アドテックのカスタム 溶融アルミ移送洗浄装置 は、最新のアルミニウム製錬・鋳造工程における、安全で効率的、かつ汚染のない液体アルミニウム輸送のための最先端のソリューションです。当社の ロンダリングシステム 耐火物ライニングされた流路、精密な熱管理、およびモジュール構成機能を組み合わせることで、アルミニウムの酸化損失を最大35%まで低減し、溶融温度を±5℃以内に維持し、連続的な工業的条件下で耐用年数を10年以上に延ばします。.
アルミニウム・トランスファー・ロンダーの使用が必要なプロジェクトでは、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
溶融アルミニウム移送洗浄システムとは?
アルミニウム溶湯移送洗浄システムは、溶湯の化学的性質や温度を損なうことなく、680℃~780℃のアルミニウム溶湯を保持炉または溶解炉から鋳造機、脱ガス装置、または濾過ステーションに移動させる専用流路網です。単純なトラフや手動で処理される取鍋とは異なり、設計された洗浄システムは、連続的な流路として鋳造生産ラインに統合される恒久的または半恒久的なインフラストラクチャーコンポーネントです。.
アドテックでは、10年以上かけて、洗浄エンジニアリング手法を洗練させてきました。私たちのお客様が直面する基本的な課題は、溶融アルミニウムは化学的に反応しやすく、熱に敏感で、含有材料に対して構造的に厳しいということです。不十分な設計の流路は、酸化物を巻き込む乱流を発生させ、早期凝固を促進する熱損失を許し、不適合なライニング材料から汚染物質を吸収します。これらの不具合はすべて、鋳造欠陥、スクラップの発生、生産停止時間に直結します。.
耐火物材料科学、熱システム工学、流体力学モデリング、構造製作です。この4つすべてが正しく実行されれば、樋は高スループットのアルミニウム鋳造ラインにおいて、目には見えないが重要な部分となる。.
工業用アルミニウム生産にはどのような種類の洗浄機があるのか?
工業用アルミ製移送用洗濯機は、機能、形状、設置方法によっていくつかの異なるカテゴリーに分類されます:
| 洗濯タイプ | 主要機能 | 典型的な長さ | 動作温度 |
|---|---|---|---|
| ストレート・チャンネル・ロンダリング | ポイント・ツー・ポイントのメルト・トランスファー | 1~20メートル | 700-760°C |
| カーブ/アングル洗濯機 | レイアウトに制約のある配線 | カスタム | 700-760°C |
| 暖房洗濯機(ガス/電気) | 熱を維持した長距離輸送 | 5~50メートル | 700-780°C |
| 断熱洗濯機(パッシブ) | 熱ロスを最小限に抑えた短時間輸送 | 1~10メートル | 680-750°C |
| 脱気洗濯 | インライン水素除去 | 2-8 メートル | 710-760°C |
| ろ過洗浄 | インライン・セラミック・フォーム・フィルター | 1~4メートル | 700-750°C |
| タンディッシュ/ディストリビューション・ロンダー | マルチストランドの鋳造分布 | カスタム | 700-770°C |
当社では、標準化されたベースモジュールとカスタマイズ可能なエンドコンフィギュレーションで、上記のすべてのカテゴリーを製造しています。例えば、加熱式とパッシブ絶縁式洗濯機の選択は、移送距離、周囲温度、合金感度、流量によって決まります。.
ロンダリング設計がアルミ鋳造の品質に直接影響するのはなぜか?
これは、アルミニウムの冶金学を理解しているバイヤーと、洗濯機を単純な配管部品として扱うバイヤーを分ける問題である。樋は中立的なパイプではありません。溶湯の冶金的状態に積極的に関与するものなのです。.

洗浄水路の乱流が酸化物インクルージョンを発生させるメカニズム
溶融アルミニウムは、その表面が大気に触れると直ちに酸化する。溶融物表面が乱されると、酸化速度は劇的に加速される。断面の急激な変化、過度の傾斜、または粗い内面を持つ不十分な設計の樋は、表面の酸化膜をバルク融液に折り込む乱流状態を作り出す。バイフィルムとして知られるこれらの折り畳まれた酸化皮膜は、アルミニウム鋳物において最も損傷を与える介在物の一種である。最終製品の引張強度、伸び、疲労寿命を低下させます。.
に掲載された。 インターナショナル・ジャーナル・オブ・メタルキャスティング は、メルト流速が0.5 m/sを超えると、流量制御対策を施さずに鋳造アルミニウム中のバイフィルムの含有量が60-120%増加することを実証しています。当社の洗浄システムは、流路断面、勾配角度、およびトランジション形状を精密に計算することにより、すべてのポイントにおいて0.3m/s以下の流速を目標に設計されています。.
移送中にメルト温度が目標温度を下回るとどうなるか?
移送中の温度損失は、単なる快適性の問題ではない。アルミニウム合金が液相線温度以下に冷却されると、樹枝状の固体ネットワークを形成し始める。その後再溶解する部分凝固でさえ、鋳造製品を弱くする酸化物の多いゾーンや微細構造の不均一性を残します。.
例えばアルミニウム合金6063の場合、液相線温度は約655℃、固相線温度は約615℃である。15mの移動中に溶湯を640℃まで降下させるような樋では、部分的に凝固した前面が形成され、それがより高温の受入金属と再混合する。その結果、鋳造機に入るメルト温度は一定せず、冷却速度、結晶粒構造、機械的特性がビレットごとにばらつくことになる。.
当社の加熱洗濯システムは、最大50メートルの搬送距離で±5℃以内の温度を維持します。これは、当社の監視システムが連続的に記録する内蔵熱電対アレイによって検証されています。.
アルミ製ランダーの耐火物ライニングに使用される材料とは?
耐火物ライニングは、溶融アルミニウムの洗浄装置において技術的に最も重要な部品です。耐火物ライニングは同時に、液体アルミニウムからの化学的攻撃への耐性、熱サイクル下での寸法安定性の維持、熱損失を最小限に抑えるための低い熱伝導性、そして溶融物への汚染物質の放出がないことが求められます。.
アルミニウム製洗濯機で一般的に使用される耐火物の比較
| 素材 | アルミニウム耐湿性 | 熱伝導率 (W/m-K) | 最高使用温度 | 標準的な耐用年数 |
|---|---|---|---|---|
| 溶融シリカ | 素晴らしい | 1.4–1.7 | 1050°C | 5-8年 |
| 高アルミナ質キャスタブル | グッド | 1.8–2.5 | 1400°C | 3-6年 |
| ケイ酸カルシウム板 | グッド | 0.12-0.18 | 870°C | 2~4年(バックアップ層) |
| 炭化ケイ素(SiC) | 素晴らしい | 15-25 | 1650°C | 8~12歳 |
| 窒化ホウ素コーティング | スーペリア | 30-60 | 2000°C+ | 基板による |
| 溶融アルミナ | 非常に良い | 2.0–3.5 | 1800°C | 4-8年 |
AdTechは、ほとんどの標準的なアプリケーションにおいて、溶融シリカを主要な流路ライニング材として使用しています。これは、アルミニウムの非濡れ性、熱膨張適合性、および10年間の使用における費用対効果の理想的なバランスを提供するためです。アグレッシブな高シリコン合金や高い加工温度を伴う用途には、当社の材料研究所が模擬生産条件下でテストしたSiC強化配合を指定しています。.
熱膨張適合性が生強度よりも重要な理由
調達チームによくある誤解は、耐火物は硬くて密度が高い方が常に良いというものです。アルミ製洗濯機の用途では、構造シェルと耐火物ライニング間の熱膨張の不一致により内部応力が発生し、亀裂、剥落、最終的にはライニングの破損につながります。当社のエンジニアリングチームは、洗濯機アセンブリの各材料層の熱膨張係数(CTE)を計算し、低温設置状態と使用温度間の熱サイクルに対応する伸縮継手の間隔を設計します。.
当社では、ライニングの仕様を確定する前に、有限要素法による熱モデリングで500回のヒートアップとクールダウンのシミュレーションを行っています。この予測的アプローチにより、複数の顧客設備において、ライニングの平均耐用年数を業界標準の3~5年から8~12年に延ばすことができました。.
アドテックはどのように仕様から設置までカスタム・ロンダリングシステムを設計するのか?
私たちのエンジニアリング・プロセスは、世界中の200を超えるカスタム・ロンダリング・プロジェクトで洗練された、構造化された方法論に従っています。このプロセスは、画一的なテンプレートではなく、各分野ごとに分析を行い、各クライアントの生産条件に合った独自のソリューションを生み出すものです。.
フェーズ1:現地調査とプロセス・データ収集
設計作業を開始する前に、当社のエンジニアリング・チームが収集します:
- 炉のタップ穴の高さと形状。.
- 鋳造機の注入口の高さと位置。.
- 利用可能な床面積と配線上の制約。.
- 処理中の合金組成。.
- 鋳造速度(kg/分またはトン/時間)
- 最大および最小メルト温度要件
- 既存のインフラ(ガス供給、電気容量、クレーンアクセス)
- 現地の周囲温度範囲。.
このデータ収集段階には、通常、新しい施設の場合、2~5日かかり、遠隔地からの書類審査と、当社の主任エンジニアによる現地訪問の両方が含まれます。.
フェーズ2:水理・熱モデリング
数値流体力学(CFD)ソフトウェアを使用して、提案された樋状形状の各セクションを通る溶融流挙動をモデル化した。このモデルは、流路長に沿った速度分布、表面乱流強度、滞留時間、および温度プロファイルを計算する。.
同時に、私たちの熱モデリングは、ライニング層を通る熱損失率、加熱セクションに必要なヒーター出力密度、最悪の周囲条件下での洗濯機出口の予想温度を計算します。.
このモデリングフェーズのアウトプットは、直接的に定義される:
- 水路断面寸法
- 傾斜角度(重力流の場合、通常1°~3)
- 発熱体のパワーと間隔
- 層別ライニング厚さ
- 熱電対モニタリングポイントの数と位置。.
フェーズ3:詳細機械設計
当社の洗濯機セクションの構造シェルは、使用環境に応じて軟鋼または304ステンレス鋼から製造されます。3DメカニカルモデリングにはSolidWorksを使用し、溶接順序、表面処理、寸法公差を指定した詳細な製作図面を作成します。.
各洗濯セクションは以下のように設計されている:
- 現場での組み立てと将来のメンテナンスのために、フランジ付きジョイントを採用。.
- クレーン設置用に、セクション重量の4倍に定格されたリフティングラグ。.
- メンテナンス清掃のため、低い位置にドレンプラグを設置。.
- 表面の酸化を抑えるためのカバーシステム(断熱リッドまたはガスパージカバー)。.
第4段階:製造と品質管理
すべての製造は、ISO 9001:2015品質管理手順のもと、当社の製造施設で行われています。主な品質管理チェックポイントは以下の通りです:
| QCチェックポイント | 方法 | 合格基準 |
|---|---|---|
| シェル溶接検査 | 目視+染色浸透探傷剤 | 亀裂ゼロ、気孔率ゼロ |
| シェルの寸法チェック | レーザー計測 | 2mスパンで±1mm |
| 耐火物混合比 | 重量測定 | 仕様の±2% |
| 硬化温度プロファイル | 熱電対ログ | 材料仕様書による |
| 発熱体抵抗 | オーム計 | 定格値の5%以内 |
| 最終組立リークテスト | 水圧テスト | 1.5×操作ヘッドで漏れゼロ |
フェーズ5:設置と試運転
当社のフィールドサービスチームは、位置決め、水平出し、炉や鋳造機との位置合わせ、加熱システムの接続、熱電対の配線、初加熱手順など、現場での設置を管理します。ファーストヒートアップは、耐火物ライニングから水分を追い出す、慎重に管理されたプロセスです。この工程を急ぐと、蒸気による亀裂が発生し、新しいライニングが溶融アルミニウムに接触する前に破壊される可能性があります。.
私たちの標準的なファースト・ヒートアップ・プロトコルは48時間から72時間かかり、ステップ・キュア・スケジュールに従います。.
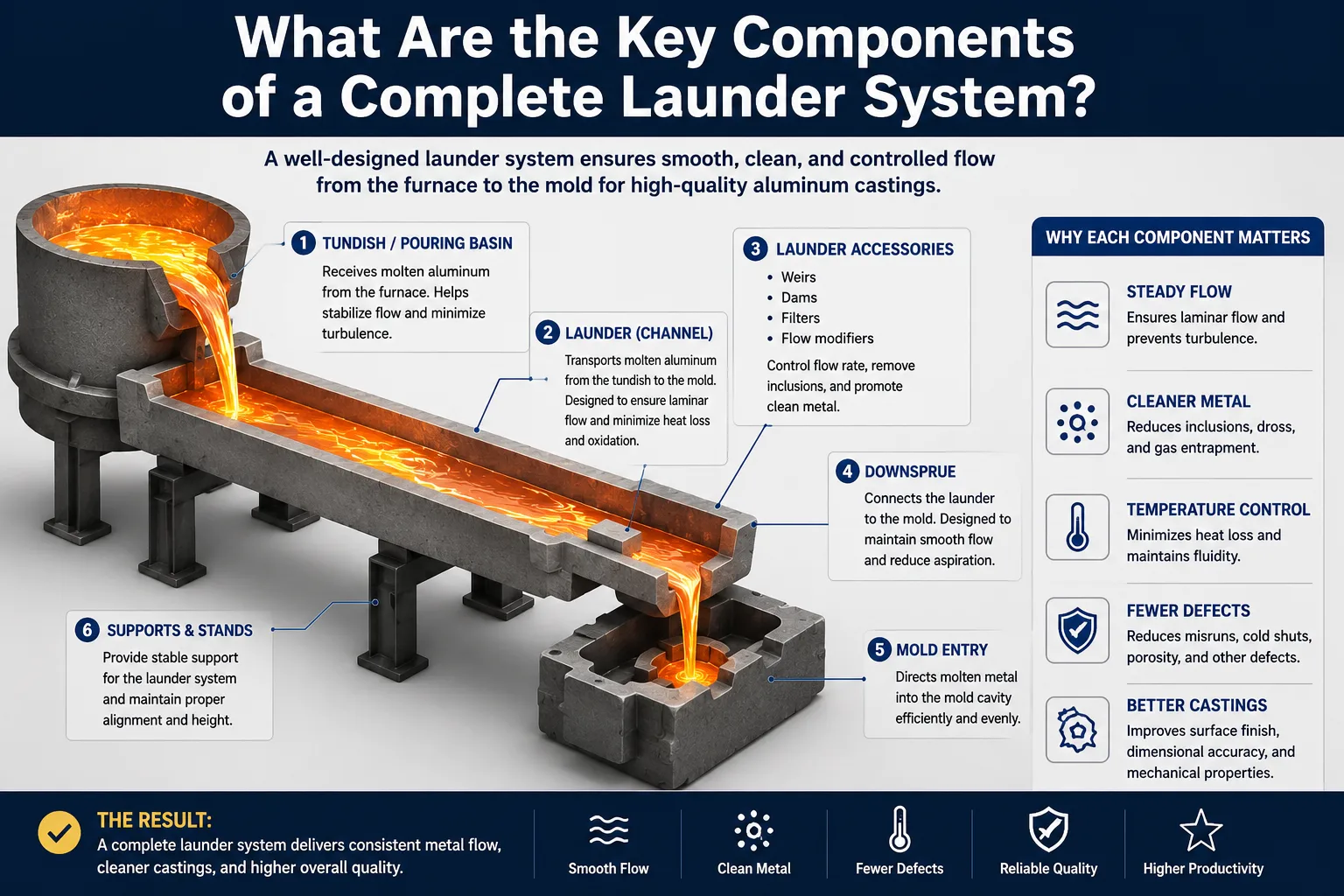
完全なロンダリングシステムの主な構成要素とは?
個々のコンポーネントを理解することは、エンジニアとバイヤーの双方がシステムの完成度を評価し、調達ギャップを避けるのに役立つ。.
| コンポーネント | 機能 | 素材オプション | サービス間隔 |
|---|---|---|---|
| 構造シェル | メカニカルハウジングとサポート | 軟鋼、304SS | 15~20年 |
| 一次耐火ライニング | 溶融物の封じ込めと耐薬品性 | 溶融シリカ、SiCキャスタブル | 8~12歳 |
| バックアップ断熱層 | 保温性 | ケイ酸カルシウム、セラミックファイバー | 5-8年 |
| 抵抗発熱体 | 温度維持 | SiCロッド、MoSi2エレメント、ガスバーナー | 2~5年 |
| 熱電対アセンブリ | 温度モニタリング | タイプK、タイプN熱電対 | 1~3年 |
| 洗濯カバー/蓋システム | 酸化還元、保温 | 鋳鉄、セラミックファイバーボード | 3-8年 |
| トランジション・スパウト | 炉から洗濯機、洗濯機から金型への接続 | 溶融シリカ、グラファイト | 1~3年 |
| ドレンプラグとゲート | 流量制御とメンテナンス排水 | グラファイト、SiC | 2~5年 |
| 監視とコントロールパネル | 温度調節とアラーム管理 | PLCベースの産業用コントローラ | 10~15年 |
| エキスパンション・ジョイント | 熱移動宿泊施設 | セラミックファイバーロープ、キャスタブル | 3-6年 |
洗濯機システムにおける断熱・暖房技術とは?
パッシブ断熱とアクティブ暖房:それぞれを選択するタイミング
受動的断熱は、熱損失を遅らせるために低導電性のバックアップ層に依存する。この方法は、移動距離が8メートル以下で、メルトフローレートが金属自体の熱量によって温度を維持するのに十分高い場合に有効である。設計の良い溶融シリカライニングとケイ酸カルシウムのバックアップを備えた、1時間当たり5トンを5メートル移動させる洗浄機は、外部加熱なしで温度を±10℃以内に維持できることが多い。.
アクティブヒーティングが必要になるのは、次のような場合だ:
- 転送距離は8~10メートルを超える。.
- 流量が変動したり、流量が少ない時期がある。.
- 合金の液相線温度は720℃以上。.
- 気温は季節によって5℃を下回る。.
- 8℃より厳しい温度均一性が要求される。.
アルミ製洗濯機の電気抵抗加熱
電気抵抗加熱では、炭化ケイ素(SiC)ロッドまたは二珪化モリブデン(MoSi2)エレメントをメルトチャンネルの上または横に取り付けます。SiCエレメントは、700~900℃の温度範囲で効果的に動作し、洗浄開始時に存在する湿気を含んだ雰囲気にも比較的耐性があるため、アルミニウム用途でより一般的に使用されています。.
長さ2メートルの典型的な加熱洗濯部では、熱損失を補い溶融温度を維持するために6~12kWの設置電力が必要です。当社の制御システムは、PID(比例積分微分)アルゴリズムを使用して、熱電対フィードバックに基づいてヒーター出力を調節し、ほとんどの用途で±3℃の温度制御を実現します。.
ガス燃焼式洗濯機暖房
天然ガスが豊富に供給され、電気容量が限られている施設では、ガス焚き洗濯物加熱は、洗濯水路の上に配置された放射バーナーを使用します。ガス焚きシステムは通常、電気システムよりもピーク時の加熱能力が高く、コールドスタート後や生産中断後の迅速な温度回復を必要とする用途に適しています。.
そのトレードオフは、ガス燃焼がメルト表面上に燃焼生成物を導入することである。水素吸収が懸念される用途では、燃焼雰囲気の管理がさらなる工学的課題となる。.
アルミニウム・ラウンダーの設計を管理する業界標準と認証とは?
評判の良いアルミニウム製造業者にとって、認知された規格への準拠はオプションではない。バイヤーは、洗濯機メーカーが以下の枠組みへの適合を証明できることを確認すべきである:
| 規格・仕様 | スコープ | ロンダリング・システムとの関連性 |
|---|---|---|
| ISO 9001:2015 | 品質マネジメントシステム | 製造品質管理 |
| ASTM C401 | アルミナ耐火物の分類 | ライニング材の分類 |
| ASTM C862 | 耐火性キャスタブル試料作製実習 | 養生および試験手順 |
| EN 1092-1 | フランジとジョイント | モジュラー接続用のフランジ設計 |
| NFPA 86 | オーブンと炉の規格 | 加熱システムの安全要件 |
| IEC 60079 | 爆発的な雰囲気 | 溶融金属付近での電気システムの安全性 |
| アルミニウム協会規格 | 合金とプロセスの仕様 | 合金固有の材料適合性 |
アドテックはISO 9001:2015認証を維持し、加熱エンクロージャのNFPA 86要件および溶融金属作業に隣接する危険区域の電気設備のIEC 60079に準拠した洗浄システムを設計しています。.
鋳造レイアウトに適した洗浄構成を選択するには?
構成の選択には、設備の物理的制約と生産プロセスの水力および熱的要件との適合が含まれます。以下の決定フレームワークは、主要な選択要素をまとめたものです:
洗濯構成選択マトリックス
| 施設状況 | 推奨構成 | 主な設計上の特徴 |
|---|---|---|
| 短い移送距離(< 5 m)、高流量 | パッシブ断熱ストレートランドリー | 厚い溶融シリカのライニング、ケイ酸カルシウムのバックアップ |
| ロング・トランスファー(> 15 m)、可変流量 | 電気ヒーターのモジュラー式洗濯機 | PID温度制御、SiC発熱体 |
| 高低差のある複雑なルーティング | トランジション・スパウト付きマルチセクション・カーブ・ラウンダー | CFDにより最適化されたベンド、デッドゾーンゼロ |
| インライン脱気が必要 | 回転式インペラハウジング付き脱気洗浄機 | インペラポート一体型、密閉カバーシステム |
| マルチストランド鋳造機 | タンディッシュ配給洗濯機 | 各ストランドへの均一なフロー分布 |
| 高純度合金製造 | セラミック・フォーム・フィルター・ボックスを備えたフィルター付き洗濯機 | 一体型フィルターハウジング、圧力損失モニタリング |
| 屋外または寒冷地での設置 | サーマルブランケット付き完全密閉式ヒーター式洗濯機 | 断熱強化、防霜暖房 |
私たちは、カタログの記述だけに基づいて樋の構成を選択しないよう、強くお勧めします。当社の経験によれば、一見同じように見える2つの施設でも、鋳造リズム、合金配合、オペレーターの作業方法の違いにより、生産条件が根本的に異なる樋の設計が必要になることがあります。.
カスタムアルミロンダーシステムの総所有コストは?
調達チームは、ロンダリングシステムを初期購入価格で比較することが多いが、これは意思決定の根拠に乏しい。10年間の運用期間における総所有コスト(TCO)を比較すると、まったく異なることがわかる。.
10年間のTCO内訳:アドテック加熱ロンダリング対ジェネリックサプライヤー
| コスト・カテゴリー | アドテック・ロンダリング | 汎用サプライヤー・ロンダリング |
|---|---|---|
| 初回購入価格 | $85,000–$120,000 | $45,000–$65,000 |
| 設置と試運転 | $12,000–$18,000 | $10,000–$15,000 |
| 難治性リライン(10年) | 9~10年目に再手術1回:$15,000ドル | 3年目、5年目、7年目、9年目に3~4回の再手術:1TP4.5~1TP4.6万円 |
| エネルギーコスト(暖房、10年間) | $28,000–$35,000 | $38,000~$50,000(断熱効率の低いもの) |
| メンテナンスとパーツ | $8,000–$12,000 | $18,000–$28,000 |
| スクラップ・ロス(減少) | ベースライン | +$40,000-$80,000 の追加スクラップ |
| 10年間のTCO | $148,000–$200,000 | $196,000–$308,000 |
上記の数字は、一般的なロンダリングサプライヤーからアドテックシステムに移行した顧客の実際の運用データに基づいています。圧倒的なコスト削減は、ライニング寿命の延長と鋳物スクラップの削減によるもので、購入価格の差そのものによるものではありません。.
アドテックのラウンダー・システムは、競合他社と比較してどのようなパフォーマンスを見せているか?
中国、欧州、北米の複数のサプライヤーが溶融アルミニウム洗浄システムを提供していることは承知しています。根拠のない主張をするのではなく、バイヤーが工場での試験や第三者機関による監査を通じて確認できる客観的な性能パラメータを提示します。.
パフォーマンス比較:主要指標
| パフォーマンス指標 | アドテックシステム | 業界平均 | プレミアム・ヨーロピアン・システム |
|---|---|---|---|
| 温度均一性(10m以上) | ±5°C | ±15°C | ±5-8°C |
| ライニングの耐用年数 | 8~12歳 | 3~5年 | 6~10年 |
| 酸化物インクルージョンの生成 | < 0.5 mg/kg 溶融 | 2-5 mg/kg 溶融 | < 1 mg/kg 溶融 |
| ライニングによるアルミニウム吸収 | <0.1%/ヒート | 0.3~0.8%/ヒート | < 0.15%/ヒート |
| モジュール納期 | 6~10週間 | 10~16週間 | 12~20週間 |
| カスタマイズ可能 | フルカスタム | 限定 | フルカスタム |
| アフターサービス対応 | 24時間 | 変動あり | 48~72時間 |
酸化物包有物は鋳造欠陥率に直結するため、酸化物包有物発生データは特に重要である。当社のロンダ形状設計、ライニング表面品質、およびカバーシステム設計は、溶融物表面の乱れと大気暴露を最小限に抑えるために連携しています。.
一般的な故障モードとその防止方法とは?
故障モードを理解することは、メンテナンス・スケジュールを設計するエンジニアにとっても、サプライヤーの品質を評価する調達マネージャーにとっても不可欠である。.
アルミニウム洗浄システムの故障モード解析
| 故障モード | 根本原因 | 予防法 | 検出方法 |
|---|---|---|---|
| 耐火物クラッキング | 始動時の熱衝撃、不適切な硬化 | 制御されたヒートアップ・プロトコル、正しい材料選択 | 目視検査、熱電対の異常 |
| アルミニウムのライニングへの浸透 | ひび割れ、多孔質ライニング、ケミカル・アタック | 高密度溶融シリカ、非濡れ性コーティング | キャンペーン後のコアサンプル分析 |
| ヒーターエレメントの焼損 | 過熱、機械的損傷、湿気 | 適切な硬化、エレメント定格の選択 | 抵抗モニタリング、目視チェック |
| ベンド部での酸化物の蓄積 | 乱流、デッドゾーン | CFDで最適化された形状、定期的なクリーニング | 流量モニタリング、目視検査 |
| シェルの歪み | 関節からの過度の熱損失、不十分なサポート | 適切な伸縮継手の設計、構造解析 | 寸法調査 |
| 熱電対ドリフト | 汚染、老化 | 校正スケジュール、保護シース | 複数センサー間の相互参照 |
| 継ぎ目からの漏れ | 不適切なシーリング、熱サイクルによる損傷 | セラミックロープガスケット、適切なボルトトルク | 目視検査、洗濯中の金属探知機 |
当社では、上記のすべての故障モードをカバーする四半期ごとの保守点検プロトコルを推奨しています。当社のサービス・チームは、構造化された検査チェックリストをお客様に提供し、大規模な設備については、熱電対の再校正、接合部の再シール、ライニングの状態評価を含む年間サービス契約を提供しています。.
溶融アルミニウム洗浄システムはどのように設置され、試運転されるのか?
インストール前の必要条件
設置チームが現場に到着する前に、以下の条件が整っている必要があります:
- 土木基礎工事が完了し、養生される(コンクリートは28日目の強度)。.
- 取付ブラケットを溶接し、最終的な高さに炉のタップ穴を設ける。.
- 洗濯機の位置から2メートル以内に電気配線を引く。.
- ガス供給(該当する場合)は洗濯機の位置から1メートル以内。.
- 最低定格容量2トンのクレーンまたはフォークリフトが利用可能。.
- 安全な作業区域を確保し、バリケードを設置。.
- クライアントのオペレーション・スーパーバイザーがプロセスの調整にあたる。.
ステップ・バイ・ステップのインストール手順
ステップ1:位置決めと水平出し - 個々の洗濯機セクションは、事前に調査された支持ブラケットに設置され、精密シムを使用して0.5mm/m以内に水平にされる。.
ステップ2:セクションの結合 - フランジ接続は、指定されたトルク値に圧縮されたセラミックファイバーロープガスケットで行われる。トルク不足の接合部では漏れが生じ、トルク過多の接合部では耐火物にひびが入る。.
ステップ3:カバーシステムの設置 - 洗濯機の蓋やカバーの位置を決め、その昇降/ヒンジ機構がスムーズに作動するかテストする。.
ステップ4:電気接続 - 発熱体のリード線、熱電対の延長ケーブル、制御盤の配線は、通電前に接続され、連続性が確認される。.
ステップ5:最初の乾燥サイクル - 洗濯機は常温から150℃まで加熱され、8時間保持された後、300℃まで8時間、600℃まで12時間、そして最後に750℃まで4時間保持される。各段階で温度を保持することで、ライニングを破壊する蒸気圧を発生させることなく、水分や化学的に結合した水を徐々に逃がすことができる。.
ステップ6:最初の金属トライアル - 新しく試運転された樋を通る溶融アルミニウムの最初のチャージは、全運転チームが立ち会う中、流量を減らして実施する必要があります。当社の試運転エンジニアは、熱電対の測定値をモニターし、樋の出口に乱流や冷えた金属の兆候がないか目視で検査し、制御システムの応答を確認します。.
よくある質問 (FAQ)
1.アドテックのカスタムアルミロンダシステムの最小注文数はどのくらいですか?
アドテックでは、カスタム洗濯機の最低注文数量の制限は設けておりません。2メートルのトランジション・スパウト1本でも、40メートルの加熱式樋ネットワーク一式でも、当社は各プロジェクトを個別にエンジニアリングします。完全なエンジニアリング設計、製造、試運転サービスの最小プロジェクト範囲は、炉と鋳造または脱ガスユニットを接続する1つの完全な樋です。交換用ライニングキットまたは予備発熱体のみをご購入のお客様には、最小数量に関する制限はありません。お客様のプロセスパラメーターをセールス・エンジニアリング・チームにご連絡いただければ、5営業日以内にプロジェクトに応じたお見積もりを提示いたします。.
2.カスタム・ロンダリングシステムは発注から納品までどのくらいかかりますか?
全長10~20メートルの標準的な加熱式洗濯機システムの場合、注文確定から工場出荷可能な状態までのリードタイムは通常8~12週間です。これには、詳細なエンジニアリングの確定に2週間、シェルの製作と耐火物の設置に4~6週間、品質管理検査と出荷前試験に2週間が含まれます。脱気またはろ過モジュールが統合された非常に複雑なマルチセクションシステムでは、14~18週間を要する場合があります。特に生産開始期限のあるお客様には、プロジェクト全体のスケジュールを短縮するため、正式発注前にエンジニアリング段階を開始することをお勧めします。.
3.アドテックの洗浄システムは、高マグネシウムや高シリコンを含むすべてのアルミニウム合金を扱うことができますか?
はい、しかし材料仕様は特定の合金化学を反映する必要があります。高マグネシウム合金(Mg含有量 > 3%)は、マグネシウムが運転温度でシリカと反応し、ライニング表面を劣化させるケイ酸マグネシウム化合物を形成するため、従来の溶融シリカライニングに攻撃的な化学的攻撃を与える。5182や5083のような高マグネシウム合金の場合、溶融シリカの代わりにカルシウムアルミネートまたはアルミナ-スピネルキャスタブルライニングを指定します。高シリコン合金(Si > 12%)は、一般的に溶融シリカライニングに適合します。新規顧客のライニング仕様を確定する前に、合金組成の全データを要求する。.
4.アドテックの洗濯機温度モニターシステムには、どのような熱電対が使用されていますか?
当社では、750℃までの用途にはタイプK熱電対(クロメル-アルミ)を、長期的な精度が優先される用途や断続的に850℃に達する用途にはタイプN熱電対(ニクロシル-ニシル)を使用しています。N型熱電対はK型熱電対に比べて高温でのドリフト耐性に優れているため、校正間隔が6ヶ月を超える加熱洗浄用途に適しています。すべての熱電対は、溶融アルミニウム付近の腐食性雰囲気に耐えるために、鉱物絶縁(MI)ケーブル構造とセラミック保護管で供給されます。当社の標準監視パネルは、1分間隔で熱電対データを記録し、お客様がプログラム可能なアラーム設定値を備えています。.
5.確実な重力流に必要な洗濯機の勾配はどのように計算しますか?
勾配の計算には3つの主要な入力が必要である:メルト流量(kg/分)、流路断面積、およびメルト粘度(ほとんどのアルミニウム合金では720℃で約1.2 mPa・s)。非ニュートン挙動補正に適合させたマニング方程式を用いて、我々の水理モデルは0.2~0.4 m/sの流速を目標としている。この流速範囲は、スムーズな層流から遷移流を維持しながら、デッドゾーン(流速0.5 m/sは酸化物の巻き込みを発生)の両方を防止する。典型的な計算勾配は1°から3°の範囲であり、具体的な値は水路の幅と深さに依存する。水理計算を行わずに、経験則に基づく勾配を使用することは推奨しない。.
6.生産キャンペーンとキャンペーンの間に洗濯機をクリーニングする最良の方法は何ですか?
最も効果的な洗浄手順は、樋がまだ作動温度である間に、ドレンプラグを通して残留アルミニウムを排出し、その後、ライニングがまだ200℃以上である間に、乾燥した耐火物スクレーパーツールを使用して凍結スカルを除去することです。高温の洗濯機に水や水性洗浄剤を絶対に使用しないでください。湿式洗浄や検査作業の前に、樋を80℃以下に冷却してください。屈曲部やトランジション・ポイントに頑固なスカルが蓄積している場合は、プライマリー・ライニングの表面を傷つけないように注意しながら、マイルドな空気圧のチッピング・ツールを使用することができます。主要なキャンペーンが終了するたびに、内部を目視検査し、経年変化の傾向を写真で記録することをお勧めします。.
7.アドテックの洗浄システムは、既存の脱気装置やオンラインろ過ボックスと統合できますか?
回転インペラ式脱気装置やセラミックフォーム濾過ボックスなどの脱気装置との統合は、当社のモジュール式洗濯機の標準設計です。当社では、デッドゾーンや乱流を発生させることなく、樋の出口と脱気ユニットの入口を接続するトランジションセクションを設計しています。セラミック発泡濾過には、樋と同じ溶融シリカライニングでプレキャストされた一体型フィルターボックスハウジングを提供します。フィルターボックスは、封入物の除去目標に応じて、30、40、50、60孔/インチ(PPI)の発泡フィルターを収容できるサイズです。当社のエンジニアリングチームは、脱気装置メーカーの仕様と寸法インターフェイスを調整します。.
8.加熱式アルミ洗濯機の設置にはどのような安全システムが必要ですか?
NFPA86および地域の安全規制は、通常、加熱式アルミ製洗濯機に以下のシステムを要求する:(1) 熱電対の読み取り値が設定値を30℃以上超えた場合に加熱エレメントへの通電を停止する高温過昇温カットアウトスイッチ、(2) 洗濯機と主制御盤の2箇所からアクセス可能な非常用電源カットオフ、(3) 洗濯機の下に設置された溶融金属検出センサーによるライニング破断時のアラーム、(4) 洗濯機が乾燥硬化プロトコルを完了するまで加熱エレメントの起動を防止するインターロック、(5) 洗濯機シェル外装から500mm以内のすべての配線に対する耐火性ケーブル絶縁。当社は、すべての電気システムをIEC 60364に準拠して設計し、お客様の安全担当者によるレビュー用に完全な電気回路図を提供します。.
9.アドテックは、現地にサービス拠点がない国のクライアントをどのようにサポートしていますか?
当社の国際的なサービス・モデルは、デジタル・リモート・サポートと、当社が常設オフィスを置いていない地域での訓練を受けた現地サービス・パートナー・ネットワークの組み合わせを使用しています。試運転サポートでは、当社のエンジニアが設置場所に関係なく出張します。試運転後は、クラウドに接続されたコントロールパネル・オプションを通じて、24時間365日の遠隔監視サポートを提供し、熱電対データとアラーム・ステータスを当社のエンジニアリング・チームにリアルタイムで送信します。このモデルにより、東南アジア、中東、アフリカ、南米での洗濯機の設置に成功しています。スペアパーツは、戦略的な場所にある保税倉庫に保管され、ほとんどの目的地に5~7営業日以内に配達されます。.
10.アドテックのカスタムロンダリングシステムにはどのような文書が付属していますか?
すべてのアドテック洗濯機システムは、以下を含む完全な文書パッケージとともに納品されます:(1) PDFおよびDXF形式の完全な機械組立図、(2) 電気回路図および配線図、(3) 耐火物材料データシートおよび適合証明書、(4) 最初のヒートアップおよびドライアウト手順書、(5) お客様のご要望の言語による操作およびメンテナンスマニュアル、(6) アドテックの部品番号が記載されたスペアパーツリスト、(7) 工場からのテストデータが記載された品質管理検査報告書、(8) ISO 9001:2015適合証明書、(9) 梱包リストおよび出荷書類。また、顧客ポータルを通じてすべての文書のデジタル版を提供し、洗濯機の耐用年数を通じてアクセスできるようにしています。.
要約:アドテックのカスタム・ロンダリング・エンジニアリングが重要な理由
アルミニウム溶湯移送洗浄システムは、汎用製品ではありません。その性能は、溶湯の品質、鋳造の生産性、そしてお客様のアルミニウム生産事業の総コストを直接決定します。アドテックでは、材料科学の専門知識、計算工学ツール、そして10年以上にわたる現場での設置経験を結集し、業界のベンチマークを常に上回る洗浄システムを設計しています。.
低スペックのロンダリングシステムから移行した当社の顧客は、15-40%の鋳造スクラップ率の削減、ライニングの使用間隔の3年から8年以上への延長、より厳しい鋳造公差を直接サポートする温度均一性の改善を報告しています。これらは理論的な予測ではありません。これらは、4大陸にまたがる操業中のアルミニウム工場で実証された結果です。.
新規鋳造ラインの洗浄オプションの評価、既存設備のアップグレード、または繰り返し発生する溶融品質問題のトラブルシューティングをお考えの場合は、プロセス・パラメーターを添えて当社のエンジニアリング・チームにご連絡ください。当社では、お客様のアプリケーションにとって最も重要な設計要素を特定する、無償の予備エンジニアリング評価を提供しています。.
