AdTech a medida sistema de lavado por transferencia de aluminio fundido representa la solución más avanzada para el transporte seguro, eficiente y libre de contaminación de aluminio líquido en operaciones modernas de fundición y moldeado de aluminio. Nuestra ingeniería sistemas de blanqueo combinan canales revestidos de refractario, gestión térmica de precisión y capacidades de configuración modular para reducir las pérdidas por oxidación del aluminio hasta 35%, mantener la temperatura de fusión dentro de ±5°C y prolongar la vida útil más allá de 10 años en condiciones industriales continuas.
Si su proyecto requiere el uso de Lavado por Transferencia de Aluminio, puede Contacto para obtener un presupuesto gratuito.
¿Qué es un sistema de lavado por transferencia de aluminio fundido?
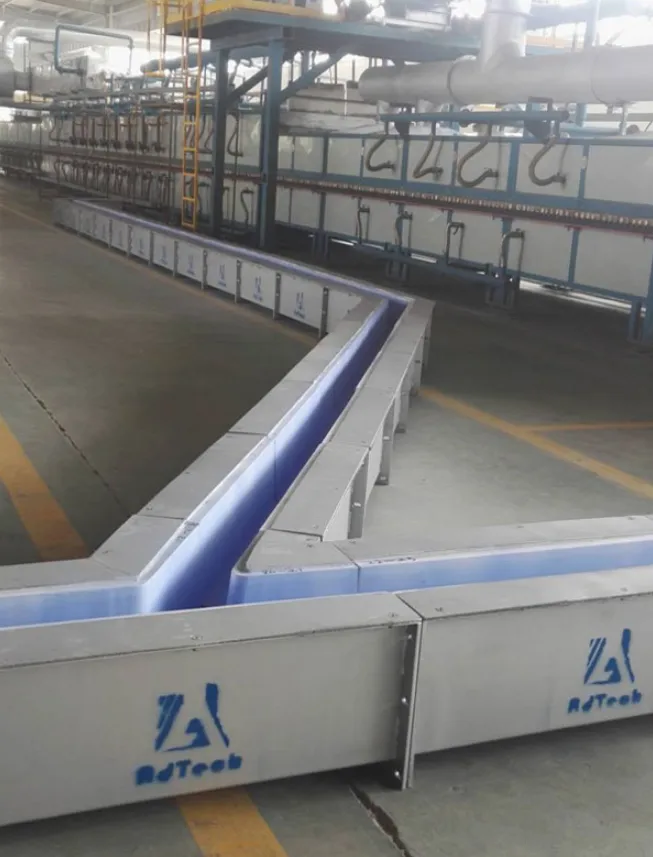
Un sistema de lavado de transferencia de aluminio fundido es una red de canales especialmente diseñada para transportar aluminio líquido a temperaturas de entre 680 °C y 780 °C desde un horno de mantenimiento o fusión hasta una máquina de colada, una unidad de desgasificación o una estación de filtrado sin comprometer la temperatura o la composición química de la masa fundida. A diferencia de las artesas simples o de los cucharones manipulados manualmente, un sistema de lavado diseñado es un componente de infraestructura permanente o semipermanente que se integra en la línea de producción de fundición como un conducto de flujo continuo.
En AdTech llevamos más de una década perfeccionando nuestra metodología de ingeniería de lavado. El reto fundamental al que se enfrentan nuestros clientes es que el aluminio fundido es químicamente reactivo, térmicamente sensible y estructuralmente exigente con cualquier material que lo contenga. Un canal mal diseñado crea turbulencias que arrastran óxidos, permite pérdidas de calor que favorecen la solidificación prematura y absorbe contaminantes de materiales de revestimiento incompatibles. Cada uno de estos modos de fallo conduce directamente a defectos de fundición, generación de chatarra y paradas de producción.
El sistema de lavado aborda estos retos a través de cuatro disciplinas de ingeniería integradas: ciencia de materiales refractarios, ingeniería de sistemas térmicos, modelado de dinámica de fluidos y fabricación estructural. Cuando las cuatro se ejecutan correctamente, el lavador se convierte en una parte invisible pero crítica de una línea de fundición de aluminio de alto rendimiento.
¿Qué tipos de lavados existen en la producción industrial de aluminio?
Los lavabos industriales de transferencia de aluminio se dividen en varias categorías basadas en la función, la geometría y el método de instalación:
| Tipo de lavado | Función principal | Longitud típica | Temperatura de funcionamiento |
|---|---|---|---|
| Canal recto Launder | Transferencia de fusión punto a punto | 1-20 metros | 700-760°C |
| Lavado curvo/en ángulo | Enrutamiento con restricciones de diseño | A medida | 700-760°C |
| Lavadora calefactada (Gas/Eléctrica) | Transferencia a larga distancia con mantenimiento del calor | 5-50 metros | 700-780°C |
| Lavadora aislada (pasiva) | Transferencias cortas con mínima pérdida de calor | 1-10 metros | 680-750°C |
| Lavado desgasificador | Eliminación de hidrógeno en línea | 2-8 metros | 710-760°C |
| Filtración Lavado | Filtración de espuma cerámica en línea | 1-4 metros | 700-750°C |
| Tundish/Lavado de distribución | Distribución de la colada | A medida | 700-770°C |
Fabricamos todas las categorías mencionadas con módulos base estandarizados y configuraciones finales personalizables. Por ejemplo, la elección entre un lavador con calefacción o uno con aislamiento pasivo depende de la distancia de transferencia, la temperatura ambiente, la sensibilidad de la aleación y el caudal, factores que nuestro equipo de ingeniería calcula antes de iniciar la fabricación.
¿Por qué el diseño de la colada afecta directamente a la calidad de la fundición de aluminio?
Esta es la cuestión que separa a los compradores que entienden la metalurgia del aluminio de los que tratan el lavadero como un simple componente de fontanería. El lavador no es una tubería neutra. Es un participante activo en el estado metalúrgico de su fundición.

Cómo la turbulencia en el canal de lavado genera inclusiones de óxido
El aluminio fundido se oxida inmediatamente cuando su superficie entra en contacto con la atmósfera. La velocidad de oxidación se acelera drásticamente cuando se altera la superficie fundida. Un lavador mal diseñado con cambios bruscos en la sección transversal, pendiente excesiva o superficies interiores rugosas crea condiciones de flujo turbulento que pliegan las películas de óxido superficiales en la masa fundida. Estas películas de óxido plegadas, conocidas como bifilms, se encuentran entre los tipos de inclusión más dañinos en las piezas fundidas de aluminio. Reducen la resistencia a la tracción, el alargamiento y la vida a fatiga del producto final.
Investigación publicada en la Revista Internacional de Fundición Metálica demuestra que el contenido de bifilm en el aluminio fundido aumenta en 60-120% cuando la velocidad del flujo de fusión supera los 0,5 m/s sin medidas de control del flujo. Nuestros sistemas de lavado se diseñan con objetivos de velocidad de flujo inferiores a 0,3 m/s en todos los puntos, lo que se consigue mediante un cálculo preciso de la sección transversal del canal, el ángulo de inclinación y la geometría de transición.
¿Qué ocurre cuando la temperatura de fusión desciende por debajo del objetivo durante la transferencia?
La pérdida de temperatura durante la transferencia no es simplemente un problema de comodidad. Cuando las aleaciones de aluminio se enfrían por debajo de su temperatura de liquidus, empiezan a formar redes sólidas dendríticas. Incluso los casos de solidificación parcial que se refunden posteriormente dejan tras de sí zonas ricas en óxido y una heterogeneidad microestructural que debilita los productos de fundición.
Para la aleación de aluminio 6063, por ejemplo, la temperatura de liquidus es de aproximadamente 655°C y la de solidus es de aproximadamente 615°C. Un lavador que permite que la masa fundida descienda a 640°C durante una transferencia de 15 metros crea un frente parcialmente solidificado que luego se vuelve a mezclar con el metal entrante más caliente. El resultado es que la temperatura de la masa fundida que entra en la máquina de colada no es constante, lo que provoca variaciones en la velocidad de enfriamiento, la estructura del grano y las propiedades mecánicas de un tocho a otro.
Nuestros sistemas de lavado térmico mantienen la temperatura dentro de un margen de ±5 °C en distancias de transferencia de hasta 50 metros. Esto se verifica mediante conjuntos de termopares integrados que nuestros sistemas de supervisión registran continuamente.
¿Qué materiales se utilizan en el revestimiento refractario de los lavaderos de aluminio?
El revestimiento refractario es el componente técnicamente más crítico de cualquier lavadero de aluminio fundido. Debe resistir simultáneamente el ataque químico del aluminio líquido, mantener la estabilidad dimensional bajo ciclos térmicos, proporcionar una baja conductividad térmica para minimizar la pérdida de calor y no liberar contaminantes en la masa fundida.
Comparación de materiales refractarios utilizados habitualmente en lavaderos de aluminio
| Material | Resistencia a la humectación del aluminio | Conductividad térmica (W/m-K) | Temperatura máxima de servicio | Vida útil típica |
|---|---|---|---|---|
| Sílice fundida | Excelente | 1.4–1.7 | 1050°C | 5-8 años |
| Hormigón de alta alúmina | Bien | 1.8–2.5 | 1400°C | 3-6 años |
| Tablero de silicato cálcico | Bien | 0.12-0.18 | 870°C | 2-4 años (capa de reserva) |
| Carburo de silicio (SiC) | Excelente | 15-25 | 1650°C | 8-12 años |
| Revestimiento de nitruro de boro | Superior | 30-60 | 2000°C+ | Depende del sustrato |
| Alúmina fundida | Muy buena | 2.0–3.5 | 1800°C | 4-8 años |
AdTech utiliza sílice fundida como material principal de revestimiento de canales en la mayoría de las aplicaciones estándar porque ofrece el equilibrio ideal de comportamiento no humectante del aluminio, compatibilidad con la expansión térmica y rentabilidad en un horizonte de servicio de 10 años. Para aleaciones agresivas con alto contenido en silicio o aplicaciones que implican temperaturas de procesamiento elevadas, especificamos formulaciones mejoradas con SiC que nuestro laboratorio de materiales ha probado en condiciones de producción simuladas.
Por qué la compatibilidad de la expansión térmica importa más que la resistencia bruta
Un error común entre los equipos de compras es creer que un material refractario más duro y denso es siempre mejor. En las aplicaciones de lava de aluminio, el desajuste de la expansión térmica entre la carcasa estructural y el revestimiento refractario crea tensiones internas que provocan grietas, desconchados y, en última instancia, el fallo del revestimiento. Nuestro equipo de ingenieros calcula el coeficiente de dilatación térmica (CTE) de cada capa de material del conjunto de la cuba y diseña el espaciado de las juntas de dilatación para adaptarse al ciclo térmico entre el estado de instalación en frío y la temperatura de funcionamiento.
Utilizamos modelos térmicos de elementos finitos para simular 500 ciclos de calentamiento y enfriamiento antes de finalizar la especificación de un revestimiento. Este enfoque predictivo nos ha permitido ampliar la vida útil media del revestimiento de los 3-5 años estándar del sector a 8-12 años en las instalaciones de varios clientes.
¿Cómo diseña AdTech un sistema de blanqueo personalizado desde la especificación hasta la instalación?
Nuestro proceso de ingeniería sigue una metodología estructurada que hemos perfeccionado en más de 200 proyectos de lavado a medida en todo el mundo. El proceso no es una plantilla única, sino un análisis disciplina por disciplina que produce una solución única para las condiciones de producción de cada cliente.
Fase 1: Encuesta sobre el terreno y recogida de datos sobre el proceso
Antes de empezar cualquier trabajo de diseño, nuestro equipo de ingenieros recopila:
- Altura y geometría de la piquera del horno.
- Altura y ubicación de la entrada de la máquina de fundición.
- Espacio disponible y limitaciones de trazado.
- Composiciones de aleación que se procesan.
- Ratios de colada (kg/min o toneladas/hora)
- Requisitos máximos y mínimos de temperatura de fusión
- Infraestructura existente (suministro de gas, capacidad eléctrica, acceso de grúas)
- Rango de temperatura ambiente local.
Esta fase de recopilación de datos suele durar entre 2 y 5 días en el caso de una instalación nueva e incluye tanto la revisión remota de documentos como una visita in situ de nuestro ingeniero jefe.
Fase 2: Modelización hidráulica y térmica
Utilizando software de dinámica de fluidos computacional (CFD), modelamos el comportamiento del flujo de la masa fundida a través de cada sección de la geometría de lavado propuesta. El modelo calcula la distribución de la velocidad, la intensidad de la turbulencia superficial, el tiempo de residencia y el perfil de temperatura a lo largo del canal.
Simultáneamente, nuestro modelo térmico calcula los índices de pérdida de calor a través de las capas de revestimiento, la densidad de potencia del calentador necesaria para las secciones calentadas y la temperatura prevista en la salida de la lavadora en las peores condiciones ambientales.
Los resultados de esta fase de modelización definen directamente:
- Dimensiones de la sección transversal del canal
- Ángulo de inclinación (normalmente 1°-3° para flujo por gravedad)
- Potencia y separación de los elementos calefactores
- Grosor del revestimiento por capa
- Número y ubicación de los puntos de control de los termopares.
Fase 3: Diseño mecánico detallado
El armazón estructural de nuestras secciones de lavado se fabrica en acero dulce o acero inoxidable 304, en función del entorno operativo. Utilizamos SolidWorks para el modelado mecánico en 3D y elaboramos planos de fabricación totalmente detallados en los que se especifican las secuencias de soldadura, los tratamientos superficiales y las tolerancias dimensionales.
Cada sección de lavado está diseñada con:
- Juntas embridadas para el montaje sobre el terreno y el futuro acceso para mantenimiento.
- Anillas de elevación de 4× el peso de la sección para instalación con grúa.
- Tapones de drenaje en los puntos bajos para la limpieza de mantenimiento.
- Sistemas de cobertura (tapas aislantes o tapas de purga de gas) para reducir la oxidación superficial.
Fase 4: Fabricación y control de calidad
Toda la fabricación se lleva a cabo en nuestras instalaciones de fabricación con arreglo a los procedimientos de gestión de calidad ISO 9001:2015. Entre los principales puntos de control de calidad se incluyen:
| Control de calidad | Método | Criterio de aceptación |
|---|---|---|
| Inspección de soldaduras | Visual + Penetrante | Cero grietas, cero porosidad |
| Comprobación dimensional de la carcasa | Medición láser | ±1 mm en cualquier tramo de 2 metros |
| Proporción de mezcla refractaria | Gravimetría | ±2% de especificación |
| Perfil de temperatura de curado | Registro de termopares | Según ficha técnica del material |
| Resistencia del elemento calefactor | Ohmímetro | Dentro de 5% del valor nominal |
| Prueba de estanqueidad de montaje final | Prueba de presión del agua | Sin fugas a 1,5× de altura de funcionamiento |
Fase 5: Instalación y puesta en marcha
Nuestro equipo de servicio de campo gestiona la instalación in situ, incluyendo el posicionamiento, la nivelación, la alineación con el horno y la máquina de colada, la conexión de los sistemas de calentamiento, el cableado de los termopares y los procedimientos de primer calentamiento. El primer calentamiento es un proceso cuidadosamente gestionado que elimina la humedad del revestimiento refractario. Si se acelera este paso, se producen grietas inducidas por el vapor que pueden destruir un revestimiento nuevo antes de que entre en contacto con el aluminio fundido.
Nuestro protocolo estándar de primer calentamiento tarda entre 48 y 72 horas y sigue un programa de temperatura de curado por etapas que proporcionamos por escrito al equipo de operaciones de cada cliente.
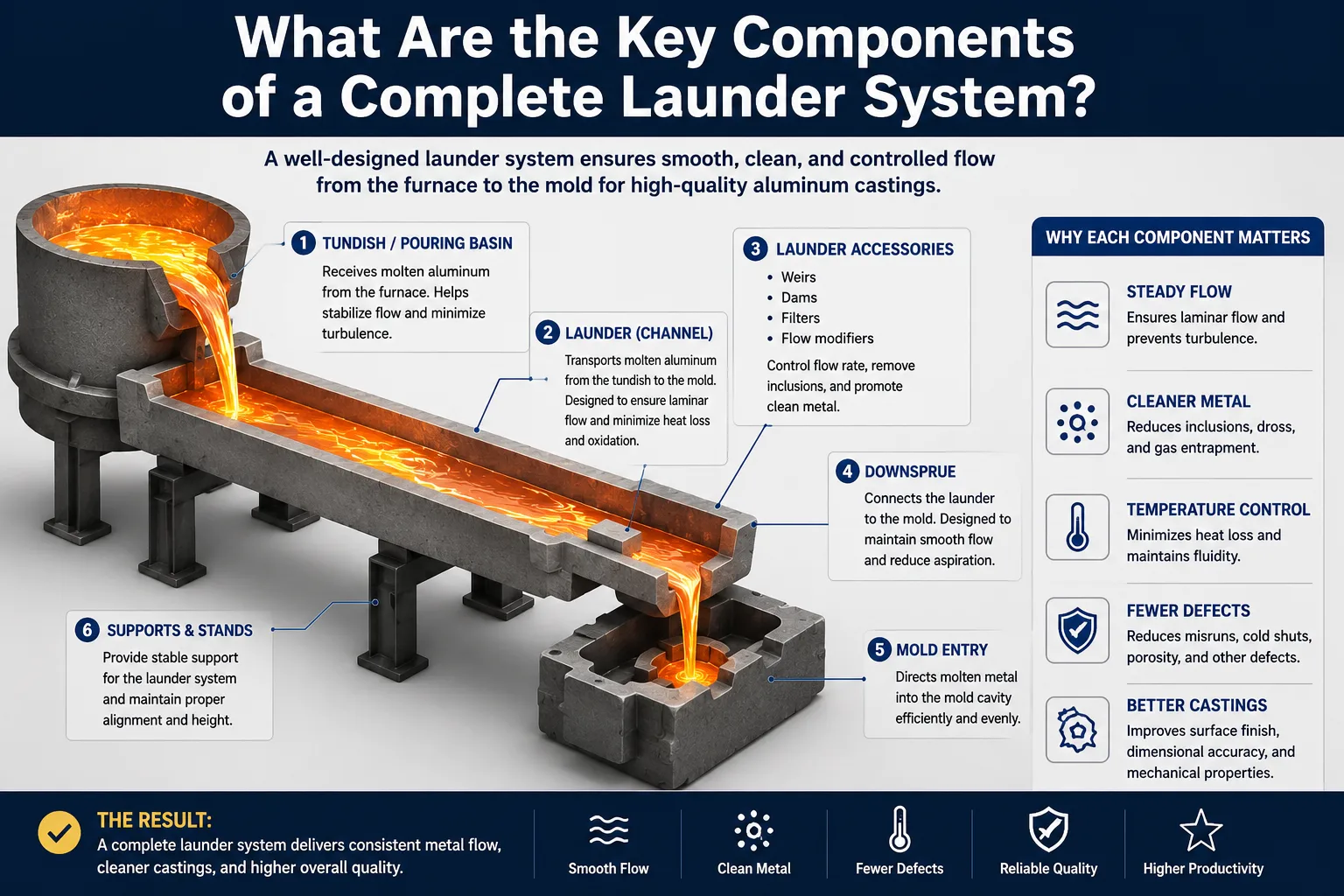
¿Cuáles son los componentes clave de un sistema de blanqueo completo?
Conocer los componentes individuales ayuda tanto a ingenieros como a compradores a evaluar la integridad del sistema y evitar lagunas en la adquisición.
| Componente | Función | Opciones de material | Intervalo de mantenimiento |
|---|---|---|---|
| Armazón estructural | Carcasa y soporte mecánicos | Acero dulce, 304SS | 15-20 años |
| Revestimiento refractario primario | Contención de la fusión y resistencia química | Sílice fundida, SiC moldeable | 8-12 años |
| Capa de aislamiento de apoyo | Conservación del calor | Silicato de calcio, fibra cerámica | 5-8 años |
| Resistencias calefactoras | Mantenimiento de la temperatura | Varillas de SiC, elementos de MoSi2, quemadores de gas | 2-5 años |
| Conjuntos de termopares | Control de la temperatura | Termopares tipo K, tipo N | 1-3 años |
| Sistema de cubierta/tapa de lavado | Reducción de la oxidación, retención del calor | Hierro fundido, tablero de fibra cerámica | 3-8 años |
| Caños de transición | Conexiones de horno a lavadero y de lavadero a molde | Sílice fundida, grafito | 1-3 años |
| Tapones de desagüe y compuertas | Control de caudal y drenaje de mantenimiento | Grafito, SiC | 2-5 años |
| Panel de control y supervisión | Regulación de la temperatura y gestión de alarmas | Controlador industrial basado en PLC | 10-15 años |
| Juntas de dilatación | Acomodación del movimiento térmico | Cuerda de fibra cerámica, moldeable | 3-6 años |
¿Cómo funcionan las tecnologías de aislamiento térmico y calefacción en los sistemas de lavado?
Aislamiento pasivo frente a calefacción activa: Cuándo elegir cada uno
El aislamiento pasivo se basa en capas de refuerzo de baja conductividad para ralentizar la pérdida de calor. Este enfoque funciona bien para distancias de transferencia inferiores a 8 metros y cuando los caudales de fusión son lo suficientemente altos como para mantener la temperatura a través del contenido de calor del propio metal. Un lavadero que mueva 5 toneladas por hora a lo largo de 5 metros con un revestimiento de sílice fundida bien diseñado y un respaldo de silicato cálcico puede mantener a menudo la temperatura dentro de ±10 °C sin necesidad de calefacción externa.
La calefacción activa se hace necesaria cuando:
- La distancia de transferencia supera los 8-10 metros.
- Los caudales son variables o incluyen periodos de bajo caudal.
- La temperatura de liquidus de la aleación es superior a 720°C.
- La temperatura ambiente desciende por debajo de los 5 °C estacionalmente.
- Se requiere una uniformidad de temperatura superior a ±8 °C.
Calentamiento por resistencia eléctrica en lavaderos de aluminio
El calentamiento por resistencia eléctrica utiliza barras de carburo de silicio (SiC) o elementos de disiliciuro de molibdeno (MoSi2) montados encima o al lado del canal de fusión. Los elementos de SiC se utilizan con más frecuencia en aplicaciones de aluminio porque funcionan eficazmente en el rango de temperaturas de 700-900 °C y son relativamente tolerantes a las atmósferas cargadas de humedad presentes durante la puesta en marcha de la lavadora.
Una sección de lavado calefactada típica de 2 metros de longitud requiere entre 6 y 12 kW de potencia eléctrica instalada para compensar las pérdidas de calor y mantener la temperatura de fusión. Nuestros sistemas de control utilizan algoritmos PID (Proporcional-Integral-Derivativo) para modular la salida del calentador en función de la retroalimentación del termopar, logrando un control de la temperatura de ±3 °C en la mayoría de las aplicaciones.
Calefacción de la lavandería por gas
Para instalaciones con abundante suministro de gas natural y capacidad eléctrica limitada, la calefacción de lavaderos por gas utiliza quemadores radiantes situados sobre el canal de lavado. Los sistemas de gas suelen tener una mayor capacidad de calentamiento que los sistemas eléctricos, por lo que son adecuados para aplicaciones que requieren una rápida recuperación de la temperatura tras un arranque en frío o una interrupción de la producción.
La contrapartida es que la combustión de gas introduce productos de combustión por encima de la superficie fundida. En aplicaciones en las que la absorción de hidrógeno es un problema, la gestión de la atmósfera de combustión se convierte en un reto de ingeniería adicional.
¿Qué normas y certificaciones del sector rigen el diseño de los lavaderos de aluminio?
El cumplimiento de las normas reconocidas no es opcional para los productores de aluminio reputados. Los compradores deben comprobar que cualquier fabricante de lavaplatos puede demostrar su conformidad con los siguientes marcos:
| Norma / Especificación | Alcance | Relevancia para los sistemas de blanqueo |
|---|---|---|
| ISO 9001:2015 | Sistemas de gestión de la calidad | Control de calidad de la fabricación |
| ASTM C401 | Clasificación de los refractarios de alúmina | Clasificación del material de revestimiento |
| ASTM C862 | Práctica de preparación de probetas moldeables refractarias | Procedimientos de curado y ensayo |
| EN 1092-1 | Bridas y sus uniones | Diseño de brida para conexiones modulares |
| NFPA 86 | Norma para hornos y calderas | Requisitos de seguridad de los sistemas calefactados |
| IEC 60079 | Atmósferas explosivas | Seguridad del sistema eléctrico cerca de metal fundido |
| Normas de la Asociación del Aluminio | Especificaciones de aleación y proceso | Compatibilidad con materiales específicos de la aleación |
AdTech mantiene la certificación ISO 9001:2015 y diseña sistemas de lavado para cumplir con los requisitos de la NFPA 86 para recintos calefactados y la IEC 60079 para instalaciones eléctricas en zonas peligrosas adyacentes a operaciones con metal fundido.
¿Cómo seleccionar la configuración de lavadora adecuada para el diseño de su fundición?
La selección de la configuración implica adaptar las limitaciones físicas de sus instalaciones a los requisitos hidráulicos y térmicos de su proceso de producción. El siguiente marco de decisión resume los factores clave de selección:
Matriz de selección de la configuración de la lavandería
| Estado de las instalaciones | Configuración recomendada | Característica clave del diseño |
|---|---|---|
| Trasvase corto (< 5 m), gran caudal | Lavadora recta con aislamiento pasivo | Revestimiento grueso de sílice fundida, respaldo de silicato cálcico |
| Trasvase largo (> 15 m), caudal variable | Lavandería modular con calefacción eléctrica | Control de temperatura PID, elementos calefactores de SiC |
| Trazado complejo con cambios de elevación | Lavadero curvo de varias secciones con caños de transición | Curvas optimizadas mediante CFD, cero zonas muertas |
| Se requiere desgasificación en línea | Lavadora desgasificadora con carcasa de impulsor rotativo | Puerto del impulsor integrado, sistema de tapa sellada |
| Máquina de fundición multihebra | Lavado de distribución de tundish | Distribución uniforme del flujo a cada filamento |
| Producción de aleaciones de gran pureza | Lavadora filtrada con caja de filtro de espuma cerámica | Carcasa de filtro integral, control de la caída de presión |
| Instalación en exteriores o en climas fríos | Lavandería climatizada totalmente cerrada con manta térmica | Aislamiento mejorado, calefacción antiheladas |
Recomendamos encarecidamente no seleccionar la configuración de la lavadora basándose únicamente en las descripciones del catálogo. Nuestra experiencia demuestra que las condiciones de producción en dos instalaciones aparentemente idénticas pueden requerir diseños de lavadora fundamentalmente diferentes debido a las diferencias en el ritmo de fundición, la mezcla de aleaciones y las prácticas de los operarios.
¿Cuál es el coste total de propiedad de un sistema de lavado de aluminio a medida?
Los equipos de compras suelen comparar los sistemas de blanqueo en función del precio de compra inicial, que es una base pobre para la toma de decisiones. El coste total de propiedad (TCO) a lo largo de un periodo operativo de 10 años revela un panorama muy distinto.
Desglose del coste total de propiedad a 10 años: AdTech Heated Launder frente a proveedor genérico
| Categoría de costes | AdTech Launder | Lavado genérico de proveedores |
|---|---|---|
| Precio de compra inicial | $85,000–$120,000 | $45,000–$65,000 |
| Instalación y puesta en marcha | $12,000–$18,000 | $10,000–$15,000 |
| Recubrimiento refractario (10 años) | 1× rebasamiento a los 9-10 años: $15.000 | 3-4 recambios en los años 3, 5, 7, 9: $45.000-$60.000 |
| Coste energético (calefacción, 10 años) | $28,000–$35,000 | $38.000-$50.000 (aislamiento menos eficiente) |
| Mantenimiento y piezas | $8,000–$12,000 | $18,000–$28,000 |
| Pérdidas por chatarra y defectos (reducidas) | Línea de base | +$40.000-$80.000 en chatarra adicional |
| TCO total a 10 años | $148,000–$200,000 | $196,000–$308,000 |
Las cifras anteriores se basan en datos operativos reales de clientes que pasaron de proveedores genéricos de revestimientos a sistemas de AdTech. El principal ahorro de costes procede de la prolongación de la vida útil del revestimiento y la reducción de la chatarra de fundición, no de la diferencia de precio de compra en sí.
¿Cuál es el rendimiento del sistema de blanqueo de AdTech en comparación con sus competidores?
Somos conscientes de que varios proveedores de China, Europa y Norteamérica ofrecen sistemas de lavado de aluminio fundido. En lugar de hacer afirmaciones sin fundamento, presentamos parámetros objetivos de rendimiento que los compradores pueden verificar mediante ensayos en fábrica o auditorías de terceros.
Comparación de resultados: Métricas clave
| Métrica de rendimiento | Sistema AdTech | Media del sector | Sistemas europeos premium |
|---|---|---|---|
| Uniformidad de la temperatura (a más de 10 m) | ±5°C | ±15°C | ±5-8°C |
| Vida útil del revestimiento | 8-12 años | 3-5 años | 6-10 años |
| Generación de inclusión de óxido | < 0,5 mg/kg de fusión | 2-5 mg/kg de fusión | < 1 mg/kg fundido |
| Absorción de aluminio por el revestimiento | < 0,1% por calor | 0,3-0,8% por calor | < 0,15% por calor |
| Plazo de entrega modular | 6-10 semanas | 10-16 semanas | 12-20 semanas |
| Personalización disponible | A medida | Limitado | A medida |
| Respuesta del servicio posventa | 24 horas | Varía | 48-72 horas |
Los datos de generación de inclusiones de óxido son especialmente significativos, ya que éstas están directamente relacionadas con las tasas de defectos de fundición. Nuestro diseño de la geometría de la colada, la calidad de la superficie del revestimiento y el diseño del sistema de cobertura trabajan conjuntamente para minimizar las alteraciones de la superficie de la masa fundida y la exposición atmosférica.
¿Cuáles son los modos de fallo más comunes y cómo se previenen?
Comprender los modos de fallo es esencial tanto para los ingenieros que diseñan los programas de mantenimiento como para los responsables de compras que evalúan la calidad de los proveedores.
Análisis modal de fallos en sistemas de lavado de aluminio
| Modo de fallo | Causa raíz | Método de prevención | Método de detección |
|---|---|---|---|
| Fisuración refractaria | Choque térmico durante el arranque, curado inadecuado | Protocolo de calentamiento controlado, selección correcta del material | Inspección visual, anomalía del termopar |
| Penetración de aluminio en el revestimiento | Grietas, revestimiento poroso, ataque químico | Sílice fundida de alta densidad, revestimientos no humectantes | Análisis de muestras de testigos tras la campaña |
| Elemento calefactor quemado | Sobretemperatura, daños mecánicos, humedad | Curado adecuado, selección de la clasificación del elemento | Control de resistencia, control visual |
| Acumulación de óxido en las curvas | Flujo turbulento, zonas muertas | Geometría optimizada CFD, limpieza periódica | Control del flujo, inspección visual |
| Distorsión del caparazón | Pérdida excesiva de calor a través de las articulaciones, soporte inadecuado | Diseño adecuado de juntas de dilatación, análisis estructural | Estudio dimensional |
| Deriva del termopar | Contaminación, envejecimiento | Calendario de calibración, revestimiento protector | Referencia cruzada entre varios sensores |
| Fugas en las juntas | Sellado incorrecto, daños por ciclos térmicos | Juntas de cuerda de cerámica, par de apriete adecuado de los tornillos | Inspección visual, detector de metales bajo la lavadora |
Recomendamos un protocolo de inspección de mantenimiento trimestral que cubra todos los modos de fallo enumerados anteriormente. Nuestro equipo de mantenimiento proporciona a los clientes una lista de comprobación estructurada y, en el caso de las instalaciones más grandes, ofrece contratos de mantenimiento anuales que incluyen la recalibración de termopares, el resellado de juntas y la evaluación del estado del revestimiento.
¿Cómo se instala y pone en marcha un sistema de lavado de aluminio fundido?
Requisitos previos a la instalación
Antes de que nuestro equipo de instalación llegue al lugar, deben darse las siguientes condiciones:
- Obra civil de cimentación terminada y curada (hormigón a 28 días de resistencia).
- Piquera del horno a la altura final con el soporte de montaje soldado.
- Instalación eléctrica a menos de 2 metros de la lavandería.
- El suministro de gas (si procede) debe estar a menos de 1 metro de la posición de la lavadora.
- Grúa o carretilla elevadora con una capacidad nominal mínima de 2 toneladas disponible.
- Zona de trabajo segura despejada y con barricadas.
- Supervisor de operaciones del cliente disponible para la coordinación del proceso.
Secuencia de instalación paso a paso
Paso 1: Colocación y nivelación - Las secciones individuales de la lavadora se colocan en soportes previamente medidos y se nivelan con una precisión de 0,5 mm/metro mediante calzos de precisión.
Paso 2: Unión de secciones - Las conexiones de las bridas se realizan con juntas de cuerda de fibra cerámica comprimidas a los valores de par de apriete especificados. Este paso es fundamental: las juntas con un par de apriete insuficiente presentan fugas; las juntas con un par de apriete excesivo agrietan el refractario.
Paso 3: Instalación del sistema de cubierta - Se colocan las tapas o cubiertas de la lavandería y se comprueba el buen funcionamiento de sus mecanismos de elevación/bisagra.
Paso 4: Conexión eléctrica - Los cables de los elementos calefactores, los cables de extensión de los termopares y el cableado del panel de control se conectan y se verifica su continuidad antes de aplicar cualquier alimentación.
Paso 5: Primer ciclo de secado - La lavandería se calienta desde la temperatura ambiente hasta 150°C y se mantiene durante 8 horas, luego a 300°C durante 8 horas, después a 600°C durante 12 horas y, por último, a 750°C durante 4 horas. El mantenimiento de la temperatura en cada etapa permite que la humedad y el agua ligada químicamente salgan gradualmente sin crear una presión de vapor que podría fracturar el revestimiento.
Paso 6: Primera prueba con metal - La primera carga de aluminio fundido a través de una lavadora recién puesta en servicio debe realizarse a un caudal reducido con todo el equipo de operaciones presente. Nuestro ingeniero de puesta en servicio supervisa las lecturas de los termopares, inspecciona visualmente la salida de la lavadora en busca de signos de turbulencia o metal frío y verifica la respuesta del sistema de control.
Preguntas más frecuentes (FAQ)
1. ¿Cuál es la cantidad mínima de pedido para un sistema de lavado de aluminio personalizado de AdTech?
AdTech no impone ninguna restricción de cantidad mínima de pedido en los sistemas de lavado personalizados. Tanto si necesita un único conducto de transición de 2 metros como una red completa de lavado calentado de 40 metros, diseñamos cada proyecto individualmente. Nuestro alcance mínimo de proyecto para el servicio completo de diseño de ingeniería, fabricación y puesta en servicio es un tramo completo de lavado que conecte un horno a una unidad de colada o desgasificación. Los clientes que adquieran únicamente kits de revestimiento de recambio o elementos calefactores de repuesto no tienen restricciones de cantidad mínima. Póngase en contacto con nuestro equipo de ingeniería de ventas e indíquenos los parámetros de su proceso; le enviaremos un presupuesto específico para su proyecto en un plazo de 5 días laborables.
2. ¿Cuánto tarda un sistema de lavado a medida desde que se hace el pedido hasta que se entrega?
En el caso de un sistema de lavado calentado estándar de 10-20 metros de longitud total, nuestro plazo de entrega habitual desde la confirmación del pedido hasta la entrega en fábrica es de 8-12 semanas. Esto incluye 2 semanas para la finalización de la ingeniería de detalle, 4-6 semanas para la fabricación de la carcasa y la instalación del refractario, y 2 semanas para la inspección de control de calidad y las pruebas previas al envío. Los sistemas muy complejos de varias secciones con módulos integrados de desgasificación o filtración pueden requerir entre 14 y 18 semanas. Recomendamos iniciar la fase de ingeniería antes de formalizar el pedido para comprimir el calendario global del proyecto, sobre todo en el caso de clientes con plazos de inicio de producción.
3. ¿Pueden los sistemas de lavado de AdTech tratar todas las aleaciones de aluminio, incluidas las variantes con alto contenido de magnesio y silicio?
Sí, pero la especificación del material debe reflejar la química específica de la aleación. Las aleaciones con alto contenido de magnesio (contenido de Mg > 3%) presentan un ataque químico agresivo contra los revestimientos convencionales de sílice fundida porque el magnesio reacciona con la sílice a temperaturas de funcionamiento, formando compuestos de silicato de magnesio que degradan la superficie del revestimiento. Para aleaciones con alto contenido en magnesio, como 5182 o 5083, especificamos revestimientos de aluminato cálcico o alúmina-espinela en lugar de sílice fundida. Las aleaciones con alto contenido en silicio (Si > 12%) suelen ser compatibles con los revestimientos de sílice fundida. Solicitamos los datos completos de composición de la aleación antes de finalizar cualquier especificación de revestimiento para un nuevo cliente.
4. ¿Qué tipos de termopares se utilizan en los sistemas de control de temperatura de las lavanderías AdTech?
Utilizamos termopares de tipo K (cromel-alumel) para aplicaciones de hasta 750°C y termopares de tipo N (nicrosil-nisil) para aplicaciones en las que se prioriza la precisión a largo plazo o en las que las temperaturas alcanzan intermitentemente los 850°C. Los termopares de tipo N presentan una mayor resistencia a la deriva que los de tipo K a temperaturas elevadas, lo que los convierte en la opción preferida para aplicaciones de lavado con calefacción en las que el intervalo de calibración es superior a 6 meses. Todos los termopares se suministran con cables con aislamiento mineral (MI) y tubos cerámicos de protección para resistir la atmósfera corrosiva próxima al aluminio fundido. Nuestro panel de monitorización estándar registra los datos de los termopares a intervalos de 1 minuto con puntos de ajuste de alarma programables por el cliente.
5. ¿Cómo se calcula la pendiente necesaria para que el flujo por gravedad sea fiable?
El cálculo de la pendiente requiere tres datos principales: caudal de fusión (kg/min), área de la sección transversal del canal y viscosidad de la fusión (aproximadamente 1,2 mPa-s para la mayoría de las aleaciones de aluminio a 720°C). Utilizando la ecuación de Manning adaptada para correcciones de comportamiento no newtoniano, nuestros modelos hidráulicos tienen como objetivo una velocidad de flujo de 0,2-0,4 m/s. Este intervalo de velocidades mantiene un flujo suave de laminar a transitorio, al tiempo que evita tanto las zonas muertas (la velocidad 0,5 m/s genera arrastre de óxido). Las pendientes típicas calculadas oscilan entre 1° y 3°, y el valor específico depende de la anchura y profundidad del canal. No se recomienda utilizar pendientes basadas en reglas empíricas sin completar un cálculo hidráulico.
6. ¿Cuál es la mejor manera de limpiar una lavandería entre campañas de producción?
El procedimiento de limpieza más eficaz consiste en vaciar el aluminio residual a través del tapón de vaciado mientras la lavadora está todavía a temperatura de funcionamiento y, a continuación, utilizar un rascador refractario seco para eliminar la cáscara congelada mientras el revestimiento está todavía por encima de 200°C. Nunca aplique agua o productos de limpieza a base de agua a una cuba caliente. Deje que el lavador se enfríe por debajo de 80°C antes de realizar cualquier trabajo de limpieza húmeda o inspección. En el caso de acumulaciones persistentes de calaveras en curvas o puntos de transición, puede utilizarse una herramienta neumática suave para astillar con precaución para evitar dañar la superficie del revestimiento primario. Recomendamos realizar una inspección visual completa del interior en cada interrupción importante de la campaña y documentar fotográficamente las tendencias a lo largo del tiempo.
7. ¿Se puede integrar el sistema de lavado AdTech con una unidad de desgasificación existente o una caja de filtración en línea?
La integración con unidades de desgasificación como los desgasificadores de impulsor rotativo y con cajas de filtración de espuma cerámica es una característica estándar de nuestro diseño modular de lavadoras. Diseñamos secciones de transición que conectan la salida de la lavadora con la entrada de la unidad de desgasificación sin crear zonas muertas ni turbulencias. Para la filtración de espuma cerámica, suministramos cajas de filtración integradas prefabricadas con el mismo revestimiento de sílice fundida que el canal de la lavadora. La caja del filtro está dimensionada para alojar filtros de espuma de 30, 40, 50 ó 60 poros por pulgada (PPI) en función del objetivo de eliminación de inclusión. Nuestro equipo de ingeniería coordina las interfaces dimensionales con las especificaciones del fabricante de la unidad de desgasificación.
8. ¿Qué sistemas de seguridad son necesarios para una instalación de lavado de aluminio con calefacción?
La norma NFPA 86 y las normativas de seguridad locales suelen exigir los siguientes sistemas para los lavabos de aluminio calefactados: (1) Interruptores de corte por sobretemperatura que desconectan los elementos calefactores si la lectura del termopar supera el valor de consigna en más de 30 °C; (2) Corte de corriente de emergencia accesible desde dos puntos, uno en el lavadero y otro en el panel de control principal; (3) Sensores de detección de metal fundido bajo el lavadero para que salte la alarma en caso de rotura del revestimiento; (4) Enclavamientos que impiden la activación de los elementos calefactores hasta que el lavadero haya completado el protocolo de curado en seco; (5) Aislamiento de cables resistente al fuego para todo el cableado situado a menos de 500 mm del exterior de la carcasa del lavadero. Diseñamos todos los sistemas eléctricos de acuerdo con la norma IEC 60364 y proporcionamos documentación esquemática eléctrica completa para que el responsable de seguridad del cliente la revise.
9. ¿Cómo apoya AdTech a los clientes en países sin presencia local de servicios?
Nuestro modelo de servicio internacional utiliza una combinación de asistencia remota digital y redes de socios de servicio locales formados en regiones en las que no tenemos oficinas permanentes. Para la puesta en servicio, nuestros ingenieros se desplazan al lugar de la instalación, independientemente de su ubicación. Tras la puesta en marcha, ofrecemos asistencia de supervisión remota 24 horas al día, 7 días a la semana, a través de nuestra opción de panel de control conectado a la nube, que transmite datos de termopares y el estado de las alarmas a nuestro equipo de ingenieros en tiempo real. Gracias a este modelo, hemos prestado apoyo con éxito a instalaciones de lavado en el sudeste asiático, Oriente Medio, África y Sudamérica. Las piezas de repuesto se mantienen en almacenes aduaneros en ubicaciones estratégicas para garantizar la entrega en un plazo de 5 a 7 días laborables en la mayoría de los destinos.
10. ¿Qué documentación se proporciona con un sistema de blanqueo personalizado de AdTech?
Cada sistema de lavado AdTech se entrega con un paquete de documentación completo que incluye: (1) Planos completos de montaje mecánico en formato PDF y DXF; (2) Esquema eléctrico y diagramas de cableado; (3) Hojas de datos de materiales refractarios y certificados de conformidad; (4) Documento de protocolo de primer calentamiento y secado; (5) Manual de funcionamiento y mantenimiento en el idioma solicitado por el cliente; (6) Lista de piezas de repuesto con los números de pieza de AdTech; (7) Informe de inspección de control de calidad con datos de prueba de fábrica; (8) Certificado de conformidad ISO 9001:2015; (9) Lista de embalaje y documentos de envío. También proporcionamos una versión digital de toda la documentación a través de nuestro portal del cliente, que permanece accesible durante toda la vida útil de la lavadora.
Resumen: Por qué es importante la ingeniería de blanqueo personalizada de AdTech
El sistema de lavado por transferencia de aluminio fundido no es un producto básico. Su rendimiento determina directamente la calidad de la fusión, la productividad de la fundición y el coste total de su operación de producción de aluminio. En AdTech, reunimos experiencia en ciencia de materiales, herramientas de ingeniería computacional y más de una década de experiencia en instalación sobre el terreno para diseñar sistemas de lavado que superan sistemáticamente los puntos de referencia del sector.
Nuestros clientes que han realizado la transición desde sistemas de lavado de menor especificación informan de reducciones en las tasas de desechos de fundición de 15-40%, ampliación de los intervalos de servicio del revestimiento de 3 años a más de 8 años y mejora de la uniformidad de la temperatura que respalda directamente tolerancias de fundición más estrictas. No se trata de proyecciones teóricas. Son resultados documentados de plantas de aluminio operativas en cuatro continentes.
Si está evaluando las opciones de lavado para una nueva línea de fundición, actualizando una instalación existente o solucionando problemas recurrentes de calidad de la masa fundida, le animamos a que se ponga en contacto con nuestro equipo de ingeniería con los parámetros de su proceso. Proporcionamos una evaluación preliminar de ingeniería sin compromiso que identifica los factores de diseño más críticos para su aplicación.
