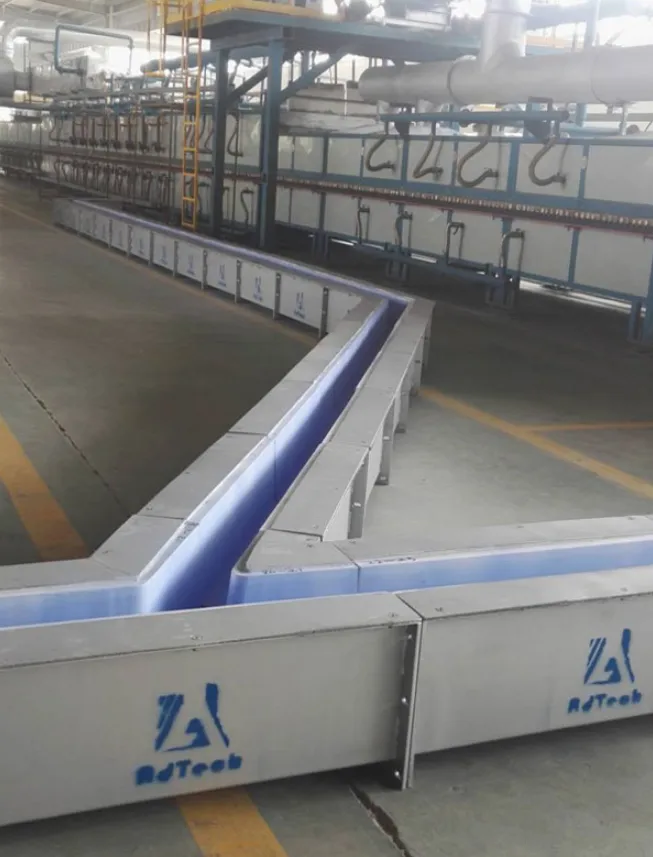
Kebiasaan AdTech sistem pencucian transfer aluminium cair merupakan solusi paling canggih untuk transportasi aluminium cair yang aman, efisien, dan bebas kontaminasi dalam operasi peleburan dan pengecoran aluminium modern. Rekayasa kami sistem pencucian menggabungkan saluran berlapis tahan api, manajemen termal presisi, dan kemampuan konfigurasi modular untuk mengurangi kerugian oksidasi aluminium hingga 35%, mempertahankan suhu leleh dalam ± 5 ° C, dan memperpanjang masa pakai lebih dari 10 tahun dalam kondisi industri yang berkelanjutan.
Jika proyek Anda memerlukan penggunaan Aluminium Transfer Launder, Anda dapat hubungi kami untuk mendapatkan penawaran gratis.
Apa yang dimaksud dengan Sistem Pencucian Transfer Aluminium Cair?
Sistem pencucian transfer aluminium cair adalah jaringan saluran yang dibuat khusus untuk memindahkan aluminium cair pada suhu antara 680°C dan 780°C dari tungku penampung atau peleburan ke mesin pengecoran, unit degassing, atau stasiun penyaringan tanpa mengorbankan bahan kimia atau suhu lelehan. Tidak seperti palung sederhana atau sendok yang ditangani secara manual, sistem pencucian yang direkayasa adalah komponen infrastruktur permanen atau semi-permanen yang terintegrasi ke dalam jalur produksi pengecoran sebagai saluran aliran kontinu.
Di AdTech, kami telah menghabiskan lebih dari satu dekade untuk menyempurnakan metodologi teknik pencucian kami. Tantangan mendasar yang dihadapi klien kami adalah bahwa aluminium cair bersifat reaktif secara kimiawi, sensitif terhadap panas, dan secara struktural menuntut bahan yang mengandung. Saluran yang dirancang dengan buruk menciptakan turbulensi yang mengurung oksida, memungkinkan hilangnya panas yang mendorong pemadatan dini, dan menyerap kontaminan dari bahan pelapis yang tidak kompatibel. Setiap mode kegagalan ini mengarah langsung pada cacat pengecoran, pembentukan skrap, dan waktu henti produksi.
Sistem pencucian menjawab tantangan ini melalui empat disiplin ilmu teknik yang terintegrasi: ilmu material tahan api, rekayasa sistem termal, pemodelan dinamika fluida, dan fabrikasi struktural. Ketika keempatnya dijalankan dengan benar, pencucian menjadi bagian yang tidak terlihat tetapi penting dari jalur pengecoran aluminium dengan hasil tinggi.
Jenis Pencuci Apa Saja yang Ada dalam Produksi Aluminium Industri?
Mesin cuci transfer aluminium industri terbagi dalam beberapa kategori berbeda berdasarkan fungsi, geometri, dan metode pemasangan:
| Jenis Pencucian | Fungsi Utama | Panjang Khas | Suhu Operasi |
|---|---|---|---|
| Pencucian Saluran Lurus | Transfer lelehan titik-ke-titik | 1-20 meter | 700-760°C |
| Pencucian Melengkung / Bersudut | Perutean yang dibatasi tata letak | Kustom | 700-760°C |
| Pencucian Berpemanas (Gas/Listrik) | Transfer jarak jauh dengan pemeliharaan panas | 5-50 meter | 700-780°C |
| Pencucian Terisolasi (Pasif) | Transfer pendek dengan kehilangan panas minimal | 1-10 meter | 680-750°C |
| Pencucian Degassing | Penghapusan hidrogen sebaris | 2-8 meter | 710-760°C |
| Pencucian Filtrasi | Filtrasi busa keramik sebaris | 1-4 meter | 700-750°C |
| Pencucian Tundish/Distribusi | Distribusi pengecoran multi-untai | Kustom | 700-770°C |
Kami memproduksi semua kategori yang tercantum di atas dengan modul dasar standar dan konfigurasi akhir yang dapat disesuaikan. Pemilihan antara pencucian berinsulasi panas dan pasif, misalnya, bergantung pada jarak transfer, suhu sekitar, sensitivitas paduan, dan laju aliran, yang semuanya dihitung oleh tim teknisi kami sebelum fabrikasi dimulai.
Mengapa Desain Pencucian Secara Langsung Mempengaruhi Kualitas Pengecoran Aluminium?
Ini adalah pertanyaan yang memisahkan pembeli yang memahami metalurgi aluminium dari mereka yang memperlakukan mesin cuci sebagai komponen pipa sederhana. Launder bukanlah pipa netral. Ini adalah peserta aktif dalam kondisi metalurgi lelehan Anda.

Bagaimana Turbulensi dalam Saluran Pencucian Menghasilkan Inklusi Oksida
Aluminium cair segera teroksidasi ketika permukaannya bersentuhan dengan atmosfer. Laju oksidasi meningkat secara dramatis ketika permukaan lelehan terganggu. Pencucian yang dirancang dengan buruk dengan perubahan penampang yang tiba-tiba, kemiringan yang berlebihan, atau permukaan interior yang kasar menciptakan kondisi aliran turbulen yang melipat lapisan oksida permukaan ke dalam lelehan curah. Film oksida yang terlipat ini, yang dikenal sebagai bifilm, adalah salah satu jenis inklusi yang paling merusak pada coran aluminium. Mereka mengurangi kekuatan tarik, perpanjangan, dan umur kelelahan pada produk akhir.
Penelitian yang dipublikasikan dalam jurnal Jurnal Internasional Pengecoran Logam menunjukkan bahwa kandungan bifilm pada aluminium cor meningkat sebesar 60-120% ketika kecepatan aliran lelehan melebihi 0,5 m/dtk tanpa tindakan kontrol aliran. Sistem pencucian kami dirancang dengan target kecepatan aliran di bawah 0,3 m/dtk di semua titik, yang dicapai melalui perhitungan penampang saluran, sudut kemiringan, dan geometri transisi yang tepat.
Apa yang Terjadi Jika Suhu Leleh Turun di Bawah Target Selama Pemindahan?
Kehilangan suhu selama pemindahan bukan hanya masalah kenyamanan. Ketika paduan aluminium mendingin di bawah suhu cairnya, mereka mulai membentuk jaringan padat dendritik. Bahkan peristiwa pemadatan parsial yang kemudian mencair kembali meninggalkan zona kaya oksida dan heterogenitas mikrostruktur yang melemahkan produk cor.
Untuk paduan aluminium 6063, misalnya, suhu liquidus sekitar 655°C dan solidus sekitar 615°C. Pencucian yang memungkinkan lelehan turun hingga 640°C selama transfer 15 meter menciptakan bagian depan yang dipadatkan sebagian yang kemudian bercampur dengan logam yang lebih panas yang masuk. Hasilnya adalah suhu lelehan yang tidak konsisten yang masuk ke dalam mesin pengecoran, yang menyebabkan variasi laju pendinginan, struktur butir, dan sifat mekanik dari billet ke billet.
Sistem pencucian berpemanas kami menjaga suhu dalam ±5°C pada jarak transfer hingga 50 meter. Hal ini diverifikasi oleh susunan termokopel tertanam yang dicatat oleh sistem pemantauan kami secara terus menerus.
Bahan Apa yang Digunakan dalam Lapisan Tahan Api untuk Mesin Cuci Aluminium?
Lapisan tahan api adalah komponen yang paling penting secara teknis dari pencucian aluminium cair. Lapisan ini harus secara bersamaan menahan serangan kimiawi dari aluminium cair, menjaga stabilitas dimensi di bawah siklus termal, memberikan konduktivitas termal yang rendah untuk meminimalkan kehilangan panas, dan tidak melepaskan kontaminan ke dalam lelehan.
Perbandingan Bahan Tahan Api yang Umum Digunakan pada Mesin Cuci Aluminium
| Bahan | Resistensi Pembasahan Aluminium | Konduktivitas Termal (W/m-K) | Suhu Layanan Maks | Masa Pakai Umum |
|---|---|---|---|---|
| Silika yang menyatu | Luar biasa | 1.4–1.7 | 1050°C | 5-8 tahun |
| Castable Alumina Tinggi | Bagus. | 1.8–2.5 | 1400°C | 3-6 tahun |
| Papan Kalsium Silikat | Bagus. | 0.12-0.18 | 870°C | 2-4 tahun (lapisan cadangan) |
| Silikon Karbida (SiC) | Luar biasa | 15-25 | 1650°C | 8-12 tahun |
| Lapisan Boron Nitrida | Unggul | 30-60 | 2000°C+ | Tergantung pada substrat |
| Alumina yang menyatu | Sangat baik | 2.0–3.5 | 1800°C | 4-8 tahun |
AdTech menggunakan silika leburan sebagai bahan pelapis saluran utama dalam sebagian besar aplikasi standar karena menawarkan keseimbangan ideal antara perilaku aluminium yang tidak membasahi, kompatibilitas ekspansi termal, dan efektivitas biaya selama masa pakai 10 tahun. Untuk paduan silikon tinggi yang agresif atau aplikasi yang melibatkan suhu pemrosesan yang tinggi, kami menentukan formulasi SiC yang ditingkatkan yang telah diuji oleh laboratorium bahan kami dalam kondisi produksi yang disimulasikan.
Mengapa Kompatibilitas Ekspansi Termal Lebih Penting Daripada Kekuatan Mentah
Kesalahpahaman umum di antara tim pengadaan adalah bahwa bahan tahan api yang lebih keras dan lebih padat selalu lebih baik. Dalam aplikasi pencucian aluminium, ketidaksesuaian ekspansi termal antara cangkang struktural dan lapisan tahan api menciptakan tekanan internal yang menyebabkan keretakan, spalling, dan pada akhirnya kegagalan lapisan. Tim teknisi kami menghitung koefisien muai panas (CTE) untuk setiap lapisan material dalam rakitan pencucian dan merancang jarak sambungan ekspansi untuk mengakomodasi siklus termal antara kondisi pemasangan dingin dan suhu pengoperasian.
Kami menggunakan pemodelan termal elemen hingga untuk mensimulasikan 500 siklus pemanasan dan pendinginan sebelum menyelesaikan spesifikasi lapisan. Pendekatan prediktif ini telah memungkinkan kami untuk memperpanjang masa pakai lapisan rata-rata dari standar industri 3-5 tahun menjadi 8-12 tahun dalam beberapa instalasi klien.
Bagaimana AdTech Merekayasa Sistem Pencucian Kustom dari Spesifikasi hingga Instalasi?
Proses rekayasa kami mengikuti metodologi terstruktur yang telah kami sempurnakan di lebih dari 200 proyek pencucian khusus di seluruh dunia. Proses ini bukan merupakan template satu ukuran untuk semua, tetapi merupakan analisis disiplin-demi-disiplin yang menghasilkan solusi unik untuk setiap kondisi produksi klien.
Tahap 1: Survei Lokasi dan Pengumpulan Data Proses
Sebelum pekerjaan desain dimulai, tim teknisi kami mengumpulkan:
- Tinggi dan geometri lubang keran tungku.
- Ketinggian dan lokasi saluran masuk mesin pengecoran.
- Ruang lantai yang tersedia dan batasan perutean.
- Komposisi paduan sedang diproses.
- Laju pengecoran (kg/menit atau ton/jam)
- Persyaratan suhu leleh maksimum dan minimum
- Infrastruktur yang ada (pasokan gas, kapasitas listrik, akses derek)
- Kisaran suhu lingkungan setempat.
Fase pengumpulan data ini biasanya memakan waktu 2-5 hari untuk fasilitas baru dan melibatkan tinjauan dokumen jarak jauh dan kunjungan langsung oleh teknisi utama kami.
Tahap 2: Pemodelan Hidraulik dan Termal
Dengan menggunakan perangkat lunak dinamika fluida komputasi (CFD), kami memodelkan perilaku aliran lelehan melalui setiap bagian dari geometri pencucian yang diusulkan. Model ini menghitung distribusi kecepatan, intensitas turbulensi permukaan, waktu tinggal, dan profil temperatur di sepanjang saluran.
Secara bersamaan, pemodelan termal kami menghitung tingkat kehilangan panas melalui lapisan pelapis, kepadatan daya pemanas yang diperlukan untuk bagian yang dipanaskan, dan suhu yang diharapkan di outlet pencucian dalam kondisi lingkungan terburuk.
Keluaran dari fase pemodelan ini secara langsung menentukan:
- Dimensi penampang saluran
- Sudut kemiringan (biasanya 1°-3° untuk aliran gravitasi)
- Daya dan jarak elemen pemanas
- Ketebalan lapisan demi lapisan
- Jumlah dan lokasi titik pemantauan termokopel.
Tahap 3: Desain Mekanis Terperinci
Cangkang struktural bagian pencucian kami dibuat dari baja ringan atau baja tahan karat 304, tergantung pada lingkungan pengoperasian. Kami menggunakan SolidWorks untuk pemodelan mekanis 3D, menghasilkan gambar fabrikasi yang sangat terperinci yang menentukan urutan pengelasan, perawatan permukaan, dan toleransi dimensi.
Setiap bagian pencucian dirancang dengan:
- Sambungan bergelang untuk perakitan di lapangan dan akses perawatan di masa mendatang.
- Lug pengangkat yang diberi nilai hingga 4× berat bagian untuk pemasangan derek.
- Tiriskan sumbat pada titik rendah untuk pembersihan perawatan.
- Sistem penutup (tutup isolasi atau penutup pembersih gas) untuk mengurangi oksidasi permukaan.
Tahap 4: Fabrikasi dan Kontrol Kualitas
Semua fabrikasi dilakukan di fasilitas manufaktur kami di bawah prosedur manajemen mutu ISO 9001:2015. Pos pemeriksaan kontrol kualitas utama meliputi:
| Pos Pemeriksaan QC | Metode | Kriteria Penerimaan |
|---|---|---|
| Inspeksi las cangkang | Visual + Penetran Pewarna | Tidak ada retakan, tidak ada porositas |
| Pemeriksaan dimensi cangkang | Pengukuran laser | ±1 mm pada rentang 2 meter |
| Rasio pencampuran tahan api | Gravimetri | Spesifikasi ±2% |
| Profil suhu pengawetan | Log termokopel | Per lembar spesifikasi material |
| Resistensi elemen pemanas | Ohmmeter | Dalam 5% dari nilai pengenal |
| Uji kebocoran perakitan akhir | Uji tekanan air | Tidak ada kebocoran pada 1,5 × kepala operasi |
Tahap 5: Instalasi dan Komisioning
Tim layanan lapangan kami mengelola pemasangan di lokasi, termasuk penentuan posisi, perataan, penyelarasan dengan tungku dan mesin pengecoran, koneksi sistem pemanas, kabel termokopel, dan prosedur pemanasan pertama. Pemanasan pertama adalah proses yang dikelola dengan hati-hati untuk menghilangkan uap air dari lapisan refraktori. Terburu-buru dalam langkah ini menyebabkan keretakan akibat uap yang dapat menghancurkan lapisan baru sebelum menyentuh aluminium cair.
Protokol pemanasan pertama standar kami membutuhkan waktu 48-72 jam dan mengikuti jadwal suhu langkah-penyembuhan yang kami sediakan dalam format tertulis untuk setiap tim operasi klien.
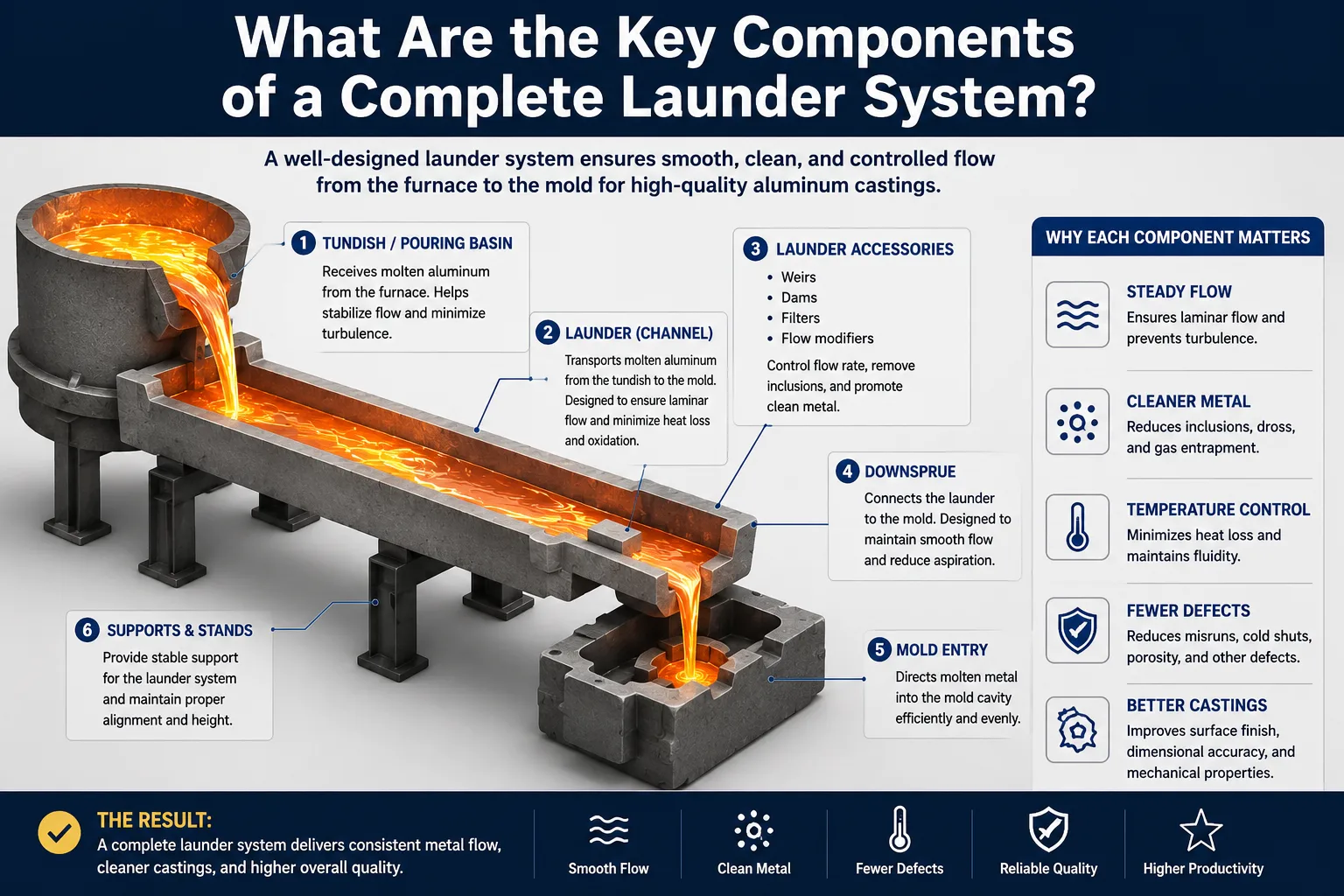
Apa Saja Komponen Utama dari Sistem Pencucian yang Lengkap?
Memahami masing-masing komponen membantu para insinyur dan pembeli mengevaluasi kelengkapan sistem dan menghindari kesenjangan pengadaan.
| Komponen | Fungsi | Opsi Bahan | Interval Layanan |
|---|---|---|---|
| Cangkang Struktural | Rumah dan penyangga mekanis | Baja ringan, 304SS | 15-20 tahun |
| Lapisan Tahan Api Primer | Penahanan lelehan dan ketahanan terhadap bahan kimia | Silika yang menyatu, SiC yang dapat dicor | 8-12 tahun |
| Lapisan Isolasi Cadangan | Retensi panas | Kalsium silikat, serat keramik | 5-8 tahun |
| Elemen Pemanas Perlawanan | Pemeliharaan suhu | Batang SiC, elemen MoSi2, pembakar gas | 2-5 tahun |
| Rakitan Termokopel | Pemantauan suhu | Termokopel Tipe K, Tipe N | 1-3 tahun |
| Sistem Penutup/Tutup Cucian | Pengurangan oksidasi, retensi panas | Besi tuang, papan serat keramik | 3-8 tahun |
| Cerat Transisi | Sambungan tungku-ke-cuci dan cuci-ke-cetakan | Silika leburan, grafit | 1-3 tahun |
| Sumbat dan Gerbang Pembuangan | Kontrol aliran dan pemeliharaan drainase | Grafit, SiC | 2-5 tahun |
| Panel Pemantauan dan Kontrol | Pengaturan suhu dan manajemen alarm | Pengontrol industri berbasis PLC | 10-15 tahun |
| Sambungan Ekspansi | Akomodasi gerakan termal | Tali serat keramik, dapat dilemparkan | 3-6 tahun |
Bagaimana Cara Kerja Teknologi Isolasi Termal dan Pemanasan dalam Sistem Pencucian?
Isolasi Pasif vs Pemanasan Aktif: Kapan Harus Memilih Masing-masing
Insulasi pasif bergantung pada lapisan cadangan dengan konduktivitas rendah untuk memperlambat kehilangan panas. Pendekatan ini bekerja dengan baik untuk jarak transfer di bawah 8 meter dan di mana laju aliran lelehan cukup tinggi untuk mempertahankan suhu melalui kandungan panas logam itu sendiri. Sebuah mesin cuci yang bergerak 5 ton per jam lebih dari 5 meter dengan lapisan silika leburan yang dirancang dengan baik dan cadangan kalsium silikat sering kali dapat mempertahankan suhu dalam ± 10°C tanpa pemanasan eksternal.
Pemanasan aktif menjadi penting ketika:
- Jarak transfer melebihi 8-10 meter.
- Laju aliran bervariasi atau termasuk periode aliran rendah.
- Suhu liquidus paduan di atas 720°C.
- Suhu lingkungan turun di bawah 5°C secara musiman.
- Diperlukan keseragaman suhu yang lebih ketat dari ±8°C.
Pemanasan Hambatan Listrik di Mesin Cuci Aluminium
Pemanasan resistansi listrik menggunakan batang silikon karbida (SiC) atau elemen molibdenum disilisida (MoSi2) yang dipasang di atas atau di samping saluran peleburan. Elemen SiC lebih umum digunakan dalam aplikasi aluminium karena beroperasi secara efektif pada kisaran suhu 700-900 ° C dan relatif toleran terhadap atmosfer yang sarat kelembapan yang ada selama pencucian.
Bagian pencucian berpemanas dengan panjang 2 meter membutuhkan 6-12 kW daya listrik terpasang untuk mengkompensasi kehilangan panas dan mempertahankan suhu leleh. Sistem kontrol kami menggunakan algoritme PID (Proportional-Integral-Derivative) untuk memodulasi keluaran pemanas berdasarkan umpan balik termokopel, sehingga dapat mencapai kontrol suhu ±3°C di sebagian besar aplikasi.
Pemanasan Pencucian Berbahan Bakar Gas
Untuk fasilitas dengan pasokan gas alam yang melimpah dan kapasitas listrik yang terbatas, pemanas pencucian berbahan bakar gas menggunakan pembakar yang diposisikan di atas saluran pencucian. Sistem berbahan bakar gas biasanya memiliki kapasitas pemanasan puncak yang lebih tinggi daripada sistem listrik, sehingga cocok untuk aplikasi yang membutuhkan pemulihan suhu yang cepat setelah start dingin atau setelah gangguan produksi.
Kompensasinya adalah pembakaran gas menghasilkan produk pembakaran di atas permukaan lelehan. Dalam aplikasi di mana penyerapan hidrogen menjadi perhatian, manajemen atmosfer pembakaran menjadi tantangan teknik tambahan.
Standar dan Sertifikasi Industri Apa yang Mengatur Desain Pencucian Aluminium?
Kepatuhan terhadap standar yang diakui bukan merupakan pilihan bagi produsen aluminium terkemuka. Pembeli harus memverifikasi bahwa produsen pencucian mana pun dapat menunjukkan kesesuaian dengan kerangka kerja berikut ini:
| Standar / Spesifikasi | Cakupan | Relevansi dengan Sistem Pencucian |
|---|---|---|
| ISO 9001:2015 | Sistem Manajemen Mutu | Kontrol kualitas manufaktur |
| ASTM C401 | Klasifikasi Refraktori Alumina | Klasifikasi bahan pelapis |
| ASTM C862 | Praktik untuk Mempersiapkan Spesimen yang Dapat Dicor Tahan Api | Prosedur pengawetan dan pengujian |
| EN 1092-1 | Flensa dan Sambungannya | Desain flensa untuk koneksi modular |
| NFPA 86 | Standar untuk Oven dan Tungku | Persyaratan keselamatan untuk sistem yang dipanaskan |
| IEC 60079 | Atmosfer yang Mudah Meledak | Keamanan sistem kelistrikan di dekat logam cair |
| Standar Asosiasi Aluminium | Spesifikasi paduan dan proses | Kompatibilitas material khusus paduan |
AdTech mempertahankan sertifikasi ISO 9001:2015 dan mendesain sistem pencucian untuk memenuhi persyaratan NFPA 86 untuk selungkup berpemanas dan IEC 60079 untuk instalasi listrik di area berbahaya yang berdekatan dengan operasi logam cair.
Bagaimana Anda Memilih Konfigurasi Pencucian yang Tepat untuk Tata Letak Pengecoran Anda?
Pemilihan konfigurasi melibatkan pencocokan kendala fisik fasilitas Anda dengan persyaratan hidraulik dan termal proses produksi Anda. Kerangka kerja keputusan berikut ini merangkum faktor-faktor pemilihan utama:
Matriks Pemilihan Konfigurasi Pencucian
| Kondisi Fasilitas | Konfigurasi yang Disarankan | Fitur Desain Utama |
|---|---|---|
| Transfer pendek (<5 m), laju aliran tinggi | Pencucian lurus berinsulasi pasif | Lapisan silika yang menyatu dengan tebal, cadangan kalsium silikat |
| Transfer panjang (> 15 m), aliran variabel | Pencucian modular yang dipanaskan dengan listrik | Kontrol suhu PID, elemen pemanas SiC |
| Perutean yang kompleks dengan perubahan ketinggian | Pencucian melengkung multi-bagian dengan cerat transisi | Tikungan yang dioptimalkan dengan CFD, tanpa zona mati |
| Diperlukan degassing sebaris | Pencucian degassing dengan rumah impeler putar | Port impeler terintegrasi, sistem penutup tertutup |
| Mesin pengecoran multi-untai | Pencucian distribusi Tundish | Distribusi aliran yang merata ke setiap untai |
| Produksi paduan dengan kemurnian tinggi | Pencucian yang disaring dengan kotak filter busa keramik | Rumah filter integral, pemantauan penurunan tekanan |
| Pemasangan di luar ruangan atau iklim dingin | Pencucian berpemanas yang tertutup sepenuhnya dengan selimut termal | Insulasi yang disempurnakan, pemanasan pelindung embun beku |
Kami sangat menyarankan untuk tidak memilih konfigurasi pencucian berdasarkan deskripsi katalog saja. Pengalaman kami menunjukkan bahwa kondisi produksi di dua fasilitas yang tampaknya identik dapat memerlukan desain pencucian yang berbeda secara fundamental karena perbedaan ritme pengecoran, campuran paduan, dan praktik operator.
Berapa Total Biaya Kepemilikan untuk Sistem Pencucian Aluminium Khusus?
Tim pengadaan sering kali membandingkan sistem pencucian berdasarkan harga pembelian awal, yang merupakan dasar yang buruk untuk pengambilan keputusan. Total biaya kepemilikan (TCO) selama periode operasi 10 tahun menunjukkan gambaran yang sangat berbeda.
Perincian TCO 10 Tahun: Pencucian Panas AdTech vs Pemasok Generik
| Kategori Biaya | AdTech Launder | Pencucian Pemasok Generik |
|---|---|---|
| Harga Pembelian Awal | $85,000–$120,000 | $45,000–$65,000 |
| Instalasi dan Komisioning | $12,000–$18,000 | $10,000–$15,000 |
| Reline Tahan Api (10 tahun) | 1× reline pada tahun ke 9-10: $15.000 | 3-4 kali pengulangan pada tahun ke-3, 5, 7, 9: $45.000-$60.000 |
| Biaya Energi (pemanasan, 10 tahun) | $28,000–$35,000 | $38.000-$50.000 (insulasi yang kurang efisien) |
| Perawatan dan Suku Cadang | $8,000–$12,000 | $18,000–$28,000 |
| Kerugian Kerusakan dan Cacat (berkurang) | Baseline | +$40.000-$80.000 dalam bentuk potongan tambahan |
| Total TCO 10 Tahun | $148,000–$200,000 | $196,000–$308,000 |
Angka-angka di atas didasarkan pada data operasional aktual dari klien yang beralih dari pemasok pencucian generik ke sistem AdTech. Penghematan biaya yang dominan berasal dari masa pakai lapisan yang lebih lama dan berkurangnya sisa casting, bukan dari selisih harga pembelian itu sendiri.
Bagaimana Sistem Pencucian AdTech Dibandingkan dengan Pesaing dalam Hal Performa?
Kami menyadari bahwa beberapa pemasok di Cina, Eropa, dan Amerika Utara menawarkan sistem pencucian aluminium cair. Daripada membuat klaim tanpa dasar, kami menyajikan parameter kinerja obyektif yang dapat diverifikasi oleh pembeli melalui uji coba pabrik atau audit pihak ketiga.
Perbandingan Kinerja: Metrik Utama
| Metrik Kinerja | Sistem AdTech | Rata-rata Industri | Sistem Eropa Premium |
|---|---|---|---|
| Keseragaman suhu (lebih dari 10 m) | ±5°C | ±15°C | ±5-8°C |
| Kehidupan pelayanan lapisan | 8-12 tahun | 3-5 tahun | 6-10 tahun |
| Generasi inklusi oksida | <0,5 mg / kg meleleh | 2-5 mg / kg meleleh | <1 mg / kg meleleh |
| Penyerapan aluminium oleh lapisan | <0,1% per panas | 0,3-0,8% per panas | <0,15% per panas |
| Waktu pengiriman modular | 6-10 minggu | 10-16 minggu | 12-20 minggu |
| Kustomisasi yang tersedia | Kustomisasi penuh | Terbatas | Kustomisasi penuh |
| Tanggapan layanan purna jual | 24 jam | Bervariasi | 48-72 jam |
Data pembentukan inklusi oksida sangat penting karena inklusi oksida secara langsung terkait dengan tingkat cacat pengecoran. Desain geometri pencucian, kualitas permukaan lapisan, dan desain sistem penutup kami bekerja sama untuk meminimalkan gangguan permukaan lelehan dan paparan atmosfer.
Apa Saja Mode Kegagalan yang Umum Terjadi dan Bagaimana Cara Mencegahnya?
Memahami mode kegagalan sangat penting bagi para insinyur yang merancang jadwal pemeliharaan dan manajer pengadaan yang mengevaluasi kualitas pemasok.
Analisis Modus Kegagalan untuk Sistem Pencucian Aluminium
| Mode Kegagalan | Akar Penyebab | Metode Pencegahan | Metode Deteksi |
|---|---|---|---|
| Retak refraktori | Guncangan termal selama penyalaan, pengawetan yang tidak tepat | Protokol pemanasan yang terkendali, pemilihan material yang tepat | Inspeksi visual, anomali termokopel |
| Penetrasi aluminium ke dalam lapisan | Retak, lapisan keropos, serangan bahan kimia | Silika leburan dengan kepadatan tinggi, pelapis yang tidak membasahi | Analisis sampel inti pasca-kampanye |
| Elemen pemanas terbakar | Suhu berlebih, kerusakan mekanis, kelembapan | Pengawetan yang tepat, pemilihan peringkat elemen | Pemantauan resistensi, pemeriksaan visual |
| Penumpukan oksida di tikungan | Aliran turbulen, zona mati | Geometri yang dioptimalkan untuk CFD, pembersihan rutin | Pemantauan aliran, inspeksi visual |
| Distorsi cangkang | Kehilangan panas yang berlebihan melalui sambungan, penyangga yang tidak memadai | Desain sambungan ekspansi yang tepat, analisis struktural | Survei dimensi |
| Pergeseran termokopel | Kontaminasi, penuaan | Jadwal kalibrasi, selubung pelindung | Referensi silang antara beberapa sensor |
| Kebocoran pada sambungan | Penyegelan yang tidak tepat, kerusakan siklus termal | Gasket tali keramik, torsi baut yang tepat | Inspeksi visual, detektor logam di bawah pencucian |
Kami merekomendasikan protokol inspeksi pemeliharaan triwulanan yang mencakup semua mode kegagalan yang tercantum di atas. Tim servis kami memberikan daftar periksa inspeksi terstruktur kepada klien dan, untuk instalasi yang lebih besar, menawarkan kontrak servis tahunan yang mencakup kalibrasi ulang termokopel, penyegelan ulang sambungan, dan penilaian kondisi lapisan.
Bagaimana Sistem Pencucian Aluminium Cair Dipasang dan Dioperasikan?
Persyaratan Pra-Instalasi
Sebelum tim instalasi kami tiba di lokasi, kondisi berikut ini harus tersedia:
- Pekerjaan pondasi sipil selesai dan diawetkan (beton dengan kekuatan 28 hari).
- Lubang keran tungku pada ketinggian akhir dengan braket pemasangan yang dilas.
- Layanan listrik berjalan dalam jarak 2 meter dari posisi pencucian.
- Pasokan gas (jika ada) dialirkan hingga jarak 1 meter dari posisi pencucian.
- Tersedia derek atau forklift dengan kapasitas pengenal minimum 2 ton.
- Area kerja yang aman dibersihkan dan dibarikade.
- Supervisor operasi klien tersedia untuk koordinasi proses.
Urutan Instalasi Langkah-demi-Langkah
Langkah 1: Pemosisian dan perataan - Masing-masing bagian pencucian dipasang pada braket penyangga yang telah disurvei sebelumnya dan diratakan hingga dalam jarak 0,5 mm/meter dengan menggunakan shims yang presisi.
Langkah 2: Penggabungan bagian - Sambungan flensa dibuat dengan gasket tali serat keramik yang dikompresi ke nilai torsi yang ditentukan. Langkah ini sangat penting: sambungan yang kurang torsi akan bocor; sambungan yang terlalu torsi akan membuat refraktori retak.
Langkah 3: Pemasangan sistem penutup - Tutup atau penutup cucian diposisikan dan mekanisme pengangkatan/engselnya diuji untuk pengoperasian yang lancar.
Langkah 4: Sambungan listrik - Kabel elemen pemanas, kabel ekstensi termokopel, dan kabel panel kontrol dihubungkan dan diverifikasi kontinuitasnya sebelum daya dialirkan.
Langkah 5: Siklus pengeringan pertama - Mesin cuci dipanaskan dari suhu lingkungan hingga 150°C dan ditahan selama 8 jam, kemudian ke 300°C selama 8 jam, lalu ke 600°C selama 12 jam, dan akhirnya ke 750°C selama 4 jam. Penahanan suhu pada setiap tahap memungkinkan kelembapan dan air yang terikat secara kimiawi keluar secara bertahap tanpa menimbulkan tekanan uap yang dapat meretakkan lapisan.
Langkah 6: Uji coba logam pertama - Pengisian pertama aluminium cair melalui mesin pencucian yang baru ditugaskan harus dilakukan pada laju aliran yang dikurangi dengan kehadiran tim operasi penuh. Teknisi commissioning kami memantau pembacaan termokopel, memeriksa secara visual outlet pencucian untuk mengetahui adanya tanda-tanda turbulensi atau logam dingin, dan memverifikasi respons sistem kontrol.
Pertanyaan yang Sering Diajukan (FAQ)
1. Berapa jumlah pesanan minimum untuk sistem pencucian aluminium khusus dari AdTech?
AdTech tidak memberlakukan batasan jumlah pesanan minimum pada sistem pencucian khusus. Apakah Anda memerlukan cerat transisi tunggal 2 meter atau jaringan pencucian 40 meter yang dipanaskan, kami merekayasa setiap proyek secara individual. Cakupan proyek minimum kami untuk layanan desain, fabrikasi, dan commissioning rekayasa penuh adalah satu proses pencucian lengkap yang menghubungkan tungku ke unit pengecoran atau degassing. Klien yang hanya membeli kit pelapis pengganti atau elemen pemanas cadangan tidak menghadapi batasan jumlah minimum. Hubungi tim teknik penjualan kami dengan parameter proses Anda, dan kami akan memberikan penawaran harga khusus proyek dalam waktu 5 hari kerja.
2. Berapa lama waktu yang dibutuhkan sistem pencucian khusus dari penempatan pesanan hingga pengiriman?
Untuk sistem pencucian berpemanas standar dengan panjang total 10-20 meter, waktu tunggu khas kami mulai dari konfirmasi pesanan hingga pengiriman siap-pabrik adalah 8-12 minggu. Ini termasuk 2 minggu untuk finalisasi teknik terperinci, 4-6 minggu untuk fabrikasi cangkang dan pemasangan refraktori, dan 2 minggu untuk inspeksi kontrol kualitas dan pengujian pra-pengiriman. Sistem multi-bagian yang sangat kompleks dengan modul degassing atau filtrasi terintegrasi mungkin memerlukan waktu 14-18 minggu. Kami merekomendasikan untuk memulai fase rekayasa sebelum penempatan pesanan formal untuk memadatkan jadwal proyek secara keseluruhan, terutama untuk klien dengan tenggat waktu startup produksi.
3. Dapatkah sistem pencucian AdTech menangani semua paduan aluminium, termasuk varian magnesium tinggi dan silikon tinggi?
Ya, tetapi spesifikasi material harus mencerminkan kimia paduan tertentu. Paduan magnesium tinggi (kandungan Mg > 3%) memberikan serangan kimia yang agresif pada lapisan silika leburan konvensional karena magnesium bereaksi dengan silika pada suhu operasi, membentuk senyawa magnesium silikat yang menurunkan permukaan lapisan. Untuk paduan magnesium tinggi seperti 5182 atau 5083, kami menentukan lapisan kalsium aluminat atau alumina-spinel castable sebagai pengganti silika leburan. Paduan silikon tinggi (Si> 12%) umumnya kompatibel dengan lapisan silika leburan. Kami meminta data komposisi paduan lengkap sebelum menyelesaikan spesifikasi lapisan apa pun untuk klien baru.
4. Jenis termokopel apa yang digunakan dalam sistem pemantauan suhu pencucian AdTech?
Kami menggunakan termokopel Tipe K (kromel-alumel) untuk aplikasi hingga 750°C dan termokopel Tipe N (nicrosil-nisil) untuk aplikasi yang mengutamakan akurasi jangka panjang atau yang suhunya sesekali mencapai 850°C. Termokopel Tipe N menunjukkan ketahanan penyimpangan yang unggul dibandingkan dengan Tipe K pada suhu tinggi, menjadikannya pilihan yang lebih disukai untuk aplikasi pencucian berpemanas di mana interval kalibrasi lebih dari 6 bulan. Semua termokopel dilengkapi dengan konstruksi kabel berinsulasi mineral (MI) dan tabung pelindung keramik untuk menahan atmosfer korosif di dekat aluminium cair. Panel pemantauan standar kami mencatat data termokopel pada interval 1 menit dengan setpoint alarm yang dapat diprogram oleh klien.
5. Bagaimana Anda menghitung kemiringan pencucian yang diperlukan untuk aliran gravitasi yang andal?
Perhitungan kemiringan membutuhkan tiga input utama: laju aliran lelehan (kg/menit), luas penampang saluran, dan viskositas lelehan (sekitar 1,2 mPa-s untuk sebagian besar paduan aluminium pada suhu 720°C). Dengan menggunakan persamaan Manning yang diadaptasi untuk koreksi perilaku non-Newtonian, model hidraulik kami menargetkan kecepatan aliran 0,2-0,4 m/dtk. Kisaran kecepatan ini mempertahankan aliran laminar-ke-transisi yang mulus sekaligus mencegah zona mati (kecepatan 0,5 m/s menghasilkan entrainment oksida). Kemiringan yang umum dihitung berkisar antara 1° hingga 3°, dengan nilai spesifik tergantung pada lebar dan kedalaman saluran. Kami tidak merekomendasikan penggunaan kemiringan sebagai patokan tanpa menyelesaikan perhitungan hidraulik.
6. Apa cara terbaik untuk membersihkan pencucian di antara kampanye produksi?
Prosedur pembersihan pencucian yang paling efektif adalah dengan mengeringkan sisa aluminium melalui sumbat pembuangan saat pencucian masih dalam suhu operasi, kemudian menggunakan alat pengikis tahan api kering untuk menghilangkan tengkorak yang membeku saat lapisan masih di atas 200°C. Jangan sekali-kali menggunakan air atau bahan pembersih berbahan dasar air pada mesin cuci yang masih panas. Biarkan mesin cuci mendingin hingga di bawah 80°C sebelum melakukan pekerjaan pembersihan atau inspeksi basah. Untuk penumpukan tengkorak yang membandel pada tikungan atau titik transisi, alat chipping pneumatik ringan dapat digunakan dengan hati-hati agar tidak merusak permukaan lapisan primer. Kami merekomendasikan inspeksi visual interior secara menyeluruh pada setiap jeda kampanye besar dan dokumentasi foto untuk melihat tren dari waktu ke waktu.
7. Dapatkah sistem pencucian AdTech diintegrasikan dengan unit degassing yang sudah ada atau kotak penyaringan online?
Integrasi dengan unit degassing seperti degasser impeler putar dan dengan kotak filtrasi busa keramik adalah fitur standar dari desain pencucian modular kami. Kami mendesain bagian transisi yang menghubungkan saluran keluar pencucian ke saluran masuk unit degassing tanpa menciptakan zona mati atau turbulensi. Untuk filtrasi busa keramik, kami menyediakan rumah kotak filter terintegrasi yang sudah dipra-pabrikasi dengan lapisan silika menyatu yang sama dengan saluran pencucian. Kotak filter berukuran untuk mengakomodasi 30, 40, 50, atau 60 pori per inci (PPI) filter busa tergantung pada target penghilangan inklusi. Tim teknisi kami mengoordinasikan antarmuka dimensi dengan spesifikasi produsen unit degassing.
8. Sistem keamanan apa yang diperlukan untuk instalasi pencucian aluminium yang dipanaskan?
NFPA 86 dan peraturan keselamatan setempat biasanya mensyaratkan sistem berikut ini untuk mesin cuci aluminium berpemanas: (1) Sakelar pemutus suhu tinggi yang mematikan elemen pemanas jika pembacaan termokopel melebihi titik setel lebih dari 30 ° C; (2) Pemutusan daya darurat yang dapat diakses dari dua lokasi, satu di mesin cuci dan satu lagi di panel kontrol utama; (3) Sensor pendeteksi logam cair di bawah mesin cuci sebagai peringatan jika terjadi pelanggaran lapisan; (4) Interlock yang mencegah aktivasi elemen pemanas hingga mesin cuci menyelesaikan protokol pengeringan pengeringan; (5) Insulasi kabel tahan api untuk semua kabel yang berada dalam jarak 500 mm dari bagian luar mesin cuci. Kami merancang semua sistem kelistrikan sesuai dengan IEC 60364 dan menyediakan dokumentasi skema kelistrikan lengkap untuk ditinjau oleh petugas keselamatan klien.
9. Bagaimana AdTech mendukung klien di negara-negara yang tidak memiliki layanan lokal?
Model layanan internasional kami menggunakan kombinasi dukungan jarak jauh digital dan jaringan mitra layanan lokal yang terlatih di wilayah di mana kami tidak memiliki kantor permanen. Untuk dukungan komisioning, teknisi kami melakukan perjalanan ke lokasi instalasi di mana pun lokasinya. Setelah commissioning, kami menyediakan dukungan pemantauan jarak jauh 24/7 melalui opsi panel kontrol yang terhubung dengan cloud, yang mengirimkan data termokopel dan status alarm ke tim teknisi kami secara real time. Kami telah berhasil mendukung instalasi pencucian di Asia Tenggara, Timur Tengah, Afrika, dan Amerika Selatan melalui model ini. Suku cadang disimpan di gudang berikat di lokasi strategis untuk memastikan pengiriman dalam 5-7 hari kerja ke sebagian besar tujuan.
10. Dokumentasi apa yang disediakan dengan sistem pencucian khusus AdTech?
Setiap sistem pencucian AdTech dikirimkan dengan paket dokumentasi lengkap yang mencakup: (1) Gambar perakitan mekanis lengkap dalam format PDF dan DXF; (2) Skema kelistrikan dan diagram pengkabelan; (3) Lembar data bahan tahan api dan sertifikat kepatuhan; (4) Dokumen protokol pemanasan dan pengeringan pertama; (5) Panduan pengoperasian dan perawatan dalam bahasa yang diminta klien; (6) Daftar suku cadang dengan nomor suku cadang AdTech; (7) Laporan pemeriksaan kontrol kualitas dengan data uji dari pabrik; (8) Sertifikat kesesuaian ISO 9001: 2015; (9) Daftar kemasan dan dokumen pengiriman. Kami juga menyediakan versi digital dari semua dokumentasi melalui portal klien kami, yang tetap dapat diakses selama masa pakai layanan pencucian.
Ringkasan: Mengapa Rekayasa Pencucian Kustom AdTech Penting
Sistem pencucian transfer aluminium cair bukanlah produk komoditas. Kinerjanya secara langsung menentukan kualitas peleburan, produktivitas pengecoran, dan total biaya operasi produksi aluminium Anda. Di AdTech, kami menyatukan keahlian ilmu material, alat teknik komputasi, dan lebih dari satu dekade pengalaman pemasangan di lapangan untuk merancang sistem pencucian yang secara konsisten mengungguli tolok ukur industri.
Klien kami yang telah beralih dari sistem pencucian dengan spesifikasi yang lebih rendah melaporkan penurunan tingkat scrap casting sebesar 15-40%, perpanjangan interval servis lining dari 3 tahun menjadi 8+ tahun, dan peningkatan keseragaman temperatur yang secara langsung mendukung toleransi casting yang lebih ketat. Ini bukanlah proyeksi teoritis. Ini adalah hasil yang didokumentasikan dari pabrik aluminium yang beroperasi di empat benua.
Jika Anda mengevaluasi opsi pencucian untuk jalur pengecoran baru, meningkatkan instalasi yang sudah ada, atau memecahkan masalah kualitas lelehan yang berulang, kami menyarankan Anda untuk menghubungi tim teknik kami dengan parameter proses Anda. Kami menyediakan penilaian teknik awal tanpa kewajiban yang mengidentifikasi faktor desain paling penting untuk aplikasi Anda.
