Peralatan degassing aluminium bekerja dengan menginjeksikan gelembung-gelembung halus gas inert - biasanya argon atau nitrogen - ke dalam aluminium cair melalui rotor grafit yang berputar dan sistem poros. Atom hidrogen terlarut bermigrasi dari lelehan jenuh ke dalam gelembung bertekanan parsial hidrogen rendah dan dibawa ke permukaan, sehingga mengurangi cacat porositas pada pengecoran akhir sebesar 50-85%.
Jika proyek Anda membutuhkan penggunaan Peralatan Degassing Aluminium, Anda dapat hubungi kami untuk mendapatkan penawaran gratis.
Mengapa Aluminium Membutuhkan Degassing: Masalah Hidrogen dalam Logam Cair
Sebelum memeriksa cara kerja peralatan degassing, memahami mengapa hidrogen menjadi masalah yang terus-menerus dan serius dalam produksi aluminium sangatlah penting. Fisika hidrogen dalam aluminium cair menciptakan mekanisme cacat yang tidak seperti yang ditemui dalam pengecoran baja atau tembaga.

Kelarutan Hidrogen: Akar Masalahnya
Hidrogen adalah satu-satunya gas yang larut dalam jumlah yang signifikan dalam aluminium cair dalam kondisi pengecoran yang khas. Kelarutannya mengikuti hukum Sieverts, yang menyatakan bahwa konsentrasi hidrogen terlarut sebanding dengan akar kuadrat tekanan parsial hidrogen di atmosfer di atas lelehan.
Pada suhu 700°C (1292°F) - suhu penyimpanan aluminium yang umum - aluminium cair melarutkan sekitar 0,65-0,69 ml hidrogen per 100 gram logam pada tekanan parsial hidrogen satu atmosfer (Eichenauer dan Markopoulos, Zeitschrift für Metallkunde, 1974). Pada aluminium padat tepat di bawah titik pemadatan, kelarutan ini turun sekitar 20 kali lipat menjadi sekitar 0,034 ml/100g Al.
Perubahan kelarutan yang dramatis ini berarti bahwa pada dasarnya semua hidrogen terlarut harus keluar dari lelehan sebelum pemadatan atau berinti sebagai gelembung gas di dalam logam yang mengeras, menciptakan porositas. Lelehan aluminium industri jarang mengandung hidrogen pada kesetimbangan dengan tekanan parsial atmosfer - kadar hidrogen aktual bervariasi dari sekitar 0,05 ml/100g Al pada logam primer yang diolah dengan baik hingga lebih dari 0,40 ml/100g Al pada muatan berat yang terkontaminasi.
Bagaimana Hidrogen Memasuki Lelehan dalam Praktik Produksi
Sumber hidrogen dalam pemrosesan aluminium industri sangat banyak dan persisten:
Reaksi kelembaban pada permukaan lelehan: Sumber dominan dalam sebagian besar operasi. Uap air di atmosfer bereaksi dengan aluminium cair secara terus menerus:
2Al (cair) + 3H₂O (gas) → Al₂O₃ + 6H (dilarutkan dalam lelehan)
Reaksi ini berlangsung secara termodinamika pada semua suhu pengecoran aluminium. Pada kelembaban relatif 50% dan suhu sekitar 25°C, kandungan hidrogen kesetimbangan dalam aluminium pada suhu 700°C adalah sekitar 0,25 ml/100g Al - jauh di atas target 0,10 ml/100g Al untuk sebagian besar spesifikasi kualitas.
Kontaminasi bahan pengisi daya: Aluminium bekas yang membawa kelembapan permukaan, oli permesinan, residu cairan pendingin, cat, dan lapisan anodisasi melepaskan hidrogen selama peleburan ulang. Dispinar dan Campbell (International Journal of Cast Metals Research, 2006) mengukur bahwa muatan bekas pasca-konsumen yang tercampur secara konsisten menghasilkan peleburan dengan kandungan hidrogen 0,15-0,25 ml/100g Al yang lebih tinggi daripada aluminium primer yang dilebur secara identik.
Perkakas yang dingin dan lembap: Sendok, pencuci, impeler, dan komponen refraktori yang belum dipanaskan terlebih dahulu secara memadai sebelum bersentuhan dengan lelehan akan melepaskan uap air dengan cepat. Satu sendok yang belum dikeringkan dapat meningkatkan kandungan hidrogen secara lokal sebesar 0,05-0,10 ml/100g Al dalam volume logam yang bersentuhan dengannya.
Penambahan paduan dan pemurnian biji-bijian: Beberapa penambahan paduan master alloy dan batang pemurni biji-bijian diproses dengan pelumas organik atau telah menyerap kelembapan permukaan selama penyimpanan. Ini melepaskan hidrogen selama pelarutan dalam lelehan.
Konsekuensi dari Peningkatan Kandungan Hidrogen
Konsekuensi dari hidrogen yang tidak terkendali dalam coran aluminium sangat beragam dan parah:
| Tingkat Hidrogen (ml/100g Al) | Efek Khas pada Kualitas Pengecoran |
|---|---|
| <0.08 | Porositas gas minimal di sebagian besar sistem paduan |
| 0.08-0.12 | Dapat diterima untuk spesifikasi moderat; batas untuk aplikasi kritis |
| 0.12-0.20 | Porositas gas yang terlihat pada pasir dan cetakan cetakan permanen; kawat putus pada gambar batang |
| 0.20-0.35 | Porositas yang signifikan; degradasi properti struktural; kegagalan kekedapan tekanan |
| >0.35 | Porositas yang parah; permukaan melepuh selama perlakuan panas T6; penolakan pengecoran |
Di luar porositas sederhana, hidrogen yang ditinggikan berinteraksi dengan bifilm oksida (seperti yang didokumentasikan secara ekstensif oleh Campbell di University of Birmingham) untuk menciptakan kombinasi cacat yang paling merusak pada pengecoran aluminium: pori-pori hidrogen berinti dua yang bentuknya tidak beraturan, lebih disukai berada di lokasi struktural yang kritis, dan bertanggung jawab atas nilai fatik dan perpanjangan terburuk pada spesimen uji mekanis.
Bagaimana Cara Kerja Peralatan Rotary Degassing? Mekanisme Inti Dijelaskan
Rotary inline degassing (RILD) yang menggunakan rotor grafit yang berputar adalah teknologi degassing yang dominan dalam produksi aluminium modern. Memahami fisika mengapa teknologi ini bekerja - dan variabel desain spesifik yang menentukan seberapa baik teknologi ini bekerja - merupakan hal yang mendasar untuk memilih dan mengoperasikan peralatan yang efektif.

Kekuatan Pendorong Termodinamika
Mekanisme degassing diatur oleh gradien tekanan parsial antara hidrogen terlarut dalam lelehan dan tekanan parsial hidrogen di dalam gelembung gas yang diinjeksikan. Dalam gelembung argon murni yang baru saja dimasukkan ke dalam lelehan, tekanan parsial hidrogen di dalam gelembung pada dasarnya nol. Dalam lelehan di sekitarnya, hidrogen terlarut ada pada konsentrasi yang sesuai dengan tekanan parsial hidrogen kesetimbangan yang terbatas (dihitung dari hukum Sieverts).
Gradien tekanan ini mendorong atom hidrogen untuk berdifusi dari lelehan ke dalam gelembung di sepanjang gradien konsentrasi. Laju difusi dijelaskan oleh hukum pertama Fick:
J = D × (C_melt - C_bubble_surface) / δ
Di mana J adalah fluks hidrogen (ml/cm²-s), D adalah koefisien difusi hidrogen dalam aluminium cair (sekitar 3,2 × 10-³ cm²/s pada 700 ° C, dari Eichenauer dan Markopoulos, 1974), C_melt adalah konsentrasi hidrogen curah, C_bubble_surface adalah konsentrasi hidrogen pada antarmuka gelembung-lelehan, dan δ adalah ketebalan lapisan batas difusi yang efektif di sekitar gelembung.
Karena setiap gelembung menyerap hidrogen selama naik melalui lelehan, gelembung tersebut membawa hidrogen ke permukaan di mana ia keluar ke atmosfer di atas lelehan. Pasokan gelembung segar bebas hidrogen yang terus menerus mempertahankan kekuatan pendorong selama perawatan degassing.
Mengapa Ukuran Gelembung Merupakan Parameter Desain yang Penting
Laju penghilangan hidrogen total dari lelehan bergantung pada total area antarmuka gas-cair yang tersedia untuk transfer massa. Untuk volume gas yang diinjeksikan tetap:
Total area antarmuka = (6 × V_total gas) / d_bubble
Di mana d_bubble adalah diameter gelembung. Hubungan ini menunjukkan bahwa mengurangi separuh diameter gelembung akan melipatgandakan area antarmuka yang tersedia untuk volume gas yang sama. Inilah sebabnya mengapa teknologi rotary degassing jauh lebih efektif daripada sekadar menggelembungkan gas melalui tombak - aksi geser mekanis rotor memecah aliran gas menjadi gelembung-gelembung yang jauh lebih kecil daripada gelembung yang disuntikkan melalui tombak.
Aliran gas yang diinjeksikan dengan tombak biasanya menghasilkan gelembung berdiameter 5-20 mm pada aluminium. Rotor degassing rotari yang dirancang dengan baik menghasilkan gelembung berdiameter 0,5-3 mm - pengurangan 5-40 kali lipat dalam diameter gelembung yang sesuai dengan peningkatan 5-40 kali lipat dalam luas permukaan perpindahan massa per unit gas yang dikonsumsi.
Penelitian oleh Jahn dan Schwerdtfeger (Metallurgical Transactions B, 1978) menetapkan distribusi ukuran gelembung dalam aluminium cair sebagai fungsi dari desain dan kecepatan rotor, menemukan bahwa diameter gelembung berskala kira-kira dengan kecepatan ujung rotor dengan kekuatan -0,6. Kecepatan rotor yang lebih tinggi menghasilkan gelembung yang lebih kecil hingga titik di mana penggabungan sekunder membatasi pengurangan ukuran lebih lanjut.
Mekanisme Rotor secara Detail
Rotor grafit berada di ujung poros grafit yang berputar. Saat rotor berputar (biasanya pada 200-600 RPM, tergantung pada sistemnya), rotor menciptakan beberapa efek simultan:
Dispersi gas: Gas inert yang diumpankan melalui poros berongga keluar dari port di badan rotor. Gaya sentrifugal dari rotor yang berputar, dikombinasikan dengan gaya geser pada antarmuka lelehan rotor, memecah aliran gas menjadi gelembung-gelembung halus dan menyebarkannya secara radial ke luar melalui lelehan.
Sirkulasi: Rotor yang berputar menciptakan pola sirkulasi dalam lelehan yang mendistribusikan gelembung ke seluruh bejana pengolahan daripada membiarkannya terkonsentrasi di dekat rotor. Sirkulasi ini sangat penting untuk keseragaman perawatan - tanpanya, logam di pinggiran bejana akan menerima degassing minimal meskipun rotor beroperasi di tengah.
Promosi inklusi ke permukaan: Pola sirkulasi lelehan juga mendorong inklusi oksida dan partikel non-logam ke permukaan lelehan, di mana mereka terkumpul sebagai lapisan skim yang dapat dihilangkan. Ini adalah manfaat sekunder yang penting dari rotary degassing di luar penghilangan hidrogen saja.
Kontrol agitasi permukaan: Desain dan kecepatan rotor harus seimbang untuk menghasilkan penyebaran gelembung yang cukup tanpa turbulensi permukaan yang berlebihan. Permukaan lelehan yang bergejolak menghasilkan lapisan oksida baru yang memperkenalkan inklusi baru dan menyediakan jalur penyerapan hidrogen tambahan. Rotor yang optimal beroperasi pada produksi gelembung maksimum sambil menjaga agitasi permukaan di bawah ambang batas untuk menghasilkan oksida baru yang signifikan.
Jenis Peralatan Degassing Aluminium Apa Saja yang Ada?
Industri aluminium menggunakan beberapa pendekatan degassing yang berbeda, masing-masing dengan prinsip operasi, biaya modal, dan kemampuan kinerja yang berbeda.
Tipe 1: Unit Degassing Inline Putar (RILD/SNIF/ALPUR)
Unit rotary inline memproses logam secara terus menerus saat mengalir dari tungku ke stasiun pengecoran melalui bejana pengolahan yang dilapisi dengan bahan tahan api. Logam masuk ke satu sisi, menerima perlakuan degassing dari satu rotor atau lebih, dan keluar dari sisi lain ke sistem filter dan pengecoran.
Sistem komersial utama:
- SNIF (Spinning Nozzle Inert Flotation) - dikembangkan oleh Union Carbide, dilisensikan secara luas.
- ALPUR - dikembangkan oleh Pechiney (sekarang Rio Tinto Aluminium).
- SIR (Spinning Impeller Reactor) - dikembangkan oleh Norsk Hydro.
- Seri AdTech SHFD - desain kami sendiri yang dioptimalkan untuk operasi casthouse aluminium.
Sistem ini lebih disukai untuk operasi pengecoran kontinu (billet, slab, batang kawat) di mana logam mengalir dengan kecepatan yang relatif konstan. Unit inline yang dirancang dengan baik dengan rotor tunggal mengurangi hidrogen sebesar 50-70% dalam sekali jalan. Konfigurasi rotor ganda mencapai pengurangan 65-80%.
Tipe 2: Rotary Degassing Dalam Tungku (Sistem Lance)
Unit degassing rotari portabel atau tetap dimasukkan ke dalam tungku penampung atau peleburan, dengan rotor dan poros terendam dalam lelehan dan gas yang diinjeksikan sementara tungku berfungsi sebagai bejana pengolahan. Setelah perawatan, unit dilepas sebelum disadap.
Keuntungan: Biaya modal yang lebih rendah daripada unit inline khusus; cocok untuk operasi peleburan batch; fleksibilitas untuk merawat beberapa tungku dengan satu unit portabel.
Keterbatasan: Degassing terjadi di dalam tungku di mana logam kemudian akan didiamkan untuk waktu tambahan, memungkinkan penyerapan kembali hidrogen dari atmosfer tungku sebelum pengecoran. Waktu perawatan lebih lama (biasanya 15-30 menit per pengisian tungku). Logam harus ditahan di dalam tungku setelah perawatan, yang menciptakan kendala penjadwalan.
Tipe 3: Degassing Tombak Statis (Steker Berpori)
Gas digelembungkan melalui sumbat tahan api berpori atau tombak yang terendam tanpa bantuan mekanis. Hal ini menghasilkan gelembung yang jauh lebih besar daripada sistem rotari dan efisiensi yang jauh lebih rendah.
Reduksi hidrogen yang khas: 20-40% dari tingkat awal - secara substansial lebih rendah daripada sistem putar.
Penggunaan saat ini: Terutama dalam operasi kecil di mana investasi modal tidak dapat menjustifikasi peralatan rotari, untuk paduan dengan spesifikasi rendah, atau untuk perawatan tambahan antara degassing primer dan pengecoran.
Tipe 4: Perawatan Tablet Fluks (Agen Degassing Padat)
Tablet Hexachloroethane (C₂Cl₆) atau zat reaktif padat serupa dimasukkan ke dalam lelehan, di mana zat-zat tersebut bereaksi menghasilkan gas klorin dan hidrogen klorida yang menggelembung melalui logam.
Reduksi hidrogen: Tipikal 30-50%.
Masalah: Menghasilkan gas klorin dan hidrogen klorida beracun yang membutuhkan ekstraksi asap; menghasilkan inklusi garam jika tidak dikelola dengan hati-hati; masalah keselamatan operator; semakin dibatasi oleh peraturan lingkungan di Eropa dan beberapa pasar Asia. Jarang ditentukan dalam instalasi baru tetapi masih digunakan di beberapa pasar.
Tipe 5: Degassing Vakum
Lelehan terpapar pada ruang hampa udara parsial, yang menurunkan tekanan parsial hidrogen di atmosfer di atas lelehan hingga mendekati nol, mendorong hidrogen terlarut ke permukaan melalui perbedaan tekanan uap.
Reduksi hidrogen: 85-95% - yang tertinggi dari semua metode degassing.
Keterbatasan: Biaya modal yang sangat tinggi; sulit untuk diintegrasikan ke dalam operasi pengecoran kontinu; terutama digunakan untuk produksi aluminium yang sangat bersih (dirgantara, aplikasi dengan kemurnian tinggi, foil kapasitor). Proses AlVac (dikembangkan dan digunakan di Skandinavia) mencapai tingkat hidrogen pasca-perlakuan sebesar 0,02-0,04 ml/100g Al.
Tabel Perbandingan Teknologi Degassing
| Teknologi | Efisiensi Pengurangan H₂ | Biaya Modal | Biaya Operasional | Penghapusan Inklusi | Aplikasi Terbaik |
|---|---|---|---|---|---|
| Rotary inline (rotor tunggal) | 50-70% | Sedang | Rendah-Sedang | Baik (sekunder) | Pengecoran berkelanjutan, kualitas standar |
| Rotary inline (rotor ganda) | 65-80% | Sedang-Tinggi | Sedang | Bagus. | Pengecoran kontinu berkualitas tinggi |
| Tombak putar dalam tungku | 45-65% | Rendah-Sedang | Rendah | Adil | Pengecoran batch, pengecoran |
| Tombak statis / steker berpori | 20-40% | Rendah | Sangat Rendah | Miskin | Spesifikasi rendah, operasi kecil |
| Tablet fluks | 30-50% | Sangat Rendah | Rendah | Adil | Sistem lama, pasar yang sedang berkembang |
| Degassing vakum | 85-95% | Sangat Tinggi | Tinggi | Buruk (tidak ada penghapusan inklusi) | Dirgantara, sangat bersih |
| Putar segaris + gas Ar / Cl₂ | 70-82% | Sedang-Tinggi | Sedang | Luar biasa | Paduan premium, billet kedirgantaraan |
Komponen Utama dari Unit Rotary Degassing dan Fungsinya
Memahami fungsi setiap komponen membantu para insinyur menentukan sistem yang tepat dan mendiagnosis masalah ketika muncul.
Rotor Grafit
Rotor adalah jantung dari unit degassing. Rotor melakukan fungsi dispersi gas dan sirkulasi lelehan secara bersamaan. Parameter desain rotor utama:
Diameter rotor: Diameter yang lebih besar meningkatkan radius penyebaran gelembung tetapi membutuhkan torsi yang lebih tinggi dari motor penggerak. Rotor komersial berkisar dari diameter sekitar 100 mm hingga 300 mm tergantung pada ukuran bejana dan laju aliran logam.
Geometri pelabuhan: Jumlah, ukuran, dan orientasi port keluar gas di badan rotor menentukan distribusi ukuran gelembung awal. Port yang diposisikan secara tangensial terhadap rotasi rotor menghasilkan gelembung awal yang lebih kecil daripada port yang berorientasi radial karena gaya geser di pintu keluar port lebih tinggi.
Bahan: Grafit dengan kemurnian tinggi yang ditekan secara isostatik adalah standar. Grafit harus tahan terhadap guncangan termal (rotor bersentuhan dengan atmosfer dingin dan kemudian logam panas), tahan secara kimiawi terhadap aluminium dan gas degassing yang mengandung klorin, serta cukup kuat secara mekanis untuk menahan gaya hidrodinamis selama putaran kecepatan tinggi.
Masa pakai rotor grafit dalam produksi bervariasi dari sekitar 20 hingga 80 siklus perawatan, tergantung pada:
- Suhu logam (suhu yang lebih tinggi mempercepat oksidasi grafit).
- Kandungan klorin dalam gas degassing (klorin menyerang grafit secara progresif).
- Kualitas penanganan mekanis (rotor retak jika terbentur dinding bejana).
- Komposisi paduan (beberapa paduan lebih agresif secara kimiawi terhadap grafit).
Formulasi grafit rotor AdTech dioptimalkan untuk ketahanan terhadap serangan termal, mekanis, dan kimiawi gabungan dari layanan casthouse aluminium, biasanya mencapai 40-70 siklus perawatan dalam kondisi standar.
Poros Grafit
Poros grafit berongga mentransfer gaya rotasi dari motor penggerak dan gas degassing dari saluran pasokan gas ke rotor. Lubang berongga harus menjaga aliran gas yang lancar saat poros berputar - membutuhkan penyatuan berputar berkualitas tinggi di bagian atas poros tempat sambungan gas bertemu dengan komponen yang berputar.
Kegagalan poros adalah salah satu penyebab paling umum dari waktu henti unit degassing. Mode kegagalan meliputi:
- Retak akibat guncangan termal selama pencelupan dalam kondisi awal yang dingin.
- Fraktur mekanis akibat pembebanan lateral jika poros menyentuh dinding bejana selama perendaman.
- Degradasi kimiawi akibat paparan klorin pada suhu tinggi.
Motor Penggerak dan Kontrol Kecepatan
Motor penggerak harus mempertahankan kecepatan rotor yang tepat selama siklus pengolahan. Sebagian besar unit degassing modern menggunakan penggerak frekuensi variabel (VFD) yang memungkinkan penyesuaian kecepatan rotor dari sekitar 100 hingga 600 RPM. Fleksibilitas ini memungkinkan operator untuk mengoptimalkan ukuran gelembung untuk laju aliran logam tertentu dan geometri bejana.
Di AdTech, unit degassing seri SHFD kami menggunakan kontrol kecepatan loop tertutup dengan umpan balik tachometer, memastikan bahwa kecepatan rotor tetap berada dalam ± 2 RPM dari setpoint terlepas dari perubahan viskositas lelehan atau beban sistem penggerak. Ketepatan ini penting karena kecepatan rotor secara langsung menentukan ukuran gelembung dan dengan demikian efisiensi degassing - kecepatan yang tidak konsisten menghasilkan kinerja yang bervariasi.
Kapal Perawatan Berjajar Tahan Api
Bejana yang berisi logam selama proses degassing haruslah bejana yang berisi logam:
- Terisolasi secara termal untuk meminimalkan kehilangan suhu logam selama perawatan.
- Tahan secara kimiawi terhadap lelehan aluminium dan gas degassing.
- Didesain dengan geometri aliran internal yang mendorong distribusi gelembung yang merata.
- Dilengkapi dengan ketentuan untuk menghilangkan sampah (pengapungan inklusi dan film oksida yang terkumpul di permukaan lelehan selama perawatan)
Bahan refraktori kapal biasanya berupa komposit alumina tinggi yang dapat dicor atau silikon karbida-alumina, yang dipilih untuk ketahanan terhadap pembasahan aluminium dan serangan kimia. Masa pakai refraktori bejana di antara periode pemeliharaan utama biasanya 6-18 bulan tergantung pada keluaran logam dan frekuensi pembersihan.
Sistem Pasokan dan Kontrol Gas
Sistem pasokan gas terdiri dari sumber gas (silinder, penyimpanan massal, atau pembangkit di tempat), pengatur tekanan, pengukur aliran, dan katup kontrol otomatis. Persyaratan desain utama:
Kontrol laju aliran: Laju aliran gas melalui rotor harus dikontrol dengan tepat karena merupakan penentu utama efisiensi degassing. Laju aliran yang terlalu rendah menghasilkan volume gelembung yang tidak mencukupi; laju yang terlalu tinggi menghasilkan gelembung besar yang menyatu dan turbulensi permukaan. Laju aliran optimal untuk sebagian besar sistem degassing inline adalah sekitar 1,0-3,0 Nm³ / jam per rotor pada kondisi argon standar, disesuaikan dengan laju aliran logam.
Kemurnian gas: Kemurnian gas degassing secara signifikan mempengaruhi kinerja. Argon dengan kemurnian 99,999% (tingkat 5N) pada dasarnya tidak mengandung uap air atau oksigen. Argon dengan kemurnian yang lebih rendah mungkin mengandung uap air yang memasukkan hidrogen daripada menghilangkannya. Penelitian oleh Doutre dkk. (Light Metals, 2004) menunjukkan bahwa argon dengan kadar air 50 ppm pada suhu 700 ° C yang disetimbangkan menyumbangkan sekitar 0,002 ml / 100 g Al hidrogen per 1 Nm³ gas yang diinjeksikan - kecil tapi terukur dalam aplikasi ultra-bersih.
Kemampuan gas campuran: Sistem yang dirancang untuk campuran klorin-argon memerlukan alat kelengkapan tahan korosi, komponen kontrol aliran yang diberi peringkat untuk layanan klorin, dan peralatan keselamatan yang sesuai. Konsentrasi klorin biasanya 2-5% berdasarkan volume dalam argon.
Gas Degassing Apa yang Digunakan dan Mengapa Pilihannya Penting?
Pemilihan gas degassing adalah salah satu keputusan paling penting dalam desain sistem degassing, yang memengaruhi kinerja dan biaya pengoperasian.
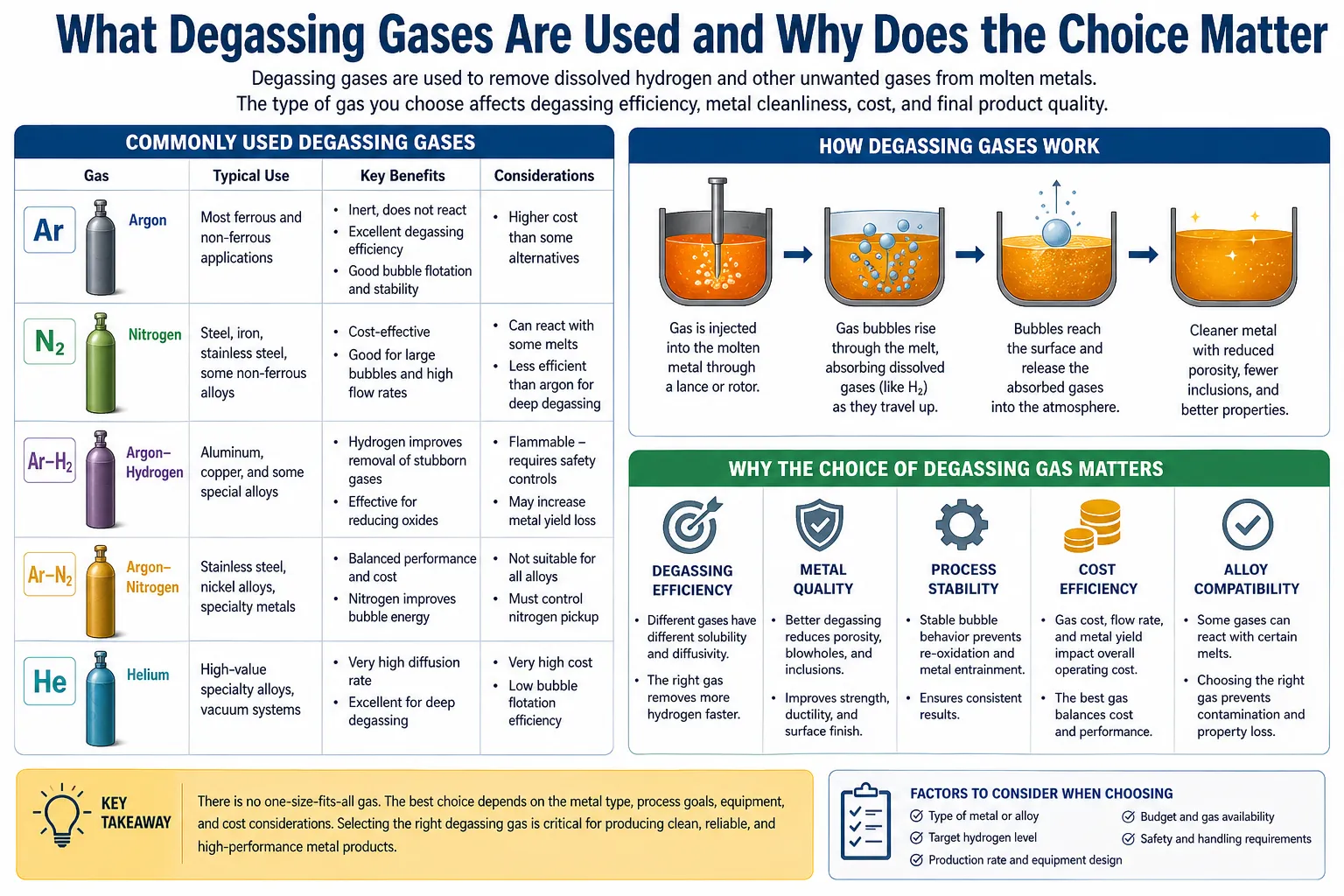
Argon: Gas Degassing Utama
Argon adalah gas degassing standar dalam produksi aluminium modern. Gas ini secara kimiawi tidak bereaksi dengan aluminium pada suhu leleh, tidak bereaksi dengan rotor grafit, dan tidak menghasilkan produk sampingan yang beracun. Argon lebih berat daripada udara, yang berarti menggantikan udara di atas permukaan lelehan dan memberikan selimut yang mengurangi penyerapan kembali hidrogen dari atmosfer sekitar di atas bejana pengolahan.
Efisiensi reduksi hidrogen dengan argon saja: 50-70% dalam unit inline satu jalur; hingga 80% dalam sistem rotor ganda yang dioptimalkan. Kadar hidrogen pasca-perlakuan sebesar 0,08-0,12 ml/100g Al adalah tipikal yang dimulai dari 0,20-0,30 ml/100g kandungan awal Al.
Nitrogen: Alternatif yang Hemat Biaya
Nitrogen mencapai efisiensi degassing yang serupa dengan argon dengan biaya yang jauh lebih rendah (biasanya 30-60% dari biaya argon tergantung pada pasar dan metode pasokan). Namun, nitrogen memiliki dua masalah teknis yang spesifik:
Pengambilan nitrogen dalam paduan yang rentan: Pada suhu peleburan aluminium dan dengan waktu kontak yang cukup, nitrogen dapat bereaksi dengan elemen paduan tertentu untuk membentuk nitrida (terutama dengan litium, magnesium pada konsentrasi tinggi, dan beberapa tambahan tanah jarang). Untuk sebagian besar paduan aluminium komersial, pengambilan nitrogen dapat diabaikan, tetapi untuk paduan yang mengandung litium (seri 2xxx dan 8xxx dengan Li) dan paduan yang sangat tinggi Mg (>4% Mg), argon lebih disukai.
Perilaku menggelegak: Gelembung nitrogen menunjukkan interaksi tegangan permukaan yang sedikit berbeda dengan lelehan dibandingkan dengan argon, yang mempengaruhi ukuran gelembung kesetimbangan pada kondisi rotor yang sama. Perbedaannya kecil dalam praktiknya.
Sebagian besar operasi pengecoran aluminium komersial menggunakan nitrogen untuk paduan standar dan cadangan argon untuk paduan di mana pengambilan nitrogen menjadi perhatian atau di mana kebersihan setinggi mungkin diperlukan.
Penambahan Klorin: Manfaat Aglomerasi Inklusi
Menambahkan klorin 2-5% (Cl₂) ke gas degassing argon atau nitrogen memberikan beberapa manfaat tambahan di luar degassing gas inert murni:
Aglomerasi inklusi: Klorin bereaksi dengan aluminium untuk membentuk uap AlCl₃, yang naik melalui lelehan dan mengumpulkan inklusi non-logam (lapisan oksida, nitrida, karbida) melalui pengapungan. Gumpalan naik ke permukaan lelehan dan terkumpul sebagai lapisan skim. Penelitian oleh Granger di Pechiney (Light Metals, 1998) menunjukkan bahwa penambahan klorin meningkatkan ukuran inklusi rata-rata dari sekitar 8 mikron menjadi 25 mikron - peningkatan 3 kali lipat yang secara dramatis meningkatkan efisiensi penyaringan filter busa keramik berikutnya.
Penghapusan alkali: Klorin bereaksi dengan natrium dan kalsium terlarut (pengotor alkali dari fluks garam dan kontaminasi skrap) membentuk senyawa klorida yang mudah menguap yang keluar bersama gelembung gas. Natrium bahkan pada kadar 5-10 ppm dalam paduan aluminium dapat menurunkan sifat mekanik, dan degassing klorin adalah metode penghilangan alkali yang paling efektif yang tersedia.
Penghilangan hidrogen yang ditingkatkan: Gabungan aksi mekanis dan kimiawi dari campuran klorin-argon biasanya mencapai pengurangan hidrogen 70-82% dibandingkan dengan 50-70% untuk argon saja.
Masalah keselamatan dan lingkungan: Klorin adalah gas beracun (OSHA PEL 1 ppm, IDLH 10 ppm). Uap aluminium klorida yang dihasilkan selama pengolahan juga beracun dan korosif. Instalasi yang menggunakan gas yang mengandung klorin memerlukan ekstraksi asap yang tepat, sistem deteksi gas, dan prosedur darurat. Banyak fasilitas di Eropa telah beralih ke degassing argon saja untuk menghilangkan risiko penanganan klorin, dengan menerima pertukaran kinerja.
Matriks Keputusan Pemilihan Gas
| Paduan dan Aplikasi | Gas yang Direkomendasikan | Penambahan Klorin? | Target H₂ Pasca Perawatan yang Khas |
|---|---|---|---|
| Bilet ekstrusi 6xxx standar (umum) | Nitrogen | Opsional (2% Cl₂) | <0,12 ml / 100g |
| 6xxx billet struktural otomotif | Argon | Direkomendasikan (2-3% Cl₂) | <0,10 ml / 100g |
| Batang kelas EC (1350) | Argon | Direkomendasikan (2-3% Cl₂) | <0,10 ml / 100g |
| Billet Aerospace 7xxx | Argon | Direkomendasikan (3-5% Cl₂) | <0,08 ml / 100g |
| 5xxx paduan Mg tinggi | Argon | Opsional | <0,12 ml / 100g |
| Pengecoran roda A356 | Nitrogen atau Argon | Opsional | <0,10 ml / 100g |
| Kemurnian tinggi 1xxx (>99,99%) | Argon (kemurnian 5N) | Tidak. | <0,06 ml / 100g |
| 2xxx dengan konten Li | Hanya Argon | Tidak (Cl₂ menyerang Li) | <0,08 ml / 100g |
Bagaimana Anda Mengukur Efektivitas Degassing dalam Produksi?
Tanpa pengukuran, degassing hanya berupa dugaan. Beberapa metode pengukuran tersedia, masing-masing dengan biaya, akurasi, dan kesesuaian yang berbeda untuk aplikasi produksi vs. penelitian.
Uji Tekanan Tereduksi (RPT)
RPT adalah alat pengukuran produksi yang paling banyak digunakan untuk penilaian kualitas lelehan yang berhubungan dengan hidrogen. Sampel logam kecil (biasanya 100-150 g) dipadatkan di bawah tekanan rendah (80-100 mbar absolut, yang dihasilkan oleh pompa vakum). Tekanan lingkungan yang berkurang menurunkan ambang batas di mana hidrogen terlarut berinti sebagai gelembung gas, memperkuat porositas secara proporsional dengan kandungan hidrogen.
Kepadatan sampel RPT (diukur dengan perpindahan air) dibandingkan dengan sampel referensi yang dipadatkan pada tekanan atmosfer. Rasio densitas (atau Indeks Porositas turunan) memberikan ukuran semi-kuantitatif dari kandungan hidrogen lelehan.
Keuntungan: Cepat (hasil dalam 15-20 menit), murah, berkorelasi dengan baik dengan tren porositas pengecoran yang sebenarnya, membutuhkan peralatan minimal.
Keterbatasan: Memberikan indikator kualitas relatif daripada pengukuran hidrogen absolut; sensitif terhadap suhu leleh, teknik pengambilan sampel, dan kandungan bifilm serta hidrogen; hasil RPT mencerminkan kandungan hidrogen dan bifilm secara bersamaan.
Interpretasi: Rasio densitas di atas 0,95 (atau Indeks Porositas di bawah 1,5 pada skala 0-10) menunjukkan kualitas lelehan yang dapat diterima untuk sebagian besar aplikasi. Nilai di bawah 0,90 menunjukkan risiko porositas terkait hidrogen yang signifikan.
Telegas (Probe Hidrogen)
Sistem Telegas (dan produk yang setara: Alscan oleh ABB, Hydris oleh Heraeus) mengukur hidrogen terlarut secara langsung dengan menetapkan keseimbangan elektrokimia antara lelehan dan probe membran yang dapat ditembus hidrogen. Hidrogen berdifusi melalui membran hingga tekanan parsial hidrogen dalam ruang detektor sama dengan aktivitas hidrogen terlarut dalam lelehan, sehingga memungkinkan pengukuran kuantitatif secara langsung.
Rentang pengukuran: 0,01-0,50 ml / 100g Al
Waktu pengukuran: 5-15 menit per pengukuran
Akurasi: ± 0,01-0,02 ml / 100g Al dalam kondisi terkendali
Keuntungan: Memberikan pengukuran hidrogen absolut daripada indeks relatif; memungkinkan perbandingan langsung dengan batas spesifikasi; dapat melacak perubahan kandungan hidrogen selama perawatan degassing untuk memverifikasi efisiensi.
Keterbatasan: Biaya peralatan yang lebih tinggi; membutuhkan kalibrasi dan pemeliharaan probe yang cermat; waktu respons probe membatasi aplikasi kontrol proses waktu nyata.
CHAPEL (Analisis Hidrogen Kontinu dengan Kesetimbangan Tekanan dalam Cairan)
Versi lanjutan dari prinsip Telegas yang dirancang untuk pemantauan hidrogen in-line secara kontinu, bukan pengambilan sampel batch. Probe dipasang secara permanen di jalur aliran logam dan memberikan pembacaan hidrogen secara kontinu dengan waktu respons sekitar 30-60 detik.
Data yang dipublikasikan dari Pedersen dkk. (Light Metals, 2008) menunjukkan bahwa pemantauan kontinu berbasis CHAPEL memungkinkan optimasi sistem degassing yang mengurangi rata-rata hidrogen pasca-degassing dari 0,12 ml/100g Al menjadi 0,08 ml/100g Al sekaligus mengurangi konsumsi argon sebesar 15%, dengan memungkinkan penyesuaian kecepatan rotor dan laju aliran gas secara waktu nyata berdasarkan kandungan hidrogen aktual, bukannya parameter operasi tetap.
PoDFA (Alat Filtrasi Disk Berpori)
PoDFA tidak mengukur hidrogen secara langsung, tetapi mengukur kandungan inklusi - lapisan oksida, nitrida, dan partikel non-logam lainnya - dalam lelehan. Karena banyak peristiwa porositas terkait hidrogen yang sebenarnya berinti dua (seperti yang dibahas dalam artikel hidrogen filter busa keramik kami), data PoDFA melengkapi pengukuran hidrogen untuk memberikan gambaran kualitas lelehan yang lengkap.
Pengukuran: Volume logam yang diketahui (biasanya 1-3 kg) disaring melalui piringan keramik halus dalam kondisi standar. Filter dibuat berpenampang melintang dan area inklusi yang tertahan diukur dengan penghitungan titik di bawah mikroskop.
Unit hasil: mm²/kg (area inklusi per satuan berat logam)
Nilai target yang umum: <0,10 mm²/kg untuk pengecoran umum; <0,05 mm²/kg untuk otomotif premium; <0,02 mm²/kg untuk aplikasi luar angkasa.
Ringkasan Protokol Pengukuran Produksi
| Metode Pengukuran | Pengukuran H₂ | Pengukuran Inklusi | Frekuensi dalam Produksi | Biaya |
|---|---|---|---|---|
| Uji Tekanan Berkurang | Tidak langsung (indeks) | Tidak. | Setiap biaya tungku | Sangat Rendah |
| Probe Telegas/Alscan | Langsung, kuantitatif | Tidak. | Berkala (per shift atau biaya) | Sedang |
| Kapel terus menerus | Langsung, terus menerus | Tidak. | Berkelanjutan | Tinggi (modal) |
| PoDFA | Tidak. | Langsung, kuantitatif | Mingguan hingga bulanan | Sedang-Tinggi |
| LiMCA | Tidak. | Waktu nyata, terus menerus | Berkelanjutan | Tinggi |
| Gabungan RPT + PoDFA | Tidak langsung | Langsung | Audit berkala | Sedang |
Degassing Inline vs Degassing Dalam Tungku: Sistem Mana yang Sesuai dengan Operasi Anda?
Ini adalah salah satu pertanyaan pemilihan peralatan yang paling umum yang kami terima di AdTech, dan jawabannya tergantung pada jenis produksi, keluaran logam, dan persyaratan kualitas daripada preferensi universal.
Degassing Inline: Terbaik untuk Operasi Pengecoran Berkelanjutan
Unit degassing inline memproses logam secara terus menerus saat mengalir dari tungku ke cetakan. Logam membuat satu lintasan melalui bejana pengolahan, menerima perlakuan degassing selama transit. Waktu perawatan biasanya 30-120 detik tergantung pada volume bejana dan laju aliran logam.
Paling cocok untuk:
- Operasi pengecoran kontinu (billet, slab, batang kawat, strip)
- Operasi dengan laju aliran logam yang konsisten
- Produksi bervolume tinggi yang mengutamakan konsistensi dan otomatisasi perawatan
- Aplikasi di mana hidrogen pasca-perawatan harus diminimalkan (EC-grade, aerospace)
Pendorong efisiensi dalam sistem inline:
Jumlah unit transfer (NTU) adalah parameter efisiensi utama untuk inline degassing, yang ditentukan oleh rasio laju penghilangan hidrogen terhadap laju aliran logam dan konsentrasi hidrogen ekuilibrium. Hubungan yang dipublikasikan (dari Johansen, Engh, dan Rasch dalam Light Metals, 1998) menunjukkan bahwa NTU berskala dengan:
NTU = k_L × a × V_kapal / Q_logam
Di mana k_L adalah koefisien perpindahan massa fase cair, a adalah luas permukaan gelembung spesifik (m²/m³), V_vessel adalah volume bejana, dan Q_metal adalah laju aliran volumetrik logam. Luas permukaan gelembung yang lebih tinggi (dari gelembung yang lebih kecil, dari kecepatan rotor yang lebih tinggi), bejana yang lebih besar, dan laju aliran logam yang lebih rendah, semuanya meningkatkan NTU dan dengan demikian efisiensi penghilangan hidrogen.
Degassing Dalam Tungku: Lebih Cocok untuk Operasi Batch dan Pengecoran
Degassing dalam tungku menggunakan unit putar portabel atau semi-tetap yang dimasukkan ke dalam tungku penahan atau peleburan. Logam diperlakukan sebagai satu batch, dengan rotor yang beroperasi dalam volume logam statis selama 15-30 menit sebelum rotor dilepas dan tungku diketuk.
Paling cocok untuk:
- Pengecoran pengecoran batch (pengecoran otomotif, penempaan kedirgantaraan)
- Operasi dengan penyadapan yang jarang (setiap beberapa jam, bukan terus menerus)
- Operasi beberapa tungku di mana satu unit degassing melayani beberapa tungku
- Operasi dengan volume yang lebih rendah di mana biaya modal unit inline tidak dapat dibenarkan
Keterbatasan utama degassing dalam tungku: Setelah perawatan dan sebelum penyadapan, logam yang dirawat tetap berada di dalam tungku di mana ia secara bertahap menyerap kembali hidrogen dari atmosfer tungku. Tingkat penyerapan kembali tergantung pada kelembaban atmosfer tungku, luas permukaan logam, dan kebersihan refraktori tungku. Tungku dengan kelembaban rendah yang terpelihara dengan baik mungkin hanya menunjukkan penyerapan kembali 0,01-0,02 ml/100g Al dalam satu jam. Tungku yang tidak terawat dengan baik dengan refraktori basah dapat menunjukkan 0,05-0,08 ml/100g penyerapan kembali Al dalam periode yang sama.
Untuk operasi di mana penyerapan ulang ini tidak dapat diterima, unit inline pada transisi keran ke cetakan tungku menghilangkan periode penyerapan ulang sepenuhnya.
Tabel Perbandingan: Degassing Inline vs Degassing Dalam Tungku
| Faktor | Degassing Inline | Degassing Dalam Tungku |
|---|---|---|
| Kompatibilitas aliran logam | Terus menerus, mantap | Batch |
| Pengurangan H₂ (tipikal) | 55-80% | 45-65% |
| Penyerapan kembali H₂ pasca perawatan | Minimal (logam langsung mengalir ke cetakan) | Signifikan (tergantung pada waktu penahanan) |
| Biaya modal | Sedang-Tinggi | Rendah-Sedang |
| Biaya operasional | Rendah | Rendah |
| Konsistensi pengobatan | Tinggi (kontrol otomatis) | Variabel (bergantung pada operator) |
| Kebutuhan ruang | Sedang (dalam jalur pencucian) | Minimal (unit portabel) |
| Cocok untuk beberapa tungku | Tidak (tetap dalam satu baris) | Ya (unit portabel melayani beberapa tungku) |
| Integrasi dengan filtrasi | Alami (filter ditempatkan di bagian hilir) | Kurang langsung |
| Keamanan gas klorin | Dikelola di tempat pencucian tertutup | Lebih menantang dalam tungku terbuka |
Bagaimana Peralatan Degassing Berinteraksi Dengan Sistem Filtrasi?
Interaksi antara peralatan degassing dan penyaringan busa keramik adalah pertanyaan desain sistem dengan implikasi yang signifikan untuk tata letak peralatan dan hasil kualitas yang dapat dicapai.
Urutan Proses yang Benar dan Dasar Pemikirannya
Urutan praktik terbaik yang sudah mapan dalam setiap rumah tuang aluminium adalah:
Tungku penahan → Transfer → Unit degassing inline → Filter busa keramik → Stasiun pengecoran
Urutan ini tidak sembarangan - ini mencerminkan realitas fisik dari apa yang dilakukan setiap sistem pada logam dan masalah apa yang diciptakan setiap sistem yang harus dikelola oleh sistem lainnya.
Mengapa penyaringan harus mengikuti degassing (bukan mendahuluinya):
Rotary degassing dengan gelembung gas inert mengaduk permukaan lelehan secara signifikan. Agitasi ini menghasilkan lapisan oksida baru - turbulensi permukaan melipat lapisan oksida permukaan lelehan berulang kali selama periode perawatan 30-120 detik. Bifilm oksida yang dihasilkan dari degassing ini kemudian dibawa ke hilir bersama logam. Jika penyaringan mendahului degassing, bifilm segar ini akan melewati filter sepenuhnya dan masuk ke dalam rongga cetakan.
Data yang dipublikasikan dari Granger (Light Metals, 1998) menunjukkan bahwa degassing inline dengan argon saja meningkatkan jumlah inklusi PoDFA pada logam aliran keluar sekitar 20-35% dibandingkan dengan logam tungku - yang berarti degassing menghasilkan lebih banyak inklusi daripada yang ada di logam tungku. Dengan penambahan klorin, studi yang sama menunjukkan pengurangan bersih 60-75% dalam kandungan inklusi dalam aliran keluar dibandingkan dengan logam tungku, karena efek aglomerasi klorin mendominasi inklusi yang dihasilkan oleh turbulensi.
Filter menangkap produk sampingan degassing:
Filter busa keramik yang diposisikan di bagian hilir unit degassing menangkap inklusi oksida yang dihasilkan selama perawatan degassing, termasuk partikel garam dari penambahan fluks dan produk sampingan apa pun dari reaksi klorin-aluminium. Tanpa filter hilir, produk sampingan degassing ini akan mencapai rongga cetakan dan menciptakan cacat.
Sistem gabungan mencapai apa yang tidak dapat dicapai oleh masing-masing komponen:
Seperti yang didokumentasikan dalam artikel hidrogen filter busa keramik kami, kombinasi degassing (mengurangi hidrogen terlarut) dan filtrasi (menghilangkan tempat nukleasi bifilm) mencapai tingkat porositas yang tidak dapat dicapai oleh kedua sistem tersebut secara terpisah. Tiryakioğlu dkk. (Ilmu dan Rekayasa Material A, 2009) menunjukkan sistem gabungan mencapai Indeks Porositas 1,4 vs 4,1 untuk degassing saja dan 5,8 untuk penyaringan saja - secara dramatis lebih baik daripada jumlah efek komponen individu.
Studi Kasus Dunia Nyata: Peningkatan Sistem Degassing di Pabrik Billet Aluminium, India, 2023
Latar Belakang: Fasilitas Pengecoran Billet Aluminium 6063 di Pune, Maharashtra, India
Profil perusahaan: Fasilitas pengecoran billet aluminium berukuran sedang di kawasan industri Pune, memproduksi billet paduan 6063 untuk aplikasi ekstrusi arsitektural. Pabrik ini mengoperasikan dua jalur pengecoran direct chill (DC) dengan kapasitas produksi bulanan gabungan sekitar 1.200 metrik ton billet 6063 dengan diameter 152 mm dan 178 mm. Pelanggan utamanya adalah perusahaan ekstrusi yang memproduksi profil jendela dan pintu arsitektural untuk pasar konstruksi domestik India dan untuk ekspor ke Timur Tengah.
Titik sakit pelanggan (Januari hingga September 2023): Fasilitas ini mengalami peningkatan yang berkelanjutan dalam tingkat keretakan permukaan billet dan penolakan porositas selama ekstrusi di fasilitas pelanggan. Tingkat penolakan ekstrusi yang dilaporkan oleh pelanggan meningkat dari angka dasar penolakan cacat permukaan sekitar 1,2% menjadi 4,8% dalam waktu sembilan bulan. Cacat tersebut sebagian besar berupa lecet kecil dan area permukaan kasar yang muncul pada permukaan luar profil yang diekstrusi setelah anodisasi - jenis cacat yang terkait dengan porositas bawah permukaan pada billet yang terbuka selama ekstrusi.
Pabrik tersebut menggunakan sistem degassing tombak statis (tanpa peralatan putar) dengan gas nitrogen yang digelembungkan melalui tombak tetap di dalam tungku penampung sebelum penyadapan. Tidak ada unit degassing inline yang dipasang di antara tungku dan stasiun pengecoran. Penyaringan busa keramik satu tahap menggunakan filter 30 ppi dalam kotak filter dasar di stasiun pengecoran.
Manajer kualitas pabrik telah meningkatkan PPI filter dari 20 menjadi 30 ppi dalam upaya untuk mengatasi masalah enam bulan sebelumnya, tanpa peningkatan yang terukur dalam tingkat penolakan - dengan tepat menunjukkan bahwa penyaringan bukanlah akar penyebabnya.
Investigasi akar masalah (Oktober 2023): AdTech dilibatkan untuk melakukan audit kualitas lelehan yang komprehensif pada kedua jalur pengecoran.
Pengukuran hidrogen: Dengan menggunakan probe Alscan yang disewa, kami mengukur hidrogen terlarut pada tiga titik: di dalam tungku penampung segera setelah perlakuan tombak statis, di tempat pencucian 10 meter dari keran tungku, dan di saluran masuk kotak filter. Hasil:
- Hidrogen pasca perlakuan tombak statis (dalam tungku): Rata-rata 0,22 ml/100g Al (kisaran 0,18-0,28 di beberapa pengukuran)
- Target untuk billet ekstrusi 6063: <0,12 ml / 100g Al
Sistem tombak statis hanya mencapai reduksi hidrogen 25-30% dari tingkat tungku awal sekitar 0,28-0,32 ml/100g Al - secara signifikan di bawah 50-70% yang dapat dicapai dengan peralatan putar. Tombak statis menghasilkan gelembung-gelembung besar (diperkirakan berdiameter 10-25 mm dari pengamatan visual selama satu kali perlakuan) dengan luas permukaan minimal untuk transfer massa.
Penyerapan kembali hidrogen dalam pencucian: Pengukuran pada saluran masuk kotak filter menunjukkan hidrogen sebesar 0,24-0,26 ml/100g Al - pada dasarnya tidak ada peningkatan dari transit pencucian dan dalam beberapa pengukuran sedikit lebih tinggi daripada pengukuran tungku pasca-perlakuan, yang mengindikasikan adanya penyerapan kembali hidrogen secara aktif selama transit pencucian. Pencucian tidak beratap dan tidak terlindungi dari atmosfer bengkel, beroperasi di pabrik dengan kelembaban relatif yang terukur sebesar 68-82% (meningkat karena sistem air pendingin di fasilitas tersebut).
Penilaian RPT: Pengujian RPT pada sampel yang diambil pada cetakan menunjukkan Indeks Porositas rata-rata 7,8 - menunjukkan risiko porositas yang sangat tinggi jauh di atas ambang batas 3,0 yang direkomendasikan untuk billet ekstrusi 6063.
Analisis metalografi billet: Penampang melintang dari billet yang ditolak mengonfirmasi adanya porositas gas yang didominasi oleh gas berbentuk bola (mengindikasikan porositas yang digerakkan oleh hidrogen dan bukan didominasi oleh bifilm) pada kisaran ukuran diameter 0,3-1,8 mm, yang terkonsentrasi pada zona bawah permukaan billet.
Solusi AdTech - dirancang Oktober 2023, diimplementasikan Januari 2024:
Komponen 1 - Unit degassing rotari inline AdTech SHFD-200: Pemasangan unit degassing inline satu rotor di dalam pencucian yang ada antara keran tungku penampung dan kotak filter. Spesifikasi unit: Rotor berdiameter 200 mm, kecepatan operasi 400 RPM, laju aliran nitrogen 1,5 Nm³/jam dengan ketentuan untuk pencampuran argon-nitrogen opsional. Unit ini dirancang untuk mengolah logam pada laju aliran pengecoran maksimum pabrik sebesar 22 kg/menit (per jalur) dengan volume bejana pengolahan yang menyediakan waktu tinggal sekitar 45 detik.
Komponen 2 - Mencuci atap dan kontrol atmosfer: Atap pencucian sederhana yang dilapisi serat tahan api dipasang di seluruh jalur pencucian dari keran tungku ke kotak filter, sehingga mengurangi kelembapan atmosfer pencucian. Pembersihan nitrogen pada 5 l/menit ditambahkan untuk mempertahankan atmosfer pencucian pada nitrogen di atas 95% berdasarkan volume, yang pada dasarnya menghilangkan penyerapan kembali hidrogen selama transit pencucian.
Komponen 3 - Peningkatan kotak filter: Filter 30 ppi satu tahap yang ada saat ini ditingkatkan menjadi filter busa keramik alumina bebas fosfat 40 ppi dari AdTech dengan kotak filter yang lebih besar (9 ″ × 9 ″ vs 7 ″ × 7 ″ yang ada saat ini) untuk memastikan kapasitas aliran yang memadai pada peringkat PPI yang lebih baik.
Komponen 4 - Protokol pemantauan online: AdTech menyediakan kit RPT dan melatih personel kualitas pabrik untuk melakukan pengukuran RPT setiap kali pengisian tungku (setiap 2-3 jam per jalur pengecoran), membuat protokol pemantauan produksi yang sebelumnya tidak ada di fasilitas tersebut.
Hasil - diukur pada bulan April hingga Juni 2024 (tiga bulan setelah implementasi penuh, kedua jalur pengecoran):
- Hidrogen pasca-degassing: rata-rata 0,08-0,11 ml/100g Al (dibandingkan sebelumnya 0,22-0,26 ml/100g Al)
- Efisiensi pengurangan hidrogen dari unit inline: 62-68% - konsisten dengan ekspektasi desain untuk unit rotor tunggal
- Penyerapan ulang pencucian dengan kontrol atmosfer: <0,005 ml/100g Al (pada dasarnya nol)
- Indeks Porositas RPT: Rata-rata 1,8 (vs. 7,8 sebelumnya) - jauh di bawah target 3,0
- Penolakan cacat permukaan ekstrusi yang dilaporkan oleh pelanggan: 0,8% (vs. puncak 4,8% dan data dasar historis 1,2%)
- Indikasi porositas UT billet (diperiksa di tempat dengan pengujian ultrasonik): berkurang 89% dibandingkan dengan pengambilan sampel sebelum pemasangan
- Argon vs nitrogen: Setelah tiga bulan beroperasi hanya dengan nitrogen, pabrik memilih untuk mengalihkan Jalur 1 ke campuran argon-nitrogen (10% Ar) untuk pesanan dengan spesifikasi yang lebih tinggi, mempertahankan nitrogen di Jalur 2 untuk kualitas standar - keputusan pengoptimalan biaya yang didukung oleh AdTech dengan data transisi
Analisis biaya:
- Biaya tahunan penolakan yang dilaporkan pelanggan (ekstrusi ulang, penggantian billet, logistik): berkurang dari sekitar 8,2 juta Rupee menjadi 1,7 juta Rupee per tahun - penghematan sebesar 6,5 juta Rupee per tahun
- Biaya pemasangan sistem AdTech SHFD-200: sekitar 4,8 juta Rupee
- Periode pengembalian modal yang sederhana: sekitar 9 bulan sejak instalasi selesai
- Manfaat tambahan: Skor audit kualitas pelanggan meningkat secara memadai untuk memenuhi syarat pabrik untuk perjanjian pasokan baru dengan pelanggan ekstrusi UEA premium yang sebelumnya ditolak karena masalah kualitas
Pemilihan Peralatan Degassing, Pemeliharaan, dan Mode Kegagalan Umum
Memilih Sistem Degassing yang Tepat
Parameter utama yang harus ditetapkan sebelum menentukan sistem degassing:
Laju aliran logam: Throughput yang diperlukan dalam kg/menit menentukan volume bejana minimum, ukuran rotor, dan persyaratan aliran gas. Sistem yang terlalu kecil tidak dapat mencapai target pengurangan hidrogen pada tingkat produksi yang diperlukan.
Tingkat hidrogen awal: Operasi dengan hidrogen awal yang sangat tinggi (>0,30 ml/100g Al dari penggunaan skrap berat) memerlukan intensitas pengolahan yang lebih tinggi - baik waktu pengolahan yang lebih lama, konfigurasi rotor ganda, atau penambahan klorin.
Menargetkan hidrogen pasca perawatan: Aplikasi EC-grade dan kedirgantaraan membutuhkan di bawah 0,08-0,10 ml/100g Al; billet ekstrusi standar biasanya menargetkan 0,10-0,12 ml/100g Al. Persentase penghilangan yang diperlukan menentukan kecepatan rotor, aliran gas, dan konfigurasi sistem.
Kompatibilitas paduan: Paduan yang peka terhadap klorin (mengandung Li) membatasi pilihan gas. Paduan tinggi-Mg mungkin memerlukan argon daripada nitrogen.
Perawatan Rotor dan Poros
Rotor dan poros grafit adalah komponen habis pakai yang memerlukan pemeriksaan dan penggantian secara teratur. Di AdTech, kami merekomendasikan protokol pemeriksaan berikut ini:
| Item Inspeksi | Frekuensi | Ambang Batas Tindakan |
|---|---|---|
| Inspeksi visual rotor | Setiap siklus perawatan | Ganti jika diameter berkurang >15% dari yang baru |
| Inspeksi visual poros | Setiap 5 siklus | Ganti jika permukaan retak terlihat atau panjangnya berkurang |
| Pengukuran berat rotor | Setiap 10 siklus | Ganti jika beratnya berkurang >20% dari yang baru |
| Verifikasi aliran gas | Setiap siklus | Selidiki apakah aliran menyimpang >10% dari setpoint |
| Segel penyatuan yang berputar | Bulanan | Ganti jika terdeteksi kebocoran gas |
| Menggerakkan penarikan arus motor | Mingguan | Selidiki apakah arus meningkat >15% di atas garis dasar |
Mode Kegagalan Umum dan Tanda-tanda Diagnostik
Kegagalan 1 - Keausan rotor: Pengikisan rotor secara bertahap oleh lelehan aluminium dan serangan kimiawi dari klorin meningkatkan ukuran gelembung secara progresif. Diagnostik: peningkatan hidrogen pasca perawatan pada kondisi operasi yang konstan. Resolusi: ganti rotor sesuai jadwal perawatan.
Kegagalan 2 - Fraktur poros: Poros grafit patah selama pencelupan atau rotasi. Diagnostik: hilangnya aliran gas dan rotasi secara langsung; fragmen poros mungkin terlihat dalam sampah. Pencegahan: ikuti prosedur pencelupan terkontrol (jangan pernah membenturkan poros ke dinding bejana); verifikasi tingkat poros yang benar untuk suhu.
Kegagalan 3 - Penyumbatan aliran gas: Port rotor tersumbat oleh aluminium yang dipadatkan atau inklusi yang terakumulasi. Diagnostik: meningkatkan tekanan saluran gas pada rotor pada laju aliran yang ditetapkan konstan; berkurangnya gelembung yang teramati pada lelehan. Resolusi: lepaskan rotor dan bersihkan port; atau ganti rotor jika penyumbatan parah.
Kegagalan 4 - Serangan refraktori kapal: Lelehan menembus lapisan refraktori bejana pengolahan. Diagnostik: meningkatnya kehilangan suhu logam di seluruh bejana; retak atau spalling refraktori yang terlihat. Pencegahan: inspeksi refraktori secara teratur; pertahankan prosedur pemanasan awal yang direkomendasikan; hindari kunjungan suhu.
Kegagalan 5 - Kegagalan penyatuan berputar: Sambungan gas antara suplai gas stasioner dan poros yang berputar gagal, gas bocor. Diagnostik: berkurangnya aliran gas ke rotor; terlihat gas yang menggelegak di bagian yang berputar. Penyelesaian: ganti segel penyatuan yang berputar.
Pertanyaan yang Sering Diajukan Tentang Peralatan Degassing Aluminium
1: Apa tujuan degassing aluminium, dan apa yang terjadi tanpanya?
Degassing aluminium menghilangkan hidrogen terlarut yang jika tidak akan menyebabkan porositas gas pada coran yang dipadatkan. Tanpa degassing, hidrogen terlarut dalam lelehan - yang dapat mencapai 0,20-0,40 ml/100g Al pada operasi yang dikelola dengan buruk - tidak dapat keluar selama penurunan kelarutan hidrogen hingga 20 kali lipat yang terjadi pada pemadatan. Hidrogen berinti sebagai gelembung gas di dalam logam yang membeku, menciptakan pori-pori bulat berdiameter 0,1-2 mm di seluruh pengecoran. Pori-pori ini menyebabkan kegagalan kekencangan tekanan pada komponen hidraulik, putusnya kawat pada penarikan batang, permukaan yang melepuh selama perlakuan panas T6, dan berkurangnya usia kelelahan dan pemanjangan pada coran struktural. Tanpa perlakuan degassing, sebagian besar paduan aluminium yang dituang pada kondisi standar menunjukkan tingkat porositas yang akan gagal dalam kriteria penerimaan spesifikasi otomotif, kedirgantaraan, dan konduktor listrik. Bahkan operasi yang menggunakan muatan berat skrap, yang menghasilkan tingkat hidrogen yang sangat tinggi, dapat mencapai kualitas lelehan yang memadai dengan peralatan degassing yang dirancang dan dipelihara dengan baik.
2: Berapa lama waktu yang dibutuhkan untuk degassing aluminium dengan unit rotari?
Degassing rotari inline biasanya mengolah logam dalam waktu tinggal 30-120 detik. Degassing batch dalam tungku membutuhkan waktu 15-30 menit per pengisian tungku. Waktu pengolahan dalam unit inline ditentukan oleh volume bejana dibagi dengan laju aliran volumetrik logam - bejana yang lebih besar atau aliran logam yang lebih lambat memberikan waktu pengolahan yang lebih lama dan dengan demikian penghilangan hidrogen yang lebih baik. Untuk unit inline rotor tunggal standar yang mengolah paduan 6063 dengan kecepatan 20 kg/menit, volume bejana sekitar 60-80 liter memberikan waktu tinggal 45-60 detik, mencapai reduksi hidrogen 55-70%. Menggandakan volume bejana (120-160 liter) pada laju alir yang sama memberikan waktu 90-120 detik dan mencapai reduksi 70-80%. Degassing dalam tungku lebih lambat karena volume batch besar dan laju penghilangan hidrogen per unit volume lelehan lebih rendah - rotor hanya memperlakukan logam di sekitarnya secara efisien, sehingga membutuhkan pola sirkulasi untuk mendistribusikan perawatan di seluruh volume pengisian tungku penuh.
3: Apa perbedaan antara argon dan nitrogen untuk degassing aluminium?
Argon dan nitrogen mencapai efisiensi degassing yang serupa untuk sebagian besar paduan aluminium, dengan nitrogen biasanya lebih murah 30-60%. Perbedaan utamanya adalah reaktivitas kimiawi. Argon benar-benar inert dan merupakan gas yang lebih disukai untuk paduan yang mengandung litium (2xxx dengan Li, 8xxx dengan Li) dan paduan magnesium yang sangat tinggi (>4% Mg) di mana nitrogen dapat membentuk nitrida yang tidak diinginkan. Nitrogen dapat diterima untuk paduan komersial standar termasuk paduan ekstrusi 6xxx, stok kaleng 3xxx, sebagian besar paduan 5xxx (Mg <4%), dan paduan pengecoran A356 / A380. Untuk sebagian besar operasi, keunggulan biaya nitrogen dengan kinerja yang setara menjadikannya pilihan default, dengan argon dicadangkan untuk paduan yang sensitif. Kedua gas tersebut mencapai reduksi hidrogen 50-70% dalam unit inline satu jalur. Keduanya tidak boleh digunakan di bawah kemurnian 99,99% untuk menghindari masuknya uap air yang melawan efek degassing.
4: Bagaimana Anda tahu jika peralatan degassing Anda berfungsi dengan baik?
Metode verifikasi produksi yang paling dapat diandalkan adalah Reduced Pressure Test (RPT) yang dilakukan pada setiap pengisian tungku, dikombinasikan dengan pengukuran probe hidrogen secara berkala. Sistem degassing yang berfungsi dengan baik menghasilkan hasil RPT yang konsisten di bawah ambang batas spesifikasi (biasanya Indeks Porositas di bawah 2,0 untuk aplikasi premium, di bawah 3,0 untuk kualitas standar). Meningkatnya nilai RPT pada kondisi operasi yang konstan menunjukkan menurunnya efektivitas degassing - sering kali disebabkan oleh keausan rotor, pengurangan aliran gas, atau peningkatan hidrogen awal dari perubahan proses. Pengukuran probe Telegas atau Alscan memberikan kuantifikasi hidrogen secara langsung dan memungkinkan penghitungan efisiensi penyisihan yang sebenarnya. Jika efisiensi penghilangan yang diukur turun di bawah 40% (dari yang diharapkan 55-70%) pada kondisi operasi yang sama, selidiki kondisi rotor, verifikasi laju aliran gas, dan integritas tahan api bejana. Referensi silang berkala antara hasil RPT dan pengukuran hidrogen langsung menetapkan korelasi RPT-ke-hidrogen untuk paduan spesifik dan kondisi operasi Anda, menjadikan RPT berbiaya rendah sebagai alat pemantauan rutin yang andal.
5: Dapatkah degassing menghilangkan inklusi dari aluminium serta hidrogen?
Peralatan degassing menghilangkan sebagian inklusi sebagai efek sekunder, tetapi penyaringan busa keramik diperlukan untuk kontrol inklusi yang efektif. Mekanisme pengapungan gelembung pada rotary degassing memang mengumpulkan beberapa inklusi oksida pada permukaan gelembung dan mengapungkannya ke permukaan lelehan, di mana mereka terkonsentrasi di lapisan sampah. Penelitian oleh Granger (Light Metals, 1998) menunjukkan bahwa degassing argon saja mengurangi kandungan inklusi PoDFA sekitar 20-30%, sedangkan degassing argon-klorin mencapai pengurangan inklusi 60-75% melalui peningkatan aglomerasi dan pengapungan. Namun, inklusi halus (di bawah sekitar 10 mikron) tidak secara efektif ditangkap oleh pengapungan di bejana degassing dan lolos ke pengecoran. Filtrasi busa keramik dengan 30-50 ppi menangkap inklusi halus ini melalui adhesi permukaan dan mekanisme penyaringan kedalaman. Kombinasi degassing (dengan klorin untuk aglomerasi) yang diikuti dengan filtrasi busa keramik mencapai 90% + penghilangan inklusi total - jauh melampaui apa yang dapat dicapai oleh kedua sistem ini secara independen.
6: Berapa kecepatan rotor yang harus saya gunakan untuk degassing aluminium?
Kecepatan rotor yang optimal untuk sebagian besar unit degassing inline komersial adalah 300-450 RPM - cukup tinggi untuk menghasilkan gelembung halus tetapi tidak terlalu tinggi sehingga menyebabkan turbulensi permukaan yang berlebihan. Hubungan antara kecepatan rotor dan ukuran gelembung dikarakterisasi oleh Jahn dan Schwerdtfeger (Metallurgical Transactions B, 1978), yang menemukan bahwa diameter gelembung berskala kira-kira dengan kecepatan ujung rotor dengan pangkat -0,6. Ini berarti meningkatkan kecepatan dari 300 ke 450 RPM (peningkatan 50%) mengurangi diameter gelembung rata-rata sekitar 28%, meningkatkan area antarmuka sekitar 39% - peningkatan efisiensi yang berarti. Namun, di atas sekitar 500 RPM untuk sebagian besar desain rotor komersial, turbulensi permukaan meningkat dengan cepat dan menghasilkan lapisan oksida baru dengan kecepatan yang mengimbangi sebagian dari peningkatan penghilangan hidrogen. Kecepatan optimal juga tergantung pada laju aliran logam (aliran yang lebih cepat membutuhkan kecepatan yang lebih tinggi untuk mencapai NTU yang setara) dan geometri kapal. Sebagian besar unit SHFD AdTech dioptimalkan pada 350-420 RPM untuk kondisi operasi standar, dengan operator dapat menyesuaikan dalam kisaran 200-600 RPM menggunakan pengontrol VFD.
7: Seberapa sering rotor dan poros grafit harus diganti dalam unit degassing produksi?
Frekuensi penggantian rotor grafit dalam produksi biasanya berkisar antara setiap 20 hingga 80 siklus perawatan tergantung pada kondisi operasi. Faktor dominan yang mempengaruhi umur rotor adalah: temperatur logam (setiap 10°C di atas 730°C sekitar dua kali lipat laju oksidasi grafit), kandungan klorin dalam gas degassing (2% Cl₂ mengurangi umur rotor sekitar 30-40% dibandingkan dengan argon saja), kualitas penanganan mekanis (ketidaksejajaran menyebabkan keausan eksentrik dan fraktur dini), dan grade grafit rotor. Rotor AdTech, dibuat dari grafit isostatik kemurnian tinggi dengan pengoptimalan struktur butiran khusus untuk servis aluminium, biasanya mencapai 40-70 siklus perawatan dalam kondisi standar (suhu logam 720 ° C, hanya argon atau <3% Cl₂, penanganan yang cermat) sebelum keausan mengurangi diameter rotor di bawah ambang batas 85%. Umur poros biasanya 2-3 kali umur rotor dalam kondisi yang sama, karena poros tidak bersentuhan langsung dengan zona agitasi tertinggi. Mempertahankan jadwal penggantian yang terstruktur berdasarkan pengukuran penurunan berat badan (daripada menunggu kegagalan) mencegah masalah kualitas pengecoran yang diakibatkan oleh pengoperasian dengan rotor yang sangat aus yang menghasilkan gelembung besar.
8: Apa pengaruh suhu logam pada efisiensi degassing?
Suhu logam yang lebih tinggi meningkatkan efisiensi degassing hingga sekitar 750°C, di atas suhu tersebut, manfaatnya akan menurun sementara risiko peningkatan oksidasi dan penyerapan kembali hidrogen meningkat. Koefisien difusi hidrogen dalam aluminium cair meningkat dengan suhu (dari sekitar 2,8 × 10-³ cm² /s pada suhu 690 ° C menjadi 3,8 × 10-³ cm² /s pada suhu 750 ° C, menurut Eichenauer dan Markopoulos, 1974), yang meningkatkan kecepatan perpindahan massa dari lelehan ke gelembung gas. Selain itu, viskositas lelehan menurun seiring dengan suhu, sehingga memungkinkan gelembung naik lebih mudah dan terdistribusi secara lebih seragam. Manfaat praktis dari pengoperasian pada suhu 730-740°C daripada 700-710°C adalah sekitar 8-12% peningkatan efisiensi penghilangan hidrogen pada kecepatan rotor dan laju aliran gas yang setara. Namun, suhu di atas 750°C secara signifikan meningkatkan laju penyerapan hidrogen pada permukaan lelehan (karena peningkatan laju reaksi reaksi H₂O-Al), yang sebagian mengimbangi peningkatan efisiensi degassing. Selain itu, oksidasi rotor grafit meningkat secara signifikan di atas 750°C. Suhu logam yang optimal untuk degassing pada sebagian besar sistem paduan aluminium adalah 720-740°C.
9: Mengapa unit degassing saya tidak mencapai pengurangan hidrogen yang diharapkan?
Penyebab paling umum dari kinerja degassing di bawah spesifikasi adalah keausan rotor, laju aliran gas yang tidak mencukupi, laju aliran logam di atas kapasitas desain, dan hidrogen awal yang meningkat dari perubahan proses. Pemecahan masalah harus dilakukan secara sistematis: pertama, verifikasi laju aliran gas dengan pengukur aliran independen (sistem kontrol aliran dapat melayang); kedua, periksa secara visual pola gelembung melalui port observasi kapal (gelembung halus dan terdistribusi secara seragam menunjukkan operasi yang benar; gelembung besar dan jarang menunjukkan keausan rotor atau pembatasan aliran gas); ketiga, timbang rotor jika memungkinkan untuk mengukur keausan (rotor yang beratnya kurang dari 80% dari berat aslinya akan berkinerja buruk); keempat, periksa hidrogen logam yang masuk dengan probe pengukuran langsung untuk memverifikasi bahwa hidrogen awal tidak berubah. Jika semua parameter peralatan sudah diperiksa tetapi kinerja masih belum memadai, tinjau perubahan proses: peningkatan rasio skrap dalam muatan, perubahan kelembaban atmosfer tungku, penambahan paduan baru, atau kelembapan tahan api dari pekerjaan pemeliharaan adalah penyebab umum peningkatan hidrogen awal yang memerlukan penyesuaian parameter peralatan atau koreksi proses.
10: Berapa perkiraan biaya pengoperasian unit degassing aluminium putar?
Biaya operasi utama dari unit degassing aluminium putar adalah konsumsi gas degassing (biasanya biaya terbesar), penggantian rotor dan poros grafit, dan daya listrik. Dengan harga argon industri pada umumnya sekitar USD 0,15-0,25 per Nm³ dan tingkat konsumsi 1,5 Nm³/jam untuk unit inline rotor tunggal standar, biaya gas sekitar USD 0,22-0,38 per jam operasi. Pada tingkat produksi 1.200 kg/jam, biaya ini sekitar USD 0,18-0,32 per metrik ton logam yang diolah - relatif rendah. Biaya rotor grafit sekitar USD 150-350 per rotor (tergantung pada ukuran dan kadar) yang diamortisasi selama 40-60 siklus pengolahan selama 60-90 menit, masing-masing setara dengan USD 0,05-0,15 per metrik ton. Daya listrik untuk motor penggerak (biasanya 2-5 kW) dengan harga USD 0,08/kWh menambahkan sekitar USD 0,01-0,03 per metrik ton. Total biaya operasional biasanya sebesar USD 0,25-0,55 per metrik ton aluminium yang diolah - sebuah keuntungan yang sangat menguntungkan mengingat bahwa satu batch produksi coran yang ditolak biasanya membutuhkan biaya 50-200 kali lipat lebih besar daripada biaya penyaringan dan degassing untuk volume logam tersebut.
Ringkasan: Memilih dan Mengoperasikan Peralatan Degassing Aluminium Secara Efektif
Peralatan degassing aluminium bekerja dengan menciptakan area antarmuka seluas mungkin antara gelembung gas inert bebas hidrogen dan aluminium cair jenuh hidrogen, mendorong transfer hidrogen dari lelehan ke dalam gelembung melalui perbedaan tekanan parsial. Desain impeler putar mencapai hal ini melalui pemotongan mekanis aliran gas menjadi gelembung-gelembung halus (diameter 0,5-3 mm versus 5-25 mm untuk sistem tombak) dan sirkulasi lelehan secara simultan untuk mendistribusikan gelembung ke seluruh volume pengolahan.
Efektivitas praktis dari setiap sistem degassing bergantung pada empat variabel yang semuanya harus ditentukan dengan benar: ukuran gelembung (dikontrol oleh desain dan kecepatan rotor), waktu kontak gelembung-lelehan (dikontrol oleh volume bejana dan laju aliran logam), komposisi gas (campuran argon vs. nitrogen vs. klorin), dan integrasi dengan penyaringan hilir untuk menangkap inklusi yang dihasilkan selama proses degassing itu sendiri.
Operasi yang mencapai hasil terbaik - hidrogen pasca pengolahan secara konsisten di bawah 0,10 ml/100g Al dan Indeks Porositas RPT secara andal di bawah 2,0 - memiliki tiga karakteristik: mereka menggunakan degassing tipe rotari dan bukan tipe tombak, mereka mengukur kandungan hidrogen secara rutin dan tidak mengasumsikan bahwa peralatan tersebut berkinerja dengan baik, serta memperlakukan degassing dan penyaringan sebagai sebuah sistem yang terkoordinasi dan bukan sebagai komponen yang berdiri sendiri-sendiri.
Di AdTech, kami merancang, memasok, dan mendukung sistem pengolahan lelehan lengkap yang mengintegrasikan degassing dan penyaringan dengan persyaratan khusus dari setiap rentang paduan, volume produksi, dan spesifikasi kualitas pelanggan. Kasus pabrik billet Pune yang didokumentasikan di atas adalah salah satu dari sekian banyak kasus di mana penanganan kedua komponen secara bersamaan memberikan hasil yang tidak dapat dicapai oleh masing-masing komponen secara terpisah.
Untuk pemilihan sistem degassing, perhitungan ukuran, atau dukungan pengoptimalan operasional, hubungi tim teknik casthouse AdTech dengan hasil produksi logam, rentang paduan, dan spesifikasi hidrogen target Anda.
Artikel ini disiapkan oleh tim editorial teknis AdTech berdasarkan pengalaman teknik casthouse primer, penelitian metalurgi yang dipublikasikan termasuk karya-karya Eichenauer dan Markopoulos, Dispinar dan Campbell, Jahn dan Schwerdtfeger, Doutre dkk., Granger, Johansen, Engh dan Rasch, dan Pedersen dkk., dan data pengukuran operasional langsung dari fasilitas pengecoran aluminium. Konten ditinjau setiap tahun untuk mencerminkan teknologi peralatan dan praktik industri saat ini.
