Оборудование для дегазации алюминия Работает путем впрыскивания мелких пузырьков инертного газа - обычно аргона или азота - в расплавленный алюминий через вращающийся графитовый ротор и систему валов. Растворенные атомы водорода мигрируют из пересыщенного расплава в пузырьки с низким водородным давлением и выносятся на поверхность, уменьшая дефекты пористости в готовых отливках на 50-85%.
Если ваш проект требует использования оборудования для дегазации алюминия, вы можете связаться с нами для получения бесплатного предложения.
Почему алюминий нуждается в дегазации: Проблема водорода в расплавленном металле
Прежде чем рассматривать принцип работы оборудования для дегазации, необходимо понять, почему водород представляет собой такую постоянную и серьезную проблему при производстве алюминия. Физика водорода в жидком алюминии создает механизм дефектов, не похожий на тот, что встречается при литье стали или меди.

Растворимость водорода: Корень проблемы
Водород - единственный газ, который растворяется в значительных количествах в жидком алюминии в типичных условиях литейного производства. Растворимость соответствует закону Зивертса, который гласит, что концентрация растворенного водорода пропорциональна квадратному корню из парциального давления водорода в атмосфере над расплавом.
При температуре 700°C (1292°F) - типичной температуре выдержки алюминия - жидкий алюминий растворяет примерно 0,65-0,69 мл водорода на 100 граммов металла при парциальном давлении водорода в одну атмосферу (Eichenauer and Markopoulos, Zeitschrift für Metallkunde, 1974). В твердом алюминии чуть ниже точки затвердевания эта растворимость падает примерно в 20 раз до 0,034 мл/100 г Al.
Такое резкое изменение растворимости означает, что практически весь растворенный водород должен либо выйти из расплава до затвердевания, либо образоваться в виде пузырьков газа внутри затвердевающего металла, создавая пористость. Промышленные алюминиевые расплавы редко содержат водород при равновесном атмосферном парциальном давлении - фактические уровни водорода варьируются от примерно 0,05 мл/100 г Al в хорошо обработанном первичном металле до более 0,40 мл/100 г Al в загрязненных шихтах, содержащих много лома.
Как водород попадает в расплав в производственной практике
Источники водорода при промышленной обработке алюминия многочисленны и постоянны:
Реакция влаги на поверхности расплава: Доминирующий источник в большинстве производств. Атмосферный водяной пар постоянно реагирует с жидким алюминием:
2Al (жидкость) + 3H₂O (газ) → Al₂O₃ + 6H (растворен в расплаве)
Эта реакция протекает термодинамически при любой температуре литья алюминия. При относительной влажности 50% и температуре окружающей среды 25°C равновесное содержание водорода в алюминии при температуре 700°C составит примерно 0,25 мл/100 г алюминия, что значительно превышает целевой показатель 0,10 мл/100 г алюминия, предусмотренный большинством спецификаций качества.
Загрязнение материала заряда: Алюминиевый лом, содержащий поверхностную влагу, масла для обработки, остатки охлаждающей жидкости, краску и слои анодирования, выделяет водород во время переплавки. Диспинар и Кэмпбелл (International Journal of Cast Metals Research, 2006) измерили, что смешанные шихты из послепотребительского лома постоянно дают расплавы с содержанием водорода на 0,15-0,25 мл/100 г Al выше, чем эквивалентный первичный алюминий, расплавленный идентичным образом.
Холодные и влажные инструменты: Ковши, промывочные устройства, рабочие колеса и огнеупорные компоненты, не прошедшие достаточный предварительный нагрев перед контактом с расплавом, быстро выделяют влагу. Однократный ввод неосушенного ковша может локально повысить содержание водорода на 0,05-0,10 мл/100 г Al в объеме металла, с которым он контактирует.
Легирующие и рафинирующие добавки: Некоторые легирующие мастер-легирующие добавки и стержни для рафинирования зерна обработаны органическими смазками или впитали поверхностную влагу во время хранения. Они выделяют водород при растворении в расплаве.
Последствия повышенного содержания водорода
Последствия неконтролируемого воздействия водорода на алюминиевые отливки разнообразны и серьезны:
| Уровень водорода (мл/100 г Al) | Типичное влияние на качество отливки |
|---|---|
| <0.08 | Минимальная газовая пористость в большинстве систем сплавов |
| 0.08-0.12 | Приемлемо для умеренных спецификаций; погранично для критических приложений |
| 0.12-0.20 | Видимая газовая пористость в отливках в песчаных и постоянных формах; разрывы проволоки при волочении прутков |
| 0.20-0.35 | Значительная пористость; ухудшение структурных свойств; нарушение герметичности |
| >0.35 | Сильная пористость; образование поверхностных пузырей при термообработке T6; отказ от литья |
Помимо простой пористости, повышенное содержание водорода взаимодействует с бифильмами оксида (что подробно описано Кэмпбеллом из Бирмингемского университета), создавая наиболее разрушительную комбинацию дефектов в алюминиевых отливках: бифильмированные водородные поры неправильной формы, преимущественно расположенные в критических местах конструкции и ответственные за наихудшие значения усталости и удлинения в образцах для механических испытаний.
Как работает роторное дегазационное оборудование? Объяснение основного механизма
Роторная поточная дегазация (RILD) с использованием вращающегося графитового ротора является доминирующей технологией дегазации в современном производстве алюминия. Понимание физики того, почему она работает, и конкретных переменных конструкции, которые определяют, насколько хорошо она работает, является основополагающим фактором для выбора и эксплуатации эффективного оборудования.

Термодинамическая движущая сила
Механизм дегазации определяется градиентом парциального давления между растворенным водородом в расплаве и парциальным давлением водорода в пузырьках закачиваемого газа. В пузырьке чистого аргона, только что введенного в расплав, парциальное давление водорода внутри пузырька практически равно нулю. В окружающем расплаве растворенный водород существует в концентрации, соответствующей конечному равновесному парциальному давлению водорода (рассчитанному по закону Зивертса).
Этот градиент давления заставляет атомы водорода диффундировать из расплава в пузырек по градиенту концентрации. Скорость диффузии описывается первым законом Фика:
J = D × (C_расплав - C_пузырь_поверхность) / δ
Где J - поток водорода (мл/см²-с), D - коэффициент диффузии водорода в жидком алюминии (приблизительно 3,2 × 10-³ см²/с при 700°C, по данным Eichenauer и Markopoulos, 1974), C_melt - объемная концентрация водорода, C_bubble_surface - концентрация водорода на границе раздела пузырек-расплав, а δ - эффективная толщина диффузионного пограничного слоя вокруг пузырька.
Каждый пузырек, поглощая водород во время подъема через расплав, выносит его на поверхность, где он уходит в атмосферу над расплавом. Непрерывное поступление свежих пузырьков, не содержащих водорода, поддерживает движущую силу на протяжении всего процесса дегазации.
Почему размер пузырьков является важнейшим параметром конструкции
Общая скорость удаления водорода из расплава зависит от общей площади межфазной поверхности газ-жидкость, доступной для массопереноса. Для фиксированного объема закачиваемого газа:
Общая межфазная площадь = (6 × V_общего газа) / d_пузырька
Где d_bubble - диаметр пузырька. Эта зависимость показывает, что уменьшение диаметра пузырьков вдвое в четыре раза увеличивает доступную межфазную площадь при том же объеме газа. Именно поэтому технология роторной дегазации намного эффективнее, чем простое нагнетание газа через копье - механическое сдвигающее воздействие ротора разбивает газовый поток на пузырьки, которые на порядки меньше, чем пузырьки, нагнетаемые копье.
Поток газа, подаваемый через копье, обычно образует в алюминии пузырьки диаметром 5-20 мм. Хорошо сконструированный ротор для дегазации создает пузырьки диаметром 0,5-3 мм - уменьшение диаметра пузырьков в 5-40 раз, что соответствует увеличению площади поверхности массопереноса на единицу потребляемого газа в 5-40 раз.
Исследования Яна и Швердтфегера (Metallurgical Transactions B, 1978) определили распределение размеров пузырьков в жидком алюминии в зависимости от конструкции и скорости ротора, обнаружив, что диаметр пузырьков приблизительно зависит от скорости вращения наконечника ротора с точностью до -0,6. Более высокая скорость ротора приводит к образованию более мелких пузырьков до момента, когда вторичная коалесценция ограничивает дальнейшее уменьшение размера.
Механизм ротора в деталях
Графитовый ротор находится на конце вращающегося графитового вала. Когда ротор вращается (обычно со скоростью 200-600 об/мин в зависимости от системы), он создает несколько одновременных эффектов:
Газовая дисперсия: Инертный газ, подаваемый через полый вал, выходит из отверстий в корпусе ротора. Центробежная сила вращающегося ротора в сочетании с силами сдвига на границе ротора и расплава разбивает газовый поток на мелкие пузырьки и рассеивает их радиально наружу через расплав.
Циркуляция: Вращающийся ротор создает циркуляцию расплава, которая распределяет пузырьки по всей емкости для обработки, а не позволяет им концентрироваться вблизи ротора. Такая циркуляция очень важна для равномерности обработки - без нее металл на периферии емкости будет подвергаться минимальной дегазации, несмотря на то, что ротор работает в центре.
Инклюзивное продвижение на поверхность: Схема циркуляции расплава также способствует продвижению оксидных включений и неметаллических частиц к поверхности расплава, где они собираются в виде обезжиренного слоя, который может быть удален. Это важное дополнительное преимущество ротационной дегазации, помимо удаления водорода.
Управление перемешиванием поверхности: Конструкция и скорость вращения ротора должны быть сбалансированы, чтобы обеспечить достаточную дисперсию пузырьков без чрезмерной турбулентности поверхности. Турбулентные поверхности расплава создают новые оксидные пленки, которые как вводят новые включения, так и обеспечивают дополнительные пути поглощения водорода. Оптимальный ротор работает при максимальном образовании пузырьков, при этом перемешивание поверхности не превышает порога значительного образования новых оксидов.
Какие типы оборудования для дегазации алюминия существуют?
В алюминиевой промышленности используется несколько различных подходов к дегазации, каждый из которых отличается принципом работы, капитальными затратами и производительностью.
Тип 1: Роторные поточные дегазационные установки (RILD/SNIF/ALPUR)
Роторные агрегаты непрерывного действия обрабатывают металл по мере его поступления из печи на разливочную станцию через футерованную огнеупором емкость. Металл поступает с одной стороны, проходит обработку дегазацией с помощью одного или нескольких роторов и выходит с другой стороны в фильтр и разливочную систему.
Ключевые коммерческие системы:
- SNIF (Spinning Nozzle Inert Flotation) - разработана компанией Union Carbide, широко лицензирована.
- ALPUR - разработан компанией Pechiney (ныне Rio Tinto Aluminium).
- SIR (Spinning Impeller Reactor) - разработан компанией Norsk Hydro.
- Серия AdTech SHFD - наша собственная разработка, оптимизированная для работы с алюминиевыми корпусами.
Эти системы предпочтительны для операций непрерывного литья (заготовка, сляб, катанка), где металл течет с относительно постоянной скоростью. Хорошо спроектированная поточная установка с одним ротором снижает содержание водорода на 50-70% за один проход. Установки с двумя роторами обеспечивают снижение 65-80%.
Тип 2: Роторная дегазация в помещении (системы Lance)
Переносное или стационарное роторное устройство для дегазации вставляется в плавильную печь, при этом ротор и вал погружаются в расплав, а газ подается в печь, которая служит емкостью для обработки. После обработки устройство извлекается перед отводкой.
Преимущества: Более низкие капитальные затраты по сравнению со специализированной поточной установкой; подходит для пакетной плавки; гибкость при обработке нескольких печей с помощью одной портативной установки.
Ограничения: Дегазация происходит в печи, где металл впоследствии выдерживается в течение дополнительного времени, что позволяет частично абсорбировать водород из атмосферы печи перед разливкой. Время обработки больше (обычно 15-30 минут на одну шихту). После обработки металл необходимо выдержать в печи, что создает ограничения в расписании.
Тип 3: Статический ланцет (пористая пробка) Дегазация
Газ проникает в пузырьки через пористую огнеупорную пробку или погруженный наконечник без механической помощи. При этом образуются гораздо более крупные пузырьки, чем в роторных системах, а эффективность значительно ниже.
Типичное восстановление водорода: 20-40% с начального уровня - существенно ниже, чем у роторных систем.
Текущее использование: Применяется в основном на небольших предприятиях, где капитальные вложения не позволяют использовать роторное оборудование, для сплавов с низкими характеристиками или для дополнительной обработки между первичной дегазацией и литьем.
Тип 4: Таблетка флюса (твердое дегазирующее вещество) Обработка
Таблетки гексахлорэтана (C₂Cl₆) или аналогичные твердые реактивы погружают в расплав, где они вступают в реакцию с образованием хлора и хлористого водорода, которые пузырями проникают в металл.
Восстановление водорода: 30-50% типичный.
Проблемы: Выделяет токсичные газы хлора и хлористого водорода, требующие удаления дыма; при отсутствии тщательного контроля образуются солевые включения; проблемы с безопасностью оператора; все больше ограничений по экологическим нормам в Европе и на некоторых азиатских рынках. Редко указывается в новых установках, но все еще используется на некоторых рынках.
Тип 5: Вакуумная дегазация
Расплав подвергается воздействию частичного вакуума, который понижает парциальное давление водорода в атмосфере над расплавом почти до нуля, что приводит к выходу растворенного водорода на поверхность за счет разницы давления паров.
Восстановление водорода: 85-95% - самый высокий показатель среди всех методов дегазации.
Ограничения: Очень высокие капитальные затраты; трудно интегрировать в операции непрерывного литья; в основном используется для производства сверхчистого алюминия (аэрокосмическая промышленность, высокочистые материалы, фольга для конденсаторов). Процесс AlVac (разработан и используется в Скандинавии) позволяет достичь уровня водорода после обработки 0,02-0,04 мл/100 г алюминия.
Сравнительная таблица технологий дегазации
| Технология | H₂ Эффективность сокращения | Капитальные затраты | Операционные расходы | Удаление включений | Лучшее приложение |
|---|---|---|---|---|---|
| Роторный ряд (один ротор) | 50-70% | Умеренный | Низкий-умеренный | Хорошо (вторично) | Непрерывное литье, стандартное качество |
| Роторный ряд (двойной ротор) | 65-80% | Умеренно-высокий | Умеренный | Хорошо | Высококачественное непрерывное литье |
| Роторная насадка для топки | 45-65% | Низкий-умеренный | Низкий | Ярмарка | Серийное литье, литейные цеха |
| Статический наконечник / пористая пробка | 20-40% | Низкий | Очень низкий | Бедный | Низкотехнологичные, небольшие операции |
| Таблетки для флюса | 30-50% | Очень низкий | Низкий | Ярмарка | Устаревшие системы, развивающиеся рынки |
| Вакуумная дегазация | 85-95% | Очень высокий | Высокий | Плохо (без удаления инклюзии) | Аэрокосмическая, сверхчистая |
| Роторная линия + газ Ar/Cl₂ | 70-82% | Умеренно-высокий | Умеренный | Превосходно | Премиальные сплавы, аэрокосмическая заготовка |
Основные компоненты роторной дегазационной установки и их функции
Понимание функций каждого компонента помогает инженерам выбрать правильную систему и диагностировать проблемы при их возникновении.
Графитовый ротор
Ротор - это сердце дегазационной установки. Он одновременно выполняет функции диспергирования газа и циркуляции расплава. Основные параметры конструкции ротора:
Диаметр ротора: Больший диаметр увеличивает радиус рассеивания пузырьков, но требует большего крутящего момента от приводного двигателя. Диаметр коммерческих роторов варьируется от 100 мм до 300 мм в зависимости от размера емкости и скорости потока металла.
Геометрия порта: Количество, размер и ориентация отверстий для выхода газа в корпусе ротора определяют распределение начального размера пузырьков. Порты, расположенные по касательной к вращению ротора, дают более мелкие начальные пузырьки, чем радиально ориентированные порты, поскольку силы сдвига на выходе из порта выше.
Материал: Стандартным является изостатически прессованный графит высокой чистоты. Графит должен быть устойчив к тепловому удару (ротор контактирует с холодной атмосферой, а затем с горячим металлом), химически устойчив к алюминию и хлорсодержащим газам дегазации, а также достаточно механически прочен, чтобы выдерживать гидродинамические силы при высокоскоростном вращении.
Срок службы графитового ротора в производстве варьируется примерно от 20 до 80 циклов обработки в зависимости от:
- Температура металла (более высокая температура ускоряет окисление графита).
- Содержание хлора в дегазирующем газе (хлор постепенно разрушает графит).
- Качество механической обработки (роторы трескаются при ударе о стенки сосуда).
- Состав сплава (некоторые сплавы более химически агрессивны по отношению к графиту).
Формула графита для роторов AdTech оптимизирована для сопротивления комбинированному термическому, механическому и химическому воздействию при эксплуатации алюминиевых корпусов, обычно достигая 40-70 циклов обработки в стандартных условиях.
Графитовый вал
Полый графитовый вал передает ротору вращательное усилие от приводного двигателя и дегазирующий газ из линии подачи газа. Полое отверстие должно поддерживать плавный поток газа при вращении вала, что требует наличия высококачественного вращающегося соединения в верхней части вала, где газовый патрубок соединяется с вращающимся компонентом.
Поломка вала - одна из наиболее распространенных причин простоя дегазационной установки. К числу неисправностей относятся:
- Растрескивание от теплового удара при погружении в условиях холодного старта.
- Механический перелом при боковой нагрузке, если вал соприкасается со стенками сосуда во время погружения.
- Химическая деструкция при воздействии хлора при повышенной температуре.
Приводной двигатель и управление скоростью
Приводной двигатель должен поддерживать точную скорость вращения ротора в течение всего цикла обработки. В большинстве современных дегазационных установок используются частотно-регулируемые приводы (ЧРП), которые позволяют регулировать скорость вращения ротора в диапазоне от 100 до 600 об/мин. Такая гибкость позволяет оператору оптимизировать размер пузырьков для конкретного расхода металла и геометрии емкости.
В наших дегазаторах серии SHFD компании AdTech используется замкнутый контур регулирования скорости с обратной связью по тахометру, что обеспечивает поддержание скорости вращения ротора в пределах ±2 оборотов в минуту от заданного значения независимо от изменений вязкости расплава или нагрузки на приводную систему. Такая точность важна, поскольку скорость вращения ротора напрямую определяет размер пузырьков и, следовательно, эффективность дегазации - непостоянство скорости приводит к изменению производительности.
Очистной сосуд с огнеупорной футеровкой
Сосуд, в котором находится металл во время дегазации, должен быть:
- Термоизолированный, чтобы свести к минимуму потерю температуры металла во время обработки.
- Химически устойчив к расплаву алюминия и газам дегазации.
- Внутренняя геометрия потока способствует равномерному распределению пузырьков.
- Оснащены устройствами для удаления окалины (всплытие включений и оксидных пленок, которые скапливаются на поверхности расплава во время обработки)
Огнеупорные материалы для сосудов обычно представляют собой высокоглиноземистые литые материалы или композиты карбида кремния и глинозема, выбранные с учетом устойчивости к смачиванию алюминием и химическому воздействию. Срок службы огнеупоров между периодами технического обслуживания обычно составляет 6-18 месяцев в зависимости от производительности металла и частоты очистки.
Система подачи и контроля газа
Система газоснабжения состоит из источника газа (баллона, баллонного хранилища или генератора на месте), регуляторов давления, расходомеров и автоматических регулирующих клапанов. Ключевые требования к конструкции:
Контроль скорости потока: Скорость потока газа через ротор должна точно контролироваться, поскольку она является основным фактором, определяющим эффективность дегазации. Слишком низкая скорость потока обеспечивает недостаточный объем пузырьков; слишком высокая скорость приводит к образованию крупных коалесцированных пузырьков и поверхностной турбулентности. Оптимальная скорость потока для большинства поточных систем дегазации составляет примерно 1,0-3,0 Нм³/час на ротор при стандартных условиях аргона, с поправкой на скорость потока металла.
Чистота газа: Чистота дегазирующего газа существенно влияет на производительность. Аргон чистотой 99,999% (марка 5N) практически не вводит влагу и кислород. Аргон более низкой чистоты может содержать влагу, которая вводит водород, а не удаляет его. Исследования Доутра и др. (Light Metals, 2004) показали, что аргон с содержанием влаги 50 ppm при температуре 700°C при равновесии выделяет примерно 0,002 мл/100 г водорода на 1 Нм³ закачанного газа - мало, но ощутимо для сверхчистых применений.
Возможность работы со смешанными газами: Системы, предназначенные для работы с хлор-аргоновыми смесями, требуют коррозионностойких фитингов, компонентов управления потоком, рассчитанных на работу с хлором, и соответствующего оборудования безопасности. Концентрация хлора в аргоне обычно составляет 2-5% по объему.
Какие дегазирующие газы используются и почему выбор имеет значение?
Выбор дегазирующего газа - одно из наиболее важных решений при проектировании системы дегазации, влияющее как на производительность, так и на эксплуатационные расходы.
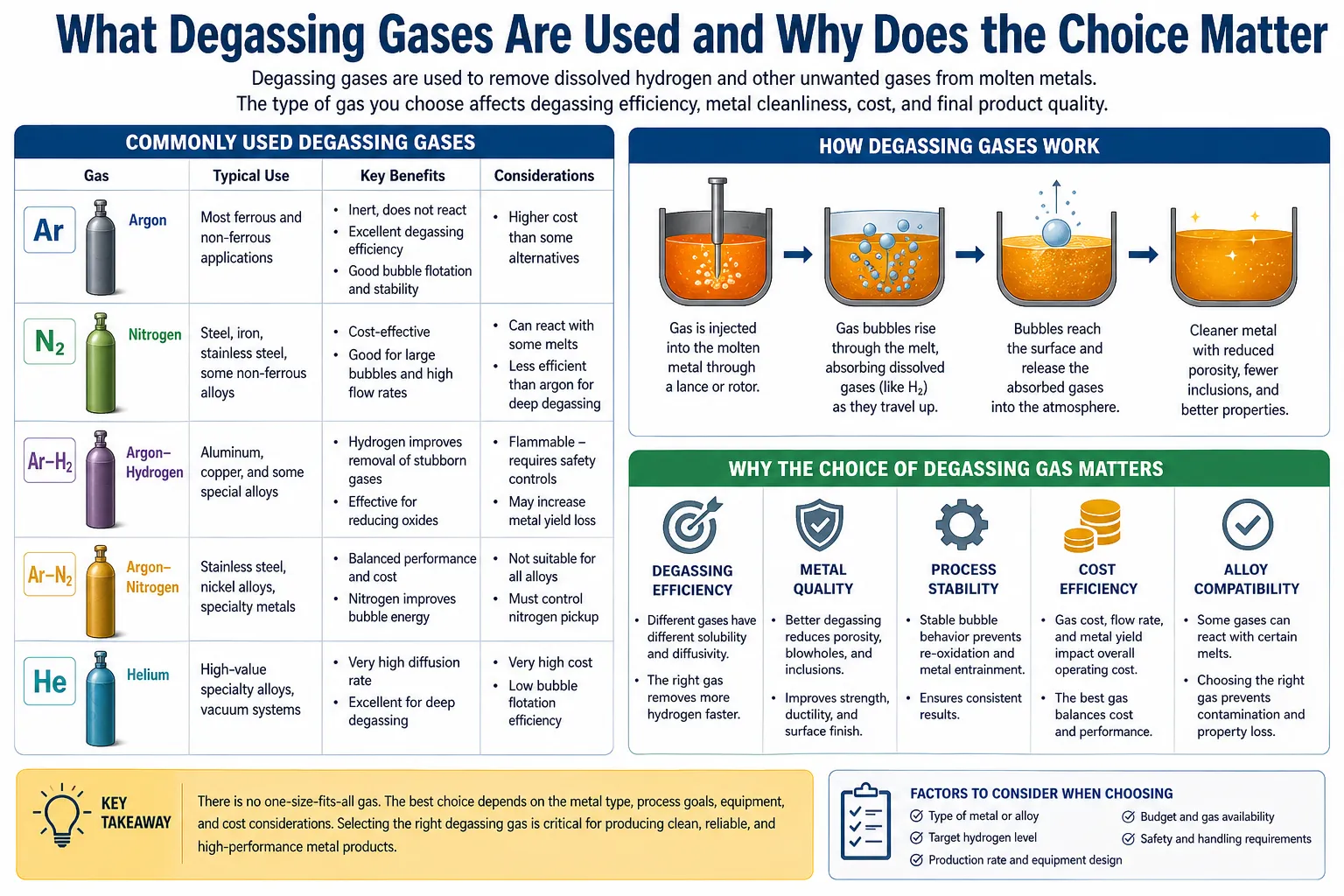
Аргон: Основной дегазирующий газ
Аргон является стандартным дегазирующим газом в современном производстве алюминия. Он химически инертен к алюминию при температурах расплава, не вступает в реакцию с графитовым ротором и не производит токсичных побочных продуктов. Аргон тяжелее воздуха, поэтому он вытесняет воздух над поверхностью расплава и создает "одеяло", которое уменьшает повторное поглощение водорода из окружающей атмосферы над емкостью для обработки.
Эффективность восстановления водорода только аргоном: 50-70% в однопроходной поточной установке; до 80% в оптимизированных двухроторных системах. Уровни водорода после обработки 0,08-0,12 мл/100 г Al типичны, начиная с 0,20-0,30 мл/100 г Al исходного содержания.
Азот: Экономически эффективная альтернатива
Азот обеспечивает эффективность дегазации, аналогичную аргону, при значительно меньшей стоимости (обычно 30-60% от стоимости аргона в зависимости от рынка и способа поставки). Однако у азота есть две специфические технические проблемы:
Подбор азота в восприимчивых сплавах: При температуре расплава алюминия и достаточном времени контакта азот может реагировать с некоторыми легирующими элементами, образуя нитриды (особенно с литием, магнием в высоких концентрациях и некоторыми редкоземельными добавками). Для большинства коммерческих алюминиевых сплавов влияние азота незначительно, но для литийсодержащих сплавов (серии 2xxx и 8xxx с Li) и сплавов с очень высоким содержанием Mg (>4% Mg) предпочтительнее использовать аргон.
Поведение пузырьков: Пузырьки азота проявляют несколько иное взаимодействие поверхностного натяжения с расплавом по сравнению с аргоном, что влияет на равновесный размер пузырьков при одинаковых условиях работы ротора. На практике разница невелика.
Большинство коммерческих предприятий по литью алюминия используют азот для стандартных сплавов и резервируют аргон для сплавов, где есть опасения по поводу улавливания азота или где требуется максимальная чистота.
Добавление хлора: Преимущество агломерации включений
Добавление хлора 2-5% (Cl₂) в дегазирующий газ аргон или азот дает несколько дополнительных преимуществ по сравнению с дегазацией чистым инертным газом:
Агломерация включений: Хлор реагирует с алюминием с образованием паров AlCl₃, которые поднимаются через расплав и собирают неметаллические включения (оксидные пленки, нитриды, карбиды) путем флотации. Агломераты поднимаются к поверхности расплава, где собираются в виде обезжиренного слоя. Исследования, проведенные Грейнджером в Pechiney (Light Metals, 1998), показали, что добавление хлора увеличивает средний размер включений примерно с 8 до 25 микрон - увеличение в 3 раза, что значительно повышает эффективность последующего улавливания керамическим пенным фильтром.
Удаление щелочи: Хлор реагирует с растворенными натрием и кальцием (щелочными примесями из солевых флюсов и загрязнений лома), образуя летучие хлористые соединения, которые выходят вместе с пузырьками газа. Натрий в количестве даже 5-10 ppm в алюминиевых сплавах ухудшает механические свойства, поэтому дегазация хлором является наиболее эффективным методом удаления щелочи.
Улучшенное удаление водорода: Комбинированное механическое и химическое воздействие хлор-аргоновых смесей обычно обеспечивает снижение содержания водорода на 70-82% по сравнению с 50-70% при использовании только аргона.
Безопасность и экологические проблемы: Хлор - токсичный газ (OSHA PEL 1 ppm, IDLH 10 ppm). Пары хлорида алюминия, образующиеся в процессе обработки, также токсичны и коррозийны. Установки, использующие хлорсодержащие газы, требуют надлежащего удаления дыма, систем обнаружения газа и аварийных процедур. Многие европейские предприятия перешли на дегазацию только аргоном, чтобы устранить риски, связанные с обращением с хлором, смирившись с недостатком производительности.
Матрица принятия решений по выбору газа
| Сплав и применение | Рекомендуемый газ | Добавление хлора? | Типичная цель после обработки H₂ |
|---|---|---|---|
| Стандартная экструзионная заготовка 6xxx (общая) | Азот | Дополнительно (2% Cl₂) | <0,12 мл/100 г |
| Конструкционная заготовка для автомобилей 6xxx | Аргон | Рекомендуется (2-3% Cl₂) | <0,10 мл/100 г |
| Стержень класса EC (1350) | Аргон | Рекомендуется (2-3% Cl₂) | <0,10 мл/100 г |
| Аэрокосмическая заготовка 7xxx | Аргон | Рекомендуется (3-5% Cl₂) | <0,08 мл/100 г |
| Высокомолекулярные сплавы 5xxx | Аргон | Дополнительно | <0,12 мл/100 г |
| Колесное литье A356 | Азот или аргон | Дополнительно | <0,10 мл/100 г |
| Высокочистая 1xxx (>99.99%) | Аргон (чистота 5N) | Нет | <0,06 мл/100 г |
| 2xxx с содержанием Li | Только аргон | Нет (Cl₂ атакует Li) | <0,08 мл/100 г |
Как измерить эффективность дегазации на производстве?
Без измерений дегазация - это догадки. Существует несколько методов измерения, каждый из которых отличается стоимостью, точностью и пригодностью для производственных и исследовательских целей.
Испытание на пониженное давление (RPT)
RPT - наиболее широко используемый производственный инструмент для оценки качества расплава, связанного с водородом. Небольшой образец металла (обычно 100-150 г) затвердевает под пониженным давлением (80-100 мбар абсолютного давления, создаваемого вакуумным насосом). Пониженное давление окружающей среды снижает порог, при котором растворенный водород зарождается в виде газовых пузырьков, усиливая пористость пропорционально содержанию водорода.
Плотность образца RPT (измеренная методом вытеснения воды) сравнивается с плотностью эталонного образца, затвердевшего при атмосферном давлении. Отношение плотности (или полученный индекс пористости) дает полуколичественную оценку содержания водорода в расплаве.
Преимущества: Быстро (результаты через 15-20 минут), недорого, хорошо коррелирует с реальными тенденциями пористости отливок, требует минимального оборудования.
Ограничения: Обеспечивает относительный показатель качества, а не абсолютное измерение водорода; чувствителен к температуре расплава, технике отбора проб и содержанию бифила, а также к водороду; результат RPT отражает одновременно содержание водорода и бифила.
Интерпретация: Коэффициент плотности выше 0,95 (или индекс пористости ниже 1,5 по шкале 0-10) указывает на приемлемое качество расплава для большинства применений. Значения ниже 0,90 указывают на значительный риск пористости, связанный с водородом.
Телеги (Водородный зонд)
Система Telegas (и аналогичные продукты: Alscan от ABB, Hydris от Heraeus) измеряет растворенный водород напрямую, устанавливая электрохимическое равновесие между расплавом и проницаемым для водорода мембранным зондом. Водород диффундирует через мембрану до тех пор, пока парциальное давление водорода в камере детектора не сравняется с активностью растворенного водорода в расплаве, что позволяет проводить прямые количественные измерения.
Диапазон измерений: 0,01-0,50 мл/100 г Al
Время измерения: 5-15 минут на одно измерение
Точность: ±0,01-0,02 мл/100 г Al в контролируемых условиях
Преимущества: Обеспечивает измерение абсолютного содержания водорода, а не относительного показателя; позволяет проводить прямое сравнение с предельными значениями спецификации; может отслеживать изменение содержания водорода в процессе дегазации для проверки эффективности.
Ограничения: Более высокая стоимость оборудования; требуется тщательная калибровка и обслуживание датчика; время отклика датчика ограничивает возможности применения для управления технологическими процессами в режиме реального времени.
CHAPEL (непрерывный анализ водорода путем равновесия давления в жидкостях)
Усовершенствованная версия принципа Telegas, предназначенная для непрерывного внутритрубного мониторинга водорода, а не порционного отбора проб. Зонд постоянно устанавливается в металлическом потоке и обеспечивает непрерывные показания водорода с временем отклика примерно 30-60 секунд.
Опубликованные данные Педерсена и др. (Легкие металлы, 2008) показали, что непрерывный мониторинг на основе технологии CHAPEL позволил оптимизировать систему дегазации, которая позволила снизить среднее содержание водорода после дегазации с 0,12 мл/100 г Al до 0,08 мл/100 г Al, а также уменьшить расход аргона на 15%, благодаря возможности регулировки скорости вращения ротора и расхода газа в режиме реального времени на основе фактического содержания водорода, а не фиксированных рабочих параметров.
PoDFA (Porous Disk Filtration Apparatus)
PoDFA не измеряет водород напрямую, а количественно определяет содержание включений - оксидных пленок, нитридов и других неметаллических частиц - в расплаве. Поскольку многие явления пористости, связанные с водородом, на самом деле являются бифилярно-ядерными (как обсуждалось в нашей статье о водороде в керамическом пенном фильтре), данные PoDFA дополняют водородные измерения для получения полной картины качества расплава.
Измерение: Известный объем металла (обычно 1-3 кг) фильтруется через тонкий керамический диск в стандартных условиях. Фильтр разрезают на части и измеряют площадь удержанных включений методом точечного подсчета под микроскопом.
Результативные единицы: мм²/кг (площадь включения на единицу веса металла)
Типичные целевые значения: <0,10 мм²/кг для общего литья; <0,05 мм²/кг для автомобильной промышленности премиум-класса; <0,02 мм²/кг для аэрокосмической промышленности.
Резюме протокола производственных измерений
| Метод измерения | H₂ Измерение | Измерение инклюзии | Частота в производстве | Стоимость |
|---|---|---|---|---|
| Испытание на пониженное давление | Косвенный (индекс) | Нет | Каждый заряд печи | Очень низкий |
| Зонд Telegas/Alscan | Прямые, количественные | Нет | Периодические (за смену или плату) | Умеренный |
| Часовня непрерывного действия | Прямой, непрерывный | Нет | Непрерывный | Высокий (капитал) |
| PoDFA | Нет | Прямые, количественные | От еженедельных до ежемесячных | Умеренно-высокий |
| LiMCA | Нет | В режиме реального времени, непрерывно | Непрерывный | Высокий |
| Комбинированный RPT + PoDFA | Косвенные | Прямой | Периодический аудит | Умеренный |
Дегазация в линии и в печи: Какая система подходит для вашей операции?
Это один из самых распространенных вопросов о выборе оборудования, которые мы получаем в AdTech, и ответ на него зависит от типа производства, пропускной способности металла и требований к качеству, а не от универсальных предпочтений.
Поточная дегазация: Лучшее решение для операций непрерывной разливки
Установки для поточной дегазации обрабатывают металл непрерывно, пока он течет из печи в форму. Металл проходит через емкость для обработки за один проход, подвергаясь дегазации во время транспортировки. Время обработки обычно составляет 30-120 секунд в зависимости от объема емкости и скорости потока металла.
Лучше всего подходит для:
- Операции непрерывного литья (заготовка, сляб, катанка, лента)
- Операции с постоянным расходом металла
- Крупносерийное производство, где приоритетом является последовательность обработки и автоматизация
- Области применения, где необходимо минимизировать количество водорода после обработки (EC-класс, аэрокосмическая промышленность)
Факторы эффективности в поточных системах:
Число единиц переноса (NTU) - ключевой параметр эффективности поточной дегазации, определяемый отношением скорости удаления водорода к скорости потока металла и равновесной концентрации водорода. Опубликованные соотношения (из Johansen, Engh и Rasch в Light Metals, 1998) показывают, что NTU зависит от:
NTU = k_L × a × V_сосуда / Q_металла
Где k_L - коэффициент массообмена между жидкой фазой, a - удельная площадь поверхности пузырьков (м²/м³), V_vessel - объем емкости, а Q_metal - объемный расход металла. Увеличение площади поверхности пузырьков (за счет более мелких пузырьков и более высокой скорости вращения ротора), больший объем емкости и меньший расход металла - все это увеличивает NTU и, следовательно, эффективность удаления водорода.
Дегазация в печи: Лучшее решение для серийных и литейных производств
Для дегазации в печи используется переносное или полустационарное роторное устройство, вставляемое в вагранку или плавильную печь. Металл обрабатывается как партия, при этом ротор работает в статическом объеме металла в течение 15-30 минут, после чего ротор снимается и печь опрокидывается.
Лучше всего подходит для:
- Литейные заводы по серийному литью (автомобильное литье, аэрокосмические штамповки)
- Операции с нечастым постукиванием (каждые несколько часов, а не постоянно)
- Работа с несколькими печами, когда одна дегазационная установка обслуживает несколько печей
- При небольших объемах работ, когда капитальные затраты на линию не могут быть оправданы
Ключевое ограничение дегазации в печи: После обработки и перед нарезкой обработанный металл остается в печи, где он постепенно повторно поглощает водород из атмосферы печи. Скорость повторного поглощения зависит от влажности атмосферы печи, площади поверхности металла и чистоты огнеупора печи. Хорошо обслуживаемая печь с низкой влажностью может показать только 0,01-0,02 мл/100 г Al за один час. Плохо обслуживаемая печь с влажным огнеупором может показать 0,05-0,08 мл/100 г Al за тот же период.
В тех случаях, когда такое повторное поглощение неприемлемо, установка в линию на переходе от крана печи к пресс-форме полностью исключает период повторного поглощения.
Сравнительная таблица: Поточная дегазация по сравнению с дегазацией в печи
| Фактор | Поточная дегазация | Дегазация в печи |
|---|---|---|
| Совместимость с потоком металла | Непрерывный, постоянный | Партия |
| Уменьшение H₂ (типичное) | 55-80% | 45-65% |
| Повторная абсорбция H₂ после лечения | Минимальный (металл сразу же поступает в форму) | Значительный (зависит от времени удержания) |
| Капитальные затраты | Умеренно-высокий | Низкий-умеренный |
| Эксплуатационные расходы | Низкий | Низкий |
| Последовательность лечения | Высокий (автоматизированное управление) | Переменная (зависит от оператора) |
| Требование к площади | Умеренный (в линии стирки) | Минимальный (портативное устройство) |
| Подходит для нескольких печей | Нет (фиксируется в одной строке) | Да (переносное устройство обслуживает несколько печей) |
| Интеграция с фильтрацией | Естественный (фильтр расположен ниже по течению) | Меньше прямых |
| Безопасность хлорного газа | Управляется в закрытой прачечной | Более сложная работа в открытой топке |
Как дегазационное оборудование взаимодействует с системами фильтрации?
Взаимодействие между оборудованием для дегазации и фильтрацией керамической пеной - это вопрос проектирования системы, имеющий значительные последствия как для размещения оборудования, так и для достижимых результатов качества.
Правильная последовательность процессов и ее обоснование
В любом алюминиевом корпусе лучше всего использовать следующий порядок действий:
Печь для хранения → Передача → Поточная дегазационная установка → Керамический поролоновый фильтр → Литейная станция
Такой порядок не является произвольным - он отражает физическую реальность того, что каждая система делает с металлом и какие проблемы создает каждая система, с которыми должна справляться другая.
Почему фильтрация должна следовать за дегазацией (а не предшествовать ей):
Ротационная дегазация с барботированием инертного газа значительно перемешивает поверхность расплава. В результате перемешивания образуются новые оксидные пленки - поверхностная турбулентность многократно переворачивает оксидный слой на поверхности расплава в течение 30-120 секунд. Эти образующиеся при дегазации оксидные бифильмы затем переносятся вниз по потоку вместе с металлом. Если фильтрация предшествует дегазации, эти свежие бифильмы полностью обходят фильтр и попадают в полость формы.
Опубликованные данные Granger (Light Metals, 1998) показали, что поточная дегазация только аргоном увеличила количество включений PoDFA в выходящем металле примерно на 20-35% по сравнению с печным металлом - это означает, что при дегазации образовалось больше включений, чем присутствовало в печном металле. При добавлении хлора то же исследование показало чистое снижение содержания включений в выходящем металле на 60-75% по сравнению с металлом печи, поскольку агломерационный эффект хлора преобладал над турбулентными включениями, генерируемыми турбулентностью.
Фильтр улавливает побочные продукты дегазации:
Фильтр из керамической пены, расположенный ниже по потоку от блока дегазации, улавливает оксидные включения, образующиеся в процессе дегазации, включая частицы соли от добавок флюса и любые побочные продукты хлор-алюминиевых реакций. Без фильтра эти побочные продукты дегазации могли бы попасть в полость пресс-формы и образовать дефекты.
Комбинированная система позволяет достичь того, что не под силу ни одному из компонентов в отдельности:
Как показано в нашей статье о водороде в керамическом пенном фильтре, сочетание дегазации (уменьшение количества растворенного водорода) и фильтрации (удаление мест зарождения бифильтра) позволяет достичь таких уровней пористости, которых не достигает ни одна из систем в отдельности. Тирьякиоглу и др. (Materials Science and Engineering A, 2009) показали, что комбинированная система достигает индекса пористости 1,4 против 4,1 для дегазации и 5,8 для фильтрации - значительно лучше, чем сумма эффектов отдельных компонентов.
Реальный пример из практики: Модернизация системы дегазации на заводе по производству алюминиевых заготовок, Индия, 2023 год
Общие сведения: Предприятие по литью алюминиевых заготовок 6063 в Пуне, штат Махараштра, Индия
Профиль компании: Среднее по размерам предприятие по литью алюминиевых заготовок в промышленном районе Пуны, производящее заготовки из сплава 6063 для архитектурной экструзии. На заводе работали две линии прямого охлаждения (DC) с суммарной месячной производительностью около 1 200 метрических тонн заготовок из сплава 6063 диаметром 152 мм и 178 мм. Основными заказчиками были экструзионные компании, производящие архитектурные оконные и дверные профили для внутреннего строительного рынка Индии и для экспорта на Ближний Восток.
Болевая точка покупателя (с января по сентябрь 2023 года): На предприятии наблюдалось устойчивое увеличение количества трещин на поверхности заготовок и брака пористости при экструзии на предприятиях заказчиков. Показатель брака при экструзии, о котором сообщали заказчики, вырос с исходного уровня примерно 1,2% брака по поверхностным дефектам до 4,8% за девять месяцев. Дефекты представляли собой преимущественно небольшие пузыри и шероховатые участки поверхности, появляющиеся на внешней поверхности экструдированного профиля после анодирования - тип дефекта, связанный с подповерхностной пористостью в заготовке, которая открывается во время экструзии.
На заводе использовалась статическая система дегазации (без роторного оборудования), при которой газ азот продувался через неподвижный наконечник в печи для выдержки перед отводом. Между печью и разливочной станцией не было установлено поточного дегазатора. Для одноступенчатой фильтрации керамической пены использовались фильтры 30 ppi в базовой фильтровальной коробке на станции разливки.
Менеджер по качеству завода повысил PPI фильтров с 20 до 30 ppi в попытке решить проблему шестью месяцами ранее, но при этом не произошло заметного улучшения показателей отбраковки, что правильно указывает на то, что фильтрация не является первопричиной.
Расследование первопричин (октябрь 2023 года): Компания AdTech была привлечена для проведения комплексного аудита качества расплава на обеих линиях литья.
Водородные измерения: Используя наемный зонд Alscan, мы измеряли растворенный водород в трех точках: в печи сразу после статической обработки копьем, в отмывочной камере в 10 метрах от крана печи и на входе в фильтровальную коробку. Результаты:
- Водород после статической обработки ланцетом (в печи): 0,22 мл/100 г Al в среднем (диапазон 0,18-0,28 по нескольким измерениям)
- Цель для экструзионной заготовки 6063: <0,12 мл/100 г Al
Система статического копья обеспечивала восстановление водорода только на 25-30% с начального уровня в печи примерно 0,28-0,32 мл/100 г Al - значительно ниже 50-70%, достижимых при использовании роторного оборудования. При использовании статического копья образовывались крупные пузыри (диаметр которых оценивался в 10-25 мм по результатам визуального наблюдения во время одной обработки) с минимальной площадью поверхности для массопереноса.
Повторная абсорбция водорода в отмывочной машине: Измерения на входе в фильтровальную коробку показали содержание водорода 0,24-0,26 мл/100 г Al - практически без изменений по сравнению с транзитом отмывки и в некоторых измерениях немного выше, чем измерения в печи после обработки, что указывает на активную реабсорбцию водорода во время транзита отмывки. Отмывочная была без крыши и не защищена от цеховой атмосферы, работая в цехе с измеренной относительной влажностью 68-82% (повышенная из-за систем охлаждения воды в цехе).
Оценка RPT: RPT-тесты образцов, взятых на пресс-форме, показали индекс пористости в среднем 7,8, что указывает на сильно повышенный риск пористости, значительно превышающий порог 3,0, рекомендованный для экструзионных заготовок 6063.
Металлографический анализ заготовок: Поперечные срезы отбракованной заготовки подтвердили наличие преимущественно сферической газовой пористости (что свидетельствует о пористости, обусловленной водородом, а не преобладанием бифильности) в диапазоне размеров 0,3-1,8 мм в диаметре, сосредоточенной в приповерхностной зоне заготовки.
Решение AdTech - разработанное в октябре 2023 года, реализованное в январе 2024 года:
Компонент 1 - поточный роторный дегазационный аппарат AdTech SHFD-200: Установка однороторной поточной дегазационной установки в существующем отстойнике между краном печи и фильтровальной коробкой. Технические характеристики установки: Ротор диаметром 200 мм, рабочая скорость 400 об/мин, расход азота 1,5 Нм³/час с возможностью дополнительного смешивания аргона с азотом. Установка была спроектирована для обработки металла при максимальном расходе литья на заводе 22 кг/мин (на линию) с объемом емкости для обработки, обеспечивающим время пребывания около 45 секунд.
Компонент 2 - кровля для отмывки и контроль атмосферы: Простая крыша отмывки, покрытая огнеупорным волокном, была установлена на всем пути отмывки от печного крана до фильтровальной коробки, что позволило снизить влажность атмосферы отмывки. Продувка азотом со скоростью 5 л/мин была добавлена для поддержания атмосферы отмывки на уровне выше 95% азота по объему, что по существу устраняет повторное поглощение водорода во время прохождения отмывки.
Компонент 3 - модернизация фильтровальной коробки: Существующий одноступенчатый фильтр 30 ppi был модернизирован до фильтра AdTech 40 ppi из бесфосфатной алюмооксидной керамической пены с более крупным фильтрующим элементом (9″ × 9″ против 7″ × 7″), чтобы обеспечить достаточную пропускную способность при более тонком PPI.
Компонент 4 - Протокол онлайн-мониторинга: Компания AdTech предоставила комплект RPT и обучила персонал отдела качества завода проводить измерения RPT при каждой загрузке печи (каждые 2-3 часа на линию разливки), создав протокол производственного контроля, которого ранее не существовало на предприятии.
Результаты - измеряются с апреля по июнь 2024 года (три месяца после полного внедрения, обе линии кастинга):
- Водород после инлайн-дегазации: в среднем 0,08-0,11 мл/100 г Al (по сравнению с предыдущими 0,22-0,26 мл/100 г Al)
- Эффективность восстановления водорода в рядной установке: 62-68% - соответствует проектным ожиданиям для однороторной установки
- Повторное поглощение при отмывке с контролем атмосферы: <0,005 мл/100 г Al (практически нулевая)
- Индекс пористости RPT: Среднее значение 1,8 (по сравнению с предыдущим значением 7,8) - значительно ниже целевого значения 3,0
- Отказ от дефектов поверхности экструзии по данным заказчика: 0,8% (по сравнению с пиковым значением 4,8% и историческим базовым значением 1,2%)
- Показатели пористости заготовки UT (точечный ультразвуковой контроль): уменьшились на 89% по сравнению с отбором проб перед установкой
- Аргон против азота: После трех месяцев работы только на азоте завод решил перевести линию 1 на аргонно-азотную смесь (10% Ar) для заказов с более высокими характеристиками, сохранив азот на линии 2 для стандартных сортов - решение по оптимизации затрат, которое AdTech поддержал данными о переходе.
Анализ затрат:
- Ежегодные затраты на брак по заявлению заказчика (реэкструзия, замена заготовок, логистика): сократились с примерно 8,2 млн INR до 1,7 млн INR в год - экономия 6,5 млн INR в год
- Установленная стоимость системы AdTech SHFD-200: около 4,8 миллиона INR
- Простой срок окупаемости: около 9 месяцев с момента завершения установки
- Дополнительное преимущество: показатели аудита качества клиентов улучшились настолько, что завод получил право на заключение нового соглашения о поставках с премиальным заказчиком экструзии из ОАЭ, ранее отклоненного из-за проблем с качеством.
Выбор оборудования для дегазации, его обслуживание и распространенные виды отказов
Выбор подходящей системы дегазации
Ключевые параметры, которые необходимо определить перед выбором системы дегазации:
Расход металла: Необходимая производительность в кг/мин определяет минимальный объем емкости, размер ротора и требования к потоку газа. Неразмерные системы не смогут обеспечить целевое снижение содержания водорода при требуемой производительности.
Начальный уровень водорода: Операции с очень высоким исходным водородом (>0,30 мл/100 г Al из-за использования тяжелого лома) требуют более высокой интенсивности обработки - либо более длительного времени обработки, либо конфигурации с двумя роторами, либо добавления хлора.
Целевой водород после лечения: Для ЕС-класса и аэрокосмических применений требуется менее 0,08-0,10 мл/100 г Al; стандартная экструзионная заготовка обычно ориентирована на 0,10-0,12 мл/100 г Al. Необходимый процент удаления определяется скоростью вращения ротора, потоком газа и конфигурацией системы.
Совместимость со сплавами: Чувствительные к хлору сплавы (литийсодержащие) ограничивают выбор газа. Для сплавов с высоким содержанием Mg может потребоваться аргон, а не азот.
Обслуживание ротора и вала
Графитовые ротор и вал являются расходными компонентами, требующими регулярного осмотра и замены. В компании AdTech мы рекомендуем следующий протокол осмотра:
| Объект проверки | Частота | Порог действия |
|---|---|---|
| Визуальный осмотр ротора | Каждый цикл лечения | Замените, если диаметр уменьшился >15% по сравнению с новым |
| Визуальный осмотр вала | Каждые 5 циклов | Замените, если видны поверхностные трещины или уменьшилась длина |
| Измерение веса ротора | Каждые 10 циклов | Замените, если вес уменьшился на >20% по сравнению с новым |
| Проверка потока газа | Каждый цикл | Исследуйте, если расход отклоняется от заданного значения на >10% |
| Вращающееся накидное уплотнение | Ежемесячно | Замените при обнаружении утечки газа |
| Потребляемый ток приводного двигателя | Еженедельник | Исследуйте, если текущее повышение >15% выше исходного уровня |
Распространенные способы отказа и диагностические признаки
Неисправность 1 - износ ротора: Постепенная эрозия ротора расплавом алюминия и химическое воздействие хлора постепенно увеличивают размер пузырьков. Диагностика: повышение уровня водорода после обработки при постоянных рабочих условиях. Решение: заменить ротор в соответствии с графиком технического обслуживания.
Отказ 2 - разрушение вала: Графитовый вал ломается при погружении или вращении. Диагностика: немедленная потеря потока газа и вращения; фрагмент вала может быть виден в окалине. Профилактика: соблюдайте процедуру контролируемого погружения (никогда не ударяйте вал о стенки сосуда); проверьте правильность марки вала в зависимости от температуры.
Неисправность 3 - блокировка потока газа: Отверстия ротора заблокированы затвердевшим алюминием или скопившимися включениями. Диагностика: увеличение давления газа в роторе при постоянном заданном расходе; уменьшение пузырьков в расплаве. Решение: снимите ротор и прочистите порты; или замените ротор, если засорение очень сильное.
Отказ 4 - приступ рефрактерности сосудов: Расплав проникает в огнеупорную футеровку емкости для обработки. Диагностика: повышение температуры металла по всей емкости; видимое растрескивание или сколы огнеупора. Профилактика: регулярный осмотр огнеупора; соблюдение рекомендованных процедур предварительного нагрева; избегание перепадов температуры.
Отказ 5 - отказ ротационного соединения: Неисправность газового соединения между стационарным источником газа и вращающимся валом, утечка газа. Диагностика: уменьшение потока газа к ротору; видимое образование пузырьков газа на вращающемся соединении. Решение: замените уплотнение вращающегося соединения.
Часто задаваемые вопросы об оборудовании для дегазации алюминия
1: Какова цель дегазации алюминия и что происходит без нее?
Дегазация алюминия удаляет растворенный водород, который в противном случае может вызвать газовую пористость в затвердевших отливках. Без дегазации растворенный в расплаве водород, который при плохом управлении может достигать 0,20-0,40 мл/100 г Al, не может выйти при 20-кратном падении растворимости водорода, которое происходит при затвердевании. Водород зарождается в виде газовых пузырьков в застывающем металле, образуя сферические поры диаметром 0,1-2 мм по всей отливке. Эти поры приводят к нарушению герметичности гидравлических компонентов, обрыву проволоки при волочении прутков, образованию поверхностных пузырей при термообработке T6, снижению усталостной прочности и удлинения в конструкционных отливках. Без какой-либо обработки дегазацией большинство алюминиевых сплавов, отлитых при стандартных условиях, демонстрируют уровень пористости, который не соответствует критериям приемки в автомобильной, аэрокосмической промышленности и спецификациям на электрические проводники. Даже на предприятиях, использующих тяжелые шихты из лома, в которых образуется особенно высокий уровень водорода, можно добиться надлежащего качества расплава с помощью правильно спроектированного и обслуживаемого оборудования для дегазации.
2: Сколько времени занимает дегазация алюминия с помощью роторной установки?
Роторная дегазация в линии обычно обрабатывает металл за 30-120 секунд времени пребывания. Порционная дегазация в печи требует 15-30 минут на одну шихту. Время обработки в поточной установке определяется объемом емкости, деленным на объемный расход металла - большая емкость или более медленный поток металла обеспечивают большее время обработки и, следовательно, лучшее удаление водорода. Для стандартной однороторной поточной установки, обрабатывающей сплав 6063 со скоростью 20 кг/мин, объем емкости примерно 60-80 литров обеспечивает время пребывания 45-60 секунд, что позволяет достичь восстановления водорода 55-70%. Удвоение объема емкости (120-160 л) при той же скорости потока обеспечивает 90-120 секунд и достигает восстановления 70-80%. Дегазация в печи происходит медленнее, поскольку объем шихты велик, а скорость удаления водорода на единицу объема расплава ниже - ротор эффективно обрабатывает только металл в непосредственной близости от него, поэтому требуется схема циркуляции для распределения обработки по всему объему шихты печи.
3: В чем разница между аргоном и азотом для дегазации алюминия?
Аргон и азот обеспечивают одинаковую эффективность дегазации большинства алюминиевых сплавов, при этом азот обычно стоит на 30-60% дешевле. Ключевое различие заключается в химической реактивности. Аргон абсолютно инертен и является предпочтительным газом для литийсодержащих сплавов (2xxx с Li, 8xxx с Li) и очень высокомагниевых сплавов (>4% Mg), где азот может образовать нежелательные нитриды. Азот допустим для стандартных коммерческих сплавов, включая экструзионные сплавы 6xxx, баночные сплавы 3xxx, большинство сплавов 5xxx (Mg <4%), а также литейные сплавы A356/A380. Для большинства операций преимущество азота по стоимости при эквивалентных характеристиках делает его выбором по умолчанию, а аргон используется только для чувствительных сплавов. Оба газа обеспечивают восстановление водорода до 50-70% в однопроходной поточной установке. Ни один из них не следует использовать при чистоте ниже 99,99%, чтобы избежать попадания влаги, которая противодействует эффекту дегазации.
4: Как узнать, правильно ли работает ваше оборудование для дегазации?
Наиболее надежным методом проверки производства является испытание на пониженное давление (RPT), проводимое на каждой шихте печи, в сочетании с периодическими измерениями водородным зондом. Правильно функционирующая система дегазации обеспечивает стабильные результаты RPT ниже порогового значения по спецификации (обычно индекс пористости ниже 2,0 для премиум-применений и ниже 3,0 для стандартного качества). Рост значений RPT при постоянных рабочих условиях свидетельствует о снижении эффективности дегазации, что часто вызвано износом ротора, уменьшением потока газа или увеличением количества исходного водорода в результате изменения технологического процесса. Измерения с помощью зондов Telegas или Alscan обеспечивают прямое количественное определение водорода и позволяют рассчитать фактическую эффективность удаления. Если измеренная эффективность удаления падает ниже 40% (по сравнению с ожидаемыми 55-70%) при тех же рабочих условиях, проверьте состояние ротора, проверьте расход газа и целостность огнеупорного покрытия емкости. Периодические перекрестные ссылки между результатами RPT и прямых измерений водорода устанавливают корреляцию между RPT и водородом для вашего конкретного сплава и условий эксплуатации, что делает недорогой RPT надежным инструментом регулярного мониторинга.
5: Может ли дегазация удалять включения из алюминия, а также водород?
Оборудование для дегазации удаляет некоторые включения в качестве вторичного эффекта, но для эффективного контроля включений требуется фильтрация керамической пеной. Механизм флотации пузырьков при ротационной дегазации действительно собирает некоторые оксидные включения на поверхностях пузырьков и поднимает их к поверхности расплава, где они концентрируются в слое окалины. Исследования Грейнджера (Light Metals, 1998) показали, что дегазация только аргоном снижает содержание включений в PoDFA примерно на 20-30%, а аргонно-хлорная дегазация обеспечивает снижение содержания включений на 60-75% за счет усиленной агломерации и флотации. Однако мелкие включения (менее 10 мкм) не могут быть эффективно захвачены флотацией в дегазационном сосуде и попадают в отливку. Фильтрация керамической пеной с плотностью 30-50 ppi захватывает эти мелкие включения через механизмы поверхностной адгезии и глубинной фильтрации. Сочетание дегазации (с хлором для агломерации) и фильтрации керамической пеной позволяет достичь полного удаления включений 90%+ - намного больше, чем достигается любой из систем по отдельности.
6: Какую скорость вращения ротора следует использовать для дегазации алюминия?
Оптимальная скорость вращения ротора для большинства коммерческих поточных дегазаторов составляет 300-450 об/мин - достаточно высокая для образования мелких пузырьков, но не настолько высокая, чтобы вызвать чрезмерную турбулентность поверхности. Взаимосвязь между скоростью вращения ротора и размером пузырьков была охарактеризована Яном и Швердтфегером (Metallurgical Transactions B, 1978), которые обнаружили, что диаметр пузырьков приблизительно зависит от скорости вращения наконечника ротора с точностью до -0,6. Это означает, что увеличение скорости с 300 до 450 об/мин (увеличение на 50%) уменьшает средний диаметр пузырьков примерно на 28%, увеличивая межфазную площадь примерно на 39% - значительное повышение эффективности. Однако при скорости вращения выше 500 об/мин для большинства коммерческих конструкций роторов поверхностная турбулентность быстро возрастает и приводит к образованию новых оксидных пленок со скоростью, которая частично нивелирует улучшенное удаление водорода. Оптимальная скорость также зависит от скорости потока металла (более быстрый поток требует более высокой скорости для достижения эквивалентного NTU) и геометрии емкости. Большинство установок AdTech SHFD оптимизированы на 350-420 об/мин для стандартных условий эксплуатации, при этом операторы могут регулировать скорость в диапазоне 200-600 об/мин с помощью контроллера VFD.
7: Как часто следует заменять графитовые роторы и валы в производственной дегазационной установке?
Частота замены графитового ротора на производстве обычно составляет от 20 до 80 циклов обработки в зависимости от условий эксплуатации. Доминирующими факторами, влияющими на срок службы ротора, являются: температура металла (каждые 10°C выше 730°C увеличивают скорость окисления графита примерно вдвое), содержание хлора в дегазирующем газе (2% Cl₂ сокращает срок службы ротора примерно на 30-40% по сравнению с использованием только аргона), качество механической обработки (несоосность вызывает износ эксцентрика и преждевременное разрушение), а также марка графита ротора. Роторы AdTech, изготовленные из высокочистого изостатического графита с оптимизированной структурой зерен для работы с алюминием, обычно проходят 40-70 циклов обработки в стандартных условиях (температура металла 720°C, только аргон или <3% Cl₂, бережное обращение), прежде чем износ уменьшит диаметр ротора ниже порогового значения 85%. Срок службы вала обычно в 2-3 раза превышает срок службы ротора в тех же условиях, поскольку вал не находится в непосредственном контакте с зоной наибольшего возбуждения. Соблюдение структурированного графика замены, основанного на измерении потери веса (а не на ожидании поломки), предотвращает проблемы с качеством литья, возникающие при работе с сильно изношенным ротором, который производит пузырьки больших размеров.
8: Как влияет температура металла на эффективность дегазации?
Более высокая температура металла повышает эффективность дегазации примерно до 750°C, выше которой преимущества плато, а риски повышенного окисления и повторной абсорбции водорода возрастают. Коэффициент диффузии водорода в жидком алюминии увеличивается с ростом температуры (примерно с 2,8 × 10-³ см²/с при 690°C до 3,8 × 10-³ см²/с при 750°C, согласно Eichenauer и Markopoulos, 1974), что увеличивает скорость массопереноса из расплава в пузырьки газа. Кроме того, вязкость расплава уменьшается с ростом температуры, что позволяет пузырькам легче подниматься и распределяться более равномерно. Практическая польза от работы при температуре 730-740°C вместо 700-710°C заключается в повышении эффективности удаления водорода примерно на 8-12% при эквивалентной скорости вращения ротора и расходе газа. Однако температуры выше 750°C значительно увеличивают скорость поглощения водорода на поверхности расплава (из-за увеличения скорости реакции H₂O-Al), что частично нивелирует повышение эффективности дегазации. Кроме того, при температуре выше 750°C значительно ускоряется окисление графитового ротора. Оптимальная температура металла для дегазации в большинстве систем алюминиевых сплавов составляет 720-740°C.
9: Почему моя дегазационная установка не обеспечивает ожидаемого снижения содержания водорода?
Наиболее распространенными причинами, приводящими к ухудшению характеристик дегазации, являются износ ротора, недостаточный расход газа, расход металла выше проектной мощности, а также повышенное содержание исходного водорода в результате изменения технологического процесса. Поиск и устранение неисправностей должны проводиться систематически: во-первых, проверьте расход газа с помощью независимого расходомера (системы контроля расхода могут смещаться); во-вторых, визуально проверьте картину образования пузырьков через смотровое отверстие емкости (мелкие, равномерно распределенные пузырьки указывают на правильную работу; крупные, нечастые пузырьки указывают на износ ротора или ограничение потока газа); в-третьих, по возможности взвесьте ротор, чтобы определить степень износа (ротор с весом менее 80% от первоначального будет работать плохо); в-четвертых, проверьте поступающий металлический водород с помощью зонда прямого измерения, чтобы убедиться, что исходный водород не изменился. Если все параметры оборудования проверены, но производительность по-прежнему недостаточна, проверьте изменения в технологическом процессе: увеличение доли скрапа в шихте, изменение влажности атмосферы печи, добавление новых сплавов или увлажнение огнеупора в результате технического обслуживания - распространенные причины повышенного начального водорода, которые требуют либо настройки параметров оборудования, либо корректировки технологического процесса.
10: Какова приблизительная стоимость эксплуатации роторной установки для дегазации алюминия?
Основными эксплуатационными расходами роторной установки для дегазации алюминия являются потребление газа для дегазации (как правило, это самые большие расходы), замена графитового ротора и вала, а также электроэнергия. При типичных ценах на аргон в промышленности около 0,15-0,25 долл. за Нм³ и расходе 1,5 Нм³/час для стандартной однороторной поточной установки стоимость газа составляет около 0,22-0,38 долл. за час работы. При производительности 1 200 кг/час это составляет примерно 0,18-0,32 доллара США на метрическую тонну обработанного металла - относительно низкий показатель. Стоимость графитового ротора, составляющая примерно 150-350 долларов США за ротор (в зависимости от размера и марки), амортизированная за 40-60 циклов обработки по 60-90 минут каждый, составляет примерно 0,05-0,15 долларов США за метрическую тонну. Электроэнергия для приводного двигателя (обычно 2-5 кВт) по цене 0,08 долл. за кВт/ч добавляет примерно 0,01-0,03 долл. за метрическую тонну. Общие эксплуатационные расходы обычно составляют 0,25-0,55 доллара США на метрическую тонну обработанного алюминия - чрезвычайно выгодный показатель, учитывая, что одна производственная партия бракованных отливок обычно обходится в 50-200 раз дороже, чем стоимость фильтрации и дегазации для этого объема металла.
Реферат: Выбор и эффективная эксплуатация оборудования для дегазации алюминия
Оборудование для дегазации алюминия работает за счет создания максимально возможной межфазной зоны между пузырьками инертного газа, не содержащего водорода, и насыщенным водородом расплавленным алюминием, что способствует переносу водорода из расплава в пузырьки за счет разности парциальных давлений. Конструкция с вращающейся крыльчаткой достигает этого за счет механического сдвига газового потока на мелкие пузырьки (диаметром 0,5-3 мм против 5-25 мм у копьевых систем) и одновременной циркуляции расплава для распределения пузырьков по всему объему обработки.
Практическая эффективность любой системы дегазации зависит от четырех переменных, которые должны быть правильно определены: размер пузырьков (контролируется конструкцией и скоростью вращения ротора), время контакта пузырьков с расплавом (контролируется объемом емкости и скоростью потока металла), состав газа (аргон против азота против смесей хлора), а также интеграция с последующей фильтрацией для улавливания включений, образующихся в процессе самой дегазации.
Операции, в которых достигаются наилучшие результаты - водород после обработки стабильно ниже 0,10 мл/100 г Al и индекс пористости RPT надежно ниже 2,0, - характеризуются тремя особенностями: они используют роторную, а не копьевую дегазацию, они регулярно измеряют содержание водорода, а не предполагают, что оборудование работает правильно, и они рассматривают дегазацию и фильтрацию как согласованную систему, а не как независимые компоненты.
Компания AdTech разрабатывает, поставляет и поддерживает комплексные системы обработки расплава, которые объединяют дегазацию и фильтрацию с учетом специфических требований каждого клиента к ассортименту сплавов, объему производства и качеству. Приведенный выше случай с заводом по производству заготовок в Пуне - один из многих, когда одновременная работа с обоими компонентами позволила достичь результатов, которых ни один из них не смог бы добиться самостоятельно.
Для выбора системы дегазации, расчета размеров или поддержки в оптимизации работы свяжитесь с командой инженеров AdTech Casthouse, сообщив производительность по металлу, диапазон сплавов и целевые характеристики водорода.
Эта статья была подготовлена технической редакцией AdTech на основе первичного опыта проектирования литейных цехов, опубликованных металлургических исследований, включая работы Эйхенауэра и Маркопулоса, Диспинара и Кэмпбелла, Яна и Швердтфегера, Доутра и других, Грейнджера, Йохансена, Энга и Раша, Педерсена и других, а также данных прямых эксплуатационных измерений на предприятиях по литью алюминия. Содержание ежегодно пересматривается с учетом современных технологий оборудования и отраслевой практики.
