AdTech's custom système de lavage pour le transfert de l'aluminium fondu représente la solution la plus avancée pour le transport sûr, efficace et sans contamination de l'aluminium liquide dans les opérations modernes de fusion et de coulée de l'aluminium. Notre système d'ingénierie systèmes de blanchiment combinent des canaux à revêtement réfractaire, une gestion thermique de précision et des capacités de configuration modulaire pour réduire les pertes par oxydation de l'aluminium jusqu'à 35%, maintenir la température de fusion à ±5°C et prolonger la durée de vie au-delà de 10 ans dans des conditions industrielles continues.
Si votre projet nécessite l'utilisation du blanchiment par transfert d'aluminium, vous pouvez nous contacter pour un devis gratuit.
Qu'est-ce qu'un système de lavage par transfert d'aluminium fondu ?
Un système de transfert d'aluminium en fusion est un réseau de canaux spécialement conçu pour transporter de l'aluminium liquide à des températures comprises entre 680°C et 780°C d'un four de maintien ou de fusion vers une machine de coulée, une unité de dégazage ou une station de filtration, sans compromettre la chimie ou la température de la matière fondue. Contrairement aux simples auges ou aux poches de coulée manipulées manuellement, un système de blanchiment technique est un composant d'infrastructure permanent ou semi-permanent qui s'intègre à la ligne de production de coulée en tant que conduit de flux continu.
Chez AdTech, nous avons passé plus d'une décennie à affiner notre méthodologie d'ingénierie de blanchiment. Le défi fondamental auquel nos clients sont confrontés est que l'aluminium en fusion est chimiquement réactif, thermiquement sensible et structurellement exigeant pour tout matériau contenant de l'aluminium. Un canal mal conçu crée des turbulences qui entraînent des oxydes, permet une perte de chaleur qui favorise une solidification prématurée et absorbe des contaminants provenant de matériaux de revêtement incompatibles. Chacun de ces modes de défaillance entraîne directement des défauts de moulage, la production de déchets et des arrêts de production.
Le système de lavage relève ces défis grâce à quatre disciplines techniques intégrées : la science des matériaux réfractaires, l'ingénierie des systèmes thermiques, la modélisation de la dynamique des fluides et la fabrication des structures. Lorsque ces quatre disciplines sont exécutées correctement, le système de lavage devient un élément invisible mais essentiel d'une ligne de coulée d'aluminium à haut rendement.
Quels sont les types de lessivage qui existent dans la production industrielle d'aluminium ?
Les lavoirs de transfert industriels en aluminium se répartissent en plusieurs catégories distinctes en fonction de leur fonction, de leur géométrie et de leur méthode d'installation :
| Type de lavage | Fonction principale | Longueur typique | Température de fonctionnement |
|---|---|---|---|
| Lavage en canal droit | Transfert de fonte point à point | 1-20 mètres | 700-760°C |
| Lavage courbé/angulaire | Routage en fonction de l'agencement | Sur mesure | 700-760°C |
| Lave-linge chauffé (gaz/électrique) | Transfert à longue distance avec maintien de la chaleur | 5-50 mètres | 700-780°C |
| Laverie isolée (passive) | Transferts courts avec perte de chaleur minimale | 1-10 mètres | 680-750°C |
| Dégazage Lavage | Élimination de l'hydrogène en ligne | 2-8 mètres | 710-760°C |
| Filtration Lavage | Filtration en ligne par mousse céramique | 1-4 mètres | 700-750°C |
| Tundish/Distribution Launder | Distribution de la coulée multi-brins | Sur mesure | 700-770°C |
Nous fabriquons toutes les catégories énumérées ci-dessus avec des modules de base standardisés et des configurations finales personnalisables. Le choix entre un laveur chauffé et un laveur isolé passif, par exemple, dépend de la distance de transfert, de la température ambiante, de la sensibilité de l'alliage et du débit, autant d'éléments que notre équipe d'ingénieurs calcule avant le début de la fabrication.
Pourquoi la conception du lavage affecte-t-elle directement la qualité de la coulée d'aluminium ?
C'est la question qui sépare les acheteurs qui comprennent la métallurgie de l'aluminium de ceux qui considèrent le lave-linge comme un simple élément de plomberie. Le laveur n'est pas un tuyau neutre. Il participe activement à l'état métallurgique de votre fonte.

Comment la turbulence dans le canal de lavage génère des inclusions d'oxyde
L'aluminium en fusion s'oxyde immédiatement lorsque sa surface entre en contact avec l'atmosphère. Le taux d'oxydation s'accélère considérablement lorsque la surface de la fonte est perturbée. Un laveur mal conçu avec des changements brusques de section, une pente excessive ou des surfaces intérieures rugueuses crée des conditions d'écoulement turbulentes qui replient les films d'oxyde de surface dans la masse fondue. Ces films d'oxyde repliés, connus sous le nom de bifilms, sont parmi les types d'inclusion les plus dommageables dans les pièces moulées en aluminium. Ils réduisent la résistance à la traction, l'allongement et la durée de vie en fatigue du produit final.
Recherche publiée dans le Journal international de la fonderie démontre que la teneur en bifilm dans l'aluminium moulé augmente de 60-120% lorsque la vitesse d'écoulement de la matière fondue dépasse 0,5 m/s sans mesures de contrôle de l'écoulement. Nos systèmes de lavage sont conçus avec des objectifs de vitesse d'écoulement inférieurs à 0,3 m/s en tout point, grâce à un calcul précis de la section transversale du canal, de l'angle de la pente et de la géométrie de la transition.
Que se passe-t-il lorsque la température de la matière fondue tombe en dessous de la valeur cible pendant le transfert ?
La perte de température pendant le transfert n'est pas seulement un problème de confort. Lorsque les alliages d'aluminium se refroidissent en dessous de leur température de liquidité, ils commencent à former des réseaux solides dendritiques. Même les événements de solidification partielle qui sont ensuite refondus laissent derrière eux des zones riches en oxyde et une hétérogénéité microstructurale qui affaiblit les produits coulés.
Pour l'alliage d'aluminium 6063, par exemple, la température du liquidus est d'environ 655°C et celle du solidus d'environ 615°C. Un laveur qui permet à la matière fondue de descendre à 640°C pendant un transfert de 15 mètres crée un front partiellement solidifié qui se remélange ensuite avec le métal entrant plus chaud. Il en résulte une température de fusion irrégulière à l'entrée de la machine de coulée, ce qui entraîne une variation de la vitesse de refroidissement, de la structure du grain et des propriétés mécaniques d'une billette à l'autre.
Nos systèmes de lavage chauffés maintiennent la température à ±5°C sur des distances de transfert allant jusqu'à 50 mètres. Cela est vérifié par des réseaux de thermocouples intégrés que nos systèmes de surveillance enregistrent en permanence.
Quels sont les matériaux utilisés pour le revêtement réfractaire des fours à aluminium ?
Le revêtement réfractaire est l'élément le plus critique d'un point de vue technique dans un laveur d'aluminium fondu. Il doit à la fois résister aux attaques chimiques de l'aluminium liquide, conserver sa stabilité dimensionnelle sous l'effet des cycles thermiques, offrir une faible conductivité thermique pour minimiser les pertes de chaleur et ne pas rejeter de contaminants dans la matière fondue.
Comparaison des matériaux réfractaires couramment utilisés dans les fours de coulée d'aluminium
| Matériau | Aluminium Résistance au mouillage | Conductivité thermique (W/m-K) | Température de service maximale | Durée de vie typique |
|---|---|---|---|---|
| Silice fondue | Excellent | 1.4–1.7 | 1050°C | 5-8 ans |
| Coulée à haute teneur en alumine | Bon | 1.8–2.5 | 1400°C | 3-6 ans |
| Panneau de silicate de calcium | Bon | 0.12-0.18 | 870°C | 2-4 ans (couche de sauvegarde) |
| Carbure de silicium (SiC) | Excellent | 15-25 | 1650°C | 8-12 ans |
| Revêtement de nitrure de bore | Supérieure | 30-60 | 2000°C+ | Dépend du substrat |
| Alumine fondue | Très bon | 2.0–3.5 | 1800°C | 4-8 ans |
AdTech utilise la silice fondue comme principal matériau de revêtement des canaux dans la plupart des applications standard, car elle offre l'équilibre idéal entre le comportement non mouillant de l'aluminium, la compatibilité avec la dilatation thermique et la rentabilité sur un horizon de service de 10 ans. Pour les alliages agressifs à haute teneur en silicium ou les applications impliquant des températures de traitement élevées, nous spécifions des formulations améliorées au SiC que notre laboratoire de matériaux a testées dans des conditions de production simulées.
Pourquoi la compatibilité avec la dilatation thermique est-elle plus importante que la résistance brute ?
Les équipes chargées des achats pensent souvent à tort qu'un matériau réfractaire plus dur et plus dense est toujours meilleur. Dans les applications de laveurs d'aluminium, les écarts de dilatation thermique entre l'enveloppe structurelle et le revêtement réfractaire créent des tensions internes qui entraînent des fissures, des écaillages et, en fin de compte, une défaillance du revêtement. Notre équipe d'ingénieurs calcule le coefficient de dilatation thermique (CTE) pour chaque couche de matériau dans l'assemblage de la laverie et conçoit l'espacement des joints de dilatation pour tenir compte du cycle thermique entre l'état d'installation à froid et la température de fonctionnement.
Nous utilisons la modélisation thermique par éléments finis pour simuler 500 cycles d'échauffement et de refroidissement avant de finaliser les spécifications du revêtement. Cette approche prédictive nous a permis de prolonger la durée de vie moyenne des revêtements de 3 à 5 ans, la norme de l'industrie, à 8 à 12 ans dans les installations de plusieurs clients.
Comment AdTech conçoit-il un système de blanchiment sur mesure, de la spécification à l'installation ?
Notre processus d'ingénierie suit une méthodologie structurée que nous avons affinée dans le cadre de plus de 200 projets de blanchiment sur mesure dans le monde entier. Il ne s'agit pas d'un modèle unique, mais d'une analyse discipline par discipline qui produit une solution unique pour les conditions de production de chaque client.
Phase 1 : Enquête sur le site et collecte de données sur le processus
Avant de commencer le travail de conception, notre équipe d'ingénieurs recueille des informations :
- Hauteur et géométrie du trou de coulée du four.
- Hauteur et emplacement de l'entrée de la machine à couler.
- Espace disponible et contraintes d'acheminement.
- Compositions d'alliages en cours de traitement.
- Taux de coulée (kg/min ou tonnes/heure)
- Exigences en matière de température de fusion maximale et minimale
- Infrastructure existante (approvisionnement en gaz, capacité électrique, accès aux grues)
- Plage de température ambiante locale.
Cette phase de collecte de données dure généralement de 2 à 5 jours pour une nouvelle installation et comprend à la fois l'examen de documents à distance et une visite sur place par notre ingénieur en chef.
Phase 2 : Modélisation hydraulique et thermique
À l'aide d'un logiciel de dynamique des fluides numérique (CFD), nous modélisons le comportement de l'écoulement de la matière fondue à travers chaque section de la géométrie proposée pour les laveurs. Le modèle calcule la distribution de la vitesse, l'intensité des turbulences de surface, le temps de séjour et le profil de température sur toute la longueur du canal.
Simultanément, notre modélisation thermique calcule les taux de perte de chaleur à travers les couches de revêtement, la densité de puissance requise pour les sections chauffées et la température attendue à la sortie du laveur dans les conditions ambiantes les plus défavorables.
Les résultats de cette phase de modélisation définissent directement :
- Dimensions de la section transversale du canal
- Angle de la pente (généralement 1°-3° pour un écoulement par gravité)
- Puissance et espacement des éléments chauffants
- Épaisseur de la doublure par couche
- Nombre et emplacement des points de contrôle des thermocouples.
Phase 3 : Conception mécanique détaillée
L'enveloppe structurelle de nos sections de lavage est fabriquée en acier doux ou en acier inoxydable 304, en fonction de l'environnement d'exploitation. Nous utilisons SolidWorks pour la modélisation mécanique en 3D et produisons des plans de fabrication détaillés qui précisent les séquences de soudage, les traitements de surface et les tolérances dimensionnelles.
Chaque section de lavage est conçue avec :
- Joints à brides pour l'assemblage sur le terrain et l'accès futur à la maintenance.
- Œillets de levage d'un poids égal à 4 fois le poids de la section pour l'installation d'une grue.
- Bouchons de vidange aux points bas pour le nettoyage d'entretien.
- Systèmes de couverture (couvercles isolants ou couvercles de purge de gaz) pour réduire l'oxydation de la surface.
Phase 4 : Fabrication et contrôle de la qualité
Toute la fabrication est effectuée dans notre usine de fabrication selon les procédures de gestion de la qualité ISO 9001:2015. Les principaux points de contrôle de la qualité sont les suivants
| Point de contrôle du CQ | Méthode | Critère d'acceptation |
|---|---|---|
| Inspection des soudures de la coque | Pénétrant visuel + colorant | Zéro fissure, zéro porosité |
| Contrôle dimensionnel de la coque | Mesure laser | ±1 mm sur toute portée de 2 mètres |
| Rapport de mélange des réfractaires | Gravimétrique | ±2% de la spécification |
| Profil de température de polymérisation | Journal du thermocouple | Selon la fiche technique du matériau |
| Résistance de l'élément chauffant | Ohmmètre | Dans la limite de 5% de la valeur nominale |
| Test d'étanchéité de l'assemblage final | Essai de pression d'eau | Zéro fuite à 1,5 fois la hauteur de charge |
Phase 5 : Installation et mise en service
Notre équipe de service sur site gère l'installation sur place, y compris le positionnement, le nivellement, l'alignement avec le four et la machine de coulée, la connexion des systèmes de chauffage, le câblage des thermocouples et les procédures de premier échauffement. Le premier chauffage est un processus soigneusement géré qui élimine l'humidité du revêtement réfractaire. Si l'on précipite cette étape, on provoque des fissures induites par la vapeur qui peuvent détruire un nouveau revêtement avant même qu'il n'entre en contact avec l'aluminium en fusion.
Notre protocole standard de premier chauffage dure de 48 à 72 heures et suit un programme de température de séchage par étapes que nous fournissons par écrit à l'équipe opérationnelle de chaque client.
Quels sont les éléments clés d'un système de blanchiment complet ?
La compréhension des différents composants permet aux ingénieurs et aux acheteurs d'évaluer l'exhaustivité du système et d'éviter les lacunes en matière d'approvisionnement.
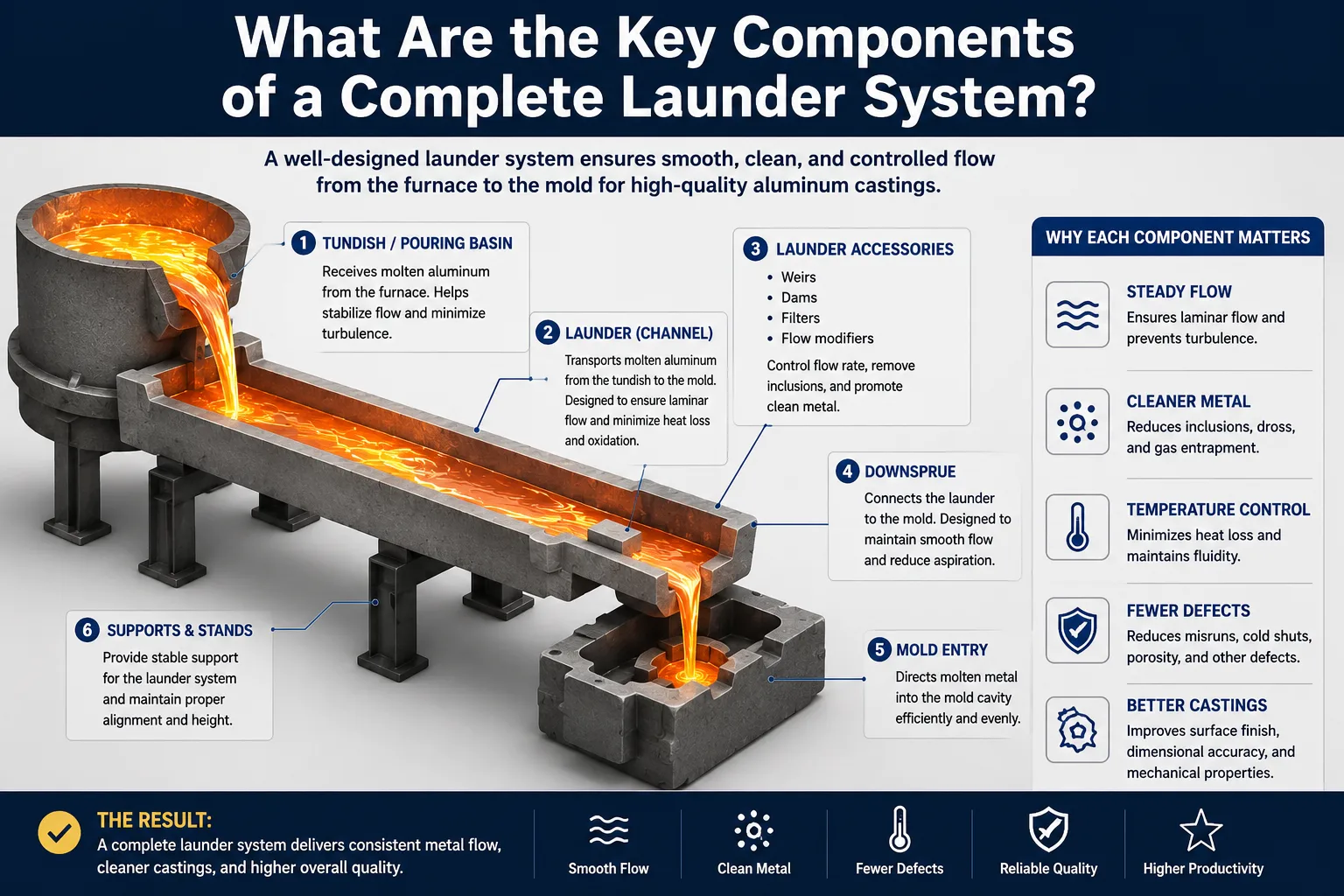
| Composant | Fonction | Options de matériaux | Intervalle de service |
|---|---|---|---|
| Coquille structurelle | Boîtier et support mécanique | Acier doux, 304SS | 15-20 ans |
| Revêtement réfractaire primaire | Confinement de la fonte et résistance aux produits chimiques | Silice fondue, SiC castable | 8-12 ans |
| Couche d'isolation de secours | Rétention de la chaleur | Silicate de calcium, fibre céramique | 5-8 ans |
| Éléments chauffants à résistance | Maintien de la température | Barres de SiC, éléments de MoSi2, brûleurs à gaz | 2-5 ans |
| Assemblages de thermocouples | Contrôle de la température | Thermocouples de type K, type N | 1-3 ans |
| Système de couverture/couvercle de lavage | Réduction de l'oxydation, rétention de la chaleur | Fonte, panneau de fibres céramiques | 3-8 ans |
| Becs de transition | Connexions entre le four et le blanchisseur et entre le blanchisseur et le moule | Silice fondue, graphite | 1-3 ans |
| Bouchons et vannes de vidange | Contrôle du débit et drainage d'entretien | Graphite, SiC | 2-5 ans |
| Panneau de contrôle et de surveillance | Régulation de la température et gestion des alarmes | Contrôleur industriel basé sur un PLC | 10-15 ans |
| Joints de dilatation | Mouvement thermique logement | Corde en fibre céramique, coulable | 3-6 ans |
Comment les technologies d'isolation thermique et de chauffage fonctionnent-elles dans les systèmes de blanchiment ?
Isolation passive ou chauffage actif : Quand choisir l'un ou l'autre
L'isolation passive repose sur des couches de soutien à faible conductivité pour ralentir la perte de chaleur. Cette approche fonctionne bien pour les distances de transfert inférieures à 8 mètres et lorsque le débit de la matière fondue est suffisamment élevé pour maintenir la température grâce au contenu thermique du métal lui-même. Un laveur déplaçant 5 tonnes par heure sur 5 mètres avec un revêtement en silice fondue bien conçu et une couche de silicate de calcium peut souvent maintenir la température à ±10°C sans aucun chauffage externe.
Le chauffage actif devient nécessaire lorsque
- La distance de transfert est supérieure à 8-10 mètres.
- Les débits sont variables ou comportent des périodes de faible débit.
- La température de liquidus de l'alliage est supérieure à 720°C.
- La température ambiante descend en dessous de 5°C de façon saisonnière.
- Une uniformité de température supérieure à ±8°C est requise.
Chauffage électrique par résistance dans les fours à aluminium
Le chauffage par résistance électrique utilise des tiges de carbure de silicium (SiC) ou des éléments de disiliciure de molybdène (MoSi2) montés au-dessus ou à côté du canal de fusion. Les éléments en SiC sont plus couramment utilisés dans les applications en aluminium car ils fonctionnent efficacement à une température comprise entre 700 et 900°C et sont relativement tolérants aux atmosphères chargées d'humidité présentes lors du démarrage des laveurs.
Une section de lavage chauffée typique de 2 mètres de long nécessite 6 à 12 kW de puissance électrique installée pour compenser les pertes de chaleur et maintenir la température de la matière fondue. Nos systèmes de contrôle utilisent des algorithmes PID (Proportionnel-Intégral-Dérivé) pour moduler la puissance du chauffage en fonction du retour d'information du thermocouple, ce qui permet d'obtenir un contrôle de la température de ±3°C dans la plupart des applications.
Chauffage de blanchisserie au gaz
Pour les installations disposant d'un approvisionnement abondant en gaz naturel et d'une capacité électrique limitée, le chauffage des laveurs au gaz utilise des brûleurs radiants positionnés au-dessus du canal de lavage. Les systèmes à gaz ont généralement une capacité de chauffage de pointe plus élevée que les systèmes électriques, ce qui les rend adaptés aux applications nécessitant une récupération rapide de la température après un démarrage à froid ou une interruption de la production.
En contrepartie, la combustion de gaz introduit des produits de combustion au-dessus de la surface de la matière fondue. Dans les applications où l'absorption d'hydrogène est un problème, la gestion de l'atmosphère de combustion devient un défi technique supplémentaire.
Quelles sont les normes et certifications industrielles qui régissent la conception des systèmes de blanchiment d'aluminium ?
Le respect des normes reconnues n'est pas facultatif pour les producteurs d'aluminium réputés. Les acheteurs doivent s'assurer que tout fabricant de laveurs peut démontrer sa conformité avec les cadres suivants :
| Norme / Spécification | Champ d'application | Pertinence pour les systèmes de blanchiment |
|---|---|---|
| ISO 9001:2015 | Systèmes de gestion de la qualité | Contrôle de la qualité de la fabrication |
| ASTM C401 | Classification des réfractaires à l'alumine | Classification des matériaux de revêtement |
| ASTM C862 | Pratique pour la préparation d'éprouvettes de produits coulés réfractaires | Procédures de durcissement et d'essai |
| EN 1092-1 | Les brides et leurs joints | Conception de la bride pour des connexions modulaires |
| NFPA 86 | Norme pour les fours | Exigences de sécurité pour les systèmes chauffés |
| IEC 60079 | Atmosphères explosives | Sécurité des systèmes électriques à proximité de métaux en fusion |
| Normes de l'Association de l'aluminium | Spécifications des alliages et des procédés | Compatibilité avec les matériaux spécifiques à l'alliage |
AdTech maintient la certification ISO 9001:2015 et conçoit des systèmes de lavage conformes aux exigences de la norme NFPA 86 pour les enceintes chauffées et de la norme IEC 60079 pour les installations électriques dans les zones dangereuses adjacentes aux opérations de métaux en fusion.
Comment choisir la bonne configuration de lavage pour votre installation de fonderie ?
Le choix de la configuration consiste à faire correspondre les contraintes physiques de votre installation aux exigences hydrauliques et thermiques de votre processus de production. Le cadre décisionnel suivant résume les principaux facteurs de sélection :
Matrice de sélection de la configuration du blanchiment
| État de l'installation | Configuration recommandée | Principales caractéristiques de la conception |
|---|---|---|
| Transfert court (< 5 m), débit élevé | Blanchisserie droite isolée passive | Revêtement épais en silice fondue, renfort en silicate de calcium |
| Long transfert (> 15 m), débit variable | Laverie modulaire chauffée électriquement | Régulation de température PID, éléments chauffants SiC |
| Itinéraire complexe avec des changements d'altitude | Lave-linge incurvé à plusieurs sections avec becs de transition | Courbes optimisées par CFD, zéro zone morte |
| Dégazage en ligne nécessaire | Laveur de dégazage à roue rotative | Orifice de roue intégré, système de couvercle étanche |
| Machine de coulée multibrins | Blanchisseur de distribution Tundish | Répartition régulière du flux sur chaque brin |
| Production d'alliages de haute pureté | Lave-linge filtré avec boîte de filtration en mousse céramique | Boîtier de filtre intégré, contrôle de la perte de charge |
| Installation en extérieur ou en climat froid | Laverie chauffée entièrement fermée avec couverture thermique | Isolation renforcée, chauffage antigel |
Nous déconseillons fortement de choisir la configuration des laveurs en se basant uniquement sur les descriptions du catalogue. Notre expérience montre que les conditions de production dans deux installations apparemment identiques peuvent nécessiter des conceptions de laveurs fondamentalement différentes en raison des différences de rythme de coulée, de mélange d'alliages et de pratiques des opérateurs.
Quel est le coût total de possession d'un système de blanchiment d'aluminium sur mesure ?
Les équipes chargées des achats comparent souvent les systèmes de blanchiment sur la base du prix d'achat initial, ce qui constitue une mauvaise base de décision. Le coût total de possession (CTP) sur une période d'exploitation de 10 ans révèle une image très différente.
Ventilation du coût total de possession sur 10 ans : AdTech Heated Launder vs. fournisseur générique
| Catégorie de coût | AdTech Launder | Blanchiment des fournisseurs génériques |
|---|---|---|
| Prix d'achat initial | $85,000–$120,000 | $45,000–$65,000 |
| Installation et mise en service | $12,000–$18,000 | $10,000–$15,000 |
| Relève réfractaire (10 ans) | 1× regarnissage à la 9e-10e année : $15 000 | 3-4 regarnissages aux années 3, 5, 7, 9 : $45,000-$60,000 |
| Coût de l'énergie (chauffage, 10 ans) | $28,000–$35,000 | $38,000-$50,000 (isolation moins efficace) |
| Entretien et pièces détachées | $8,000–$12,000 | $18,000–$28,000 |
| Pertes liées aux rebuts et aux défauts (réduites) | Base de référence | +$40.000-$80.000 de ferraille supplémentaire |
| Total du CTP sur 10 ans | $148,000–$200,000 | $196,000–$308,000 |
Les chiffres ci-dessus sont basés sur des données opérationnelles réelles de clients qui sont passés de fournisseurs de blanchisseurs génériques à des systèmes AdTech. La principale économie provient de l'allongement de la durée de vie du revêtement et de la réduction des déchets de fonderie, et non de la différence de prix d'achat proprement dite.
Comment le système de blanchiment d'AdTech se compare-t-il à ses concurrents en termes de performance ?
Nous savons que plusieurs fournisseurs en Chine, en Europe et en Amérique du Nord proposent des systèmes de blanchiment de l'aluminium fondu. Plutôt que de faire des déclarations sans fondement, nous présentons des paramètres de performance objectifs que les acheteurs peuvent vérifier par des essais en usine ou des audits par des tiers.
Comparaison des performances : Principaux indicateurs
| Mesure de la performance | Système AdTech | Moyenne du secteur | Systèmes européens haut de gamme |
|---|---|---|---|
| Uniformité de la température (sur 10 m) | ±5°C | ±15°C | ±5-8°C |
| Durée de vie du revêtement | 8-12 ans | 3-5 ans | 6-10 ans |
| Génération d'inclusions d'oxydes | < 0,5 mg/kg de fonte | 2-5 mg/kg de fonte | < 1 mg/kg de fonte |
| Absorption de l'aluminium par le revêtement | < 0,1% par chaleur | 0,3-0,8% par chaleur | < 0,15% par chaleur |
| Délai de livraison modulable | 6-10 semaines | 10-16 semaines | 12-20 semaines |
| Personnalisation possible | Personnalisation complète | Limitée | Personnalisation complète |
| Réponse du service après-vente | 24 heures | Variable | 48-72 heures |
Les données relatives à la génération d'inclusions d'oxyde sont particulièrement importantes, car les inclusions d'oxyde sont directement liées aux taux de défauts de coulée. Notre conception de la géométrie des laveurs, la qualité de la surface des revêtements et la conception du système de couverture travaillent ensemble pour minimiser les perturbations de la surface de la fonte et l'exposition atmosphérique.
Quels sont les modes de défaillance les plus courants et comment les prévenir ?
La compréhension des modes de défaillance est essentielle à la fois pour les ingénieurs qui conçoivent les programmes de maintenance et pour les responsables des achats qui évaluent la qualité des fournisseurs.
Analyse des modes de défaillance des systèmes de blanchiment d'aluminium
| Mode de défaillance | Cause première | Méthode de prévention | Méthode de détection |
|---|---|---|---|
| Fissuration réfractaire | Choc thermique lors de la mise en service, durcissement incorrect | Protocole d'échauffement contrôlé, sélection correcte des matériaux | Inspection visuelle, anomalie du thermocouple |
| Pénétration de l'aluminium dans le revêtement | Fissures, revêtement poreux, attaque chimique | Silice fondue haute densité, revêtements non mouillants | Analyse des carottes après la campagne |
| Brûlure de l'élément chauffant | Surchauffe, dommages mécaniques, humidité | Durcissement adéquat, sélection de l'indice de l'élément | Contrôle de la résistance, contrôle visuel |
| Accumulation d'oxyde au niveau des coudes | Écoulement turbulent, zones mortes | Géométrie optimisée par CFD, nettoyage régulier | Contrôle du débit, inspection visuelle |
| Distorsion de la coquille | Perte de chaleur excessive par les articulations, soutien inadéquat | Conception correcte des joints de dilatation, analyse structurelle | Enquête dimensionnelle |
| Dérive du thermocouple | Contamination, vieillissement | Calendrier d'étalonnage, gaine de protection | Référence croisée entre plusieurs capteurs |
| Fuites au niveau des joints | Mauvaise étanchéité, dommages dus aux cycles thermiques | Joints en corde céramique, couple de serrage approprié | Inspection visuelle, détecteur de métaux sous la machine à laver |
Nous recommandons un protocole d'inspection de maintenance trimestrielle qui couvre tous les modes de défaillance énumérés ci-dessus. Notre équipe de service fournit aux clients une liste de contrôle structurée et, pour les installations plus importantes, propose des contrats de service annuels qui comprennent le réétalonnage des thermocouples, le rescellement des joints et l'évaluation de l'état des revêtements.
Comment un système de blanchiment de l'aluminium fondu est-il installé et mis en service ?
Exigences préalables à l'installation
Avant que notre équipe d'installation n'arrive sur place, les conditions suivantes doivent être réunies :
- Les travaux de fondation civile sont achevés et durcis (béton à 28 jours de résistance).
- Trou de coulée du four à la hauteur finale avec le support de montage soudé.
- Le service électrique est installé à moins de 2 mètres de l'emplacement de la machine à laver.
- L'alimentation en gaz (le cas échéant) doit être acheminée à moins d'un mètre de l'emplacement de la machine à laver.
- Grue ou chariot élévateur d'une capacité nominale minimale de 2 tonnes disponible.
- Zone de travail sécurisée dégagée et barricadée.
- Le superviseur des opérations du client est disponible pour la coordination du processus.
Séquence d'installation étape par étape
Étape 1 : Positionnement et mise à niveau - Les sections de lavage individuelles sont placées sur des supports préétablis et nivelées à 0,5 mm/mètre près à l'aide de cales de précision.
Étape 2 : Assemblage des sections - Les raccords de bride sont réalisés à l'aide de joints en fibre céramique comprimés selon les valeurs de couple spécifiées. Cette étape est cruciale : les joints insuffisamment serrés fuient ; les joints trop serrés fissurent le réfractaire.
Étape 3 : Installation du système de couverture - Les couvercles de laverie sont positionnés et leurs mécanismes de levage/articulation sont testés pour s'assurer de leur bon fonctionnement.
Étape 4 : Raccordement électrique - Les fils des éléments chauffants, les câbles d'extension des thermocouples et le câblage du panneau de commande sont connectés et vérifiés avant toute mise sous tension.
Étape 5 : Premier cycle de séchage - La laverie est chauffée de la température ambiante à 150°C et maintenue pendant 8 heures, puis à 300°C pendant 8 heures, puis à 600°C pendant 12 heures, et enfin à 750°C pendant 4 heures. Le maintien de la température à chaque étape permet à l'humidité et à l'eau chimiquement liée de s'échapper progressivement sans créer de pression de vapeur qui pourrait fracturer la doublure.
Étape 6 : Premier essai métallique - La première charge d'aluminium fondu à travers un laveur nouvellement mis en service doit être effectuée à un débit réduit, en présence de toute l'équipe d'exploitation. Notre ingénieur de mise en service surveille les relevés des thermocouples, inspecte visuellement la sortie du laveur pour détecter des signes de turbulence ou de métal froid, et vérifie la réponse du système de contrôle.
Foire aux questions (FAQ)
1. Quelle est la quantité minimale de commande pour un système de blanchiment d'aluminium personnalisé d'AdTech ?
AdTech n'impose pas de quantité minimale de commande pour les systèmes de lavage personnalisés. Que vous ayez besoin d'un simple bec de transition de 2 mètres ou d'un réseau complet de laveurs chauffés de 40 mètres, nous concevons chaque projet individuellement. Notre projet minimum pour le service complet de conception technique, de fabrication et de mise en service est une ligne de lavage complète reliant un four à une unité de coulée ou de dégazage. Les clients qui achètent uniquement des kits de revêtement de remplacement ou des éléments chauffants de rechange ne sont pas soumis à des restrictions de quantité minimale. Contactez notre équipe d'ingénieurs commerciaux en indiquant les paramètres de votre procédé et nous vous fournirons un devis spécifique à votre projet dans les 5 jours ouvrables.
2. Combien de temps un système de blanchiment sur mesure prend-il entre la commande et la livraison ?
Pour un système de lavage chauffé standard d'une longueur totale de 10 à 20 mètres, notre délai d'exécution type entre la confirmation de la commande et la livraison d'un produit prêt à l'emploi est de 8 à 12 semaines. Ce délai comprend 2 semaines pour la finalisation de l'ingénierie détaillée, 4 à 6 semaines pour la fabrication de l'enveloppe et l'installation des réfractaires, et 2 semaines pour l'inspection du contrôle de la qualité et les essais avant expédition. Les systèmes très complexes à plusieurs sections avec des modules de dégazage ou de filtration intégrés peuvent nécessiter 14 à 18 semaines. Nous recommandons d'entamer la phase d'ingénierie avant la commande formelle afin de réduire le calendrier global du projet, en particulier pour les clients qui ont des délais de démarrage de la production.
3. Les systèmes de blanchiment d'AdTech peuvent-ils traiter tous les alliages d'aluminium, y compris les variantes à forte teneur en magnésium et en silicium ?
Oui, mais les spécifications du matériau doivent refléter la chimie spécifique de l'alliage. Les alliages à forte teneur en magnésium (teneur en Mg > 3%) présentent une attaque chimique agressive sur les revêtements conventionnels en silice fondue, car le magnésium réagit avec la silice aux températures de fonctionnement, formant des composés de silicate de magnésium qui dégradent la surface du revêtement. Pour les alliages à forte teneur en magnésium tels que 5182 ou 5083, nous spécifions des revêtements en aluminate de calcium ou en alumine-spinelle au lieu de la silice fondue. Les alliages à forte teneur en silicium (Si > 12%) sont généralement compatibles avec les revêtements en silice fondue. Nous demandons des données complètes sur la composition des alliages avant de finaliser toute spécification de revêtement pour un nouveau client.
4. Quels types de thermocouple sont utilisés dans les systèmes de contrôle de la température des laveurs d'AdTech ?
Nous utilisons des thermocouples de type K (chromel-alumel) pour les applications jusqu'à 750°C et des thermocouples de type N (nicrosil-nisil) pour les applications où la précision à long terme est prioritaire ou lorsque les températures atteignent 850°C par intermittence. Les thermocouples de type N présentent une résistance à la dérive supérieure à celle des thermocouples de type K à des températures élevées, ce qui en fait le choix privilégié pour les applications de blanchisserie chauffée où l'intervalle d'étalonnage est supérieur à 6 mois. Tous les thermocouples sont fournis avec un câble à isolation minérale (MI) et des tubes de protection en céramique pour résister à l'atmosphère corrosive à proximité de l'aluminium en fusion. Notre panneau de contrôle standard enregistre les données des thermocouples à intervalles d'une minute avec des points de consigne d'alarme programmables par le client.
5. Comment calcule-t-on la pente de lavage requise pour un écoulement fiable par gravité ?
Le calcul de la pente nécessite trois données primaires : le débit de la matière fondue (kg/min), la surface de la section transversale du canal et la viscosité de la matière fondue (environ 1,2 mPa-s pour la plupart des alliages d'aluminium à 720°C). En utilisant l'équation de Manning adaptée aux corrections du comportement non newtonien, nos modèles hydrauliques visent une vitesse d'écoulement de 0,2 à 0,4 m/s. Cette plage de vitesses permet de maintenir un écoulement laminaire et transitoire tout en évitant les zones mortes (une vitesse 0,5 m/s génère l'entraînement d'oxydes). Les pentes calculées typiques vont de 1° à 3°, la valeur spécifique dépendant de la largeur et de la profondeur du canal. Il est déconseillé d'utiliser des pentes empiriques sans avoir effectué un calcul hydraulique.
6. Quelle est la meilleure façon de nettoyer un lavoir entre deux campagnes de production ?
La procédure de nettoyage la plus efficace consiste à évacuer l'aluminium résiduel par le bouchon de vidange alors que la machine est encore à la température de fonctionnement, puis à utiliser un grattoir pour réfractaire sec afin d'éliminer tout cratère de congélation alors que le revêtement est encore supérieur à 200°C. Ne jamais appliquer d'eau ou de produits de nettoyage à base d'eau sur un four chaud. Laissez le lavoir refroidir à moins de 80°C avant de procéder à un nettoyage humide ou à des travaux d'inspection. En cas d'accumulation tenace de crânes au niveau des coudes ou des points de transition, un outil pneumatique doux peut être utilisé avec précaution pour éviter d'endommager la surface de la doublure primaire. Nous recommandons une inspection visuelle complète de l'intérieur à chaque interruption majeure de la campagne et une documentation photographique pour déterminer les tendances au fil du temps.
7. Le système de blanchiment AdTech peut-il être intégré à une unité de dégazage existante ou à un boîtier de filtration en ligne ?
L'intégration avec des unités de dégazage telles que les dégazeurs à roue rotative et avec des boîtes de filtration en mousse céramique est une caractéristique standard de notre conception modulaire des laveurs. Nous concevons des sections de transition qui relient la sortie du laveur à l'entrée de l'unité de dégazage sans créer de zones mortes ou de turbulences. Pour la filtration sur mousse céramique, nous fournissons des boîtiers de filtration intégrés qui sont préfabriqués avec le même revêtement en silice fondue que le canal du laveur. La boîte de filtration est dimensionnée pour accueillir des filtres en mousse de 30, 40, 50 ou 60 pores par pouce (PPI) en fonction de l'objectif d'élimination des inclusions. Notre équipe d'ingénieurs coordonne les interfaces dimensionnelles avec les spécifications du fabricant de l'unité de dégazage.
8. Quels sont les systèmes de sécurité requis pour une installation de lavage d'aluminium chauffée ?
La norme NFPA 86 et les réglementations locales en matière de sécurité exigent généralement les systèmes suivants pour les laveurs d'aluminium chauffés : (1) Interrupteurs de surchauffe qui mettent hors tension les éléments chauffants si la lecture du thermocouple dépasse le point de consigne de plus de 30°C ; (2) Coupe-circuit d'urgence accessible à partir de deux endroits, l'un au niveau du laveur et l'autre au niveau du panneau de commande principal ; (3) Capteurs de détection de métal en fusion sous le laveur pour déclencher une alarme en cas de rupture du revêtement ; (4) Verrous qui empêchent l'activation des éléments chauffants jusqu'à ce que le laveur ait terminé le protocole de séchage ; (5) Isolation ignifuge pour tous les câbles situés à moins de 500 mm de l'extérieur de la coque du laveur. Nous concevons tous les systèmes électriques conformément à la norme IEC 60364 et fournissons une documentation complète des schémas électriques pour examen par le responsable de la sécurité du client.
9. Comment AdTech soutient-il les clients dans les pays où il n'y a pas de présence locale ?
Notre modèle de service international utilise une combinaison d'assistance numérique à distance et de réseaux de partenaires de service locaux formés dans les régions où nous n'avons pas de bureaux permanents. Pour l'assistance à la mise en service, nos ingénieurs se rendent sur le site d'installation, quel que soit le lieu. Après la mise en service, nous assurons une surveillance à distance 24 heures sur 24 et 7 jours sur 7 grâce à notre panneau de contrôle connecté au cloud, qui transmet en temps réel à notre équipe d'ingénieurs les données des thermocouples et l'état des alarmes. Nous avons soutenu avec succès des installations de blanchiment en Asie du Sud-Est, au Moyen-Orient, en Afrique et en Amérique du Sud grâce à ce modèle. Les pièces détachées sont conservées dans des entrepôts sous douane situés dans des endroits stratégiques afin de garantir une livraison dans un délai de 5 à 7 jours ouvrables pour la plupart des destinations.
10. Quelle est la documentation fournie avec un système de blanchiment personnalisé AdTech ?
Chaque système de blanchiment AdTech est livré avec une documentation complète qui comprend : (1) Dessins d'assemblage mécanique complets en format PDF et DXF ; (2) Schéma électrique et schémas de câblage ; (3) Fiches techniques des matériaux réfractaires et certificats de conformité ; (4) Document du protocole de premier échauffement et de séchage ; (5) Manuel d'utilisation et d'entretien dans la langue demandée par le client ; (6) Liste des pièces de rechange avec les numéros de pièces AdTech ; (7) Rapport d'inspection du contrôle de la qualité avec les données d'essai de l'usine ; (8) Certificat de conformité ISO 9001:2015 ; (9) Liste d'emballage et documents d'expédition. Nous fournissons également une version numérique de toute la documentation via notre portail client, qui reste accessible pendant toute la durée de vie du laveur.
Résumé : Pourquoi l'ingénierie de blanchiment personnalisée d'AdTech est-elle importante ?
Le système de lavage par transfert de l'aluminium fondu n'est pas un produit de base. Ses performances déterminent directement la qualité de la fonte, la productivité de la coulée et le coût total de votre opération de production d'aluminium. Chez AdTech, nous réunissons l'expertise en science des matériaux, les outils d'ingénierie computationnelle et plus d'une décennie d'expérience d'installation sur le terrain pour concevoir des systèmes de lavage qui surpassent constamment les références de l'industrie.
Nos clients qui sont passés de systèmes de blanchiment de spécifications inférieures font état de réductions des taux de déchets de coulée de 15-40%, d'une extension des intervalles de service des revêtements de 3 ans à 8 ans et plus, et d'une amélioration de l'uniformité de la température qui favorise directement des tolérances de coulée plus serrées. Il ne s'agit pas de projections théoriques. Il s'agit de résultats documentés provenant d'usines d'aluminium opérationnelles sur quatre continents.
Si vous évaluez les options de lavage pour une nouvelle ligne de coulée, la mise à niveau d'une installation existante ou la résolution de problèmes récurrents de qualité de la matière fondue, nous vous encourageons à contacter notre équipe d'ingénieurs avec les paramètres de votre procédé. Nous fournissons une évaluation technique préliminaire sans engagement qui identifie les facteurs de conception les plus critiques pour votre application.
