Aluminium-Entgasungsanlagen funktioniert, indem feine Inertgasblasen - in der Regel Argon oder Stickstoff - durch einen rotierenden Graphitrotor und ein Wellensystem in geschmolzenes Aluminium injiziert werden. Gelöste Wasserstoffatome wandern aus der übersättigten Schmelze in die Niederwasserstoff-Teildruckblasen und werden an die Oberfläche befördert, wodurch Porositätsfehler in den fertigen Gussteilen um 50-85% reduziert werden.
Wenn Ihr Projekt den Einsatz von Aluminium-Entgasungsanlagen erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Warum Aluminium eine Entgasung braucht: Das Wasserstoffproblem in geschmolzenem Metall
Bevor die Funktionsweise von Entgasungsanlagen untersucht wird, ist es wichtig zu verstehen, warum Wasserstoff ein so hartnäckiges und ernsthaftes Problem bei der Aluminiumproduktion darstellt. Die physikalischen Eigenschaften von Wasserstoff in flüssigem Aluminium führen zu einem Fehlermechanismus, wie er beim Stahl- oder Kupferguss nicht vorkommt.

Wasserstofflöslichkeit: Die Wurzel des Problems
Wasserstoff ist das einzige Gas, das sich unter typischen Gießereibedingungen in nennenswerten Mengen in flüssigem Aluminium auflöst. Die Löslichkeit folgt dem Sieverts'schen Gesetz, das besagt, dass die Konzentration an gelöstem Wasserstoff proportional zur Quadratwurzel des Wasserstoffpartialdrucks in der Atmosphäre über der Schmelze ist.
Bei 700°C (1292°F) - einer typischen Aluminiumhaltetemperatur - löst flüssiges Aluminium etwa 0,65-0,69 ml Wasserstoff pro 100 Gramm Metall bei einem Wasserstoffpartialdruck von einer Atmosphäre (Eichenauer und Markopoulos, Zeitschrift für Metallkunde, 1974). In festem Aluminium knapp unterhalb des Erstarrungspunktes sinkt diese Löslichkeit um das 20-fache auf etwa 0,034 ml/100g Al.
Diese dramatische Änderung der Löslichkeit bedeutet, dass im Wesentlichen der gesamte gelöste Wasserstoff entweder vor der Erstarrung aus der Schmelze entweichen oder sich als Gasblasen im erstarrenden Metall ablagern muss, wodurch Porosität entsteht. Industrielle Aluminiumschmelzen enthalten nur selten Wasserstoff im Gleichgewicht mit dem atmosphärischen Partialdruck - der tatsächliche Wasserstoffgehalt schwankt zwischen etwa 0,05 ml/100g Al in gut behandeltem Primärmetall und über 0,40 ml/100g Al in verunreinigten schrottlastigen Chargen.
Wie Wasserstoff in der Produktionspraxis in die Schmelze gelangt
Die Wasserstoffquellen in der industriellen Aluminiumverarbeitung sind zahlreich und langlebig:
Feuchtigkeitsreaktion an der Schmelzoberfläche: Die wichtigste Quelle in den meisten Betrieben. Atmosphärischer Wasserdampf reagiert kontinuierlich mit flüssigem Aluminium:
2Al (flüssig) + 3H₂O (Gas) → Al₂O₃ + 6H (in der Schmelze gelöst)
Diese Reaktion läuft thermodynamisch bei allen Aluminiumgießtemperaturen ab. Bei einer relativen Luftfeuchtigkeit von 50% und einer Umgebungstemperatur von 25°C würde der Gleichgewichts-Wasserstoffgehalt in Aluminium bei 700°C etwa 0,25 ml/100g Al betragen - weit über dem Zielwert von 0,10 ml/100g Al für die meisten Qualitätsanforderungen.
Verunreinigung des Ladungsmaterials: Aluminiumschrott, der Oberflächenfeuchtigkeit, Bearbeitungsöle, Kühlmittelrückstände, Lack- und Eloxalschichten enthält, setzt beim Umschmelzen Wasserstoff frei. Dispinar und Campbell (International Journal of Cast Metals Research, 2006) haben gemessen, dass gemischte Post-Consumer-Schrottchargen durchweg Schmelzen mit einem um 0,15-0,25 ml/100g Al höheren Wasserstoffgehalt als gleichwertiges, identisch geschmolzenes Primäraluminium ergeben.
Kalte und feuchte Werkzeuge: Pfannen, Rinnen, Laufräder und feuerfeste Komponenten, die vor dem Kontakt mit der Schmelze nicht ausreichend vorgewärmt wurden, geben schnell Feuchtigkeit ab. Die Einführung einer einzigen ungetrockneten Pfanne kann den Wasserstoffgehalt in dem Metallvolumen, mit dem sie in Berührung kommt, lokal um 0,05-0,10 ml/100 g Al erhöhen.
Legierungs- und Kornfeinungszusätze: Einige legierende Vorlegierungszusätze und Kornfeinungsstäbe werden mit organischen Schmiermitteln verarbeitet oder haben während der Lagerung Oberflächenfeuchtigkeit absorbiert. Diese setzen beim Auflösen in der Schmelze Wasserstoff frei.
Folgen eines erhöhten Wasserstoffgehalts
Die Folgen von unkontrolliertem Wasserstoff in Aluminiumgussteilen sind vielfältig und schwerwiegend:
| Wasserstoffgehalt (ml/100g Al) | Typische Auswirkungen auf die Gussqualität |
|---|---|
| <0.08 | Minimale Gasporosität in den meisten Legierungssystemen |
| 0.08-0.12 | Akzeptabel für moderate Anforderungen; grenzwertig für kritische Anwendungen |
| 0.12-0.20 | Sichtbare Gasporosität in Sand- und Kokillengussstücken; Drahtbrüche beim Stangenziehen |
| 0.20-0.35 | Erhebliche Porosität; Verschlechterung der strukturellen Eigenschaften; Versagen der Druckdichtigkeit |
| >0.35 | Starke Porosität; Blasenbildung auf der Oberfläche während der T6-Wärmebehandlung; Ausschuss beim Gießen |
Über die einfache Porosität hinaus interagiert erhöhter Wasserstoff mit Oxid-Bifilmen (wie von Campbell an der Universität Birmingham ausführlich dokumentiert), um die schädlichste Defektkombination in Aluminiumgussteilen zu erzeugen: Wasserstoffporen mit Bifilm-Kernen, die unregelmäßig geformt sind, sich bevorzugt an kritischen strukturellen Stellen befinden und für die schlechtesten Ermüdungs- und Dehnungswerte in mechanischen Prüfkörpern verantwortlich sind.
Wie funktioniert die Rotationsentgasungsanlage? Kernmechanik erklärt
Die rotierende Inline-Entgasung (RILD) mit einem sich drehenden Graphitrotor ist die vorherrschende Entgasungstechnologie in der modernen Aluminiumproduktion. Das Verständnis der physikalischen Grundlagen dieser Technologie - und der spezifischen Konstruktionsvariablen, die bestimmen, wie gut sie funktioniert - ist von grundlegender Bedeutung für die Auswahl und den Betrieb effektiver Anlagen.

Die thermodynamische Antriebskraft
Der Entgasungsmechanismus wird durch das Partialdruckgefälle zwischen dem gelösten Wasserstoff in der Schmelze und dem Wasserstoffpartialdruck im Inneren der eingeblasenen Gasblasen bestimmt. In einer gerade in die Schmelze eingebrachten Blase aus reinem Argon ist der Wasserstoffpartialdruck innerhalb der Blase im Wesentlichen gleich Null. In der umgebenden Schmelze liegt der gelöste Wasserstoff in einer Konzentration vor, die einem endlichen Gleichgewichts-Wasserstoffpartialdruck entspricht (berechnet nach dem Sieverts'schen Gesetz).
Dieses Druckgefälle treibt die Wasserstoffatome dazu, entlang des Konzentrationsgefälles aus der Schmelze in die Blase zu diffundieren. Die Diffusionsgeschwindigkeit wird durch das erste Fick'sche Gesetz beschrieben:
J = D × (C_Schmelze - C_Blasenoberfläche) / δ
Dabei ist J der Wasserstofffluss (ml/cm²-s), D der Wasserstoffdiffusionskoeffizient in flüssigem Aluminium (etwa 3,2 × 10-³ cm²/s bei 700°C, nach Eichenauer und Markopoulos, 1974), C_melt die Wasserstoffkonzentration in der Masse, C_bubble_surface die Wasserstoffkonzentration an der Grenzfläche zwischen Blase und Schmelze und δ die effektive Dicke der Diffusionsgrenzschicht um die Blase.
Da jede Blase während ihres Aufstiegs durch die Schmelze Wasserstoff aufnimmt, trägt sie diesen Wasserstoff an die Oberfläche, wo er in die Atmosphäre über der Schmelze entweicht. Die kontinuierliche Versorgung mit frischen, wasserstofffreien Blasen hält die Antriebskraft während der gesamten Entgasungsbehandlung aufrecht.
Warum die Blasengröße der kritische Designparameter ist
Die gesamte Wasserstoffentzugsrate aus der Schmelze hängt von der gesamten für den Stoffaustausch verfügbaren Gas-Flüssigkeits-Grenzfläche ab. Für ein festes Volumen an eingespritztem Gas:
Gesamtgrenzfläche = (6 × V_Gesamtgas) / d_Blase
Dabei ist d_bubble der Durchmesser der Blase. Diese Beziehung zeigt, dass eine Halbierung des Blasendurchmessers die verfügbare Grenzflächenfläche bei gleichem Gasvolumen vervierfacht. Aus diesem Grund ist die Rotationsentgasung so viel effektiver als das Einblasen von Gas durch eine Lanze - die mechanische Scherwirkung des Rotors zerlegt den Gasstrom in Blasen, die um Größenordnungen kleiner sind als die mit einer Lanze eingeblasenen Blasen.
Ein mit einer Lanze eingespritzter Gasstrom erzeugt in Aluminium normalerweise Blasen mit einem Durchmesser von 5-20 mm. Ein gut konzipierter Rotationsentgasungsrotor erzeugt Blasen mit einem Durchmesser von 0,5-3 mm - eine 5-40-fache Verringerung des Blasendurchmessers, die einer 5-40-fachen Vergrößerung der Stoffaustauschfläche pro verbrauchter Gaseinheit entspricht.
Jahn und Schwerdtfeger (Metallurgical Transactions B, 1978) ermittelten die Blasengrößenverteilung in flüssigem Aluminium in Abhängigkeit von der Rotorkonstruktion und der Rotordrehzahl und stellten fest, dass der Blasendurchmesser ungefähr mit der Rotordrehzahl in der Potenz von -0,6 skaliert. Eine höhere Rotordrehzahl führt zu kleineren Blasen bis zu dem Punkt, an dem die sekundäre Koaleszenz eine weitere Verkleinerung begrenzt.
Der Mechanismus des Rotors im Detail
Der Graphitrotor befindet sich am Ende einer rotierenden Graphitwelle. Wenn sich der Rotor dreht (je nach System typischerweise mit 200-600 U/min), erzeugt er mehrere Effekte gleichzeitig:
Gasdispersion: Das durch die Hohlwelle zugeführte Inertgas tritt aus Öffnungen im Rotorkörper aus. Durch die Zentrifugalkraft des sich drehenden Rotors in Verbindung mit den Scherkräften an der Grenzfläche zwischen Rotor und Schmelze wird der Gasstrom in feine Blasen zerteilt und radial nach außen durch die Schmelze dispergiert.
Auflagenhöhe: Der sich drehende Rotor erzeugt ein Zirkulationsmuster in der Schmelze, das die Blasen im gesamten Behandlungsgefäß verteilt, anstatt sie in der Nähe des Rotors zu konzentrieren. Diese Zirkulation ist entscheidend für die Gleichmäßigkeit der Behandlung - ohne sie würde das Metall am Rand des Gefäßes nur minimal entgast werden, obwohl der Rotor in der Mitte arbeitet.
Eingliederungsförderung an die Oberfläche: Durch die Schmelzezirkulation werden auch Oxideinschlüsse und nichtmetallische Partikel an die Schmelzeoberfläche befördert, wo sie sich als Abschöpfungsschicht ansammeln und entfernt werden können. Dies ist ein wichtiger sekundärer Nutzen der Rotationsentgasung, der über die reine Wasserstoffentfernung hinausgeht.
Kontrolle der Oberflächenbewegung: Die Rotorkonstruktion und -geschwindigkeit müssen so abgestimmt sein, dass eine ausreichende Blasendispersion ohne übermäßige Oberflächenturbulenzen erreicht wird. Turbulente Schmelzoberflächen erzeugen neue Oxidfilme, die sowohl neue Einschlüsse einbringen als auch zusätzliche Wasserstoffabsorptionswege bieten. Der optimale Rotor arbeitet mit maximaler Blasenproduktion und hält gleichzeitig die Oberflächenbewegung unter dem Schwellenwert für eine signifikante Bildung neuer Oxide.
Welche Arten von Aluminium-Entgasungsanlagen gibt es?
In der Aluminiumindustrie werden verschiedene Entgasungsansätze verwendet, die sich in ihren Funktionsprinzipien, Investitionskosten und Leistungsmerkmalen unterscheiden.
Typ 1: Rotierende Inline-Entgasungsanlagen (RILD/SNIF/ALPUR)
Inline-Rotationsanlagen verarbeiten das Metall kontinuierlich, während es vom Ofen zur Gießstation durch einen feuerfest ausgekleideten Behandlungsbehälter fließt. Das Metall tritt auf einer Seite ein, wird von einem oder mehreren Rotoren entgast und verlässt auf der anderen Seite das Filter- und Gießsystem.
Wichtige kommerzielle Systeme:
- SNIF (Spinning Nozzle Inert Flotation) - entwickelt von Union Carbide, weithin lizenziert.
- ALPUR - entwickelt von Pechiney (jetzt Rio Tinto Aluminium).
- SIR (Spinning Impeller Reactor) - entwickelt von Norsk Hydro.
- AdTech SHFD-Serie - unser eigenes Design, optimiert für Aluminium-Gießereibetriebe.
Diese Systeme werden bevorzugt für Stranggussverfahren (Knüppel, Brammen, Walzdraht) eingesetzt, bei denen das Metall mit relativ konstanter Geschwindigkeit fließt. Eine gut konzipierte Inline-Einheit mit einem einzigen Rotor reduziert den Wasserstoff in einem einzigen Durchgang um 50-70%. Konfigurationen mit zwei Rotoren erreichen eine Reduktion von 65-80%.
Typ 2: Rotationsentgasung im Ofen (Lance-Systeme)
Eine tragbare oder fest installierte Rotationsentgasungseinheit wird in den Warmhalte- oder Schmelzofen eingesetzt, wobei der Rotor und die Welle in die Schmelze eintauchen und Gas eingeleitet wird, während der Ofen als Behandlungsbehälter dient. Nach der Behandlung wird die Einheit vor dem Abstich entfernt.
Vorteile: Geringere Investitionskosten als ein spezielles Inline-Gerät; geeignet für Chargen-Schmelzvorgänge; Flexibilität zur Behandlung mehrerer Öfen mit einem tragbaren Gerät.
Beschränkungen: Die Entgasung erfolgt im Ofen, wo das Metall anschließend noch einige Zeit verweilt, um vor dem Gießen etwas Wasserstoff aus der Ofenatmosphäre zu absorbieren. Die Behandlungszeit ist länger (in der Regel 15-30 Minuten pro Ofenfüllung). Das Metall muss nach der Behandlung im Ofen verbleiben, was zu Einschränkungen in der Zeitplanung führt.
Typ 3: Statische Lanze (poröser Stopfen) Entgasung
Das Gas wird ohne mechanische Unterstützung durch einen porösen feuerfesten Stopfen oder eine Tauchlanze geblasen. Dadurch entstehen viel größere Blasen als bei rotierenden Systemen und der Wirkungsgrad ist deutlich geringer.
Typische Wasserstoffreduktion: 20-40% ab dem Anfangsniveau - wesentlich niedriger als bei rotierenden Systemen.
Derzeitige Nutzung: Vor allem in kleinen Betrieben, bei denen sich die Investitionen in Rotationsanlagen nicht rechtfertigen lassen, für Legierungen mit niedriger Spezifikation oder als Zusatzbehandlung zwischen Primärentgasung und Gießen.
Typ 4: Flusstablette (festes Entgasungsmittel) Behandlung
Hexachlorethan (C₂Cl₆)-Tabletten oder ähnliche feste Reagenzien werden in die Schmelze getaucht, wo sie reagieren und Chlor und Chlorwasserstoffgase erzeugen, die durch das Metall blubbern.
Wasserstoff-Reduktion: 30-50% typisch.
Probleme: Erzeugt giftige Chlor- und Chlorwasserstoffgase, die eine Rauchabsaugung erfordern; erzeugt Salzeinschlüsse, wenn es nicht sorgfältig gehandhabt wird; Bedenken hinsichtlich der Sicherheit des Bedienpersonals; zunehmend eingeschränkt durch Umweltvorschriften in Europa und einigen asiatischen Märkten. Wird selten in neuen Anlagen eingesetzt, ist aber auf einigen Märkten noch in Gebrauch.
Typ 5: Vakuum-Entgasung
Die Schmelze wird einem Teilvakuum ausgesetzt, wodurch der Wasserstoffpartialdruck in der Atmosphäre über der Schmelze auf nahezu Null sinkt und der gelöste Wasserstoff durch den Dampfdruckunterschied an die Oberfläche gedrückt wird.
Wasserstoff-Reduktion: 85-95% - die höchste von allen Entgasungsmethoden.
Beschränkungen: Sehr hohe Investitionskosten; schwer in Stranggussverfahren zu integrieren; wird hauptsächlich für die Herstellung von ultrareinem Aluminium verwendet (Luft- und Raumfahrt, hochreine Anwendungen, Kondensatorfolie). Das (in Skandinavien entwickelte und angewandte) AlVac-Verfahren erreicht Nachbehandlungswasserstoffgehalte von 0,02-0,04 ml/100g Al.
Vergleichstabelle Entgasungstechnologie
| Technologie | H₂-Reduktionseffizienz | Kapitalkosten | Betriebskosten | Einschluss Entfernung | Beste Anwendung |
|---|---|---|---|---|---|
| Rotierende Inline-Anlage (Einzelrotor) | 50-70% | Mäßig | Gering-Mäßig | Gut (sekundär) | Strangguss, Standardqualität |
| Rotierende Inline (Doppelrotor) | 65-80% | Mäßig-hoch | Mäßig | Gut | Hochwertiger Strangguss |
| In-Ofen-Drehlanze | 45-65% | Gering-Mäßig | Niedrig | Messe | Strangguss, Gießereien |
| Statische Lanze / poröser Stopfen | 20-40% | Niedrig | Sehr niedrig | Schlecht | Kleine Betriebe mit geringen Anforderungen |
| Schmelztabletten | 30-50% | Sehr niedrig | Niedrig | Messe | Ältere Systeme, sich entwickelnde Märkte |
| Vakuum-Entgasung | 85-95% | Sehr hoch | Hoch | Schlecht (keine Einschlussentfernung) | Luft- und Raumfahrt, ultra-clean |
| Drehende Inline + Ar/Cl₂-Gas | 70-82% | Mäßig-hoch | Mäßig | Ausgezeichnet | Hochwertige Legierungen, Knüppel für die Luft- und Raumfahrt |
Die wichtigsten Komponenten einer Rotationsentgasungsanlage und ihre Funktionen
Das Wissen um die Funktion der einzelnen Komponenten hilft Ingenieuren, das richtige System zu spezifizieren und Probleme zu diagnostizieren, wenn sie auftreten.
Graphit-Rotor
Der Rotor ist das Herzstück der Entgasungsanlage. Er erfüllt gleichzeitig die Funktionen der Gasdispersion und der Schmelzezirkulation. Die wichtigsten Parameter der Rotorkonstruktion:
Durchmesser des Rotors: Ein größerer Durchmesser vergrößert den Dispersionsradius der Blasen, erfordert jedoch ein höheres Drehmoment des Antriebsmotors. Die handelsüblichen Rotoren haben einen Durchmesser von etwa 100 mm bis 300 mm, je nach Behältergröße und Metalldurchsatz.
Hafengeometrie: Die Anzahl, Größe und Ausrichtung der Gasaustrittsöffnungen im Rotorkörper bestimmen die anfängliche Blasengrößenverteilung. Tangential zur Rotorrotation angeordnete Öffnungen erzeugen kleinere Anfangsblasen als radial ausgerichtete Öffnungen, da die Scherkräfte am Ausgang der Öffnung höher sind.
Material: Hochreiner isostatisch gepresster Graphit ist Standard. Der Graphit muss resistent gegen Temperaturschocks sein (der Rotor kommt mit kalter Atmosphäre und dann mit heißem Metall in Berührung), chemisch resistent gegen Aluminium und chlorhaltige Entgasungsgase und mechanisch stark genug, um den hydrodynamischen Kräften bei Hochgeschwindigkeitsrotation standzuhalten.
Die Lebensdauer von Graphitrotoren in der Produktion schwankt je nach Art der Behandlung zwischen 20 und 80 Zyklen:
- Metalltemperatur (höhere Temperatur beschleunigt die Graphitoxidation).
- Chlorgehalt im Entgasungsgas (Chlor greift Graphit nach und nach an).
- Qualität der mechanischen Handhabung (Rotoren brechen, wenn sie gegen die Gefäßwände stoßen).
- Legierungszusammensetzung (einige Legierungen sind chemisch aggressiver gegenüber Graphit).
AdTechs Rotorgraphitformulierung ist für die Beständigkeit gegen die kombinierte thermische, mechanische und chemische Beanspruchung im Betrieb von Aluminiumgießereien optimiert und erreicht unter Standardbedingungen typischerweise 40-70 Behandlungszyklen.
Graphit-Schaft
Die Graphithohlwelle überträgt sowohl die Rotationskraft des Antriebsmotors als auch das Entgasungsgas aus der Gaszufuhrleitung auf den Rotor. Die Hohlbohrung muss einen reibungslosen Gasfluss aufrechterhalten, während sich die Welle dreht - dies erfordert eine hochwertige Drehdurchführung am oberen Ende der Welle, wo der Gasanschluss auf das rotierende Bauteil trifft.
Wellenversagen ist eine der häufigsten Ursachen für Ausfallzeiten von Entgasungsanlagen. Zu den Ausfallarten gehören:
- Rissbildung durch Thermoschock beim Eintauchen unter Kaltstartbedingungen.
- Mechanischer Bruch durch seitliche Belastung, wenn der Schaft beim Eintauchen die Gefäßwände berührt.
- Chemischer Abbau durch Chlorexposition bei erhöhter Temperatur.
Antriebsmotor und Drehzahlregelung
Der Antriebsmotor muss die Rotordrehzahl während des gesamten Behandlungszyklus genau einhalten. Die meisten modernen Entgasungsanlagen verwenden frequenzvariable Antriebe (VFDs), die eine Einstellung der Rotordrehzahl von etwa 100 bis 600 U/min ermöglichen. Dank dieser Flexibilität kann der Bediener die Blasengröße für die spezifische Metalldurchflussrate und die Behältergeometrie optimieren.
Bei AdTech verwenden unsere Entgasungseinheiten der SHFD-Serie eine geschlossene Drehzahlregelung mit Tachometerrückmeldung, die sicherstellt, dass die Rotordrehzahl unabhängig von Änderungen der Schmelzviskosität oder der Belastung des Antriebssystems innerhalb von ±2 U/min des Sollwerts bleibt. Diese Präzision ist wichtig, da die Rotordrehzahl direkt die Blasengröße und damit die Entgasungseffizienz bestimmt - eine ungleichmäßige Drehzahl führt zu einer variablen Leistung.
Refraktär ausgekleidete Behandlungsgefäße
Das Gefäß, in dem das Metall während der Entgasung aufbewahrt wird, muss gut sein:
- Thermisch isoliert, um den Temperaturverlust des Metalls während der Behandlung zu minimieren.
- Chemisch beständig gegen Aluminiumschmelze und Entgasungsgase.
- Entwickelt mit einer internen Strömungsgeometrie, die eine gleichmäßige Blasenverteilung fördert.
- Ausgestattet mit Vorkehrungen zur Krätzeentfernung (Ausschwimmen von Einschlüssen und Oxidschichten, die sich während der Behandlung an der Schmelzoberfläche ansammeln)
Bei den feuerfesten Materialien handelt es sich in der Regel um hochtonerdehaltige Gusswerkstoffe oder Siliziumkarbid-Tonerde-Verbundwerkstoffe, die aufgrund ihrer Beständigkeit gegen Aluminiumbenetzung und chemische Angriffe ausgewählt werden. Die Lebensdauer der feuerfesten Gefäße zwischen größeren Wartungsintervallen beträgt in der Regel 6-18 Monate, je nach Metalldurchsatz und Reinigungshäufigkeit.
Gasversorgung und Kontrollsystem
Das Gasversorgungssystem besteht aus einer Gasquelle (Flasche, Großspeicher oder Vor-Ort-Erzeugung), Druckreglern, Durchflussmessern und automatischen Regelventilen. Wichtige Anforderungen an die Konstruktion:
Kontrolle der Durchflussmenge: Die Gasdurchflussrate durch den Rotor muss genau gesteuert werden, da sie eine wesentliche Determinante für die Entgasungseffizienz ist. Eine zu niedrige Durchflussmenge sorgt für ein unzureichendes Blasenvolumen; eine zu hohe Durchflussmenge erzeugt große zusammengewachsene Blasen und Oberflächenturbulenzen. Die optimale Durchflussmenge für die meisten Inline-Entgasungssysteme beträgt etwa 1,0-3,0 Nm³/Stunde pro Rotor bei Standard-Argonbedingungen, angepasst an die Metalldurchflussmenge.
Reinheit des Gases: Die Reinheit des Entgasungsgases beeinflusst die Leistung erheblich. Argon mit einem Reinheitsgrad von 99,999% (Güteklasse 5N) führt praktisch keine Feuchtigkeit oder Sauerstoff ein. Argon mit geringerem Reinheitsgrad kann Feuchtigkeit enthalten, die Wasserstoff einbringt, anstatt ihn zu entfernen. Untersuchungen von Doutre et al. (Light Metals, 2004) ergaben, dass Argon mit einem Feuchtigkeitsgehalt von 50 ppm bei 700°C im Gleichgewicht etwa 0,002 ml/100g Al Wasserstoff pro 1 Nm³ eingespritztes Gas einbringt - ein geringer, aber messbarer Wert bei ultrareinen Anwendungen.
Mischgasfähigkeit: Systeme, die für Chlor-Argon-Gemische ausgelegt sind, erfordern korrosionsbeständige Armaturen, Durchflussregelungskomponenten, die für den Chlordienst ausgelegt sind, und geeignete Sicherheitseinrichtungen. Die Chlorkonzentration beträgt normalerweise 2-5% nach Volumen in Argon.
Welche Entgasungsgase werden verwendet und warum ist die Wahl wichtig?
Die Wahl des Entgasungsgases ist eine der folgenreichsten Entscheidungen bei der Konstruktion eines Entgasungssystems, da sie sowohl die Leistung als auch die Betriebskosten beeinflusst.
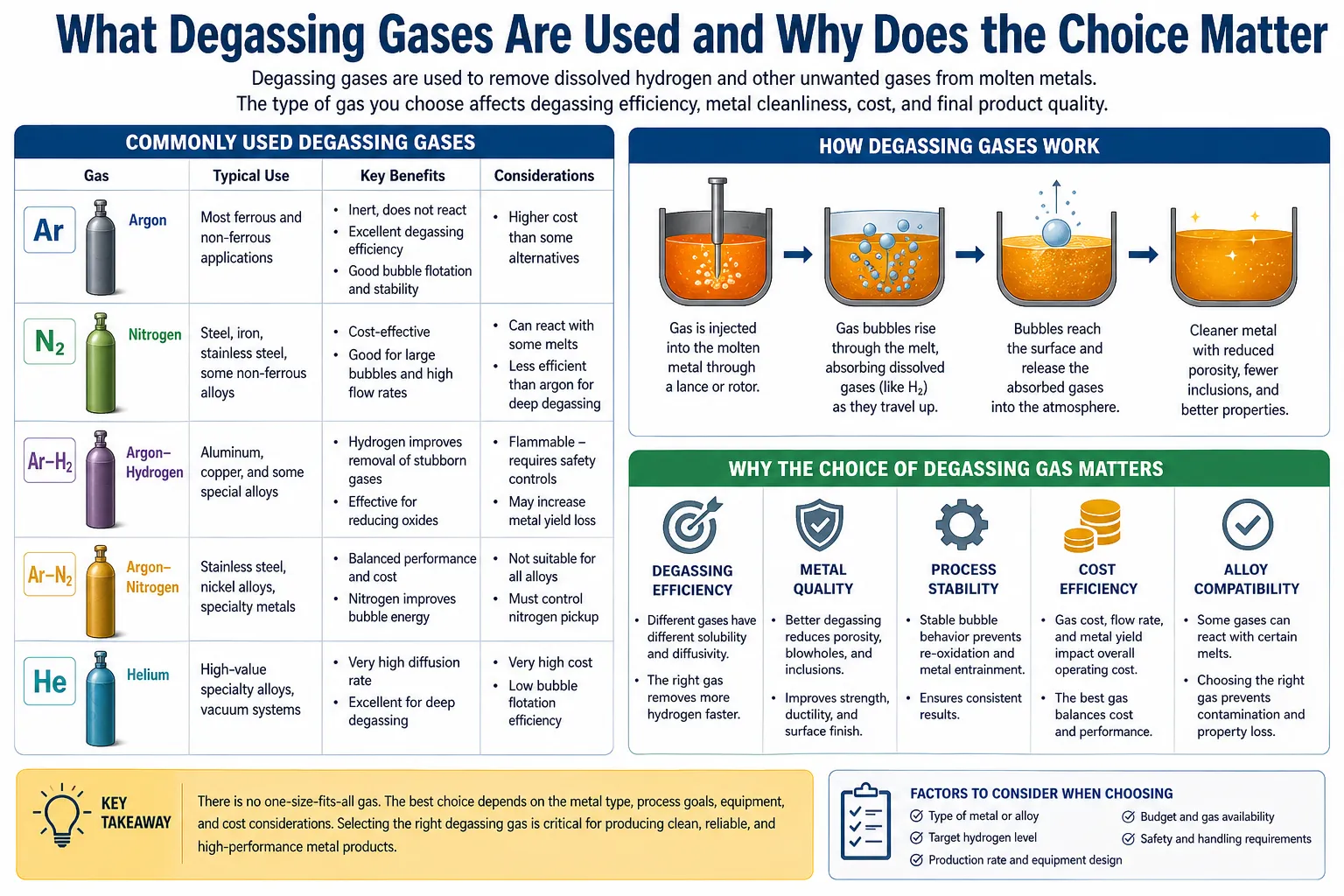
Argon: Das primäre Entgasungsgas
Argon ist das Standard-Entgasungsgas in der modernen Aluminiumproduktion. Es ist bei Schmelztemperaturen chemisch inert gegenüber Aluminium, reagiert nicht mit dem Graphitrotor und erzeugt keine toxischen Nebenprodukte. Argon ist schwerer als Luft, was bedeutet, dass es die Luft über der Schmelzoberfläche verdrängt und eine Schutzschicht bildet, die die Wiederaufnahme von Wasserstoff aus der Umgebungsatmosphäre über dem Behandlungsgefäß reduziert.
Effizienz der Wasserstoffreduktion mit Argon allein: 50-70% in einer Single-Pass-Inline-Einheit; bis zu 80% in optimierten Doppelrotorsystemen. Wasserstoffgehalte von 0,08-0,12 ml/100g Al nach der Behandlung sind typisch, ausgehend von einem Ausgangsgehalt von 0,20-0,30 ml/100g Al.
Stickstoff: Die kosteneffiziente Alternative
Stickstoff erreicht eine ähnliche Entgasungseffizienz wie Argon bei deutlich geringeren Kosten (in der Regel 30-60% der Argonkosten je nach Markt und Liefermethode). Stickstoff ist jedoch mit zwei besonderen technischen Problemen verbunden:
Stickstoffaufnahme in anfälligen Legierungen: Bei Aluminiumschmelztemperaturen und ausreichender Kontaktzeit kann Stickstoff mit bestimmten Legierungselementen unter Bildung von Nitriden reagieren (insbesondere mit Lithium, Magnesium in hohen Konzentrationen und einigen Seltenerdmetallen). Bei den meisten handelsüblichen Aluminiumlegierungen ist die Stickstoffaufnahme vernachlässigbar, aber bei lithiumhaltigen Legierungen (2xxx- und 8xxx-Serien mit Li) und Legierungen mit sehr hohem Mg-Gehalt (>4% Mg) wird Argon bevorzugt.
Sprudelndes Verhalten: Stickstoffblasen weisen eine etwas andere Oberflächenspannung mit der Schmelze auf als Argonblasen, was die Gleichgewichtsblasengröße bei ähnlichen Rotorbedingungen beeinflusst. In der Praxis ist der Unterschied gering.
Die meisten kommerziellen Aluminiumgießereien verwenden Stickstoff für Standardlegierungen und reservieren Argon für Legierungen, bei denen die Stickstoffaufnahme ein Problem darstellt oder bei denen die höchstmögliche Reinheit erforderlich ist.
Chlorzusatz: Der Vorteil der Agglomeration durch Einschluss
Die Zugabe von 2-5%-Chlor (Cl₂) zum Argon- oder Stickstoff-Entgasungsgas bietet neben der reinen Inertgas-Entgasung mehrere zusätzliche Vorteile:
Agglomeration der Einschlüsse: Chlor reagiert mit Aluminium zu AlCl₃-Dampf, der durch die Schmelze aufsteigt und durch Flotation nichtmetallische Einschlüsse (Oxidschichten, Nitride, Karbide) aufnimmt. Die Agglomerate steigen zur Schmelzoberfläche auf, wo sie sich als Abschöpfungsschicht sammeln. Forschungen von Granger bei Pechiney (Light Metals, 1998) haben gezeigt, dass die Zugabe von Chlor die durchschnittliche Größe der Einschlüsse von ca. 8 Mikrometer auf 25 Mikrometer erhöht - eine dreifache Steigerung, die die anschließende Abscheideleistung des Schaumkeramikfilters drastisch verbessert.
Entfernung von Alkali: Chlor reagiert mit gelöstem Natrium und Kalzium (alkalische Verunreinigungen aus Salzschmelzen und Schrottverunreinigungen) und bildet flüchtige Chloridverbindungen, die mit den Gasblasen entweichen. Schon 5-10 ppm Natrium in Aluminiumlegierungen verschlechtern die mechanischen Eigenschaften, und die Chlorentgasung ist die wirksamste Methode zur Entfernung von Alkali.
Verbesserte Wasserstoffentfernung: Die kombinierte mechanische und chemische Wirkung von Chlor-Argon-Gemischen führt in der Regel zu einer Wasserstoffreduzierung von 70-82% im Vergleich zu 50-70% bei Argon allein.
Sicherheit und Umweltbelange: Chlor ist ein giftiges Gas (OSHA PEL 1 ppm, IDLH 10 ppm). Der bei der Behandlung entstehende Aluminiumchloriddampf ist ebenfalls giftig und korrosiv. Anlagen, in denen chlorhaltige Gase verwendet werden, erfordern eine ordnungsgemäße Rauchabsaugung, Gaswarnsysteme und Notfallmaßnahmen. Viele europäische Anlagen sind zu einer reinen Argon-Entgasung übergegangen, um die Risiken bei der Handhabung von Chlor zu beseitigen, wobei sie den Kompromiss bei der Leistung in Kauf nehmen.
Entscheidungsmatrix für die Gasauswahl
| Legierung und Anwendung | Empfohlenes Gas | Chlorzusatz? | Typisches Nachbehandlungs-H₂-Ziel |
|---|---|---|---|
| Standard-Strangpressbarren 6xxx (allgemein) | Stickstoff | Fakultativ (2% Cl₂) | <0,12 ml/100g |
| 6xxx Automobil-Strukturknüppel | Argon | Empfohlen (2-3% Cl₂) | <0,10 ml/100g |
| EG-Stange (1350) | Argon | Empfohlen (2-3% Cl₂) | <0,10 ml/100g |
| Luft- und Raumfahrt 7xxx Knüppel | Argon | Empfohlen (3-5% Cl₂) | <0,08 ml/100g |
| 5xxx Hoch-Mg-Legierungen | Argon | Optional | <0,12 ml/100g |
| A356-Radguss | Stickstoff oder Argon | Optional | <0,10 ml/100g |
| Hochreines 1xxx (>99,99%) | Argon (5N-Reinheit) | Nein | <0,06 ml/100g |
| 2xxx mit Li-Anteil | Nur Argon | Nein (Cl₂ greift Li an) | <0,08 ml/100g |
Wie misst man die Effektivität der Entgasung in der Produktion?
Ohne Messung ist die Entgasung reine Spekulation. Es gibt mehrere Messmethoden, die sich in Bezug auf Kosten, Genauigkeit und Eignung für Produktions- und Forschungsanwendungen unterscheiden.
Prüfung mit reduziertem Druck (RPT)
Das RPT ist das am weitesten verbreitete Produktionsmessverfahren zur Beurteilung der Qualität von Wasserstoffschmelzen. Eine kleine Metallprobe (typischerweise 100-150 g) wird unter reduziertem Druck (80-100 mbar absolut, erzeugt durch eine Vakuumpumpe) erstarrt. Der reduzierte Umgebungsdruck senkt den Schwellenwert, bei dem sich gelöster Wasserstoff in Form von Gasblasen bildet, wodurch sich die Porosität im Verhältnis zum Wasserstoffgehalt erhöht.
Die Dichte der RPT-Probe (gemessen durch Wasserverdrängung) wird mit einer bei Atmosphärendruck verfestigten Referenzprobe verglichen. Das Dichteverhältnis (oder der abgeleitete Porositätsindex) liefert ein halbquantitatives Maß für den Wasserstoffgehalt der Schmelze.
Vorteile: Schnell (Ergebnisse in 15-20 Minuten), kostengünstig, korreliert gut mit den tatsächlichen Trends der Gussporosität, erfordert minimale Ausrüstung.
Beschränkungen: Liefert einen relativen Qualitätsindikator anstelle einer absoluten Wasserstoffmessung; reagiert empfindlich auf die Schmelztemperatur, die Probenahmetechnik und den Bifilmgehalt sowie auf Wasserstoff; das RPT-Ergebnis spiegelt sowohl den Wasserstoff- als auch den Bifilmgehalt gleichzeitig wider.
Auslegung: Ein Dichteverhältnis von über 0,95 (oder ein Porositätsindex von unter 1,5 auf einer Skala von 0 bis 10) bedeutet für die meisten Anwendungen eine akzeptable Schmelzqualität. Werte unter 0,90 weisen auf ein erhebliches wasserstoffbedingtes Porositätsrisiko hin.
Telegas (Wasserstoffsonde)
Das Telegas-System (und gleichwertige Produkte: Alscan von ABB, Hydris von Heraeus) misst gelösten Wasserstoff direkt, indem es ein elektrochemisches Gleichgewicht zwischen der Schmelze und einer wasserstoffdurchlässigen Membransonde herstellt. Der Wasserstoff diffundiert durch die Membran, bis der Wasserstoffpartialdruck in der Detektorkammer gleich der Aktivität des gelösten Wasserstoffs in der Schmelze ist, was eine direkte quantitative Messung ermöglicht.
Messbereich: 0,01-0,50 ml/100g Al
Messzeit: 5-15 Minuten pro Messung
Genauigkeit: ±0,01-0,02 ml/100g Al unter kontrollierten Bedingungen
Vorteile: Ermöglicht die Messung des absoluten Wasserstoffgehalts anstelle eines relativen Index; ermöglicht den direkten Vergleich mit den Spezifikationsgrenzen; kann die Veränderung des Wasserstoffgehalts während einer Entgasungsbehandlung verfolgen, um die Effizienz zu überprüfen.
Beschränkungen: Höhere Gerätekosten; erfordert sorgfältige Sondenkalibrierung und -wartung; die Reaktionszeit der Sonde schränkt Echtzeit-Prozesssteuerungsanwendungen ein.
CHAPEL (Kontinuierliche Wasserstoffanalyse durch Druckgleichgewicht in Flüssigkeiten)
Eine weiterentwickelte Version des Telegas-Prinzips, die für die kontinuierliche Inline-Wasserstoffüberwachung anstelle von Chargenproben konzipiert ist. Die Sonde ist fest im Metallströmungsweg installiert und liefert kontinuierliche Wasserstoffmesswerte mit Ansprechzeiten von etwa 30-60 Sekunden.
Veröffentlichte Daten von Pedersen et al. (Light Metals, 2008) zeigten, dass die kontinuierliche Überwachung auf Basis von CHAPEL eine Optimierung des Entgasungssystems ermöglichte, die den durchschnittlichen Wasserstoffgehalt nach der Entgasung von 0,12 ml/100 g Al auf 0,08 ml/100 g Al reduzierte und gleichzeitig den Argonverbrauch um 15% senkte, da die Rotordrehzahl und der Gasdurchsatz in Echtzeit an den tatsächlichen Wasserstoffgehalt angepasst werden konnten und nicht an feste Betriebsparameter.
PoDFA (Poröser Scheibenfiltrationsapparat)
PoDFA misst nicht direkt den Wasserstoff, sondern quantifiziert den Gehalt an Einschlüssen - Oxidfilme, Nitride und andere nichtmetallische Partikel - in der Schmelze. Da es sich bei vielen wasserstoffbedingten Porositätsereignissen tatsächlich um Bifilm-Keime handelt (wie in unserem Artikel über Wasserstoff in Keramikschaumfiltern beschrieben), ergänzen PoDFA-Daten die Wasserstoffmessungen, um ein vollständiges Bild der Schmelzequalität zu erhalten.
Messung: Eine bekannte Menge Metall (in der Regel 1-3 kg) wird unter Standardbedingungen durch eine feine Keramikscheibe gefiltert. Der Filter wird im Querschnitt untersucht und die Fläche der zurückgehaltenen Einschlüsse durch Punktzählung unter einem Mikroskop gemessen.
Ergebniseinheiten: mm²/kg (Einschlussfläche pro Gewichtseinheit Metall)
Typische Zielwerte: <0,10 mm²/kg für allgemeinen Guss; <0,05 mm²/kg für hochwertige Automobilanwendungen; <0,02 mm²/kg für Luft- und Raumfahrtanwendungen.
Zusammenfassung des Protokolls zur Produktionsmessung
| Messverfahren | H₂ Messung | Einschluss Messung | Häufigkeit in der Produktion | Kosten |
|---|---|---|---|---|
| Test mit reduziertem Druck | Indirekt (Index) | Nein | Jede Ofenladung | Sehr niedrig |
| Telegas/Alscan-Sonde | Direkt, quantitativ | Nein | Regelmäßig (pro Schicht oder Gebühr) | Mäßig |
| KAPELLE durchgehend | Direkt, kontinuierlich | Nein | Kontinuierlich | Hoch (Kapital) |
| PoDFA | Nein | Direkt, quantitativ | Wöchentlich bis monatlich | Mäßig-hoch |
| LiMCA | Nein | Kontinuierlich und in Echtzeit | Kontinuierlich | Hoch |
| Kombinierte RPT + PoDFA | Indirekt | Direkt | Regelmäßige Prüfung | Mäßig |
Inline- vs. In-Ofen-Entgasung: Welches System passt zu Ihrem Betrieb?
Dies ist eine der häufigsten Fragen, die wir bei AdTech zur Auswahl von Anlagen erhalten, und die Antwort hängt eher von der Art der Produktion, dem Metalldurchsatz und den Qualitätsanforderungen ab als von einer universellen Präferenz.
Inline-Entgasung: Das Beste für Stranggussverfahren
Inline-Entgasungsanlagen verarbeiten Metall kontinuierlich, während es vom Ofen zur Form fließt. Das Metall durchläuft den Behandlungsbehälter in einem einzigen Durchgang und wird dabei entgast. Die Behandlungszeit beträgt in der Regel 30-120 Sekunden, je nach Behältervolumen und Metalldurchsatz.
Am besten geeignet für:
- Stranggussverfahren (Knüppel, Brammen, Walzdraht, Band)
- Operationen mit gleichbleibenden Metalldurchsätzen
- Großserienproduktion, bei der die Konsistenz der Behandlung und die Automatisierung im Vordergrund stehen
- Anwendungen, bei denen Nachbehandlungswasserstoff minimiert werden muss (EC-Qualität, Luft- und Raumfahrt)
Effizienztreiber in Inline-Systemen:
Die Anzahl der Transfereinheiten (NTU) ist der wichtigste Effizienzparameter für die Inline-Entgasung und wird durch das Verhältnis der Wasserstoffentfernungsrate zur Metalldurchflussrate und der Gleichgewichts-Wasserstoffkonzentration definiert. Veröffentlichte Beziehungen (von Johansen, Engh und Rasch in Light Metals, 1998) zeigen, dass NTU mit skaliert:
NTU = k_L × a × V_Gefäß / Q_Metall
Dabei ist k_L der Stoffübergangskoeffizient der flüssigen Phase, a die spezifische Blasenoberfläche (m²/m³), V_vessel das Behältervolumen und Q_metal der Metallvolumenstrom. Eine größere Blasenoberfläche (aufgrund kleinerer Blasen und höherer Rotordrehzahl), ein größeres Gefäß und ein geringerer Metalldurchsatz erhöhen die NTU und damit die Effizienz der Wasserstoffentfernung.
Ofeninterne Entgasung: Besser geeignet für Batch- und Gießereibetriebe
Bei der Ofenentgasung wird ein tragbares oder halbfestes Rotationsgerät in den Warmhalte- oder Schmelzofen eingesetzt. Das Metall wird als Charge behandelt, wobei der Rotor 15-30 Minuten lang im statischen Metallvolumen arbeitet, bevor der Rotor entfernt und der Ofen abgestochen wird.
Am besten geeignet für:
- Seriengießereien (Gussteile für die Automobilindustrie, Schmiedeteile für die Luft- und Raumfahrt)
- Vorgänge mit unregelmäßiger Anzapfung (alle paar Stunden statt kontinuierlich)
- Betrieb mehrerer Öfen, bei dem eine Entgasungseinheit mehrere Öfen bedient
- Betriebe mit geringerem Volumen, bei denen sich die Investitionskosten für eine Inline-Einheit nicht rechtfertigen lassen
Die wichtigste Einschränkung der Ofenentgasung: Nach der Behandlung und vor dem Abstich verbleibt das behandelte Metall im Ofen, wo es nach und nach wieder Wasserstoff aus der Ofenatmosphäre aufnimmt. Die Wiederaufnahmerate hängt von der Feuchtigkeit der Ofenatmosphäre, der Metalloberfläche und der Sauberkeit des Feuerfestmaterials ab. In einem gut gewarteten Ofen mit niedriger Luftfeuchtigkeit werden in einer Stunde möglicherweise nur 0,01-0,02 ml/100g Al reabsorbiert. Ein schlecht gewarteter Ofen mit feuchtem Feuerfestmaterial könnte im gleichen Zeitraum 0,05-0,08 ml/100 g Al wieder aufnehmen.
In Betrieben, in denen diese Re-Absorption nicht akzeptabel ist, kann eine Inline-Einheit am Übergang vom Ofenabstich zur Form die Re-Absorptionszeit vollständig eliminieren.
Vergleichstabelle: Inline- vs. In-Face-Entgasung
| Faktor | Inline-Entgasung | In-Ofen-Entgasung |
|---|---|---|
| Kompatibilität des Metallflusses | Kontinuierlich, gleichmäßig | Stapel |
| H₂-Reduktion (typisch) | 55-80% | 45-65% |
| Nach der Behandlung H₂-Rückresorption | Minimal (Metall fließt sofort in die Form) | Signifikant (abhängig von der Haltezeit) |
| Kapitalkosten | Mäßig-hoch | Gering-Mäßig |
| Betriebskosten | Niedrig | Niedrig |
| Konsistenz der Behandlung | Hoch (automatische Kontrolle) | Variabel (bedienerabhängig) |
| Platzbedarf | Mäßig (in der Waschstraße) | Minimal (tragbare Einheit) |
| Geeignet für mehrere Öfen | Nein (in einer Zeile festgelegt) | Ja (tragbare Einheit für mehrere Öfen) |
| Integration mit Filtration | Natürlich (nachgeschalteter Filter) | Weniger direkt |
| Chlorgas-Sicherheit | Verwaltet in geschlossener Wäscherei | Anspruchsvoller im offenen Ofen |
Wie interagieren Entgasungsanlagen mit Filtrationssystemen?
Die Wechselwirkung zwischen Entgasungsanlagen und keramischer Schaumstofffiltration ist eine Frage der Systemauslegung mit erheblichen Auswirkungen sowohl auf die Auslegung der Anlagen als auch auf die erzielbaren Qualitätsergebnisse.
Die korrekte Prozessabfolge und ihre Begründung
Die bewährte Reihenfolge in jeder Aluminium-Gießerei ist:
Warmhalteofen → Transfer → Inline-Entgasungseinheit → Keramischer Schaumstofffilter → Gießerei-Station
Diese Reihenfolge ist nicht willkürlich - sie spiegelt die physikalische Realität dessen wider, was jedes System mit dem Metall macht und welche Probleme jedes System verursacht, die das andere bewältigen muss.
Warum die Filtration nach der Entgasung erfolgen muss (und nicht davor):
Bei der Rotationsentgasung mit Inertgasblasen wird die Schmelzeoberfläche stark aufgewühlt. Durch diese Bewegung entstehen neue Oxidschichten - die Oberflächenturbulenz faltet die Oxidschicht der Schmelzeoberfläche während der Behandlungszeit von 30-120 Sekunden immer wieder auf sich selbst um. Diese durch die Entgasung erzeugten Oxid-Bifilme werden dann mit dem Metall stromabwärts transportiert. Wenn die Filtration vor der Entgasung erfolgt, umgehen diese frischen Bifilme den Filter vollständig und gelangen in den Formhohlraum.
Veröffentlichte Daten von Granger (Light Metals, 1998) zeigten, dass die Inline-Entgasung mit Argon allein die Anzahl der PoDFA-Einschlüsse im Auslaufmetall um etwa 20-35% im Vergleich zum Ofenmetall erhöhte - was bedeutet, dass die Entgasung mehr Einschlüsse erzeugte als im Ofenmetall vorhanden waren. Bei Zugabe von Chlor ergab dieselbe Studie eine Nettoverringerung des Einschlussgehalts im Ausfluss im Vergleich zum Ofenmetall um 60-75%, da der Agglomerationseffekt des Chlors gegenüber den durch die Turbulenz erzeugten Einschlüssen dominierte.
Der Filter fängt Nebenprodukte der Entgasung auf:
Ein Schaumkeramikfilter, der der Entgasungseinheit nachgeschaltet ist, fängt die bei der Entgasungsbehandlung entstehenden Oxideinschlüsse auf, einschließlich der Salzpartikel aus den Flussmittelzusätzen und etwaiger Nebenprodukte der Chlor-Aluminium-Reaktionen. Ohne den nachgeschalteten Filter würden diese Entgasungsnebenprodukte den Formhohlraum erreichen und Defekte verursachen.
Das kombinierte System erreicht, was keine der beiden Komponenten allein kann:
Wie in unserem Artikel über keramische Schaumstofffilter dokumentiert, wird durch die Kombination von Entgasung (Reduzierung des gelösten Wasserstoffs) und Filtration (Entfernung von Bifilm-Keimbildungsstellen) ein Porositätsniveau erreicht, das keines der beiden Systeme allein erreicht. Tiryakioğlu et al. (Materials Science and Engineering A, 2009) zeigten, dass das kombinierte System einen Porositätsindex von 1,4 im Vergleich zu 4,1 für die Entgasung allein und 5,8 für die Filtration allein erreicht - dramatisch besser als die Summe der Effekte der einzelnen Komponenten.
Real-World Fallstudie: Upgrade des Entgasungssystems in einem Aluminium-Knüppelwerk, Indien, 2023
Hintergrund: Eine Anlage zum Gießen von 6063-Aluminiumknüppeln in Pune, Maharashtra, Indien
Profil des Unternehmens: Eine mittelgroße Gießerei für Aluminiumknüppel im Industriegebiet von Pune, die Knüppel aus der Legierung 6063 für architektonische Strangpressanwendungen herstellt. Das Werk betrieb zwei Gießanlagen mit direkter Kühlung (DC) mit einer monatlichen Gesamtproduktionskapazität von etwa 1.200 Tonnen 6063-Barren mit Durchmessern von 152 mm und 178 mm. Hauptabnehmer waren Strangpressunternehmen, die architektonische Fenster- und Türprofile für den heimischen indischen Baumarkt und für den Export in den Nahen Osten herstellen.
Der Schmerzpunkt des Kunden (Januar bis September 2023): Die Anlage verzeichnete einen anhaltenden Anstieg der Rissraten an der Knüppeloberfläche und der Porositätsausfälle bei der Extrusion in den Kundenanlagen. Die von den Kunden gemeldete Rückweisungsrate bei der Extrusion stieg von einem Ausgangswert von etwa 1,2% auf 4,8% innerhalb von neun Monaten. Bei den Defekten handelte es sich überwiegend um kleine Blasen und raue Oberflächenbereiche, die nach dem Eloxieren auf der Außenfläche des stranggepressten Profils auftraten - eine Art von Defekt, der mit einer unterirdischen Porosität im Knüppel zusammenhängt, die sich beim Strangpressen öffnet.
Die Anlage verwendete ein statisches Lanzenentgasungssystem (keine Rotationsanlage), bei dem Stickstoffgas vor dem Abstich durch eine feststehende Lanze im Warmhalteofen geblasen wurde. Zwischen dem Ofen und der Gießstation war keine Inline-Entgasungseinheit installiert. Bei der einstufigen keramischen Schaumstofffiltration wurden 30 ppi-Filter in einem einfachen Filterkasten an der Gießstation verwendet.
Der Qualitätsmanager des Werks hatte sechs Monate zuvor versucht, das Problem zu lösen, indem er den PPI-Wert der Filter von 20 auf 30 ppi erhöht hatte, ohne dass sich die Rückweisungsraten messbar verbessert hätten - ein richtiger Hinweis darauf, dass die Filtration nicht die Ursache war.
Untersuchung der Grundursachen (Oktober 2023): AdTech wurde mit der Durchführung eines umfassenden Audits der Schmelzequalität beider Gusslinien beauftragt.
Wasserstoffmessungen: Mit einer gemieteten Alscan-Sonde haben wir den gelösten Wasserstoff an drei Punkten gemessen: im Warmhalteofen unmittelbar nach der Behandlung mit der statischen Lanze, in der Rinne 10 Meter vom Ofenabzug entfernt und am Einlass der Filterbox. Ergebnisse:
- Wasserstoff nach der Behandlung mit der Statiklanze (im Ofen): 0,22 ml/100g Al im Durchschnitt (Bereich 0,18-0,28 über mehrere Messungen)
- Zielwert für 6063-Strangpressbolzen: <0,12 ml/100g Al
Das statische Lanzensystem erreichte nur eine Wasserstoffreduzierung von 25-30% bei einem anfänglichen Ofenniveau von ca. 0,28-0,32 ml/100g Al - deutlich weniger als die 50-70%, die mit rotierenden Geräten erreicht werden können. Die statische Lanze erzeugte große Blasen (geschätzte 10-25 mm Durchmesser nach visueller Beobachtung während einer Behandlung) mit minimaler Oberfläche für den Stoffaustausch.
Wasserstoff-Rückresorption in der Rinne: Die Messung am Einlass des Filterkastens ergab einen Wasserstoffgehalt von 0,24-0,26 ml/100 g Al - im Wesentlichen keine Verbesserung gegenüber dem Durchgang durch die Rinne und bei einigen Messungen etwas höher als bei der Messung im Nachbehandlungsofen, was auf eine aktive Wiederaufnahme von Wasserstoff während des Durchgangs durch die Rinne hindeutet. Die Rinne war nicht überdacht und ungeschützt vor der Werkstattatmosphäre und wurde in einer Anlage mit einer gemessenen relativen Luftfeuchtigkeit von 68-82% betrieben (die aufgrund der Kühlwassersysteme in der Anlage erhöht war).
RPT-Bewertung: RPT-Tests an Proben, die am Werkzeug entnommen wurden, ergaben einen Porositätsindex von durchschnittlich 7,8 - ein Hinweis auf ein stark erhöhtes Porositätsrisiko, das weit über dem für 6063-Strangpressbolzen empfohlenen Grenzwert von 3,0 liegt.
Metallographische Analyse von Knüppeln: Die Querschnitte aus dem zurückgewiesenen Knüppel bestätigten eine überwiegend kugelförmige Gasporosität (die eher auf eine wasserstoffgetriebene als auf eine bifilmdominierte Porosität hindeutet) im Größenbereich von 0,3-1,8 mm Durchmesser, die sich in der unterirdischen Zone des Knüppels konzentriert.
Die Lösung von AdTech - entworfen im Oktober 2023, umgesetzt im Januar 2024:
Komponente 1 - AdTech SHFD-200 Inline-Drehentgasungsanlage: Einbau einer Einrotor-Inline-Entgasungseinheit in die bestehende Rinne zwischen dem Abzug des Warmhalteofens und dem Filterkasten. Spezifikationen der Einheit: Rotordurchmesser 200 mm, Betriebsdrehzahl 400 U/min, Stickstoffdurchsatz 1,5 Nm³/Stunde mit der Möglichkeit einer optionalen Argon-Stickstoff-Mischung. Die Anlage wurde für die Behandlung von Metall mit dem maximalen Gießdurchsatz der Anlage von 22 kg/min (pro Linie) ausgelegt, wobei das Volumen des Behandlungsbehälters eine Verweilzeit von etwa 45 Sekunden ermöglicht.
Komponente 2 - Dachrinnenüberdachung und Kontrolle der Atmosphäre: Ein einfaches, mit feuerfesten Fasern bedecktes Rinnendach wurde über der gesamten Rinnenstrecke vom Ofenabstich bis zum Filterkasten installiert, um die Feuchtigkeit der Rinnenatmosphäre zu reduzieren. Eine Stickstoffspülung mit 5 l/min wurde hinzugefügt, um die Rinnenatmosphäre bei über 95% Stickstoff pro Volumen zu halten, wodurch die Wiederaufnahme von Wasserstoff während des Rinnendurchgangs im Wesentlichen vermieden wird.
Komponente 3 - Aufrüstung des Filterkastens: Der vorhandene einstufige 30 ppi-Filter wurde durch den phosphatfreien 40 ppi-Aluminiumoxid-Keramikschaumfilter von AdTech mit einem größeren Filterkasten (9″ × 9″ gegenüber dem vorhandenen 7″ × 7″) aufgerüstet, um eine angemessene Durchflusskapazität bei der feineren PPI-Einstufung sicherzustellen.
Komponente 4 - Online-Überwachungsprotokoll: AdTech stellte ein RPT-Kit zur Verfügung und schulte das Qualitätspersonal des Werks, damit es bei jeder Ofenbeschickung (alle 2-3 Stunden pro Gießlinie) RPT-Messungen durchführt und so ein Produktionsüberwachungsprotokoll einführt, das es zuvor in der Anlage nicht gab.
Ergebnisse - gemessen von April bis Juni 2024 (drei Monate nach der vollständigen Umsetzung, beide Casting-Linien):
- Wasserstoff nach der Inline-Entgasung: 0,08-0,11 ml/100g Al im Durchschnitt (gegenüber 0,22-0,26 ml/100g Al zuvor)
- Effizienz der Wasserstoffreduzierung der Inline-Einheit: 62-68% - entspricht den Erwartungen für eine Einrotoranlage
- Wiederabsorption der Rinne bei Kontrolle der Atmosphäre: <0,005 ml/100g Al (praktisch Null)
- RPT-Porositätsindex: Durchschnittlich 1,8 (gegenüber vorher 7,8) - deutlich unter dem Zielwert von 3,0
- Vom Kunden gemeldete Rückweisung von Extrusionsoberflächenfehlern: 0,8% (gegenüber einem Spitzenwert von 4,8% und einem historischen Ausgangswert von 1,2%)
- UT-Porositätsindikatoren für Knüppel (stichprobenartig durch Ultraschallprüfung geprüft): um 89% reduziert im Vergleich zur Probenahme vor der Installation
- Argon vs. Stickstoff: Nach drei Monaten reinen Stickstoffbetriebs entschied sich das Werk, Linie 1 für Aufträge mit höherer Spezifikation auf ein Argon-Stickstoff-Gemisch (10% Ar) umzustellen und Stickstoff auf Linie 2 für Standardqualitäten beizubehalten - eine Entscheidung zur Kostenoptimierung, die AdTech mit Übergangsdaten unterstützte
Kostenanalyse:
- Jährliche Kosten für vom Kunden gemeldete Reklamationen (erneute Extrusion, Ersatzknüppel, Logistik): Reduzierung von ca. 8,2 Mio. INR auf 1,7 Mio. INR pro Jahr - eine Einsparung von 6,5 Mio. INR jährlich
- Installationskosten des AdTech SHFD-200-Systems: ca. 4,8 Millionen INR
- Einfache Amortisationszeit: etwa 9 Monate nach Abschluss der Installation
- Zusätzlicher Vorteil: Die Ergebnisse der Kundenqualitätsaudits verbesserten sich ausreichend, um das Werk für einen neuen Liefervertrag mit einem erstklassigen VAE-Extrusionskunden zu qualifizieren, der zuvor aufgrund von Qualitätsproblemen abgelehnt worden war.
Auswahl von Entgasungsanlagen, Wartung und häufige Fehlerarten
Auswahl der richtigen Entgasungsanlage
Wichtige Parameter, die vor der Auswahl eines Entgasungssystems festgelegt werden müssen:
Durchflussmenge Metall: Der erforderliche Durchsatz in kg/min bestimmt das Mindestvolumen des Behälters, die Rotorgröße und den erforderlichen Gasfluss. Unterdimensionierte Systeme können die angestrebte Wasserstoffreduktion bei der erforderlichen Produktionsrate nicht erreichen.
Ursprünglicher Wasserstoffgehalt: Betriebe mit sehr hohem Ausgangswasserstoffgehalt (>0,30 ml/100g Al aus starkem Schrotteinsatz) benötigen eine höhere Behandlungsintensität - entweder eine längere Behandlungszeit, eine Doppelrotorkonfiguration oder eine Chlorzugabe.
Zielwert für den Wasserstoff nach der Behandlung: EC-Qualität und Anwendungen in der Luft- und Raumfahrt erfordern weniger als 0,08-0,10 ml/100g Al; bei Standard-Extrusionsblöcken werden normalerweise 0,10-0,12 ml/100g Al angestrebt. Der erforderliche Abscheidegrad hängt von der Rotordrehzahl, dem Gasfluss und der Systemkonfiguration ab.
Kompatibilität der Legierungen: Chlorempfindliche Legierungen (Li-haltig) schränken die Gasauswahl ein. Legierungen mit hohem Mg-Gehalt erfordern möglicherweise Argon statt Stickstoff.
Wartung von Rotor und Welle
Der Graphitrotor und die Welle sind Verschleißteile, die regelmäßig überprüft und ausgetauscht werden müssen. Wir bei AdTech empfehlen das folgende Inspektionsprotokoll:
| Gegenstand der Inspektion | Frequenz | Aktion Schwellenwert |
|---|---|---|
| Sichtprüfung des Rotors | Jeder Behandlungszyklus | Auswechseln, wenn der Durchmesser gegenüber dem Neuzustand um mehr als 15% reduziert wurde |
| Sichtprüfung der Welle | Alle 5 Zyklen | Auswechseln, wenn Oberflächenrisse sichtbar sind oder die Länge reduziert ist |
| Messung des Rotorgewichts | Alle 10 Zyklen | Ersetzen, wenn das Gewicht gegenüber dem Neuzustand um mehr als 20% reduziert wurde |
| Überprüfung des Gasflusses | Jeder Zyklus | Untersuchen, ob der Durchfluss >10% vom Sollwert abweicht |
| Drehdurchführung mit Dichtung | Monatlich | Auswechseln, wenn ein Gasaustritt festgestellt wird |
| Stromaufnahme des Antriebsmotors | Wöchentlich | Untersuchen Sie, ob der Strom >15% über den Ausgangswert steigt. |
Häufige Fehlermodi und diagnostische Anzeichen
Störung 1 - Rotorverschleiß: Durch die allmähliche Erosion des Rotors durch die Aluminiumschmelze und den chemischen Angriff des Chlors nimmt die Blasengröße progressiv zu. Diagnose: Steigender Nachbehandlungswasserstoff bei konstanten Betriebsbedingungen. Lösung: Austausch des Rotors gemäß Wartungsplan.
Versagen 2 - Wellenbruch: Graphitschaft bricht beim Eintauchen oder Drehen. Diagnose: sofortiger Verlust des Gasflusses und der Rotation; Wellenfragmente können in der Krätze sichtbar sein. Vorbeugung: kontrolliertes Eintauchen (die Welle darf nicht gegen die Gefäßwand geschlagen werden); Überprüfung der richtigen Wellensorte für die Temperatur.
Störung 3 - Blockierung des Gasflusses: Rotoröffnungen durch verfestigtes Aluminium oder angesammelte Einschlüsse blockiert. Diagnose: Erhöhen des Gasleitungsdrucks am Rotor bei konstantem Durchsatz; verminderte Blasenbildung in der Schmelze beobachten. Lösung: Rotor ausbauen und Öffnungen reinigen; oder bei starker Verstopfung Rotor austauschen.
Versagen 4 - Gefäßrefraktärität: Die Schmelze durchdringt die feuerfeste Auskleidung des Behandlungsgefäßes. Diagnose: Steigender Temperaturverlust des Metalls im gesamten Gefäß; sichtbare Risse oder Abplatzungen in der feuerfesten Auskleidung. Vorbeugung: regelmäßige Überprüfung der feuerfesten Auskleidung; Einhaltung der empfohlenen Vorwärmverfahren; Vermeidung von Temperaturschwankungen.
Fehler 5 - Ausfall der Drehdurchführung: Die Gasverbindung zwischen der stationären Gasversorgung und der rotierenden Welle ist defekt und es tritt Gas aus. Diagnose: verminderter Gasfluss zum Rotor; sichtbare Gasblasenbildung an der Drehdurchführung. Lösung: Dichtung der Drehdurchführung austauschen.
Häufig gestellte Fragen zu Aluminium-Entgasungsanlagen
1: Wozu dient das Entgasen von Aluminium, und was passiert ohne es?
Durch das Entgasen von Aluminium wird gelöster Wasserstoff entfernt, der sonst Gasporosität in erstarrten Gussstücken verursachen würde. Ohne Entgasung kann der in der Schmelze gelöste Wasserstoff - der in schlecht geführten Betrieben 0,20-0,40 ml/100 g Al erreichen kann - während des 20-fachen Rückgangs der Wasserstofflöslichkeit bei der Erstarrung nicht entweichen. Der Wasserstoff keimt als Gasblasen im erstarrenden Metall und bildet im gesamten Gussstück kugelförmige Poren mit einem Durchmesser von 0,1-2 mm. Diese Poren verursachen Druckdichtigkeitsfehler in Hydraulikkomponenten, Drahtbrüche beim Stangenziehen, Blasenbildung an der Oberfläche während der T6-Wärmebehandlung sowie eine Verringerung der Ermüdungslebensdauer und der Dehnung bei Konstruktionsgussteilen. Ohne Entgasungsbehandlung weisen die meisten Aluminiumlegierungen, die unter Standardbedingungen gegossen werden, einen Porositätsgrad auf, der die Abnahmekriterien der Automobil-, Luft- und Raumfahrt- sowie der elektrischen Leiterspezifikationen nicht erfüllen würde. Selbst Betriebe, die schrottlastige Chargen verwenden, die besonders hohe Wasserstoffgehalte erzeugen, können mit einer richtig konzipierten und gewarteten Entgasungsanlage eine angemessene Schmelzqualität erreichen.
2: Wie lange dauert die Entgasung von Aluminium mit einer Rotationsanlage?
Bei der Inline-Rotationsentgasung wird das Metall in der Regel in einer Verweilzeit von 30-120 Sekunden behandelt. Die Batch-Entgasung im Ofen erfordert 15-30 Minuten pro Ofencharge. Die Behandlungszeit in einer Inline-Einheit wird durch das Behältervolumen geteilt durch den Metallvolumenstrom bestimmt - ein größerer Behälter oder ein langsamerer Metallstrom führt zu einer längeren Behandlungszeit und damit zu einer besseren Wasserstoffentfernung. Bei einer Standard-Inline-Einzelrotoranlage, die eine 6063-Legierung mit 20 kg/min behandelt, ergibt ein Behältervolumen von etwa 60-80 Litern eine Verweilzeit von 45-60 Sekunden, wodurch eine Wasserstoffreduktion von 55-70% erreicht wird. Eine Verdopplung des Behältervolumens (120-160 Liter) bei gleicher Durchflussrate ergibt 90-120 Sekunden und erzielt eine Reduktion von 70-80%. Die Entgasung im Ofen ist langsamer, da das Chargenvolumen groß und die Wasserstoffentfernungsrate pro Einheit des Schmelzvolumens geringer ist - der Rotor behandelt nur das Metall in seiner unmittelbaren Umgebung effizient, so dass Zirkulationsmuster erforderlich sind, um die Behandlung über das gesamte Ofeneinsatzvolumen zu verteilen.
3: Was ist der Unterschied zwischen Argon und Stickstoff bei der Entgasung von Aluminium?
Argon und Stickstoff erreichen bei den meisten Aluminiumlegierungen eine ähnliche Entgasungseffizienz, wobei Stickstoff in der Regel 30-60% weniger kostet. Der Hauptunterschied ist die chemische Reaktivität. Argon ist völlig inert und das bevorzugte Gas für lithiumhaltige Legierungen (2xxx mit Li, 8xxx mit Li) und sehr hochmagnesiumhaltige Legierungen (>4% Mg), bei denen Stickstoff unerwünschte Nitride bilden könnte. Stickstoff ist für handelsübliche Legierungen akzeptabel, darunter 6xxx-Extrusionslegierungen, 3xxx-Dosenmaterial, die meisten 5xxx-Legierungen (Mg <4%) und A356/A380-Gusslegierungen. Für die meisten Verfahren ist Stickstoff aufgrund seines Kostenvorteils bei gleicher Leistung die erste Wahl, während Argon für empfindliche Legierungen reserviert ist. Beide Gase erreichen eine Wasserstoffreduzierung von 50-70% in einer Inline-Einheit mit einem Durchgang. Keines der beiden Gase sollte unterhalb einer Reinheit von 99,99% verwendet werden, um die Einbringung von Feuchtigkeit zu vermeiden, die dem Entgasungseffekt entgegenwirkt.
4: Wie können Sie feststellen, ob Ihre Entgasungsanlage richtig funktioniert?
Die zuverlässigste Methode zur Überprüfung der Produktion ist die Prüfung des reduzierten Drucks (RPT), die bei jeder Ofenbeschickung durchgeführt wird, in Kombination mit regelmäßigen Wasserstoffsondenmessungen. Ein ordnungsgemäß funktionierendes Entgasungssystem liefert konstante RPT-Ergebnisse unterhalb der Spezifikationsschwelle (typischerweise Porositätsindex unter 2,0 für Premiumanwendungen, unter 3,0 für Standardqualität). Steigende RPT-Werte bei konstanten Betriebsbedingungen deuten auf eine nachlassende Entgasungseffektivität hin - oft verursacht durch Rotorverschleiß, Verringerung des Gasflusses oder zunehmenden Ausgangs-Wasserstoff durch Prozessänderungen. Telegas- oder Alscan-Sondenmessungen ermöglichen eine direkte Quantifizierung des Wasserstoffs und die Berechnung der tatsächlichen Entgasungseffizienz. Fällt der gemessene Abscheidegrad unter 40% (von erwarteten 55-70%) bei gleichen Betriebsbedingungen, sollten der Zustand des Rotors, die Überprüfung des Gasdurchsatzes und die Unversehrtheit der Behälterauskleidung untersucht werden. Ein regelmäßiger Abgleich zwischen RPT-Ergebnissen und direkten Wasserstoffmessungen stellt die RPT-Wasserstoff-Korrelation für Ihre spezifische Legierung und Betriebsbedingungen her und macht das kostengünstigere RPT zu einem zuverlässigen Routineüberwachungsinstrument.
5: Kann die Entgasung neben Wasserstoff auch Einschlüsse aus Aluminium entfernen?
Entgasungsanlagen entfernen einige Einschlüsse als Nebeneffekt, aber für eine wirksame Kontrolle der Einschlüsse ist eine Schaumkeramikfiltration erforderlich. Durch den Mechanismus der Blasenflotation bei der Rotationsentgasung werden einige Oxideinschlüsse auf der Blasenoberfläche gesammelt und an die Schmelzoberfläche geschwemmt, wo sie sich in der Krätze konzentrieren. Untersuchungen von Granger (Light Metals, 1998) haben gezeigt, dass die reine Argon-Entgasung den Gehalt an PoDFA-Einschlüssen um etwa 20-30% reduziert, während die Argon-Chlor-Entgasung durch verstärkte Agglomeration und Flotation eine Reduzierung der Einschlüsse um 60-75% erreicht. Feine Einschlüsse (unter ca. 10 Mikrometer) werden jedoch durch die Flotation im Entgasungsgefäß nicht wirksam aufgefangen und gelangen in das Gussteil. Die keramische Schaumfiltration mit 30-50 ppi fängt diese feinen Einschlüsse durch Oberflächenadhäsion und Tiefenfiltrationsmechanismen ab. Die Kombination aus Entgasung (mit Chlor zur Agglomeration) und anschließender Schaumkeramikfiltration erreicht eine vollständige Entfernung von 90%+ Einschlüssen - weit mehr als jedes der beiden Systeme für sich genommen.
6: Welche Rotordrehzahl sollte ich für die Aluminiumentgasung verwenden?
Die optimale Rotordrehzahl für die meisten handelsüblichen Inline-Entgasungsanlagen liegt bei 300-450 U/min - hoch genug, um feine Blasen zu erzeugen, aber nicht so hoch, dass es zu übermäßigen Oberflächenturbulenzen kommt. Die Beziehung zwischen Rotordrehzahl und Blasengröße wurde von Jahn und Schwerdtfeger (Metallurgical Transactions B, 1978) beschrieben, die feststellten, dass der Blasendurchmesser ungefähr mit der Rotordrehzahl in der Potenz von -0,6 skaliert. Das bedeutet, dass eine Erhöhung der Drehzahl von 300 auf 450 U/min (50%) den durchschnittlichen Blasendurchmesser um ca. 28% verringert und die Grenzfläche um ca. 39% vergrößert - eine bedeutende Effizienzsteigerung. Bei den meisten handelsüblichen Rotordesigns nimmt die Oberflächenturbulenz oberhalb von etwa 500 U/min jedoch schnell zu und erzeugt neue Oxidschichten in einem Maße, das die verbesserte Wasserstoffentfernung teilweise wieder aufhebt. Die optimale Drehzahl hängt auch von der Durchflussrate des Metalls (ein schnellerer Durchfluss erfordert eine höhere Drehzahl, um die gleiche NTU zu erreichen) und der Behältergeometrie ab. Die meisten AdTech SHFD-Einheiten sind für Standardbetriebsbedingungen auf 350-420 U/min optimiert, wobei die Bediener den Drehzahlbereich von 200-600 U/min mit Hilfe der VFD-Steuerung anpassen können.
7: Wie oft sollten Graphitrotoren und -wellen in einer Produktionsentgasungsanlage ausgetauscht werden?
Die Häufigkeit, mit der Graphitrotoren in der Produktion ausgetauscht werden, liegt je nach Betriebsbedingungen zwischen 20 und 80 Behandlungszyklen. Die wichtigsten Faktoren, die sich auf die Lebensdauer des Rotors auswirken, sind: Metalltemperatur (jede 10°C über 730°C verdoppelt ungefähr die Graphitoxidationsrate), Chlorgehalt im Entgasungsgas (2% Cl₂ reduziert die Lebensdauer des Rotors um ca. 30-40% im Vergleich zu reinem Argon), Qualität der mechanischen Handhabung (Fehlausrichtung führt zu exzentrischem Verschleiß und vorzeitigem Bruch) und Graphitsorte des Rotors. Die Rotoren von AdTech, die aus hochreinem isostatischem Graphit mit spezifischer Kornstrukturoptimierung für den Einsatz in Aluminium hergestellt werden, erreichen typischerweise 40-70 Behandlungszyklen unter Standardbedingungen (720°C Metalltemperatur, nur Argon oder <3% Cl₂, sorgfältige Handhabung), bevor der Verschleiß den Rotordurchmesser unter die 85%-Schwelle reduziert. Die Lebensdauer der Welle beträgt typischerweise das 2-3fache der Lebensdauer des Rotors unter den gleichen Bedingungen, da die Welle nicht direkt mit der Zone mit der höchsten Agitation in Berührung kommt. Die Einhaltung eines strukturierten Austauschplans, der auf der Messung des Gewichtsverlusts basiert (anstatt auf einen Ausfall zu warten), verhindert Probleme mit der Gussqualität, die sich aus dem Betrieb mit einem stark abgenutzten Rotor ergeben, der übergroße Blasen produziert.
8: Welchen Einfluss hat die Metalltemperatur auf die Entgasungseffizienz?
Höhere Metalltemperaturen verbessern die Entgasungseffizienz bis zu einer Temperatur von ca. 750 °C. Darüber hinaus steigen die Vorteile, während die Risiken einer verstärkten Oxidation und einer erneuten Wasserstoffabsorption zunehmen. Der Wasserstoffdiffusionskoeffizient in flüssigem Aluminium steigt mit der Temperatur (von ca. 2,8 × 10-³ cm²/s bei 690°C auf 3,8 × 10-³ cm²/s bei 750°C, nach Eichenauer und Markopoulos, 1974), wodurch sich die Stoffübertragungsrate von der Schmelze zu den Gasblasen erhöht. Außerdem nimmt die Viskosität der Schmelze mit der Temperatur ab, so dass die Blasen leichter aufsteigen und sich gleichmäßiger verteilen können. Der praktische Vorteil des Betriebs bei 730-740°C anstelle von 700-710°C besteht in einer Verbesserung der Wasserstoffentfernung um etwa 8-12% bei gleicher Rotordrehzahl und Gasdurchflussrate. Bei Temperaturen über 750 °C erhöht sich jedoch die Wasserstoffabsorptionsrate an der Schmelzoberfläche (aufgrund der erhöhten Reaktionsgeschwindigkeit der H₂O-Al-Reaktion) erheblich, was die Verbesserung der Entgasungseffizienz teilweise wieder aufhebt. Darüber hinaus beschleunigt sich die Oxidation des Graphitrotors über 750°C erheblich. Die optimale Metalltemperatur für die Entgasung in den meisten Aluminiumlegierungssystemen liegt bei 720-740°C.
9: Warum erreicht meine Entgasungsanlage nicht die erwartete Wasserstoffreduzierung?
Die häufigsten Ursachen für eine unter der Spezifikation liegende Entgasungsleistung sind Rotorverschleiß, unzureichender Gasdurchsatz, Metalldurchsatz oberhalb der Auslegungskapazität und erhöhter anfänglicher Wasserstoffgehalt aufgrund von Prozessänderungen. Bei der Fehlersuche sollte systematisch vorgegangen werden: Erstens ist die Gasdurchflussrate mit einem unabhängigen Durchflussmesser zu überprüfen (Durchflussregelungssysteme können abweichen); zweitens ist das Blasenmuster durch die Beobachtungsöffnung des Gefäßes visuell zu prüfen (feine, gleichmäßig verteilte Blasen deuten auf einen ordnungsgemäßen Betrieb hin; große, seltene Blasen deuten auf Rotorverschleiß oder eine Einschränkung des Gasflusses hin); drittens ist der Rotor, wenn möglich, zu wiegen, um den Verschleiß zu quantifizieren (ein Rotor mit weniger als 80% des Originalgewichts wird eine schlechte Leistung erbringen); viertens ist der eingehende Metallwasserstoff mit einer Direktmesssonde zu prüfen, um sicherzustellen, dass sich der Anfangswasserstoff nicht verändert hat. Wenn alle Ausrüstungsparameter in Ordnung sind, die Leistung aber immer noch unzureichend ist, sollten Prozessänderungen überprüft werden: Ein erhöhter Schrottanteil in der Charge, Änderungen der Feuchtigkeit in der Ofenatmosphäre, neue Legierungszusätze oder Feuchtigkeit im Feuerfestmaterial aufgrund von Wartungsarbeiten sind häufige Ursachen für erhöhten Anfangswasserstoff, die entweder eine Anpassung der Ausrüstungsparameter oder eine Prozesskorrektur erfordern.
10: Wie hoch sind die ungefähren Kosten für den Betrieb einer Rotationsentgasungsanlage für Aluminium?
Die wichtigsten Betriebskosten einer rotierenden Aluminiumentgasungsanlage sind der Verbrauch von Entgasungsgas (in der Regel die größten Kosten), der Austausch von Graphitrotor und -welle sowie der Stromverbrauch. Bei einem industrieüblichen Argonpreis von ca. 0,15-0,25 USD pro Nm³ und einer Verbrauchsrate von 1,5 Nm³/Stunde für eine Standard-Einrotor-Inline-Einheit betragen die Gaskosten ca. 0,22-0,38 USD pro Betriebsstunde. Bei einer Produktionsrate von 1.200 kg/Stunde sind dies ca. 0,18-0,32 USD pro Tonne behandeltes Metall - relativ niedrig. Die Kosten für den Graphitrotor liegen bei ca. 150-350 USD pro Rotor (je nach Größe und Qualität), amortisiert über 40-60 Behandlungszyklen von jeweils 60-90 Minuten, was etwa 0,05-0,15 USD pro Tonne entspricht. Die Stromkosten für den Antriebsmotor (in der Regel 2-5 kW) belaufen sich bei 0,08 USD/kWh auf etwa 0,01-0,03 USD pro Tonne. Die Gesamtbetriebskosten belaufen sich in der Regel auf 0,25-0,55 USD pro Tonne behandelten Aluminiums - eine äußerst günstige Rendite, wenn man bedenkt, dass eine einzige Produktionscharge von Ausschuss in der Regel 50-200 mal mehr kostet als die Filtrations- und Entgasungskosten für diese Metallmenge.
Zusammenfassung: Auswahl und effektiver Betrieb von Aluminium-Entgasungsanlagen
Aluminiumentgasungsanlagen funktionieren, indem sie eine möglichst große Grenzfläche zwischen wasserstofffreien Inertgasblasen und wasserstoffgesättigter Aluminiumschmelze schaffen und den Wasserstofftransfer aus der Schmelze in die Blasen durch Partialdruckunterschiede fördern. Die Konstruktion des Rotationslaufrads erreicht dies durch mechanische Scherung des Gasstroms in feine Blasen (0,5-3 mm Durchmesser gegenüber 5-25 mm bei Lanzensystemen) und gleichzeitige Zirkulation der Schmelze zur Verteilung der Blasen im gesamten Behandlungsvolumen.
Die praktische Wirksamkeit jedes Entgasungssystems hängt von vier Variablen ab, die alle korrekt spezifiziert werden müssen: Blasengröße (gesteuert durch Rotordesign und -geschwindigkeit), Kontaktzeit zwischen Blase und Schmelze (gesteuert durch Behältervolumen und Metalldurchsatz), Gaszusammensetzung (Argon vs. Stickstoff vs. Chlormischungen) und Integration mit nachgeschalteter Filtration zum Auffangen von Einschlüssen, die während des eigentlichen Entgasungsprozesses entstehen.
Betriebe, die die besten Ergebnisse erzielen - Nachbehandlungswasserstoff konstant unter 0,10 ml/100 g Al und RPT-Porositätsindex zuverlässig unter 2,0 - haben drei Merkmale gemeinsam: Sie verwenden Rotationsentgasung statt Lanzenentgasung, sie messen den Wasserstoffgehalt routinemäßig, anstatt davon auszugehen, dass die Ausrüstung korrekt funktioniert, und sie behandeln Entgasung und Filtration als koordiniertes System und nicht als unabhängige Komponenten.
AdTech entwickelt, liefert und unterstützt komplette Schmelzebehandlungssysteme, die Entgasung und Filtration mit den spezifischen Anforderungen des Legierungsspektrums, des Produktionsvolumens und der Qualitätsspezifikation des jeweiligen Kunden verbinden. Der oben dokumentierte Fall des Knüppelwerks in Pune ist einer von vielen, bei dem die gleichzeitige Behandlung beider Komponenten zu Ergebnissen führte, die keine der beiden Komponenten unabhängig voneinander erreichen konnte.
Für die Auswahl von Entgasungssystemen, Größenberechnungen oder Unterstützung bei der Betriebsoptimierung wenden Sie sich bitte an das AdTech-Gießerei-Engineering-Team und geben Sie Ihren Metalldurchsatz, den Legierungsbereich und die Zielwasserstoffspezifikation an.
Dieser Artikel wurde von der technischen Redaktion von AdTech auf der Grundlage primärer Gießereierfahrungen, veröffentlichter metallurgischer Forschungsarbeiten, einschließlich der Arbeiten von Eichenauer und Markopoulos, Dispinar und Campbell, Jahn und Schwerdtfeger, Doutre et al., Granger, Johansen, Engh und Rasch sowie Pedersen et al. und direkter betrieblicher Messdaten aus Aluminiumgießanlagen erstellt. Der Inhalt wird jährlich überprüft, um den aktuellen Stand der Anlagentechnik und der Industriepraxis zu berücksichtigen.
