AdTech'in özel erimiş alümi̇nyum transfer yikama si̇stemi̇ modern alüminyum ergitme ve döküm operasyonlarında güvenli, verimli ve kontaminasyonsuz sıvı alüminyum nakliyesi için en gelişmiş çözümü temsil eder. Mühendisliğimiz aklama si̇stemleri̇ Alüminyum oksidasyon kayıplarını 35%'ye kadar azaltmak, eriyik sıcaklığını ±5°C'de tutmak ve sürekli endüstriyel koşullar altında hizmet ömrünü 10 yıldan fazla uzatmak için refrakter astarlı kanalları, hassas termal yönetimi ve modüler yapılandırma özelliklerini bir araya getirir.
Projeniz Alüminyum Transfer Aklama kullanılmasını gerektiriyorsa, şunları yapabilirsiniz Bize ulaşın ücretsiz fiyat teklifi için.
Erimiş Alüminyum Transfer Akıtma Sistemi Nedir?
Erimiş alüminyum transfer akıtma sistemi, 680°C ile 780°C arasındaki sıcaklıklarda sıvı alüminyumu bir bekletme veya ergitme ocağından döküm makinesine, gaz giderme ünitesine veya filtrasyon istasyonuna eriyik kimyasından veya sıcaklığından ödün vermeden taşıyan amaca yönelik bir kanal ağıdır. Basit olukların veya elle kullanılan potaların aksine, tasarlanmış bir yıkama sistemi, döküm üretim hattına sürekli bir akış kanalı olarak entegre olan kalıcı veya yarı kalıcı bir altyapı bileşenidir.
AdTech olarak, on yılı aşkın bir süredir aklama mühendisliği metodolojimizi geliştiriyoruz. Müşterilerimizin karşılaştığı temel zorluk, erimiş alüminyumun kimyasal olarak reaktif, termal olarak hassas ve yapısal olarak herhangi bir içeren malzeme üzerinde zorlu olmasıdır. Kötü tasarlanmış bir kanal, oksitleri sürükleyen türbülans yaratır, erken katılaşmayı teşvik eden ısı kaybına izin verir ve uyumsuz astar malzemelerinden gelen kirleticileri emer. Bu arıza modlarının her biri doğrudan döküm hatalarına, hurda oluşumuna ve üretimin durmasına neden olur.
Yolluk sistemi bu zorlukları dört entegre mühendislik disiplini aracılığıyla ele alır: refrakter malzeme bilimi, termal sistem mühendisliği, akışkan dinamiği modellemesi ve yapısal imalat. Dördü de doğru bir şekilde uygulandığında, yolluk yüksek verimli alüminyum döküm hattının görünmez ama kritik bir parçası haline gelir.
Endüstriyel Alüminyum Üretiminde Ne Tür Akıntılar Var?
Endüstriyel alüminyum aktarma havuzları işlev, geometri ve kurulum yöntemine göre birkaç farklı kategoriye ayrılır:
| Yıkama Tipi | Birincil İşlev | Tipik Uzunluk | Çalışma Sıcaklığı |
|---|---|---|---|
| Düz Kanal Yıkama | Noktadan noktaya eriyik transferi | 1-20 metre | 700-760°C |
| Kavisli/Açılı Yıkama | Yerleşim kısıtlı yönlendirme | Özel | 700-760°C |
| Isıtmalı Çamaşırhane (Gazlı/Elektrikli) | Isı bakımı ile uzun mesafeli transfer | 5-50 metre | 700-780°C |
| Yalıtımlı Çamaşırhane (Pasif) | Minimum ısı kaybı ile kısa transferler | 1-10 metre | 680-750°C |
| Gaz Giderme Yıkama | Inline hidrojen giderimi | 2-8 metre | 710-760°C |
| Filtrasyon Aklama | Inline seramik köpük filtreleme | 1-4 metre | 700-750°C |
| Tundish/Dağıtım Aklama | Çok telli döküm dağılımı | Özel | 700-770°C |
Yukarıda listelenen tüm kategorileri standartlaştırılmış temel modüller ve özelleştirilebilir uç konfigürasyonları ile üretiyoruz. Örneğin, ısıtmalı ve pasif yalıtımlı bir yolluk arasındaki seçim, mühendislik ekibimizin herhangi bir imalat başlamadan önce hesapladığı transfer mesafesine, ortam sıcaklığına, alaşım hassasiyetine ve akış hızına bağlıdır.
Yolluk Tasarımı Alüminyum Döküm Kalitesini Neden Doğrudan Etkiliyor?
Bu, alüminyum metalürjisini anlayan alıcıları, çamaşır makinesini basit bir tesisat bileşeni olarak görenlerden ayıran sorudur. Yolluk nötr bir boru değildir. Eriyiğinizin metalürjik durumunun aktif bir katılımcısıdır.

Akıtma Kanalındaki Türbülans Oksit Kapanımlarını Nasıl Oluşturur?
Erimiş alüminyum, yüzeyi atmosferle temas ettiğinde hemen oksitlenir. Oksidasyon hızı, eriyik yüzeyi bozulduğunda önemli ölçüde hızlanır. Kesitte ani değişiklikler, aşırı eğim veya pürüzlü iç yüzeylere sahip kötü tasarlanmış bir yolluk, yüzey oksit filmlerini yığın eriyik içine katlayan türbülanslı akış koşulları yaratır. Bifilm olarak bilinen bu katlanmış oksit filmleri, alüminyum dökümlerde en çok zarar veren inklüzyon türleri arasındadır. Nihai üründe gerilme mukavemetini, uzamayı ve yorulma ömrünü azaltırlar.
Araştırma dergisinde yayınlandı Uluslararası Metal Döküm Dergisi döküm alüminyumdaki bifilm içeriğinin, eriyik akış hızı akış kontrol önlemleri olmadan 0,5 m/s'yi aştığında 60-120% oranında arttığını göstermektedir. Yıkama sistemlerimiz, kanal kesiti, eğim açısı ve geçiş geometrisinin hassas bir şekilde hesaplanmasıyla elde edilen, tüm noktalarda 0,3 m/s'nin altında akış hızı hedefleriyle tasarlanmıştır.
Transfer Sırasında Eriyik Sıcaklığı Hedefin Altına Düştüğünde Ne Olur?
Transfer sırasındaki sıcaklık kaybı sadece bir konfor sorunu değildir. Alüminyum alaşımları sıvılaşma sıcaklıklarının altında soğuduklarında dendritik katı ağlar oluşturmaya başlarlar. Daha sonra yeniden eriyen kısmi katılaşma olayları bile geride oksit bakımından zengin bölgeler ve döküm ürünleri zayıflatan mikroyapısal heterojenlik bırakır.
Örneğin 6063 alüminyum alaşımı için likidus sıcaklığı yaklaşık 655°C ve solidus sıcaklığı yaklaşık 615°C'dir. Eriyiğin 15 metrelik bir transfer sırasında 640°C'ye düşmesine izin veren bir yolluk, daha sonra gelen daha sıcak metalle yeniden karışan kısmen katılaşmış bir cephe oluşturur. Sonuç, döküm makinesine giren tutarsız bir eriyik sıcaklığıdır ve bu da soğuma hızı, tane yapısı ve mekanik özelliklerin kütükten kütüğe değişmesine yol açar.
Isıtmalı yıkama sistemlerimiz 50 metreye kadar transfer mesafelerinde sıcaklığı ±5°C içinde tutar. Bu, izleme sistemlerimizin sürekli olarak kaydettiği gömülü termokupl dizileri ile doğrulanmaktadır.
Alüminyum Lağımlar için Refrakter Astarda Hangi Malzemeler Kullanılır?
Refrakter astar, herhangi bir erimiş alüminyum yıkayıcının teknik açıdan en kritik bileşenidir. Aynı anda sıvı alüminyumdan gelen kimyasal saldırılara karşı koymalı, termal döngü altında boyutsal stabiliteyi korumalı, ısı kaybını en aza indirmek için düşük termal iletkenlik sağlamalı ve eriyik içine hiçbir kirletici madde salmamalıdır.
Alüminyum Lağımlarda Yaygın Olarak Kullanılan Refrakter Malzemelerin Karşılaştırılması
| Malzeme | Alüminyum Islatma Direnci | Termal İletkenlik (W/m-K) | Maksimum Servis Sıcaklığı | Tipik Hizmet Ömrü |
|---|---|---|---|---|
| Erimiş Silika | Mükemmel | 1.4–1.7 | 1050°C | 5-8 yıl |
| Yüksek Alümina Dökülebilir | İyi | 1.8–2.5 | 1400°C | 3-6 yaş |
| Kalsiyum Silikat Levha | İyi | 0.12-0.18 | 870°C | 2-4 yıl (yedek katman) |
| Silisyum Karbür (SiC) | Mükemmel | 15-25 | 1650°C | 8-12 yaş |
| Bor Nitrür Kaplama | Üstün | 30-60 | 2000°C+ | Alt tabakaya göre değişir |
| Erimiş Alümina | Çok iyi | 2.0–3.5 | 1800°C | 4-8 yaş |
AdTech, çoğu standart uygulamada birincil kanal kaplama malzemesi olarak erimiş silika kullanmaktadır, çünkü alüminyum ıslanmama davranışı, termal genleşme uyumluluğu ve 10 yıllık bir hizmet ufku boyunca maliyet etkinliği açısından ideal dengeyi sunmaktadır. Agresif yüksek silikonlu alaşımlar veya yüksek işleme sıcaklıkları içeren uygulamalar için, malzeme laboratuvarımızın simüle edilmiş üretim koşulları altında test ettiği SiC ile geliştirilmiş formülasyonları belirtiyoruz.
Termal Genleşme Uyumluluğu Neden Ham Mukavemetten Daha Önemlidir?
Satın alma ekipleri arasında yaygın bir yanlış kanı, daha sert, daha yoğun bir refrakter malzemenin her zaman daha iyi olduğudur. Alüminyum yolluk uygulamalarında, yapısal kabuk ile refrakter astar arasındaki termal genleşme uyumsuzluğu, çatlama, dökülme ve nihayetinde astar arızasına yol açan iç gerilim yaratır. Mühendislik ekibimiz, yıkama tertibatındaki her malzeme katmanı için termal genleşme katsayısını (CTE) hesaplar ve soğuk kurulum durumu ile çalışma sıcaklığı arasındaki termal döngüyü karşılamak için genleşme derzi aralıklarını tasarlar.
Bir kaplama spesifikasyonunu tamamlamadan önce 500 ısınma ve soğuma döngüsünü simüle etmek için sonlu elemanlar termal modellemesini kullanıyoruz. Bu öngörücü yaklaşım, birçok müşteri kurulumunda ortalama astar hizmet ömrünü endüstri standardı olan 3-5 yıldan 8-12 yıla uzatmamızı sağladı.
AdTech Özel Bir Aklama Sistemini Şartnameden Kuruluma Kadar Nasıl Tasarlıyor?
Mühendislik sürecimiz, dünya çapında 200'den fazla özel aklama projesinde geliştirdiğimiz yapılandırılmış bir metodolojiyi takip etmektedir. Süreç, herkese uyan tek bir şablon değil, her müşterinin üretim koşulları için benzersiz bir çözüm üreten disiplinler arası bir analizdir.
1. Aşama: Saha Araştırması ve Süreç Verilerinin Toplanması
Herhangi bir tasarım çalışması başlamadan önce mühendislik ekibimiz şunları toplar:
- Fırın musluk deliği yüksekliği ve geometrisi.
- Döküm makinesi giriş yüksekliği ve konumu.
- Mevcut zemin alanı ve yönlendirme kısıtlamaları.
- İşlenmekte olan alaşım bileşimleri.
- Döküm hızları (kg/dak veya ton/saat)
- Maksimum ve minimum erime sıcaklığı gereksinimleri
- Mevcut altyapı (gaz kaynağı, elektrik kapasitesi, vinç erişimi)
- Yerel ortam sıcaklığı aralığı.
Bu veri toplama aşaması yeni bir tesis için tipik olarak 2-5 gün sürer ve hem uzaktan belge incelemesini hem de baş mühendisimiz tarafından yerinde ziyareti içerir.
2. Aşama: Hidrolik ve Termal Modelleme
Hesaplamalı akışkanlar dinamiği (CFD) yazılımını kullanarak, önerilen yıkama geometrisinin her bir bölümü boyunca eriyik akış davranışını modelliyoruz. Model, kanal uzunluğu boyunca hız dağılımını, yüzey türbülans yoğunluğunu, kalma süresini ve sıcaklık profilini hesaplamaktadır.
Eş zamanlı olarak, termal modellememiz kaplama katmanları boyunca ısı kaybı oranlarını, ısıtılan bölümler için gerekli ısıtıcı güç yoğunluğunu ve en kötü durumdaki ortam koşulları altında yıkama çıkışında beklenen sıcaklığı hesaplar.
Bu modelleme aşamasının çıktıları doğrudan tanımlar:
- Kanal kesit boyutları
- Eğim açısı (yerçekimi akışı için tipik olarak 1°-3°)
- Isıtma elemanı gücü ve aralığı
- Katmana göre astar kalınlığı
- Termokupl izleme noktalarının sayısı ve konumu.
Aşama 3: Detaylı Mekanik Tasarım
Çamaşırhane bölümlerimizin yapısal kabuğu, çalışma ortamına bağlı olarak yumuşak çelik veya 304 paslanmaz çelikten imal edilmektedir. 3D mekanik modelleme için SolidWorks kullanıyor ve kaynak sıralarını, yüzey işlemlerini ve boyutsal toleransları belirten tamamen ayrıntılı imalat çizimleri üretiyoruz.
Her bir yıkama bölümü şu şekilde tasarlanmıştır:
- Saha montajı ve gelecekteki bakım erişimi için flanşlı bağlantılar.
- Vinç kurulumu için bölüm ağırlığının 4 katına kadar kaldırma pabuçları.
- Bakım temizliği için alçak noktalarda tahliye tapaları.
- Yüzey oksidasyonunu azaltmak için kapak sistemleri (yalıtım kapakları veya gaz temizleme kapakları).
4. Aşama: İmalat ve Kalite Kontrol
Tüm imalat ISO 9001:2015 kalite yönetim prosedürleri altında üretim tesisimizde gerçekleştirilmektedir. Temel kalite kontrol kontrol noktaları şunları içerir:
| QC Kontrol Noktası | Yöntem | Kabul Kriteri |
|---|---|---|
| Kabuk kaynak denetimi | Görsel + Boya Penetrantı | Sıfır çatlak, sıfır gözeneklilik |
| Kabuk boyut kontrolü | Lazer ölçümü | 2 metrelik herhangi bir açıklık üzerinde ±1 mm |
| Refrakter karışım oranı | Gravimetrik | ±2% spesifikasyon dışı |
| Kürleme sıcaklık profili | Termokupl günlüğü | Malzeme özellik sayfasına göre |
| Isıtma elemanı direnci | Ohmmetre | Nominal değerin 5% içinde |
| Son montaj sızıntı testi | Su basıncı testi | 1,5 kat çalışma yüksekliğinde sıfır sızıntı |
Aşama 5: Kurulum ve Devreye Alma
Saha servis ekibimiz, konumlandırma, tesviye, fırın ve döküm makinesiyle hizalama, ısıtma sistemlerinin bağlantısı, termokupl kablolaması ve ilk ısıtma prosedürleri dahil olmak üzere yerinde kurulumu yönetir. İlk ısınma, refrakter kaplamadaki nemi uzaklaştıran ve dikkatle yönetilen bir süreçtir. Bu adımın aceleye getirilmesi buhar kaynaklı çatlamaya neden olur ve bu da yeni bir astarı daha erimiş alüminyumla temas etmeden önce tahrip edebilir.
Standart ilk ısıtma protokolümüz 48-72 saat sürer ve her müşterinin operasyon ekibine yazılı olarak sağladığımız bir adım kürü sıcaklık çizelgesini takip eder.
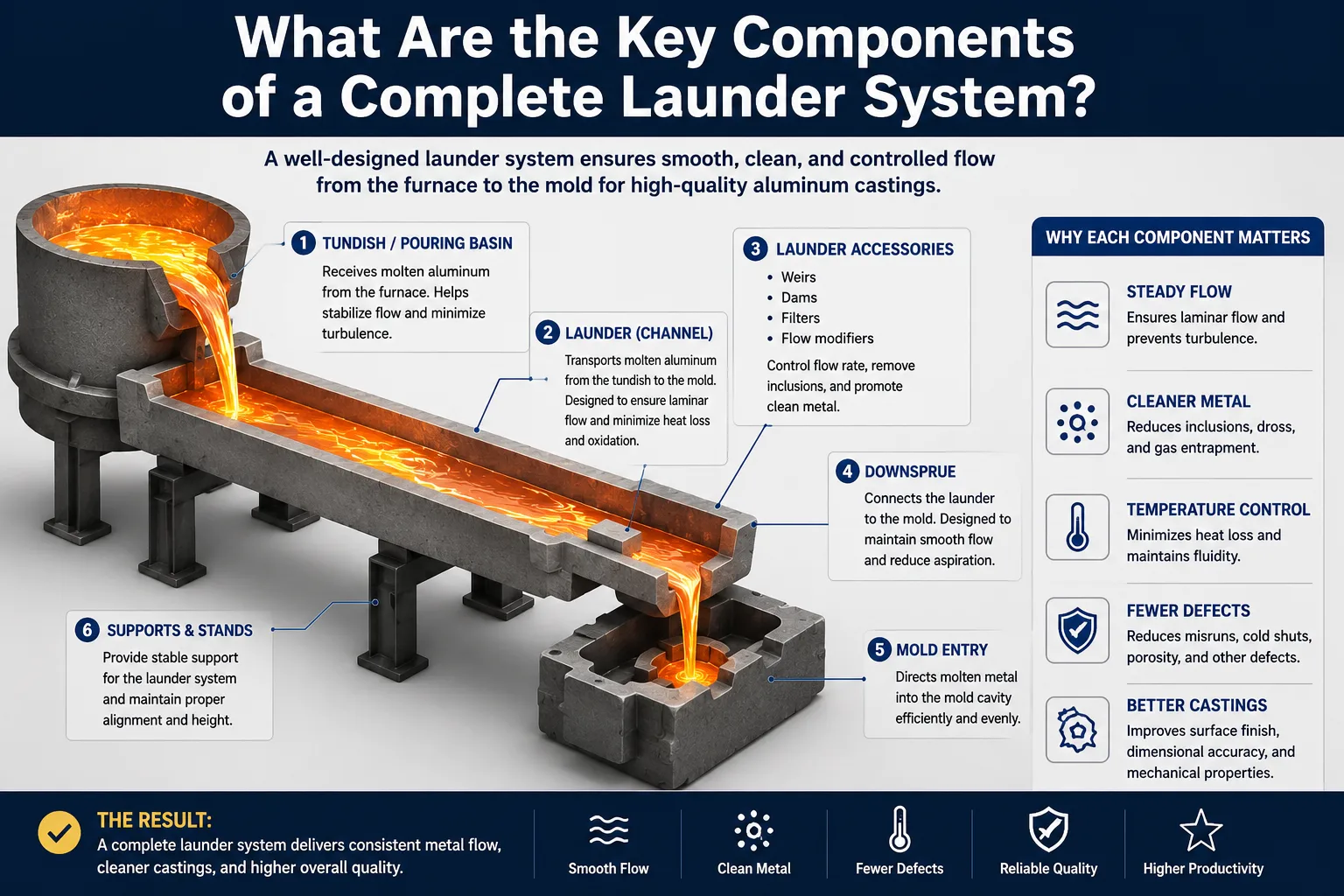
Eksiksiz Bir Aklama Sisteminin Temel Bileşenleri Nelerdir?
Tek tek bileşenlerin anlaşılması, hem mühendislerin hem de alıcıların sistem bütünlüğünü değerlendirmesine ve tedarik boşluklarından kaçınmasına yardımcı olur.
| Bileşen | Fonksiyon | Malzeme Seçenekleri | Servis Aralığı |
|---|---|---|---|
| Yapısal Kabuk | Mekanik muhafaza ve destek | Yumuşak çelik, 304SS | 15-20 yıl |
| Birincil Refrakter Astar | Eriyik tutma ve kimyasal direnç | Erimiş silika, SiC dökülebilir | 8-12 yaş |
| Yedek Yalıtım Katmanı | Isı tutma | Kalsiyum silikat, seramik elyaf | 5-8 yıl |
| Rezistanslı Isıtma Elemanları | Sıcaklık bakımı | SiC çubuklar, MoSi2 elemanları, gaz brülörleri | 2-5 yıl |
| Termokupl Tertibatları | Sıcaklık izleme | Tip K, Tip N termokupllar | 1-3 yıl |
| Yıkama Kapağı/Kapak Sistemi | Oksidasyon azaltma, ısı tutma | Dökme demir, seramik elyaf levha | 3-8 yaş |
| Geçiş Ağızları | Fırından aklayıcıya ve aklayıcıdan kalıba bağlantılar | Erimiş silika, grafit | 1-3 yıl |
| Tahliye Tapaları ve Kapıları | Akış kontrolü ve bakım drenajı | Grafit, SiC | 2-5 yıl |
| İzleme ve Kontrol Paneli | Sıcaklık regülasyonu ve alarm yönetimi | PLC tabanlı endüstriyel kontrolör | 10-15 yıl |
| Genleşme Derzleri | Termal hareket konaklama | Seramik elyaf halat, dökülebilir | 3-6 yaş |
Aklama Sistemlerinde Isı Yalıtımı ve Isıtma Teknolojileri Nasıl Çalışır?
Pasif Yalıtım ve Aktif Isıtma: Her Biri Ne Zaman Seçilmeli
Pasif yalıtım, ısı kaybını yavaşlatmak için düşük iletkenliğe sahip yedek katmanlara dayanır. Bu yaklaşım, 8 metrenin altındaki transfer mesafelerinde ve eriyik akış hızlarının metalin kendi ısı içeriğiyle sıcaklığı koruyacak kadar yüksek olduğu durumlarda işe yarar. İyi tasarlanmış erimiş silika astar ve kalsiyum silikat yedekleme ile 5 metre boyunca saatte 5 ton hareket eden bir yolluk genellikle herhangi bir harici ısıtma olmadan ±10°C içinde sıcaklığı koruyabilir.
Aktif ısıtma şu durumlarda gerekli hale gelir:
- Transfer mesafesi 8-10 metreyi aşar.
- Akış hızları değişkendir veya düşük akış dönemleri içerir.
- Alaşım sıvılaşma sıcaklığı 720°C'nin üzerindedir.
- Ortam sıcaklığı mevsimsel olarak 5°C'nin altına düşer.
- 8°C'den daha sıkı sıcaklık homojenliği gereklidir.
Alüminyum Launders'da Elektrik Dirençli Isıtma
Elektrik dirençli ısıtma, eriyik kanalının üzerine veya yanına monte edilmiş silisyum karbür (SiC) çubuklar veya molibden disilisit (MoSi2) elemanlar kullanır. SiC elemanları alüminyum uygulamalarında daha yaygın olarak kullanılır çünkü 700-900°C sıcaklık aralığında etkili bir şekilde çalışırlar ve yıkama başlatma sırasında mevcut olan nem yüklü atmosferlere nispeten toleranslıdırlar.
Tipik bir 2 metre uzunluğundaki ısıtmalı yıkama bölümü, ısı kayıplarını telafi etmek ve eriyik sıcaklığını korumak için 6-12 kW kurulu elektrik gücü gerektirir. Kontrol sistemlerimiz, termokupl geri beslemesine dayalı olarak ısıtıcı çıkışını modüle etmek için PID (Oransal-İntegral-Türev) algoritmalarını kullanır ve çoğu uygulamada ±3°C sıcaklık kontrolü sağlar.
Gaz Yakıtlı Çamaşırhane Isıtması
Bol miktarda doğal gaz kaynağına ve sınırlı elektrik kapasitesine sahip tesisler için gazla çalışan çamaşırhane ısıtması, çamaşırhane kanalının üzerine yerleştirilmiş radyant brülörler kullanır. Gazla çalışan sistemler tipik olarak elektrikli sistemlerden daha yüksek pik ısıtma kapasitesine sahiptir, bu da onları soğuk bir başlangıçtan sonra veya bir üretim kesintisinden sonra hızlı sıcaklık geri kazanımı gerektiren uygulamalar için uygun hale getirir.
Bunun karşılığında gaz yanması eriyik yüzeyinin üzerinde yanma ürünleri ortaya çıkarır. Hidrojen emiliminin söz konusu olduğu uygulamalarda, yanma atmosferi yönetimi ek bir mühendislik sorunu haline gelir.
Alüminyum Aklama Tasarımında Hangi Sektör Standartları ve Sertifikaları Geçerlidir?
Tanınmış standartlara uygunluk, saygın alüminyum üreticileri için isteğe bağlı değildir. Alıcılar, herhangi bir aklama üreticisinin aşağıdaki çerçevelere uygunluk gösterebildiğini doğrulamalıdır:
| Standart / Şartname | Kapsam | Aklama Sistemleri ile İlgisi |
|---|---|---|
| ISO 9001:2015 | Kalite Yönetim Sistemleri | Üretim kalite kontrolü |
| ASTM C401 | Alümina Refrakterlerin Sınıflandırılması | Astar malzemesi sınıflandırması |
| ASTM C862 | Refrakter Dökülebilir Numunelerin Hazırlanması için Uygulama | Kürleme ve test prosedürleri |
| EN 1092-1 | Flanşlar ve Bağlantıları | Modüler bağlantılar için flanş tasarımı |
| NFPA 86 | Fırınlar ve Ocaklar için Standart | Isıtmalı sistemler için güvenlik gereklilikleri |
| IEC 60079 | Patlayıcı Atmosferler | Erimiş metal yakınında elektrik sistemi güvenliği |
| Alüminyum Birliği Standartları | Alaşım ve proses özellikleri | Alaşıma özgü malzeme uyumluluğu |
AdTech, ISO 9001:2015 sertifikasına sahiptir ve ısıtmalı muhafazalar için NFPA 86 gerekliliklerine ve erimiş metal işlemlerine bitişik tehlikeli alanlardaki elektrik tesisatları için IEC 60079'a uyacak şekilde yıkama sistemleri tasarlar.
Dökümhane Düzeniniz İçin Doğru Yolluk Konfigürasyonunu Nasıl Seçersiniz?
Konfigürasyon seçimi, tesisinizin fiziksel kısıtlamaları ile üretim sürecinizin hidrolik ve termal gereksinimlerinin eşleştirilmesini içerir. Aşağıdaki karar çerçevesi temel seçim faktörlerini özetlemektedir:
Aklama Konfigürasyonu Seçim Matrisi
| Tesis Durumu | Önerilen Yapılandırma | Anahtar Tasarım Özelliği |
|---|---|---|
| Kısa transfer (<5 m), yüksek akış hızı | Pasif yalıtımlı düz yıkama | Kalın erimiş silika astar, kalsiyum silikat yedekleme |
| Uzun aktarım (> 15 m), değişken akış | Elektrikle ısıtılan modüler çamaşırhane | PID sıcaklık kontrolü, SiC ısıtma elemanları |
| Yükseklik değişimleri ile karmaşık rota | Geçiş ağızları ile çok bölümlü kavisli çamaşır yıkama | CFD ile optimize edilmiş dirsekler, sıfır ölü bölge |
| Hat içi gaz giderme gerekli | Döner çark muhafazalı gaz giderme yıkaması | Entegre pervane portu, sızdırmaz kapak sistemi |
| Çok telli döküm makinesi | Tundish dağıtım aklama | Her bir tele eşit akış dağılımı |
| Yüksek saflıkta alaşım üretimi | Seramik köpük filtre kutusu ile filtreli çamaşır yıkama | Entegre filtre muhafazası, basınç düşüşü izleme |
| Dış mekanda veya soğuk iklimde kurulum | Termal battaniye ile tamamen kapalı ısıtmalı çamaşırhane | Geliştirilmiş yalıtım, donmaya karşı korumalı ısıtma |
Yalnızca katalog açıklamalarına dayanarak yolluk konfigürasyonu seçilmemesini şiddetle tavsiye ediyoruz. Deneyimlerimiz, görünüşte aynı olan iki tesisteki üretim koşullarının, döküm ritmi, alaşım karışımı ve operatör uygulamalarındaki farklılıklar nedeniyle temelde farklı yolluk tasarımları gerektirebileceğini göstermektedir.
Özel Alüminyum Yıkama Sistemi için Toplam Sahip Olma Maliyeti Nedir?
Satın alma ekipleri sıklıkla aklama sistemlerini ilk satın alma fiyatına göre karşılaştırır, bu da karar vermek için zayıf bir temeldir. Oysa 10 yıllık bir işletme dönemi boyunca toplam sahip olma maliyeti (TCO) çok farklı bir tablo ortaya koymaktadır.
10 Yıllık TCO Dağılımı: AdTech Isıtmalı Aklama vs. Genel Tedarikçi
| Maliyet Kategorisi | AdTech Launder | Jenerik Tedarikçi Aklama |
|---|---|---|
| İlk Satın Alma Fiyatı | $85,000–$120,000 | $45,000–$65,000 |
| Kurulum ve Devreye Alma | $12,000–$18,000 | $10,000–$15,000 |
| Refrakter Reline (10 yıl) | 9-10. yılda 1× reline: $15,000 | 3, 5, 7, 9. yıllarda 3-4 relines: $45,000-$60,000 |
| Enerji Maliyeti (ısıtma, 10 yıl) | $28,000–$35,000 | $38,000-$50,000 (daha az verimli yalıtım) |
| Bakım ve Parçalar | $8,000–$12,000 | $18,000–$28,000 |
| Hurda ve Kusur Kayıpları (azaltılmış) | Başlangıç Noktası | +$40,000-$80,000 ek hurda |
| Toplam 10 Yıllık TCO | $148,000–$200,000 | $196,000–$308,000 |
Yukarıdaki rakamlar, genel yıkama tedarikçilerinden AdTech sistemlerine geçiş yapan müşterilerin gerçek operasyonel verilerine dayanmaktadır. Baskın maliyet tasarrufu, satın alma fiyatı farkından değil, daha uzun astar ömrü ve daha az döküm hurdasından kaynaklanmaktadır.
AdTech'in Launder Sistemi Performans Açısından Rakipleriyle Nasıl Karşılaştırılıyor?
Çin, Avrupa ve Kuzey Amerika'daki birçok tedarikçinin erimiş alüminyum yıkama sistemleri sunduğunun farkındayız. Dayanağı olmayan iddialarda bulunmak yerine, alıcıların fabrika denemeleri veya üçüncü taraf denetimleri yoluyla doğrulayabileceği objektif performans parametreleri sunuyoruz.
Performans Karşılaştırması: Temel Metrikler
| Performans Metriği | AdTech Sistemi | Sektör Ortalaması | Premium Avrupa Sistemleri |
|---|---|---|---|
| Sıcaklık homojenliği (10 m üzerinde) | ±5°C | ±15°C | ±5-8°C |
| Astar hizmet ömrü | 8-12 yaş | 3-5 yıl | 6-10 yıl |
| Oksit inklüzyon üretimi | < 0,5 mg/kg eriyik | 2-5 mg/kg eriyik | < 1 mg/kg eriyik |
| Astar tarafından alüminyum emilimi | Isı başına < 0,1% | Isı başına 0,3-0,8% | Isı başına < 0,15% |
| Modüler teslimat süresi | 6-10 hafta | 10-16 hafta | 12-20 hafta |
| Mevcut özelleştirme | Tam özel | Sınırlı | Tam özel |
| Satış sonrası hizmet yanıtı | 24 saat | Değişir | 48-72 saat |
Oksit inklüzyonu oluşumu verileri özellikle önemlidir çünkü oksit inklüzyonları döküm kusur oranlarıyla doğrudan bağlantılıdır. Yolluk geometrisi tasarımımız, astar yüzeyi kalitemiz ve kapak sistemi tasarımımız, eriyik yüzeyi bozulmasını ve atmosferik maruziyeti en aza indirmek için birlikte çalışır.
Yaygın Arıza Modları Nelerdir ve Nasıl Önlenirler?
Arıza modlarını anlamak, hem bakım programlarını tasarlayan mühendisler hem de tedarikçi kalitesini değerlendiren satın alma yöneticileri için çok önemlidir.
Alüminyum Aklama Sistemleri için Hata Modu Analizi
| Arıza Modu | Kök Neden | Önleme Yöntemi | Tespit Yöntemi |
|---|---|---|---|
| Refrakter çatlama | Çalıştırma sırasında termal şok, yanlış kürleme | Kontrollü ısınma protokolü, doğru malzeme seçimi | Görsel inceleme, termokupl anomalisi |
| Astar içine alüminyum penetrasyonu | Çatlaklar, gözenekli astar, kimyasal saldırı | Yüksek yoğunluklu erimiş silika, ıslanmayan kaplamalar | Kampanya sonrası karot numunesi analizi |
| Isıtıcı eleman yanması | Aşırı sıcaklık, mekanik hasar, nem | Doğru kürleme, eleman derecesi seçimi | Direnç izleme, görsel kontrol |
| Dirseklerde oksit birikmesi | Türbülanslı akış, ölü bölgeler | CFD-optimize geometri, düzenli temizlik | Akış izleme, görsel denetim |
| Kabuk bozulması | Eklemlerden aşırı ısı kaybı, yetersiz destek | Uygun genleşme derzi tasarımı, yapısal analiz | Boyutsal araştırma |
| Termokupl kayması | Kirlenme, yaşlanma | Kalibrasyon programı, koruyucu kılıf | Birden fazla sensör arasında çapraz referans |
| Ek yerlerinde sızıntı | Yanlış sızdırmazlık, termal döngü hasarı | Seramik halat contalar, uygun cıvata torku | Görsel inceleme, yıkama altında metal dedektörü |
Yukarıda listelenen tüm arıza modlarını kapsayan üç aylık bir bakım denetimi protokolü öneriyoruz. Servis ekibimiz müşterilere yapılandırılmış bir denetim kontrol listesi sunar ve daha büyük tesisler için termokupl yeniden kalibrasyonu, derz yeniden sızdırmazlığı ve astar durumu değerlendirmesini içeren yıllık servis sözleşmeleri sunar.
Erimiş Alüminyum Akıtma Sistemi Nasıl Kurulur ve Devreye Alınır?
Kurulum Öncesi Gereklilikler
Kurulum ekibimiz sahaya gelmeden önce aşağıdaki koşulların yerine getirilmesi gerekir:
- İnşaat temel çalışmaları tamamlandı ve kürlendi (28 günlük dayanımda beton).
- Montaj braketi kaynaklı olarak son yükseklikte fırın musluk deliği.
- Elektrik servisi çamaşır yıkama pozisyonunun 2 metre yakınına kadar uzanır.
- Gaz beslemesi (varsa) çamaşır yıkama konumunun 1 metre yakınına kadar uzanmalıdır.
- Minimum 2 ton nominal kapasiteye sahip vinç veya forklift mevcuttur.
- Güvenli çalışma alanı temizlendi ve barikat kuruldu.
- Süreç koordinasyonu için müşteri operasyonları süpervizörü mevcuttur.
Adım Adım Kurulum Sırası
Adım 1: Konumlandırma ve tesviye - Ayrı çamaşırhane bölümleri önceden ölçülmüş destek braketleri üzerine yerleştirilir ve hassas şimler kullanılarak 0,5 mm/metre dahilinde dengelenir.
Adım 2: Bölüm birleştirme - Flanş bağlantıları, belirtilen tork değerlerine kadar sıkıştırılmış seramik fiber halat contalar ile yapılır. Bu adım kritiktir: düşük torklu bağlantılar sızdırır; aşırı torklu bağlantılar refrakteri çatlatır.
Adım 3: Kapak sistemi kurulumu - Çamaşır yıkama kapakları veya örtüleri konumlandırılır ve kaldırma / menteşe mekanizmalarının düzgün çalıştığı test edilir.
Adım 4: Elektrik bağlantısı - Isıtma elemanı uçları, termokupl uzatma kabloları ve kontrol paneli kabloları herhangi bir güç uygulanmadan önce bağlanır ve sürekliliği doğrulanır.
Adım 5: İlk kurutma döngüsü - Çamaşırhane ortam sıcaklığından 150°C'ye ısıtılır ve 8 saat bekletilir, ardından 8 saat 300°C'ye, 12 saat 600°C'ye ve son olarak 4 saat 750°C'ye ısıtılır. Her aşamada sıcaklık tutma, nemin ve kimyasal olarak bağlı suyun astarı çatlatabilecek buhar basıncı oluşturmadan kademeli olarak dışarı çıkmasını sağlar.
Adım 6: İlk metal denemesi - Erimiş alüminyumun yeni devreye alınan bir yıkayıcıdan ilk yüklemesi, tüm operasyon ekibi hazır bulunurken düşük bir akış hızında yapılmalıdır. Devreye alma mühendisimiz termokupl okumalarını izler, türbülans veya soğuk metal belirtileri için yıkama çıkışını görsel olarak inceler ve kontrol sistemi tepkisini doğrular.
Sıkça Sorulan Sorular (SSS)
1. AdTech'ten özel bir alüminyum yıkama sistemi için minimum sipariş miktarı nedir?
AdTech, özel yıkama sistemlerinde minimum sipariş miktarı kısıtlaması uygulamaz. İster 2 metrelik tek bir geçiş musluğuna ister 40 metrelik komple bir ısıtmalı yıkama ağına ihtiyacınız olsun, her projeyi ayrı ayrı tasarlıyoruz. Tam mühendislik tasarımı, imalat ve devreye alma hizmeti için minimum proje kapsamımız, bir fırını bir döküm veya gaz giderme ünitesine bağlayan eksiksiz bir yıkama hattıdır. Yalnızca yedek astar kitleri veya yedek ısıtma elemanları satın alan müşteriler minimum miktar kısıtlamalarıyla karşılaşmaz. Proses parametrelerinizle birlikte satış mühendisliği ekibimizle iletişime geçin; 5 iş günü içinde projeye özel bir fiyat teklifi sunalım.
2. Özel bir aklama sisteminin siparişten teslimata kadar geçen süresi ne kadardır?
Toplam uzunluğu 10-20 metre olan standart bir ısıtmalı yıkama sistemi için, sipariş onayından fabrikada hazır teslimata kadar geçen tipik teslim süremiz 8-12 haftadır. Bu süreye detaylı mühendislik sonlandırması için 2 hafta, kabuk imalatı ve refrakter montajı için 4-6 hafta ve kalite kontrol denetimi ve sevkiyat öncesi testler için 2 hafta dahildir. Entegre gaz giderme veya filtrasyon modüllerine sahip son derece karmaşık çok bölümlü sistemler 14-18 hafta gerektirebilir. Özellikle üretime başlama tarihleri olan müşterilerimiz için genel proje programını sıkıştırmak amacıyla mühendislik aşamasının resmi sipariş verilmeden önce başlatılmasını tavsiye ederiz.
3. AdTech aklama sistemleri, yüksek magnezyum ve yüksek silikon varyantları da dahil olmak üzere tüm alüminyum alaşımlarını işleyebilir mi?
Evet, ancak malzeme spesifikasyonu belirli alaşım kimyasını yansıtmalıdır. Yüksek magnezyum alaşımları (Mg içeriği > 3%) geleneksel erimiş silika astar üzerinde agresif kimyasal saldırılara neden olur çünkü magnezyum çalışma sıcaklıklarında silika ile reaksiyona girerek astar yüzeyini bozan magnezyum silikat bileşikleri oluşturur. 5182 veya 5083 gibi yüksek magnezyum alaşımları için, erimiş silika yerine kalsiyum alüminat veya alümina-spinel dökülebilir astarlar belirtiriz. Yüksek silikonlu alaşımlar (Si > 12%) genellikle erimiş silika astar ile uyumludur. Yeni bir müşteri için herhangi bir astar spesifikasyonunu sonuçlandırmadan önce tam alaşım bileşimi verilerini talep ediyoruz.
4. AdTech çamaşır yıkama sıcaklığı izleme sistemlerinde hangi termokupl tipleri kullanılır?
750°C'ye kadar olan uygulamalar için Tip K termokuplları (krom-alümel) ve uzun vadeli doğruluğun öncelikli olduğu veya sıcaklıkların aralıklı olarak 850°C'ye ulaştığı uygulamalar için Tip N termokuplları (nikrosil-nisil) kullanıyoruz. Tip N termokupllar, yüksek sıcaklıklarda Tip K'ya kıyasla daha üstün sapma direnci sergileyerek kalibrasyon aralığının 6 aydan fazla olduğu ısıtmalı yıkama uygulamaları için tercih edilen seçenek haline gelir. Tüm termokupllar mineral yalıtımlı (MI) kablo yapısı ve erimiş alüminyum yakınındaki aşındırıcı atmosfere dayanıklı seramik koruma tüpleri ile tedarik edilir. Standart izleme panelimiz, müşteri tarafından programlanabilen alarm ayar noktaları ile 1 dakikalık aralıklarla termokupl verilerini kaydeder.
5. Güvenilir yerçekimi akışı için gerekli yıkama eğimini nasıl hesaplarsınız?
Eğim hesaplaması üç temel girdi gerektirir: eriyik akış hızı (kg/dak), kanal kesit alanı ve eriyik viskozitesi (720°C'de çoğu alüminyum alaşımı için yaklaşık 1,2 mPa-s). Newtonyen olmayan davranış düzeltmeleri için uyarlanmış Manning denklemini kullanan hidrolik modellerimiz 0,2-0,4 m/s'lik bir akış hızını hedeflemektedir. Bu hız aralığı hem ölü bölgeleri ( 0,5 m/s hız oksit sürüklenmesine neden olur) önlerken pürüzsüz laminer-geçişli akışı korur. Hesaplanan tipik eğimler 1° ila 3° arasında değişmekte olup, spesifik değer kanal genişliği ve derinliğine bağlıdır. Hidrolik bir hesaplama yapmadan kurallara uygun eğimlerin kullanılmasını önermiyoruz.
6. Üretim kampanyaları arasında bir çamaşırhaneyi temizlemenin en iyi yolu nedir?
En etkili yolluk temizleme prosedürü, yolluk hala çalışma sıcaklığındayken tahliye tapasından kalan alüminyumun boşaltılmasını ve ardından astar hala 200°C'nin üzerindeyken donmuş kafatasını çıkarmak için kuru bir refrakter kazıyıcı alet kullanılmasını içerir. Sıcak bir yıkayıcıya asla su veya su bazlı temizlik maddeleri uygulamayın. Herhangi bir ıslak temizlik veya kontrol çalışmasından önce yollukların 80°C'nin altına soğumasını bekleyin. Virajlarda veya geçiş noktalarında inatçı kafatası birikimi için, birincil astar yüzeyine zarar vermemek için hafif bir pnömatik yontma aleti dikkatli bir şekilde kullanılabilir. Her büyük kampanya molasında tam iç görsel inceleme ve zaman içinde trend için fotoğrafik belgeleme yapılmasını öneririz.
7. AdTech aklama sistemi mevcut bir gaz giderme ünitesi veya online filtrasyon kutusu ile entegre edilebilir mi?
Döner pervaneli gaz gidericiler gibi gaz giderme üniteleri ve seramik köpük filtrasyon kutuları ile entegrasyon, modüler yolluk tasarımımızın standart bir özelliğidir. Ölü bölgeler veya türbülans oluşturmadan yıkama çıkışını gaz giderme ünitesi girişine bağlayan geçiş bölümleri tasarlıyoruz. Seramik köpük filtrasyonu için, yıkama kanalı ile aynı erimiş silika astarlı prekast entegre filtre kutusu muhafazaları tedarik ediyoruz. Filtre kutusu, inklüzyon giderme hedefine bağlı olarak inç başına 30, 40, 50 veya 60 gözenekli (PPI) köpük filtreleri barındıracak şekilde boyutlandırılmıştır. Mühendislik ekibimiz boyutsal arayüzleri gaz giderme ünitesi üreticisinin spesifikasyonlarıyla koordine eder.
8. Isıtmalı alüminyum yıkama tesisatı için hangi güvenlik sistemleri gereklidir?
NFPA 86 ve yerel güvenlik yönetmelikleri tipik olarak ısıtmalı alüminyum akıtıcılar için aşağıdaki sistemleri gerektirir: (1) Termokupl okuması ayar noktasını 30°C'den fazla aşarsa ısıtma elemanlarının enerjisini kesen yüksek sıcaklık aşırı sıcaklık kesme anahtarları; (2) Biri çamaşırhanede diğeri ana kontrol panelinde olmak üzere iki konumdan erişilebilen acil durum güç kesme; (3) Herhangi bir astar ihlali durumunda alarm vermek için çamaşırhanenin altındaki erimiş metal algılama sensörleri; (4) Çamaşırhane kuruma kürleme protokolünü tamamlayana kadar ısıtma elemanının etkinleştirilmesini önleyen kilitler; (5) Çamaşırhane dış kabuğunun 500 mm içindeki tüm kablolar için yangına dayanıklı kablo yalıtımı. Tüm elektrik sistemlerini IEC 60364'e göre tasarlıyor ve müşterinin güvenlik görevlisi tarafından incelenmesi için tam elektrik şematik belgeleri sağlıyoruz.
9. AdTech, yerel hizmet varlığı olmayan ülkelerdeki müşterileri nasıl destekliyor?
Uluslararası hizmet modelimiz, daimi ofislerimizin bulunmadığı bölgelerde dijital uzaktan destek ve eğitimli yerel hizmet ortağı ağlarının bir kombinasyonunu kullanır. Devreye alma desteği için mühendislerimiz konumdan bağımsız olarak kurulum sahasına seyahat ediyor. Devreye alma sonrasında, termokupl verilerini ve alarm durumunu mühendislik ekibimize gerçek zamanlı olarak ileten bulut bağlantılı kontrol paneli seçeneğimiz aracılığıyla 7/24 uzaktan izleme desteği sağlıyoruz. Bu model aracılığıyla Güneydoğu Asya, Orta Doğu, Afrika ve Güney Amerika'daki aklama kurulumlarını başarıyla destekledik. Yedek parçalar, çoğu varış noktasına 5-7 iş günü içinde teslimat sağlamak için stratejik konumlardaki gümrüklü depolarda muhafaza edilmektedir.
10. Bir AdTech özel aklama sistemi ile birlikte hangi belgeler sağlanır?
Her AdTech yıkama sistemi, aşağıdakileri içeren eksiksiz bir dokümantasyon paketiyle birlikte teslim edilir: (1) PDF ve DXF formatında tam mekanik montaj çizimleri; (2) Elektrik şeması ve bağlantı şemaları; (3) Refrakter malzeme veri sayfaları ve uygunluk sertifikaları; (4) İlk ısınma ve kuruma protokolü belgesi; (5) Müşterinin istediği dilde kullanım ve bakım kılavuzu; (6) AdTech parça numaralarını içeren yedek parça listesi; (7) Fabrikadan alınan test verilerini içeren kalite kontrol denetim raporu; (8) ISO 9001:2015 uygunluk sertifikası; (9) Ambalaj listesi ve nakliye belgeleri. Ayrıca, müşteri portalımız aracılığıyla tüm belgelerin dijital bir versiyonunu sağlıyoruz ve bu versiyona çamaşır makinesinin hizmet ömrü boyunca erişilebiliyor.
Özet: AdTech'in Özel Aklama Mühendisliği Neden Önemli?
Erimiş alüminyum transfer yolluk sistemi bir emtia ürünü değildir. Performansı eriyik kalitesini, döküm verimliliğini ve alüminyum üretim operasyonunuzun toplam maliyetini doğrudan belirler. AdTech olarak, malzeme bilimi uzmanlığını, hesaplamalı mühendislik araçlarını ve on yılı aşkın saha kurulum deneyimini bir araya getirerek, endüstri kriterlerinden sürekli olarak daha iyi performans gösteren yıkama sistemleri tasarlıyoruz.
Daha düşük özellikli yıkama sistemlerinden geçiş yapan müşterilerimiz, döküm hurda oranlarında 15-40%'lik düşüşler, astar servis aralıklarının 3 yıldan 8+ yıla uzadığını ve daha sıkı döküm toleranslarını doğrudan destekleyen sıcaklık homojenliğinde iyileşme olduğunu bildirmektedir. Bunlar teorik tahminler değildir. Dört kıtadaki operasyonel alüminyum tesislerinden belgelenmiş sonuçlardır.
Yeni bir döküm hattı için yolluk seçeneklerini değerlendiriyorsanız, mevcut bir kurulumu yükseltiyorsanız veya tekrar eden eriyik kalitesi sorunlarını gideriyorsanız, proses parametrelerinizle birlikte mühendislik ekibimizle iletişime geçmenizi öneririz. Uygulamanız için en kritik tasarım faktörlerini belirleyen, hiçbir yükümlülük getirmeyen bir ön mühendislik değerlendirmesi sunuyoruz.
