AdTech на заказ Система отмывки расплавленного алюминия представляет собой самое передовое решение для безопасной, эффективной и не загрязняющей транспортировки жидкого алюминия на современных предприятиях по выплавке и литью алюминия. Наши разработанные системы отмывания Сочетание каналов с огнеупорной футеровкой, прецизионного терморегулирования и возможностей модульной конфигурации позволяет снизить потери алюминия на окисление до 35%, поддерживать температуру расплава в пределах ±5°C и продлить срок службы свыше 10 лет в непрерывных промышленных условиях.
Если ваш проект требует использования алюминиевого трансферного отмыва, вы можете связаться с нами для получения бесплатного предложения.
Что такое система отмывки расплавленного алюминия?
Система отмывки расплавленного алюминия - это специально разработанная сеть каналов, которая перемещает жидкий алюминий при температуре от 680°C до 780°C из печи выдержки или плавильной печи в разливочную машину, установку дегазации или станцию фильтрации без ущерба для химического состава и температуры расплава. В отличие от простых желобов или ковшей с ручным управлением, спроектированная система отмывки представляет собой постоянный или полупостоянный компонент инфраструктуры, который интегрируется в производственную линию литья в качестве непрерывного канала.
Компания AdTech потратила более десяти лет на совершенствование методологии проектирования отмывки. Основная проблема, с которой сталкиваются наши клиенты, заключается в том, что расплавленный алюминий химически реактивен, термически чувствителен и структурно требователен к любому содержащему материалу. Плохо спроектированный канал создает турбулентность, которая увлекает за собой оксиды, допускает потерю тепла, способствующую преждевременному застыванию, и поглощает загрязнения из несовместимых материалов футеровки. Каждый из этих видов отказов напрямую приводит к дефектам литья, образованию брака и простою производства.
Система отмывки решает эти задачи с помощью четырех интегрированных инженерных дисциплин: огнеупорного материаловедения, проектирования тепловых систем, моделирования гидродинамики и изготовления конструкций. При правильном выполнении всех четырех задач отмывка становится невидимой, но критически важной частью высокопроизводительной линии литья алюминия.
Какие типы отмывок существуют в промышленном производстве алюминия?
Промышленные алюминиевые перегрузочные ванны делятся на несколько категорий в зависимости от функции, геометрии и способа установки:
| Тип стирки | Основная функция | Типичная длина | Рабочая температура |
|---|---|---|---|
| Прямой канал для промывки | Передача расплава по принципу "точка-точка | 1-20 метров | 700-760°C |
| Изогнутая/наклонная стиральная машина | Маршрутизация с ограничениями по расположению | Пользовательское | 700-760°C |
| Стиральная машина с подогревом (газ/электричество) | Передача на большие расстояния с сохранением тепла | 5-50 метров | 700-780°C |
| Изолированная прачечная (пассивная) | Короткие передачи с минимальными потерями тепла | 1-10 метров | 680-750°C |
| Дегазирующая стирка | Непрерывное удаление водорода | 2-8 метров | 710-760°C |
| Фильтрационная промывка | Поточная фильтрация керамической пеной | 1-4 метра | 700-750°C |
| Отмывание денег/распределение | Распределение многониточного литья | Пользовательское | 700-770°C |
Мы производим все перечисленные выше категории со стандартизированными базовыми модулями и настраиваемыми конечными конфигурациями. Например, выбор между отмывкой с подогревом и отмывкой с пассивной изоляцией зависит от расстояния передачи, температуры окружающей среды, чувствительности сплава и скорости потока, которые наша команда инженеров рассчитывает еще до начала производства.
Почему конструкция отмывки напрямую влияет на качество алюминиевого литья?
Именно этот вопрос отделяет покупателей, разбирающихся в металлургии алюминия, от тех, кто относится к отмывке как к простому сантехническому компоненту. Отмывка - это не нейтральная труба. Это активный участник металлургического состояния вашей плавки.

Как турбулентность в канале отмывки приводит к образованию оксидных включений
Расплавленный алюминий немедленно окисляется при контакте его поверхности с атмосферой. Скорость окисления резко ускоряется, когда поверхность расплава нарушается. Плохо спроектированная промывочная машина с резкими изменениями в поперечном сечении, чрезмерным уклоном или шероховатой внутренней поверхностью создает турбулентные условия течения, в результате которых поверхностные оксидные пленки попадают в расплав. Эти складчатые оксидные пленки, известные как бифильмы, являются одними из самых вредных типов включений в алюминиевых отливках. Они снижают прочность на разрыв, удлинение и усталостную прочность конечного продукта.
Исследование, опубликованное в журнале Международный журнал по литью металлов показывает, что содержание бифила в литом алюминии увеличивается на 60-120%, когда скорость потока расплава превышает 0,5 м/с без мер по регулированию потока. Наши системы отмывки спроектированы таким образом, что скорость потока во всех точках не превышает 0,3 м/с, что достигается благодаря точному расчету поперечного сечения канала, угла наклона и геометрии перехода.
Что происходит, когда температура расплава падает ниже заданной во время переноса?
Потеря температуры при переносе - это не просто проблема комфорта. Когда алюминиевые сплавы охлаждаются ниже температуры ликвидуса, в них начинают формироваться дендритные твердые сети. Даже частичное затвердевание с последующей переплавкой оставляет после себя богатые оксидами зоны и микроструктурные неоднородности, которые ослабляют литые изделия.
Например, для алюминиевого сплава 6063 температура ликвидуса составляет примерно 655°C, а солидуса - примерно 615°C. Промывочная машина, позволяющая расплаву опуститься до 640°C в течение 15-метрового перехода, создает частично затвердевший фронт, который затем смешивается с более горячим поступающим металлом. В результате температура расплава, поступающего в разливочную машину, не совпадает, что приводит к изменению скорости охлаждения, структуры зерна и механических свойств от заготовки к заготовке.
Наши системы стирки с подогревом поддерживают температуру в пределах ±5°C на расстоянии до 50 метров. Это подтверждается встроенными термопарами, которые наши системы мониторинга постоянно регистрируют.
Какие материалы используются в огнеупорной футеровке для алюминиевых лотков?
Огнеупорная футеровка является наиболее технически важным компонентом любого устройства для отмывки расплавленного алюминия. Она должна одновременно противостоять химическому воздействию жидкого алюминия, сохранять стабильность размеров при термоциклировании, обеспечивать низкую теплопроводность для минимизации потерь тепла и не выделять загрязняющих веществ в расплав.
Сравнение огнеупорных материалов, обычно используемых в алюминиевых промывках
| Материал | Устойчивость к смачиванию алюминия | Теплопроводность (Вт/м-К) | Максимальная температура эксплуатации | Типичный срок службы |
|---|---|---|---|---|
| Плавленый кварц | Превосходно | 1.4–1.7 | 1050°C | 5-8 лет |
| Высокоглиноземистый литейный материал | Хорошо | 1.8–2.5 | 1400°C | 3-6 лет |
| Плита из силиката кальция | Хорошо | 0.12-0.18 | 870°C | 2-4 года (резервный слой) |
| Карбид кремния (SiC) | Превосходно | 15-25 | 1650°C | 8-12 лет |
| Покрытие из нитрида бора | Превосходный | 30-60 | 2000°C+ | Зависит от подложки |
| Плавленый глинозем | Очень хорошо | 2.0–3.5 | 1800°C | 4-8 лет |
Компания AdTech использует плавленый диоксид кремния в качестве основного материала для футеровки каналов в большинстве стандартных применений, поскольку он обеспечивает идеальный баланс между отсутствием смачивания алюминия, совместимостью с тепловым расширением и экономической эффективностью в течение 10 лет эксплуатации. Для агрессивных высококремнистых сплавов или применений, связанных с повышенными температурами обработки, мы используем составы с добавлением SiC, которые наша лаборатория материалов протестировала в имитированных производственных условиях.
Почему совместимость с тепловым расширением имеет большее значение, чем прочность
Распространенное заблуждение среди специалистов по закупкам заключается в том, что более твердый и плотный огнеупорный материал всегда лучше. В алюминиевых отстойниках несоответствие теплового расширения между структурной оболочкой и огнеупорной футеровкой создает внутреннее напряжение, которое приводит к образованию трещин, сколов и, в конечном счете, к разрушению футеровки. Наша команда инженеров рассчитывает коэффициент теплового расширения (CTE) для каждого слоя материала в сборке прачечной и проектирует расстояние между компенсаторами, чтобы учесть тепловые циклы между состоянием холодной установки и рабочей температурой.
Мы используем конечно-элементное тепловое моделирование для имитации 500 циклов нагрева и остывания перед окончательным составлением спецификации футеровки. Такой прогнозирующий подход позволил нам увеличить средний срок службы футеровки с 3-5 лет до 8-12 лет в нескольких клиентских установках.
Как AdTech разрабатывает индивидуальную систему отмывки от спецификации до установки?
Наш процесс проектирования следует структурированной методологии, которую мы отработали в более чем 200 проектах по отмывке по всему миру. Этот процесс - не универсальный шаблон, а анализ по каждой дисциплине, который позволяет найти уникальное решение для производственных условий каждого клиента.
Этап 1: Обследование объекта и сбор данных о процессе
Прежде чем приступить к проектированию, наша команда инженеров собирает информацию:
- Высота и геометрия отверстия для крана в печи.
- Высота и расположение входного отверстия разливочной машины.
- Доступное пространство и ограничения на маршрутизацию.
- Обрабатываемые составы сплавов.
- Скорость разливки (кг/мин или тонн/час)
- Требования к максимальной и минимальной температуре расплава
- Существующая инфраструктура (газоснабжение, электрические мощности, доступ к крану)
- Диапазон локальных температур окружающей среды.
Эта фаза сбора данных обычно занимает 2-5 дней для нового объекта и включает в себя как дистанционный анализ документов, так и выезд нашего ведущего инженера на место.
Этап 2: Гидравлическое и тепловое моделирование
Используя программное обеспечение для вычислительной гидродинамики (CFD), мы смоделировали поведение потока расплава на каждом участке предлагаемой геометрии отмывки. Модель рассчитывает распределение скоростей, интенсивность турбулентности на поверхности, время пребывания и температурный профиль по длине канала.
Одновременно с этим с помощью теплового моделирования рассчитываются показатели теплопотерь через слои футеровки, необходимая плотность мощности нагревателя для обогреваемых секций и ожидаемая температура на выходе из отмывочного устройства при наихудших условиях окружающей среды.
Результаты этого этапа моделирования непосредственно определяют:
- Размеры поперечного сечения канала
- Угол наклона (обычно 1°-3° для самотечного потока)
- Мощность и расстояние между нагревательными элементами
- Толщина подкладки по слоям
- Количество и расположение точек контроля термопар.
Этап 3: Детальное механическое проектирование
Конструктивная оболочка секций наших прачечных изготавливается из низкоуглеродистой стали или нержавеющей стали 304, в зависимости от условий эксплуатации. Мы используем SolidWorks для трехмерного механического моделирования, создавая полностью детализированные чертежи изготовления, в которых указаны последовательность сварки, обработка поверхностей и допуски на размеры.
Каждая секция для стирки имеет свою конструкцию:
- Фланцевые соединения для монтажа в полевых условиях и доступа к обслуживанию в будущем.
- Подъемные проушины, рассчитанные на 4× вес секции, для установки крана.
- Сливные пробки в нижних точках для очистки при техническом обслуживании.
- Системы крышек (изолирующие крышки или крышки для продувки газом) для уменьшения окисления поверхности.
Этап 4: Изготовление и контроль качества
Все изготовление производится на нашем производственном предприятии в соответствии с процедурами управления качеством ISO 9001:2015. Основные пункты контроля качества включают:
| Контрольная точка контроля качества | Метод | Критерий приемлемости |
|---|---|---|
| Контроль сварных швов оболочки | Визуальный + красящий пенетрант | Отсутствие трещин, отсутствие пористости |
| Проверка размеров оболочки | Лазерное измерение | ±1 мм в любом 2-метровом диапазоне |
| Коэффициент смешивания огнеупоров | Гравиметрический | ±2% от спецификации |
| Температурный профиль отверждения | Журнал регистрации термопар | Согласно спецификации материала |
| Сопротивление нагревательного элемента | Омметр | В пределах 5% от номинального значения |
| Окончательная проверка герметичности сборки | Проверка давления воды | Нулевая утечка при рабочем напоре 1,5× |
Этап 5: Установка и ввод в эксплуатацию
Наша команда по обслуживанию на месте осуществляет монтаж, включая установку, выравнивание, согласование с печью и литейной машиной, подключение систем нагрева, подключение термопар и процедуру первого нагрева. Первый нагрев - это тщательно контролируемый процесс, в ходе которого из огнеупорной футеровки удаляется влага. Поспешность на этом этапе приводит к образованию трещин под воздействием пара, которые могут разрушить новую футеровку еще до того, как она соприкоснется с расплавленным алюминием.
Наш стандартный протокол первого нагрева занимает 48-72 часа и соответствует температурному графику поэтапного отверждения, который мы предоставляем в письменном виде операционной команде каждого клиента.
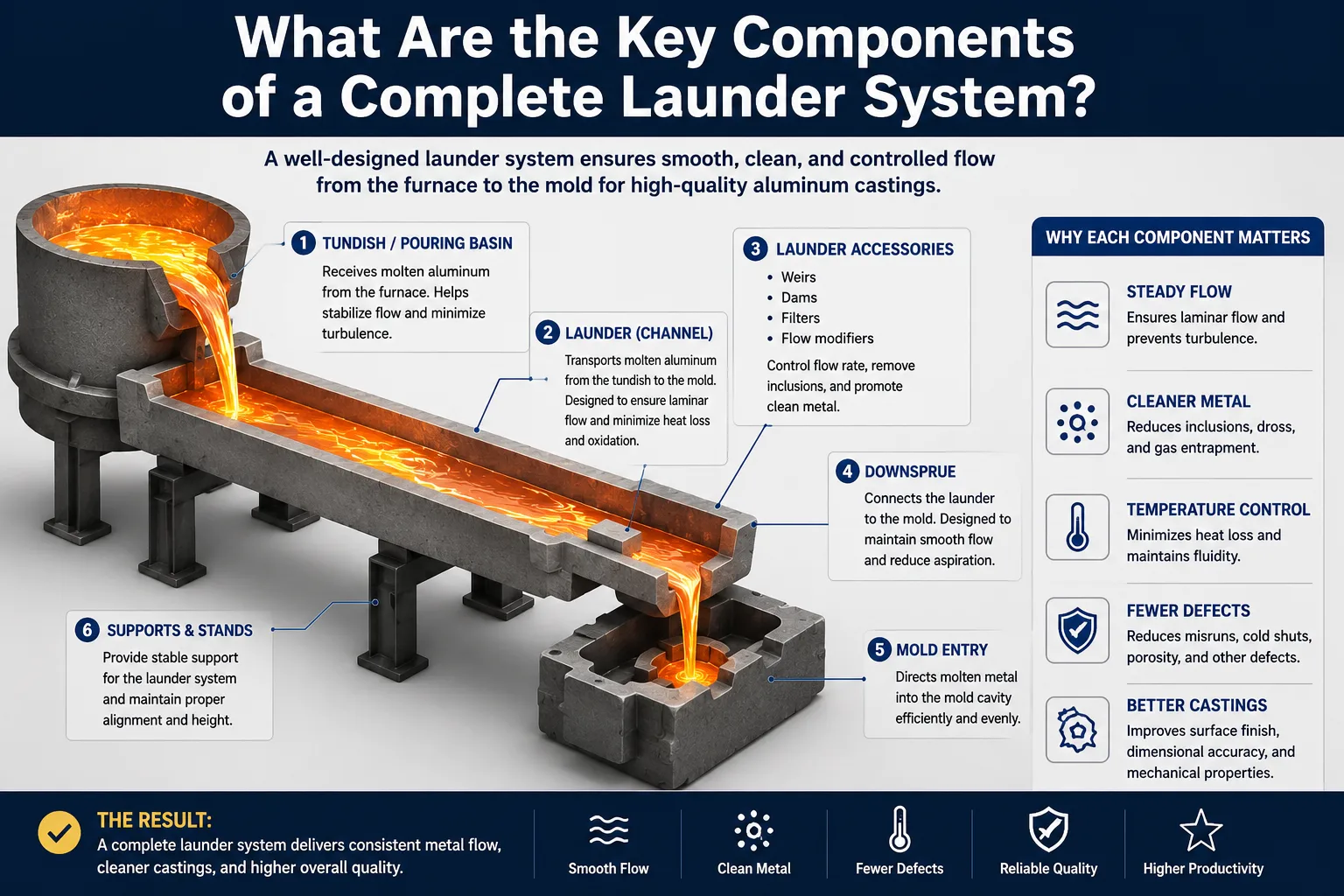
Каковы ключевые компоненты комплексной системы отмывания?
Понимание отдельных компонентов помогает инженерам и покупателям оценить полноту системы и избежать пробелов в закупках.
| Компонент | Функция | Варианты материалов | Интервал обслуживания |
|---|---|---|---|
| Структурная оболочка | Механический корпус и опора | Мягкая сталь, 304SS | 15-20 лет |
| Первичная огнеупорная футеровка | Удержание расплава и химическая стойкость | Плавленый кварц, литьевой материал SiC | 8-12 лет |
| Резервный изоляционный слой | Сохранение тепла | Силикат кальция, керамическое волокно | 5-8 лет |
| Сопротивление нагревательных элементов | Поддержание температуры | Стержни SiC, элементы MoSi2, газовые горелки | 2-5 лет |
| Термопары в сборе | Контроль температуры | Термопары типа K, типа N | 1-3 года |
| Система крышки/крышки для промывки | Снижение окисления, сохранение тепла | Чугун, плита из керамического волокна | 3-8 лет |
| Переходные носики | Соединения между печью и отмывкой и отмывкой и формовкой | Плавленый кварц, графит | 1-3 года |
| Дренажные пробки и затворы | Контроль расхода и техническое обслуживание дренажа | Графит, SiC | 2-5 лет |
| Панель мониторинга и управления | Регулирование температуры и управление сигналами тревоги | Промышленный контроллер на базе ПЛК | 10-15 лет |
| Расширительные швы | Размещение теплового движения | Канат из керамического волокна, литой | 3-6 лет |
Как работают технологии теплоизоляции и отопления в системах отмывки?
Пассивная изоляция и активное отопление: Когда стоит выбирать каждый из них
Пассивная изоляция опирается на резервные слои с низкой проводимостью для замедления теплопотерь. Этот подход хорошо подходит для расстояний передачи менее 8 метров и там, где скорость потока расплава достаточно высока для поддержания температуры за счет теплосодержания самого металла. Отмывка, перемещающая 5 тонн в час на расстояние более 5 метров, с хорошо продуманной футеровкой из плавленого кварца и резервным слоем из силиката кальция часто может поддерживать температуру в пределах ±10°C без какого-либо внешнего подогрева.
Активный обогрев становится необходимым, когда:
- Расстояние передачи превышает 8-10 метров.
- Скорость потока непостоянна или включает периоды низкого расхода.
- Температура ликвидуса сплава выше 720°C.
- Температура окружающей среды сезонно опускается ниже 5°C.
- Требуется равномерность температуры более ±8°C.
Электрический резистивный нагрев в алюминиевых ваннах
Для электрического резистивного нагрева используются стержни из карбида кремния (SiC) или элементы из дисилицида молибдена (MoSi2), установленные над каналом расплава или рядом с ним. Элементы SiC чаще всего используются в алюминиевых установках, поскольку они эффективно работают в диапазоне температур 700-900°C и относительно устойчивы к влажной атмосфере, присутствующей при запуске отмывки.
Типичная обогреваемая секция стиральной машины длиной 2 метра требует 6-12 кВт установленной электрической мощности для компенсации тепловых потерь и поддержания температуры расплава. Наши системы управления используют алгоритмы PID (пропорционально-интегрально-деривативные) для модуляции мощности нагревателя на основе обратной связи с термопарой, что позволяет достичь контроля температуры ±3°C в большинстве случаев.
Газовое отопление прачечной
На предприятиях с достаточным количеством природного газа и ограниченными электрическими мощностями для обогрева отмывочной на газовом топливе используются излучающие горелки, расположенные над каналом отмывки. Системы, работающие на газе, обычно имеют более высокую пиковую тепловую мощность, чем электрические системы, что делает их подходящими для применений, требующих быстрого восстановления температуры после холодного запуска или после перерыва в производстве.
Компромисс заключается в том, что при сжигании газа продукты сгорания оказываются над поверхностью расплава. В тех случаях, когда речь идет об абсорбции водорода, управление атмосферой горения становится дополнительной инженерной задачей.
Какие отраслевые стандарты и сертификаты регулируют дизайн алюминиевых отмычек?
Соответствие признанным стандартам не является обязательным для авторитетных производителей алюминия. Покупатели должны убедиться, что любой производитель отмывочного оборудования может продемонстрировать соответствие следующим стандартам:
| Стандарт / Спецификация | Область применения | Актуальность для систем отмывания |
|---|---|---|
| ISO 9001:2015 | Системы менеджмента качества | Контроль качества производства |
| ASTM C401 | Классификация глиноземных огнеупоров | Классификация материалов подкладок |
| ASTM C862 | Практика подготовки образцов огнеупорного литья | Процедуры отверждения и испытания |
| EN 1092-1 | Фланцы и их соединения | Фланцевая конструкция для модульных соединений |
| NFPA 86 | Стандарт для печей и топок | Требования безопасности для обогреваемых систем |
| IEC 60079 | Взрывоопасные атмосферы | Безопасность электрических систем вблизи расплавленного металла |
| Стандарты Алюминиевой Ассоциации | Спецификации сплавов и процессов | Совместимость материалов с конкретными сплавами |
Компания AdTech имеет сертификат ISO 9001:2015 и разрабатывает системы отмывки в соответствии с требованиями NFPA 86 для обогреваемых корпусов и IEC 60079 для электроустановок во взрывоопасных зонах, примыкающих к операциям с расплавленным металлом.
Как выбрать правильную конфигурацию отмывочной машины для литейного производства?
Выбор конфигурации включает в себя согласование физических ограничений вашего объекта с гидравлическими и тепловыми требованиями вашего производственного процесса. В приведенной ниже схеме принятия решений обобщены основные факторы выбора:
Матрица выбора конфигурации отмывочного устройства
| Состояние объекта | Рекомендуемая конфигурация | Ключевая особенность дизайна |
|---|---|---|
| Короткая передача (< 5 м), высокая скорость потока | Пассивная изолированная прямая стирка | Толстая футеровка из плавленого кварца, резервная футеровка из силиката кальция |
| Длинная передача (> 15 м), переменный поток | Модульная прачечная с электрическим подогревом | ПИД-регулирование температуры, нагревательные элементы SiC |
| Сложные маршруты с перепадами высот | Многосекционная изогнутая мойка с переходными носиками | Оптимизированные с помощью CFD изгибы, отсутствие мертвых зон |
| Требуется поточная дегазация | Дегазационная промывка с корпусом с вращающимся рабочим колесом | Встроенный порт рабочего колеса, герметичная система крышки |
| Многоручьевая литейная машина | Отмычка для распределения пробок | Равномерное распределение потока на каждую прядь |
| Производство высокочистых сплавов | Стиральная машина с фильтром из керамической пены | Встроенный корпус фильтра, контроль перепада давления |
| Установка на улице или в холодном климате | Полностью закрытая прачечная с подогревом и термоодеялом | Улучшенная теплоизоляция, защита от мороза |
Мы настоятельно рекомендуем не выбирать конфигурацию отмывки, основываясь только на описании в каталоге. Наш опыт показывает, что производственные условия на двух, казалось бы, одинаковых предприятиях могут потребовать принципиально разных конструкций отмывок из-за различий в ритме литья, составе сплава и практике работы оператора.
Какова общая стоимость владения индивидуальной алюминиевой системой отмывки?
Команды, занимающиеся закупками, часто сравнивают системы отмывания по первоначальной цене, что является плохой основой для принятия решений. Совокупная стоимость владения (TCO) за 10-летний период эксплуатации показывает совсем другую картину.
Разбивка совокупной стоимости владения на 10 лет: AdTech Heated Launder по сравнению с универсальным поставщиком
| Категория затрат | AdTech Launder | Отмывание поставщиков |
|---|---|---|
| Первоначальная покупная цена | $85,000–$120,000 | $45,000–$65,000 |
| Установка и ввод в эксплуатацию | $12,000–$18,000 | $10,000–$15,000 |
| Рефрактерная релина (10 лет) | 1× повторное наложение на 9-10-м году: $15,000 | 3-4 повторных ремонта в годы 3, 5, 7, 9: $45,000-$60,000 |
| Стоимость энергии (отопление, 10 лет) | $28,000–$35,000 | $38,000-$50,000 (менее эффективная изоляция) |
| Техническое обслуживание и запчасти | $8,000–$12,000 | $18,000–$28,000 |
| Потери от брака и дефектов (сокращение) | Базовый уровень | +$40,000-$80,000 дополнительного лома |
| Итого 10-летняя совокупная стоимость владения | $148,000–$200,000 | $196,000–$308,000 |
Приведенные выше цифры основаны на фактических эксплуатационных данных клиентов, которые перешли от типовых поставщиков отмывочных машин к системам AdTech. Основная экономия средств происходит за счет увеличения срока службы футеровки и снижения количества брака при литье, а не за счет разницы в цене покупки.
Как система отмывания AdTech сравнивается с конкурентами по производительности?
Мы знаем, что несколько поставщиков в Китае, Европе и Северной Америке предлагают системы отмывки расплавленного алюминия. Вместо того чтобы делать безосновательные заявления, мы представляем объективные параметры производительности, которые покупатели могут проверить в ходе заводских испытаний или аудита третьей стороной.
Сравнение производительности: Ключевые показатели
| Метрика производительности | Система AdTech | Среднее значение по отрасли | Европейские системы премиум-класса |
|---|---|---|---|
| Однородность температуры (более 10 м) | ±5°C | ±15°C | ±5-8°C |
| Срок службы футеровки | 8-12 лет | 3-5 лет | 6-10 лет |
| Образование оксидных включений | < 0,5 мг/кг расплава | 2-5 мг/кг расплава | < 1 мг/кг расплава |
| Поглощение алюминия подкладкой | < 0,1% за тепло | 0,3-0,8% за тепло | < 0,15% за тепло |
| Модульный срок поставки | 6-10 недель | 10-16 недель | 12-20 недель |
| Доступная настройка | Полная версия | Ограниченный | Полная версия |
| Послепродажное обслуживание | 24 часа в сутки | Варьируется | 48-72 часа |
Данные по образованию оксидных включений особенно важны, поскольку оксидные включения напрямую связаны с количеством дефектов литья. Геометрия нашей промывки, качество поверхности футеровки и конструкция системы крышек работают вместе, чтобы минимизировать нарушение поверхности расплава и воздействие атмосферы.
Что такое распространенные виды отказов и как их предотвратить?
Понимание режимов отказов важно как для инженеров, разрабатывающих графики технического обслуживания, так и для менеджеров по закупкам, оценивающих качество поставщиков.
Анализ режимов отказов для систем отмывки алюминия
| Режим отказа | Коренная причина | Метод профилактики | Метод обнаружения |
|---|---|---|---|
| Растрескивание огнеупоров | Тепловой удар при вводе в эксплуатацию, неправильное отверждение | Контролируемый протокол нагрева, правильный выбор материала | Визуальный осмотр, аномалия термопары |
| Проникновение алюминия в облицовку | Трещины, пористая облицовка, химическое воздействие | Высокоплотный плавленый кварц, несмачиваемые покрытия | Анализ образцов керна после кампании |
| Перегорание нагревательного элемента | Перегрев, механические повреждения, влага | Правильное отверждение, выбор номинала элемента | Контроль сопротивления, визуальный контроль |
| Скопление оксидов на изгибах | Турбулентный поток, мертвые зоны | Оптимизированная с помощью CFD геометрия, регулярная очистка | Контроль потока, визуальный осмотр |
| Искажение оболочки | Чрезмерная потеря тепла через суставы, неадекватная поддержка | Правильное проектирование компенсаторов, структурный анализ | Габаритная съемка |
| Дрейф термопары | Загрязнение, старение | График калибровки, защитная оболочка | Перекрестные ссылки между несколькими датчиками |
| Протечки в местах соединения | Неправильная герметизация, повреждение при термоциклировании | Прокладки из керамического троса, правильный момент затяжки болтов | Визуальный осмотр, металлоискатель под стиркой |
Мы рекомендуем проводить ежеквартальный технический осмотр, который охватывает все перечисленные выше виды отказов. Наша сервисная служба предоставляет клиентам структурированный контрольный список проверок, а для крупных объектов предлагает годовые контракты на обслуживание, включающие повторную калибровку термопар, повторную герметизацию швов и оценку состояния футеровки.
Как устанавливается и вводится в эксплуатацию система отмывки расплавленного алюминия?
Требования к предварительной установке
Прежде чем наша монтажная бригада прибудет на место, необходимо выполнить следующие условия:
- Завершение работ по строительству фундамента и его затвердевание (бетон имеет прочность 28 дней).
- Отверстие для печного крана на конечной высоте с приваренным монтажным кронштейном.
- Электропроводка проложена в пределах 2 метров от места установки стиральной машины.
- Подведите газ (если требуется) на расстояние до 1 м от места установки стиральной машины.
- Наличие крана или вилочного погрузчика с минимальной номинальной грузоподъемностью 2 тонны.
- Безопасная рабочая зона очищена и забаррикадирована.
- Для координации процесса доступен руководитель клиентских операций.
Пошаговая последовательность установки
Шаг 1: Позиционирование и выравнивание - Отдельные секции стиральной машины устанавливаются на предварительно выверенные опорные кронштейны и выравниваются с точностью до 0,5 мм/метр с помощью прецизионных прокладок.
Шаг 2: Соединение секций - Фланцевые соединения выполняются с помощью канатных прокладок из керамического волокна, обжатых с указанными значениями крутящего момента. Этот этап является критическим: соединения с недостаточным моментом затяжки протекают, а соединения с избыточным моментом затяжки растрескивают огнеупор.
Шаг 3: Установка системы крышек - Крышки или крышки стиральных машин устанавливаются на свои места, а их подъемные/запорные механизмы проверяются на плавность хода.
Шаг 4: Электрическое подключение - Выводы нагревательных элементов, удлинительные кабели термопар и проводка панели управления подключаются и проверяются на непрерывность перед подачей питания.
Шаг 5: Первый цикл сушки - Стиральная машина нагревается от температуры окружающей среды до 150°C и выдерживается в течение 8 часов, затем до 300°C в течение 8 часов, затем до 600°C в течение 12 часов и, наконец, до 750°C в течение 4 часов. Выдерживание температуры на каждом этапе позволяет влаге и химически связанной воде постепенно выходить, не создавая давления пара, которое может разрушить подкладку.
Шаг 6: Первая проба металла - Первая подача расплавленного алюминия через только что введенную в эксплуатацию отмывочную установку должна проводиться при пониженном расходе с полным составом операционной группы. Наш инженер по вводу в эксплуатацию следит за показаниями термопар, визуально осматривает выходное отверстие отстойника на наличие признаков турбулентности или холодного металла и проверяет реакцию системы управления.
Часто задаваемые вопросы (FAQ)
1. Каков минимальный объем заказа на изготовление алюминиевой системы отмывки от AdTech?
AdTech не устанавливает ограничения на минимальное количество заказов для заказных систем отмывки. Независимо от того, нужен ли вам один 2-метровый переходной патрубок или полная 40-метровая обогреваемая сеть отмывок, мы разрабатываем каждый проект индивидуально. Минимальный объем проекта для полного инженерного проектирования, изготовления и ввода в эксплуатацию составляет один полный цикл отмывки, соединяющий печь с литейной или дегазационной установкой. Клиенты, приобретающие только сменные комплекты футеровки или запасные нагревательные элементы, не сталкиваются с ограничениями по минимальному количеству. Свяжитесь с нашим отделом продаж, сообщив параметры технологического процесса, и мы предоставим коммерческое предложение по конкретному проекту в течение 5 рабочих дней.
2. Сколько времени занимает заказная система отмывки от момента размещения заказа до поставки?
Для стандартной системы отмывки с подогревом общей длиной 10-20 метров типичное время выполнения заказа от подтверждения заказа до поставки в готовом виде составляет 8-12 недель. Это включает в себя 2 недели на доработку инженерных решений, 4-6 недель на изготовление корпуса и установку огнеупоров, а также 2 недели на проверку контроля качества и предотгрузочные испытания. Сложные многосекционные системы со встроенными модулями дегазации или фильтрации могут потребовать 14-18 недель. Мы рекомендуем начинать этап проектирования до официального размещения заказа, чтобы сократить общий график проекта, особенно для клиентов, у которых есть сроки запуска производства.
3. Могут ли системы отмывки AdTech работать со всеми алюминиевыми сплавами, включая варианты с высоким содержанием магния и кремния?
Да, но спецификация материала должна отражать химический состав конкретного сплава. Высокомагниевые сплавы (содержание Mg > 3%) представляют собой агрессивное химическое воздействие на обычную футеровку из плавленого кварца, поскольку магний реагирует с кварцем при рабочих температурах, образуя силикатные соединения магния, которые разрушают поверхность футеровки. Для высокомагниевых сплавов, таких как 5182 или 5083, вместо плавленого кварца мы используем футеровку из алюмината кальция или алюмошпинели. Высококремнистые сплавы (Si > 12%) обычно совместимы с футеровкой из плавленого кремнезема. Мы запрашиваем полные данные о составе сплава, прежде чем завершить разработку спецификации футеровки для нового клиента.
4. Какие типы термопар используются в системах контроля температуры в прачечной AdTech?
Мы используем термопары типа K (хромель-алюмель) для применения при температурах до 750°C и термопары типа N (никросил-низил) для применения, где приоритетом является долгосрочная точность или где температура периодически достигает 850°C. Термопары типа N демонстрируют более высокую устойчивость к дрейфу по сравнению с термопарами типа K при повышенных температурах, что делает их предпочтительным выбором для применения в стиральных машинах с подогревом, где интервал между калибровками составляет более 6 месяцев. Все термопары поставляются с кабелем с минеральной изоляцией (MI) и керамическими защитными трубками для защиты от коррозионной атмосферы вблизи расплавленного алюминия. Наша стандартная панель мониторинга регистрирует данные термопары с интервалом в 1 минуту с уставками тревоги, программируемыми клиентом.
5. Как рассчитать необходимый уклон отмывочного устройства для обеспечения надежного самотечного потока?
Для расчета уклона требуется три основных параметра: расход расплава (кг/мин), площадь поперечного сечения канала и вязкость расплава (приблизительно 1,2 мПа-с для большинства алюминиевых сплавов при 720°C). Используя уравнение Маннинга, адаптированное для корректировки неньютоновского поведения, наши гидравлические модели нацелены на скорость потока 0,2-0,4 м/с. Этот диапазон скоростей позволяет поддерживать плавный ламинарно-переходный поток, предотвращая как мертвые зоны (скорость 0,5 м/с приводит к уносу оксидов). Типичные расчетные уклоны составляют от 1° до 3°, при этом конкретное значение зависит от ширины и глубины канала. Мы не рекомендуем использовать уклоны по принципу "от руки" без проведения гидравлического расчета.
6. Как лучше всего чистить прачечную между производственными кампаниями?
Наиболее эффективная процедура очистки отмывки включает в себя слив остатков алюминия через сливную пробку, пока отмывка находится при рабочей температуре, а затем использование сухого огнеупорного скребка для удаления застывшего черепа, пока температура футеровки еще выше 200°C. Никогда не наносите воду или чистящие средства на водной основе на горячий отмывочный аппарат. Перед проведением влажной чистки или осмотра дайте отмывке остыть до температуры ниже 80°C. Для удаления наплывов черепа на сгибах или местах переходов можно использовать мягкий пневматический инструмент для откалывания с осторожностью, чтобы не повредить первичную поверхность подкладки. Мы рекомендуем проводить полный визуальный осмотр интерьера при каждом крупном перерыве в кампании и делать фотодокументацию для отслеживания динамики со временем.
7. Можно ли интегрировать систему отмывки AdTech с существующей дегазационной установкой или блоком онлайн-фильтрации?
Интеграция с дегазаторами, такими как дегазаторы с вращающейся крыльчаткой, и с блоками фильтрации из керамической пены является стандартной особенностью нашей модульной конструкции отмывки. Мы проектируем переходные секции, которые соединяют выход отмывочного устройства с входом дегазатора, не создавая мертвых зон или турбулентности. Для фильтрации керамической пены мы поставляем интегрированные корпуса фильтровальных коробок, которые предварительно изготавливаются с той же облицовкой из плавленого кварца, что и канал отмывки. Размер фильтровальной коробки позволяет устанавливать пенные фильтры с 30, 40, 50 или 60 порами на дюйм (PPI) в зависимости от цели удаления включений. Наша инженерная группа согласовывает размеры с техническими условиями производителя дегазационной установки.
8. Какие системы безопасности требуются для установки алюминиевой прачечной с подогревом?
NFPA 86 и местные правила безопасности обычно требуют наличия следующих систем для алюминиевых прачечных с подогревом: (1) Выключатели для отключения при перегреве, которые обесточивают нагревательные элементы, если показания термопары превышают уставку более чем на 30°C; (2) Аварийное отключение питания, доступное из двух мест, одного на прачечной и одного на главной панели управления; (3) Датчики обнаружения расплавленного металла под прачечной для сигнализации в случае нарушения футеровки; (4) Блокировки, которые предотвращают включение нагревательных элементов до завершения протокола полимеризации прачечной; (5) Огнестойкая изоляция кабеля для всей проводки в пределах 500 мм от внешней поверхности корпуса прачечной. Мы проектируем все электрические системы в соответствии со стандартом IEC 60364 и предоставляем полную схему электрооборудования для ознакомления клиентом, ответственным за безопасность.
9. Как AdTech поддерживает клиентов в странах, где нет местного представительства?
Наша международная модель обслуживания использует сочетание цифровой дистанционной поддержки и сети обученных местных сервисных партнеров в регионах, где у нас нет постоянных офисов. Для поддержки при вводе в эксплуатацию наши инженеры выезжают на место установки независимо от его местонахождения. После ввода в эксплуатацию мы обеспечиваем круглосуточную поддержку дистанционного мониторинга с помощью нашей панели управления, подключаемой к облаку, которая передает данные термопар и состояние сигнализации нашей инженерной команде в режиме реального времени. Благодаря этой модели мы успешно поддерживаем установку отмывочных устройств в Юго-Восточной Азии, на Ближнем Востоке, в Африке и Южной Америке. Запасные части хранятся на таможенных складах в стратегически важных местах, что обеспечивает доставку в течение 5-7 рабочих дней в большинство пунктов назначения.
10. Какая документация поставляется с системой отмывания AdTech?
Каждая система отмывки AdTech поставляется с полным пакетом документации, включающим: (1) Полные механические сборочные чертежи в формате PDF и DXF; (2) Электрические схемы и схемы подключения; (3) Паспорта огнеупорных материалов и сертификаты соответствия; (4) Протокол первого нагрева и сушки; (5) Руководство по эксплуатации и техническому обслуживанию на языке заказчика; (6) Список запасных частей с номерами деталей AdTech; (7) Отчет о проверке контроля качества с данными испытаний с завода; (8) Сертификат соответствия ISO 9001:2015; (9) Упаковочный лист и транспортные документы. Мы также предоставляем цифровую версию всей документации через наш клиентский портал, которая остается доступной в течение всего срока службы стиральной машины.
Краткое резюме: Почему разработка AdTech для отмывания имеет значение
Система отмывки расплавленного алюминия - это не товарный продукт. Ее производительность напрямую определяет качество расплава, производительность литья и общую стоимость вашего алюминиевого производства. В компании AdTech мы объединили знания в области материаловедения, инструменты вычислительной техники и более чем десятилетний опыт установки на местах, чтобы разработать системы отмывки, которые неизменно превосходят отраслевые стандарты.
Наши клиенты, перешедшие с систем отмывки более низкой спецификации, сообщают о снижении количества брака при литье на 15-40%, увеличении интервалов между обслуживаниями футеровки с 3 лет до 8+ лет и улучшении равномерности температуры, что напрямую поддерживает более жесткие допуски на литье. Это не теоретические прогнозы. Это документально подтвержденные результаты, полученные на действующих алюминиевых заводах на четырех континентах.
Если вы оцениваете возможности отмывки для новой литейной линии, модернизируете существующую установку или устраняете повторяющиеся проблемы с качеством расплава, мы рекомендуем вам связаться с нашей командой инженеров и сообщить параметры вашего процесса. Мы предоставляем предварительную инженерную оценку без обязательств, которая выявит наиболее важные факторы конструкции для вашего применения.
