AdTech personalizado sistema de lavagem de transferência de alumínio fundido representa a solução mais avançada para o transporte seguro, eficiente e livre de contaminação de alumínio líquido em operações modernas de fundição e fundição de alumínio. Nossa engenharia sistemas de branqueamento combinam canais com revestimento refratário, gestão térmica de precisão e capacidades de configuração modular para reduzir as perdas por oxidação do alumínio até 35%, manter a temperatura de fusão dentro de ±5°C e prolongar a vida útil para além de 10 anos em condições industriais contínuas.
Se o seu projeto requer a utilização de Lavagem por Transferência de Alumínio, pode contactar-nos para um orçamento gratuito.
O que é um sistema de lavagem de transferência de alumínio fundido?
Um sistema de lavagem de transferência de alumínio fundido é uma rede de canais construída propositadamente que move o alumínio líquido a temperaturas entre 680°C e 780°C de um forno de retenção ou de fusão para uma máquina de fundição, unidade de desgaseificação ou estação de filtração sem comprometer a química ou a temperatura da fusão. Ao contrário das calhas simples ou das panelas manuseadas manualmente, um sistema de lavagem projetado é um componente de infraestrutura permanente ou semi-permanente que se integra na linha de produção de fundição como uma conduta de fluxo contínuo.
Na AdTech, passámos mais de uma década a aperfeiçoar a nossa metodologia de engenharia de lavagem. O desafio fundamental que os nossos clientes enfrentam é o facto de o alumínio fundido ser quimicamente reativo, termicamente sensível e estruturalmente exigente para qualquer material que o contenha. Um canal mal concebido cria turbulência que arrasta óxidos, permite a perda de calor que promove a solidificação prematura e absorve contaminantes de materiais de revestimento incompatíveis. Cada um destes modos de falha conduz diretamente a defeitos de fundição, geração de resíduos e paragens de produção.
O sistema de lavagem aborda estes desafios através de quatro disciplinas de engenharia integradas: ciência de materiais refractários, engenharia de sistemas térmicos, modelação da dinâmica de fluidos e fabrico estrutural. Quando todas as quatro são executadas corretamente, o sistema de lavagem torna-se uma parte invisível mas crítica de uma linha de fundição de alumínio de elevado rendimento.
Que tipos de lavagens existem na produção industrial de alumínio?
As lavadoras de transferência industriais em alumínio dividem-se em várias categorias distintas com base na função, geometria e método de instalação:
| Tipo de lavagem | Função principal | Comprimento típico | Temperatura de funcionamento |
|---|---|---|---|
| Lavagem de canal reto | Transferência de fusão ponto a ponto | 1-20 metros | 700-760°C |
| Lavagem curva/angular | Encaminhamento com restrições de layout | Personalizado | 700-760°C |
| Lavagem de roupa aquecida (gás/eléctrica) | Transferência a longa distância com manutenção do calor | 5-50 metros | 700-780°C |
| Lavagem isolada (passiva) | Transferências curtas com perda mínima de calor | 1-10 metros | 680-750°C |
| Lavagem com desgaseificação | Remoção de hidrogénio em linha | 2-8 metros | 710-760°C |
| Lavagem por filtração | Filtragem de espuma cerâmica em linha | 1-4 metros | 700-750°C |
| Tundish/Lavagem de distribuição | Distribuição de fundição de múltiplos fios | Personalizado | 700-770°C |
Fabricamos todas as categorias listadas acima com módulos de base padronizados e configurações finais personalizáveis. A seleção entre uma lavagem aquecida e uma lavagem isolada passiva, por exemplo, depende da distância de transferência, da temperatura ambiente, da sensibilidade da liga e do caudal, factores que a nossa equipa de engenharia calcula antes de iniciar qualquer fabrico.
Porque é que o design da lavagem afecta diretamente a qualidade da fundição de alumínio?
Esta é a questão que separa os compradores que compreendem a metalurgia do alumínio daqueles que tratam o lavador como um simples componente de canalização. O lavador não é um tubo neutro. É um participante ativo no estado metalúrgico da sua fusão.

Como a turbulência no canal de lavagem gera inclusões de óxido
O alumínio fundido oxida-se imediatamente quando a sua superfície entra em contacto com a atmosfera. A taxa de oxidação acelera drasticamente quando a superfície fundida é perturbada. Uma lavadora mal concebida, com mudanças abruptas na secção transversal, inclinação excessiva ou superfícies interiores rugosas, cria condições de fluxo turbulento que dobram as películas de óxido da superfície na massa fundida. Estas películas de óxido dobradas, conhecidas como bifilmes, estão entre os tipos de inclusão mais prejudiciais nas peças fundidas de alumínio. Eles reduzem a resistência à tração, o alongamento e a vida à fadiga no produto final.
Investigação publicada na revista Jornal Internacional de Metalcasting demonstra que o teor de bifilme no alumínio fundido aumenta em 60-120% quando a velocidade do fluxo de fusão excede 0,5 m/s sem medidas de controlo do fluxo. Os nossos sistemas de lavagem são concebidos com objectivos de velocidade de fluxo inferiores a 0,3 m/s em todos os pontos, conseguidos através do cálculo preciso da secção transversal do canal, do ângulo de inclinação e da geometria de transição.
O que acontece quando a temperatura de fusão desce abaixo do objetivo durante a transferência?
A perda de temperatura durante a transferência não é apenas um problema de conforto. Quando as ligas de alumínio arrefecem abaixo da sua temperatura de líquido, começam a formar redes sólidas dendríticas. Mesmo os eventos de solidificação parcial que subsequentemente se fundem novamente deixam para trás zonas ricas em óxido e heterogeneidade microestrutural que enfraquecem os produtos fundidos.
Para a liga de alumínio 6063, por exemplo, a temperatura liquidus é de aproximadamente 655°C e a solidus é de aproximadamente 615°C. Uma lavadora que permite que a fusão caia para 640°C durante uma transferência de 15 metros cria uma frente parcialmente solidificada que então se mistura novamente com o metal mais quente que entra. O resultado é uma temperatura de fusão inconsistente que entra na máquina de fundição, levando a uma variação na taxa de arrefecimento, na estrutura do grão e nas propriedades mecânicas de tarugo para tarugo.
Os nossos sistemas de lavagem aquecidos mantêm a temperatura dentro de ±5°C em distâncias de transferência até 50 metros. Isto é verificado por conjuntos de termopares incorporados que os nossos sistemas de monitorização registam continuamente.
Que materiais são utilizados no revestimento refratário para lavandarias de alumínio?
O revestimento refratário é o componente tecnicamente mais crítico de qualquer lavador de alumínio fundido. Tem de resistir simultaneamente ao ataque químico do alumínio líquido, manter a estabilidade dimensional sob ciclos térmicos, proporcionar uma baixa condutividade térmica para minimizar a perda de calor e não libertar contaminantes na fusão.
Comparação dos materiais refractários habitualmente utilizados nas lavagens de alumínio
| Material | Resistência à humidade do alumínio | Condutividade térmica (W/m-K) | Temperatura máxima de serviço | Vida útil típica |
|---|---|---|---|---|
| Sílica fundida | Excelente | 1.4–1.7 | 1050°C | 5-8 anos |
| Fundível de alta alumina | Bom | 1.8–2.5 | 1400°C | 3-6 anos |
| Placa de silicato de cálcio | Bom | 0.12-0.18 | 870°C | 2-4 anos (camada de reserva) |
| Carboneto de silício (SiC) | Excelente | 15-25 | 1650°C | 8-12 anos |
| Revestimento de nitreto de boro | Superior | 30-60 | 2000°C+ | Depende do substrato |
| Alumina fundida | Muito bom | 2.0–3.5 | 1800°C | 4-8 anos |
A AdTech utiliza a sílica fundida como principal material de revestimento do canal na maioria das aplicações padrão, porque oferece o equilíbrio ideal entre o comportamento de não humedecimento do alumínio, a compatibilidade com a expansão térmica e a relação custo-eficácia ao longo de um horizonte de serviço de 10 anos. Para ligas agressivas com elevado teor de silício ou aplicações que envolvam temperaturas de processamento elevadas, especificamos formulações enriquecidas com SiC que o nosso laboratório de materiais testou em condições de produção simuladas.
Porque é que a compatibilidade da expansão térmica é mais importante do que a resistência bruta
Um equívoco comum entre as equipas de aquisição é que um material refratário mais duro e mais denso é sempre melhor. Nas aplicações de lavadores de alumínio, a incompatibilidade da expansão térmica entre o revestimento estrutural e o revestimento refratário cria tensões internas que conduzem a fissuras, fragmentação e, em última análise, à falha do revestimento. A nossa equipa de engenharia calcula o coeficiente de expansão térmica (CTE) para cada camada de material no conjunto de lavagem e concebe o espaçamento das juntas de expansão para acomodar o ciclo térmico entre o estado de instalação a frio e a temperatura de funcionamento.
Utilizamos modelação térmica de elementos finitos para simular 500 ciclos de aquecimento e arrefecimento antes de finalizar a especificação do revestimento. Esta abordagem preditiva permitiu-nos aumentar a vida útil média do revestimento do padrão da indústria de 3-5 anos para 8-12 anos em várias instalações de clientes.
Como é que a AdTech concebe um sistema de lavagem personalizado desde a especificação até à instalação?
O nosso processo de engenharia segue uma metodologia estruturada que aperfeiçoámos em mais de 200 projectos de lavagem personalizados em todo o mundo. O processo não é um modelo único para todos, mas sim uma análise disciplina a disciplina que produz uma solução única para as condições de produção de cada cliente.
Fase 1: Inquérito ao local e recolha de dados sobre o processo
Antes de iniciar qualquer trabalho de conceção, a nossa equipa de engenharia recolhe:
- Altura e geometria do orifício da torneira do forno.
- Altura e localização da entrada da máquina de fundição.
- Espaço disponível no chão e restrições de encaminhamento.
- Composições de ligas que estão a ser processadas.
- Taxas de fundição (kg/min ou toneladas/hora)
- Requisitos de temperatura máxima e mínima de fusão
- Infra-estruturas existentes (abastecimento de gás, capacidade eléctrica, acesso à grua)
- Gama de temperatura ambiente local.
Esta fase de recolha de dados demora normalmente 2 a 5 dias para uma nova instalação e envolve tanto a revisão remota de documentos como uma visita ao local pelo nosso engenheiro-chefe.
Fase 2: Modelação hidráulica e térmica
Utilizando um software de dinâmica de fluidos computacional (CFD), modelamos o comportamento do fluxo de fusão através de cada secção da geometria de lavagem proposta. O modelo calcula a distribuição da velocidade, a intensidade da turbulência na superfície, o tempo de residência e o perfil de temperatura ao longo do comprimento do canal.
Simultaneamente, a nossa modelação térmica calcula as taxas de perda de calor através das camadas de revestimento, a densidade de potência do aquecedor necessária para as secções aquecidas e a temperatura esperada à saída da lavagem nas piores condições ambientais.
Os resultados desta fase de modelação definem diretamente:
- Dimensões da secção transversal do canal
- Ângulo de inclinação (normalmente 1°-3° para o fluxo por gravidade)
- Potência e espaçamento do elemento de aquecimento
- Espessura do revestimento por camada
- Número e localização dos pontos de monitorização dos termopares.
Fase 3: Projeto mecânico pormenorizado
O invólucro estrutural das nossas secções de lavagem é fabricado em aço macio ou em aço inoxidável 304, dependendo do ambiente de funcionamento. Utilizamos o SolidWorks para modelação mecânica 3D, produzindo desenhos de fabrico totalmente detalhados que especificam as sequências de soldadura, os tratamentos de superfície e as tolerâncias dimensionais.
Cada secção de lavagem foi concebida com:
- Juntas flangeadas para montagem no terreno e acesso para manutenção futura.
- Olhais de elevação com capacidade para 4× o peso da secção para instalação em grua.
- Tampões de drenagem nos pontos baixos para limpeza de manutenção.
- Sistemas de cobertura (tampas isolantes ou tampas de purga de gás) para reduzir a oxidação da superfície.
Fase 4: Fabrico e controlo de qualidade
Todo o fabrico é realizado nas nossas instalações de fabrico de acordo com os procedimentos de gestão da qualidade ISO 9001:2015. Os principais pontos de verificação do controlo de qualidade incluem:
| Ponto de controlo QC | Método | Critério de aceitação |
|---|---|---|
| Inspeção de soldadura de cascas | Penetrante visual + corante | Zero fissuras, zero porosidade |
| Controlo dimensional do casco | Medição por laser | ±1 mm em qualquer intervalo de 2 metros |
| Razão de mistura de refractários | Gravimétrico | ±2% da especificação |
| Perfil de temperatura de cura | Registo de termopares | Por folha de especificações do material |
| Resistência do elemento de aquecimento | Ohmímetro | Dentro de 5% do valor nominal |
| Ensaio de estanquidade da montagem final | Teste de pressão da água | Fuga zero a 1,5 × cabeça de funcionamento |
Fase 5: Instalação e colocação em funcionamento
A nossa equipa de assistência no terreno gere a instalação no local, incluindo o posicionamento, o nivelamento, o alinhamento com o forno e a máquina de fundição, a ligação dos sistemas de aquecimento, a cablagem dos termopares e os procedimentos de primeiro aquecimento. O primeiro aquecimento é um processo cuidadosamente gerido que retira a humidade do revestimento refratário. Apressar este passo provoca fissuras induzidas pelo vapor que podem destruir um revestimento novo antes de este entrar em contacto com o alumínio fundido.
O nosso protocolo padrão de primeiro aquecimento demora 48-72 horas e segue um programa de temperatura de cura gradual que fornecemos por escrito à equipa de operações de cada cliente.
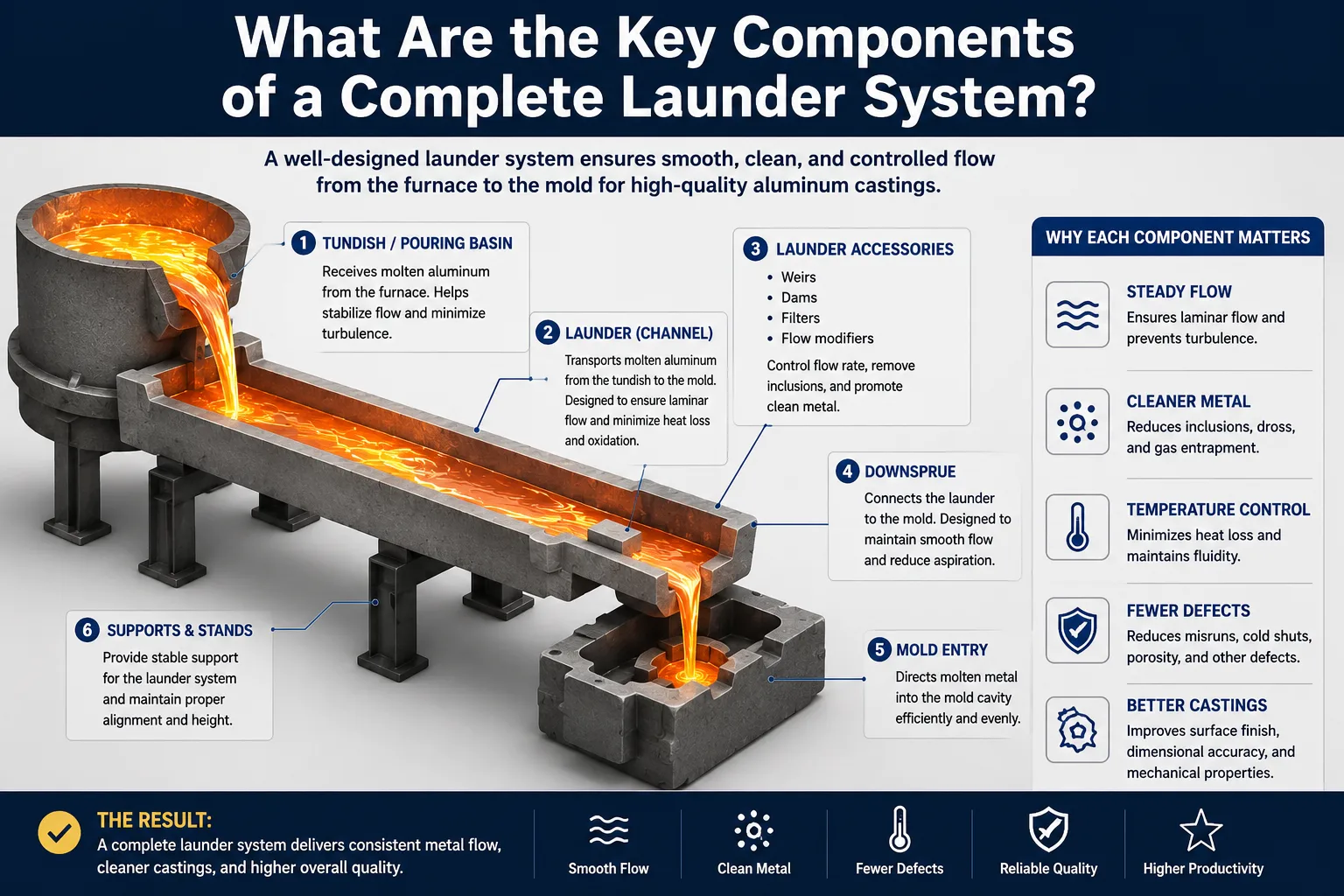
Quais são os principais componentes de um sistema de lavagem completo?
A compreensão dos componentes individuais ajuda os engenheiros e os compradores a avaliar a integridade do sistema e a evitar lacunas na aquisição.
| Componente | Função | Opções de materiais | Intervalo de assistência |
|---|---|---|---|
| Concha estrutural | Caixa e suporte mecânicos | Aço macio, 304SS | 15-20 anos |
| Revestimento refratário primário | Contenção da fusão e resistência química | Sílica fundida, SiC fundível | 8-12 anos |
| Camada de isolamento de reserva | Retenção de calor | Silicato de cálcio, fibra cerâmica | 5-8 anos |
| Elementos de aquecimento por resistência | Manutenção da temperatura | Barras de SiC, elementos de MoSi2, queimadores de gás | 2-5 anos |
| Conjuntos de termopares | Monitorização da temperatura | Termopares tipo K, tipo N | 1-3 anos |
| Sistema de tampa/tampa de lavagem | Redução da oxidação, retenção de calor | Ferro fundido, placa de fibra cerâmica | 3-8 anos |
| Bicos de transição | Ligações entre o forno e o branqueador e entre o branqueador e o molde | Sílica fundida, grafite | 1-3 anos |
| Tampões e portões de drenagem | Controlo do caudal e drenagem de manutenção | Grafite, SiC | 2-5 anos |
| Painel de controlo e monitorização | Regulação da temperatura e gestão de alarmes | Controlador industrial baseado em PLC | 10-15 anos |
| Juntas de dilatação | Acomodação do movimento térmico | Corda de fibra cerâmica, fundível | 3-6 anos |
Como é que as tecnologias de isolamento térmico e de aquecimento funcionam nos sistemas de lavagem?
Isolamento passivo vs. aquecimento ativo: Quando escolher cada um
O isolamento passivo baseia-se em camadas de apoio de baixa condutividade para abrandar a perda de calor. Esta abordagem funciona bem para distâncias de transferência inferiores a 8 metros e quando os caudais de fusão são suficientemente elevados para manter a temperatura através do conteúdo térmico do próprio metal. Um lavador que movimente 5 toneladas por hora ao longo de 5 metros com um revestimento de sílica fundida bem concebido e um suporte de silicato de cálcio pode frequentemente manter a temperatura dentro de ±10°C sem qualquer aquecimento externo.
O aquecimento ativo torna-se necessário quando:
- A distância de transferência é superior a 8-10 metros.
- Os caudais são variáveis ou incluem períodos de baixo caudal.
- A temperatura de liquidus da liga é superior a 720°C.
- A temperatura ambiente desce sazonalmente abaixo dos 5°C.
- É necessária uma uniformidade de temperatura inferior a ±8°C.
Aquecimento por resistência eléctrica em lavandarias de alumínio
O aquecimento por resistência eléctrica utiliza varetas de carboneto de silício (SiC) ou elementos de dissiliceto de molibdénio (MoSi2) montados acima ou ao longo do canal de fusão. Os elementos de SiC são mais frequentemente utilizados em aplicações de alumínio porque funcionam eficazmente na gama de temperaturas de 700-900°C e são relativamente tolerantes às atmosferas carregadas de humidade presentes durante o arranque da lavagem.
Uma secção de lavagem aquecida típica de 2 metros de comprimento requer 6-12 kW de potência eléctrica instalada para compensar as perdas de calor e manter a temperatura de fusão. Os nossos sistemas de controlo utilizam algoritmos PID (Proporcional-Integral-Derivativo) para modular a saída do aquecedor com base no feedback do termopar, alcançando um controlo de temperatura de ±3°C na maioria das aplicações.
Aquecimento de lavandaria a gás
Para instalações com fornecimento abundante de gás natural e capacidade eléctrica limitada, o aquecimento de lavagens a gás utiliza queimadores radiantes posicionados acima do canal de lavagem. Os sistemas a gás têm normalmente uma capacidade de aquecimento de pico mais elevada do que os sistemas eléctricos, o que os torna adequados para aplicações que requerem uma recuperação rápida da temperatura após um arranque a frio ou após uma interrupção da produção.
A desvantagem é que a combustão de gás introduz produtos de combustão acima da superfície da fusão. Em aplicações onde a absorção de hidrogénio é uma preocupação, a gestão da atmosfera de combustão torna-se um desafio adicional de engenharia.
Que normas e certificações do sector regem a conceção da lavagem de alumínio?
A conformidade com as normas reconhecidas não é opcional para os produtores de alumínio de renome. Os compradores devem verificar se qualquer fabricante de lavandaria pode demonstrar a conformidade com as seguintes estruturas:
| Norma / Especificação | Âmbito de aplicação | Relevância para os sistemas de branqueamento |
|---|---|---|
| ISO 9001:2015 | Sistemas de gestão da qualidade | Controlo da qualidade do fabrico |
| ASTM C401 | Classificação dos Refractários de Alumina | Classificação do material de revestimento |
| ASTM C862 | Prática de preparação de amostras de materiais refractários moldáveis | Procedimentos de cura e ensaio |
| EN 1092-1 | Flanges e suas uniões | Design de flange para ligações modulares |
| NFPA 86 | Norma para Fornos e Fornalhas | Requisitos de segurança para sistemas aquecidos |
| IEC 60079 | Atmosferas explosivas | Segurança do sistema elétrico perto de metal fundido |
| Normas da Associação do Alumínio | Especificações de ligas e processos | Compatibilidade de materiais específicos da liga |
A AdTech mantém a certificação ISO 9001:2015 e concebe sistemas de lavagem em conformidade com os requisitos da NFPA 86 para recintos aquecidos e da IEC 60079 para instalações eléctricas em áreas perigosas adjacentes a operações de metal fundido.
Como selecionar a configuração de lavagem correta para o layout da sua fundição?
A seleção da configuração envolve a correspondência entre as restrições físicas das suas instalações e os requisitos hidráulicos e térmicos do seu processo de produção. A seguinte estrutura de decisão resume os principais factores de seleção:
Matriz de seleção da configuração da lavagem
| Estado das instalações | Configuração recomendada | Principais caraterísticas de design |
|---|---|---|
| Transferência curta (< 5 m), caudal elevado | Lavagem a direito com isolamento passivo | Revestimento de sílica fundida espessa, apoio de silicato de cálcio |
| Transferência longa (> 15 m), caudal variável | Lavagem modular com aquecimento elétrico | Controlo de temperatura PID, elementos de aquecimento SiC |
| Percurso complexo com alterações de altitude | Lavagem curva de várias secções com bicos de transição | Curvas optimizadas por CFD, zero zonas mortas |
| É necessária uma desgaseificação em linha | Lavagem de desgasificação com caixa de impulsor rotativo | Porta do impulsor integrada, sistema de tampa selada |
| Máquina de fundição multi-fios | Lavagem de distribuição de tundish | Distribuição uniforme do fluxo em cada fio |
| Produção de ligas de alta pureza | Lavagem filtrada com caixa de filtro de espuma cerâmica | Caixa do filtro integrada, monitorização da queda de pressão |
| Instalação no exterior ou em climas frios | Lavagem aquecida totalmente fechada com manta térmica | Isolamento melhorado, aquecimento para proteção contra a geada |
Aconselhamos vivamente a não selecionar a configuração da máquina de lavar com base apenas nas descrições do catálogo. A nossa experiência mostra que as condições de produção em duas instalações aparentemente idênticas podem exigir projectos de lavadores fundamentalmente diferentes devido a diferenças no ritmo de fundição, mistura de ligas e práticas do operador.
Qual é o custo total de propriedade de um sistema de lavagem de alumínio personalizado?
As equipas de aquisição comparam frequentemente os sistemas de lavagem com base no preço de compra inicial, o que é uma base fraca para a tomada de decisões. O custo total de propriedade (TCO) ao longo de um período de funcionamento de 10 anos revela uma imagem muito diferente.
Repartição do TCO em 10 anos: AdTech Heated Launder vs. Fornecedor Genérico
| Categoria de custos | Lavagem AdTech | Lavagem de fornecedores genéricos |
|---|---|---|
| Preço de compra inicial | $85,000–$120,000 | $45,000–$65,000 |
| Instalação e colocação em funcionamento | $12,000–$18,000 | $10,000–$15,000 |
| Reabilitação refractária (10 anos) | 1× retratamento no ano 9-10: $15,000 | 3-4 renovações nos anos 3, 5, 7, 9: $45,000-$60,000 |
| Custo energético (aquecimento, 10 anos) | $28,000–$35,000 | $38,000-$50,000 (isolamento menos eficiente) |
| Manutenção e peças | $8,000–$12,000 | $18,000–$28,000 |
| Perdas com sucata e defeitos (reduzidas) | Linha de base | +$40,000-$80,000 em sucata adicional |
| Total de TCO a 10 anos | $148,000–$200,000 | $196,000–$308,000 |
Os números acima baseiam-se em dados operacionais reais de clientes que fizeram a transição de fornecedores de lavadores genéricos para sistemas AdTech. A poupança de custos dominante provém do aumento da vida útil do revestimento e da redução dos resíduos de fundição, e não da diferença do preço de compra em si.
Como é que o sistema de lavagem da AdTech se compara ao desempenho dos concorrentes?
Estamos cientes de que vários fornecedores na China, Europa e América do Norte oferecem sistemas de lavagem de alumínio fundido. Em vez de fazer afirmações sem base, apresentamos parâmetros de desempenho objectivos que os compradores podem verificar através de ensaios na fábrica ou auditorias de terceiros.
Comparação de desempenho: Principais métricas
| Métrica de desempenho | Sistema AdTech | Média do sector | Sistemas Premium europeus |
|---|---|---|---|
| Uniformidade de temperatura (acima de 10 m) | ±5°C | ±15°C | ±5-8°C |
| Vida útil do revestimento | 8-12 anos | 3-5 anos | 6-10 anos |
| Geração de inclusões de óxido | < 0,5 mg/kg de fusão | 2-5 mg/kg derreter | < 1 mg/kg de fusão |
| Absorção de alumínio pelo revestimento | < 0,1% por calor | 0,3-0,8% por calor | < 0,15% por calor |
| Prazo de entrega modular | 6-10 semanas | 10-16 semanas | 12-20 semanas |
| Personalização disponível | Personalização total | Limitada | Personalização total |
| Resposta do serviço pós-venda | 24 horas | Varia | 48-72 horas |
Os dados sobre a geração de inclusões de óxido são particularmente significativos porque as inclusões de óxido estão diretamente relacionadas com as taxas de defeitos de fundição. A nossa conceção da geometria da lavagem, a qualidade da superfície de revestimento e a conceção do sistema de cobertura trabalham em conjunto para minimizar a perturbação da superfície de fusão e a exposição atmosférica.
Quais são os modos de falha mais comuns e como são evitados?
Compreender os modos de falha é essencial tanto para os engenheiros que projectam os planos de manutenção como para os gestores de compras que avaliam a qualidade dos fornecedores.
Análise do modo de falha para sistemas de lavagem de alumínio
| Modo de falha | Causa principal | Método de prevenção | Método de deteção |
|---|---|---|---|
| Fissuração refractária | Choque térmico durante o arranque, cura incorrecta | Protocolo de aquecimento controlado, seleção correta do material | Inspeção visual, anomalia no termopar |
| Penetração de alumínio no revestimento | Fissuras, revestimento poroso, ataque químico | Sílica fundida de alta densidade, revestimentos não molhantes | Análise de amostras de núcleo pós-campanha |
| Queimadura do elemento de aquecimento | Sobretemperatura, danos mecânicos, humidade | Cura adequada, seleção da classificação do elemento | Monitorização da resistência, controlo visual |
| Acumulação de óxido nas curvas | Fluxo turbulento, zonas mortas | Geometria optimizada por CFD, limpeza regular | Monitorização do fluxo, inspeção visual |
| Distorção da casca | Perda excessiva de calor através das articulações, apoio inadequado | Conceção correta da junta de dilatação, análise estrutural | Levantamento dimensional |
| Desvio do termopar | Contaminação, envelhecimento | Plano de calibração, revestimento de proteção | Referência cruzada entre vários sensores |
| Fugas nas juntas | Vedação incorrecta, danos causados por ciclos térmicos | Juntas de corda de cerâmica, binário de aperto correto dos parafusos | Inspeção visual, detetor de metais sob lavagem |
Recomendamos um protocolo de inspeção de manutenção trimestral que abranja todos os modos de falha listados acima. A nossa equipa de assistência fornece aos clientes uma lista de verificação de inspeção estruturada e, para instalações de maiores dimensões, oferece contratos de assistência anuais que incluem a recalibração de termopares, a selagem de juntas e a avaliação do estado do revestimento.
Como é instalado e colocado em funcionamento um sistema de lavagem de alumínio fundido?
Requisitos de pré-instalação
Antes da chegada da nossa equipa de instalação ao local, devem estar reunidas as seguintes condições
- Trabalhos de fundação civil concluídos e curados (betão com resistência de 28 dias).
- Orifício de torneira do forno na altura final com suporte de montagem soldado.
- O serviço elétrico é executado a menos de 2 metros da posição da máquina de lavar.
- O fornecimento de gás (se aplicável) deve ser efectuado até 1 metro da posição de lavagem.
- Grua ou empilhador com capacidade nominal mínima de 2 toneladas disponível.
- Área de trabalho segura desimpedida e barricada.
- Supervisor de operações do cliente disponível para a coordenação do processo.
Sequência de instalação passo a passo
Etapa 1: Posicionamento e nivelamento - As secções individuais da lavandaria são colocadas em suportes de apoio previamente estudados e niveladas com uma precisão de 0,5 mm/metro utilizando calços de precisão.
Etapa 2: Junção das secções - As ligações das flanges são efectuadas com juntas de corda de fibra cerâmica comprimidas de acordo com os valores de binário especificados. Este passo é crítico: as juntas com pouco binário apresentam fugas; as juntas com binário excessivo fissuram o refratário.
Etapa 3: Instalação do sistema de cobertura - As tampas ou coberturas de lavagem são colocadas e os seus mecanismos de elevação/articulação são testados quanto ao seu bom funcionamento.
Etapa 4: Ligação eléctrica - Os cabos do elemento de aquecimento, os cabos de extensão do termopar e a cablagem do painel de controlo são ligados e verificados quanto à continuidade antes de ser aplicada qualquer alimentação.
Etapa 5: Primeiro ciclo de secagem - A máquina de lavar roupa é aquecida da temperatura ambiente para 150°C e mantida durante 8 horas, depois para 300°C durante 8 horas, depois para 600°C durante 12 horas e, finalmente, para 750°C durante 4 horas. A manutenção da temperatura em cada fase permite que a humidade e a água quimicamente ligada saiam gradualmente sem criar pressão de vapor que poderia fraturar o revestimento.
Passo 6: Primeira prova de metal - A primeira carga de alumínio fundido através de uma lavadora recém-comissionada deve ser conduzida a uma taxa de fluxo reduzida com a presença de toda a equipa de operações. O nosso engenheiro de comissionamento monitoriza as leituras dos termopares, inspecciona visualmente a saída do lavador para detetar sinais de turbulência ou metal frio e verifica a resposta do sistema de controlo.
Perguntas mais frequentes (FAQs)
1. Qual é a quantidade mínima de encomenda para um sistema de lavagem de alumínio personalizado da AdTech?
A AdTech não impõe uma restrição de quantidade mínima de encomenda para sistemas de lavagem personalizados. Quer necessite de um único tubo de transição de 2 metros ou de uma rede de lavagem aquecida completa de 40 metros, concebemos cada projeto individualmente. O nosso âmbito mínimo de projeto para o serviço completo de conceção de engenharia, fabrico e colocação em funcionamento é um ciclo completo de lavagem que liga um forno a uma unidade de fundição ou de desgaseificação. Os clientes que compram apenas kits de revestimento de substituição ou elementos de aquecimento sobresselentes não estão sujeitos a restrições de quantidade mínima. Contacte a nossa equipa de engenharia de vendas com os parâmetros do seu processo e forneceremos um orçamento específico para o projeto no prazo de 5 dias úteis.
2. Quanto tempo é que um sistema de lavagem personalizado demora desde a encomenda até à entrega?
Para um sistema de lavagem aquecido padrão com um comprimento total de 10-20 metros, o nosso prazo de entrega típico, desde a confirmação da encomenda até à entrega pronta a utilizar, é de 8-12 semanas. Isto inclui 2 semanas para a finalização detalhada da engenharia, 4-6 semanas para o fabrico da estrutura e instalação dos refractários e 2 semanas para a inspeção do controlo de qualidade e testes pré-embarque. Os sistemas multi-secções altamente complexos com módulos de desgaseificação ou filtração integrados podem requerer 14-18 semanas. Recomendamos que se inicie a fase de engenharia antes da colocação formal da encomenda para reduzir o calendário global do projeto, especialmente para clientes com prazos de arranque da produção.
3. Os sistemas de lavagem da AdTech podem tratar todas as ligas de alumínio, incluindo as variantes com elevado teor de magnésio e silício?
Sim, mas a especificação do material deve refletir a química específica da liga. As ligas com elevado teor de magnésio (teor de Mg > 3%) apresentam um ataque químico agressivo ao revestimento de sílica fundida convencional porque o magnésio reage com a sílica a temperaturas de funcionamento, formando compostos de silicato de magnésio que degradam a superfície do revestimento. Para ligas com elevado teor de magnésio, como 5182 ou 5083, especificamos revestimentos fundíveis de aluminato de cálcio ou alumina-espinélio em vez de sílica fundida. As ligas com elevado teor de silício (Si > 12%) são geralmente compatíveis com o revestimento de sílica fundida. Solicitamos dados completos sobre a composição da liga antes de finalizar qualquer especificação de revestimento para um novo cliente.
4. Que tipos de termopares são utilizados nos sistemas de monitorização da temperatura das lavandarias AdTech?
Utilizamos termopares do tipo K (cromel-alumel) para aplicações até 750°C e termopares do tipo N (nicrosil-nisil) para aplicações em que é dada prioridade à precisão a longo prazo ou em que as temperaturas atingem intermitentemente 850°C. Os termopares do tipo N apresentam uma resistência superior à deriva em comparação com o tipo K a temperaturas elevadas, tornando-os a escolha preferida para aplicações de lavagem aquecida em que o intervalo de calibração é superior a 6 meses. Todos os termopares são fornecidos com uma construção de cabo com isolamento mineral (MI) e tubos de proteção de cerâmica para resistir à atmosfera corrosiva próxima do alumínio fundido. O nosso painel de monitorização padrão regista os dados do termopar em intervalos de 1 minuto com pontos de ajuste de alarme programáveis pelo cliente.
5. Como se calcula a inclinação necessária da lavadora para um fluxo gravitacional fiável?
O cálculo da inclinação requer três entradas principais: taxa de fluxo de fusão (kg/min), área da secção transversal do canal e viscosidade da fusão (aproximadamente 1,2 mPa-s para a maioria das ligas de alumínio a 720°C). Usando a equação de Manning adaptada para correções de comportamento não-newtoniano, nossos modelos hidráulicos visam uma velocidade de fluxo de 0,2-0,4 m/s. Essa faixa de velocidade mantém o fluxo laminar suave para o fluxo de transição, evitando zonas mortas (velocidade 0,5 m/s gera arrastamento de óxido). As inclinações típicas calculadas variam de 1° a 3°, com o valor específico dependendo da largura e profundidade do canal. Não recomendamos a utilização de declives de regra geral sem a realização de um cálculo hidráulico.
6. Qual é a melhor forma de limpar uma lavandaria entre campanhas de produção?
O procedimento de limpeza mais eficaz da máquina de lavar roupa envolve a drenagem do alumínio residual através do bujão de drenagem enquanto a máquina de lavar roupa ainda está à temperatura de funcionamento e, em seguida, a utilização de uma ferramenta de raspagem refractária seca para remover qualquer crânio congelado enquanto o revestimento ainda está acima dos 200°C. Nunca aplique água ou agentes de limpeza à base de água numa máquina de lavar quente. Deixe a lavadora arrefecer até menos de 80°C antes de qualquer trabalho de limpeza húmida ou de inspeção. Em caso de acumulação persistente de crânios em curvas ou pontos de transição, pode ser utilizada uma ferramenta pneumática de corte suave, com cuidado para evitar danificar a superfície do revestimento primário. Recomendamos uma inspeção visual completa do interior em cada rutura de campanha importante e documentação fotográfica para verificar as tendências ao longo do tempo.
7. O sistema de lavagem AdTech pode ser integrado numa unidade de desgaseificação existente ou numa caixa de filtração em linha?
A integração com unidades de desgaseificação, como os desgaseificadores de impulsor rotativo, e com caixas de filtração de espuma cerâmica é uma caraterística padrão da nossa conceção modular de lavagem. Concebemos secções de transição que ligam a saída da lavagem à entrada da unidade de desgaseificação sem criar zonas mortas ou turbulência. Para a filtragem de espuma cerâmica, fornecemos caixas de filtro integradas que são pré-fabricadas com o mesmo revestimento de sílica fundida que o canal de lavagem. A caixa de filtro é dimensionada para acomodar filtros de espuma de 30, 40, 50 ou 60 poros por polegada (PPI), dependendo do objetivo de remoção de inclusão. A nossa equipa de engenharia coordena as interfaces dimensionais com as especificações do fabricante da unidade de desgaseificação.
8. Que sistemas de segurança são necessários para uma instalação de lavagem de alumínio aquecida?
A NFPA 86 e os regulamentos de segurança locais exigem normalmente os seguintes sistemas para lavadores de alumínio aquecidos: (1) Interruptores de corte de sobretemperatura de alta temperatura que desenergizam os elementos de aquecimento se a leitura do termopar exceder o ponto de ajuste em mais de 30°C; (2) Corte de energia de emergência acessível a partir de dois locais, um na lavandaria e outro no painel de controlo principal; (3) Sensores de deteção de metal fundido abaixo da lavandaria para alarmar em caso de qualquer violação do revestimento; (4) Interbloqueios que impedem a ativação do elemento de aquecimento até que a lavandaria tenha concluído o protocolo de cura por secagem; (5) Isolamento de cabos resistente ao fogo para toda a cablagem num raio de 500 mm do exterior da concha da lavandaria. Concebemos todos os sistemas eléctricos de acordo com a norma IEC 60364 e fornecemos documentação completa do esquema elétrico para análise do cliente pelo seu responsável pela segurança.
9. Como é que a AdTech apoia os clientes em países sem uma presença local de serviços?
O nosso modelo de serviço internacional utiliza uma combinação de apoio remoto digital e redes de parceiros de serviço locais com formação em regiões onde não mantemos escritórios permanentes. Para apoio à colocação em funcionamento, os nossos engenheiros deslocam-se ao local de instalação, independentemente da localização. Após o comissionamento, fornecemos apoio de monitorização remota 24 horas por dia, 7 dias por semana, através da nossa opção de painel de controlo ligado à nuvem, que transmite dados de termopares e estado de alarme à nossa equipa de engenharia em tempo real. Apoiámos com sucesso instalações de lavagem no Sudeste Asiático, Médio Oriente, África e América do Sul através deste modelo. As peças sobressalentes são mantidas em armazéns alfandegados em locais estratégicos para garantir a entrega no prazo de 5 a 7 dias úteis para a maioria dos destinos.
10. Que documentação é fornecida com um sistema de branqueamento personalizado da AdTech?
Cada sistema de lavagem AdTech é fornecido com um pacote de documentação completo que inclui: (1) Desenhos completos de montagem mecânica em formato PDF e DXF; (2) Esquema elétrico e diagramas de cablagem; (3) Folhas de dados de materiais refractários e certificados de conformidade; (4) Documento de protocolo de primeiro aquecimento e secagem; (5) Manual de funcionamento e manutenção na língua solicitada pelo cliente; (6) Lista de peças sobressalentes com números de peça AdTech; (7) Relatório de inspeção de controlo de qualidade com dados de teste da fábrica; (8) Certificado de conformidade ISO 9001:2015; (9) Lista de embalagem e documentos de expedição. Também fornecemos uma versão digital de toda a documentação através do nosso portal do cliente, que permanece acessível durante toda a vida útil da máquina de lavar roupa.
Resumo: Porque é que a engenharia de lavagem personalizada da AdTech é importante
O sistema de lavagem de transferência de alumínio fundido não é um produto de base. O seu desempenho determina diretamente a qualidade da fusão, a produtividade da fundição e o custo total da sua operação de produção de alumínio. Na AdTech, reunimos conhecimentos de ciência dos materiais, ferramentas de engenharia computacional e mais de uma década de experiência de instalação no terreno para conceber sistemas de lavagem que superam consistentemente os padrões de referência da indústria.
Os nossos clientes que fizeram a transição de sistemas de lavagem de baixa especificação relatam reduções nas taxas de refugo de fundição de 15-40%, extensão dos intervalos de serviço de revestimento de 3 anos para 8+ anos e melhoria na uniformidade de temperatura que suporta diretamente tolerâncias de fundição mais apertadas. Estas não são projecções teóricas. São resultados documentados de fábricas de alumínio em operação em quatro continentes.
Se estiver a avaliar opções de lavagem para uma nova linha de fundição, a atualizar uma instalação existente ou a resolver problemas recorrentes de qualidade de fusão, encorajamo-lo a contactar a nossa equipa de engenharia com os seus parâmetros de processo. Fornecemos uma avaliação de engenharia preliminar sem compromisso que identifica os factores de conceção mais críticos para a sua aplicação.
