Équipement de dégazage de l'aluminium fonctionne en injectant de fines bulles de gaz inerte - généralement de l'argon ou de l'azote - dans l'aluminium en fusion par l'intermédiaire d'un système de rotor et d'arbre en graphite en rotation. Les atomes d'hydrogène dissous migrent de la masse fondue sursaturée vers les bulles à basse pression partielle d'hydrogène et sont transportés à la surface, réduisant ainsi les défauts de porosité dans les moulages finaux par 50-85%.
Si votre projet nécessite l'utilisation d'un équipement de dégazage de l'aluminium, vous pouvez nous contacter pour un devis gratuit.
Pourquoi l'aluminium a besoin d'être dégazé : Le problème de l'hydrogène dans le métal en fusion
Avant d'examiner le fonctionnement des équipements de dégazage, il est essentiel de comprendre pourquoi l'hydrogène constitue un problème aussi persistant et grave dans la production d'aluminium. La physique de l'hydrogène dans l'aluminium liquide crée un mécanisme de défaut différent de tout ce que l'on rencontre dans les coulées d'acier ou de cuivre.

Solubilité de l'hydrogène : La racine du problème
L'hydrogène est le seul gaz qui se dissout en quantités significatives dans l'aluminium liquide dans les conditions typiques d'une fonderie. La solubilité suit la loi de Sieverts, qui stipule que la concentration d'hydrogène dissous est proportionnelle à la racine carrée de la pression partielle de l'hydrogène dans l'atmosphère au-dessus de la fonte.
À 700°C (1292°F) - une température typique de maintien de l'aluminium - l'aluminium liquide dissout environ 0,65-0,69 ml d'hydrogène pour 100 grammes de métal à une pression partielle d'hydrogène d'une atmosphère (Eichenauer et Markopoulos, Zeitschrift für Metallkunde, 1974). Dans l'aluminium solide, juste en dessous du point de solidification, cette solubilité chute d'environ 20 fois pour atteindre approximativement 0,034 ml/100g d'Al.
Ce changement radical de solubilité signifie que la quasi-totalité de l'hydrogène dissous doit soit s'échapper de la matière fondue avant la solidification, soit se transformer en bulles de gaz dans le métal en cours de solidification, créant ainsi une porosité. Les fusions industrielles d'aluminium contiennent rarement de l'hydrogène à l'équilibre avec la pression partielle atmosphérique - les niveaux réels d'hydrogène varient d'environ 0,05 ml/100g Al dans le métal primaire bien traité à plus de 0,40 ml/100g Al dans les charges lourdes de ferraille contaminée.
Comment l'hydrogène entre dans la masse fondue dans la pratique de la production
Les sources d'hydrogène dans la transformation industrielle de l'aluminium sont nombreuses et persistantes :
Réaction de l'humidité à la surface de la matière fondue : C'est la source dominante dans la plupart des opérations. La vapeur d'eau atmosphérique réagit en permanence avec l'aluminium liquide :
2Al (liquide) + 3H₂O (gaz) → Al₂O₃ + 6H (dissous dans la fonte)
Cette réaction est thermodynamique à toutes les températures de coulée de l'aluminium. Avec une humidité relative de 50% et une température ambiante de 25°C, la teneur en hydrogène à l'équilibre dans l'aluminium à 700°C serait d'environ 0,25 ml/100g Al, ce qui est bien supérieur à l'objectif de 0,10 ml/100g Al pour la plupart des spécifications de qualité.
Chargez la contamination des matériaux : Les déchets d'aluminium contenant de l'humidité de surface, des huiles d'usinage, des résidus de liquide de refroidissement, de la peinture et des couches d'anodisation libèrent de l'hydrogène pendant la refonte. Dispinar et Campbell (International Journal of Cast Metals Research, 2006) ont mesuré que les charges mixtes de déchets de post-consommation produisaient systématiquement des fusions avec une teneur en hydrogène supérieure de 0,15 à 0,25 ml/100g Al à celle de l'aluminium primaire équivalent fondu à l'identique.
Outillage froid et humide : Les poches de coulée, les bassins de décantation, les roues et les composants réfractaires qui n'ont pas été suffisamment préchauffés avant d'entrer en contact avec la matière fondue libèrent rapidement de l'humidité. L'introduction d'une seule poche de coulée non séchée peut augmenter localement la teneur en hydrogène de 0,05 à 0,10 ml/100 g d'Al dans le volume de métal qu'elle contacte.
Additions d'alliages et de raffineurs de grains : Certains ajouts d'alliages maîtres et de barres d'affinage du grain sont traités avec des lubrifiants organiques ou ont absorbé l'humidité de surface pendant le stockage. Ils libèrent de l'hydrogène lors de leur dissolution dans la masse fondue.
Conséquences d'une teneur élevée en hydrogène
Les conséquences de la présence incontrôlée d'hydrogène dans les pièces moulées en aluminium sont à la fois diverses et graves :
| Taux d'hydrogène (ml/100g Al) | Effet typique sur la qualité de la coulée |
|---|---|
| <0.08 | Porosité gazeuse minimale dans la plupart des systèmes d'alliage |
| 0.08-0.12 | Acceptable pour les spécifications modérées ; limite pour les applications critiques |
| 0.12-0.20 | Porosité des gaz visibles dans les moulages en sable et en moule permanent ; ruptures de fils dans le tréfilage des barres |
| 0.20-0.35 | Porosité importante ; dégradation des propriétés structurelles ; défaillance de l'étanchéité à la pression |
| >0.35 | Porosité importante ; boursouflure de la surface pendant le traitement thermique T6 ; rejet de la coulée |
Au-delà de la simple porosité, l'hydrogène élevé interagit avec les bifilms d'oxyde (comme l'a largement démontré Campbell à l'université de Birmingham) pour créer la combinaison de défauts la plus dommageable dans les pièces moulées en aluminium : des pores d'hydrogène nucléés par des bifilms, de forme irrégulière, situés de préférence à des endroits critiques de la structure et responsables des valeurs de fatigue et d'allongement les plus défavorables dans les éprouvettes d'essais mécaniques.
Comment fonctionne un équipement de dégazage rotatif ? Explication du mécanisme de base
Le dégazage rotatif en ligne (RILD) utilisant un rotor en graphite en rotation est la technologie de dégazage dominante dans la production moderne d'aluminium. Pour sélectionner et exploiter un équipement efficace, il est essentiel de comprendre les raisons physiques de son fonctionnement et les variables de conception spécifiques qui en déterminent l'efficacité.

La force motrice thermodynamique
Le mécanisme de dégazage est régi par le gradient de pression partielle entre l'hydrogène dissous dans la matière fondue et la pression partielle d'hydrogène à l'intérieur des bulles de gaz injectées. Dans une bulle d'argon pur qui vient d'être introduite dans la matière fondue, la pression partielle d'hydrogène à l'intérieur de la bulle est essentiellement nulle. Dans la matière fondue environnante, l'hydrogène dissous existe à une concentration qui correspond à une pression partielle d'hydrogène d'équilibre finie (calculée à partir de la loi de Sieverts).
Ce gradient de pression pousse les atomes d'hydrogène à diffuser de la matière fondue vers la bulle le long du gradient de concentration. La vitesse de diffusion est décrite par la première loi de Fick :
J = D × (C_melt - C_bubble_surface) / δ
Où J est le flux d'hydrogène (ml/cm²-s), D est le coefficient de diffusion de l'hydrogène dans l'aluminium liquide (environ 3,2 × 10-³ cm²/s à 700°C, d'après Eichenauer et Markopoulos, 1974), C_melt est la concentration d'hydrogène en vrac, C_bubble_surface est la concentration d'hydrogène à l'interface bulle-fusion, et δ est l'épaisseur de la couche limite de diffusion effective autour de la bulle.
Chaque bulle absorbe de l'hydrogène au cours de son ascension dans la masse fondue, puis transporte cet hydrogène jusqu'à la surface où il s'échappe dans l'atmosphère au-dessus de la masse fondue. L'apport continu de bulles fraîches et exemptes d'hydrogène maintient la force motrice tout au long du traitement de dégazage.
Pourquoi la taille des bulles est-elle le paramètre de conception essentiel ?
Le taux total d'élimination de l'hydrogène de la matière fondue dépend de la surface interfaciale gaz-liquide totale disponible pour le transfert de masse. Pour un volume fixe de gaz injecté :
Surface interfaciale totale = (6 × V_total gaz) / d_bulle
Où d_bubble est le diamètre de la bulle. Cette relation montre qu'en divisant par deux le diamètre des bulles, on quadruple la surface interfaciale disponible pour le même volume de gaz. C'est pourquoi la technologie de dégazage rotatif est tellement plus efficace que la simple injection de gaz à travers une lance - l'action mécanique de cisaillement du rotor brise le flux de gaz en bulles qui sont des ordres de grandeur plus petits que les bulles injectées à travers une lance.
Un flux de gaz injecté par une lance produit généralement des bulles de 5 à 20 mm de diamètre dans l'aluminium. Un rotor de dégazage bien conçu produit des bulles de 0,5 à 3 mm de diamètre - une réduction de 5 à 40 fois du diamètre des bulles qui correspond à une augmentation de 5 à 40 fois de la surface de transfert de masse par unité de gaz consommée.
Les recherches de Jahn et Schwerdtfeger (Metallurgical Transactions B, 1978) ont établi la distribution de la taille des bulles dans l'aluminium liquide en fonction de la conception et de la vitesse du rotor, en constatant que le diamètre des bulles s'échelonne approximativement avec la vitesse de l'extrémité du rotor à la puissance -0,6. Une vitesse de rotor plus élevée produit des bulles plus petites jusqu'au point où la coalescence secondaire limite la réduction de la taille.
Le mécanisme du rotor en détail
Le rotor en graphite se trouve à l'extrémité d'un arbre en graphite en rotation. Lorsque le rotor tourne (généralement à une vitesse comprise entre 200 et 600 tours/minute, selon le système), il produit plusieurs effets simultanés :
Dispersion de gaz : Le gaz inerte alimenté par l'arbre creux sort par des orifices situés dans le corps du rotor. La force centrifuge du rotor en rotation, combinée aux forces de cisaillement à l'interface entre le rotor et la matière fondue, brise le flux de gaz en fines bulles et les disperse radialement vers l'extérieur à travers la matière fondue.
Circulation : Le rotor en rotation crée un schéma de circulation dans la matière fondue qui distribue les bulles dans l'ensemble de la cuve de traitement au lieu de les laisser se concentrer près du rotor. Cette circulation est essentielle pour l'uniformité du traitement - sans elle, le métal à la périphérie de la cuve ne recevrait qu'un dégazage minimal malgré le fonctionnement du rotor au centre.
Promotion de l'inclusion à la surface : Le schéma de circulation de la matière fondue favorise également les inclusions d'oxyde et les particules non métalliques vers la surface de la matière fondue, où elles s'accumulent sous la forme d'une couche d'écume qui peut être éliminée. Il s'agit là d'un avantage secondaire important du dégazage rotatif, qui va au-delà de la seule élimination de l'hydrogène.
Contrôle de l'agitation de surface : La conception et la vitesse du rotor doivent être équilibrées pour produire une dispersion suffisante des bulles sans turbulence excessive de la surface. Les surfaces de fusion turbulentes génèrent de nouveaux films d'oxyde qui introduisent de nouvelles inclusions et fournissent des voies d'absorption d'hydrogène supplémentaires. Le rotor optimal fonctionne avec une production maximale de bulles tout en maintenant l'agitation de la surface en dessous du seuil de génération significative de nouveaux oxydes.
Quels sont les types d'équipements de dégazage de l'aluminium existants ?
L'industrie de l'aluminium utilise plusieurs approches distinctes de dégazage, chacune ayant des principes de fonctionnement, des coûts d'investissement et des capacités de performance différents.
Type 1 : Unités de dégazage en ligne rotatives (RILD/SNIF/ALPUR)
Les unités rotatives en ligne traitent le métal en continu lorsqu'il s'écoule du four vers la station de coulée à travers une cuve de traitement revêtue de réfractaire. Le métal entre d'un côté, reçoit un traitement de dégazage par un ou plusieurs rotors et sort de l'autre côté vers le système de filtrage et de coulée.
Principaux systèmes commerciaux :
- SNIF (Spinning Nozzle Inert Flotation) - développé par Union Carbide, largement sous licence.
- ALPUR - développé par Pechiney (aujourd'hui Rio Tinto Aluminium).
- SIR (Spinning Impeller Reactor) - développé par Norsk Hydro.
- Série AdTech SHFD - notre propre conception optimisée pour les opérations de casthouse en aluminium.
Ces systèmes sont préférés pour les opérations de coulée continue (billettes, brames, fil machine) où le métal s'écoule à des taux relativement constants. Une unité en ligne bien conçue avec un seul rotor réduit l'hydrogène de 50 à 70% en un seul passage. Les configurations à double rotor permettent d'obtenir une réduction de 65 à 80%.
Type 2 : Dégazage rotatif dans le foyer (systèmes Lance)
Une unité de dégazage rotative portable ou fixe est insérée dans le four de maintien ou de fusion, le rotor et l'arbre étant immergés dans la matière fondue et du gaz étant injecté tandis que le four sert de récipient de traitement. Après le traitement, l'unité est retirée avant le soutirage.
Avantages : Coût d'investissement inférieur à celui d'une unité en ligne spécialisée ; convient aux opérations de fusion par lots ; possibilité de traiter plusieurs fours à l'aide d'une seule unité portable.
Limites : Le dégazage a lieu dans le four, où le métal reste ensuite pendant un certain temps, ce qui permet à l'hydrogène de se réabsorber de l'atmosphère du four avant la coulée. La durée du traitement est plus longue (généralement 15 à 30 minutes par charge de four). Le métal doit être maintenu dans le four après le traitement, ce qui crée des contraintes de calendrier.
Type 3 : Dégazage par lance statique (bouchon poreux)
Le gaz est pulsé à travers un bouchon réfractaire poreux ou une lance immergée sans assistance mécanique. Cela produit des bulles beaucoup plus grosses que les systèmes rotatifs et une efficacité nettement inférieure.
Réduction typique de l'hydrogène : 20-40% dès le niveau initial - nettement inférieur à celui des systèmes rotatifs.
Utilisation actuelle : Principalement dans les petites entreprises où l'investissement en capital ne peut justifier un équipement rotatif, pour les alliages à faible spécification, ou pour un traitement supplémentaire entre le dégazage primaire et la coulée.
Type 4 : Traitement des tablettes de flux (agent de dégazage solide)
Des comprimés d'hexachloroéthane (C₂Cl₆) ou d'autres agents réactifs solides similaires sont plongés dans la masse fondue, où ils réagissent pour produire des gaz de chlore et de chlorure d'hydrogène qui traversent le métal en formant des bulles.
Réduction de l'hydrogène : 30-50% typique.
Problèmes : Génère des gaz toxiques de chlore et de chlorure d'hydrogène nécessitant une extraction des fumées ; produit des inclusions de sel s'il n'est pas géré avec soin ; problèmes de sécurité pour l'opérateur ; de plus en plus limité par les réglementations environnementales en Europe et sur certains marchés asiatiques. Rarement spécifié dans les nouvelles installations, mais encore utilisé sur certains marchés.
Type 5 : Dégazage sous vide
La matière fondue est exposée à un vide partiel, qui abaisse la pression partielle de l'hydrogène dans l'atmosphère au-dessus de la matière fondue à un niveau proche de zéro, entraînant l'hydrogène dissous à la surface par différence de pression de vapeur.
Réduction de l'hydrogène : 85-95% - la plus élevée de toutes les méthodes de dégazage.
Limites : Coût d'investissement très élevé ; difficile à intégrer dans les opérations de coulée continue ; principalement utilisé pour la production d'aluminium ultra-propre (aérospatiale, applications de haute pureté, feuilles de condensateur). Le procédé AlVac (développé et utilisé en Scandinavie) permet d'atteindre des niveaux d'hydrogène post-traitement de 0,02-0,04 ml/100g Al.
Tableau de comparaison des technologies de dégazage
| Technologie | H₂ Efficacité de la réduction | Coût du capital | Coût de fonctionnement | Suppression de l'inclusion | Meilleure application |
|---|---|---|---|---|---|
| Rotation en ligne (rotor unique) | 50-70% | Modéré | Faible-modéré | Bon (secondaire) | Coulée continue, qualité standard |
| Rotatif en ligne (double rotor) | 65-80% | Modérée-élevée | Modéré | Bon | Coulée continue de haute qualité |
| Lance rotative dans le four | 45-65% | Faible-modéré | Faible | Juste | Coulée en discontinu, fonderies |
| Lance statique / bouchon poreux | 20-40% | Faible | Très faible | Pauvre | Petites opérations à faibles spécifications |
| Comprimés de flux | 30-50% | Très faible | Faible | Juste | Systèmes existants, marchés en développement |
| Dégazage sous vide | 85-95% | Très élevé | Haut | Médiocre (pas de suppression de l'inclusion) | Aérospatiale, ultra-propreté |
| Rotatif en ligne + Gaz Ar/Cl₂ | 70-82% | Modérée-élevée | Modéré | Excellent | Alliages de première qualité, billettes pour l'aéronautique |
Principaux composants d'une unité de dégazage rotative et leurs fonctions
Comprendre la fonction de chaque composant aide les ingénieurs à spécifier le bon système et à diagnostiquer les problèmes lorsqu'ils surviennent.
Rotor en graphite
Le rotor est le cœur de l'unité de dégazage. Il assure simultanément les fonctions de dispersion des gaz et de circulation de la matière fondue. Principaux paramètres de conception du rotor :
Diamètre du rotor : Un diamètre plus important augmente le rayon de dispersion des bulles mais nécessite un couple plus élevé de la part du moteur d'entraînement. Les rotors commerciaux ont un diamètre compris entre 100 et 300 mm environ, en fonction de la taille du récipient et du débit de métal.
Géométrie du port : Le nombre, la taille et l'orientation des orifices de sortie du gaz dans le corps du rotor déterminent la distribution initiale de la taille des bulles. Les orifices positionnés tangentiellement à la rotation du rotor produisent des bulles initiales plus petites que les orifices orientés radialement, car les forces de cisaillement à la sortie de l'orifice sont plus élevées.
Matériau : Le graphite de haute pureté pressé isostatiquement est standard. Le graphite doit être résistant aux chocs thermiques (le rotor entre en contact avec l'atmosphère froide puis avec le métal chaud), chimiquement résistant à l'aluminium et aux gaz de dégazage contenant du chlore, et mécaniquement assez solide pour résister aux forces hydrodynamiques lors de la rotation à grande vitesse.
La durée de vie des rotors en graphite varie d'environ 20 à 80 cycles de traitement, en fonction de la nature du produit :
- Température du métal (une température plus élevée accélère l'oxydation du graphite).
- Teneur en chlore du gaz de dégazage (le chlore attaque progressivement le graphite).
- Qualité de la manipulation mécanique (les rotors se fissurent s'ils sont heurtés contre les parois de la cuve).
- Composition de l'alliage (certains alliages sont chimiquement plus agressifs pour le graphite).
La formulation du graphite du rotor d'AdTech est optimisée pour résister à l'attaque thermique, mécanique et chimique combinée du service de casthouse en aluminium, atteignant typiquement 40 à 70 cycles de traitement dans des conditions standard.
Arbre en graphite
L'arbre creux en graphite transfère au rotor la force de rotation du moteur d'entraînement et le gaz de dégazage provenant de la conduite d'alimentation en gaz. L'alésage creux doit maintenir un flux de gaz régulier pendant la rotation de l'arbre, ce qui nécessite un raccord rotatif de haute qualité au sommet de l'arbre, à l'endroit où la connexion de gaz rencontre le composant rotatif.
La défaillance de l'arbre est l'une des causes les plus fréquentes d'immobilisation des unités de dégazage. Les modes de défaillance sont les suivants
- Fissuration par choc thermique lors de l'immersion dans des conditions de démarrage à froid.
- Rupture mécanique due à une charge latérale si la tige entre en contact avec les parois de la cuve pendant l'immersion.
- Dégradation chimique due à l'exposition au chlore à température élevée.
Moteur d'entraînement et contrôle de la vitesse
Le moteur d'entraînement doit maintenir une vitesse de rotation précise tout au long du cycle de traitement. La plupart des unités de dégazage modernes utilisent des variateurs de fréquence (VFD) qui permettent de régler la vitesse du rotor entre 100 et 600 tr/min environ. Cette flexibilité permet à l'opérateur d'optimiser la taille des bulles en fonction du débit de métal et de la géométrie de la cuve.
Chez AdTech, nos unités de dégazage de la série SHFD utilisent un contrôle de vitesse en boucle fermée avec retour d'information tachymétrique, garantissant que la vitesse du rotor reste à ±2 tours/minute du point de consigne, quels que soient les changements de viscosité de la matière fondue ou la charge du système d'entraînement. Cette précision est importante car la vitesse du rotor détermine directement la taille des bulles et donc l'efficacité du dégazage - une vitesse irrégulière produit des performances variables.
Cuve de traitement à revêtement réfractaire
Le récipient qui contient le métal pendant le dégazage doit être :
- Isolation thermique pour minimiser la perte de température du métal pendant le traitement.
- Résistant chimiquement à l'aluminium en fusion et aux gaz de dégazage.
- Conçu avec une géométrie de flux interne qui favorise une distribution uniforme des bulles.
- Équipé de dispositifs d'élimination des crasses (élimination par flottaison des inclusions et des films d'oxyde qui s'accumulent à la surface de la matière fondue pendant le traitement).
Les matériaux réfractaires des cuves sont généralement des matériaux coulés à haute teneur en alumine ou des composites carbure de silicium-alumine, sélectionnés pour leur résistance au mouillage de l'aluminium et aux attaques chimiques. La durée de vie des matériaux réfractaires entre les périodes de maintenance majeures est généralement de 6 à 18 mois, en fonction du débit de métal et de la fréquence de nettoyage.
Système d'alimentation en gaz et de contrôle
Le système d'approvisionnement en gaz se compose d'une source de gaz (bouteille, stockage en vrac ou production sur site), de régulateurs de pression, de débitmètres et de vannes de contrôle automatisées. Principales exigences en matière de conception :
Contrôle du débit : Le débit de gaz dans le rotor doit être contrôlé avec précision, car il s'agit d'un facteur déterminant de l'efficacité du dégazage. Un débit trop faible produit un volume de bulles insuffisant ; un débit trop élevé produit de grosses bulles coalescentes et des turbulences en surface. Le débit optimal pour la plupart des systèmes de dégazage en ligne est d'environ 1,0-3,0 Nm³/heure par rotor dans des conditions d'argon standard, ajusté pour le débit de métal.
Pureté du gaz : La pureté du gaz de dégazage influe considérablement sur les performances. L'argon d'une pureté de 99,999% (qualité 5N) n'introduit pratiquement pas d'humidité ni d'oxygène. L'argon de moindre pureté peut contenir de l'humidité qui introduit de l'hydrogène au lieu de l'éliminer. Les recherches menées par Doutre et al. (Light Metals, 2004) ont montré que l'argon avec une teneur en humidité de 50 ppm à 700°C s'équilibrait pour contribuer à environ 0,002 ml/100g Al d'hydrogène par 1 Nm³ de gaz injecté - faible mais mesurable dans les applications ultra-propres.
Capacité de gaz mixte : Les systèmes conçus pour les mélanges de chlore et d'argon nécessitent des raccords résistants à la corrosion, des composants de contrôle du débit adaptés au chlore et un équipement de sécurité approprié. La concentration de chlore est généralement de 2-5% par volume dans l'argon.
Quels sont les gaz de dégazage utilisés et pourquoi le choix est-il important ?
Le choix du gaz de dégazage est l'une des décisions les plus importantes dans la conception d'un système de dégazage, car il affecte à la fois les performances et les coûts d'exploitation.
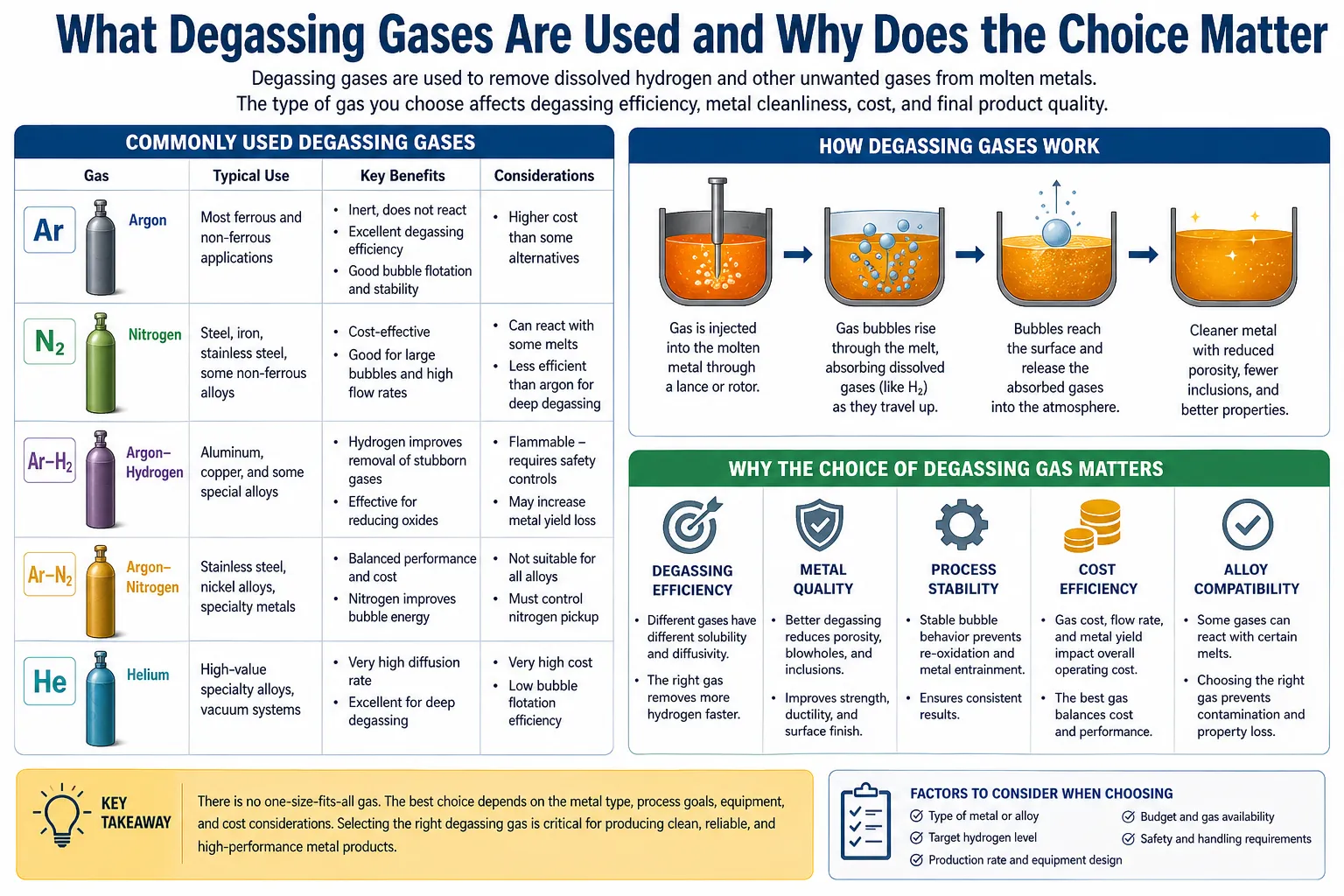
L'argon : Le principal gaz de dégazage
L'argon est le gaz de dégazage standard dans la production moderne d'aluminium. Il est chimiquement inerte avec l'aluminium aux températures de fusion, ne réagit pas avec le rotor en graphite et ne produit pas de sous-produits toxiques. L'argon est plus lourd que l'air, ce qui signifie qu'il déplace l'air au-dessus de la surface de fusion et fournit une couverture qui réduit la réabsorption de l'hydrogène de l'atmosphère ambiante au-dessus du récipient de traitement.
Efficacité de la réduction de l'hydrogène avec de l'argon seul : 50-70% dans une unité en ligne à un seul passage ; jusqu'à 80% dans des systèmes optimisés à deux rotors. Les niveaux d'hydrogène après traitement de 0,08-0,12 ml/100g Al sont typiques à partir d'une teneur initiale de 0,20-0,30 ml/100g Al.
L'azote : L'alternative rentable
L'azote permet d'obtenir une efficacité de dégazage similaire à celle de l'argon à un coût nettement inférieur (typiquement 30-60% du coût de l'argon en fonction du marché et de la méthode d'approvisionnement). Cependant, l'azote pose deux problèmes techniques spécifiques :
Ramassage de l'azote dans les alliages sensibles : Aux températures de fusion de l'aluminium et avec un temps de contact suffisant, l'azote peut réagir avec certains éléments d'alliage pour former des nitrures (en particulier avec le lithium, le magnésium à des concentrations élevées et certains ajouts de terres rares). Pour la plupart des alliages d'aluminium commerciaux, la reprise de l'azote est négligeable, mais pour les alliages contenant du lithium (séries 2xxx et 8xxx avec Li) et les alliages à très forte teneur en magnésium (>4% Mg), il est préférable d'utiliser de l'argon.
Comportement de bulle : Les bulles d'azote présentent une interaction de tension superficielle avec la matière fondue légèrement différente de celle de l'argon, ce qui affecte la taille d'équilibre des bulles dans des conditions de rotor similaires. La différence est minime dans la pratique.
La plupart des opérations commerciales de coulée d'aluminium utilisent l'azote pour les alliages standard et réservent l'argon aux alliages pour lesquels le captage de l'azote est un problème ou pour lesquels la plus grande propreté possible est requise.
Ajout de chlore : L'avantage de l'agglomération d'inclusion
L'ajout de chlore 2-5% (Cl₂) au gaz de dégazage d'argon ou d'azote offre plusieurs avantages supplémentaires par rapport au dégazage par gaz inerte pur :
Agglomération d'inclusion : Le chlore réagit avec l'aluminium pour former de la vapeur d'AlCl₃, qui s'élève dans la masse fondue et recueille les inclusions non métalliques (films d'oxyde, nitrures, carbures) par flottation. Les agglomérats remontent à la surface de la fonte où ils s'accumulent sous la forme d'une couche d'écume. Les recherches menées par Granger à Pechiney (Light Metals, 1998) ont montré que l'ajout de chlore augmentait la taille moyenne des inclusions d'environ 8 microns à 25 microns, soit une multiplication par 3 qui améliore considérablement l'efficacité de capture des filtres à mousse céramique.
Élimination de l'alcali : Le chlore réagit avec le sodium et le calcium dissous (impuretés alcalines provenant des fondants salins et de la contamination des ferrailles) pour former des composés chlorés volatils qui s'échappent avec les bulles de gaz. Le sodium, même à 5-10 ppm dans les alliages d'aluminium, dégrade les propriétés mécaniques, et le dégazage au chlore est la méthode d'élimination des alcalins la plus efficace qui soit.
Amélioration de l'élimination de l'hydrogène : L'action mécanique et chimique combinée des mélanges chlore-argon permet généralement d'obtenir une réduction de l'hydrogène de 70 à 821 TTP3T, contre 50 à 701 TTP3T pour l'argon seul.
Les préoccupations en matière de sécurité et d'environnement : Le chlore est un gaz toxique (OSHA PEL 1 ppm, IDLH 10 ppm). Les vapeurs de chlorure d'aluminium générées pendant le traitement sont également toxiques et corrosives. Les installations utilisant des gaz contenant du chlore nécessitent des systèmes d'extraction des fumées, de détection des gaz et des procédures d'urgence appropriés. De nombreuses installations européennes ont adopté le dégazage à l'argon uniquement pour éliminer les risques liés à la manipulation du chlore, tout en acceptant le compromis en termes de performances.
Matrice de décision pour la sélection des gaz
| Alliage et application | Gaz recommandé | Ajout de chlore ? | Cible typique après traitement H₂. |
|---|---|---|---|
| billettes d'extrusion standard 6xxx (général) | Azote | En option (2% Cl₂) | <0,12 ml/100g |
| billettes de structure automobile 6xxx | Argon | Recommandé (2-3% Cl₂) | <0,10 ml/100g |
| Barre de qualité CE (1350) | Argon | Recommandé (2-3% Cl₂) | <0,10 ml/100g |
| Aérospatiale 7xxx | Argon | Recommandé (3-5% Cl₂) | <0,08 ml/100g |
| Alliages 5xxx à haute teneur en magnésium | Argon | En option | <0,12 ml/100g |
| Moulage de roue A356 | Azote ou argon | En option | <0,10 ml/100g |
| Haute pureté 1xxx (>99.99%) | Argon (pureté 5N) | Non | <0,06 ml/100g |
| 2xxx avec contenu Li | Argon uniquement | Non (Cl₂ attaque Li) | <0,08 ml/100g |
Comment mesurer l'efficacité du dégazage en production ?
Sans mesure, le dégazage n'est qu'une supposition. Plusieurs méthodes de mesure sont disponibles, chacune ayant un coût, une précision et une adéquation différents selon qu'il s'agit d'applications de production ou de recherche.
Essai à pression réduite (EPR)
Le RPT est l'outil de mesure de la production le plus largement utilisé pour l'évaluation de la qualité de la fonte liée à l'hydrogène. Un petit échantillon de métal (typiquement 100-150 g) est solidifié sous pression réduite (80-100 mbar absolu, produit par une pompe à vide). La réduction de la pression ambiante abaisse le seuil à partir duquel l'hydrogène dissous se transforme en bulles de gaz, ce qui amplifie la porosité proportionnellement à la teneur en hydrogène.
La densité de l'échantillon RPT (mesurée par déplacement d'eau) est comparée à celle d'un échantillon de référence solidifié à la pression atmosphérique. Le rapport de densité (ou l'indice de porosité dérivé) fournit une mesure semi-quantitative de la teneur en hydrogène à l'état fondu.
Avantages : Rapide (résultats en 15-20 minutes), peu coûteux, bien corrélé avec les tendances réelles de la porosité des pièces coulées, ne nécessite qu'un équipement minimal.
Limites : Fournit un indicateur de qualité relative plutôt qu'une mesure absolue de l'hydrogène ; sensible à la température de fusion, à la technique d'échantillonnage et à la teneur en bifilm ainsi qu'à l'hydrogène ; le résultat du RPT reflète simultanément la teneur en hydrogène et la teneur en bifilm.
Interprétation : Un rapport de densité supérieur à 0,95 (ou un indice de porosité inférieur à 1,5 sur une échelle de 0 à 10) indique une qualité de fusion acceptable pour la plupart des applications. Les valeurs inférieures à 0,90 indiquent un risque important de porosité lié à l'hydrogène.
Télégraphes (Sonde à hydrogène)
Le système Telegas (et les produits équivalents : Alscan d'ABB, Hydris d'Heraeus) mesure directement l'hydrogène dissous en établissant un équilibre électrochimique entre la matière fondue et une sonde à membrane perméable à l'hydrogène. L'hydrogène se diffuse à travers la membrane jusqu'à ce que la pression partielle de l'hydrogène dans la chambre de détection soit égale à l'activité de l'hydrogène dissous dans la matière fondue, ce qui permet une mesure quantitative directe.
Plage de mesure : 0,01-0,50 ml/100g Al
Durée de la mesure : 5-15 minutes par mesure
Précision : ±0,01-0,02 ml/100g Al en conditions contrôlées
Avantages : Fournit une mesure absolue de l'hydrogène plutôt qu'un indice relatif ; permet une comparaison directe avec les limites de spécification ; permet de suivre l'évolution de la teneur en hydrogène au cours d'un traitement de dégazage afin d'en vérifier l'efficacité.
Limites : Coût d'équipement plus élevé ; nécessite un étalonnage et une maintenance minutieux de la sonde ; le temps de réponse de la sonde limite les applications de contrôle des processus en temps réel.
CHAPEL (Analyse continue de l'hydrogène par équilibre de pression dans les liquides)
Une version avancée du principe Telegas conçue pour la surveillance continue de l'hydrogène en ligne plutôt que pour l'échantillonnage par lots. La sonde est installée de manière permanente dans la voie d'écoulement métallique et fournit des relevés continus de l'hydrogène avec des temps de réponse d'environ 30 à 60 secondes.
Les données publiées par Pedersen et al. (Light Metals, 2008) ont montré que la surveillance continue basée sur CHAPEL a permis d'optimiser le système de dégazage et de réduire l'hydrogène moyen après dégazage de 0,12 ml/100g Al à 0,08 ml/100g Al tout en réduisant la consommation d'argon de 15%, en permettant l'ajustement en temps réel de la vitesse du rotor et du débit de gaz en fonction de la teneur réelle en hydrogène plutôt que de paramètres d'exploitation fixes.
PoDFA (Porous Disk Filtration Apparatus)
La PoDFA ne mesure pas directement l'hydrogène mais quantifie la teneur en inclusions - films d'oxyde, nitrures et autres particules non métalliques - dans la matière fondue. Étant donné que de nombreux cas de porosité liés à l'hydrogène sont en fait des cas de nucléation bifilm (comme indiqué dans notre article sur l'hydrogène dans les filtres en mousse céramique), les données PoDFA complètent les mesures d'hydrogène pour donner une image complète de la qualité de la matière fondue.
Mesure : Un volume connu de métal (typiquement 1-3 kg) est filtré à travers un disque céramique fin dans des conditions standard. Le filtre est sectionné et la surface des inclusions retenues est mesurée par comptage ponctuel au microscope.
Unités de résultat : mm²/kg (surface d'inclusion par unité de poids de métal)
Valeurs cibles typiques : <0,10 mm²/kg pour la coulée générale ; <0,05 mm²/kg pour l'automobile haut de gamme ; <0,02 mm²/kg pour les applications aérospatiales.
Résumé du protocole de mesure de la production
| Méthode de mesure | H₂ Mesure | Mesure de l'inclusion | Fréquence dans la production | Coût |
|---|---|---|---|---|
| Test de pression réduite | Indirect (indice) | Non | Chaque charge de four | Très faible |
| Sonde Telegas/Alscan | Direct, quantitatif | Non | Périodique (par poste ou par charge) | Modéré |
| CHAPELLE continue | Direct, continu | Non | En continu | Élevé (capital) |
| PoDFA | Non | Direct, quantitatif | Hebdomadaire à mensuel | Modérée-élevée |
| LiMCA | Non | En temps réel, en continu | En continu | Haut |
| RPT + PoDFA combinés | Indirect | Direct | Audit périodique | Modéré |
Dégazage en ligne ou dans le four : Quel est le système le mieux adapté à votre activité ?
La réponse dépend du type de production, du débit de métal et des exigences de qualité plutôt que d'une préférence universelle.
Dégazage en ligne : La meilleure solution pour les opérations de coulée continue
Les unités de dégazage en ligne traitent le métal en continu lorsqu'il passe du four au moule. Le métal ne fait qu'un seul passage dans la cuve de traitement, recevant un traitement de dégazage pendant le trajet. La durée du traitement est généralement comprise entre 30 et 120 secondes, en fonction du volume de la cuve et du débit du métal.
Convient le mieux à :
- Opérations de coulée continue (billettes, brames, fil machine, bandes)
- Opérations avec des débits de métal constants
- Production en grande quantité où la cohérence du traitement et l'automatisation sont des priorités
- Applications où l'hydrogène après traitement doit être réduit au minimum (qualité EC, aérospatiale)
Facteurs d'efficacité dans les systèmes en ligne :
Le nombre d'unités de transfert (NTU) est le principal paramètre d'efficacité pour le dégazage en ligne, défini par le rapport entre le taux d'élimination de l'hydrogène et le débit de métal et la concentration d'hydrogène à l'équilibre. Les relations publiées (de Johansen, Engh et Rasch dans Light Metals, 1998) montrent que le NTU s'échelonne avec :
NTU = k_L × a × V_vessel / Q_metal
Où k_L est le coefficient de transfert de masse de la phase liquide, a est la surface spécifique des bulles (m²/m³), V_vessel est le volume de la cuve et Q_metal est le débit volumétrique du métal. Une surface de bulle plus élevée (due à des bulles plus petites, à une vitesse de rotor plus élevée), un récipient plus grand et un débit de métal plus faible augmentent tous le NTU et donc l'efficacité de l'élimination de l'hydrogène.
Dégazage dans le four : Mieux adapté aux opérations par lots et aux opérations de fonderie
Le dégazage dans le four utilise une unité rotative portable ou semi-fixe insérée dans le four de maintien ou de fusion. Le métal est traité en tant que lot, le rotor fonctionnant dans le volume statique du métal pendant 15 à 30 minutes avant que le rotor ne soit retiré et que le four ne soit vidé.
Convient le mieux à :
- Fonderies de moulage en série (pièces moulées pour l'automobile, pièces forgées pour l'aérospatiale)
- Opérations avec prélèvements peu fréquents (toutes les quelques heures plutôt qu'en continu)
- Opérations de fours multiples où une unité de dégazage dessert plusieurs fours
- Opérations à faible volume où le coût d'investissement unitaire en ligne ne se justifie pas
Principales limites du dégazage en chambre : Après le traitement et avant le taraudage, le métal traité reste dans le four où il réabsorbe progressivement l'hydrogène de l'atmosphère du four. Le taux de réabsorption dépend de l'humidité de l'atmosphère du four, de la surface du métal et de la propreté du réfractaire du four. Un four bien entretenu et à faible humidité peut ne montrer qu'une réabsorption de 0,01-0,02 ml/100g d'Al en une heure. Un four mal entretenu avec un réfractaire humide peut présenter une réabsorption de 0,05 à 0,08 ml/100g d'Al au cours de la même période.
Pour les opérations où cette réabsorption est inacceptable, une unité en ligne à la transition entre le robinet du four et le moule élimine complètement la période de réabsorption.
Tableau de comparaison : Dégazage en ligne ou dans le foyer
| Facteur | Dégazage en ligne | Dégazage dans le foyer |
|---|---|---|
| Compatibilité avec le flux de métal | Continu, régulier | Lot |
| Réduction de H₂ (typique) | 55-80% | 45-65% |
| Réabsorption de H₂ après traitement | Minime (le métal s'écoule immédiatement dans le moule) | Significatif (dépend du temps de maintien) |
| Coût du capital | Modérée-élevée | Faible-modéré |
| Coût d'exploitation | Faible | Faible |
| Cohérence du traitement | Élevé (contrôle automatisé) | Variable (en fonction de l'opérateur) |
| Besoin d'espace | Modéré (dans la ligne de blanchiment) | Minimal (unité portable) |
| Convient à plusieurs fours | Non (fixé sur une ligne) | Oui (l'unité portable dessert plusieurs fours) |
| Intégration à la filtration | Naturel (filtre placé en aval) | Moins direct |
| Sécurité du chlore gazeux | Géré dans une laverie fermée | Plus difficile dans le four ouvert |
Comment l'équipement de dégazage interagit-il avec les systèmes de filtration ?
L'interaction entre l'équipement de dégazage et la filtration sur mousse céramique est une question de conception de système qui a des implications significatives à la fois pour l'agencement de l'équipement et pour les résultats de qualité réalisables.
La séquence de processus correcte et sa justification
La séquence des meilleures pratiques établies dans toute caserne d'aluminium est la suivante :
Four d'attente → Transfert → Unité de dégazage en ligne → Filtre en mousse céramique → Station de coulée
Cet ordre n'est pas arbitraire - il reflète la réalité physique de ce que chaque système fait au métal et des problèmes que chaque système crée et que l'autre doit gérer.
Pourquoi la filtration doit suivre le dégazage (et non le précéder) :
Le dégazage rotatif avec barbotage de gaz inerte agite considérablement la surface de la matière fondue. Cette agitation génère de nouveaux films d'oxyde - la turbulence de la surface replie la couche d'oxyde de la surface de la fonte sur elle-même à plusieurs reprises pendant la période de traitement de 30 à 120 secondes. Ces bifilms d'oxyde générés par le dégazage sont ensuite entraînés en aval avec le métal. Si la filtration précède le dégazage, ces bifilms frais contournent entièrement le filtre et pénètrent dans la cavité du moule.
Des données publiées par Granger (Light Metals, 1998) ont montré que le dégazage en ligne avec de l'argon seul augmentait le nombre d'inclusions PoDFA dans le métal sortant d'environ 20-35% par rapport au métal du four - ce qui signifie que le dégazage générait plus d'inclusions que le métal du four n'en contenait. Avec l'ajout de chlore, la même étude a montré une réduction nette de 60-75% de la teneur en inclusions dans le métal sortant par rapport au métal du four, car l'effet d'agglomération du chlore a dominé sur les inclusions générées par les turbulences.
Le filtre capture les sous-produits de dégazage :
Un filtre en mousse céramique placé en aval de l'unité de dégazage capture les inclusions d'oxyde générées pendant le traitement de dégazage, y compris les particules de sel provenant des ajouts de fondants et les sous-produits des réactions chlore-aluminium. Sans le filtre en aval, ces sous-produits de dégazage atteindraient la cavité du moule et créeraient des défauts.
Le système combiné permet de réaliser ce qu'aucun des deux composants ne peut faire seul :
Comme le montre notre article sur l'hydrogène dans les filtres en mousse céramique, la combinaison du dégazage (réduction de l'hydrogène dissous) et de la filtration (élimination des sites de nucléation bifilm) permet d'atteindre des niveaux de porosité qu'aucun des deux systèmes n'atteint de manière indépendante. Tiryakioğlu et al. (Materials Science and Engineering A, 2009) ont montré que le système combiné atteignait un indice de porosité de 1,4 contre 4,1 pour le dégazage seul et 5,8 pour la filtration seule - ce qui est nettement supérieur à la somme des effets des composants individuels.
Étude de cas réel : Modernisation du système de dégazage dans une usine de billettes d'aluminium, Inde, 2023
Contexte : Installation de moulage de billettes en aluminium 6063 à Pune, Maharashtra, Inde
Profil de l'entreprise : Une installation de coulée de billettes d'aluminium de taille moyenne dans le district industriel de Pune, produisant des billettes d'alliage 6063 pour des applications d'extrusion architecturales. L'usine exploite deux lignes de coulée à refroidissement direct (DC) avec une capacité de production mensuelle combinée d'environ 1 200 tonnes de billettes 6063 de 152 mm et 178 mm de diamètre. Les principaux clients étaient des entreprises d'extrusion produisant des profilés architecturaux pour portes et fenêtres destinés au marché indien de la construction et à l'exportation vers le Moyen-Orient.
Le point de douleur du client (de janvier à septembre 2023) : L'installation a connu une augmentation soutenue des taux de fissuration de la surface des billettes et des rejets de porosité lors de l'extrusion dans les installations des clients. Le taux de rejet d'extrusion signalé par les clients est passé d'un niveau de base d'environ 1,2% de rejet de défauts de surface à 4,8% en neuf mois. Les défauts étaient principalement de petites cloques et des surfaces rugueuses apparaissant sur la surface extérieure du profilé extrudé après l'anodisation - un type de défaut associé à une porosité souterraine dans la billette qui s'ouvre pendant l'extrusion.
L'usine utilisait un système de dégazage à lance statique (pas d'équipement rotatif) avec de l'azote gazeux diffusé par une lance fixe dans le four de maintien avant le soutirage. Aucune unité de dégazage en ligne n'a été installée entre le four et le poste de coulée. La filtration en mousse céramique à un étage utilisait des filtres de 30 ppi dans une boîte filtrante de base à la station de coulée.
Le responsable de la qualité de l'usine avait augmenté l'IPP des filtres de 20 à 30 ppi pour tenter de résoudre le problème six mois plus tôt, sans amélioration mesurable des taux de rejet - ce qui indiquait à juste titre que la filtration n'était pas la cause première.
Enquête sur les causes profondes (octobre 2023) : AdTech a été engagé pour réaliser un audit complet de la qualité de la fonte des deux lignes de coulée.
Mesures de l'hydrogène : A l'aide d'une sonde Alscan louée, nous avons mesuré l'hydrogène dissous en trois points : dans le four de maintien immédiatement après le traitement à la lance statique, dans le lavoir à 10 mètres du robinet du four, et à l'entrée de la boîte à filtres. Résultats :
- Hydrogène après traitement par lance statique (dans le four) : 0,22 ml/100g Al en moyenne (plage de 0,18 à 0,28 sur plusieurs mesures)
- Objectif pour les billettes d'extrusion 6063 : <0,12 ml/100g Al
Le système de lance statique n'obtenait qu'une réduction de l'hydrogène de 25-30% à partir d'un niveau de four initial d'environ 0,28-0,32 ml/100g Al - ce qui est nettement inférieur aux 50-70% obtenus avec l'équipement rotatif. La lance statique produisait de grosses bulles (d'un diamètre estimé entre 10 et 25 mm d'après l'observation visuelle d'un traitement) avec une surface minimale pour le transfert de masse.
Réabsorption de l'hydrogène dans la lessive : Les mesures effectuées à l'entrée de la boîte à filtres ont révélé la présence d'hydrogène dans une proportion de 0,24 à 0,26 ml/100 g d'Al, ce qui ne représente pratiquement aucune amélioration par rapport au passage dans le laveur et, dans certaines mesures, est légèrement supérieur à la mesure effectuée dans le four après traitement, ce qui indique une réabsorption active de l'hydrogène pendant le passage dans le laveur. Le laveur n'était pas couvert et n'était pas protégé de l'atmosphère de l'atelier, fonctionnant dans une usine avec une humidité relative mesurée de 68-82% (élevée en raison des systèmes de refroidissement de l'eau dans l'installation).
Évaluation RPT : Les tests RPT effectués sur des échantillons prélevés au niveau du moule ont révélé un indice de porosité de 7,8 en moyenne, ce qui indique un risque de porosité très élevé, bien supérieur au seuil de 3,0 recommandé pour les billettes d'extrusion 6063.
Analyse métallographique des billettes : Les coupes transversales des billettes rejetées ont confirmé la présence d'une porosité gazeuse principalement sphérique (indiquant une porosité dominée par l'hydrogène plutôt que par le bifilm) de 0,3 à 1,8 mm de diamètre, concentrée dans la zone de subsurface de la billette.
La solution d'AdTech - conçue en octobre 2023, mise en œuvre en janvier 2024 :
Composant 1 - Unité de dégazage rotative en ligne AdTech SHFD-200 : Installation d'une unité de dégazage en ligne à rotor unique dans le lavoir existant entre le robinet du four de maintien et la boîte à filtres. Spécifications de l'unité : Rotor de 200 mm de diamètre, vitesse de fonctionnement de 400 tr/min, débit d'azote de 1,5 Nm³/heure avec possibilité de mélange argon-azote en option. L'unité a été conçue pour traiter le métal au débit de coulée maximal de l'usine, soit 22 kg/min (par ligne), avec un volume de cuve de traitement offrant un temps de séjour d'environ 45 secondes.
Composant 2 - Couverture de la blanchisserie et contrôle de l'atmosphère : Un simple toit de laveur recouvert de fibres réfractaires a été installé sur l'ensemble du parcours du laveur, depuis le robinet du four jusqu'à la boîte à filtres, réduisant ainsi l'humidité de l'atmosphère du laveur. Une purge d'azote à 5 l/min a été ajoutée pour maintenir l'atmosphère du laveur à plus de 95% d'azote en volume, éliminant essentiellement la réabsorption d'hydrogène pendant le transit du laveur.
Composant 3 - Amélioration de la boîte à filtres : Le filtre à un étage de 30 ppi existant a été remplacé par le filtre à mousse céramique d'alumine sans phosphate de 40 ppi d'AdTech, avec une boîte de filtration plus grande (9″ × 9″ contre 7″ × 7″ auparavant) pour garantir une capacité de débit adéquate avec un indice PPI plus fin.
Composante 4 - Protocole de suivi en ligne : AdTech a fourni un kit RPT et a formé le personnel de qualité de l'usine à effectuer des mesures RPT à chaque chargement de four (toutes les 2 à 3 heures par ligne de coulée), établissant ainsi un protocole de contrôle de la production qui n'existait pas auparavant dans l'usine.
Résultats - mesurés d'avril à juin 2024 (trois mois après la mise en œuvre complète, pour les deux lignes de distribution) :
- Hydrogène après dégazage en ligne : 0,08-0,11 ml/100g Al en moyenne (contre 0,22-0,26 ml/100g Al précédemment)
- Efficacité de réduction de l'hydrogène de l'unité en ligne : 62-68% - conforme aux attentes de la conception pour une unité à un seul rotor
- Réabsorption du linge avec contrôle de l'atmosphère : <0,005 ml/100g Al (pratiquement zéro)
- Indice de porosité RPT : 1,8 en moyenne (contre 7,8 précédemment) - bien en dessous de l'objectif de 3,0
- Rejet de défauts de surface d'extrusion signalés par les clients : 0,8% (par rapport au pic de 4,8% et à la base historique de 1,2%)
- Indications de porosité UT des billettes (vérifiées ponctuellement par essai ultrasonique) : réduites de 89% par rapport à l'échantillonnage effectué avant l'installation.
- Argon ou azote : Après trois mois de fonctionnement à l'azote uniquement, l'usine a choisi de passer la ligne 1 au mélange argon-azote (10% Ar) pour les commandes de spécifications plus élevées, en maintenant l'azote sur la ligne 2 pour les qualités standard - une décision d'optimisation des coûts qu'AdTech a appuyée avec des données de transition.
Analyse des coûts :
- Coût annuel des rejets signalés par les clients (ré-extrusion, billettes de remplacement, logistique) : réduit d'environ 8,2 millions INR à 1,7 million INR par an - soit une économie de 6,5 millions INR par an.
- Coût d'installation du système AdTech SHFD-200 : environ 4,8 millions d'INR
- Période de récupération simple : environ 9 mois à partir de l'achèvement de l'installation
- Avantage supplémentaire : les résultats des audits de qualité des clients se sont suffisamment améliorés pour permettre à l'usine de conclure un nouveau contrat de fourniture avec un client d'extrusion UAE haut de gamme qui avait été rejeté en raison de problèmes de qualité.
Sélection des équipements de dégazage, maintenance et modes de défaillance courants
Choisir le bon système de dégazage
Paramètres clés à définir avant de spécifier un système de dégazage :
Débit de métal : Le débit requis en kg/min détermine le volume minimal de la cuve, la taille du rotor et les exigences en matière de débit de gaz. Les systèmes sous-dimensionnés ne peuvent pas atteindre l'objectif de réduction de l'hydrogène au taux de production requis.
Niveau initial d'hydrogène : Les opérations avec un taux d'hydrogène initial très élevé (>0,30 ml/100g d'Al en raison d'une utilisation importante de ferraille) nécessitent une intensité de traitement plus élevée - soit un temps de traitement plus long, une configuration à deux rotors, ou l'ajout de chlore.
Cibler l'hydrogène après le traitement : Les applications de qualité CE et aérospatiales nécessitent moins de 0,08-0,10 ml/100g Al ; les billettes d'extrusion standard visent généralement 0,10-0,12 ml/100g Al. Le pourcentage d'élimination requis détermine la vitesse du rotor, le débit de gaz et la configuration du système.
Compatibilité avec l'alliage : Les alliages sensibles au chlore (porteurs de Li) limitent les choix de gaz. Les alliages à forte teneur en magnésium peuvent nécessiter de l'argon plutôt que de l'azote.
Entretien du rotor et de l'arbre
Le rotor et l'arbre en graphite sont des composants consommables qui doivent être inspectés et remplacés régulièrement. Chez AdTech, nous recommandons le protocole d'inspection suivant :
| Point d'inspection | Fréquence | Seuil d'intervention |
|---|---|---|
| Inspection visuelle du rotor | Chaque cycle de traitement | Remplacer si le diamètre est réduit >15% par rapport au nouveau diamètre |
| Inspection visuelle de l'arbre | Tous les 5 cycles | Remplacer si des fissures superficielles sont visibles ou si la longueur est réduite |
| Mesure du poids du rotor | Tous les 10 cycles | Remplacer si le poids a diminué de >20% par rapport au poids neuf |
| Vérification du débit de gaz | Chaque cycle | Examiner si le débit s'écarte de >10% du point de consigne |
| Joint d'union rotatif | Mensuel | Remplacer si une fuite de gaz est détectée |
| Consommation de courant du moteur d'entraînement | Hebdomadaire | Examiner si le courant augmente >15% par rapport à la ligne de base |
Modes de défaillance courants et signes de diagnostic
Défaillance 1 - Usure du rotor : L'érosion progressive du rotor par l'aluminium en fusion et l'attaque chimique du chlore augmentent progressivement la taille des bulles. Diagnostic : augmentation de l'hydrogène post-traitement dans des conditions de fonctionnement constantes. Résolution : remplacer le rotor conformément au programme d'entretien.
Défaillance 2 - Rupture de l'arbre : L'arbre en graphite se brise lors de l'immersion ou de la rotation. Diagnostic : perte immédiate du débit de gaz et de la rotation ; un fragment d'arbre peut être visible dans les crasses. Prévention : suivre une procédure d'immersion contrôlée (ne jamais cogner l'arbre contre la paroi de la cuve) ; vérifier que la qualité de l'arbre est adaptée à la température.
Défaillance 3 - Blocage du flux de gaz : Orifices du rotor bloqués par de l'aluminium solidifié ou des inclusions accumulées. Diagnostic : augmentation de la pression de la conduite de gaz au niveau du rotor à un débit constant ; diminution du bouillonnement observé dans la matière fondue. Résolution : retirer le rotor et nettoyer les orifices ; ou remplacer le rotor si le blocage est important.
Défaillance 4 - Attaque réfractaire du vaisseau : La matière fondue pénètre dans le revêtement réfractaire de la cuve de traitement. Diagnostic : augmentation de la perte de température du métal dans la cuve ; fissuration ou écaillage visible du réfractaire. Prévention : inspection régulière du réfractaire ; respect des procédures de préchauffage recommandées ; évitement des écarts de température.
Défaillance 5 - Défaillance de l'union rotative : Le raccord de gaz entre l'alimentation en gaz fixe et l'arbre rotatif est défectueux, ce qui entraîne une fuite de gaz. Diagnostic : réduction du débit de gaz vers le rotor ; bulles de gaz visibles au niveau du raccord tournant. Résolution : remplacer le joint du raccord tournant.
Questions fréquemment posées sur l'équipement de dégazage de l'aluminium
1 : À quoi sert le dégazage de l'aluminium et que se passe-t-il en l'absence de dégazage ?
Le dégazage de l'aluminium permet d'éliminer l'hydrogène dissous qui, sinon, provoquerait une porosité gazeuse dans les pièces moulées solidifiées. Sans dégazage, l'hydrogène dissous dans la fonte - qui peut atteindre 0,20-0,40 ml/100g Al dans les opérations mal gérées - ne peut pas s'échapper lors de la chute de 20 fois de la solubilité de l'hydrogène qui se produit lors de la solidification. L'hydrogène se transforme en bulles de gaz dans le métal en cours de solidification, créant des pores sphériques de 0,1 à 2 mm de diamètre dans l'ensemble de la coulée. Ces pores provoquent des défaillances d'étanchéité à la pression dans les composants hydrauliques, des ruptures de fil dans le tréfilage, des boursouflures de surface pendant le traitement thermique T6 et une réduction de la durée de vie en fatigue et de l'allongement dans les pièces moulées structurelles. Sans aucun traitement de dégazage, la plupart des alliages d'aluminium coulés dans des conditions standard présentent des niveaux de porosité qui ne répondent pas aux critères d'acceptation des spécifications de l'automobile, de l'aérospatiale et des conducteurs électriques. Même les opérations utilisant des charges lourdes de ferraille, qui génèrent des niveaux d'hydrogène particulièrement élevés, peuvent atteindre une qualité de fusion adéquate avec un équipement de dégazage correctement conçu et entretenu.
2 : Combien de temps dure le dégazage de l'aluminium avec une unité rotative ?
Le dégazage rotatif en ligne traite généralement le métal en 30 à 120 secondes de temps de séjour. Le dégazage par lots dans le four nécessite 15 à 30 minutes par charge de four. Le temps de traitement dans une unité en ligne est déterminé par le volume de la cuve divisé par le débit volumétrique du métal - une cuve plus grande ou un débit de métal plus lent donne un temps de traitement plus long et donc une meilleure élimination de l'hydrogène. Pour une unité en ligne standard à rotor unique traitant un alliage 6063 à 20 kg/min, un volume de cuve d'environ 60-80 litres permet d'obtenir un temps de séjour de 45-60 secondes et une réduction de l'hydrogène de 55-70%. En doublant le volume de la cuve (120-160 litres) au même débit, on obtient 90-120 secondes et une réduction de 70-80%. Le dégazage dans le four est plus lent parce que le volume du lot est important et que le taux d'élimination de l'hydrogène par unité de volume de fusion est plus faible - le rotor ne traite efficacement que le métal à proximité immédiate, ce qui nécessite des schémas de circulation pour distribuer le traitement dans tout le volume de charge du four.
3 : Quelle est la différence entre l'argon et l'azote pour le dégazage de l'aluminium ?
L'argon et l'azote ont une efficacité de dégazage similaire pour la plupart des alliages d'aluminium, l'azote coûtant généralement 30-60% de moins. La différence essentielle est la réactivité chimique. L'argon est complètement inerte et est le gaz préféré pour les alliages contenant du lithium (2xxx avec Li, 8xxx avec Li) et les alliages à très haute teneur en magnésium (>4% Mg) où l'azote pourrait former des nitrures indésirables. L'azote est acceptable pour les alliages commerciaux standard, y compris les alliages d'extrusion 6xxx, les boîtes de conserve 3xxx, la plupart des alliages 5xxx (Mg <4%) et les alliages de coulée A356/A380. Pour la plupart des opérations, l'avantage de coût de l'azote à performance équivalente en fait le choix par défaut, l'argon étant réservé aux alliages sensibles. Les deux gaz permettent une réduction de l'hydrogène de 50 à 70% dans une unité en ligne à un seul passage. Aucun des deux ne doit être utilisé en dessous d'une pureté de 99,99% afin d'éviter l'introduction d'humidité qui contrecarre l'effet de dégazage.
4 : Comment savoir si votre équipement de dégazage fonctionne correctement ?
La méthode de vérification de la production la plus fiable est le test de pression réduite (RPT) effectué sur chaque charge de four, associé à des mesures périodiques de la sonde à hydrogène. Un système de dégazage fonctionnant correctement produit des résultats RPT constants inférieurs au seuil de spécification (généralement un indice de porosité inférieur à 2,0 pour les applications de qualité supérieure, inférieur à 3,0 pour la qualité standard). L'augmentation des valeurs RPT dans des conditions de fonctionnement constantes indique une baisse de l'efficacité du dégazage, souvent due à l'usure du rotor, à la réduction du débit de gaz ou à l'augmentation de l'hydrogène initial à la suite de modifications du procédé. Les mesures des sondes Telegas ou Alscan permettent de quantifier directement l'hydrogène et de calculer l'efficacité réelle de l'élimination. Si l'efficacité d'élimination mesurée tombe en dessous de 40% (alors qu'elle devrait être comprise entre 55 et 70%) dans les mêmes conditions de fonctionnement, il convient d'examiner l'état du rotor, la vérification du débit de gaz et l'intégrité des matériaux réfractaires de la cuve. Des recoupements périodiques entre les résultats du RPT et les mesures directes de l'hydrogène établissent la corrélation RPT-hydrogène pour votre alliage spécifique et vos conditions de fonctionnement, ce qui fait du RPT, moins coûteux, un outil de contrôle de routine fiable.
5 : Le dégazage peut-il éliminer les inclusions d'aluminium aussi bien que l'hydrogène ?
L'équipement de dégazage élimine certaines inclusions en tant qu'effet secondaire, mais la filtration sur mousse céramique est nécessaire pour un contrôle efficace des inclusions. Le mécanisme de flottation des bulles dans le dégazage rotatif recueille certaines inclusions d'oxyde sur les surfaces des bulles et les fait flotter à la surface de la fonte, où elles se concentrent dans la couche d'écume. Les recherches de Granger (Light Metals, 1998) ont montré que le dégazage à l'argon seul réduisait la teneur en inclusions de PoDFA d'environ 20-30%, tandis que le dégazage à l'argon et au chlore permettait de réduire les inclusions de 60-75% grâce à l'amélioration de l'agglomération et de la flottation. Cependant, les inclusions fines (inférieures à environ 10 microns) ne sont pas capturées efficacement par la flottation dans le récipient de dégazage et passent dans la coulée. La filtration sur mousse céramique avec 30-50 ppi capture ces inclusions fines par des mécanismes d'adhésion de surface et de filtration en profondeur. La combinaison du dégazage (avec du chlore pour l'agglomération) et de la filtration sur mousse céramique permet d'obtenir une élimination totale des inclusions de 90%+, ce qui est bien supérieur à ce que l'un ou l'autre des systèmes permet d'obtenir indépendamment.
6 : Quelle vitesse de rotor dois-je utiliser pour le dégazage de l'aluminium ?
La vitesse optimale du rotor pour la plupart des unités de dégazage en ligne est de 300 à 450 tours/minute - suffisamment élevée pour produire de fines bulles, mais pas trop pour ne pas provoquer de turbulences excessives à la surface. La relation entre la vitesse du rotor et la taille des bulles a été caractérisée par Jahn et Schwerdtfeger (Metallurgical Transactions B, 1978), qui ont constaté que le diamètre des bulles s'échelonne approximativement avec la vitesse de l'extrémité du rotor à la puissance -0,6. Cela signifie qu'une augmentation de la vitesse de 300 à 450 tr/min (augmentation de 50%) réduit le diamètre moyen des bulles d'environ 28%, augmentant la surface interfaciale d'environ 39% - ce qui représente une amélioration significative de l'efficacité. Cependant, au-delà d'environ 500 tours/minute pour la plupart des rotors commerciaux, la turbulence de surface augmente rapidement et génère de nouveaux films d'oxyde à un rythme qui annule partiellement l'amélioration de l'élimination de l'hydrogène. La vitesse optimale dépend également du débit de métal (un débit plus rapide nécessite une vitesse plus élevée pour atteindre un NTU équivalent) et de la géométrie de la cuve. La plupart des unités SHFD d'AdTech sont optimisées à 350-420 RPM pour les conditions de fonctionnement standard, les opérateurs pouvant ajuster la vitesse dans une plage de 200-600 RPM à l'aide du contrôleur VFD.
7 : À quelle fréquence les rotors et les arbres en graphite doivent-ils être remplacés dans une unité de dégazage de production ?
La fréquence de remplacement des rotors en graphite dans la production varie généralement entre 20 et 80 cycles de traitement, en fonction des conditions d'exploitation. Les principaux facteurs affectant la durée de vie du rotor sont : la température du métal (chaque 10°C au-dessus de 730°C double approximativement le taux d'oxydation du graphite), la teneur en chlore du gaz de dégazage (2% Cl₂ réduit la durée de vie du rotor d'environ 30-40% par rapport à l'argon seul), la qualité de la manipulation mécanique (un mauvais alignement provoque l'usure de l'excentrique et une fracture prématurée), et la qualité du graphite du rotor. Les rotors d'AdTech, fabriqués à partir de graphite isostatique de haute pureté avec une optimisation spécifique de la structure du grain pour l'utilisation de l'aluminium, atteignent généralement 40 à 70 cycles de traitement dans des conditions standard (température du métal de 720°C, argon seul ou <3% Cl₂, manipulation soigneuse) avant que l'usure ne réduise le diamètre du rotor en dessous du seuil de 85%. La durée de vie de l'arbre est généralement de 2 à 3 fois la durée de vie du rotor dans les mêmes conditions, car l'arbre n'est pas directement en contact avec la zone d'agitation la plus élevée. Le maintien d'un calendrier de remplacement structuré basé sur la mesure de la perte de poids (plutôt que d'attendre une défaillance) permet d'éviter les problèmes de qualité de coulée qui résultent de l'utilisation d'un rotor très usé produisant des bulles surdimensionnées.
8 : Quel est l'effet de la température du métal sur l'efficacité du dégazage ?
Une température plus élevée du métal améliore l'efficacité du dégazage jusqu'à environ 750°C. Au-delà, les avantages s'estompent tandis que les risques d'oxydation et de réabsorption d'hydrogène augmentent. Le coefficient de diffusion de l'hydrogène dans l'aluminium liquide augmente avec la température (d'environ 2,8 × 10-³ cm²/s à 690°C à 3,8 × 10-³ cm²/s à 750°C, selon Eichenauer et Markopoulos, 1974), ce qui augmente le taux de transfert de masse de la matière fondue vers les bulles de gaz. En outre, la viscosité de la matière fondue diminue avec la température, ce qui permet aux bulles de monter plus facilement et de se répartir plus uniformément. L'avantage pratique d'un fonctionnement à 730-740°C plutôt qu'à 700-710°C est une amélioration d'environ 8-12% de l'efficacité de l'élimination de l'hydrogène à vitesse de rotation du rotor et débit de gaz équivalents. Cependant, les températures supérieures à 750°C augmentent de manière significative le taux d'absorption d'hydrogène à la surface de la matière fondue (en raison de l'augmentation du taux de réaction H₂O-Al), ce qui annule partiellement l'amélioration de l'efficacité du dégazage. En outre, l'oxydation du rotor en graphite s'accélère considérablement au-dessus de 750°C. La température optimale du métal pour le dégazage dans la plupart des systèmes d'alliage d'aluminium est de 720-740°C.
9 : Pourquoi mon unité de dégazage n'atteint-elle pas la réduction d'hydrogène attendue ?
Les causes les plus courantes d'une performance de dégazage inférieure aux spécifications sont l'usure du rotor, un débit de gaz insuffisant, un débit de métal supérieur à la capacité nominale et un taux d'hydrogène initial élevé dû à des changements de procédé. Le dépannage doit être systématique : premièrement, vérifier le débit de gaz à l'aide d'un débitmètre indépendant (les systèmes de contrôle du débit peuvent dériver) ; deuxièmement, inspecter visuellement le modèle de bulles par l'orifice d'observation de la cuve (des bulles fines et uniformément réparties indiquent un fonctionnement correct ; des bulles importantes et peu fréquentes indiquent une usure du rotor ou une restriction du débit de gaz) ; troisièmement, peser le rotor si possible pour quantifier l'usure (un rotor dont le poids est inférieur à 80% du poids d'origine aura de mauvaises performances) ; quatrièmement, vérifier l'hydrogène métallique entrant à l'aide d'une sonde de mesure directe pour s'assurer que l'hydrogène initial n'a pas été modifié. Si tous les paramètres de l'équipement sont vérifiés mais que les performances restent insuffisantes, examinez les modifications du procédé : l'augmentation du taux de ferraille dans la charge, les modifications de l'humidité de l'atmosphère du four, l'ajout de nouveaux alliages ou l'humidité du réfractaire due aux travaux de maintenance sont des causes courantes d'augmentation de l'hydrogène initial qui nécessitent soit un ajustement des paramètres de l'équipement, soit une correction du procédé.
10 : Quel est le coût approximatif de fonctionnement d'une unité rotative de dégazage de l'aluminium ?
Les principaux coûts d'exploitation d'une unité rotative de dégazage de l'aluminium sont la consommation de gaz de dégazage (généralement le coût le plus important), le remplacement du rotor et de l'arbre en graphite et l'alimentation électrique. Avec un prix de l'argon industriel typique d'environ 0,15-0,25 USD par Nm³ et un taux de consommation de 1,5 Nm³/heure pour une unité en ligne standard à un seul rotor, le coût du gaz est d'environ 0,22-0,38 USD par heure de fonctionnement. À un taux de production de 1 200 kg/heure, cela représente environ 0,18-0,32 USD par tonne métrique de métal traité, ce qui est relativement faible. Le coût du rotor en graphite, d'environ 150 à 350 USD par rotor (en fonction de la taille et de la qualité), amorti sur 40 à 60 cycles de traitement de 60 à 90 minutes chacun, correspond à environ 0,05 à 0,15 USD par tonne métrique. L'énergie électrique pour le moteur d'entraînement (typiquement 2-5 kW) à 0,08 USD/kWh ajoute environ 0,01-0,03 USD par tonne métrique. Le coût total d'exploitation est généralement compris entre 0,25 et 0,55 USD par tonne métrique d'aluminium traité - un rendement extrêmement favorable étant donné qu'un seul lot de production de pièces coulées rejetées coûte généralement 50 à 200 fois plus que le coût de filtration et de dégazage pour ce volume de métal.
Résumé : Sélection et utilisation efficace d'un équipement de dégazage de l'aluminium
L'équipement de dégazage de l'aluminium fonctionne en créant la plus grande surface interfaciale possible entre les bulles de gaz inerte sans hydrogène et l'aluminium fondu saturé en hydrogène, ce qui entraîne le transfert de l'hydrogène de la matière fondue dans les bulles par différence de pression partielle. La conception de la roue rotative permet d'atteindre cet objectif grâce au cisaillement mécanique du flux de gaz en fines bulles (0,5-3 mm de diamètre contre 5-25 mm pour les systèmes à lance) et à la circulation simultanée de la matière fondue pour distribuer les bulles dans l'ensemble du volume de traitement.
L'efficacité pratique de tout système de dégazage dépend de quatre variables qui doivent toutes être correctement spécifiées : la taille des bulles (contrôlée par la conception et la vitesse du rotor), le temps de contact entre les bulles et la matière fondue (contrôlé par le volume de la cuve et le débit de métal), la composition du gaz (argon, azote, mélanges de chlore) et l'intégration avec une filtration en aval pour capturer les inclusions générées au cours du processus de dégazage lui-même.
Les opérations qui obtiennent les meilleurs résultats - hydrogène après traitement systématiquement inférieur à 0,10 ml/100g Al et indice de porosité RPT systématiquement inférieur à 2,0 - partagent trois caractéristiques : elles utilisent un dégazage rotatif plutôt qu'un dégazage à la lance, elles mesurent régulièrement la teneur en hydrogène plutôt que de supposer que l'équipement fonctionne correctement, et elles traitent le dégazage et la filtration comme un système coordonné plutôt que comme des composants indépendants.
Chez AdTech, nous concevons, fournissons et soutenons des systèmes complets de traitement des matières fondues qui intègrent le dégazage et la filtration en fonction des exigences spécifiques de la gamme d'alliages, du volume de production et des spécifications de qualité de chaque client. Le cas de l'usine de billettes de Pune présenté ci-dessus est l'un des nombreux cas où le traitement simultané des deux composants a permis d'obtenir des résultats qu'aucun des deux composants n'aurait pu atteindre indépendamment.
Pour la sélection du système de dégazage, les calculs de dimensionnement ou l'assistance à l'optimisation opérationnelle, contactez l'équipe d'ingénieurs de la casthouse d'AdTech avec votre débit de métal, votre gamme d'alliages et votre spécification d'hydrogène cible.
Cet article a été préparé par l'équipe éditoriale technique d'AdTech sur la base de l'expérience de l'ingénierie des fonderies, des recherches métallurgiques publiées, y compris les travaux d'Eichenauer et Markopoulos, Dispinar et Campbell, Jahn et Schwerdtfeger, Doutre et al, Granger, Johansen, Engh et Rasch, et Pedersen et al, et des données de mesures opérationnelles directes provenant d'installations de coulée d'aluminium. Le contenu est revu chaque année pour refléter la technologie actuelle des équipements et les pratiques de l'industrie.
