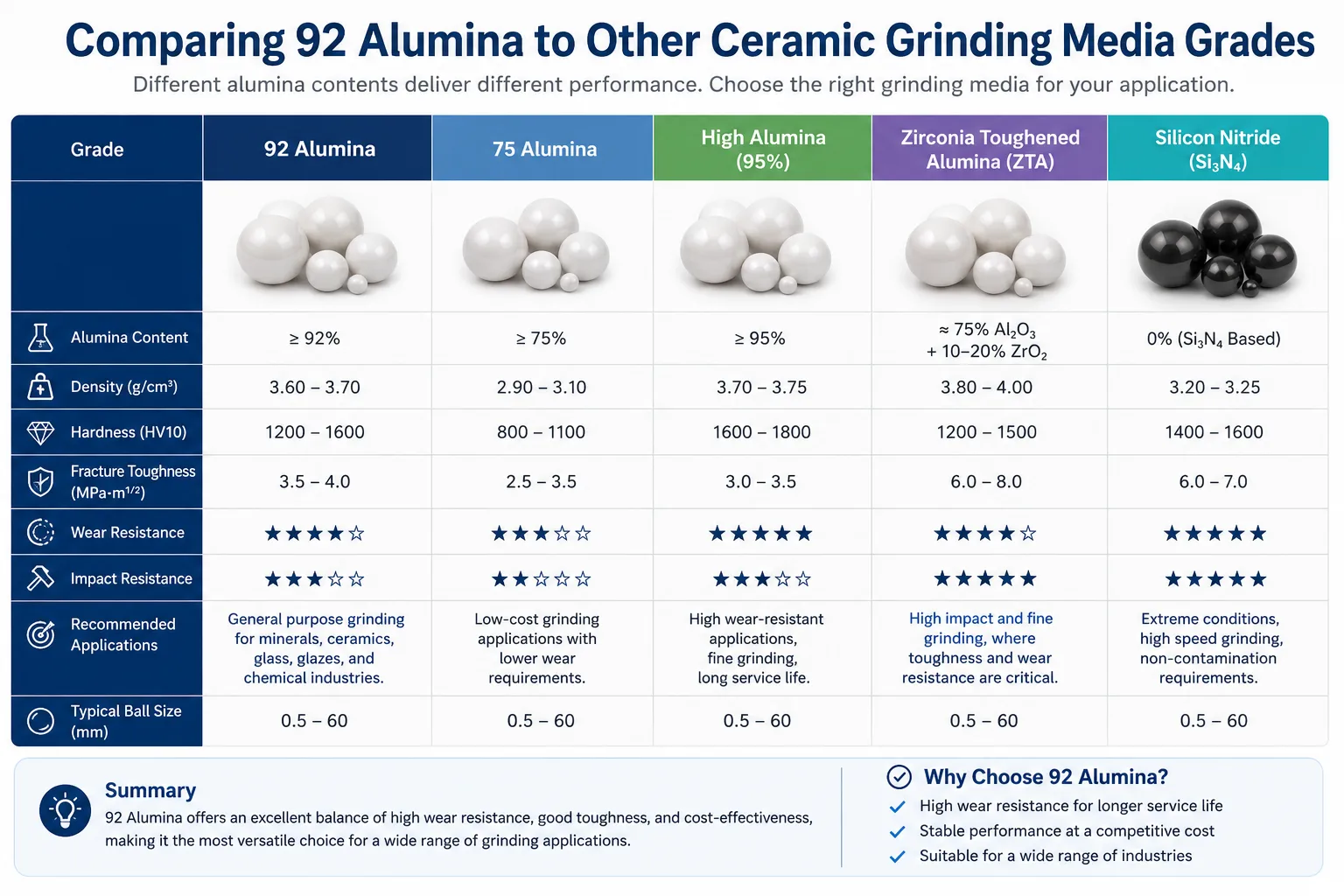
Tabla comparativa de calidades de medios de molienda
| Parámetro | Alúmina 68% | Alúmina 75% | Alúmina 92% | Alúmina 95% | Circonio (ZrO₂) |
|---|---|---|---|---|---|
| Contenido de Al₂O₃ | ~68% | ~75% | ~92% | ~95% | — |
| Densidad (g/cm³) | ~2.80 | ~3.20 | 3.60–3.68 | 3.65–3.75 | 6.0–6.1 |
| Dureza (Mohs) | ~7.5 | ~8 | ~9 | ~9+ | ~8.5 |
| Índice de desgaste | Alta | Medio | Bajo | Muy bajo | Ultrabajo |
| Precio relativo | Bajo | Medio-Bajo | Medio | Medio-Alto | Muy alta |
| Mejor aplicación | Molienda húmeda de baja intensidad | Cerámica en general | La mayor parte del esmerilado industrial | Cerámica de precisión/técnica | Ultrafino/alta pureza |
| Riesgo de contaminación | Medio-Alto | Medio | Bajo | Muy bajo | Insignificante |
| Vida útil típica (relativa) | 1x | 1.5–2x | 4–5x | 6–7x | 10–15x |
La información clave de esta tabla es la columna de vida relativa. Una bola de alúmina 75% que cuesta 40% menos que una bola de alúmina 92%, pero cuya vida útil es solo entre 1,5 y 2 veces mayor —frente a las 4–5 veces de la bola de alúmina 92% —, supone un coste por tonelada de producto molido sustancialmente mayor si se incluyen los tiempos de inactividad por mantenimiento y la mano de obra para la sustitución de los medios.
En aplicaciones con productos coloreados o sensibles, en las que la contaminación por hierro, sílice u óxidos alcalinos podría provocar defectos en el producto, el sobrecoste que supone la alúmina 92% frente a grados inferiores está especialmente justificado. La relación coste-beneficio resulta aún más favorable si se tienen en cuenta los rechazos de los clientes debidos a la contaminación por los medios de molienda.
La alúmina 95% ofrece una mayor resistencia al desgaste, pero a un precio más elevado que solo se justifica en aplicaciones específicas, principalmente en cerámicas técnicas, recubrimientos avanzados y materiales para electrónica de precisión, donde los requisitos de pureza del producto son extremadamente estrictos.
Los medios de molienda de circonio se sitúan en un nivel de rendimiento y precio totalmente distinto, siendo adecuados para la molienda ultrafina por debajo de 1 micra, principios activos farmacéuticos y productos químicos especializados de alto valor, en los que cualquier contaminación por alúmina es inaceptable. No consideraríamos el circonio y la alúmina 92% como alternativas directas, ya que se destinan a segmentos de aplicación fundamentalmente diferentes.
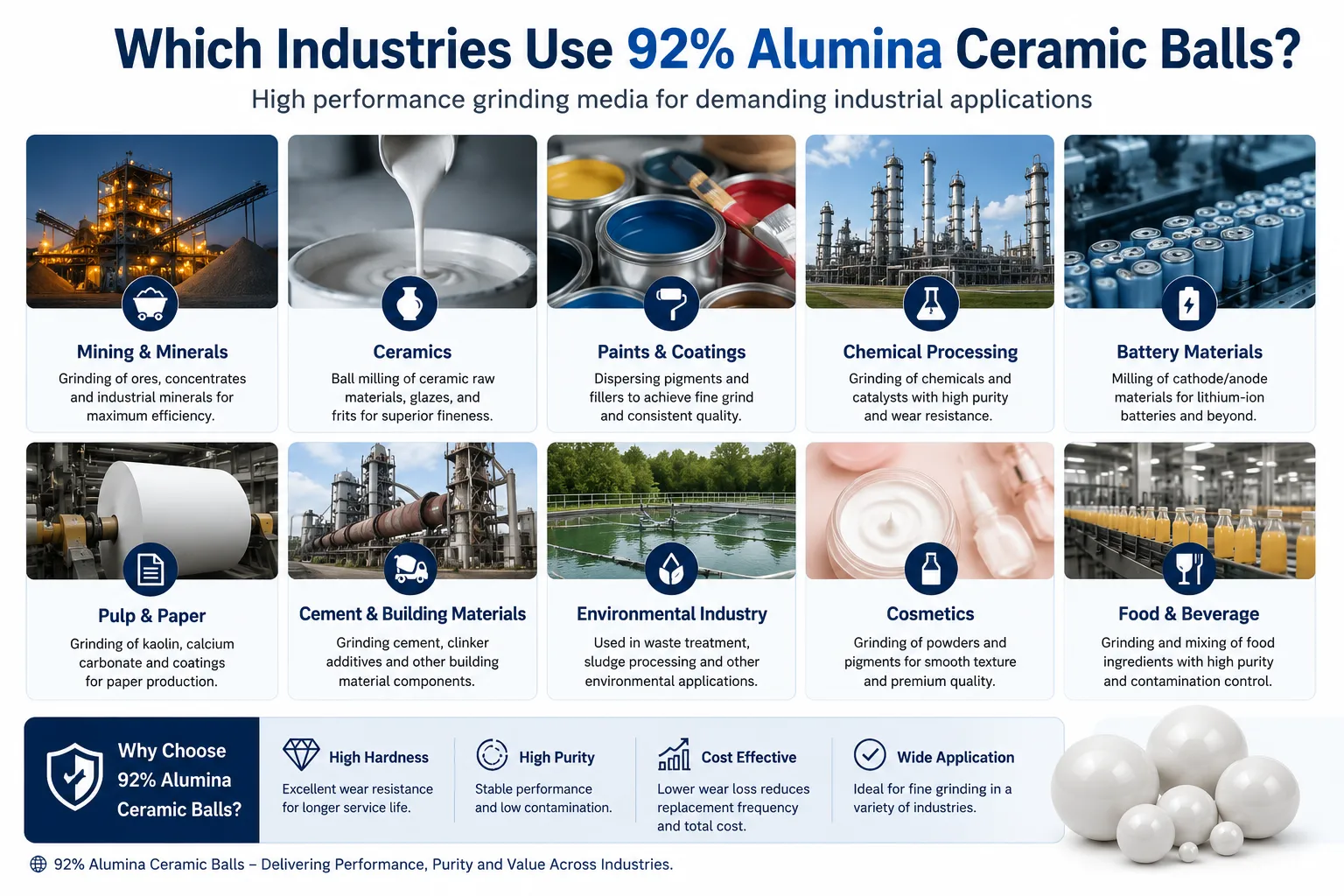
Aplicaciones: ¿En qué sectores se utilizan las bolas cerámicas de alúmina 92%?
La versatilidad de las bolas de cerámica de alúmina 92% es una de sus características más importantes desde el punto de vista comercial. Sus propiedades fundamentales —alta dureza, bajo desgaste, inercia química y alta densidad— aportan un gran valor añadido en una gama sorprendentemente amplia de sectores industriales.
Principales aplicaciones industriales
Fabricación de cerámica y porcelana: El mayor mercado de uso final. El feldespato, el cuarzo, la calcita, el caolín y la ceniza de hueso se muelen en molinos de bolas utilizando medios de alúmina 92% para producir pastas para pastas de azulejos, barbotina para sanitarios y polvos cerámicos técnicos. Las cargas típicas de bolas en este segmento oscilan entre 1.500 kg y más de 20.000 kg por molino.
Cemento y materiales de construcción: En la molienda de clinker, el procesamiento de cenizas volantes y la molienda de escoria se utilizan cada vez más medios cerámicos, ya que los productores de cemento reconocen que una menor pérdida por desgaste se traduce en una menor contaminación por hierro en el cemento acabado, lo que afecta a la química de fraguado y a la uniformidad del color en la producción de cemento blanco.
Procesamiento de pinturas y pigmentos: El dióxido de titanio, el óxido de zinc, los pigmentos de óxido de hierro y los colorantes orgánicos se muelen hasta alcanzar una finura inferior a 10 micras utilizando medios cerámicos en molinos de perlas con agitación y molinos de bolas. La inercia química de la alúmina 92% evita la interacción con las superficies reactivas de los pigmentos.
Minería y tratamiento de minerales: El enriquecimiento de arena de sílice, la preparación de la materia prima para la flotación de feldespato y la molienda de roca fosfórica son aplicaciones habituales. El carácter abrasivo de estas materias primas exige el uso de medios resistentes al desgaste, y la alúmina 92% ofrece una solución rentable.
Vidrio y fritas: La molienda de frita para esmaltes, barnices y composiciones de vidrio especiales requiere medios que no introduzcan contaminación refractaria. La alúmina es químicamente compatible con la mayoría de los sistemas de esmaltes cuando se utiliza en las concentraciones adecuadas.
Electrónica y cerámicas especiales: Los sustratos de alúmina, la cerámica LTCC (cerámica cocida a baja temperatura), la cerámica piezoeléctrica (PZT) y los materiales de ferrita se muelen en húmedo utilizando bolas de alúmina 92% de alta pureza. En este proceso, se controla minuciosamente el contenido de hierro en los medios de molienda.
Alimentación y productos farmacéuticos: La molienda de carbonato cálcico, talco y excipientes para comprimidos farmacéuticos y aditivos alimentarios se beneficia de las propiedades no tóxicas y químicamente inertes de la alúmina. Las aplicaciones que cumplen con los requisitos de la FDA requieren una documentación completa de los materiales.
Procesamiento químico: Los materiales de soporte para catalizadores, la molienda de zeolitas y el procesamiento de carbón activado son otros ámbitos en los que la resistencia química de la alúmina y su bajo nivel de contaminación resultan fundamentales.
Lea también: ¿Para qué se utilizan las bolas cerámicas de alúmina?
Tabla de recomendaciones sobre el tamaño de las bolas según la aplicación
| Sector industrial | Tamaño de las partículas del pienso | Fineness objetivo | Diámetro recomendado de la bola |
|---|---|---|---|
| Pasta cerámica | < 5 mm | < 63 µm | 30-50 mm |
| Molienda de pigmentos | < 1 mm | < 10 µm | 10–25 mm |
| Cerámica electrónica | < 200 µm | < 1–5 µm | 5–15 mm |
| Cemento/clinker | < 25 mm | < 75 µm | 40–80 mm |
| Molienda de vidrio y frita | < 3 mm | < 45 µm | 20-40 mm |
| La extracción de minerales | < 10 mm | < 100 µm | 30–60 mm |
| Polvo farmacéutico | < 500 µm | < 5–20 µm | 6-15 mm |
Parámetros de carga y directrices operativas del molino de bolas
Incluso las bolas de alúmina 92% de la más alta calidad no rendirán al máximo si el molino se carga incorrectamente o se hace funcionar fuera de los parámetros óptimos. Estas variables operativas interactúan de formas complejas, y ajustarlas correctamente marca la diferencia entre un proceso que alcanza el rendimiento previsto y uno que consume una cantidad excesiva de energía para obtener un grado de finura insuficiente.
Parámetros críticos de funcionamiento del molino
Nivel de llenado del molino: La recomendación estándar para los molinos de bolas cerámicos que utilizan medios de alúmina es de un 30-50 % del volumen del molino en volumen aparente de bolas. Por debajo del 30 %, las bolas sufren un impacto excesivo por caída libre que aumenta el riesgo de fractura sin que ello se traduzca en un beneficio proporcional en la molienda. Por encima de 50%, el movimiento en cascada se ve restringido, lo que reduce la eficiencia de la molienda.
Velocidad crítica y velocidad óptima: La velocidad crítica (Nc) en revoluciones por minuto se calcula de la siguiente manera:
Nc = 42,3 / √D
donde D es el diámetro interior del molino en metros. Para lograr una molienda óptima, los molinos suelen funcionar a una velocidad crítica de entre 65 y 801 TP3T. En este rango, los medios de molienda caen en cascada y forman remolinos que maximizan tanto el impacto como los mecanismos de molienda por abrasión.
Relación bola-material (en peso): En la molienda húmeda de cerámicas, la proporción habitual es de 2:1 a 3:1 (medios de molienda:peso del material seco). Las proporciones más altas aumentan el consumo de energía por unidad de material, pero también incrementan el desgaste de los medios de molienda. Las proporciones más bajas reducen la eficiencia de la molienda. La proporción óptima depende de la dureza del material y del grado de finura deseado.
Reología de las suspensiones en la molienda en húmedo: La viscosidad de la suspensión debe mantenerse entre 800 y 2000 mPa·s para la mayoría de las aplicaciones de molienda cerámica. Una viscosidad excesiva amortigua los impactos entre las bolas y las partículas y reduce la eficiencia; una viscosidad insuficiente reduce la tasa de captura de partículas. La adición de agua se ajusta en consecuencia, y se utilizan desfloculantes (silicato de sodio, dispersantes de poliacrilato) para controlar la reología sin una dilución excesiva.
Distancia entre el soporte y el papel de revestimiento: Esto suele pasarse por alto. Si el desgaste del revestimiento ha aumentado considerablemente el diámetro interior del molino, el cálculo de la velocidad crítica efectiva se ve alterado. Recomendamos recalibrar la velocidad del molino tras episodios de desgaste significativo del revestimiento.
Composición de la carga de bolas para las distintas fases de molienda
| Etapa de fresado | Bola grande % | Bola mediana % | Pequeña bola % | Justificación |
|---|---|---|---|---|
| Molienda gruesa | 60–70% | 25-30% | 5-10% | Predomina la energía de impacto |
| Intermedio | 30-40% | 40-50% | 15-25% | Equilibrio entre impacto y desgaste |
| Molienda fina | 10-20% | 30-40% | 40-60% | El desgaste es lo que predomina |
| Ultrafino | 0-10% | 20-30% | 60-80% | Máximo contacto superficial |
Según nuestra experiencia, en muchas operaciones se utilizan cargas de bolas de un solo tamaño por motivos de simplicidad, lo cual es aceptable en molinos continuos en los que se añaden bolas de reposición de forma regular. Sin embargo, los molinos discontinuos que muelen según especificaciones estrictas de tamaño de partícula se benefician considerablemente del enfoque de tamaños mixtos que se ha mostrado anteriormente.
Cómo medir e interpretar el desgaste de las bolas cerámicas de alúmina
El bajo desgaste es el principal argumento de venta de las bolas de alúmina 92% en casi todos los mercados. Sin embargo, el término “bajo” es relativo y, sin una metodología de medición estandarizada, las comparaciones entre proveedores pierden todo su sentido. A continuación se explica cómo se cuantifica adecuadamente el desgaste y qué significan las cifras en la práctica.
Método estándar de ensayo de desgaste
El protocolo de ensayo más utilizado en el sector de los medios de molienda consiste en cargar un molino de bolas de laboratorio con una carga fija de bolas de ensayo y un material abrasivo estandarizado (normalmente cuarzo o feldespato), hacerlo funcionar durante un tiempo determinado a una velocidad controlada y en condiciones de suspensión específicas, y medir posteriormente la pérdida de peso de la carga de bolas.
Variables de prueba que se deben normalizar:
- Volumen del molino y material del revestimiento (revestimiento de caucho de serie para ensayos de abrasión).
- Peso y distribución del tamaño de las bolas.
- Tipo de materia prima, dureza y tamaño de las partículas.
- Concentración y pH de la suspensión.
- Velocidad del torno (1/3 de la velocidad crítica).
- Duración de la prueba (normalmente 24 o 48 horas).
La pérdida por desgaste se indica de la siguiente manera:
Índice de desgaste = (Masa inicial – Masa final) / (Masa inicial × Duración de la prueba) × 1000
Unidades: g/kg por hora, o bien g/tonelada de producto molido.
Valores típicos de pérdida por desgaste según el grado de alúmina
| Grado de alúmina | Pérdida por desgaste (g/kg·h) | Pérdida por desgaste (g/tonelada de producto) | Consumo anual* |
|---|---|---|---|
| Alúmina 68% | 0.08 – 0.15 | 800 – 1500 | Muy alta |
| Alúmina 75% | 0.04 – 0.08 | 400 – 800 | Alta |
| Alúmina 92% | 0.01 – 0.03 | 100 – 300 | Bajo |
| Alúmina 95% | 0.005 – 0.015 | 50 – 150 | Muy bajo |
| Zirconia | < 0,005 | < 50 | Ultrabajo |
*Consumo anual relativo, basado en la carga de molienda equivalente
La importancia práctica de estas cifras: una carga de bolas de 50 toneladas de alúmina 92% en una gran planta de baldosas cerámicas que muele feldespato de forma continua puede sufrir una pérdida por desgaste de 0,02 g/kg·h. En más de 8.000 horas de funcionamiento al año, eso se traduce en aproximadamente 8.000 kg de medio consumido anualmente —una cantidad significativa en términos absolutos, pero una fracción de lo que consumiría la alúmina 75% o 68% en condiciones idénticas—.
Los productos que sufren desgaste contaminan el material en bruto. En el caso de la cerámica blanca, como la porcelana sanitaria, la contaminación procedente de los medios de proceso, cuando supera ciertos umbrales, provoca defectos de color visibles en el producto acabado. La baja tasa de desgaste de la alúmina 92% protege directamente la calidad del producto en estas aplicaciones delicadas.

Bajo índice de mermas en los productos en stock: qué significa realmente para el departamento de compras
Cuando un proveedor anuncia que dispone de “stock con bajo desgaste” de bolas cerámicas de alúmina 92, los equipos de compras deben comprender exactamente qué significa esta afirmación y qué documentación debe acompañarla para que resulte creíble.
Qué significa realmente “stock”
La disponibilidad de existencias de medios de molienda se refiere al producto acabado e inspeccionado que se encuentra en el almacén, listo para su envío inmediato, sin los plazos de entrega asociados a los lotes de producción nuevos. Para los fabricantes de bolas cerámicas, mantener las existencias requiere:
- Una capacidad de producción del horno adecuada y una gestión rigurosa de los horarios del horno.
- Un espacio de almacén adecuado con condiciones de almacenamiento adecuadas.
- Sistemas de gestión de inventario que controlan la identificación de los lotes y los registros de pruebas.
- Compromiso financiero para mantener existencias de productos en curso y productos terminados.
La disponibilidad de existencias de calidad es fundamental, ya que las necesidades urgentes de material —motivadas por un desgaste acelerado inesperado, la ampliación de una fábrica o el rechazo de un lote contaminado— no pueden esperar entre seis y ocho semanas a que se produzca un nuevo lote. Los proveedores que mantienen existencias verificadas de calidad documentada ofrecen una verdadera seguridad operativa.
¿Qué documentación debe acompañar a las bolas de alúmina del lote 92%?
Recomendamos solicitar lo siguiente a cualquier proveedor antes de realizar la compra:
- Certificado de análisis (CoA): Contenido de Al₂O₃ determinado por XRF, densidad según el principio de Arquímedes, absorción de agua y resultados de la prueba de pérdida por desgaste para el lote de producción específico.
- Número de lote de producción: Se puede rastrear hasta el registro de cocción del horno, el registro de la temperatura de sinterización y el lote de materia prima.
- Informe dimensional: Distribución del diámetro, redondez y observaciones sobre el acabado superficial.
- Protocolo de ensayo de desgaste: ¿Qué norma de ensayo se utilizó?, duración del ensayo, material de alimentación especificado.
- Fecha de envasado y almacenamiento: Es fundamental para comprobar que las “existencias” no sean productos caducados almacenados en condiciones sin control de temperatura.
Señales de alerta en las reclamaciones de los proveedores
| Reclamación | Qué preguntar | Por qué es importante |
|---|---|---|
| “Pérdida por desgaste ultrabaja” | ¿Cuál es el valor real en g/kg·h y cuál es el método de ensayo? | Las afirmaciones vagas que no se cuantifican no se pueden verificar |
| “92% Al₂O₃” | Mostrar el análisis por XRF o el certificado de análisis del lote | Algunos productores suministran 90–91% y redondean al alza |
| “Disponible en stock” | Solicitar el número de lote y la ubicación en el almacén | Existencias reales frente a producción en tránsito |
| “Con certificación ISO” | ¿Qué norma ISO y qué ámbito de aplicación? | La norma ISO 9001 se refiere únicamente al sistema de gestión de la calidad, no al rendimiento del producto |
| “El menor desgaste del mercado” | ¿Datos de pruebas realizadas por terceros? | Las afirmaciones comparativas requieren pruebas |
Compatibilidad de los materiales de revestimiento: bolas de alúmina con revestimientos de caucho, acero y cerámica
La interfaz entre los medios de molienda y el revestimiento del molino es el punto en el que se transfiere la energía mecánica al proceso, y también es donde ambos materiales se desgastan mutuamente. Comprender la compatibilidad del revestimiento ayuda a prolongar simultáneamente la vida útil tanto de los medios como del revestimiento.
Revestimientos de goma
Los molinos revestidos de caucho son muy habituales en la industria cerámica y en el procesamiento de minerales. Los revestimientos de caucho absorben eficazmente la energía de impacto, lo que reduce la rotura de las bolas, y son autolimpiables (el material no se adhiere a las superficies de caucho). Cuando se utilizan bolas de alúmina 92% en molinos revestidos de caucho, el parámetro operativo clave es velocidad máxima de impacto de la pelota — Los revestimientos de caucho no pueden soportar el impacto de alta energía que producen las bolas de gran diámetro a altas velocidades. En los molinos con revestimiento de caucho, el diámetro máximo de las bolas suele limitarse a 50-60 mm, y la velocidad del molino, a entre el 70 % y el 75 % de la velocidad crítica.
El desgaste que provocan las bolas de alúmina 92% en la goma es relativamente bajo en comparación con el de las bolas de acero, ya que la superficie lisa de la alúmina tras la sinterización genera menos abrasión contra la matriz de goma que la superficie más rugosa y dura del acero.
Revestimientos de acero
En la molienda de cemento y minerales gruesos, donde el diámetro de las bolas supera los 60 mm y las velocidades de rotación del molino favorecen la molienda por impacto, los revestimientos de acero son la norma. Los molinos revestidos de acero que utilizan bolas de alúmina 92% presentan un riesgo específico: si el molino funciona a velocidades que producen una energía de impacto muy elevada, las bolas de alúmina —a pesar de su alta resistencia a la compresión— pueden fracturarse al chocar con elementos de acero de gran masa o con partículas de alimentación extremadamente duras.
Para la alúmina 92% en molinos revestidos de acero, recomendamos:
- Diámetro de la bola ≤ 80 mm.
- Velocidad del torno: 65–721 % de la velocidad crítica.
- Tamaño máximo de las partículas de alimentación ≤ 25 mm (para evitar que las partículas de gran tamaño concentren el impacto).
Molinos revestidos de alúmina
Los molinos con revestimiento íntegramente de alúmina —en los que tanto los medios de molienda como el revestimiento son de cerámica de alúmina 92%— constituyen la configuración preferida para la producción de lechadas de cerámica blanca y la molienda de cerámica electrónica. La contaminación se reduce al mínimo, ya que todas las superficies en contacto con la suspensión tienen una composición idéntica. El desgaste del revestimiento es muy bajo. La principal limitación es el mayor coste del revestimiento y el tiempo de sustitución más prolongado en comparación con el caucho.
En los molinos revestidos de alúmina, operamos a velocidades ligeramente inferiores (entre 62 y 681 TP3T, velocidad crítica) para reducir la energía de impacto de las bolas contra el revestimiento, lo que prolonga considerablemente la vida útil de este.
Tablas de selección de tamaños y relaciones entre el diámetro y el tamaño de las partículas de alimentación
La elección del diámetro adecuado de las bolas para un material de alimentación concreto y un tamaño de partícula deseado es una de las decisiones operativas más importantes en la molienda con bolas. La regla general ampliamente aceptada es que el diámetro de las bolas debe ser aproximadamente entre 20 y 30 veces el diámetro máximo de las partículas de alimentación para lograr una molienda eficaz en la primera etapa, aunque esta proporción se inclina hacia bolas más pequeñas a medida que disminuye la finura deseada.
Gama de tamaños estándar para las bolas de alúmina 92%
Diámetros disponibles en el mercado: 1 mm, 2 mm, 3 mm, 5 mm, 6 mm, 8 mm, 10 mm, 13 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm, 60 mm, 70 mm, 80 mm.

Tabla de referencia para la selección de tallas
| Alimentación D80 (mm) | Valor objetivo D80 (µm) | Tamaño de la bola principal | Tamaño de la bola secundaria |
|---|---|---|---|
| 5 - 10 | 500 – 1000 | 50 – 60 mm | 30 – 40 mm |
| 2 – 5 | 200 – 500 | 30 – 50 mm | 20 – 30 mm |
| 0.5 – 2 | 100 - 200 | 20 – 40 mm | 15 – 20 mm |
| 0.1 – 0.5 | 45 – 100 | 15 – 25 mm | 10 – 15 mm |
| < 0,1 | 10 – 45 | 8 – 15 mm | 5 – 10 mm |
| < 0,05 | 1 – 10 | 3 – 8 mm | 1 – 5 mm |
En la práctica, muchos ingenieros comienzan con un único tamaño de bola y lo ajustan basándose en el análisis del PSD del producto final. El indicador clave de que el tamaño de la bola es demasiado grande para una aplicación determinada es un PSD bimodal del producto final, lo que indica que se ha producido material fino por atrición, mientras que las partículas gruesas no han sido sometidas a impacto. Las bolas demasiado pequeñas producen el efecto contrario: un tamaño medio de partícula muy fino, pero con colas de partículas de gran tamaño que las bolas no pueden triturar de manera eficiente.
Almacenamiento, manipulación e inspección de calidad de las bolas cerámicas en bruto
Las bolas de cerámica son densas y frágiles. Aunque la alúmina 92% es muy resistente a la abrasión y a los ataques químicos durante su uso, un almacenamiento o una manipulación inadecuados antes de su instalación pueden provocar microfisuras que aceleran drásticamente el desgaste y la fractura durante su uso.
Requisitos de almacenamiento
- Conservar en un lugar seco. Aunque la absorción de agua es inferior a 0,011 % en peso, la exposición prolongada al agua estancada o a una humedad elevada, junto con los ciclos de congelación-descongelación, puede provocar tensiones en los límites de grano.
- Evite dejar caer las bolsas desde alturas superiores a 1 metro. Los daños por impacto durante la descarga son una de las principales causas de rechazo en la inspección de entrada.
- Guárdelo sobre palés; nunca directamente sobre suelos de hormigón, donde podría producirse la absorción de humedad.
- Mantenga el embalaje original intacto hasta el momento de la carga en la fábrica. El traslado a granel aumenta el riesgo de que se dañen las virutas.
Protocolo de inspección de entrada
Para grandes volúmenes de compras, recomendamos realizar un control de entrada estructurado:
- Inspección visual de una muestra de 1–2%: comprueba si hay astillas, grietas, zonas aplanadas o variaciones de color inusuales.
- Comprobación de dimensiones Con un calibre: compruebe que el diámetro se ajusta a las especificaciones con una tolerancia de ±0,5 mm o según se indique.
- Comprobación aleatoria de la densidad aplicando el método de Arquímedes a entre 5 y 10 bolas de la muestra.
- Verificación del peso de la entrega completa según la lista de embalaje.
- Revisión del CoA y la verificación de los números de lote con los registros de los proveedores.
Puntos de referencia de precios, cantidades mínimas de pedido y criterios de evaluación de proveedores
Los precios de las bolas cerámicas de alúmina 92% varían considerablemente en función del diámetro de las bolas, la cantidad del pedido, las condiciones de entrega y la situación del mercado. Los siguientes valores orientativos representan rangos típicos; los precios reales deben confirmarse consultando los presupuestos actuales de los proveedores.
Rangos de precios aproximados (USD, FOB China, 2025)
| Diámetro de la bola | Rango de precios aproximado (USD/TM) | MOQ típico |
|---|---|---|
| 1 – 5 mm | $900 – $1.400 | 500 kg |
| 6 – 15 mm | $750 – $1.100 | 500 kg |
| 16 – 30 mm | $680 – $950 | 1 000 kg |
| 31 – 50 mm | $620 – $880 | 1 000 kg |
| 51 – 80 mm | $600 – $850 | 2 000 kg |
Los precios se ven muy influidos por el coste de la materia prima de la alúmina (que sigue la evolución de los mercados mundiales de la bauxita y la alúmina calcinada), los costes del gas natural o la electricidad para la cocción en horno y las tarifas de transporte marítimo en contenedores. Durante los periodos de subida repentina de los costes energéticos, cabe esperar una presión al alza sobre los precios de las bolas cerámicas.
Lea también: Fábrica de bolas de cerámica de alúmina inerte al por mayor
Criterios de evaluación de proveedores
A la hora de evaluar a un nuevo proveedor de bolas de molienda de alúmina 92%, aplicamos los siguientes criterios ponderados:
| Criterio | Peso | Qué comprobar |
|---|---|---|
| Precisión de la composición química | 25% | Certificado de análisis frente a análisis XRF independiente |
| Comportamiento frente al desgaste | 25% | Datos de prueba específicos de cada lote |
| Coherencia dimensional | 15% | Tolerancia de diámetro, redondez |
| Disponibilidad de existencias | 15% | Stock real en almacén |
| Fiabilidad en los plazos de entrega | 10% | Experiencia demostrada con referencias |
| Asistencia técnica | 5% | Capacidad de ingeniería de aplicaciones |
| Competitividad en los precios | 5% | Coste total, no solo el precio unitario |
El mayor error que cometen los compradores es dar demasiada importancia al precio unitario en detrimento de la verificación del rendimiento frente al desgaste. Un proveedor que ofrezca un precio por tonelada métrica 15% más bajo, pero cuyo producto se desgaste 30% más rápido, ofrece un valor inferior en todos los parámetros relevantes.
Preguntas frecuentes sobre las bolas cerámicas de alúmina 92
1: ¿Cuál es la diferencia entre las bolas de alúmina 92% y las bolas de alúmina 95%?
La principal diferencia radica en el contenido de Al₂O₃: las bolas de alúmina 92% contienen aproximadamente un 92,1 % de óxido de aluminio en peso, mientras que las bolas de alúmina 95% contienen aproximadamente un 95,1 %. El mayor contenido de alúmina en las bolas 95% produce una dureza ligeramente superior (normalmente 1200–1300 HV frente a 1100–1250 HV para las 92%), una menor tasa de desgaste y una densidad ligeramente superior. Sin embargo, las bolas 95% son más caras de producir debido a los mayores requisitos de pureza de la materia prima y a unas condiciones de sinterización más controladas. Para la mayoría de las aplicaciones industriales de molienda —baldosas cerámicas, procesamiento de minerales, pintura— la diferencia de rendimiento entre el 92% y el 95% no justifica la diferencia de precio. En el caso de la cerámica para electrónica de precisión, los principios activos farmacéuticos o las aplicaciones en las que la pureza del producto es fundamental, el cambio al 95% puede estar justificado.
2: ¿Se pueden utilizar bolas de alúmina 92% en molinos de perlas con agitación?
Sí, pero con importantes limitaciones de tamaño. Los molinos de bolas con agitación (también conocidos como molinos de fricción o molinos de bolas horizontales) están diseñados para medios mucho más pequeños que los molinos de bolas convencionales. En esta aplicación, se utilizan bolas de alúmina 92% con diámetros de 1 a 6 mm, mientras que las bolas más grandes (> 10 mm) no son compatibles con las holguras típicas del disco agitador. El requisito clave de rendimiento en los molinos con agitador no es solo la resistencia al desgaste, sino también la resistencia a la fractura a altas velocidades de la punta del agitador (normalmente entre 8 y 15 m/s). Las bolas de alúmina 92% de alta calidad con tamaño de grano controlado ofrecen un buen rendimiento en esta aplicación.
3: ¿Cuánto duran las bolas cerámicas de alúmina 92% en la molienda húmeda continua?
La vida útil depende en gran medida de la dureza del material de alimentación, el diámetro de las bolas, las condiciones de funcionamiento del molino y el nivel de desgaste aceptable antes de que sea necesario sustituir los medios de molienda. En la molienda típica para la preparación de pastas de baldosas cerámicas, con alimentación de feldespato y cuarzo de un tamaño máximo de 3–5 mm, una carga de bolas de alúmina 92% puede durar entre 2 y 4 años antes de que sea necesario un reemplazo a granel. A lo largo de la vida útil se producen roturas puntuales de bolas, que se subsanan mediante reposiciones periódicas. La carga de bolas se considera “agotada” cuando el diámetro medio de las bolas se ha reducido entre un 20 % y un 30 % respecto al tamaño nominal original; en ese momento, tanto el rendimiento del molino como la tasa de desgaste se deterioran debido a los cambios en la dinámica.
4: ¿Qué provoca la fractura de las bolas de alúmina 92% durante su uso?
La fractura, más que el desgaste por abrasión, es la principal causa de fallo cuando el equipo no funciona correctamente. Entre las causas más comunes se incluyen: partículas de alimentación de tamaño excesivo (metales extraños o aglomerados que concentran el impacto), velocidad del molino demasiado alta (las bolas chocan con energía excesiva), diámetro de las bolas demasiado grande para el tipo de revestimiento, choque térmico durante el arranque del molino cuando las bolas están frías y la lechada está caliente, o la recepción de bolas dañadas que han sufrido microfisuras durante el transporte. Un aumento repentino en la tasa de fractura de los medios de molienda es siempre una señal para investigar la causa raíz, en lugar de limitarse a seguir añadiendo medios de repuesto.
5: ¿Cómo debo limpiar las bolas de alúmina 92% al cambiar de aplicación de molienda?
Al cambiar de un producto a otro en un molino cerámico o farmacéutico, es importante realizar una limpieza a fondo de los medios de molienda para evitar la contaminación cruzada. Para la mayoría de las aplicaciones industriales, basta con lavar con agua la carga de bolas del molino (ponerlo en marcha en vacío con agua, vaciarlo y repetir el proceso). Para aplicaciones farmacéuticas o de alta pureza que requieran una limpieza más estricta, las bolas pueden descargarse, sumergirse en ácido diluido (HCl o ácido cítrico) para eliminar los depósitos minerales, y luego enjuagarse a fondo con agua desionizada y secarse antes de volver a cargarlas. Los agentes de limpieza alcalinos deben utilizarse con precaución: aunque la alúmina 92% tiene una buena resistencia química, la exposición prolongada a NaOH concentrado puede atacar la fase vítrea en los límites de grano.
6: ¿Cuál es la densidad óptima de la suspensión para la molienda en húmedo con bolas de alúmina?
En la mayoría de las aplicaciones cerámicas, un contenido de sólidos en la pasta de entre el 55 % y el 70 % en peso (equivalente aproximadamente a un 35 %-50 % en volumen de sólidos) ofrece el equilibrio óptimo entre la eficiencia de la molienda y la reología de la pasta. Por debajo del 55 % en peso de sólidos, una dilución excesiva reduce la probabilidad de contacto entre las bolas y las partículas. Por encima del 70 % en peso de sólidos, la viscosidad de la suspensión aumenta considerablemente, amortiguando los impactos y reduciendo la velocidad de molienda. El valor óptimo específico depende de la densidad del material y de la distribución del tamaño de las partículas, por lo que recomendamos medir la viscosidad con un viscosímetro Brookfield durante el desarrollo del proceso para establecer con precisión el rango de funcionamiento.
7: ¿Las bolas de alúmina 92% requieren un manejo especial debido a su peso?
Sí. Con una densidad aparente de aproximadamente 2,1-2,3 kg/l (calculada a partir del factor de empaquetamiento de las bolas y la densidad individual de las bolas de 3,60-3,68 g/cm³), un molino estándar de 1000 L cargado al 40% de llenado contendrá aproximadamente entre 840 y 920 kg de bolas de molienda. La carga y descarga requieren asistencia mecánica —concretamente, una rampa de carga o una cinta transportadora para la carga, y bien un vertedor de molino con criba clasificadora o un sistema de pala manual para la descarga—. Evite dejar caer las bolsas de bolas desde una altura: el impacto puede provocar microfracturas en todo el contenido de la bolsa.
8: ¿Cuáles son las ventajas de las bolas de alúmina 92% frente a las bolas de acero en la molienda de cerámica?
Las bolas de acero contaminan la pasta con productos de desgaste de óxido de hierro, lo que provoca defectos de color en la cerámica blanca, puede catalizar reacciones químicas no deseadas en aplicaciones especializadas y se depositan en el producto. El acero también tiene una dureza mucho menor que la alúmina (600–800 HV frente a 1100–1250 HV para la alúmina 92%), lo que significa una tasa de desgaste significativamente mayor frente a materiales de alimentación duros como el feldespato y el cuarzo. La densidad del acero es mayor (7,8 g/cm³ frente a 3,6 g/cm³), lo que implica una mayor energía de impacto por bola, pero esto se ve compensado por el problema de la contaminación y una tasa de desgaste mucho más rápida. Para aplicaciones cerámicas, químicas y alimentarias, la alúmina 92% es preferida casi universalmente frente a los medios de molienda de acero.
9: ¿Cómo se embalan y envían al extranjero las bolas cerámicas de alúmina 92%?
El embalaje estándar de las bolas de alúmina 92% consiste en sacos de polipropileno tejido (de 25 kg o 50 kg) apilados sobre palés de madera y envueltos en film retráctil. Las bolas de diámetro pequeño (< 6 mm) se embalan a veces en bolsas de papel selladas dentro de sacos de polipropileno exteriores para reducir la generación de polvo. Los contenedores de transporte (FCL de 20 pies) suelen tener una capacidad de entre 12 y 18 toneladas métricas, dependiendo de la disposición del embalaje. Para el transporte marítimo, la mercancía se clasifica como artículos cerámicos y no es peligrosa. Los proveedores deben proporcionar una lista de embalaje, una factura comercial, un certificado de origen y el certificado de análisis (CoA) para cada lote de producción incluido en el envío.
10: ¿Cómo puedo comprobar que las bolas de alúmina que he recibido son realmente del grado 92%?
El método de verificación definitivo es el análisis por fluorescencia de rayos X (XRF), que mide la composición elemental del cuerpo cerámico. La mayoría de los laboratorios de materiales universitarios y los laboratorios de ensayo comerciales pueden realizar análisis XRF de muestras de cerámica molida en un plazo de 1 a 3 días laborables. Un método de cribado de campo más sencillo es la medición de la densidad según el principio de Arquímedes: si la densidad medida es inferior a 3,55 g/cm³, es poco probable que las bolas sean de alúmina 92% (pueden ser de 75% o de un grado inferior). Además, la prueba de dureza con un durómetro Vickers certificado permite diferenciar los grados: la alúmina 92% debería registrar un valor superior a 1050 HV. Si los resultados son dudosos, el XRF es la confirmación definitiva.
Resumen y principales conclusiones
Las bolas de cerámica de alúmina 92% representan una tecnología de medios de molienda consolidada y ampliamente probada que ofrece ventajas cuantificables en cuanto a resistencia al desgaste, pureza del producto y coste total de propiedad en una amplia gama de aplicaciones industriales de molienda. Los aspectos clave que determinan el éxito de su aplicación son:
- Verificación del contenido de Al₂O₃ del lote de producción concreto, y no de especificaciones genéricas de calidad.
- Elección del tamaño adecuado de la pelota basándose en el tamaño de las partículas de la materia prima y la finura deseada, y no en convenciones o costumbres.
- Condiciones de funcionamiento del molino de acuerdo con los límites mecánicos de la alúmina 92% (velocidad, diámetro de la bola, tipo de revestimiento).
- Documentación sobre la pérdida de peso basadas en un protocolo de pruebas estandarizado para que las comparaciones entre proveedores sean significativas.
- Disponibilidad de existencias con trazabilidad total para que se puedan satisfacer las necesidades operativas urgentes sin comprometer la calidad.
En AdTech, proporcionamos recursos técnicos y asistencia en la adquisición de medios de molienda de alúmina para diversos sectores industriales. La información que se recoge en este artículo se basa en la experiencia práctica adquirida en entornos de fabricación de cerámica, minerales, productos químicos y electrónica, combinada con datos procedentes de instituciones de investigación y organismos de normalización de prestigio. Nuestro objetivo es siempre ayudar a los ingenieros y compradores a tomar decisiones basadas en datos de rendimiento contrastados, en lugar de en argumentos de marketing.
