AdTechs kundenspezifische Transferrinnensystem für geschmolzenes Aluminium ist die fortschrittlichste Lösung für den sicheren, effizienten und kontaminationsfreien Transport von flüssigem Aluminium in modernen Aluminiumschmelz- und Gießbetrieben. Unser technisch ausgereiftes Rinnensysteme kombinieren feuerfest ausgekleidete Kanäle, präzises Wärmemanagement und modulare Konfigurationsmöglichkeiten, um Aluminiumoxidationsverluste um bis zu 35% zu reduzieren, die Schmelztemperatur innerhalb von ±5°C zu halten und die Lebensdauer unter industriellen Dauerbedingungen auf über 10 Jahre zu verlängern.
Wenn Ihr Projekt die Verwendung von Aluminium-Transferrinnen erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was ist ein Transferrinnensystem für geschmolzenes Aluminium?
Ein Transferrinnensystem für geschmolzenes Aluminium ist ein zweckmäßiges Kanalnetz, das flüssiges Aluminium mit Temperaturen zwischen 680°C und 780°C von einem Warmhalte- oder Schmelzofen zu einer Gießmaschine, Entgasungseinheit oder Filtrationsstation transportiert, ohne die Schmelzchemie oder die Temperatur zu beeinträchtigen. Im Gegensatz zu einfachen Trögen oder manuell gehandhabten Pfannen ist ein technisches Rinnensystem eine permanente oder semipermanente Infrastrukturkomponente, die als kontinuierliche Strömungsleitung in die Gießproduktionslinie integriert wird.
Bei AdTech haben wir mehr als ein Jahrzehnt damit verbracht, unsere Methodik für die Rinnenkonstruktion zu verfeinern. Die grundlegende Herausforderung, mit der unsere Kunden konfrontiert sind, besteht darin, dass geschmolzenes Aluminium chemisch reaktiv, thermisch empfindlich und strukturell anspruchsvoll für jedes enthaltende Material ist. Ein schlecht konstruierter Kanal erzeugt Turbulenzen, die Oxide mitreißen, Wärmeverluste zulassen, die ein vorzeitiges Erstarren begünstigen, und Verunreinigungen aus unverträglichen Auskleidungsmaterialien absorbieren. Jede dieser Fehlerarten führt direkt zu Gussfehlern, Ausschuss und Produktionsausfällen.
Das Rinnensystem begegnet diesen Herausforderungen durch vier integrierte technische Disziplinen: Feuerfestmaterialkunde, thermische Systemtechnik, Strömungsdynamikmodellierung und strukturelle Fertigung. Wenn alle vier Disziplinen korrekt ausgeführt werden, wird die Rinne zu einem unsichtbaren, aber entscheidenden Teil einer Aluminiumgießanlage mit hohem Durchsatz.
Welche Arten von Wäschern gibt es in der industriellen Aluminiumproduktion?
Industrielle Aluminium-Transferrinnen lassen sich je nach Funktion, Geometrie und Installationsmethode in verschiedene Kategorien einteilen:
| Wäscherei Typ | Primäre Funktion | Typische Länge | Betriebstemperatur |
|---|---|---|---|
| Gerade Kanalrinne | Punkt-zu-Punkt-Übertragung von Schmelze | 1-20 Meter | 700-760°C |
| Gebogene/abgewinkelte Rinne | Layout-gebundenes Routing | Benutzerdefiniert | 700-760°C |
| Beheizte Waschmaschine (Gas/Elektro) | Fernübertragung mit Wärmeerhaltung | 5-50 Meter | 700-780°C |
| Isolierte Rinne (passiv) | Kurze Übertragungswege mit minimalem Wärmeverlust | 1-10 Meter | 680-750°C |
| Entgasungswaschanlage | Inline-Wasserstoffentfernung | 2-8 Meter | 710-760°C |
| Filtration Rinne | Inline-Keramikschaum-Filterung | 1-4 Meter | 700-750°C |
| Tundish/Verteilungsrinne | Mehrstrangige Gussverteilung | Benutzerdefiniert | 700-770°C |
Wir fertigen alle oben genannten Kategorien mit standardisierten Basismodulen und anpassbaren Endkonfigurationen. Die Wahl zwischen einer beheizten und einer passiv isolierten Rinne hängt beispielsweise von der Übertragungsstrecke, der Umgebungstemperatur, der Empfindlichkeit der Legierung und der Durchflussmenge ab, die unser Ingenieurteam vor Beginn der Fertigung berechnet.
Warum wirkt sich die Rinnenkonstruktion direkt auf die Qualität des Aluminiumgusses aus?
Dies ist die Frage, die Käufer, die die Aluminiummetallurgie verstehen, von denen trennt, die die Rinne als einfaches Sanitärbauteil betrachten. Die Rinne ist kein neutrales Rohr. Sie ist ein aktiver Teilnehmer an der metallurgischen Beschaffenheit Ihrer Schmelze.

Wie die Turbulenz im Rinnenkanal Oxideinschlüsse erzeugt
Geschmolzenes Aluminium oxidiert sofort, wenn seine Oberfläche mit der Atmosphäre in Berührung kommt. Die Oxidationsrate beschleunigt sich dramatisch, wenn die Oberfläche der Schmelze gestört wird. Eine schlecht konstruierte Rinne mit abrupten Querschnittsänderungen, übermäßigem Gefälle oder rauen Innenflächen erzeugt turbulente Strömungsbedingungen, die Oberflächenoxidfilme in die Schmelze falten. Diese gefalteten Oxidschichten, die so genannten Bifilme, gehören zu den schädlichsten Einschlüssen in Aluminiumgussteilen. Sie verringern die Zugfestigkeit, die Dehnung und die Ermüdungslebensdauer des Endprodukts.
Die Forschung veröffentlicht in der Internationale Zeitschrift für Metallguss zeigt, dass der Bifilmgehalt in Aluminiumguss um 60-120% ansteigt, wenn die Fließgeschwindigkeit der Schmelze 0,5 m/s ohne Fließkontrollmaßnahmen überschreitet. Unsere Rinnensysteme sind so ausgelegt, dass die Fließgeschwindigkeit an allen Stellen unter 0,3 m/s liegt, was durch eine genaue Berechnung des Kanalquerschnitts, des Neigungswinkels und der Übergangsgeometrie erreicht wird.
Was passiert, wenn die Schmelztemperatur während des Transfers unter den Sollwert fällt?
Der Temperaturverlust bei der Übertragung ist nicht nur ein Komfortproblem. Wenn Aluminiumlegierungen unter ihre Liquidustemperatur abkühlen, beginnen sie dendritische feste Netzwerke zu bilden. Selbst partielle Erstarrungsereignisse, die anschließend wieder aufschmelzen, hinterlassen oxidreiche Zonen und mikrostrukturelle Heterogenität, die die Gussprodukte schwächen.
Bei der Aluminiumlegierung 6063 beispielsweise liegt die Liquidustemperatur bei etwa 655 °C und die Solidustemperatur bei etwa 615 °C. Eine Rinne, die die Schmelze während eines 15-Meter-Transfers auf 640 °C abfallen lässt, erzeugt eine teilweise erstarrte Front, die sich dann wieder mit dem heißeren einlaufenden Metall vermischt. Das Ergebnis ist eine ungleichmäßige Schmelzetemperatur beim Eintritt in die Gießmaschine, was zu Schwankungen bei der Abkühlungsgeschwindigkeit, der Kornstruktur und den mechanischen Eigenschaften von Knüppel zu Knüppel führt.
Unsere beheizten Rinnensysteme halten die Temperatur über Übertragungsstrecken von bis zu 50 Metern innerhalb von ±5°C. Dies wird durch eingebettete Thermoelement-Arrays verifiziert, die unsere Überwachungssysteme kontinuierlich aufzeichnen.
Welche Materialien werden für die feuerfeste Auskleidung von Aluminiumrinnen verwendet?
Die feuerfeste Auskleidung ist die technisch kritischste Komponente jeder Rinne für geschmolzenes Aluminium. Sie muss gleichzeitig den chemischen Angriffen des flüssigen Aluminiums widerstehen, die Formstabilität bei Temperaturschwankungen beibehalten, eine niedrige Wärmeleitfähigkeit aufweisen, um den Wärmeverlust zu minimieren, und keine Verunreinigungen an die Schmelze abgeben.
Vergleich der üblicherweise in Aluminiumrinnen verwendeten feuerfesten Materialien
| Material | Aluminium Benetzungswiderstand | Wärmeleitfähigkeit (W/m-K) | Maximale Betriebstemperatur | Typische Nutzungsdauer |
|---|---|---|---|---|
| Fused Silica | Ausgezeichnet | 1.4–1.7 | 1050°C | 5-8 Jahre |
| Hochaluminiumoxidhaltiger Guss | Gut | 1.8–2.5 | 1400°C | 3-6 Jahre |
| Kalziumsilikatplatte | Gut | 0.12-0.18 | 870°C | 2-4 Jahre (Sicherungsschicht) |
| Siliziumkarbid (SiC) | Ausgezeichnet | 15-25 | 1650°C | 8-12 Jahre |
| Bornitrid-Beschichtung | Überlegene | 30-60 | 2000°C+ | Abhängig vom Substrat |
| Geschmolzene Tonerde | Sehr gut | 2.0–3.5 | 1800°C | 4-8 Jahre |
AdTech verwendet in den meisten Standardanwendungen Quarzglas als primäres Kanalauskleidungsmaterial, da es ein ideales Gleichgewicht zwischen dem Nicht-Benetzungsverhalten von Aluminium, der Kompatibilität mit der Wärmeausdehnung und der Kosteneffizienz über einen Nutzungszeitraum von 10 Jahren bietet. Für aggressive Legierungen mit hohem Siliziumgehalt oder für Anwendungen mit erhöhten Verarbeitungstemperaturen spezifizieren wir SiC-verstärkte Formulierungen, die unser Materiallabor unter simulierten Produktionsbedingungen getestet hat.
Warum die Kompatibilität mit der Wärmeausdehnung wichtiger ist als die Rohfestigkeit
Ein weit verbreiteter Irrglaube unter Beschaffungsteams ist, dass ein härteres, dichteres feuerfestes Material immer besser ist. Bei Aluminium-Rinnenanwendungen führt die ungleiche Wärmeausdehnung zwischen der strukturellen Hülle und der feuerfesten Auskleidung zu inneren Spannungen, die zu Rissen, Abplatzungen und schließlich zum Versagen der Auskleidung führen. Unser Ingenieurteam berechnet den Wärmeausdehnungskoeffizienten (CTE) für jede Materialschicht in der Rinnenbaugruppe und entwirft Dehnungsfugenabstände, um den thermischen Wechsel zwischen kaltem Einbauzustand und Betriebstemperatur zu berücksichtigen.
Wir verwenden thermische Finite-Elemente-Modelle, um 500 Aufheiz- und Abkühlzyklen zu simulieren, bevor wir eine Auskleidungsspezifikation festlegen. Dank dieses vorausschauenden Ansatzes konnten wir die durchschnittliche Lebensdauer der Auskleidung bei mehreren Kundeninstallationen von den branchenüblichen 3-5 Jahren auf 8-12 Jahre verlängern.
Wie entwickelt AdTech ein kundenspezifisches Rinnensystem von der Spezifikation bis zur Installation?
Unser Entwicklungsprozess folgt einer strukturierten Methodik, die wir in mehr als 200 kundenspezifischen Rinnenprojekten weltweit verfeinert haben. Der Prozess ist keine Einheitsvorlage, sondern eine disziplinspezifische Analyse, die eine einzigartige Lösung für die Produktionsbedingungen jedes Kunden hervorbringt.
Phase 1: Standortbestimmung und Prozessdatenerhebung
Bevor die Entwurfsarbeit beginnt, sammelt unser Ingenieurteam die Daten:
- Höhe und Geometrie des Stichlochs im Ofen.
- Höhe und Position des Einlasses der Gießmaschine.
- Verfügbarer Platz und Beschränkungen bei der Streckenführung.
- Verarbeitete Legierungszusammensetzungen.
- Gießmengen (kg/min oder Tonnen/Stunde)
- Anforderungen an die maximale und minimale Schmelztemperatur
- Vorhandene Infrastruktur (Gasversorgung, Stromkapazität, Kranzugang)
- Lokaler Umgebungstemperaturbereich.
Diese Phase der Datenerfassung dauert in der Regel 2-5 Tage für eine neue Anlage und umfasst sowohl die Überprüfung von Dokumenten aus der Ferne als auch einen Besuch vor Ort durch unseren leitenden Ingenieur.
Phase 2: Hydraulische und thermische Modellierung
Mithilfe von CFD-Software (Computational Fluid Dynamics) modellieren wir das Fließverhalten der Schmelze durch jeden Abschnitt der vorgeschlagenen Rinnengeometrie. Das Modell berechnet die Geschwindigkeitsverteilung, die Intensität der Oberflächenturbulenzen, die Verweilzeit und das Temperaturprofil entlang der Rinnenlänge.
Gleichzeitig berechnet unsere Wärmemodellierung die Wärmeverlustraten durch die Auskleidungsschichten, die erforderliche Heizleistungsdichte für beheizte Abschnitte und die zu erwartende Temperatur am Rinnenauslass unter den ungünstigsten Umgebungsbedingungen.
Die Ergebnisse dieser Modellierungsphase definieren direkt:
- Abmessungen des Kanalquerschnitts
- Böschungswinkel (typischerweise 1°-3° bei Schwerkraftströmung)
- Leistung und Abstände der Heizelemente
- Dicke der Auskleidung nach Schichten
- Anzahl und Lage der Thermoelement-Überwachungspunkte.
Phase 3: Detaillierte mechanische Konstruktion
Die strukturelle Hülle unserer Rinnenprofile wird je nach Betriebsumgebung aus Normalstahl oder Edelstahl 304 hergestellt. Wir verwenden SolidWorks für die mechanische 3D-Modellierung und erstellen detaillierte Fertigungszeichnungen mit Angaben zu Schweißnähten, Oberflächenbehandlungen und Maßtoleranzen.
Jeder Bereich der Wäscherei ist mit:
- Flanschverbindungen für die Montage vor Ort und den späteren Zugang zur Wartung.
- Hebeösen für das 4fache Gewicht des Profils für die Kranmontage.
- Ablassstopfen an Tiefpunkten für die Unterhaltsreinigung.
- Abdeckungssysteme (Isolierdeckel oder Gasspüldeckel) zur Verringerung der Oberflächenoxidation.
Phase 4: Herstellung und Qualitätskontrolle
Die gesamte Fertigung erfolgt in unserer Produktionsstätte gemäß den Qualitätsmanagementverfahren nach ISO 9001:2015. Zu den wichtigsten Kontrollpunkten der Qualitätskontrolle gehören:
| QC-Kontrollpunkt | Methode | Akzeptanzkriterium |
|---|---|---|
| Prüfung der Schalenschweißung | Visuelles + Farbstoffeindringmittel | Keine Risse, keine Porosität |
| Kontrolle der Gehäuseabmessungen | Laser-Messung | ±1 mm über eine beliebige 2-Meter-Spanne |
| Feuerfestes Mischungsverhältnis | Gravimetrisch | ±2% der Spezifikation |
| Profil der Aushärtungstemperatur | Thermoelement-Protokoll | Gemäß Materialdatenblatt |
| Widerstand des Heizelements | Ohmmeter | Innerhalb 5% des Nennwertes |
| Dichtheitsprüfung der Endmontage | Wasserdruckprüfung | Keine Leckage bei 1,5× Betriebshöhe |
Phase 5: Installation und Inbetriebnahme
Unser Außendienstteam kümmert sich um die Installation vor Ort, einschließlich Positionierung, Nivellierung, Ausrichtung mit Ofen und Gießmaschine, Anschluss der Heizsysteme, Verdrahtung der Thermoelemente und erstes Aufheizen. Das erste Aufheizen ist ein sorgfältig gesteuerter Prozess, der die Feuchtigkeit aus der feuerfesten Auskleidung treibt. Wird dieser Schritt überstürzt, kommt es zu dampfinduzierten Rissen, die eine neue Auskleidung zerstören können, bevor sie überhaupt mit dem geschmolzenen Aluminium in Berührung kommt.
Unser Standardprotokoll für das erste Aufheizen dauert 48-72 Stunden und folgt einem stufenweisen Temperaturplan, den wir dem Betriebsteam jedes Kunden in schriftlicher Form zur Verfügung stellen.
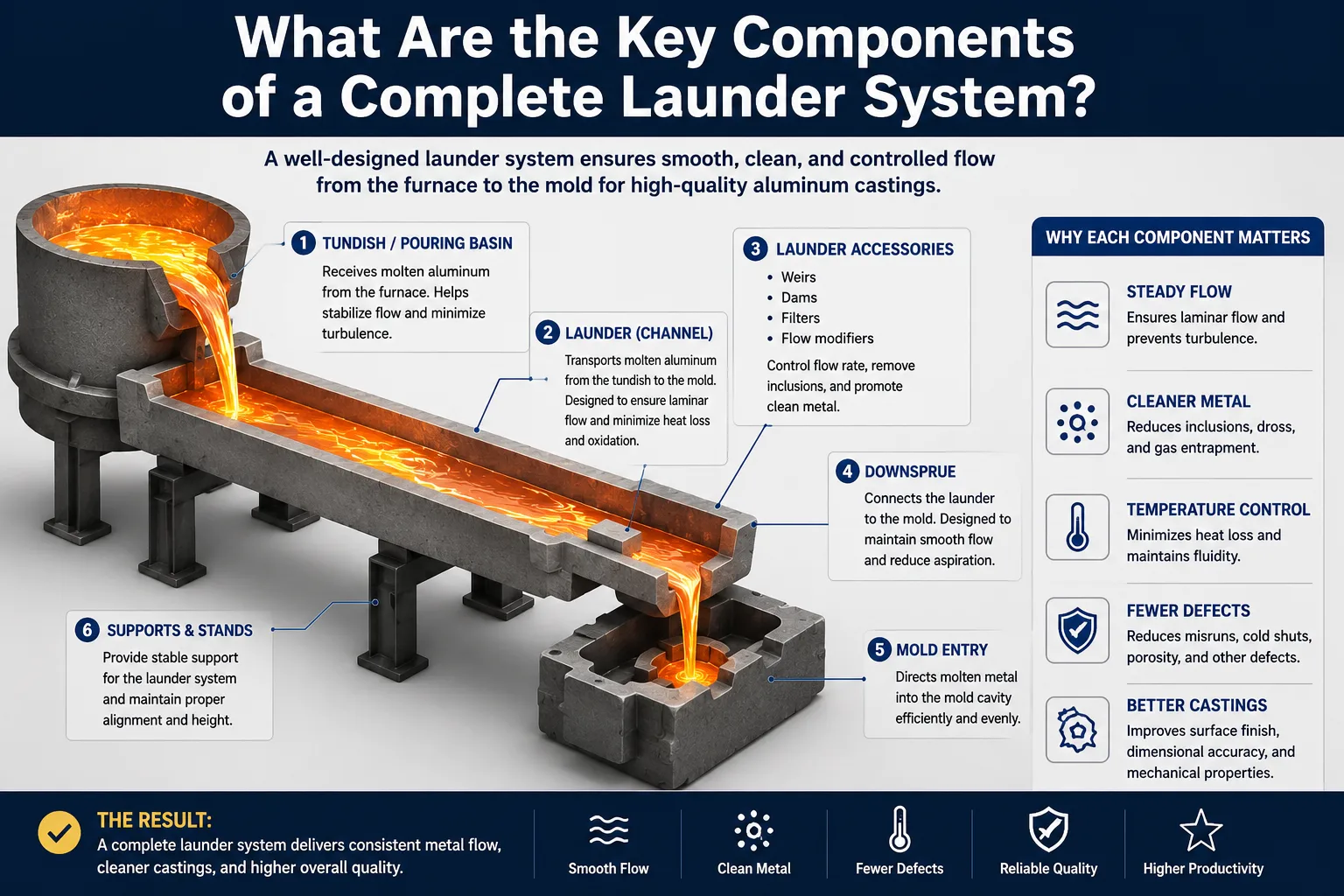
Was sind die wichtigsten Bestandteile eines vollständigen Waschsystems?
Das Verständnis der einzelnen Komponenten hilft sowohl Ingenieuren als auch Einkäufern, die Vollständigkeit des Systems zu beurteilen und Beschaffungslücken zu vermeiden.
| Komponente | Funktion | Material-Optionen | Wartungsintervall |
|---|---|---|---|
| Strukturelle Hülle | Mechanisches Gehäuse und Halterung | Baustahl, 304SS | 15-20 Jahre |
| Primäre feuerfeste Auskleidung | Schmelzerückhaltung und chemische Beständigkeit | Quarzglas, SiC-Gießmasse | 8-12 Jahre |
| Backup-Isolierschicht | Wärmespeicherung | Kalziumsilikat, Keramikfaser | 5-8 Jahre |
| Widerstandsheizelemente | Aufrechterhaltung der Temperatur | SiC-Stäbe, MoSi2-Elemente, Gasbrenner | 2-5 Jahre |
| Thermoelement-Baugruppen | Überwachung der Temperatur | Thermoelemente Typ K, Typ N | 1-3 Jahre |
| Rinnendeckel/Deckelsystem | Oxidationsminderung, Wärmerückhaltung | Gusseisen, Keramikfaserplatte | 3-8 Jahre |
| Transition Spouts | Verbindungen zwischen Ofen und Gießmaschine und zwischen Gießmaschine und Form | Quarzglas, Graphit | 1-3 Jahre |
| Abflussstopfen und Schieber | Durchflusskontrolle und Wartungsentwässerung | Graphit, SiC | 2-5 Jahre |
| Überwachung und Kontrollzentrum | Temperaturregelung und Alarmmanagement | PLC-basierte industrielle Steuerung | 10-15 Jahre |
| Dehnungsfugen | Thermische Bewegung Unterkunft | Keramisches Faserseil, gießbar | 3-6 Jahre |
Wie funktionieren Wärmedämmung und Heiztechnologien in Rinnensystemen?
Passive Dämmung vs. aktive Heizung: Wann man sich für eine der beiden Varianten entscheidet
Bei der passiven Isolierung verlässt man sich auf niedrig leitende Stützschichten, um den Wärmeverlust zu verlangsamen. Dieser Ansatz eignet sich gut für Transportdistanzen von weniger als 8 Metern und wenn die Schmelzflussraten hoch genug sind, um die Temperatur durch den Wärmeinhalt des Metalls selbst zu halten. Eine Gießrinne, die 5 Tonnen pro Stunde über eine Strecke von 5 Metern bewegt, kann mit einer gut konzipierten Auskleidung aus Quarzglas und einer Kalziumsilikat-Backup-Schicht die Temperatur oft innerhalb von ±10 °C halten, ohne dass eine externe Heizung erforderlich ist.
Aktives Heizen wird notwendig, wenn:
- Die Übertragungsstrecke beträgt mehr als 8-10 Meter.
- Die Durchflussmengen sind variabel oder weisen Perioden mit geringem Durchfluss auf.
- Die Liquidustemperatur der Legierung liegt über 720°C.
- Die Umgebungstemperatur fällt saisonal unter 5°C.
- Eine Temperaturgleichmäßigkeit von weniger als ±8°C ist erforderlich.
Elektrische Widerstandsheizung in Aluminiumwannen
Bei der elektrischen Widerstandsbeheizung werden Siliziumkarbid (SiC)-Stäbe oder Molybdändisilizid (MoSi2)-Elemente verwendet, die über oder neben dem Schmelzkanal angebracht sind. SiC-Elemente werden üblicherweise in Aluminiumanwendungen eingesetzt, da sie im Temperaturbereich von 700-900°C effektiv arbeiten und relativ tolerant gegenüber der feuchtigkeitshaltigen Atmosphäre sind, die beim Anfahren der Rinne auftritt.
Ein typischer beheizter Rinnenabschnitt von 2 Metern Länge erfordert 6-12 kW installierte elektrische Leistung, um Wärmeverluste auszugleichen und die Schmelzetemperatur zu halten. Unsere Steuersysteme verwenden PID-Algorithmen (Proportional-Integral-Derivativ), um die Heizleistung auf der Grundlage von Thermoelement-Rückmeldungen zu modulieren und in den meisten Anwendungen eine Temperaturregelung von ±3 °C zu erreichen.
Gasbefeuerte Waschmaschinenheizung
In Anlagen mit reichlicher Erdgasversorgung und begrenzter elektrischer Kapazität werden bei der gasbefeuerten Rinnenbeheizung Strahlungsbrenner eingesetzt, die oberhalb des Rinnenkanals positioniert sind. Gasbefeuerte Systeme haben in der Regel eine höhere Spitzenheizleistung als elektrische Systeme, wodurch sie sich für Anwendungen eignen, die eine schnelle Temperaturerholung nach einem Kaltstart oder einer Produktionsunterbrechung erfordern.
Der Nachteil ist, dass bei der Gasverbrennung Verbrennungsprodukte über der Schmelzoberfläche entstehen. Bei Anwendungen, bei denen die Wasserstoffabsorption ein Problem darstellt, wird das Management der Verbrennungsatmosphäre zu einer zusätzlichen technischen Herausforderung.
Welche Industrienormen und Zertifizierungen gelten für das Design von Aluminiumrinnen?
Die Einhaltung anerkannter Normen ist für seriöse Aluminiumhersteller keine Option. Käufer sollten sich vergewissern, dass jeder Rinnenhersteller die Konformität mit den folgenden Rahmenwerken nachweisen kann:
| Standard / Spezifikation | Umfang | Relevanz für Rinnensysteme |
|---|---|---|
| ISO 9001:2015 | Qualitätsmanagement-Systeme | Qualitätskontrolle in der Fertigung |
| ASTM C401 | Klassifizierung von feuerfesten Aluminiumoxidprodukten | Klassifizierung der Auskleidungsmaterialien |
| ASTM C862 | Praxis der Vorbereitung von feuerfesten Gussproben | Aushärtungs- und Prüfverfahren |
| EN 1092-1 | Flansche und ihre Verbindungen | Flanschdesign für modulare Verbindungen |
| NFPA 86 | Norm für Backöfen und Öfen | Sicherheitsanforderungen für beheizte Systeme |
| IEC 60079 | Explosive Atmosphären | Sicherheit elektrischer Anlagen in der Nähe von geschmolzenem Metall |
| Normen der Aluminiumvereinigung | Legierungs- und Verfahrensspezifikationen | Legierungsspezifische Materialverträglichkeit |
AdTech ist nach ISO 9001:2015 zertifiziert und entwickelt Rinnensysteme, die den Anforderungen der NFPA 86 für beheizte Gehäuse und der IEC 60079 für elektrische Installationen in gefährlichen Bereichen in der Nähe von Metallschmelzen entsprechen.
Wie wählen Sie die richtige Rinnenkonfiguration für Ihr Gießerei-Layout?
Bei der Auswahl der Konfiguration geht es darum, die physikalischen Gegebenheiten Ihrer Anlage mit den hydraulischen und thermischen Anforderungen Ihres Produktionsprozesses in Einklang zu bringen. Der folgende Entscheidungsrahmen fasst die wichtigsten Auswahlfaktoren zusammen:
Auswahlmatrix für die Rinnenkonfiguration
| Zustand der Einrichtung | Empfohlene Konfiguration | Wichtiges Designmerkmal |
|---|---|---|
| Kurzer Transfer (< 5 m), hohe Durchflussrate | Passiv isolierte Geradeaus-Rinne | Dicke Auskleidung mit Quarzglas, Kalziumsilikat-Backup |
| Lange Übertragung (> 15 m), variabler Durchfluss | Elektrisch beheizte modulare Wäscherei | PID-Temperaturregelung, SiC-Heizelemente |
| Komplexe Streckenführung mit Höhenunterschieden | Mehrteilige gebogene Rinne mit Übergangstüllen | CFD-optimierte Biegungen, keine toten Zonen |
| Inline-Entgasung erforderlich | Entgasungsrinne mit rotierendem Laufradgehäuse | Integrierter Laufradanschluss, abgedichtetes Deckelsystem |
| Mehrstrang-Gießmaschine | Tundish-Verteilungsrinne | Gleichmäßige Verteilung des Flusses auf jede Litze |
| Herstellung hochreiner Legierungen | Gefilterte Rinne mit Keramikschaum-Filterkasten | Integriertes Filtergehäuse, Druckverlustüberwachung |
| Installation im Freien oder in kalten Klimazonen | Vollständig geschlossene beheizte Wäscherei mit Thermodecke | Verstärkte Isolierung, Frostschutzheizung |
Wir raten dringend davon ab, die Rinnenkonfiguration allein auf der Grundlage von Katalogbeschreibungen auszuwählen. Unsere Erfahrung zeigt, dass die Produktionsbedingungen in zwei scheinbar identischen Betrieben aufgrund von Unterschieden im Gießrhythmus, in der Legierungszusammensetzung und in den Bedienerpraktiken grundlegend unterschiedliche Rinnenkonstruktionen erfordern können.
Wie hoch sind die Gesamtbetriebskosten für ein kundenspezifisches Aluminium-Reinigungssystem?
Beschaffungsteams vergleichen Wäschereisysteme häufig anhand des Anschaffungspreises, was eine schlechte Entscheidungsgrundlage darstellt. Die Gesamtbetriebskosten (TCO) über eine Betriebsdauer von 10 Jahren zeigen ein ganz anderes Bild.
10-Jahres-TCO-Aufschlüsselung: AdTech Heated Launder vs. Generischer Anbieter
| Kostenkategorie | AdTech-Rinne | Generische Lieferantenwaschanlage |
|---|---|---|
| Erstkaufpreis | $85,000–$120,000 | $45,000–$65,000 |
| Installation und Inbetriebnahme | $12,000–$18,000 | $10,000–$15,000 |
| Refraktäres Relining (10 Jahre) | 1× Unterfütterung im Jahr 9-10: $15.000 | 3-4 Unterfütterungen in den Jahren 3, 5, 7, 9: $45.000-$60.000 |
| Energiekosten (Heizung, 10 Jahre) | $28,000–$35,000 | $38,000-$50,000 (weniger effiziente Isolierung) |
| Wartung und Teile | $8,000–$12,000 | $18,000–$28,000 |
| Ausschuß und Defektverluste (reduziert) | Basislinie | +$40.000-$80.000 an zusätzlichem Schrott |
| 10-Jahres-TCO insgesamt | $148,000–$200,000 | $196,000–$308,000 |
Die obigen Zahlen beruhen auf tatsächlichen Betriebsdaten von Kunden, die von herkömmlichen Rinnenlieferanten auf AdTech-Systeme umgestiegen sind. Die überwiegende Kosteneinsparung ergibt sich aus der verlängerten Lebensdauer der Auskleidung und dem geringeren Gussabfall, nicht aus der Kaufpreisdifferenz selbst.
Wie schneidet das Launder-System von AdTech im Vergleich zu anderen Anbietern ab?
Uns ist bekannt, dass mehrere Anbieter in China, Europa und Nordamerika Rinnensysteme für geschmolzenes Aluminium anbieten. Anstatt Behauptungen ohne Grundlage aufzustellen, präsentieren wir objektive Leistungsparameter, die Käufer durch Werksversuche oder Audits durch Dritte überprüfen können.
Leistungsvergleich: Wichtige Metriken
| Leistungsmetrik | AdTech-System | Branchendurchschnitt | Hochwertige europäische Systeme |
|---|---|---|---|
| Temperaturgleichmäßigkeit (über 10 m) | ±5°C | ±15°C | ±5-8°C |
| Lebensdauer der Auskleidung | 8-12 Jahre | 3-5 Jahre | 6-10 Jahre |
| Erzeugung von Oxideinschlüssen | < 0,5 mg/kg Schmelze | 2-5 mg/kg Schmelze | < 1 mg/kg Schmelze |
| Aluminiumabsorption durch Auskleidung | < 0,1% pro Wärme | 0,3-0,8% pro Wärme | < 0,15% pro Wärme |
| Modulare Lieferzeiten | 6-10 Wochen | 10-16 Wochen | 12-20 Wochen |
| Verfügbare Anpassungen | Vollständige Anpassung | Begrenzt | Vollständige Anpassung |
| Reaktion des Kundendienstes | 24 Stunden | Variiert | 48-72 Stunden |
Die Daten über die Entstehung von Oxideinschlüssen sind besonders wichtig, da Oxideinschlüsse direkt mit den Gussfehlerraten verbunden sind. Unsere Rinnengeometrie, die Qualität der Auskleidungsoberfläche und das Design des Deckelsystems arbeiten zusammen, um die Störung der Schmelzoberfläche und die atmosphärische Belastung zu minimieren.
Was sind häufige Fehlermöglichkeiten und wie werden sie verhindert?
Die Kenntnis der Ausfallarten ist sowohl für Ingenieure, die Wartungspläne erstellen, als auch für Beschaffungsmanager, die die Qualität von Zulieferern bewerten, von wesentlicher Bedeutung.
Fehlermöglichkeitsanalyse für Aluminium-Rinnensysteme
| Fehlermodus | Grundlegende Ursache | Prävention Methode | Erkennungsmethode |
|---|---|---|---|
| Rissbildung im feuerfesten Material | Thermoschock bei der Inbetriebnahme, unsachgemäße Aushärtung | Kontrolliertes Aufheizprotokoll, richtige Materialauswahl | Sichtprüfung, Thermoelementanomalie |
| Eindringen von Aluminium in die Auskleidung | Risse, poröse Auskleidung, chemischer Angriff | Hochdichtes Quarzglas, nicht benetzende Beschichtungen | Analyse von Kernproben nach der Kampagne |
| Durchbrennen des Heizelements | Übertemperatur, mechanische Beschädigung, Feuchtigkeit | Richtige Aushärtung, Auswahl der Elementgröße | Widerstandsüberwachung, Sichtkontrolle |
| Oxidablagerungen an Biegungen | Turbulente Strömung, tote Zonen | CFD-optimierte Geometrie, regelmäßige Reinigung | Durchflussüberwachung, Sichtprüfung |
| Schalenverzerrung | Übermäßiger Wärmeverlust durch Gelenke, unzureichende Unterstützung | Richtiges Dehnungsfugenkonzept, Statik | Dimensionaler Überblick |
| Thermoelement-Drift | Verschmutzung, Alterung | Kalibrierungsplan, Schutzmantel | Querverweis zwischen mehreren Sensoren |
| Leckagen an Verbindungen | Unsachgemäße Abdichtung, Beschädigung durch Temperaturwechsel | Keramische Seildichtungen, richtiges Schraubendrehmoment | Sichtprüfung, Metalldetektor unter der Waschmaschine |
Wir empfehlen ein vierteljährliches Wartungsinspektionsprotokoll, das alle oben genannten Ausfallarten abdeckt. Unser Serviceteam stellt den Kunden eine strukturierte Inspektionscheckliste zur Verfügung und bietet für größere Anlagen jährliche Wartungsverträge an, die eine Rekalibrierung der Thermoelemente, eine Neuversiegelung der Fugen und eine Bewertung des Zustands der Auskleidung umfassen.
Wie wird ein Rinnensystem für geschmolzenes Aluminium installiert und in Betrieb genommen?
Anforderungen vor der Installation
Bevor unser Installationsteam vor Ort eintrifft, müssen die folgenden Bedingungen erfüllt sein:
- Fertigstellung und Aushärtung der zivilen Fundamente (Beton mit einer Festigkeit von 28 Tagen).
- Ofen-Stichloch in endgültiger Höhe mit angeschweißter Halterung.
- Der Stromanschluss darf nicht weiter als 2 Meter von der Wäscherei entfernt sein.
- Die Gaszufuhr (falls zutreffend) darf nicht weiter als 1 Meter von der Waschmaschine entfernt sein.
- Kran oder Gabelstapler mit einer Mindesttragfähigkeit von 2 Tonnen vorhanden.
- Sicherer Arbeitsbereich geräumt und verbarrikadiert.
- Client Operations Supervisor steht für die Prozesskoordination zur Verfügung.
Schritt-für-Schritt-Installationsreihenfolge
Schritt 1: Positionierung und Nivellierung - Die einzelnen Rinnenabschnitte werden auf vorvermessene Halterungen gesetzt und mit Präzisionsunterlegscheiben auf 0,5 mm/Meter genau nivelliert.
Schritt 2: Abschnittsbildung - Die Flanschverbindungen werden mit keramischen Faserseil-Dichtungen hergestellt, die mit dem vorgeschriebenen Drehmoment zusammengepresst werden. Dieser Schritt ist von entscheidender Bedeutung: Verbindungen mit zu geringem Anzugsmoment sind undicht, Verbindungen mit zu hohem Anzugsmoment führen zu Rissen im Feuerfestmaterial.
Schritt 3: Installation des Abdecksystems - Die Rinnendeckel oder Abdeckungen werden in Position gebracht und ihre Hebe- und Scharniermechanismen werden auf reibungslose Funktion geprüft.
Schritt 4: Elektrischer Anschluss - Die Leitungen der Heizelemente, die Verlängerungskabel der Thermoelemente und die Verdrahtung der Schalttafel werden angeschlossen und auf Durchgängigkeit geprüft, bevor die Stromversorgung eingeschaltet wird.
Schritt 5: Erster Trocknungszyklus - Die Rinne wird von Raumtemperatur auf 150 °C erhitzt und 8 Stunden lang gehalten, dann 8 Stunden lang auf 300 °C, dann 12 Stunden lang auf 600 °C und schließlich 4 Stunden lang auf 750 °C. Durch das Halten der Temperatur in jeder Phase können Feuchtigkeit und chemisch gebundenes Wasser allmählich entweichen, ohne dass Dampfdruck entsteht, der die Auskleidung beschädigen könnte.
Schritt 6: Erste Metallprobe - Die erste Charge geschmolzenen Aluminiums durch eine neu in Betrieb genommene Rinne sollte in Anwesenheit des gesamten Betriebsteams mit einer reduzierten Durchflussrate durchgeführt werden. Unser Inbetriebnahmetechniker überwacht die Messwerte der Thermoelemente, inspiziert den Rinnenauslass visuell auf Anzeichen von Turbulenzen oder kaltem Metall und überprüft die Reaktion des Steuerungssystems.
Häufig gestellte Fragen (FAQs)
1. Wie hoch ist die Mindestbestellmenge für eine kundenspezifische Aluminium-Reinigungsanlage von AdTech?
Bei AdTech gibt es keine Mindestbestellmengenbeschränkung für kundenspezifische Rinnensysteme. Ganz gleich, ob Sie einen einzelnen 2-Meter-Übergangsstutzen oder ein komplettes beheiztes 40-Meter-Rinnennetz benötigen, wir planen jedes Projekt individuell. Unser Mindestprojektumfang für die vollständige technische Planung, Fertigung und Inbetriebnahme ist ein kompletter Rinnenlauf, der einen Ofen mit einer Gieß- oder Entgasungsanlage verbindet. Für Kunden, die nur Ersatzauskleidungssätze oder Ersatzheizelemente kaufen, gibt es keine Mindestmengenbeschränkungen. Wenden Sie sich mit Ihren Prozessparametern an unser Vertriebsteam, und wir werden Ihnen innerhalb von 5 Werktagen ein projektspezifisches Angebot unterbreiten.
2. Wie lange dauert es von der Bestellung bis zur Auslieferung eines maßgeschneiderten Wäschesystems?
Für ein standardmäßiges beheiztes Rinnensystem mit einer Gesamtlänge von 10-20 Metern beträgt unsere typische Vorlaufzeit von der Auftragsbestätigung bis zur werksfertigen Lieferung 8-12 Wochen. Darin enthalten sind 2 Wochen für die detaillierte technische Ausarbeitung, 4-6 Wochen für die Herstellung des Mantels und die Installation der Feuerfestmaterialien sowie 2 Wochen für die Qualitätskontrolle und die Tests vor dem Versand. Hochkomplexe mehrteilige Systeme mit integrierten Entgasungs- oder Filtrationsmodulen können 14-18 Wochen in Anspruch nehmen. Wir empfehlen, die Konstruktionsphase vor der formellen Auftragserteilung zu beginnen, um den gesamten Projektzeitplan zu komprimieren, insbesondere für Kunden mit Terminen für die Produktionsaufnahme.
3. Können die AdTech-Reinigungssysteme alle Aluminiumlegierungen verarbeiten, einschließlich Varianten mit hohem Magnesium- und Siliziumgehalt?
Ja, aber die Materialspezifikation muss die spezifische Chemie der Legierung widerspiegeln. Hochmagnesiumhaltige Legierungen (Mg-Gehalt > 3%) stellen einen aggressiven chemischen Angriff auf herkömmliche Auskleidungen aus Quarzglas dar, da Magnesium bei Betriebstemperaturen mit Siliziumdioxid reagiert und Magnesiumsilikatverbindungen bildet, die die Oberfläche der Auskleidung zersetzen. Für hochmagnesiumhaltige Legierungen wie 5182 oder 5083 empfehlen wir Auskleidungen aus Kalziumaluminat oder Aluminiumoxid-Spinell-Guss anstelle von Quarzglas. Hochsiliziumhaltige Legierungen (Si > 12%) sind im Allgemeinen mit Quarzglasauskleidungen kompatibel. Wir fordern die vollständigen Daten zur Legierungszusammensetzung an, bevor wir eine Auskleidungsspezifikation für einen neuen Kunden festlegen.
4. Welche Thermoelementtypen werden in AdTech-Temperaturüberwachungssystemen für Rinnen verwendet?
Wir verwenden Thermoelemente des Typs K (Chromel-Alumel) für Anwendungen bis 750°C und Thermoelemente des Typs N (Nicrosil-Nisil) für Anwendungen, bei denen langfristige Genauigkeit im Vordergrund steht oder bei denen die Temperaturen zeitweise 850°C erreichen. Thermoelemente vom Typ N weisen im Vergleich zum Typ K bei höheren Temperaturen eine bessere Driftbeständigkeit auf und sind daher die bevorzugte Wahl für beheizte Waschrinnenanwendungen, bei denen die Kalibrierungsintervalle mehr als 6 Monate betragen. Alle Thermoelemente werden mit mineralisolierten (MI) Kabeln und Keramikschutzrohren geliefert, um der korrosiven Atmosphäre in der Nähe von geschmolzenem Aluminium zu widerstehen. Unser Standard-Überwachungspanel protokolliert Thermoelementdaten in 1-Minuten-Intervallen mit vom Kunden programmierbaren Alarmsollwerten.
5. Wie berechnet man das erforderliche Rinnengefälle für eine zuverlässige Schwerkraftströmung?
Für die Berechnung des Gefälles sind drei Haupteingaben erforderlich: Schmelzedurchfluss (kg/min), Kanalquerschnitt und Viskosität der Schmelze (ca. 1,2 mPa-s für die meisten Aluminiumlegierungen bei 720°C). Unter Verwendung der Manning-Gleichung, die für Korrekturen des nicht-newtonschen Verhaltens angepasst wurde, zielen unsere Hydraulikmodelle auf eine Fließgeschwindigkeit von 0,2-0,4 m/s ab. Dieser Geschwindigkeitsbereich sorgt für eine gleichmäßige laminare Strömung im Übergang und verhindert sowohl tote Zonen (Geschwindigkeit 0,5 m/s erzeugt Oxideintrag). Typische berechnete Neigungen liegen zwischen 1° und 3°, wobei der spezifische Wert von der Kanalbreite und -tiefe abhängt. Wir raten davon ab, Faustformeln für das Gefälle zu verwenden, ohne eine hydraulische Berechnung durchgeführt zu haben.
6. Wie reinigt man eine Rinne am besten zwischen den Produktionskampagnen?
Das effektivste Verfahren zur Reinigung der Rinne besteht darin, das restliche Aluminium durch den Ablassstopfen abzulassen, während die Rinne noch auf Betriebstemperatur ist, und dann mit einem trockenen, feuerfesten Schaber alle Gefrierschichten zu entfernen, während die Auskleidung noch über 200°C ist. Verwenden Sie niemals Wasser oder Reinigungsmittel auf Wasserbasis in einer heißen Rinne. Lassen Sie die Rinne auf unter 80°C abkühlen, bevor Sie sie nass reinigen oder inspizieren. Bei hartnäckigen Ablagerungen an Kurven oder Übergängen kann ein leichtes pneumatisches Meißelwerkzeug mit Vorsicht eingesetzt werden, um eine Beschädigung der primären Futteroberfläche zu vermeiden. Wir empfehlen eine vollständige visuelle Inspektion des Innenraums bei jeder größeren Unterbrechung der Kampagne und eine Fotodokumentation für die Entwicklung im Laufe der Zeit.
7. Kann das AdTech-Reinigungssystem in eine bestehende Entgasungsanlage oder Online-Filterbox integriert werden?
Die Integration mit Entgasungseinheiten wie z. B. Drehimpeller-Entgasern und mit Schaumkeramik-Filterboxen ist ein Standardmerkmal unserer modularen Rinnenkonstruktion. Wir entwerfen Übergangsabschnitte, die den Rinnenauslass mit dem Einlass der Entgasungseinheit verbinden, ohne dass tote Zonen oder Turbulenzen entstehen. Für die keramische Schaumstofffiltration liefern wir integrierte Filterboxen, die mit der gleichen Quarzglasauskleidung wie der Rinnenkanal vorgefertigt sind. Der Filterkasten ist so dimensioniert, dass er je nach dem Ziel der Einschlussentfernung Schaumstofffilter mit 30, 40, 50 oder 60 Poren pro Zoll (PPI) aufnehmen kann. Unser Ingenieurteam koordiniert die Maßschnittstellen mit den Spezifikationen des Herstellers der Entgasungsanlage.
8. Welche Sicherheitssysteme sind für eine beheizte Aluminium-Reinigungsanlage erforderlich?
Nach NFPA 86 und den örtlichen Sicherheitsvorschriften sind für beheizte Aluminiumwannen in der Regel die folgenden Systeme erforderlich: (1) Hochtemperatur-Übertemperaturschalter, die die Heizelemente abschalten, wenn die Thermoelementanzeige den Sollwert um mehr als 30 °C überschreitet; (2) Notstromabschaltung, die von zwei Stellen aus zugänglich ist, eine an der Rinne und eine an der Hauptschalttafel; (3) Sensoren zur Erkennung von geschmolzenem Metall unterhalb der Rinne, die bei einem Bruch der Auskleidung Alarm auslösen; (4) Verriegelungen, die die Aktivierung der Heizelemente verhindern, bis die Rinne das Aushärtungsprotokoll abgeschlossen hat; (5) feuerfeste Kabelisolierung für alle Leitungen innerhalb eines Abstands von 500 mm zur Rinnenaußenhaut. Wir entwerfen alle elektrischen Systeme gemäß IEC 60364 und stellen eine vollständige Dokumentation der elektrischen Schaltpläne zur Verfügung, die vom Sicherheitsbeauftragten des Kunden überprüft werden kann.
9. Wie unterstützt AdTech Kunden in Ländern ohne lokale Servicepräsenz?
Unser internationales Servicemodell nutzt eine Kombination aus digitalem Fernsupport und geschulten lokalen Servicepartnernetzen in Regionen, in denen wir keine ständigen Niederlassungen unterhalten. Für die Unterstützung bei der Inbetriebnahme reisen unsere Techniker unabhängig vom Standort an den Installationsort. Nach der Inbetriebnahme bieten wir einen 24/7-Fernüberwachungssupport über unsere mit der Cloud verbundene Bedienfeldoption, die Thermoelementdaten und Alarmstatus in Echtzeit an unser Technikerteam überträgt. Mit diesem Modell haben wir bereits erfolgreich Rinneninstallationen in Südostasien, dem Nahen Osten, Afrika und Südamerika unterstützt. Ersatzteile werden in Zolllagern an strategischen Standorten aufbewahrt, um die Lieferung innerhalb von 5-7 Arbeitstagen an die meisten Bestimmungsorte zu gewährleisten.
10. Welche Dokumentation wird mit einem kundenspezifischen AdTech-Reinigungssystem geliefert?
Jedes AdTech-Rinnensystem wird mit einem kompletten Dokumentationspaket geliefert, das Folgendes umfasst: (1) Vollständige mechanische Montagezeichnungen im PDF- und DXF-Format; (2) Elektrische Schalt- und Verdrahtungspläne; (3) Datenblätter für feuerfeste Materialien und Konformitätsbescheinigungen; (4) Erstaufheiz- und Trocknungsprotokoll; (5) Betriebs- und Wartungshandbuch in der vom Kunden gewünschten Sprache; (6) Ersatzteilliste mit AdTech-Teilenummern; (7) Qualitätskontrollprüfbericht mit Testdaten aus dem Werk; (8) ISO 9001:2015-Konformitätszertifikat; (9) Packliste und Versanddokumente. Außerdem stellen wir über unser Kundenportal eine digitale Version der gesamten Dokumentation zur Verfügung, die während der gesamten Lebensdauer der Rinne zugänglich bleibt.
Zusammenfassung: Warum AdTech's Custom Launder Engineering wichtig ist
Das Transferrinnensystem für geschmolzenes Aluminium ist kein gewöhnliches Produkt. Seine Leistung bestimmt direkt die Qualität der Schmelze, die Produktivität des Gießens und die Gesamtkosten Ihres Aluminiumproduktionsbetriebs. Bei AdTech vereinen wir materialwissenschaftliches Fachwissen, computergestützte technische Hilfsmittel und mehr als ein Jahrzehnt Erfahrung bei der Installation vor Ort, um Rinnensysteme zu entwickeln, die die Benchmarks der Branche stets übertreffen.
Unsere Kunden, die von Rinnensystemen mit geringerer Spezifikation umgestiegen sind, berichten von einer Verringerung der Ausschussrate von 15-40%, einer Verlängerung der Wartungsintervalle für die Auskleidung von 3 auf 8+ Jahre und einer Verbesserung der Temperaturgleichmäßigkeit, die direkt zu engeren Gusstoleranzen führt. Dies sind keine theoretischen Projektionen. Es sind dokumentierte Ergebnisse von in Betrieb befindlichen Aluminiumwerken auf vier Kontinenten.
Wenn Sie Rinnenoptionen für eine neue Gießanlage evaluieren, eine bestehende Anlage aufrüsten oder wiederkehrende Probleme mit der Schmelzequalität beheben möchten, bitten wir Sie, sich mit Ihren Prozessparametern an unser Ingenieurteam zu wenden. Wir bieten Ihnen eine unverbindliche technische Vorabbewertung, die die kritischsten Konstruktionsfaktoren für Ihre Anwendung identifiziert.
