Equipamento de desgaseificação de alumínio funciona através da injeção de bolhas finas de gás inerte - normalmente árgon ou nitrogénio - no alumínio fundido através de um sistema rotativo de rotor e eixo de grafite. Os átomos de hidrogénio dissolvidos migram da fusão supersaturada para as bolhas de baixa pressão parcial de hidrogénio e são transportados para a superfície, reduzindo os defeitos de porosidade nas peças fundidas finais em 50-85%.
Se o seu projeto requer a utilização de equipamento de desgaseificação de alumínio, pode contactar-nos para um orçamento gratuito.
Porque é que o alumínio precisa de ser desgaseificado: O problema do hidrogénio no metal fundido
Antes de examinar como funciona o equipamento de desgaseificação, é essencial compreender porque é que o hidrogénio apresenta um problema tão persistente e grave na produção de alumínio. A física do hidrogénio no alumínio líquido cria um mecanismo de defeito diferente de tudo o que se encontra na fundição de aço ou cobre.

Solubilidade do hidrogénio: A raiz do problema
O hidrogénio é o único gás que se dissolve em quantidades significativas no alumínio líquido em condições típicas de fundição. A solubilidade segue a lei de Sieverts, que afirma que a concentração de hidrogénio dissolvido é proporcional à raiz quadrada da pressão parcial de hidrogénio na atmosfera acima da fusão.
A 700°C (1292°F) - uma temperatura típica de manutenção do alumínio - o alumínio líquido dissolve aproximadamente 0,65-0,69 ml de hidrogénio por 100 gramas de metal a uma atmosfera de pressão parcial de hidrogénio (Eichenauer e Markopoulos, Zeitschrift für Metallkunde, 1974). No alumínio sólido, logo abaixo do ponto de solidificação, esta solubilidade cai aproximadamente 20 vezes para cerca de 0,034 ml/100g de Al.
Esta alteração dramática da solubilidade significa que, essencialmente, todo o hidrogénio dissolvido tem de escapar da fusão antes da solidificação ou nuclear-se como bolhas de gás dentro do metal em solidificação, criando porosidade. As fusões industriais de alumínio raramente contêm hidrogénio em equilíbrio com a pressão parcial atmosférica - os níveis reais de hidrogénio variam de aproximadamente 0,05 ml/100g de Al em metal primário bem tratado a mais de 0,40 ml/100g de Al em cargas contaminadas de sucata pesada.
Como o hidrogénio entra na fusão na prática de produção
As fontes de hidrogénio no processamento industrial do alumínio são numerosas e persistentes:
Reação de humidade na superfície da massa fundida: A fonte dominante na maioria das operações. O vapor de água atmosférico reage continuamente com o alumínio líquido:
2Al (líquido) + 3H₂O (gás) → Al₂O₃ + 6H (dissolvido na fusão)
Esta reação ocorre termodinamicamente em todas as temperaturas de fundição do alumínio. A 50% de humidade relativa e 25°C de temperatura ambiente, o teor de hidrogénio de equilíbrio no alumínio a 700°C seria de aproximadamente 0,25 ml/100g de Al - muito acima do objetivo de 0,10 ml/100g de Al para a maioria das especificações de qualidade.
Contaminação do material de carga: A sucata de alumínio com humidade superficial, óleos de maquinagem, resíduos de refrigeração, tinta e camadas de anodização liberta hidrogénio durante a refusão. Dispinar e Campbell (International Journal of Cast Metals Research, 2006) mediram que as cargas mistas de sucata pós-consumo produziam consistentemente fundidos com um teor de hidrogénio 0,15-0,25 ml/100g Al superior ao do alumínio primário equivalente fundido de forma idêntica.
Ferramentas frias e húmidas: Panelas, lavadores, impulsores e componentes refractários que não tenham sido adequadamente pré-aquecidos antes de entrarem em contacto com a massa fundida libertam rapidamente humidade. Uma única introdução de uma panela não seca pode aumentar localmente o teor de hidrogénio em 0,05-0,10 ml/100g de Al no volume de metal com que entra em contacto.
Adições de ligantes e de refinadores de grão: Algumas adições de ligas mestras e barras de refinação de grãos são processadas com lubrificantes orgânicos ou absorveram humidade superficial durante o armazenamento. Estes libertam hidrogénio durante a dissolução na fusão.
Consequências de um teor elevado de hidrogénio
As consequências do hidrogénio não controlado em peças fundidas de alumínio são diversas e graves:
| Nível de hidrogénio (ml/100g Al) | Efeito típico na qualidade da fundição |
|---|---|
| <0.08 | Porosidade mínima de gás na maioria dos sistemas de ligas |
| 0.08-0.12 | Aceitável para especificações moderadas; limítrofe para aplicações críticas |
| 0.12-0.20 | Porosidade de gás visível em peças fundidas em areia e em moldes permanentes; rupturas de fio na trefilagem de barras |
| 0.20-0.35 | Porosidade significativa; degradação das propriedades estruturais; falhas de estanquidade à pressão |
| >0.35 | Porosidade grave; formação de bolhas na superfície durante o tratamento térmico T6; rejeição da fundição |
Para além da simples porosidade, o hidrogénio elevado interage com os bifilmes de óxido (como documentado extensivamente por Campbell na Universidade de Birmingham) para criar a combinação de defeitos mais prejudicial nas peças fundidas de alumínio: poros de hidrogénio nucleados por bifilmes de forma irregular, localizados preferencialmente em locais estruturais críticos e responsáveis pelos piores valores de fadiga e alongamento em amostras de ensaios mecânicos.
Como funciona o equipamento de desgaseificação rotativo? Explicação do mecanismo principal
A desgaseificação rotativa em linha (RILD) utilizando um rotor de grafite giratório é a tecnologia de desgaseificação dominante na produção moderna de alumínio. Compreender a física do seu funcionamento - e as variáveis específicas do projeto que determinam o seu bom funcionamento - é fundamental para selecionar e operar um equipamento eficaz.

A força motriz termodinâmica
O mecanismo de desgaseificação é regido pelo gradiente de pressão parcial entre o hidrogénio dissolvido na massa fundida e a pressão parcial do hidrogénio no interior das bolhas de gás injectadas. Numa bolha de árgon puro acabado de introduzir na massa fundida, a pressão parcial de hidrogénio no interior da bolha é essencialmente zero. Na massa fundida circundante, o hidrogénio dissolvido existe a uma concentração que corresponde a uma pressão parcial de hidrogénio em equilíbrio finito (calculada a partir da lei de Sieverts).
Este gradiente de pressão leva os átomos de hidrogénio a difundirem-se da massa fundida para a bolha ao longo do gradiente de concentração. A taxa de difusão é descrita pela primeira lei de Fick:
J = D × (C_fundido - C_superfície_da_bolha) / δ
Em que J é o fluxo de hidrogénio (ml/cm²-s), D é o coeficiente de difusão do hidrogénio no alumínio líquido (aproximadamente 3,2 × 10-³ cm²/s a 700°C, de Eichenauer e Markopoulos, 1974), C_melt é a concentração de hidrogénio a granel, C_bubble_surface é a concentração de hidrogénio na interface bolha-fusão e δ é a espessura efectiva da camada limite de difusão em torno da bolha.
À medida que cada bolha absorve hidrogénio durante a sua subida através da massa fundida, transporta esse hidrogénio para a superfície onde se escapa para a atmosfera acima da massa fundida. O fornecimento contínuo de bolhas frescas e sem hidrogénio mantém a força motriz durante todo o tratamento de desgaseificação.
Porque é que o tamanho da bolha é o parâmetro crítico de conceção
A taxa total de remoção de hidrogénio da massa fundida depende da área interfacial gás-líquido total disponível para a transferência de massa. Para um volume fixo de gás injetado:
Área interfacial total = (6 × V_gás total) / d/bolha
Onde d_bolha é o diâmetro da bolha. Esta relação mostra que a redução para metade do diâmetro das bolhas quadruplica a área interfacial disponível para o mesmo volume de gás. É por isso que a tecnologia de desgaseificação rotativa é muito mais eficaz do que simplesmente borbulhar gás através de uma lança - a ação mecânica de corte do rotor quebra o fluxo de gás em bolhas que são ordens de grandeza mais pequenas do que as bolhas injectadas pela lança.
Um fluxo de gás injetado por uma lança produz tipicamente bolhas de 5-20 mm de diâmetro no alumínio. Um rotor de desgaseificação rotativo bem concebido produz bolhas de 0,5-3 mm de diâmetro - uma redução de 5-40 vezes no diâmetro das bolhas que corresponde a um aumento de 5-40 vezes na área de superfície de transferência de massa por unidade de gás consumido.
A pesquisa de Jahn e Schwerdtfeger (Metallurgical Transactions B, 1978) estabeleceu a distribuição do tamanho das bolhas no alumínio líquido em função do design e da velocidade do rotor, descobrindo que o diâmetro das bolhas escala aproximadamente com a velocidade da ponta do rotor à potência de -0,6. Uma maior velocidade do rotor produz bolhas mais pequenas até ao ponto em que a coalescência secundária limita uma maior redução do tamanho.
O Mecanismo do Rotor em Detalhe
O rotor de grafite fica na extremidade de um eixo rotativo de grafite. À medida que o rotor gira (normalmente a 200-600 RPM, dependendo do sistema), cria vários efeitos simultâneos:
Dispersão de gás: O gás inerte alimentado através do eixo oco sai dos orifícios no corpo do rotor. A força centrífuga do rotor em rotação, combinada com as forças de cisalhamento na interface rotor-fundido, quebra o fluxo de gás em bolhas finas e dispersa-as radialmente para fora através do fundido.
Circulação: O rotor giratório cria um padrão de circulação na massa fundida que distribui as bolhas por todo o recipiente de tratamento, em vez de permitir que elas se concentrem perto do rotor. Esta circulação é fundamental para a uniformidade do tratamento - sem ela, o metal na periferia do recipiente receberia uma desgaseificação mínima, apesar de o rotor funcionar no centro.
Promoção da inclusão à superfície: O padrão de circulação da massa fundida também promove inclusões de óxido e partículas não metálicas em direção à superfície da massa fundida, onde se acumulam como uma camada fina que pode ser removida. Este é um benefício secundário importante da desgaseificação rotativa, para além da simples remoção de hidrogénio.
Controlo da agitação da superfície: O design e a velocidade do rotor devem ser equilibrados para produzir uma dispersão suficiente de bolhas sem turbulência excessiva na superfície. As superfícies de fusão turbulentas geram novas películas de óxido que introduzem novas inclusões e fornecem vias adicionais de absorção de hidrogénio. O rotor ideal opera com a produção máxima de bolhas, mantendo a agitação da superfície abaixo do limiar para a geração significativa de novos óxidos.
Que tipos de equipamento de desgaseificação de alumínio existem?
A indústria do alumínio utiliza várias abordagens distintas de desgaseificação, cada uma com diferentes princípios de funcionamento, custos de capital e capacidades de desempenho.
Tipo 1: Unidades de desgaseificação em linha rotativas (RILD/SNIF/ALPUR)
As unidades rotativas em linha processam o metal continuamente à medida que este flui do forno para a estação de fundição através de um recipiente de tratamento revestido a refratário. O metal entra por um lado, recebe tratamento de desgaseificação de um ou mais rotores e sai pelo outro lado para o sistema de filtragem e fundição.
Principais sistemas comerciais:
- SNIF (Spinning Nozzle Inert Flotation) - desenvolvido pela Union Carbide, amplamente licenciado.
- ALPUR - desenvolvido pela Pechiney (atualmente Rio Tinto Aluminium).
- SIR (Spinning Impeller Reator) - desenvolvido pela Norsk Hydro.
- Série SHFD da AdTech - o nosso próprio design optimizado para operações em castiçais de alumínio.
Estes sistemas são preferidos para operações de fundição contínua (biletes, placas, fio-máquina) onde o metal flui a taxas relativamente constantes. Uma unidade em linha bem concebida com um único rotor reduz o hidrogénio em 50-70% numa única passagem. As configurações de rotor duplo atingem uma redução de 65-80%.
Tipo 2: Desgaseificação rotativa no interior do forno (sistemas Lance)
Uma unidade de desgaseificação rotativa portátil ou fixa é inserida no forno de retenção ou de fusão, com o rotor e o eixo submersos na massa fundida e o gás injetado, enquanto o forno serve de recipiente de tratamento. Após o tratamento, a unidade é removida antes do vazamento.
Vantagens: Custo de capital mais baixo do que uma unidade em linha dedicada; adequado para operações de fusão por lotes; flexibilidade para tratar vários fornos com uma unidade portátil.
Limitações: A desgaseificação ocorre no forno, onde o metal permanecerá durante mais algum tempo, permitindo a reabsorção de hidrogénio da atmosfera do forno antes da fundição. O tempo de tratamento é mais longo (normalmente 15-30 minutos por carga de forno). O metal deve ser mantido no forno após o tratamento, o que cria restrições de programação.
Tipo 3: Desgaseificação por lança estática (obturador poroso)
O gás é borbulhado através de um tampão refratário poroso ou de uma lança submersa sem assistência mecânica. Isto produz bolhas muito maiores do que os sistemas rotativos e uma eficiência significativamente inferior.
Redução típica do hidrogénio: 20-40% a partir do nível inicial - substancialmente inferior aos sistemas rotativos.
Utilização atual: Principalmente em pequenas operações onde o investimento de capital não pode justificar o equipamento rotativo, para ligas de baixa especificação, ou para tratamento suplementar entre a desgaseificação primária e a fundição.
Tipo 4: Pastilha de fluxo (agente de desgaseificação sólido) Tratamento
Comprimidos de hexacloroetano (C₂Cl₆) ou agentes reactivos sólidos semelhantes são mergulhados na fusão, onde reagem para produzir gases de cloro e cloreto de hidrogénio que borbulham através do metal.
Redução do hidrogénio: 30-50% típico.
Problemas: Gera gases tóxicos de cloro e cloreto de hidrogénio que requerem extração de fumos; produz inclusões de sal se não for cuidadosamente gerida; preocupações com a segurança do operador; cada vez mais restringida por regulamentos ambientais na Europa e em alguns mercados asiáticos. Raramente especificado em novas instalações, mas ainda em uso em alguns mercados.
Tipo 5: Desgaseificação por vácuo
A massa fundida é exposta a um vácuo parcial, o que reduz a pressão parcial do hidrogénio na atmosfera acima da massa fundida para perto de zero, conduzindo o hidrogénio dissolvido para a superfície por diferencial de pressão de vapor.
Redução do hidrogénio: 85-95% - o mais elevado de todos os métodos de desgaseificação.
Limitações: Custo de capital muito elevado; difícil de integrar em operações de fundição contínua; utilizado principalmente para a produção de alumínio ultra-limpo (sector aeroespacial, aplicações de elevada pureza, folha de condensador). O processo AlVac (desenvolvido e utilizado na Escandinávia) atinge níveis de hidrogénio pós-tratamento de 0,02-0,04 ml/100g de Al.
Tabela de comparação de tecnologias de desgaseificação
| Tecnologia | H₂ Eficiência de redução | Custo do capital | Custos operacionais | Remoção de inclusão | Melhor aplicação |
|---|---|---|---|---|---|
| Rotativo em linha (rotor único) | 50-70% | Moderado | Baixo-Moderado | Bom (secundário) | Fundição contínua, qualidade normalizada |
| Rotativo em linha (rotor duplo) | 65-80% | Moderado-Alto | Moderado | Bom | Fundição contínua de alta qualidade |
| Lança rotativa no forno | 45-65% | Baixo-Moderado | Baixa | Justo | Fundição por lotes, fundições |
| Lança estática / tampão poroso | 20-40% | Baixa | Muito baixo | Pobres | Operações pequenas e de baixa especificação |
| Comprimidos de fluxo | 30-50% | Muito baixo | Baixa | Justo | Sistemas antigos, mercados em desenvolvimento |
| Desgaseificação por vácuo | 85-95% | Muito elevado | Elevado | Fraco (sem remoção de inclusão) | Aeroespacial, ultra-limpo |
| Rotary em linha + gás Ar/Cl₂ | 70-82% | Moderado-Alto | Moderado | Excelente | Ligas de alta qualidade, biletes aeroespaciais |
Componentes principais de uma unidade de desgaseificação rotativa e suas funções
Compreender a função de cada componente ajuda os engenheiros a especificar o sistema correto e a diagnosticar problemas quando estes surgem.
Rotor de grafite
O rotor é o coração da unidade de desgaseificação. Ele executa as funções de dispersão de gás e circulação da massa fundida simultaneamente. Parâmetros chave do projeto do rotor:
Diâmetro do rotor: Um diâmetro maior aumenta o raio de dispersão das bolhas, mas exige um binário mais elevado do motor de acionamento. Os rotores comerciais variam de aproximadamente 100 mm a 300 mm de diâmetro, dependendo do tamanho do recipiente e do caudal de metal.
Geometria do porto: O número, tamanho e orientação das portas de saída de gás no corpo do rotor determinam a distribuição do tamanho inicial das bolhas. As portas posicionadas tangencialmente à rotação do rotor produzem bolhas iniciais mais pequenas do que as portas orientadas radialmente porque as forças de cisalhamento na saída da porta são maiores.
Material: A grafite de alta pureza prensada isostaticamente é padrão. A grafite deve ser resistente ao choque térmico (o rotor entra em contacto com a atmosfera fria e depois com o metal quente), quimicamente resistente ao alumínio e aos gases de desgaseificação que contêm cloro, e mecanicamente suficientemente forte para suportar as forças hidrodinâmicas durante a rotação a alta velocidade.
A vida útil do rotor de grafite na produção varia de aproximadamente 20 a 80 ciclos de tratamento, dependendo:
- Temperatura do metal (uma temperatura mais elevada acelera a oxidação da grafite).
- Teor de cloro no gás de desgaseificação (o cloro ataca progressivamente a grafite).
- Qualidade do manuseamento mecânico (os rotores racham quando chocam contra as paredes do recipiente).
- Composição da liga (algumas ligas são quimicamente mais agressivas para a grafite).
A formulação de grafite para rotores da AdTech está optimizada para resistir ao ataque térmico, mecânico e químico combinado do serviço de casa de fundição de alumínio, atingindo normalmente 40-70 ciclos de tratamento em condições normais.
Eixo de grafite
O veio oco de grafite transfere a força de rotação do motor de acionamento e o gás de desgaseificação da linha de fornecimento de gás para o rotor. O furo oco tem de manter um fluxo de gás suave enquanto o veio roda - o que requer uma união rotativa de alta qualidade no topo do veio, onde a ligação de gás encontra o componente rotativo.
A falha do veio é uma das causas mais comuns de paragem da unidade de desgaseificação. Os modos de falha incluem:
- Fissuração por choque térmico durante a imersão em condições de arranque a frio.
- Fratura mecânica devido a carga lateral se o eixo entrar em contacto com as paredes do vaso durante a imersão.
- Degradação química por exposição ao cloro a temperatura elevada.
Motor de acionamento e controlo de velocidade
O motor de acionamento tem de manter uma velocidade precisa do rotor durante todo o ciclo de tratamento. A maioria das unidades de desgaseificação modernas utiliza accionamentos de frequência variável (VFDs) que permitem o ajuste da velocidade do rotor de aproximadamente 100 a 600 RPM. Esta flexibilidade permite ao operador otimizar o tamanho das bolhas para o caudal específico do metal e para a geometria do recipiente.
Na AdTech, as nossas unidades de desgaseificação da série SHFD utilizam um controlo de velocidade em circuito fechado com feedback do tacómetro, assegurando que a velocidade do rotor se mantém dentro de ±2 RPM do ponto de regulação, independentemente das alterações na viscosidade da massa fundida ou da carga do sistema de acionamento. Esta precisão é importante porque a velocidade do rotor determina diretamente o tamanho das bolhas e, consequentemente, a eficiência da desgaseificação - uma velocidade inconsistente produz um desempenho variável.
Vaso de tratamento com revestimento refratário
O recipiente que contém o metal durante a desgaseificação deve ser:
- Isolamento térmico para minimizar a perda de temperatura do metal durante o tratamento.
- Quimicamente resistente à fusão do alumínio e aos gases de desgaseificação.
- Concebida com uma geometria de fluxo interno que promove uma distribuição uniforme das bolhas.
- Equipado com dispositivos para a remoção de impurezas (a flutuação de inclusões e películas de óxido que se acumulam na superfície da fusão durante o tratamento)
Os materiais refractários dos recipientes são tipicamente compostos de alta alumina fundida ou de carboneto de silício-alumina, selecionados para resistência à humidade do alumínio e ao ataque químico. A vida útil dos refractários entre os principais períodos de manutenção é normalmente de 6 a 18 meses, dependendo da produção de metal e da frequência de limpeza.
Sistema de controlo e fornecimento de gás
O sistema de fornecimento de gás é composto por uma fonte de gás (garrafa, armazenamento a granel ou produção no local), reguladores de pressão, medidores de fluxo e válvulas de controlo automatizadas. Principais requisitos de projeto:
Controlo do caudal: O caudal de gás através do rotor deve ser controlado com precisão porque é o principal determinante da eficiência da desgaseificação. Um caudal demasiado baixo proporciona um volume de bolhas insuficiente; um caudal demasiado elevado produz grandes bolhas coalescidas e turbulência superficial. O caudal ideal para a maioria dos sistemas de desgaseificação em linha é de aproximadamente 1,0-3,0 Nm³/hora por rotor em condições normais de árgon, ajustado para o caudal de metal.
Pureza do gás: A pureza do gás de desgaseificação afecta significativamente o desempenho. O árgon com uma pureza de 99,999% (grau 5N) não introduz essencialmente humidade ou oxigénio. O árgon de pureza inferior pode conter humidade que introduz hidrogénio em vez de o remover. A investigação realizada por Doutre et al. (Light Metals, 2004) mostrou que o árgon com um teor de humidade de 50 ppm a 700°C equilibrou-se para contribuir com aproximadamente 0,002 ml/100g Al de hidrogénio por 1 Nm³ de gás injetado - pequeno mas mensurável em aplicações ultra-limpas.
Capacidade de mistura de gases: Os sistemas concebidos para misturas de cloro e árgon requerem acessórios resistentes à corrosão, componentes de controlo de fluxo classificados para serviço com cloro e equipamento de segurança adequado. A concentração de cloro é tipicamente 2-5% por volume em árgon.
Que gases de desgaseificação são utilizados e porque é que a escolha é importante?
A escolha do gás de desgaseificação é uma das decisões mais importantes na conceção do sistema de desgaseificação, afectando tanto o desempenho como o custo operacional.
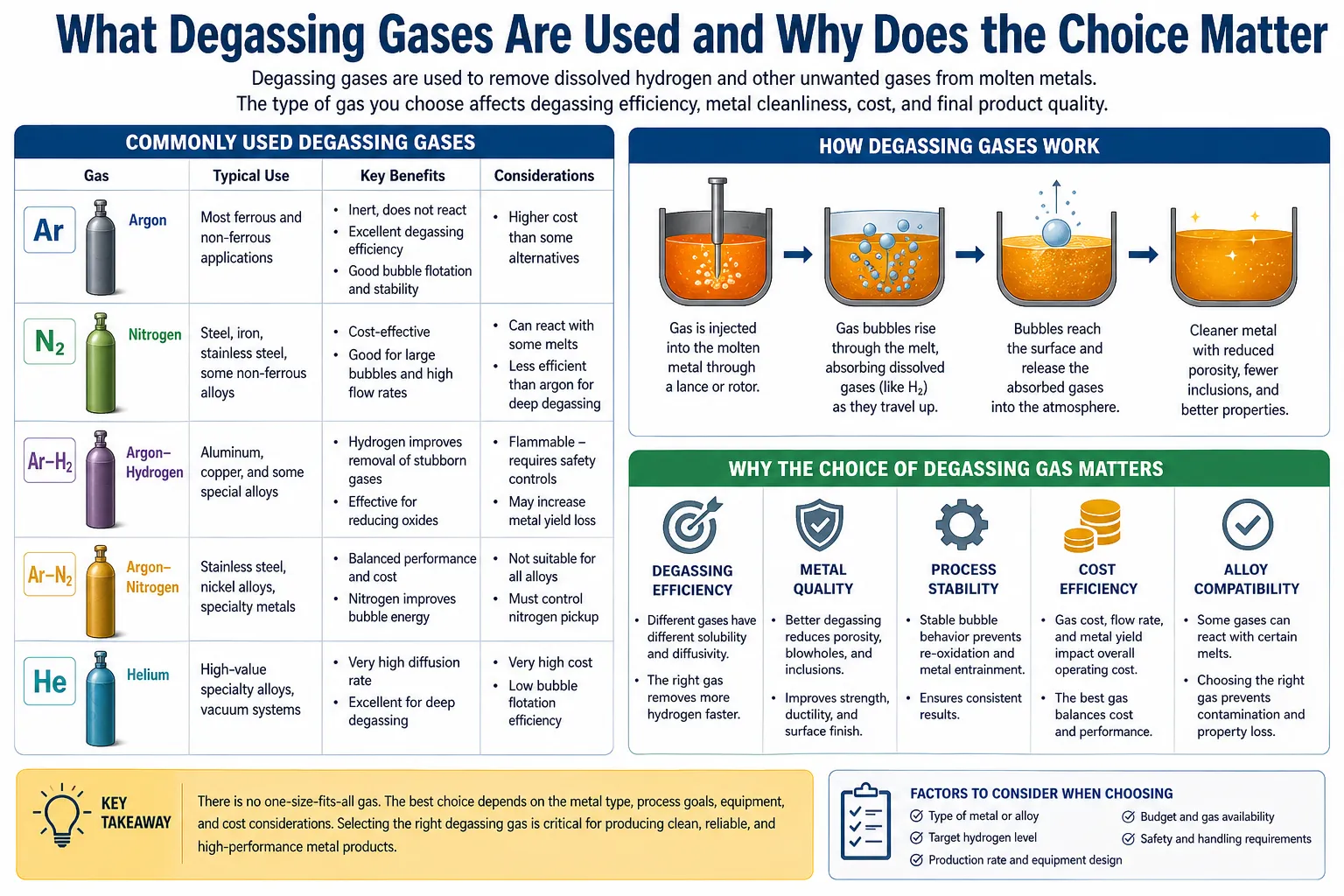
Árgon: O principal gás de desgaseificação
O árgon é o gás de desgaseificação padrão na produção moderna de alumínio. É quimicamente inerte com o alumínio a temperaturas de fusão, não reage com o rotor de grafite e não produz subprodutos tóxicos. O árgon é mais pesado do que o ar, o que significa que desloca o ar acima da superfície de fusão e fornece uma cobertura que reduz a reabsorção de hidrogénio da atmosfera ambiente acima do recipiente de tratamento.
Eficiência de redução do hidrogénio apenas com árgon: 50-70% numa unidade em linha de passagem única; até 80% em sistemas optimizados de rotor duplo. Os níveis de hidrogénio pós-tratamento de 0,08-0,12 ml/100g de Al são típicos, partindo de um teor inicial de 0,20-0,30 ml/100g de Al.
Nitrogénio: A alternativa económica
O azoto atinge uma eficiência de desgaseificação semelhante à do árgon a um custo significativamente inferior (normalmente 30-60% do custo do árgon, dependendo do mercado e do método de fornecimento). No entanto, o azoto apresenta dois problemas técnicos específicos:
Captação de azoto em ligas susceptíveis: A temperaturas de fusão do alumínio e com tempo de contacto suficiente, o azoto pode reagir com certos elementos de liga para formar nitretos (particularmente com lítio, magnésio em concentrações elevadas e algumas adições de terras raras). Para a maioria das ligas de alumínio comerciais, a captação de azoto é insignificante, mas para as ligas que contêm lítio (séries 2xxx e 8xxx com Li) e ligas com muito Mg (>4% Mg), é preferível o árgon.
Comportamento borbulhante: As bolhas de azoto apresentam uma interação de tensão superficial ligeiramente diferente com a massa fundida em comparação com o árgon, afectando o tamanho de equilíbrio das bolhas em condições de rotor semelhantes. A diferença é pequena na prática.
A maioria das operações comerciais de fundição de alumínio utiliza azoto para ligas padrão e reserva árgon para ligas em que a captação de azoto é uma preocupação ou em que é necessária a maior limpeza possível.
Adição de cloro: O Benefício da Aglomeração de Inclusão
A adição de cloro 2-5% (Cl₂) ao gás de desgaseificação de árgon ou azoto proporciona vários benefícios adicionais para além da desgaseificação de gás inerte puro:
Aglomeração de inclusão: O cloro reage com o alumínio para formar vapor de AlCl₃, que sobe através da fusão e recolhe inclusões não metálicas (filmes de óxido, nitretos, carbonetos) por flotação. Os aglomerados sobem para a superfície da fusão, onde se acumulam como uma camada de escuma. A investigação realizada por Granger em Pechiney (Light Metals, 1998) mostrou que a adição de cloro aumentou o tamanho médio das inclusões de aproximadamente 8 microns para 25 microns - um aumento de 3 vezes que melhora drasticamente a eficiência subsequente de captura do filtro de espuma cerâmica.
Remoção de álcalis: O cloro reage com o sódio e o cálcio dissolvidos (impurezas alcalinas de fluxos de sal e contaminação de sucata) para formar compostos de cloreto voláteis que escapam com as bolhas de gás. O sódio, mesmo a 5-10 ppm nas ligas de alumínio, degrada as propriedades mecânicas, e a desgaseificação com cloro é o método de remoção de álcalis mais eficaz disponível.
Remoção melhorada de hidrogénio: A ação mecânica e química combinada das misturas de cloro e árgon atinge normalmente uma redução do hidrogénio de 70-82% em comparação com 50-70% para o árgon isolado.
Preocupações de segurança e ambientais: O cloro é um gás tóxico (OSHA PEL 1 ppm, IDLH 10 ppm). O vapor de cloreto de alumínio gerado durante o tratamento também é tóxico e corrosivo. As instalações que utilizam gases contendo cloro requerem extração de fumos adequada, sistemas de deteção de gás e procedimentos de emergência. Muitas instalações europeias mudaram para a desgaseificação apenas com árgon para eliminar os riscos de manuseamento do cloro, aceitando o compromisso de desempenho.
Matriz de decisão de seleção de gás
| Liga e aplicação | Gás recomendado | Adição de cloro? | Objetivo típico de H₂ pós-tratamento |
|---|---|---|---|
| Tarugo de extrusão 6xxx standard (geral) | Nitrogénio | Opcional (2% Cl₂) | <0,12 ml/100g |
| Bilete estrutural para a indústria automóvel 6xxx | Árgon | Recomendado (2-3% Cl₂) | <0,10 ml/100g |
| Varão de grau CE (1350) | Árgon | Recomendado (2-3% Cl₂) | <0,10 ml/100g |
| Bilete aeroespacial 7xxx | Árgon | Recomendado (3-5% Cl₂) | <0,08 ml/100g |
| Ligas 5xxx com elevado teor de Mg | Árgon | Opcional | <0,12 ml/100g |
| Fundição de rodas em A356 | Azoto ou árgon | Opcional | <0,10 ml/100g |
| Alta pureza 1xxx (>99,99%) | Árgon (pureza 5N) | Não | <0,06 ml/100g |
| 2xxx com teor de Li | Apenas árgon | Não (Cl₂ ataca Li) | <0,08 ml/100g |
Como é que se mede a eficácia da desgaseificação na produção?
Sem medição, a desgaseificação é um trabalho de adivinhação. Estão disponíveis vários métodos de medição, cada um com diferentes custos, precisão e adequação para aplicações de produção versus aplicações de investigação.
Ensaio de pressão reduzida (RPT)
O RPT é a ferramenta de medição de produção mais utilizada para a avaliação da qualidade da fusão relacionada com o hidrogénio. Uma pequena amostra de metal (tipicamente 100-150 g) é solidificada sob pressão reduzida (80-100 mbar absolutos, produzidos por uma bomba de vácuo). A pressão ambiente reduzida diminui o limiar em que o hidrogénio dissolvido nucleia como bolhas de gás, ampliando a porosidade em proporção ao teor de hidrogénio.
A densidade da amostra RPT (medida por deslocação de água) é comparada com uma amostra de referência solidificada à pressão atmosférica. O rácio de densidade (ou Índice de Porosidade derivado) fornece uma medida semi-quantitativa do teor de hidrogénio fundido.
Vantagens: Rápido (resultados em 15-20 minutos), económico, correlaciona-se bem com as tendências reais de porosidade da fundição e requer um equipamento mínimo.
Limitações: Fornece um indicador de qualidade relativa em vez de uma medição absoluta do hidrogénio; sensível à temperatura de fusão, à técnica de amostragem e ao teor de bifilme, bem como ao hidrogénio; o resultado do RPT reflecte simultaneamente o hidrogénio e o teor de bifilme.
Interpretação: Um rácio de densidade superior a 0,95 (ou um Índice de Porosidade inferior a 1,5 numa escala de 0-10) indica uma qualidade de fusão aceitável para a maioria das aplicações. Valores abaixo de 0,90 indicam um risco significativo de porosidade relacionada com o hidrogénio.
Telegas (Sonda de Hidrogénio)
O sistema Telegas (e produtos equivalentes: Alscan da ABB, Hydris da Heraeus) mede o hidrogénio dissolvido diretamente, estabelecendo um equilíbrio eletroquímico entre a massa fundida e uma sonda de membrana permeável ao hidrogénio. O hidrogénio difunde-se através da membrana até que a pressão parcial do hidrogénio na câmara do detetor seja igual à atividade do hidrogénio dissolvido na massa fundida, permitindo uma medição quantitativa direta.
Gama de medição: 0,01-0,50 ml/100g Al
Tempo de medição: 5-15 minutos por medição
Exatidão: ±0,01-0,02 ml/100g Al em condições controladas
Vantagens: Fornece uma medição absoluta de hidrogénio em vez de um índice relativo; permite uma comparação direta com os limites de especificação; pode acompanhar a alteração do teor de hidrogénio durante um tratamento de desgaseificação para verificar a eficiência.
Limitações: Custo mais elevado do equipamento; requer uma calibração e manutenção cuidadosas da sonda; o tempo de resposta da sonda limita as aplicações de controlo de processos em tempo real.
CHAPEL (Análise Contínua de Hidrogénio por Equilíbrio de Pressão em Líquidos)
Uma versão avançada do princípio Telegas concebida para a monitorização contínua do hidrogénio em linha, em vez da amostragem por lotes. A sonda é instalada permanentemente no percurso do fluxo metálico e fornece leituras contínuas de hidrogénio com tempos de resposta de aproximadamente 30-60 segundos.
Os dados publicados por Pedersen et al. (Light Metals, 2008) mostraram que a monitorização contínua baseada no CHAPEL permitiu a otimização do sistema de desgaseificação que reduziu o hidrogénio médio pós-desgaseificação de 0,12 ml/100g de Al para 0,08 ml/100g de Al, reduzindo também o consumo de árgon em 15%, ao permitir o ajuste em tempo real da velocidade do rotor e do caudal de gás com base no teor real de hidrogénio, em vez de parâmetros operacionais fixos.
PoDFA (Porous Disk Filtration Apparatus)
O PoDFA não mede diretamente o hidrogénio, mas quantifica o conteúdo de inclusão - filmes de óxido, nitretos e outras partículas não metálicas - na massa fundida. Uma vez que muitos eventos de porosidade relacionados com o hidrogénio são, na verdade, bifilmes nucleados (como discutido no nosso artigo sobre hidrogénio em filtros de espuma cerâmica), os dados PoDFA complementam as medições de hidrogénio para dar uma imagem completa da qualidade da fusão.
Medição: Um volume conhecido de metal (tipicamente 1-3 kg) é filtrado através de um disco fino de cerâmica em condições normais. O filtro é seccionado e a área das inclusões retidas é medida por contagem de pontos num microscópio.
Unidades de resultado: mm²/kg (área de inclusão por unidade de peso de metal)
Valores-alvo típicos: <0,10 mm²/kg para a fundição geral; <0,05 mm²/kg para a indústria automóvel de topo; <0,02 mm²/kg para aplicações aeroespaciais.
Resumo do protocolo de medição da produção
| Método de medição | H₂ Medição | Medição de inclusão | Frequência na produção | Custo |
|---|---|---|---|---|
| Ensaio de pressão reduzida | Indireta (índice) | Não | Cada carga do forno | Muito baixo |
| Sonda Telegas/Alscan | Direto, quantitativo | Não | Periódico (por turno ou carga) | Moderado |
| CAPELA contínua | Direto, contínuo | Não | Contínuo | Elevado (capital) |
| PoDFA | Não | Direto, quantitativo | Semanal a mensal | Moderado-Alto |
| LiMCA | Não | Em tempo real, contínuo | Contínuo | Elevado |
| RPT combinada + PoDFA | Indireta | Direto | Auditoria periódica | Moderado |
Desgaseificação em linha vs. no forno: Que sistema se adequa à sua operação?
Esta é uma das perguntas mais comuns sobre seleção de equipamento que recebemos na AdTech, e a resposta depende do tipo de produção, do rendimento do metal e dos requisitos de qualidade, e não de uma preferência universal.
Desgaseificação em linha: Ideal para operações de fundição contínua
As unidades de desgaseificação em linha processam o metal continuamente à medida que este flui do forno para o molde. O metal faz uma única passagem pelo recipiente de tratamento, recebendo tratamento de desgaseificação durante o trânsito. O tempo de tratamento é normalmente de 30-120 segundos, dependendo do volume do recipiente e do caudal de metal.
Mais adequado para:
- Operações de fundição em contínuo (biletes, placas, fio-máquina, bandas)
- Operações com caudais metálicos consistentes
- Produção de grande volume em que a consistência do tratamento e a automatização são prioritárias
- Aplicações onde o hidrogénio pós-tratamento deve ser minimizado (grau CE, aeroespacial)
Factores de eficiência em sistemas em linha:
O número de unidades de transferência (NTU) é o principal parâmetro de eficiência para a desgaseificação em linha, definido pela relação entre a taxa de remoção de hidrogénio e o caudal de metal e a concentração de hidrogénio em equilíbrio. As relações publicadas (de Johansen, Engh, e Rasch em Light Metals, 1998) mostram que o NTU é escalonado com:
NTU = k_L × a × V_vaso / Q_metal
Onde k_L é o coeficiente de transferência de massa da fase líquida, a é a área específica da superfície das bolhas (m²/m³), V_vessel é o volume do recipiente e Q_metal é o caudal volumétrico do metal. Uma maior área de superfície das bolhas (devido a bolhas mais pequenas e a uma maior velocidade do rotor), um recipiente maior e um menor caudal de metal aumentam o NTU e, consequentemente, a eficiência da remoção de hidrogénio.
Desgaseificação no forno: Melhor ajuste para operações de lote e de fundição
A desgaseificação no forno utiliza uma unidade rotativa portátil ou semi-fixa inserida no forno de retenção ou de fusão. O metal é tratado como um lote, com o rotor a funcionar no volume estático do metal durante 15-30 minutos, antes de o rotor ser retirado e o forno ser esvaziado.
Mais adequado para:
- Fundições de moldagem por lotes (peças fundidas para automóveis, peças forjadas para a indústria aeroespacial)
- Operações com escutas pouco frequentes (de poucas em poucas horas em vez de contínuas)
- Operações em fornos múltiplos em que uma unidade de desgaseificação serve vários fornos
- Operações de menor volume em que o custo de capital unitário em linha não se justifica
Principais limitações da desgaseificação no forno: Após o tratamento e antes do vazamento, o metal tratado permanece no forno onde reabsorve gradualmente o hidrogénio da atmosfera do forno. A taxa de reabsorção depende da humidade da atmosfera do forno, da área de superfície do metal e da limpeza do refratário do forno. Um forno bem conservado e com baixa humidade pode apresentar uma reabsorção de apenas 0,01-0,02 ml/100g de Al numa hora. Um forno em mau estado de conservação, com refratário húmido, pode apresentar uma reabsorção de 0,05-0,08 ml/100g de Al no mesmo período.
Para operações em que esta reabsorção é inaceitável, uma unidade em linha na transição entre a torneira do forno e o molde elimina totalmente o período de reabsorção.
Tabela de comparação: Desgaseificação em linha vs. no forno
| Fator | Desgaseificação em linha | Desgaseificação no forno |
|---|---|---|
| Compatibilidade do fluxo de metal | Contínuo, estável | Lote |
| Redução de H₂ (típica) | 55-80% | 45-65% |
| Reabsorção de H₂ após o tratamento | Mínimo (o metal flui para o molde imediatamente) | Significativo (depende do tempo de espera) |
| Custo do capital | Moderado-Alto | Baixo-Moderado |
| Custo operacional | Baixa | Baixa |
| Consistência do tratamento | Elevado (controlo automático) | Variável (dependente do operador) |
| Necessidade de espaço | Moderado (na linha de lavagem) | Mínimo (unidade portátil) |
| Adequado para vários fornos | Não (fixado numa linha) | Sim (a unidade portátil serve vários fornos) |
| Integração com a filtragem | Natural (filtro colocado a jusante) | Menos direto |
| Segurança do gás cloro | Gerido em lavandaria fechada | Mais difícil em forno aberto |
Como é que o equipamento de desgaseificação interage com os sistemas de filtragem?
A interação entre o equipamento de desgaseificação e a filtração por espuma cerâmica é uma questão de conceção do sistema com implicações significativas tanto para a disposição do equipamento como para os resultados de qualidade alcançáveis.
A seqüência correta do processo e sua justificativa
A sequência de melhores práticas estabelecidas em qualquer casa de alumínio é:
Forno de espera → Transferência → Unidade de desgaseificação em linha → Filtro de espuma cerâmica → Estação de fundição
Esta ordem não é arbitrária - reflecte a realidade física do que cada sistema faz ao metal e os problemas que cada sistema cria e que o outro tem de gerir.
Porque é que a filtração deve seguir-se à desgaseificação (e não precedê-la):
A desgaseificação rotativa com borbulhamento de gás inerte agita significativamente a superfície da massa fundida. Esta agitação gera novas películas de óxido - a turbulência da superfície dobra a camada de óxido da superfície da fusão sobre si mesma repetidamente durante o período de tratamento de 30-120 segundos. Estes bifilmes de óxido gerados pela desgaseificação são então transportados a jusante com o metal. Se a filtração preceder a desgaseificação, estes bifilmes frescos contornam completamente o filtro e entram na cavidade do molde.
Os dados publicados por Granger (Light Metals, 1998) mostraram que a desgaseificação em linha apenas com árgon aumentou a contagem de inclusões PoDFA no metal de saída em cerca de 20-35% em comparação com o metal do forno - o que significa que a desgaseificação gerou mais inclusões do que as que estavam presentes no metal do forno. Com a adição de cloro, o mesmo estudo mostrou uma redução líquida de 60-75% no conteúdo de inclusões no fluxo de saída em comparação com o metal do forno, porque o efeito de aglomeração do cloro dominou sobre as inclusões geradas pela turbulência.
O filtro capta os subprodutos da desgaseificação:
Um filtro de espuma de cerâmica posicionado a jusante da unidade de desgaseificação captura as inclusões de óxido geradas durante o tratamento de desgaseificação, incluindo partículas de sal provenientes de adições de fluxo e quaisquer subprodutos de reacções de cloro e alumínio. Sem o filtro a jusante, estes subprodutos da desgaseificação atingiriam a cavidade do molde e criariam defeitos.
O sistema combinado consegue o que nenhum dos componentes consegue sozinho:
Conforme documentado no nosso artigo sobre o hidrogénio do filtro de espuma cerâmica, a combinação de desgaseificação (reduzindo o hidrogénio dissolvido) e filtração (removendo os locais de nucleação de bifilme) atinge níveis de porosidade que nenhum dos sistemas atinge de forma independente. Tiryakioğlu et al. (Materials Science and Engineering A, 2009) mostraram que o sistema combinado atinge um Índice de Porosidade de 1,4 vs. 4,1 para a desgaseificação isolada e 5,8 para a filtração isolada - dramaticamente melhor do que a soma dos efeitos dos componentes individuais.
Estudo de caso do mundo real: Atualização do sistema de desgaseificação numa fábrica de lingotes de alumínio, Índia, 2023
Antecedentes: Uma instalação de fundição de lingotes de alumínio 6063 em Pune, Maharashtra, Índia
Perfil da empresa: Uma instalação de fundição de lingotes de alumínio de média dimensão no distrito industrial de Pune, produzindo lingotes de liga 6063 para aplicações de extrusão arquitetónica. A fábrica operava duas linhas de fundição de refrigeração direta (DC) com uma capacidade de produção mensal combinada de aproximadamente 1.200 toneladas métricas de biletes de 6063 com diâmetros de 152 mm e 178 mm. Os principais clientes eram empresas de extrusão que produziam perfis arquitectónicos de janelas e portas para o mercado de construção indiano e para exportação para o Médio Oriente.
O ponto fraco do cliente (janeiro a setembro de 2023): A instalação registou um aumento sustentado das taxas de fissuras na superfície dos biletes e de rejeição de porosidade durante a extrusão nas instalações dos clientes. A taxa de rejeição de extrusão comunicada pelos clientes subiu de uma linha de base de aproximadamente 1,2% de rejeição de defeitos de superfície para 4,8% em nove meses. Os defeitos eram predominantemente pequenas bolhas e áreas de superfície áspera que apareciam na superfície externa do perfil extrudido após a anodização - um tipo de defeito associado à porosidade subsuperficial no lingote que se abre durante a extrusão.
A fábrica estava a utilizar um sistema de desgaseificação por lança estática (sem equipamento rotativo) com gás nitrogénio borbulhado através de uma lança fixa no forno de espera antes da tomada. Não foi instalada nenhuma unidade de desgaseificação em linha entre o forno e a estação de fundição. A filtragem de espuma cerâmica de fase única utilizou filtros de 30 ppi numa caixa de filtro básica na estação de fundição.
O gestor de qualidade da fábrica tinha aumentado o PPI do filtro de 20 para 30 ppi numa tentativa de resolver o problema seis meses antes, sem qualquer melhoria mensurável nas taxas de rejeição - indicando corretamente que a filtragem não era a causa principal.
Investigação das causas profundas (outubro de 2023): A AdTech foi contratada para efetuar uma auditoria completa da qualidade da fusão de ambas as linhas de fundição.
Medições de hidrogénio: Utilizando uma sonda Alscan alugada, medimos o hidrogénio dissolvido em três pontos: na fornalha de retenção imediatamente após o tratamento com lança estática, na lavagem a 10 metros da torneira da fornalha e na entrada da caixa do filtro. Resultados:
- Hidrogénio pós-tratamento com balança estática (no forno): 0,22 ml/100g Al em média (intervalo 0,18-0,28 em várias medições)
- Objetivo para o bilete de extrusão 6063: <0,12 ml/100g Al
O sistema de lança estática conseguia apenas uma redução de hidrogénio de 25-30% a partir de um nível inicial de forno de aproximadamente 0,28-0,32 ml/100g de Al - significativamente abaixo dos 50-70% alcançáveis com equipamento rotativo. A lança estática produzia bolhas grandes (diâmetro estimado de 10-25 mm a partir da observação visual durante um tratamento) com uma área de superfície mínima para a transferência de massa.
Reabsorção de hidrogénio na lavagem: A medição à entrada da caixa do filtro revelou hidrogénio de 0,24-0,26 ml/100g de Al - essencialmente nenhuma melhoria em relação ao trânsito do lavador e, em algumas medições, ligeiramente superior à medição do forno pós-tratamento, indicando uma reabsorção ativa de hidrogénio durante o trânsito do lavador. A lavadora não tinha telhado e estava desprotegida da atmosfera da oficina, funcionando numa instalação com uma humidade relativa medida de 68-82% (elevada devido aos sistemas de arrefecimento da água nas instalações).
Avaliação RPT: Os testes RPT em amostras colhidas no molde mostraram um Índice de Porosidade com uma média de 7,8 - indicando um risco de porosidade severamente elevado, muito acima do limite de 3,0 recomendado para o lingote de extrusão 6063.
Análise metalográfica de lingotes: As secções transversais do tarugo rejeitado confirmaram uma porosidade de gás predominantemente esférica (indicando uma porosidade impulsionada pelo hidrogénio em vez de uma porosidade dominada por bifilme) na gama de tamanhos de 0,3-1,8 mm de diâmetro, concentrada na zona subsuperficial do tarugo.
Solução da AdTech - concebida em outubro de 2023, implementada em janeiro de 2024:
Componente 1 - Unidade de desgaseificação rotativa em linha AdTech SHFD-200: Instalação de uma unidade de desgaseificação em linha de rotor único na lavagem existente entre a torneira do forno de manutenção e a caixa do filtro. Especificações da unidade: rotor de 200 mm de diâmetro, velocidade de funcionamento de 400 RPM, caudal de azoto de 1,5 Nm³/hora com possibilidade de mistura opcional de árgon e azoto. A unidade foi concebida para tratar metal ao caudal máximo de fundição da fábrica de 22 kg/min (por linha) com um volume de recipiente de tratamento que proporciona aproximadamente 45 segundos de tempo de residência.
Componente 2 - Cobertura de lavandaria e controlo da atmosfera: Foi instalado um telhado de lavagem simples, coberto com fibra refractária, sobre todo o percurso da lavagem, desde a torneira do forno até à caixa do filtro, reduzindo a humidade da atmosfera da lavagem. Foi adicionada uma purga de azoto a 5 l/min para manter a atmosfera da lavagem acima de 95% de azoto por volume, eliminando essencialmente a reabsorção de hidrogénio durante o trânsito da lavagem.
Componente 3 - Atualização da caixa de filtros: O filtro existente de estágio único de 30 ppi foi atualizado para o filtro de espuma de cerâmica de alumina sem fosfato de 40 ppi da AdTech com uma caixa de filtro maior (9 "× 9" vs. o existente 7 "× 7") para garantir a capacidade de fluxo adequada na classificação PPI mais fina.
Componente 4 - Protocolo de monitorização em linha: A AdTech forneceu um kit de RPT e treinou o pessoal de qualidade da fábrica para realizar medições de RPT a cada carga do forno (a cada 2-3 horas por linha de fundição), estabelecendo um protocolo de monitorização da produção que não existia anteriormente nas instalações.
Resultados - medidos de abril a junho de 2024 (três meses após a implementação total, em ambas as linhas de fundição):
- Hidrogénio pós-desgaseificação em linha: 0,08-0,11 ml/100g de Al em média (vs. 0,22-0,26 ml/100g de Al anteriores)
- Eficiência de redução do hidrogénio da unidade em linha: 62-68% - consistente com as expectativas de projeto para uma unidade de rotor único
- Reabsorção da lavagem com controlo da atmosfera: <0,005 ml/100g Al (essencialmente zero)
- Índice de Porosidade RPT: Média de 1,8 (vs. anterior 7,8) - muito abaixo do objetivo de 3,0
- Rejeição de defeitos de superfície de extrusão comunicada pelo cliente: 0,8% (vs. pico de 4,8% e linha de base histórica de 1,2%)
- Indicações de porosidade no tarugo UT (verificadas por ensaio ultrassónico): redução de 89% em comparação com a amostragem antes da instalação
- Árgon vs. azoto: Após três meses de funcionamento apenas com nitrogénio, a fábrica optou por mudar a Linha 1 para uma mistura de árgon e nitrogénio (10% Ar) para encomendas com especificações mais elevadas, mantendo o nitrogénio na Linha 2 para os graus padrão - uma decisão de otimização de custos apoiada pela AdTech com dados de transição
Análise de custos:
- Custo anual das rejeições comunicadas pelo cliente (re-extrusão, lingote de substituição, logística): reduzido de aproximadamente 8,2 milhões de rupias para 1,7 milhões de rupias por ano - uma poupança anual de 6,5 milhões de rupias
- Custo de instalação do sistema AdTech SHFD-200: aproximadamente INR 4,8 milhões
- Período de retorno simples: aproximadamente 9 meses após a conclusão da instalação
- Vantagem adicional: As pontuações da auditoria de qualidade do cliente melhoraram o suficiente para qualificar a fábrica para um novo acordo de fornecimento com um cliente de extrusão de EAU de qualidade superior, anteriormente rejeitado devido a preocupações de qualidade
Seleção, manutenção e modos de falha comuns do equipamento de desgaseificação
Seleção do sistema de desgaseificação correto
Parâmetros-chave a estabelecer antes de especificar um sistema de desgaseificação:
Caudal de metal: O rendimento necessário em kg/min determina o volume mínimo do recipiente, o tamanho do rotor e os requisitos de fluxo de gás. Os sistemas subdimensionados não conseguem atingir a redução de hidrogénio pretendida com a taxa de produção necessária.
Nível inicial de hidrogénio: As operações com hidrogénio inicial muito elevado (>0,30 ml/100g de Al devido à utilização de sucata pesada) exigem uma maior intensidade de tratamento - quer seja um tempo de tratamento mais longo, uma configuração de rotor duplo ou a adição de cloro.
Hidrogénio alvo pós-tratamento: As aplicações de grau CE e aeroespaciais requerem menos de 0,08-0,10 ml/100g de Al; o tarugo de extrusão padrão normalmente visa 0,10-0,12 ml/100g de Al. A percentagem de remoção necessária determina a velocidade do rotor, o caudal de gás e a configuração do sistema.
Compatibilidade da liga metálica: As ligas sensíveis ao cloro (portadoras de lítio) restringem as escolhas de gás. As ligas com elevado teor de Mg podem exigir árgon em vez de azoto.
Manutenção do rotor e do veio
O rotor e o veio de grafite são componentes consumíveis que requerem uma inspeção e substituição regulares. Na AdTech, recomendamos o seguinte protocolo de inspeção:
| Item de inspeção | Frequência | Limiar de ação |
|---|---|---|
| Inspeção visual do rotor | Cada ciclo de tratamento | Substituir se o diâmetro for reduzido >15% em relação ao novo |
| Inspeção visual do veio | A cada 5 ciclos | Substituir se as fissuras superficiais forem visíveis ou se o comprimento for reduzido |
| Medição do peso do rotor | A cada 10 ciclos | Substituir se o peso tiver diminuído >20% em relação ao novo |
| Verificação do caudal de gás | Cada ciclo | Investigar se o caudal se desviar >10% do ponto de regulação |
| Junta de estanquidade rotativa | Mensal | Substituir se for detectada uma fuga de gás |
| Consumo de corrente do motor de acionamento | Semanal | Investigar se a corrente aumenta >15% acima da linha de base |
Modos de falha comuns e sinais de diagnóstico
Falha 1 - Desgaste do rotor: A erosão gradual do rotor pela fusão do alumínio e o ataque químico do cloro aumentam progressivamente o tamanho das bolhas. Diagnóstico: aumento do hidrogénio pós-tratamento em condições de funcionamento constantes. Resolução: substituir o rotor de acordo com o plano de manutenção.
Falha 2 - Fratura do veio: O veio de grafite parte-se durante a imersão ou a rotação. Diagnóstico: perda imediata do fluxo de gás e da rotação; o fragmento do veio pode ser visível na escória. Prevenção: seguir um procedimento de imersão controlado (nunca bater com o veio contra a parede do recipiente); verificar o grau correto do veio para a temperatura.
Falha 3 - Bloqueio do fluxo de gás: Portas do rotor bloqueadas por alumínio solidificado ou inclusões acumuladas. Diagnóstico: aumento da pressão da linha de gás no rotor a um caudal constante; observação de borbulhamento reduzido na fusão. Resolução: remover o rotor e limpar as portas; ou substituir o rotor se o bloqueio for grave.
Falha 4 - Ataque refratário do vaso: A fusão penetra no revestimento refratário do recipiente de tratamento. Diagnóstico: aumento da perda de temperatura do metal ao longo do recipiente; fissuração ou fragmentação visível do refratário. Prevenção: inspeção regular do refratário; manter os procedimentos de pré-aquecimento recomendados; evitar excursões de temperatura.
Falha 5 - Falha da união rotativa: A ligação de gás entre a alimentação de gás estacionária e o veio rotativo falha, com fugas de gás. Diagnóstico: fluxo de gás reduzido para o rotor; bolhas de gás visíveis na união rotativa. Resolução: substituir o vedante da união rotativa.
Perguntas frequentes sobre o equipamento de desgaseificação de alumínio
1: Qual é o objetivo da desgaseificação do alumínio e o que acontece sem ela?
A desgaseificação do alumínio remove o hidrogénio dissolvido que, de outra forma, causaria a porosidade do gás nas peças fundidas solidificadas. Sem desgaseificação, o hidrogénio dissolvido na massa fundida - que pode atingir 0,20-0,40 ml/100g Al em operações mal geridas - não pode escapar durante a queda de 20 vezes na solubilidade do hidrogénio que ocorre na solidificação. O hidrogénio nucleia-se sob a forma de bolhas de gás no metal em solidificação, criando poros esféricos de 0,1-2 mm de diâmetro em toda a peça fundida. Estes poros causam falhas de estanquidade à pressão em componentes hidráulicos, quebras de fio na trefilagem de barras, formação de bolhas na superfície durante o tratamento térmico T6 e redução da vida à fadiga e do alongamento em peças fundidas estruturais. Sem qualquer tratamento de desgaseificação, a maior parte das ligas de alumínio fundidas em condições normais apresentam níveis de porosidade que não cumprem os critérios de aceitação das especificações dos sectores automóvel, aeroespacial e de condutores eléctricos. Mesmo as operações que utilizam cargas pesadas de sucata, que geram níveis particularmente elevados de hidrogénio, podem alcançar uma qualidade de fusão adequada com equipamento de desgaseificação devidamente concebido e mantido.
2: Quanto tempo demora a desgaseificação do alumínio com uma unidade rotativa?
A desgaseificação rotativa em linha trata normalmente o metal em 30-120 segundos de tempo de permanência. A desgaseificação em lote no forno requer 15-30 minutos por carga do forno. O tempo de tratamento numa unidade em linha é determinado pelo volume do recipiente dividido pelo caudal volumétrico do metal - um recipiente maior ou um fluxo de metal mais lento proporciona um tempo de tratamento mais longo e, consequentemente, uma melhor remoção de hidrogénio. Para uma unidade em linha de rotor único padrão que trate a liga 6063 a 20 kg/min, um volume de recipiente de aproximadamente 60-80 litros proporciona 45-60 segundos de tempo de residência, alcançando uma redução de hidrogénio de 55-70%. A duplicação do volume do recipiente (120-160 litros) com o mesmo caudal proporciona 90-120 segundos e atinge uma redução de 70-80%. A desgaseificação no forno é mais lenta porque o volume do lote é grande e a taxa de remoção de hidrogénio por unidade de volume de fusão é menor - o rotor trata eficazmente apenas o metal na sua vizinhança imediata, exigindo padrões de circulação para distribuir o tratamento por todo o volume de carga do forno.
3: Qual é a diferença entre árgon e nitrogénio para a desgaseificação do alumínio?
O árgon e o nitrogénio atingem uma eficiência de desgaseificação semelhante para a maioria das ligas de alumínio, com o nitrogénio a custar normalmente menos 30-60%. A principal diferença é a reatividade química. O árgon é completamente inerte e é o gás preferido para ligas que contêm lítio (2xxx com Li, 8xxx com Li) e ligas de magnésio muito elevado (>4% Mg) onde o azoto poderia formar nitretos indesejáveis. O azoto é aceitável para ligas comerciais padrão, incluindo ligas de extrusão 6xxx, latas de 3xxx, a maioria das ligas 5xxx (Mg <4%) e ligas de fundição A356/A380. Para a maioria das operações, a vantagem de custo do azoto com um desempenho equivalente torna-o a escolha padrão, sendo o árgon reservado para ligas sensíveis. Ambos os gases conseguem uma redução de hidrogénio de 50-70% numa unidade em linha de passagem única. Nenhum deles deve ser utilizado abaixo de 99,99% de pureza para evitar a introdução de humidade que neutraliza o efeito de desgaseificação.
4: Como sabe se o seu equipamento de desgaseificação está a funcionar corretamente?
O método mais fiável de verificação da produção é o Teste de Pressão Reduzida (RPT) realizado em cada carga do forno, combinado com medições periódicas da sonda de hidrogénio. Um sistema de desgaseificação a funcionar corretamente produz resultados consistentes de RPT abaixo do limiar de especificação (tipicamente Índice de Porosidade abaixo de 2,0 para aplicações premium, abaixo de 3,0 para qualidade standard). Valores crescentes de RPT em condições de funcionamento constantes indicam uma diminuição da eficácia da desgaseificação - frequentemente causada por desgaste do rotor, redução do fluxo de gás ou aumento do hidrogénio inicial devido a alterações no processo. As medições com sondas Telegas ou Alscan fornecem uma quantificação direta do hidrogénio e permitem o cálculo da eficiência de remoção real. Se a eficiência de remoção medida descer abaixo de 40% (de um valor esperado de 55-70%) nas mesmas condições de funcionamento, investigar o estado do rotor, a verificação do caudal de gás e a integridade do refratário do recipiente. A referência cruzada periódica entre os resultados do RPT e as medições diretas de hidrogénio estabelece a correlação entre o RPT e o hidrogénio para a sua liga específica e condições de funcionamento, tornando o RPT de baixo custo uma ferramenta fiável de monitorização de rotina.
5: A desgaseificação pode remover inclusões do alumínio, bem como o hidrogénio?
O equipamento de desgaseificação remove algumas inclusões como efeito secundário, mas a filtração por espuma cerâmica é necessária para um controlo eficaz das inclusões. O mecanismo de flutuação de bolhas na desgaseificação rotativa recolhe algumas inclusões de óxido nas superfícies das bolhas e flutua-as para a superfície da fusão, onde se concentram na camada de escória. A investigação realizada por Granger (Light Metals, 1998) mostrou que a desgaseificação apenas com árgon reduziu o teor de inclusões PoDFA em cerca de 20-30%, enquanto a desgaseificação com árgon-cloro alcançou uma redução de inclusões de 60-75% através de uma maior aglomeração e flotação. No entanto, as inclusões finas (inferiores a cerca de 10 microns) não são efetivamente capturadas pela flotação no recipiente de desgaseificação e passam para a fundição. A filtração por espuma cerâmica com 30-50 ppi captura estas inclusões finas através de mecanismos de adesão à superfície e de filtração em profundidade. A combinação de desgaseificação (com cloro para aglomeração) seguida de filtração por espuma cerâmica atinge 90%+ de remoção total de inclusões - muito além do que qualquer um dos sistemas consegue independentemente.
6: Que velocidade do rotor devo utilizar para a desgaseificação do alumínio?
A velocidade óptima do rotor para a maioria das unidades comerciais de desgaseificação em linha é de 300-450 RPM - suficientemente elevada para produzir bolhas finas, mas não tão elevada que cause turbulência excessiva na superfície. A relação entre a velocidade do rotor e o tamanho das bolhas foi caracterizada por Jahn e Schwerdtfeger (Metallurgical Transactions B, 1978), que descobriram que o diâmetro das bolhas aumenta aproximadamente com a velocidade da ponta do rotor à potência de -0,6. Isto significa que o aumento da velocidade de 300 para 450 RPM (aumento de 50%) reduz o diâmetro médio das bolhas em cerca de 28%, aumentando a área interfacial em cerca de 39% - uma melhoria significativa da eficiência. No entanto, acima de aproximadamente 500 RPM para a maioria dos designs de rotores comerciais, a turbulência da superfície aumenta rapidamente e gera novas películas de óxido a uma taxa que compensa parcialmente a melhoria da remoção de hidrogénio. A velocidade óptima também depende do caudal do metal (um caudal mais rápido requer uma velocidade mais elevada para atingir um NTU equivalente) e da geometria do recipiente. A maioria das unidades SHFD da AdTech está optimizada para 350-420 RPM para condições de funcionamento normais, podendo os operadores ajustar a velocidade dentro do intervalo de 200-600 RPM utilizando o controlador VFD.
7: Com que frequência devem ser substituídos os rotores e os eixos de grafite numa unidade de desgaseificação de produção?
A frequência de substituição do rotor de grafite na produção varia tipicamente entre cada 20 e 80 ciclos de tratamento, dependendo das condições de funcionamento. Os factores dominantes que afectam a vida útil do rotor são: temperatura do metal (cada 10°C acima de 730°C duplica aproximadamente a taxa de oxidação da grafite), teor de cloro no gás de desgaseificação (2% Cl₂ reduz a vida útil do rotor em aproximadamente 30-40% em comparação com o árgon apenas), qualidade de manuseamento mecânico (o desalinhamento causa desgaste excêntrico e fratura prematura) e grau de grafite do rotor. Os rotores da AdTech, fabricados a partir de grafite isostática de alta pureza com otimização específica da estrutura do grão para o serviço de alumínio, atingem tipicamente 40-70 ciclos de tratamento em condições padrão (temperatura do metal de 720°C, apenas árgon ou <3% Cl₂, manuseamento cuidadoso) antes que o desgaste reduza o diâmetro do rotor abaixo do limiar de 85%. A vida útil do eixo é tipicamente 2-3× a vida útil do rotor nas mesmas condições, uma vez que o eixo não está diretamente em contacto com a zona de maior agitação. A manutenção de um calendário de substituição estruturado com base na medição da perda de peso (em vez de esperar pela falha) evita os problemas de qualidade da fundição que resultam do funcionamento com um rotor muito desgastado que produz bolhas demasiado grandes.
8: Qual é o efeito da temperatura do metal na eficiência da desgaseificação?
Uma temperatura mais elevada do metal melhora a eficiência da desgaseificação até aproximadamente 750°C, acima da qual os benefícios atingem um patamar, enquanto os riscos de aumento da oxidação e reabsorção de hidrogénio aumentam. O coeficiente de difusão do hidrogénio no alumínio líquido aumenta com a temperatura (de aproximadamente 2,8 × 10-³ cm²/s a 690°C para 3,8 × 10-³ cm²/s a 750°C, de acordo com Eichenauer e Markopoulos, 1974), o que aumenta a taxa de transferência de massa da fusão para as bolhas de gás. Além disso, a viscosidade da massa fundida diminui com a temperatura, permitindo que as bolhas subam mais facilmente e se distribuam de forma mais uniforme. A vantagem prática de operar a 730-740°C em vez de 700-710°C é uma melhoria de aproximadamente 8-12% na eficiência de remoção de hidrogénio a uma velocidade de rotor e caudal de gás equivalentes. No entanto, temperaturas acima de 750 ° C aumentam significativamente a taxa de absorção de hidrogênio na superfície do fundido (devido ao aumento da taxa de reação da reação H₂O-Al), compensando parcialmente a melhoria da eficiência de desgaseificação. Além disso, a oxidação do rotor de grafite acelera significativamente acima de 750°C. A temperatura ideal do metal para desgaseificação na maioria dos sistemas de liga de alumínio é de 720-740°C.
9: Porque é que a minha unidade de desgaseificação não está a conseguir a redução de hidrogénio esperada?
As causas mais comuns do desempenho da desgaseificação abaixo das especificações são o desgaste do rotor, o caudal de gás insuficiente, o caudal de metal acima da capacidade projectada e o hidrogénio inicial elevado devido a alterações no processo. A resolução de problemas deve proceder de forma sistemática: em primeiro lugar, verificar o caudal de gás com um medidor de caudal independente (os sistemas de controlo de caudal podem apresentar desvios); em segundo lugar, inspecionar visualmente o padrão de borbulhamento através da porta de observação do recipiente (bolhas finas e uniformemente distribuídas indicam um funcionamento adequado; bolhas grandes e pouco frequentes indicam desgaste do rotor ou restrição do caudal de gás); em terceiro lugar, pesar o rotor, se possível, para quantificar o desgaste (um rotor com menos de 80% do peso original terá um desempenho fraco); em quarto lugar, verificar o hidrogénio metálico de entrada com uma sonda de medição direta para verificar se o hidrogénio inicial não se alterou. Se todos os parâmetros do equipamento forem verificados, mas o desempenho continuar a ser inadequado, reveja as alterações do processo: o aumento da proporção de sucata na carga, as alterações na humidade da atmosfera do forno, as novas adições de ligas ou a humidade do refratário resultante de trabalhos de manutenção são causas comuns de hidrogénio inicial elevado que requerem o ajuste dos parâmetros do equipamento ou a correção do processo.
10: Qual é o custo aproximado de funcionamento de uma unidade rotativa de desgaseificação de alumínio?
Os principais custos operacionais de uma unidade rotativa de desgaseificação de alumínio são o consumo de gás de desgaseificação (normalmente o maior custo), a substituição do rotor e do eixo de grafite e a energia eléctrica. A um preço típico de árgon industrial de aproximadamente 0,15-0,25 USD por Nm³ e uma taxa de consumo de 1,5 Nm³/hora para uma unidade em linha de rotor único padrão, o custo do gás é de aproximadamente 0,22-0,38 USD por hora de funcionamento. A uma taxa de produção de 1.200 kg/hora, este valor é de aproximadamente 0,18-0,32 USD por tonelada métrica de metal tratado - relativamente baixo. O custo do rotor de grafite, de aproximadamente 150-350 USD por rotor (dependendo do tamanho e do grau), amortizado em 40-60 ciclos de tratamento de 60-90 minutos cada, traduz-se em aproximadamente 0,05-0,15 USD por tonelada métrica. A energia eléctrica para o motor de acionamento (tipicamente 2-5 kW) a 0,08 USD/kWh acrescenta aproximadamente 0,01-0,03 USD por tonelada métrica. O custo total de funcionamento é tipicamente de 0,25-0,55 USD por tonelada métrica de alumínio tratado - um retorno extremamente favorável dado que um único lote de produção de peças fundidas rejeitadas custa tipicamente 50-200× mais do que o custo de filtração e desgaseificação para esse volume de metal.
Resumo: Selecionar e operar eficazmente o equipamento de desgaseificação de alumínio
O equipamento de desgaseificação de alumínio funciona através da criação da maior área interfacial possível entre as bolhas de gás inerte sem hidrogénio e o alumínio fundido saturado de hidrogénio, impulsionando a transferência de hidrogénio da fusão para as bolhas através do diferencial de pressão parcial. O design do impulsor rotativo consegue este objetivo através do corte mecânico do fluxo de gás em bolhas finas (0,5-3 mm de diâmetro versus 5-25 mm para sistemas de lança) e circulação simultânea da fusão para distribuir as bolhas por todo o volume de tratamento.
A eficácia prática de qualquer sistema de desgaseificação depende de quatro variáveis que devem ser corretamente especificadas: o tamanho das bolhas (controlado pelo desenho e velocidade do rotor), o tempo de contacto bolha-fusão (controlado pelo volume do recipiente e pelo caudal de metal), a composição do gás (misturas de árgon vs. nitrogénio vs. cloro) e a integração com a filtragem a jusante para capturar as inclusões geradas durante o próprio processo de desgaseificação.
As operações que alcançam os melhores resultados - hidrogénio pós-tratamento consistentemente abaixo de 0,10 ml/100g de Al e Índice de Porosidade RPT confiavelmente abaixo de 2,0 - partilham três caraterísticas: utilizam desgaseificação rotativa em vez de desgaseificação do tipo lança, medem o teor de hidrogénio rotineiramente em vez de assumirem que o equipamento está a funcionar corretamente, e tratam a desgaseificação e a filtração como um sistema coordenado em vez de componentes independentes.
Na AdTech, concebemos, fornecemos e apoiamos sistemas completos de tratamento de fusão que integram a desgaseificação e a filtração com os requisitos específicos da gama de ligas, volume de produção e especificação de qualidade de cada cliente. O caso da fábrica de tarugos de Pune documentado acima é um dos muitos em que a abordagem simultânea de ambos os componentes proporcionou resultados que nenhum deles poderia alcançar de forma independente.
Para a seleção do sistema de desgaseificação, cálculos de dimensionamento ou apoio à otimização operacional, contacte a equipa de engenharia da AdTech casthouse com o seu rendimento de metal, gama de ligas e especificação do hidrogénio pretendido.
Este artigo foi preparado pela equipa editorial técnica da AdTech com base na experiência primária de engenharia de castiçais, investigação metalúrgica publicada, incluindo trabalhos de Eichenauer e Markopoulos, Dispinar e Campbell, Jahn e Schwerdtfeger, Doutre et al., Granger, Johansen, Engh e Rasch, e Pedersen et al., e dados de medição operacional direta de instalações de fundição de alumínio. O conteúdo é revisto anualmente para refletir a tecnologia atual do equipamento e as práticas da indústria.
