Alüminyum gaz giderme ekipmanı Dönen bir grafit rotor ve şaft sistemi aracılığıyla erimiş alüminyuma ince inert gaz kabarcıkları (tipik olarak argon veya nitrojen) enjekte ederek çalışır. Çözünmüş hidrojen atomları aşırı doymuş eriyikten düşük hidrojenli kısmi basınçlı kabarcıklara göç eder ve yüzeye taşınarak nihai dökümlerdeki gözeneklilik kusurlarını 50-85% azaltır.
Projeniz Alüminyum Gaz Giderme Ekipmanı kullanımını gerektiriyorsa, şunları yapabilirsiniz Bize ulaşın ücretsiz fiyat teklifi için.
Alüminyum Neden Gaz Giderme İşlemine İhtiyaç Duyar? Erimiş Metalde Hidrojen Sorunu
Gaz giderme ekipmanının nasıl çalıştığını incelemeden önce, hidrojenin alüminyum üretiminde neden bu kadar kalıcı ve ciddi bir sorun teşkil ettiğini anlamak önemlidir. Sıvı alüminyumdaki hidrojenin fiziği, çelik veya bakır dökümde karşılaşılan hiçbir şeye benzemeyen bir kusur mekanizması yaratır.

Hidrojen Çözünürlüğü: Sorunun Kökeni
Hidrojen, tipik dökümhane koşulları altında sıvı alüminyumda önemli miktarlarda çözünen tek gazdır. Çözünürlük, çözünmüş hidrojen konsantrasyonunun eriyiğin üzerindeki atmosferde hidrojen kısmi basıncının karekökü ile orantılı olduğunu belirten Sieverts yasasını takip eder.
Tipik bir alüminyum tutma sıcaklığı olan 700°C'de (1292°F) sıvı alüminyum, bir atmosfer hidrojen kısmi basıncında 100 gram metal başına yaklaşık 0,65-0,69 ml hidrojen çözer (Eichenauer ve Markopoulos, Zeitschrift für Metallkunde, 1974). Katılaşma noktasının hemen altındaki katı alüminyumda bu çözünürlük yaklaşık 20 kat düşerek kabaca 0,034 ml/100g Al'a iner.
Bu dramatik çözünürlük değişimi, esasen tüm çözünmüş hidrojenin katılaşmadan önce eriyikten kaçması ya da katılaşan metal içinde gaz kabarcıkları olarak çekirdeklenerek gözeneklilik yaratması gerektiği anlamına gelir. Endüstriyel alüminyum eriyikleri nadiren atmosferik kısmi basınçla dengede hidrojen içerir - gerçek hidrojen seviyeleri iyi işlenmiş birincil metalde yaklaşık 0,05 ml/100g Al'dan kirlenmiş hurda ağırlıklı yüklerde 0,40 ml/100g Al'a kadar değişir.
Üretim Uygulamasında Hidrojen Eriyiğe Nasıl Girer?
Endüstriyel alüminyum işlemede hidrojen kaynakları çok sayıda ve kalıcıdır:
Eriyik yüzeyinde nem reaksiyonu: Çoğu operasyonda baskın kaynaktır. Atmosferik su buharı sıvı alüminyum ile sürekli reaksiyona girer:
2Al (sıvı) + 3H₂O (gaz) → Al₂O₃ + 6H (eriyikte çözünmüş)
Bu reaksiyon tüm alüminyum döküm sıcaklıklarında termodinamik olarak ilerler. 50% bağıl nem ve 25°C ortam sıcaklığında, 700°C'de alüminyumdaki denge hidrojen içeriği yaklaşık 0,25 ml/100g Al olacaktır - çoğu kalite spesifikasyonu için 0,10 ml/100g Al hedefinin çok üzerindedir.
Şarj malzemesi kontaminasyonu: Yüzey nemi, işleme yağları, soğutma sıvısı kalıntıları, boya ve eloksal katmanları taşıyan hurda alüminyum, yeniden ergitme sırasında hidrojen açığa çıkarır. Dispinar ve Campbell (International Journal of Cast Metals Research, 2006), karışık tüketim sonrası hurda yüklerinin, aynı şekilde eritilen eşdeğer birincil alüminyumdan sürekli olarak 0,15-0,25 ml/100g Al daha yüksek hidrojen içeriğine sahip eriyikler ürettiğini ölçmüştür.
Soğuk ve nemli takımlar: Eriyikle temas etmeden önce yeterince ön ısıtmaya tabi tutulmamış potalar, yolluklar, çarklar ve refrakter bileşenler nemi hızla serbest bırakır. Kurutulmamış tek bir pota girişi, temas ettiği metal hacminde hidrojen içeriğini yerel olarak 0,05-0,10 ml/100g Al kadar artırabilir.
Alaşımlama ve tahıl arıtıcı ilaveleri: Bazı ana alaşım ilaveleri ve tane inceltici çubuklar organik yağlayıcılarla işlenmiştir veya depolama sırasında yüzey nemini emmiştir. Bunlar eriyik içinde çözünme sırasında hidrojen açığa çıkarır.
Yüksek Hidrojen İçeriğinin Sonuçları
Alüminyum dökümlerde kontrolsüz hidrojenin sonuçları hem çeşitli hem de ağırdır:
| Hidrojen Seviyesi (ml/100g Al) | Döküm Kalitesi Üzerindeki Tipik Etkisi |
|---|---|
| <0.08 | Çoğu alaşım sisteminde minimum gaz gözenekliliği |
| 0.08-0.12 | Orta düzey özellikler için kabul edilebilir; kritik uygulamalar için sınırda |
| 0.12-0.20 | Kum ve kalıcı kalıp dökümlerinde gözle görülebilir gaz gözenekliliği; çubuk çekmede tel kırılmaları |
| 0.20-0.35 | Önemli porozite; yapısal özelliklerde bozulma; basınç sızdırmazlığı arızaları |
| >0.35 | Ciddi porozite; T6 ısıl işlemi sırasında yüzey kabarması; döküm reddi |
Basit gözenekliliğin ötesinde, yüksek hidrojen oksit bifilmlerle etkileşime girerek (Birmingham Üniversitesi'nden Campbell tarafından kapsamlı bir şekilde belgelendiği gibi) alüminyum dökümlerde en zararlı kusur kombinasyonunu oluşturur: düzensiz şekilli, tercihen kritik yapısal konumlarda bulunan ve mekanik test numunelerinde en kötü durumdaki yorulma ve uzama değerlerinden sorumlu olan bifilm çekirdekli hidrojen gözenekleri.
Döner Gaz Giderme Ekipmanı Nasıl Çalışır? Çekirdek Mekanizması Açıklandı
Dönen grafit rotor kullanan rotary inline gaz giderme (RILD), modern alüminyum üretiminde baskın gaz giderme teknolojisidir. Neden çalıştığının fiziğini ve ne kadar iyi çalıştığını belirleyen belirli tasarım değişkenlerini anlamak, etkili ekipman seçmek ve çalıştırmak için temeldir.

Termodinamik İtici Güç
Gaz giderme mekanizması, eriyikteki çözünmüş hidrojen ile enjekte edilen gaz kabarcıklarının içindeki hidrojen kısmi basıncı arasındaki kısmi basınç gradyanı tarafından yönetilir. Eriyik içine yeni enjekte edilen saf argon kabarcığında, kabarcık içindeki hidrojen kısmi basıncı esasen sıfırdır. Çevredeki eriyikte, çözünmüş hidrojen sonlu bir denge hidrojen kısmi basıncına (Sieverts yasasından hesaplanır) karşılık gelen bir konsantrasyonda bulunur.
Bu basınç gradyanı, hidrojen atomlarının konsantrasyon gradyanı boyunca eriyikten kabarcığa difüze olmasını sağlar. Difüzyon hızı Fick'in birinci yasası ile tanımlanır:
J = D × (C_melt - C_bubble_surface) / δ
Burada J hidrojen akısı (ml/cm²-s), D sıvı alüminyumdaki hidrojen difüzyon katsayısı (700°C'de yaklaşık 3,2 × 10-³ cm²/s, Eichenauer ve Markopoulos, 1974), C_melt yığın hidrojen konsantrasyonu, C_bubble_surface kabarcık-eriyik arayüzündeki hidrojen konsantrasyonu ve δ kabarcık etrafındaki etkili difüzyon sınır tabakası kalınlığıdır.
Her bir kabarcık eriyik boyunca yükselirken hidrojeni emer ve bu hidrojeni eriyiğin üzerindeki atmosfere kaçacağı yüzeye taşır. Sürekli taze, hidrojen içermeyen kabarcık kaynağı, gaz giderme işlemi boyunca itici gücü korur.
Kabarcık Boyutu Neden Kritik Tasarım Parametresidir?
Eriyikten toplam hidrojen uzaklaştırma oranı, kütle transferi için mevcut olan toplam gaz-sıvı arayüzey alanına bağlıdır. Enjekte edilen gazın sabit bir hacmi için:
Toplam arayüzey alanı = (6 × V_toplam gaz) / d_kabarcık
Burada d_bubble kabarcık çapıdır. Bu ilişki, kabarcık çapının yarıya indirilmesinin aynı gaz hacmi için mevcut arayüzey alanını dört katına çıkardığını göstermektedir. Döner gaz giderme teknolojisinin bir lans aracılığıyla gaz kabarcığı oluşturmaktan çok daha etkili olmasının nedeni budur - rotorun mekanik kesme hareketi gaz akışını lansla enjekte edilen kabarcıklardan çok daha küçük kabarcıklara ayırır.
Mızrakla enjekte edilen bir gaz akışı tipik olarak alüminyumda 5-20 mm çapında kabarcıklar üretir. İyi tasarlanmış bir döner gaz giderme rotoru 0,5-3 mm çapında kabarcıklar üretir - kabarcık çapında 5-40 kat azalma, tüketilen gaz birimi başına kütle transfer yüzey alanında 5-40 kat artışa karşılık gelir.
Jahn ve Schwerdtfeger tarafından yapılan araştırma (Metallurgical Transactions B, 1978) sıvı alüminyumdaki kabarcık boyutu dağılımını rotor tasarımı ve hızının bir fonksiyonu olarak belirlemiş ve kabarcık çapının rotor uç hızı ile yaklaşık -0,6 kuvvetinde ölçeklendiğini bulmuştur. Daha yüksek rotor hızı, ikincil birleşmenin daha fazla boyut küçülmesini sınırladığı noktaya kadar daha küçük kabarcıklar üretir.
Ayrıntılı Olarak Rotor Mekanizması
Grafit rotor, dönen bir grafit milin ucuna oturur. Rotor dönerken (sisteme bağlı olarak tipik olarak 200-600 RPM'de), aynı anda birkaç etki yaratır:
Gaz dağılımı: İçi boş şafttan beslenen inert gaz, rotor gövdesindeki portlardan çıkar. Dönen rotordan gelen merkezkaç kuvveti, rotor-eriyik arayüzündeki kesme kuvvetleriyle birleşerek gaz akışını ince kabarcıklara ayırır ve bunları eriyik içinde radyal olarak dışarı doğru dağıtır.
Dolaşım: Dönen rotor, eriyikte kabarcıkların rotorun yakınında yoğunlaşmasına izin vermek yerine kabarcıkları arıtma kabı boyunca dağıtan bir sirkülasyon modeli oluşturur. Bu sirkülasyon, işlem homojenliği için kritik öneme sahiptir - bu olmadan, merkezde çalışan rotora rağmen kabın çevresindeki metal minimum gaz giderme alacaktır.
Dahil etme promosyonu yüzeye çıkar: Eriyik sirkülasyon modeli ayrıca oksit kalıntılarını ve metalik olmayan partikülleri eriyik yüzeyine doğru teşvik eder ve burada çıkarılabilecek bir yağsız tabaka olarak toplanırlar. Bu, döner gaz gidermenin tek başına hidrojen gideriminin ötesinde önemli bir ikincil faydasıdır.
Yüzey çalkalama kontrolü: Rotor tasarımı ve hızı, aşırı yüzey türbülansı olmadan yeterli kabarcık dağılımını sağlayacak şekilde dengelenmelidir. Türbülanslı eriyik yüzeyleri, hem yeni inklüzyonları ortaya çıkaran hem de ek hidrojen absorpsiyon yolları sağlayan yeni oksit filmleri oluşturur. Optimum rotor, yüzey çalkantısını önemli ölçüde yeni oksit oluşumu için eşiğin altında tutarken maksimum kabarcık üretiminde çalışır.
Ne Tür Alüminyum Gaz Giderme Ekipmanları Mevcuttur?
Alüminyum endüstrisi, her biri farklı çalışma prensiplerine, sermaye maliyetlerine ve performans özelliklerine sahip birkaç farklı gaz giderme yaklaşımı kullanmaktadır.
Tip 1: Döner Hatlı Gaz Giderme Üniteleri (RILD/SNIF/ALPUR)
Sıralı döner üniteler, refrakter astarlı bir arıtma kabı aracılığıyla fırından döküm istasyonuna akarken metali sürekli olarak işler. Metal bir taraftan girer, bir veya daha fazla rotordan gaz giderme işlemi görür ve diğer taraftan filtre ve döküm sistemine çıkar.
Önemli ticari sistemler:
- SNIF (Spinning Nozzle Inert Flotation) - Union Carbide tarafından geliştirilmiş, yaygın olarak lisanslanmıştır.
- ALPUR - Pechiney (şimdi Rio Tinto Aluminium) tarafından geliştirilmiştir.
- SIR (Spinning Impeller Reactor) - Norsk Hydro tarafından geliştirilmiştir.
- AdTech SHFD serisi - alüminyum dökümhane operasyonları için optimize edilmiş kendi tasarımımız.
Bu sistemler, metalin nispeten sabit oranlarda aktığı sürekli döküm işlemleri (kütük, slab, filmaşin) için tercih edilir. Tek rotorlu iyi tasarlanmış bir inline ünite, hidrojeni tek bir geçişte 50-70% azaltır. Çift rotorlu konfigürasyonlar 65-80% azaltma sağlar.
Tip 2: Fırın İçi Döner Gaz Giderme (Lance Sistemleri)
Taşınabilir veya sabit bir döner gaz giderme ünitesi bekletme veya eritme fırınına yerleştirilir, rotor ve şaft eriyik içine daldırılır ve fırın arıtma kabı olarak hizmet ederken gaz enjekte edilir. İşlemden sonra, ünite dokunmadan önce çıkarılır.
Avantajlar: Özel bir hat içi üniteden daha düşük sermaye maliyeti; kesikli eritme işlemleri için uygun; tek bir taşınabilir ünite ile birden fazla fırını işleme esnekliği.
Sınırlamalar: Gazdan arındırma, metalin daha sonra dökümden önce fırın atmosferinden bir miktar hidrojenin yeniden emilmesine izin verecek şekilde ek bir süre bekletileceği fırında gerçekleşir. İşlem süresi daha uzundur (tipik olarak fırın şarjı başına 15-30 dakika). Metalin işlemden sonra fırında tutulması gerekir, bu da programlama kısıtlamaları yaratır.
Tip 3: Statik Lans (Gözenekli Tapa) Gaz Giderme
Gaz, mekanik yardım olmaksızın gözenekli bir refrakter tapa veya batık bir lans aracılığıyla kabarcıklandırılır. Bu, döner sistemlerden çok daha büyük kabarcıklar üretir ve önemli ölçüde daha düşük verimlilik sağlar.
Tipik hidrojen indirgemesi: Başlangıç seviyesinden itibaren 20-40% - döner sistemlerden önemli ölçüde daha düşük.
Şu anki kullanım: Öncelikle sermaye yatırımının döner ekipmanı haklı çıkaramayacağı küçük operasyonlarda, düşük özellikli alaşımlar için veya birincil gaz giderme ve döküm arasında ek işlem için.
Tip 4: Flux Tablet (Katı Gaz Giderme Maddesi) İşlemi
Hekzakloroetan (C₂Cl₆) tabletleri veya benzer katı reaktif maddeler eriyiğin içine daldırılır ve burada reaksiyona girerek metalin içinden kabarcıklar halinde geçen klor ve hidrojen klorür gazları üretirler.
Hidrojen indirgeme: Tipik 30-50%.
Problemler: Duman ekstraksiyonu gerektiren toksik klor ve hidrojen klorür gazları üretir; dikkatlice yönetilmezse tuz kalıntıları üretir; operatör güvenliği endişeleri; Avrupa ve bazı Asya pazarlarında çevresel düzenlemelerle giderek daha fazla kısıtlanmaktadır. Yeni tesislerde nadiren belirtilir ancak bazı pazarlarda hala kullanılmaktadır.
Tip 5: Vakumlu Gaz Giderme
Eriyik kısmi vakuma maruz bırakılır, bu da eriyiğin üzerindeki atmosferde hidrojen kısmi basıncını sıfıra yakın bir seviyeye düşürür ve çözünmüş hidrojeni buhar basıncı farkıyla yüzeye çıkarır.
Hidrojen indirgeme: 85-95% - tüm gaz giderme yöntemleri arasında en yükseği.
Sınırlamalar: Çok yüksek sermaye maliyeti; sürekli döküm operasyonlarına entegre edilmesi zor; öncelikle ultra temiz alüminyum üretimi için kullanılır (havacılık, yüksek saflıkta uygulamalar, kapasitör folyosu). AlVac prosesi (İskandinavya'da geliştirilmiş ve kullanılmaktadır) işlem sonrası 0,02-0,04 ml/100g Al hidrojen seviyelerine ulaşmaktadır.
Gaz Giderme Teknolojisi Karşılaştırma Tablosu
| Teknoloji | H₂ Azaltma Verimliliği | Sermaye Maliyeti | İşletme Maliyeti | Dahil Etme Kaldırma | En İyi Uygulama |
|---|---|---|---|---|---|
| Rotary inline (tek rotorlu) | 50-70% | Orta düzeyde | Düşük-Orta | İyi (ikincil) | Sürekli döküm, standart kalite |
| Rotary inline (çift rotorlu) | 65-80% | Orta-Yüksek | Orta düzeyde | İyi | Yüksek kaliteli sürekli döküm |
| Fırın içi döner lans | 45-65% | Düşük-Orta | Düşük | Adil | Toplu döküm, dökümhaneler |
| Statik lans / gözenekli tapa | 20-40% | Düşük | Çok Düşük | Zayıf | Düşük özellikli, küçük operasyonlar |
| Akı tabletleri | 30-50% | Çok Düşük | Düşük | Adil | Eski sistemler, gelişmekte olan pazarlar |
| Vakumlu gaz giderme | 85-95% | Çok Yüksek | Yüksek | Zayıf (dahil etme kaldırma yok) | Havacılık ve uzay, ultra temiz |
| Rotary inline + Ar/Cl₂ gazı | 70-82% | Orta-Yüksek | Orta düzeyde | Mükemmel | Birinci sınıf alaşımlar, havacılık kütüğü |
Döner Gaz Giderme Ünitesinin Temel Bileşenleri ve İşlevleri
Her bir bileşenin işlevinin anlaşılması, mühendislerin doğru sistemi belirlemelerine ve ortaya çıkan sorunları teşhis etmelerine yardımcı olur.
Grafit Rotor
Rotor, gaz giderme ünitesinin kalbidir. Gaz dağıtımı ve eriyik sirkülasyonu işlevlerini aynı anda yerine getirir. Anahtar rotor tasarım parametreleri:
Rotor çapı: Daha büyük çap kabarcık dağılım yarıçapını artırır ancak tahrik motorundan daha yüksek tork gerektirir. Ticari rotorlar, kap boyutuna ve metal akış hızına bağlı olarak yaklaşık 100 mm ila 300 mm çap arasında değişir.
Liman geometrisi: Rotor gövdesindeki gaz çıkış portlarının sayısı, boyutu ve yönü ilk kabarcık boyutu dağılımını belirler. Rotor dönüşüne teğetsel olarak konumlandırılan portlar, radyal olarak yönlendirilmiş portlara göre daha küçük başlangıç kabarcıkları üretir çünkü port çıkışındaki kesme kuvvetleri daha yüksektir.
Malzeme: Yüksek saflıkta izostatik olarak preslenmiş grafit standarttır. Grafit termal şoka (rotor soğuk atmosferle ve ardından sıcak metalle temas eder) dayanıklı, alüminyuma ve klor içeren gaz giderme gazlarına karşı kimyasal olarak dirençli ve yüksek hızlı dönüş sırasında hidrodinamik kuvvetlere dayanacak kadar mekanik olarak güçlü olmalıdır.
Üretimdeki grafit rotor ömrü, işleme döngüsüne bağlı olarak yaklaşık 20 ila 80 arasında değişmektedir:
- Metal sıcaklığı (daha yüksek sıcaklık grafit oksidasyonunu hızlandırır).
- Gaz giderme gazındaki klor içeriği (klor grafite aşamalı olarak saldırır).
- Mekanik taşıma kalitesi (rotorlar kap duvarlarına çarparsa çatlar).
- Alaşım bileşimi (bazı alaşımlar grafit için kimyasal olarak daha agresiftir).
AdTech'in rotor grafit formülasyonu, alüminyum dökümhane hizmetinin birleşik termal, mekanik ve kimyasal saldırılarına karşı direnç için optimize edilmiştir ve standart koşullar altında tipik olarak 40-70 işlem döngüsüne ulaşır.
Grafit Şaft
İçi boş grafit şaft hem tahrik motorundan gelen dönme kuvvetini hem de gaz besleme hattından gelen gaz giderme gazını rotora aktarır. İçi boş delik, şaft dönerken düzgün gaz akışını korumalıdır; bu da şaftın üst kısmında gaz bağlantısının dönen bileşenle buluştuğu yerde yüksek kaliteli bir döner rakor gerektirir.
Şaft arızası, gaz giderme ünitesinin durma süresinin en yaygın nedenlerinden biridir. Arıza modları şunları içerir:
- Soğuk çalıştırma koşullarında daldırma sırasında termal şok çatlaması.
- Daldırma sırasında şaft damar duvarlarına temas ederse yanal yüklemeden kaynaklanan mekanik kırılma.
- Yüksek sıcaklıkta klora maruz kalma sonucu kimyasal bozulma.
Tahrik Motoru ve Hız Kontrolü
Tahrik motoru, işlem döngüsü boyunca hassas rotor hızını korumalıdır. Modern gaz giderme ünitelerinin çoğunda rotor hızının yaklaşık 100 ila 600 RPM arasında ayarlanmasına olanak tanıyan değişken frekanslı sürücüler (VFD'ler) kullanılır. Bu esneklik, operatörün belirli metal akış hızı ve kap geometrisi için kabarcık boyutunu optimize etmesini sağlar.
AdTech'te SHFD serisi gaz giderme ünitelerimiz, takometre geri beslemeli kapalı döngü hız kontrolü kullanır ve eriyik viskozitesindeki veya tahrik sistemi yükündeki değişikliklerden bağımsız olarak rotor hızının ayar noktasının ±2 RPM'si içinde kalmasını sağlar. Bu hassasiyet önemlidir çünkü rotor hızı kabarcık boyutunu ve dolayısıyla gaz giderme verimliliğini doğrudan belirler - tutarsız hız değişken performans üretir.
Refrakter Kaplı Tedavi Kabı
Gaz giderme sırasında metali içeren kap aşağıdaki gibi olmalıdır:
- İşlem sırasında metal sıcaklık kaybını en aza indirmek için termal olarak yalıtılmıştır.
- Alüminyum eriyiğine ve gaz giderme gazlarına karşı kimyasal olarak dayanıklıdır.
- Eşit kabarcık dağılımını destekleyen iç akış geometrisi ile tasarlanmıştır.
- Cüruf giderme (işlem sırasında eriyik yüzeyinde toplanan inklüzyonların ve oksit filmlerinin yüzdürülmesi) için hükümlerle donatılmıştır
Kazan refrakter malzemeleri tipik olarak yüksek alüminalı dökülebilir veya silisyum karbür-alümina kompozitleridir ve alüminyum ıslanmasına ve kimyasal saldırılara karşı direnç için seçilir. Büyük bakım periyotları arasındaki kazan refrakter ömrü, metal üretimine ve temizleme sıklığına bağlı olarak tipik olarak 6-18 aydır.
Gaz Besleme ve Kontrol Sistemi
Gaz besleme sistemi bir gaz kaynağı (tüp, yığın depolama veya yerinde üretim), basınç regülatörleri, akış ölçerler ve otomatik kontrol valflerinden oluşur. Temel tasarım gereksinimleri:
Akış hızı kontrolü: Rotordan geçen gaz akış hızı hassas bir şekilde kontrol edilmelidir çünkü gaz giderme verimliliğinin birincil belirleyicisidir. Çok düşük bir akış hızı yetersiz kabarcık hacmi sağlar; çok yüksek bir hız ise büyük birleşik kabarcıklar ve yüzey türbülansı üretir. Çoğu inline gaz giderme sistemi için optimum akış hızı, metal akış hızına göre ayarlanmış standart argon koşullarında rotor başına yaklaşık 1,0-3,0 Nm³/saattir.
Gaz saflığı: Gaz giderme gazının saflığı performansı önemli ölçüde etkiler. 99,999% saflıktaki argon (5N sınıfı) esasen hiç nem veya oksijen içermez. Daha düşük saflıktaki argon, hidrojeni uzaklaştırmak yerine hidrojen katan nem içerebilir. Doutre ve arkadaşları tarafından yapılan araştırma (Light Metals, 2004), 700°C'de 50 ppm nem içeriğine sahip argonun, enjekte edilen 1 Nm³ gaz başına yaklaşık 0,002 ml/100g Al hidrojen katkısı sağlayacak şekilde dengelendiğini göstermiştir - bu miktar küçüktür ancak ultra temiz uygulamalarda ölçülebilir.
Karışık gaz kapasitesi: Klor-argon karışımları için tasarlanmış sistemler korozyona dayanıklı bağlantı parçaları, klor hizmeti için derecelendirilmiş akış kontrol bileşenleri ve uygun güvenlik ekipmanı gerektirir. Klor konsantrasyonu tipik olarak argonda hacimce 2-5%'dir.
Hangi Gaz Giderme Gazları Kullanılır ve Seçim Neden Önemlidir?
Gaz giderme gazı seçimi, gaz giderme sistemi tasarımında hem performansı hem de işletme maliyetini etkileyen en önemli kararlardan biridir.
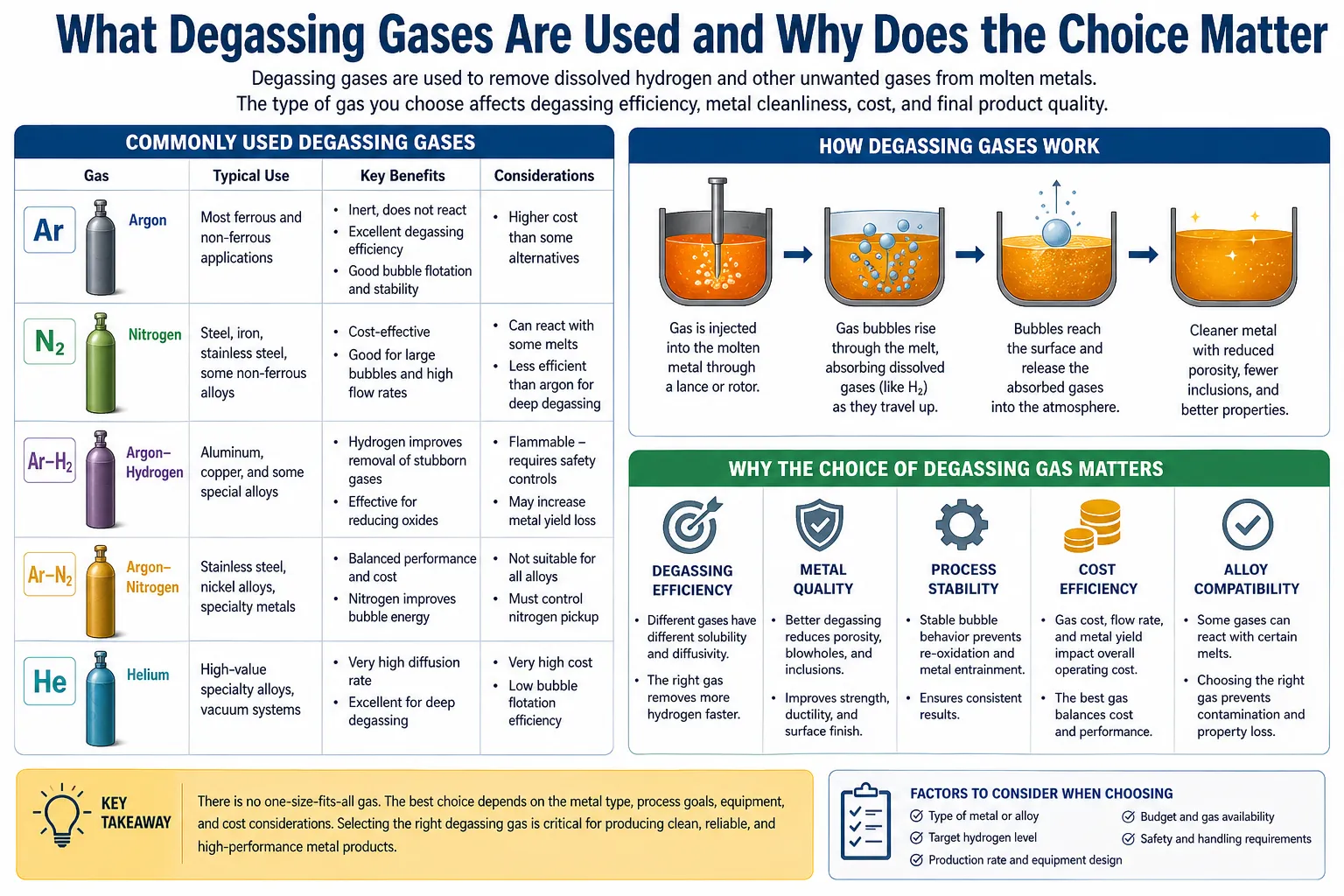
Argon: Birincil Gaz Giderme Gazı
Argon, modern alüminyum üretiminde standart gaz giderme gazıdır. Eriyik sıcaklıklarında alüminyum ile kimyasal olarak inerttir, grafit rotor ile reaksiyona girmez ve toksik yan ürün üretmez. Argon havadan daha ağırdır, bu da eriyik yüzeyinin üzerindeki havanın yerini aldığı ve işlem kabının üzerindeki ortam atmosferinden hidrojenin yeniden emilimini azaltan bir örtü sağladığı anlamına gelir.
Yalnızca argon ile hidrojen azaltma verimliliği: Tek geçişli inline ünitede 50-70%; optimize edilmiş çift rotorlu sistemlerde 80%'ye kadar. İşlem sonrası 0,08-0,12 ml/100g Al hidrojen seviyeleri, 0,20-0,30 ml/100g Al başlangıç içeriğinden başlayarak tipiktir.
Azot: Uygun Maliyetli Alternatif
Azot, önemli ölçüde daha düşük maliyetle argona benzer gaz giderme verimliliği sağlar (pazara ve tedarik yöntemine bağlı olarak tipik olarak argon maliyetinin 30-60%'si). Bununla birlikte, azot iki özel teknik sorun ortaya çıkarmaktadır:
Duyarlı alaşımlarda azot toplanması: Alüminyum eriyik sıcaklıklarında ve yeterli temas süresi ile nitrojen, nitrürler oluşturmak için belirli alaşım elementleriyle reaksiyona girebilir (özellikle lityum, yüksek konsantrasyonlarda magnezyum ve bazı nadir toprak ilaveleri ile). Çoğu ticari alüminyum alaşımı için nitrojen alımı ihmal edilebilir düzeydedir, ancak lityum içeren alaşımlar (Li içeren 2xxx ve 8xxx serisi) ve çok yüksek Mg alaşımları (>4% Mg) için argon tercih edilir.
Kabarcıklanma davranışı: Azot kabarcıkları, argona kıyasla eriyik ile biraz farklı yüzey gerilimi etkileşimi sergiler ve benzer rotor koşullarında denge kabarcık boyutunu etkiler. Aradaki fark pratikte küçüktür.
Ticari alüminyum döküm operasyonlarının çoğu standart alaşımlar için nitrojen kullanır ve nitrojen alımının endişe verici olduğu veya mümkün olan en yüksek temizliğin gerekli olduğu alaşımlar için argon ayırır.
Klor İlavesi: İçerme Aglomerasyonu Faydası
Argon veya nitrojen gaz giderme gazına 2-5% klor (Cl₂) eklenmesi, saf inert gaz gaz giderme işleminin ötesinde çeşitli ek faydalar sağlar:
İçerme yığılması: Klor alüminyum ile reaksiyona girerek AlCl₃ buharı oluşturur, bu buhar eriyik boyunca yükselir ve metalik olmayan kalıntıları (oksit filmler, nitrürler, karbürler) yüzdürerek toplar. Aglomeratlar eriyik yüzeyine yükselir ve burada yağsız bir tabaka olarak toplanır. Pechiney'de Granger tarafından yapılan araştırma (Light Metals, 1998), klor ilavesinin ortalama inklüzyon boyutunu yaklaşık 8 mikrondan 25 mikrona çıkardığını göstermiştir - bu, sonraki seramik köpük filtre yakalama verimliliğini önemli ölçüde artıran 3 katlık bir artıştır.
Alkali giderme: Klor, çözünmüş sodyum ve kalsiyumla (tuz flakslarından ve hurda kontaminasyonundan kaynaklanan alkali safsızlıklar) reaksiyona girerek gaz kabarcıklarıyla birlikte kaçan uçucu klorür bileşikleri oluşturur. Alüminyum alaşımlarındaki 5-10 ppm'lik sodyum bile mekanik özellikleri bozar ve klor gazı giderme mevcut en etkili alkali giderme yöntemidir.
Geliştirilmiş hidrojen giderimi: Klor-argon karışımlarının birleşik mekanik ve kimyasal etkisi, tek başına argon için 50-70%'ye kıyasla tipik olarak 70-82% hidrojen azaltımı sağlar.
Güvenlik ve çevresel kaygılar: Klor zehirli bir gazdır (OSHA PEL 1 ppm, IDLH 10 ppm). Arıtma sırasında oluşan alüminyum klorür buharı da zehirli ve aşındırıcıdır. Klor içeren gazların kullanıldığı tesislerde uygun duman tahliyesi, gaz algılama sistemleri ve acil durum prosedürleri gerekir. Avrupa'daki birçok tesis, klor kullanım risklerini ortadan kaldırmak için performanstan ödün vermeyi kabul ederek yalnızca argonla gaz gidermeye geçmiştir.
Gaz Seçimi Karar Matrisi
| Alaşım ve Uygulama | Tavsiye Edilen Gaz | Klor İlavesi? | Tipik Tedavi Sonrası H₂ Hedefi |
|---|---|---|---|
| Standart 6xxx ekstrüzyon kütük (genel) | Azot | Opsiyonel (2% Cl₂) | <0,12 ml/100g |
| 6xxx otomotiv yapısal kütük | Argon | Önerilen (2-3% Cl₂) | <0,10 ml/100g |
| EC sınıfı çubuk (1350) | Argon | Önerilen (2-3% Cl₂) | <0,10 ml/100g |
| Havacılık ve Uzay 7xxx kütük | Argon | Önerilen (3-5% Cl₂) | <0,08 ml/100g |
| 5xxx yüksek Mg alaşımları | Argon | Opsiyonel | <0,12 ml/100g |
| A356 tekerlek dökümü | Azot veya Argon | Opsiyonel | <0,10 ml/100g |
| Yüksek saflıkta 1xxx (>99.99%) | Argon (5N saflıkta) | Hayır | <0,06 ml/100g |
| Li içerikli 2xxx | Sadece Argon | Hayır (Cl₂ Li'ye saldırır) | <0,08 ml/100g |
Üretimde Gaz Giderme Etkinliğini Nasıl Ölçersiniz?
Ölçüm olmadan gazdan arındırma tahmini bir işlemdir. Her biri farklı maliyet, doğruluk ve üretim ile araştırma uygulamaları için uygunluğa sahip çeşitli ölçüm yöntemleri mevcuttur.
Azaltılmış Basınç Testi (RPT)
RPT, hidrojenle ilgili eriyik kalitesi değerlendirmesi için en yaygın kullanılan üretim ölçüm aracıdır. Küçük bir metal numunesi (tipik olarak 100-150 g) düşük basınç altında katılaştırılır (80-100 mbar mutlak, bir vakum pompası tarafından üretilir). Azaltılmış ortam basıncı, çözünmüş hidrojenin gaz kabarcıkları olarak çekirdeklendiği eşiği düşürür ve hidrojen içeriğiyle orantılı olarak gözenekliliği artırır.
RPT numunesinin yoğunluğu (su yer değiştirmesi ile ölçülür) atmosferik basınçta katılaştırılmış bir referans numune ile karşılaştırılır. Yoğunluk oranı (veya türetilmiş Porozite İndeksi) eriyik hidrojen içeriğinin yarı nicel bir ölçüsünü sağlar.
Avantajlar: Hızlıdır (15-20 dakikada sonuç verir), ucuzdur, gerçek döküm porozite trendleri ile iyi korelasyon gösterir, minimum ekipman gerektirir.
Sınırlamalar: Mutlak hidrojen ölçümü yerine göreceli bir kalite göstergesi sağlar; hidrojenin yanı sıra eriyik sıcaklığı, numune alma tekniği ve bifilm içeriğine de duyarlıdır; RPT sonucu hem hidrojen hem de bifilm içeriğini aynı anda yansıtır.
Yorumlama: Yoğunluk oranının 0,95'in üzerinde olması (veya Porozite İndeksinin 0-10 ölçeğinde 1,5'in altında olması) çoğu uygulama için kabul edilebilir eriyik kalitesini gösterir. 0,90'ın altındaki değerler hidrojenle ilişkili önemli gözeneklilik riskine işaret eder.
Telegas (Hidrojen Sondası)
Telegas sistemi (ve eşdeğer ürünler: Alscan by ABB, Hydris by Heraeus) eriyik ile hidrojen geçirgen membran probu arasında elektrokimyasal denge kurarak çözünmüş hidrojeni doğrudan ölçer. Hidrojen, dedektör odasındaki hidrojen kısmi basıncı eriyikteki çözünmüş hidrojen aktivitesine eşit olana kadar membrandan difüze olur ve doğrudan kantitatif ölçüme izin verir.
Ölçüm aralığı: 0,01-0,50 ml/100g Al
Ölçüm süresi: Ölçüm başına 5-15 dakika
Doğruluk: Kontrollü koşullar altında ±0,01-0,02 ml/100g Al
Avantajlar: Bağıl bir indeks yerine mutlak hidrojen ölçümü sağlar; spesifikasyon limitleriyle doğrudan karşılaştırmaya izin verir; verimliliği doğrulamak için gaz giderme işlemi sırasında hidrojen içeriği değişimini izleyebilir.
Sınırlamalar: Daha yüksek ekipman maliyeti; dikkatli prob kalibrasyonu ve bakımı gerektirir; prob yanıt süresi gerçek zamanlı proses kontrol uygulamalarını sınırlar.
CHAPEL (Sıvılarda Basınç Dengesi ile Sürekli Hidrojen Analizi)
Telegas prensibinin gelişmiş bir versiyonu, toplu örnekleme yerine sürekli hat içi hidrojen izleme için tasarlanmıştır. Prob, metal akış yoluna kalıcı olarak monte edilir ve yaklaşık 30-60 saniyelik yanıt süreleriyle sürekli hidrojen okumaları sağlar.
Pedersen ve arkadaşlarının yayınladığı veriler (Light Metals, 2008) CHAPEL tabanlı sürekli izlemenin gaz giderme sistemi optimizasyonuna izin verdiğini ve ortalama gaz giderme sonrası hidrojeni 0,12 ml/100g Al'dan 0,08 ml/100g Al'a düşürürken aynı zamanda rotor hızının ve gaz akış hızının sabit çalışma parametreleri yerine gerçek hidrojen içeriğine göre gerçek zamanlı olarak ayarlanmasını sağlayarak argon tüketimini 15% azalttığını göstermiştir.
PoDFA (Gözenekli Disk Filtrasyon Aparatı)
PoDFA hidrojeni doğrudan ölçmez ancak eriyikteki oksit filmleri, nitrürler ve diğer metalik olmayan partiküller gibi inklüzyon içeriğini ölçer. Hidrojenle ilgili birçok gözeneklilik olayı aslında çift film çekirdekli olduğundan (seramik köpük filtre hidrojen makalemizde tartışıldığı gibi), PoDFA verileri tam bir eriyik kalitesi resmi vermek için hidrojen ölçümlerini tamamlar.
Ölçüm: Bilinen bir metal hacmi (tipik olarak 1-3 kg) standart koşullar altında ince bir seramik diskten süzülür. Filtrenin enine kesiti alınır ve tutulan kalıntıların alanı mikroskop altında nokta sayımı ile ölçülür.
Sonuç birimleri: mm²/kg (birim metal ağırlığı başına inklüzyon alanı)
Tipik hedef değerler: Genel döküm için <0,10 mm²/kg; premium otomotiv için <0,05 mm²/kg; havacılık ve uzay uygulamaları için <0,02 mm²/kg.
Üretim Ölçüm Protokolü Özeti
| Ölçüm Yöntemi | H₂ Ölçümü | Kapsayıcılık Ölçümü | Üretimde Frekans | Maliyet |
|---|---|---|---|---|
| Azaltılmış Basınç Testi | Dolaylı (endeks) | Hayır | Her fırın şarjı | Çok Düşük |
| Telegas/Alscan sondası | Doğrudan, nicel | Hayır | Periyodik (vardiya veya ücret başına) | Orta düzeyde |
| ŞAPEL sürekli | Doğrudan, sürekli | Hayır | Sürekli | Yüksek (sermaye) |
| PoDFA | Hayır | Doğrudan, nicel | Haftalıktan aya kadar | Orta-Yüksek |
| LiMCA | Hayır | Gerçek zamanlı, sürekli | Sürekli | Yüksek |
| Kombine RPT + PoDFA | Dolaylı | Doğrudan | Periyodik denetim | Orta düzeyde |
Inline vs. Fırın İçi Gaz Giderme: Hangi Sistem Operasyonunuza Uygun?
Bu, AdTech'te aldığımız en yaygın ekipman seçimi sorularından biridir ve cevap, evrensel bir tercihten ziyade üretim türüne, metal verimine ve kalite gereksinimlerine bağlıdır.
Hat İçi Gaz Giderme: Sürekli Döküm Operasyonları için En İyisi
Hat içi gaz giderme üniteleri metali fırından kalıba akarken sürekli olarak işler. Metal, işlem kabından tek bir geçiş yapar ve geçiş sırasında gaz giderme işlemi görür. İşlem süresi, kap hacmine ve metal akış hızına bağlı olarak tipik olarak 30-120 saniyedir.
En uygun olanlar:
- Sürekli döküm işlemleri (kütük, slab, filmaşin, şerit)
- Tutarlı metal akış hızlarına sahip operasyonlar
- İşlem tutarlılığı ve otomasyonun öncelikli olduğu yüksek hacimli üretim
- İşlem sonrası hidrojenin en aza indirilmesi gereken uygulamalar (EC sınıfı, havacılık ve uzay)
Hat içi sistemlerde verimlilik sürücüleri:
Transfer birimi sayısı (NTU), hidrojen giderme hızının metal akış hızına ve denge hidrojen konsantrasyonuna oranıyla tanımlanan hat içi gaz giderme için temel verimlilik parametresidir. Yayınlanmış ilişkiler (Johansen, Engh ve Rasch, Light Metals, 1998'den) NTU'nun aşağıdakilerle ölçeklendiğini göstermektedir:
NTU = k_L × a × V_damar / Q_metal
Burada k_L sıvı faz kütle aktarım katsayısı, a spesifik kabarcık yüzey alanı (m²/m³), V_vessel kap hacmi ve Q_metal metal hacimsel akış hızıdır. Daha yüksek kabarcık yüzey alanı (daha küçük kabarcıklardan, daha yüksek rotor hızından), daha büyük kap ve daha düşük metal akış hızı NTU'yu ve dolayısıyla hidrojen giderme verimliliğini artırır.
Fırın İçi Gaz Giderme: Yığın ve Dökümhane Operasyonları için Daha Uygun
Fırın içi gaz giderme, bekletme veya ergitme fırınına yerleştirilen taşınabilir veya yarı sabit bir döner ünite kullanır. Metal, rotor çıkarılmadan ve fırına dokunulmadan önce 15-30 dakika boyunca statik metal hacminde çalışan rotor ile bir parti olarak işlenir.
En uygun olanlar:
- Toplu döküm dökümhaneleri (otomotiv dökümleri, havacılık ve uzay dövme parçaları)
- Seyrek dokunmalı operasyonlar (sürekli yerine birkaç saatte bir)
- Bir gaz giderme ünitesinin birden fazla fırına hizmet verdiği çoklu fırın operasyonları
- Hat içi birim sermaye maliyetinin gerekçelendirilemediği düşük hacimli operasyonlar
Fırın içi gaz gidermenin temel sınırlaması: İşlemden sonra ve kılavuz çekmeden önce, işlem görmüş metal fırın atmosferinden kademeli olarak yeniden hidrojen emdiği fırında kalır. Yeniden emilim oranı fırın atmosferinin nemine, metal yüzey alanına ve fırın refrakterinin temizliğine bağlıdır. Bakımı iyi yapılmış, düşük nemli bir fırın bir saatte sadece 0,01-0,02 ml/100g Al yeniden emilimi gösterebilir. Islak refrakterli, bakımı kötü yapılmış bir fırın aynı süre içinde 0,05-0,08 ml/100g Al yeniden emilimi gösterebilir.
Bu yeniden emilimin kabul edilemez olduğu operasyonlar için, fırın musluğundan kalıba geçişte bir hat içi ünite yeniden emilim süresini tamamen ortadan kaldırır.
Karşılaştırma Tablosu: Inline ve Fırın İçi Gaz Giderme
| Faktör | Hat İçi Gaz Giderme | Fırın İçi Gaz Giderme |
|---|---|---|
| Metal akış uyumluluğu | Sürekli, sabit | Toplu İş |
| H₂ azaltma (tipik) | 55-80% | 45-65% |
| Tedavi sonrası H₂ yeniden emilimi | Minimal (metal kalıba hemen akar) | Önemli (bekleme süresine bağlıdır) |
| Sermaye maliyeti | Orta-Yüksek | Düşük-Orta |
| İşletme maliyeti | Düşük | Düşük |
| Tedavi tutarlılığı | Yüksek (otomatik kontrol) | Değişken (operatöre bağlı) |
| Alan gereksinimi | Orta (yıkama hattında) | Minimal (taşınabilir ünite) |
| Çoklu fırınlar için uygundur | Hayır (tek satırda sabit) | Evet (taşınabilir ünite birden fazla fırına hizmet eder) |
| Filtrasyon ile entegrasyon | Doğal (filtre akış aşağı yerleştirilmiş) | Daha az doğrudan |
| Klor gazı güvenliği | Kapalı çamaşırhanede yönetilir | Açık fırında daha zorlu |
Gaz Giderme Ekipmanı Filtrasyon Sistemleri ile Nasıl Etkileşim Kurar?
Gaz giderme ekipmanı ve seramik köpük filtrasyonu arasındaki etkileşim, hem ekipman yerleşimi hem de elde edilebilir kalite sonuçları açısından önemli etkileri olan bir sistem tasarımı sorusudur.
Doğru Süreç Sırası ve Gerekçesi
Herhangi bir alüminyum dökümhanede yerleşik en iyi uygulama sırası şöyledir:
Bekletme fırını → Transfer → Hat içi gaz giderme ünitesi → Seramik köpük filtre → Döküm istasyonu
Bu sıralama keyfi değildir - her bir sistemin metale ne yaptığının ve her bir sistemin diğerinin yönetmesi gereken hangi sorunları yarattığının fiziksel gerçekliğini yansıtır.
Filtrasyon neden gaz giderme işlemini takip etmelidir (öncesinde değil):
İnert gaz kabarcıklı döner gaz giderme, eriyik yüzeyini önemli ölçüde çalkalar. Bu çalkalama yeni oksit filmleri oluşturur - yüzey türbülansı 30-120 saniyelik işlem süresi boyunca eriyik yüzeyindeki oksit tabakasını tekrar tekrar kendi üzerine katlar. Gaz giderme işlemiyle oluşan bu oksit bifilmleri daha sonra metalle birlikte aşağıya doğru taşınır. Filtreleme gaz giderme işleminden önce yapılırsa, bu taze bifilmler filtreyi tamamen atlar ve kalıp boşluğuna girer.
Granger tarafından yayınlanan veriler (Light Metals, 1998) sadece argon ile yapılan hat içi gaz giderme işleminin, fırın metaline kıyasla çıkış metalindeki PoDFA inklüzyon sayısını yaklaşık 20-35% artırdığını göstermiştir - yani gaz giderme işlemi fırın metalinde mevcut olandan daha fazla inklüzyon üretmiştir. Aynı çalışma, klor ilavesiyle, fırın metaline kıyasla çıkıştaki inklüzyon içeriğinde net 60-75% azalma olduğunu göstermiştir, çünkü klorun aglomerasyon etkisi türbülans kaynaklı inklüzyonlar üzerinde baskın olmuştur.
Filtre gaz giderme yan ürünlerini yakalar:
Gaz giderme ünitesinin akış aşağısına yerleştirilen bir seramik köpük filtre, gaz giderme işlemi sırasında oluşan, flaks ilavelerinden kaynaklanan tuz partikülleri ve klor-alüminyum reaksiyonlarının yan ürünleri de dahil olmak üzere oksit kalıntılarını yakalar. Aşağı akış filtresi olmadan, bu gaz giderme yan ürünleri kalıp boşluğuna ulaşır ve kusurlar oluşturur.
Birleşik sistem, hiçbir bileşenin tek başına yapamadığını başarır:
Seramik köpük filtre hidrojen makalemizde belgelendiği üzere, gazdan arındırma (çözünmüş hidrojeni azaltma) ve filtreleme (çift film çekirdeklenme alanlarını giderme) kombinasyonu, her iki sistemin de bağımsız olarak ulaşamadığı gözeneklilik seviyelerine ulaşmaktadır. Tiryakioğlu ve arkadaşları (Malzeme Bilimi ve Mühendisliği A, 2009) kombine sistemin tek başına gaz giderme için 4,1 ve tek başına filtrasyon için 5,8'e karşılık 1,4'lük bir Gözeneklilik İndeksine ulaştığını göstermiştir - bireysel bileşen etkilerinin toplamından önemli ölçüde daha iyi.
Gerçek Dünyadan Vaka Çalışması: Bir Alüminyum Kütük Fabrikasında Gaz Giderme Sistemi Yükseltmesi, Hindistan, 2023
Arka plan: Pune, Maharashtra, Hindistan'da 6063 Alüminyum Kütük Döküm Tesisi
Şirket profili: Pune'un sanayi bölgesinde, mimari ekstrüzyon uygulamaları için 6063 alaşımlı biyet üreten orta ölçekli bir alüminyum biyet döküm tesisi. Tesis, 152 mm ve 178 mm çaplarında aylık yaklaşık 1.200 metrik ton 6063 biyet üretim kapasitesine sahip iki doğrudan soğuk (DC) döküm hattı işletiyordu. Başlıca müşteriler, Hindistan iç inşaat pazarı ve Orta Doğu'ya ihracat için mimari pencere ve kapı profilleri üreten ekstrüzyon şirketleriydi.
Müşterinin sıkıntı noktası (Ocak - Eylül 2023): Tesis, müşteri tesislerinde ekstrüzyon sırasında kütük yüzey çatlak oranlarında ve gözeneklilik reddinde sürekli bir artış yaşadı. Müşteriler tarafından bildirilen ekstrüzyon ret oranı, dokuz ay içinde yaklaşık 1,2% yüzey hatası ret oranından 4,8%'ye yükseldi. Kusurlar ağırlıklı olarak eloksallama sonrasında ekstrüde profil dış yüzeyinde ortaya çıkan küçük kabarcıklar ve pürüzlü yüzey alanlarıydı - ekstrüzyon sırasında açılan kütükteki yüzey altı gözeneklilikle ilişkili bir kusur türü.
Tesiste statik mızraklı gaz giderme sistemi (döner ekipman yok) kullanılıyordu ve nitrojen gazı, dokunmadan önce bekletme fırınında sabit bir mızraktan kabarcıklandırılıyordu. Fırın ile döküm istasyonu arasında hat içi gaz giderme ünitesi kurulmamıştır. Tek aşamalı seramik köpük filtrasyonunda, döküm istasyonundaki temel bir filtre kutusunda 30 ppi filtreler kullanıldı.
Tesisin kalite müdürü altı ay önce sorunu çözmek amacıyla filtre PPI değerini 20 ppi'den 30 ppi'ye yükseltmiş, ancak ret oranlarında ölçülebilir bir iyileşme olmamıştı; bu da filtrasyonun temel neden olmadığını gösteriyordu.
Kök neden araştırması (Ekim 2023): AdTech, her iki döküm hattında kapsamlı bir eriyik kalitesi denetimi yapmak üzere görevlendirildi.
Hidrojen ölçümleri: Kiralanmış bir Alscan probu kullanarak üç noktada çözünmüş hidrojen ölçümü yaptık: statik lans işleminden hemen sonra bekletme fırınında, fırın musluğundan 10 metre uzaktaki yıkamada ve filtre kutusu girişinde. Sonuçlar:
- Statik mızrak işlemi sonrası hidrojen (fırında): 0,22 ml/100g Al ortalama (çoklu ölçümlerde 0,18-0,28 aralığında)
- 6063 ekstrüzyon kütüğü için hedef: <0,12 ml/100g Al
Statik lans sistemi, yaklaşık 0,28-0,32 ml/100g Al başlangıç fırın seviyesinden sadece 25-30% hidrojen azaltımı elde ediyordu - döner ekipmanla elde edilebilen 50-70%'nin önemli ölçüde altında. Statik lans, kütle transferi için minimum yüzey alanına sahip büyük kabarcıklar (bir işlem sırasında görsel gözlemden tahminen 10-25 mm çapında) üretmiştir.
Yıkamada yeniden hidrojen emilimi: Filtre kutusu girişinde yapılan ölçümlerde 0,24-0,26 ml/100g Al hidrojen tespit edilmiştir; bu değer, yıkama işleminden sonra hiçbir iyileşme göstermemiştir ve bazı ölçümlerde işlem sonrası fırın ölçümünden biraz daha yüksek çıkmıştır; bu da yıkama işlemi sırasında aktif hidrojen emilimine işaret etmektedir. Yıkama fırını çatısız ve atölye atmosferinden korumasızdı ve 68-82% (tesisteki soğutma suyu sistemleri nedeniyle yüksek) bağıl nem ölçülen bir tesiste çalışıyordu.
RPT değerlendirmesi: Kalıpta alınan numuneler üzerinde yapılan RPT testleri, ortalama 7,8'lik bir Gözeneklilik İndeksi gösterdi - bu, 6063 ekstrüzyon kütüğü için önerilen 3,0 eşiğinin çok üzerinde ciddi derecede yüksek gözeneklilik riskine işaret ediyor.
Kütük metalografik analizi: Reddedilen kütükten alınan enine kesitler, kütük yüzey altı bölgesinde yoğunlaşan 0,3-1,8 mm çap aralığında ağırlıklı olarak küresel gaz gözenekliliğini (bifilm ağırlıklı gözeneklilikten ziyade hidrojen kaynaklı gözenekliliğe işaret eder) doğrulamıştır.
AdTech'in çözümü - Ekim 2023'te tasarlandı, Ocak 2024'te uygulandı:
Bileşen 1 - AdTech SHFD-200 inline döner gaz giderme ünitesi: Bekletme fırını musluğu ile filtre kutusu arasındaki mevcut yıkamaya tek rotorlu bir sıralı gaz giderme ünitesinin montajı. Ünite özellikleri: 200 mm çapında rotor, 400 RPM çalışma hızı, isteğe bağlı argon-azot karışımı için 1,5 Nm³/saat azot akış hızı. Ünite, tesisin maksimum döküm akış hızı olan 22 kg/dak'da (hat başına) yaklaşık 45 saniye bekleme süresi sağlayan bir arıtma kabı hacmiyle metal arıtmak üzere tasarlanmıştır.
Bileşen 2 - Aklama çatı kaplaması ve atmosfer kontrolü: Fırın musluğundan filtre kutusuna kadar tüm yıkama hattı üzerine basit bir refrakter elyaf kaplı yıkama çatısı kurularak yıkama atmosferi nemi azaltılmıştır. Yıkama atmosferini hacimce 95% nitrojenin üzerinde tutmak için 5 l/dak'lık bir nitrojen tahliyesi eklenmiş ve böylece yıkama geçişi sırasında hidrojenin yeniden emilmesi önlenmiştir.
Bileşen 3 - Filtre kutusu yükseltmesi: Mevcut tek aşamalı 30 ppi filtre, daha ince PPI derecesinde yeterli akış kapasitesi sağlamak için daha büyük bir filtre kutusuna (mevcut 7″ × 7″'ye kıyasla 9″ × 9″) sahip AdTech'in 40 ppi fosfat içermeyen alümina seramik köpük filtresine yükseltildi.
Bileşen 4 - Çevrimiçi izleme protokolü: AdTech bir RPT kiti sağladı ve tesis kalite personelini her fırın şarjında (döküm hattı başına 2-3 saatte bir) RPT ölçümleri yapmak üzere eğiterek tesiste daha önce var olmayan bir üretim izleme protokolü oluşturdu.
Sonuçlar - Nisan-Haziran 2024 tarihleri arasında ölçülmüştür (tam uygulamadan üç ay sonra, her iki döküm hattı):
- Hat içi gaz giderme sonrası hidrojen: 0,08-0,11 ml/100g Al ortalama (önceki 0,22-0,26 ml/100g Al'a kıyasla)
- Sıralı ünitenin hidrojen azaltma verimliliği: 62-68% - tek rotorlu bir ünite için tasarım beklentileriyle uyumlu
- Atmosfer kontrolü ile yeniden emilim: <0,005 ml/100g Al (esasen sıfır)
- RPT Gözeneklilik Endeksi: 1,8 ortalama (önceki 7,8'e kıyasla) - 3,0 hedefinin oldukça altında
- Müşteri tarafından bildirilen ekstrüzyon yüzey hatası reddi: 0,8% (4,8%'lik tepe noktasına ve 1,2%'lik tarihsel taban çizgisine kıyasla)
- Kütük UT gözeneklilik göstergeleri (ultrasonik test ile nokta kontrolü): kurulum öncesi örneklemeye kıyasla 89% azaltılmıştır
- Argon vs. nitrojen: Üç ay boyunca yalnızca azotla çalıştıktan sonra tesis, yüksek özellikli siparişler için Hat 1'i argon-azot karışımına (10% Ar) geçirmeyi ve standart kaliteler için Hat 2'de azotu korumayı tercih etti - AdTech'in geçiş verileriyle desteklediği bir maliyet optimizasyonu kararı
Maliyet analizi:
- Müşteri tarafından bildirilen retlerin yıllık maliyeti (yeniden ekstrüzyon, yedek kütük, lojistik): yılda yaklaşık 8,2 milyon INR'den 1,7 milyon INR'ye düşürüldü - yıllık 6,5 milyon INR tasarruf
- AdTech SHFD-200 sistemi kurulum maliyeti: yaklaşık 4,8 milyon INR
- Basit geri ödeme süresi: kurulumun tamamlanmasından itibaren yaklaşık 9 ay
- Ek fayda: Müşteri kalite denetim puanları, tesisin daha önce kalite endişeleri nedeniyle reddedilen birinci sınıf bir BAE ekstrüzyon müşterisiyle yeni bir tedarik anlaşması yapmaya hak kazanmasına yetecek kadar iyileşti
Gaz Giderme Ekipmanı Seçimi, Bakımı ve Yaygın Arıza Modları
Doğru Gaz Giderme Sisteminin Seçilmesi
Bir gaz giderme sistemi belirlemeden önce tespit edilmesi gereken temel parametreler:
Metal akış hızı: Kg/dk cinsinden gerekli verim, minimum kap hacmini, rotor boyutunu ve gaz akışı gereksinimlerini belirler. Cılız sistemler gerekli üretim hızında hedef hidrojen azaltımına ulaşamaz.
İlk hidrojen seviyesi: Çok yüksek başlangıç hidrojenine sahip işlemler (ağır hurda kullanımından kaynaklanan >0,30 ml/100g Al) daha yüksek arıtma yoğunluğu gerektirir - ya daha uzun arıtma süresi, çift rotor konfigürasyonu ya da klor ilavesi.
Hedef tedavi sonrası hidrojen: EC sınıfı ve havacılık uygulamaları 0,08-0,10 ml/100g Al'ın altına ihtiyaç duyar; standart ekstrüzyon kütüğü tipik olarak 0,10-0,12 ml/100g Al'ı hedefler. Gerekli giderme yüzdesi rotor hızını, gaz akışını ve sistem konfigürasyonunu belirler.
Alaşım uyumluluğu: Klora duyarlı alaşımlar (Li-taşıyan) gaz seçeneklerini kısıtlar. Yüksek Mg alaşımları azot yerine argon gerektirebilir.
Rotor ve Şaft Bakımı
Grafit rotor ve şaft, düzenli inceleme ve değiştirme gerektiren sarf malzemeleridir. AdTech olarak aşağıdaki inceleme protokolünü öneriyoruz:
| Muayene Kalemi | Frekans | Eylem Eşiği |
|---|---|---|
| Rotor görsel denetimi | Her tedavi döngüsü | Yeni çaptan >15% azalmışsa değiştirin |
| Şaft görsel denetimi | Her 5 döngüde bir | Yüzey çatlakları görünürse veya uzunluk azalırsa değiştirin |
| Rotor ağırlık ölçümü | Her 10 döngüde bir | Ağırlık yenisine göre >20% azalmışsa değiştirin |
| Gaz akışı doğrulaması | Her döngü | Akışın ayar noktasından >10% sapması olup olmadığını araştırın |
| Döner rakor contası | Aylık | Gaz kaçağı tespit edilirse değiştirin |
| Sürücü motor akım çekişi | Haftalık | Akımın başlangıç değerinin >15% üzerine çıkıp çıkmadığını araştırın |
Yaygın Arıza Modları ve Teşhis İşaretleri
Arıza 1 - Rotor aşınması: Rotorun alüminyum eriyiği tarafından kademeli olarak aşındırılması ve klorun kimyasal saldırısı kabarcık boyutunu kademeli olarak artırır. Teşhis: sabit çalışma koşullarında artan işlem sonrası hidrojen. Çözüm: bakım programına göre rotoru değiştirin.
Arıza 2 - Şaft kırılması: Grafit şaft daldırma veya döndürme sırasında kırılır. Teşhis: Gaz akışının ve dönüşün derhal kesilmesi; şaft parçası cüruf içinde görülebilir. Önleme: kontrollü daldırma prosedürünü izleyin (şaftı asla kap duvarına çarpmayın); sıcaklık için doğru şaft sınıfını doğrulayın.
Arıza 3 - Gaz akışı tıkanıklığı: Rotor portları katılaşmış alüminyum veya birikmiş inklüzyonlar tarafından tıkanmış. Teşhis: sabit ayarlı akış hızında rotorda artan gaz hattı basıncı; eriyikte gözlenen kabarcıklanma azalması. Çözüm: rotoru çıkarın ve portları temizleyin; veya tıkanıklık ciddi ise rotoru değiştirin.
Arıza 4 - Damar refrakter atağı: Eriyik, arıtma kabının refrakter astarına nüfuz eder. Teşhis: kap boyunca artan metal sıcaklık kaybı; görünür refrakter çatlaması veya dökülmesi. Önleme: düzenli refrakter denetimi; önerilen ön ısıtma prosedürlerini sürdürme; sıcaklık aşımlarından kaçınma.
Arıza 5 - Döner rakor arızası: Sabit gaz kaynağı ile döner şaft arasındaki gaz bağlantısı arızalanır ve gaz sızdırır. Diyagnostik: rotora gaz akışında azalma; döner rakorda gözle görülür gaz kabarcıklanması. Çözüm: döner rakor contasını değiştirin.
Alüminyum Gaz Giderme Ekipmanları Hakkında Sıkça Sorulan Sorular
1: Alüminyumun gazdan arındırılmasının amacı nedir ve bu olmadan ne olur?
Alüminyumun gazdan arındırılması, aksi takdirde katılaşmış dökümlerde gaz gözenekliliğine neden olacak çözünmüş hidrojeni giderir. Gaz giderme olmadan, eriyikteki çözünmüş hidrojen - kötü yönetilen operasyonlarda 0,20-0,40 ml/100g Al'a ulaşabilir - katılaşma sırasında meydana gelen hidrojen çözünürlüğündeki 20 kat düşüş sırasında kaçamaz. Hidrojen, katılaşan metal içinde gaz kabarcıkları olarak çekirdeklenir ve döküm boyunca 0,1-2 mm çapında küresel gözenekler oluşturur. Bu gözenekler hidrolik bileşenlerde basınç sızdırmazlığı arızalarına, çubuk çekmede tel kırılmalarına, T6 ısıl işlemi sırasında yüzey kabarmasına ve yapısal dökümlerde yorulma ömründe ve uzamada azalmaya neden olur. Herhangi bir gaz giderme işlemi olmaksızın, standart koşullarda dökülen çoğu alüminyum alaşımı, otomotiv, havacılık ve elektrik iletkeni spesifikasyonlarının kabul kriterlerini geçemeyecek gözeneklilik seviyeleri sergiler. Özellikle yüksek hidrojen seviyeleri üreten hurda ağırlıklı şarjlar kullanan operasyonlar bile, uygun şekilde tasarlanmış ve bakımı yapılmış gaz giderme ekipmanı ile yeterli eriyik kalitesine ulaşabilir.
2: Döner ünite ile alüminyum gaz giderme ne kadar sürer?
Hat içi döner gaz giderme tipik olarak 30-120 saniyelik bekleme süresinde metali işler. Fırın içi kesikli gaz giderme, fırın şarjı başına 15-30 dakika gerektirir. Bir inline ünitedeki arıtma süresi, kazan hacminin metal hacimsel akış hızına bölünmesiyle belirlenir - daha büyük bir kazan veya daha yavaş metal akışı daha uzun arıtma süresi ve dolayısıyla daha iyi hidrojen giderimi sağlar. 6063 alaşımını 20 kg/dak'da işleyen standart bir tek rotorlu inline ünite için yaklaşık 60-80 litrelik bir kazan hacmi 45-60 saniye bekleme süresi sağlayarak 55-70% hidrojen azaltımı elde eder. Aynı akış hızında kap hacminin iki katına çıkarılması (120-160 litre) 90-120 saniye sağlar ve 70-80% azaltma elde edilir. Fırın içi gaz giderme daha yavaştır çünkü yığın hacmi büyüktür ve eriyik hacmi birimi başına hidrojen giderme oranı daha düşüktür - rotor yalnızca yakın çevresindeki metali verimli bir şekilde işler ve işlemi tüm fırın şarj hacmine dağıtmak için sirkülasyon modelleri gerektirir.
3: Alüminyum gaz giderme için argon ve nitrojen arasındaki fark nedir?
Argon ve nitrojen çoğu alüminyum alaşımı için benzer gaz giderme verimliliği sağlarken nitrojen tipik olarak 30-60% daha ucuza mal olur. Temel fark kimyasal reaktivitedir. Argon tamamen inerttir ve azotun istenmeyen nitrürler oluşturabileceği lityum içeren alaşımlar (Li içeren 2xxx, Li içeren 8xxx) ve çok yüksek magnezyum alaşımları (>4% Mg) için tercih edilen gazdır. Azot, 6xxx ekstrüzyon alaşımları, 3xxx kutu stoğu, çoğu 5xxx alaşımları (Mg <4%) ve A356/A380 döküm alaşımları dahil olmak üzere standart ticari alaşımlar için kabul edilebilir. Çoğu işlem için, eşdeğer performansta nitrojenin maliyet avantajı, onu varsayılan seçim haline getirir ve argon hassas alaşımlar için ayrılmıştır. Her iki gaz da tek geçişli bir hat içi ünitede 50-70% hidrojen azaltımı sağlar. Gaz giderme etkisine karşı koyan nem girişini önlemek için 99,99% saflığın altında kullanılmamalıdır.
4: Gaz giderme ekipmanınızın düzgün çalışıp çalışmadığını nasıl anlarsınız?
En güvenilir üretim doğrulama yöntemi, periyodik hidrojen probu ölçümleri ile birlikte her fırın şarjında gerçekleştirilen İndirgenmiş Basınç Testidir (RPT). Düzgün çalışan bir gaz giderme sistemi, spesifikasyon eşiğinin altında tutarlı RPT sonuçları üretir (tipik olarak birinci sınıf uygulamalar için 2,0'ın altında, standart kalite için 3,0'ın altında Porozite İndeksi). Sabit çalışma koşullarında yükselen RPT değerleri, genellikle rotor aşınması, gaz akışının azalması veya proses değişikliklerinden kaynaklanan başlangıç hidrojeninin artmasından kaynaklanan gaz giderme etkinliğinin azaldığını gösterir. Telegas veya Alscan prob ölçümleri doğrudan hidrojen ölçümü sağlar ve gerçek giderim verimliliğinin hesaplanmasına olanak tanır. Ölçülen giderim verimliliği aynı çalışma koşullarında 40%'nin altına düşerse (beklenen 55-70%'den), rotor durumunu, gaz akış hızı doğrulamasını ve kap refrakter bütünlüğünü araştırın. RPT sonuçları ve doğrudan hidrojen ölçümleri arasında periyodik çapraz referanslama, özel alaşımınız ve çalışma koşullarınız için RPT-hidrojen korelasyonunu oluşturarak düşük maliyetli RPT'yi güvenilir bir rutin izleme aracı haline getirir.
5: Gaz giderme işlemi hidrojenin yanı sıra alüminyumdaki kalıntıları da giderebilir mi?
Gaz giderme ekipmanı ikincil bir etki olarak bazı inklüzyonları giderir, ancak etkili inklüzyon kontrolü için seramik köpük filtrasyonu gereklidir. Döner gaz gidermedeki kabarcık yüzdürme mekanizması kabarcık yüzeylerinde bazı oksit inklüzyonlarını toplar ve bunları eriyik yüzeyine yüzdürür, burada cüruf tabakasında yoğunlaşırlar. Granger tarafından yapılan araştırma (Light Metals, 1998) sadece argonla gaz gidermenin PoDFA inklüzyon içeriğini yaklaşık 20-30% azalttığını, argon-klorla gaz gidermenin ise gelişmiş aglomerasyon ve flotasyon yoluyla 60-75% inklüzyon azaltımı sağladığını göstermiştir. Bununla birlikte, ince inklüzyonlar (yaklaşık 10 mikronun altında) gaz giderme kabında flotasyonla etkili bir şekilde yakalanamaz ve döküme geçer. 30-50 ppi'lik seramik köpük filtrasyonu, yüzey yapışması ve derinlik filtrasyonu mekanizmaları yoluyla bu ince kalıntıları yakalar. Gazdan arındırma (aglomerasyon için klor ile) ve ardından seramik köpük filtrasyonu kombinasyonu 90%+ toplam inklüzyon giderimi sağlar - her iki sistemin bağımsız olarak elde ettiğinin çok ötesinde.
6: Alüminyum gaz giderme için hangi rotor hızını kullanmalıyım?
Çoğu ticari hat içi gaz giderme ünitesi için optimum rotor hızı 300-450 RPM'dir - ince kabarcıklar üretecek kadar yüksektir ancak aşırı yüzey türbülansına neden olacak kadar yüksek değildir. Rotor hızı ve kabarcık boyutu arasındaki ilişki Jahn ve Schwerdtfeger (Metallurgical Transactions B, 1978) tarafından karakterize edilmiş ve kabarcık çapının rotor uç hızı ile yaklaşık olarak -0,6 kuvvetinde ölçeklendiği bulunmuştur. Bu da hızın 300'den 450 RPM'ye çıkarılmasının (50% artış) ortalama kabarcık çapını yaklaşık 28% azaltarak arayüzey alanını yaklaşık 39% artırdığı anlamına gelir ki bu da anlamlı bir verimlilik artışıdır. Ancak, çoğu ticari rotor tasarımı için yaklaşık 500 RPM'nin üzerinde, yüzey türbülansı hızla artar ve iyileştirilmiş hidrojen giderimini kısmen dengeleyen bir oranda yeni oksit filmleri oluşturur. Optimum hız aynı zamanda metal akış hızına (daha hızlı akış, eşdeğer NTU elde etmek için daha yüksek hız gerektirir) ve kap geometrisine de bağlıdır. AdTech SHFD ünitelerinin çoğu standart çalışma koşulları için 350-420 RPM'de optimize edilmiştir ve operatörler VFD kontrolörünü kullanarak 200-600 RPM aralığında ayar yapabilmektedir.
7: Bir üretim gaz giderme ünitesinde grafit rotorlar ve şaftlar ne sıklıkla değiştirilmelidir?
Üretimde grafit rotor değiştirme sıklığı, çalışma koşullarına bağlı olarak tipik olarak her 20 ila 80 işlem döngüsü arasında değişmektedir. Rotor ömrünü etkileyen baskın faktörler şunlardır: metal sıcaklığı (730°C'nin üzerindeki her 10°C grafit oksidasyon oranını yaklaşık iki katına çıkarır), gaz giderme gazındaki klor içeriği (2% Cl₂, rotor ömrünü sadece argona kıyasla yaklaşık 30-40% azaltır), mekanik kullanım kalitesi (yanlış hizalama eksantrik aşınmaya ve erken kırılmaya neden olur) ve rotor grafit sınıfı. AdTech'in alüminyum servisi için özel tane yapısı optimizasyonuna sahip yüksek saflıkta izostatik grafitten üretilen rotorları, aşınma rotor çapını 85% eşiğinin altına düşürmeden önce standart koşullar altında (720°C metal sıcaklığı, yalnızca argon veya <3% Cl₂, dikkatli kullanım) tipik olarak 40-70 işlem döngüsüne ulaşır. Şaft ömrü, aynı koşullarda tipik olarak 2-3 kat rotor ömrüdür, çünkü şaft en yüksek ajitasyon bölgesiyle doğrudan temas halinde değildir. Ağırlık kaybı ölçümüne dayalı yapılandırılmış bir değiştirme programının sürdürülmesi (arızayı beklemek yerine), büyük boyutlu kabarcıklar üreten ciddi şekilde aşınmış bir rotorla çalışmaktan kaynaklanan döküm kalitesi sorunlarını önler.
8: Metal sıcaklığının gaz giderme verimliliği üzerindeki etkisi nedir?
Daha yüksek metal sıcaklığı gaz giderme verimliliğini yaklaşık 750°C'ye kadar artırır, bunun üzerinde faydalar plato çizerken artan oksidasyon ve hidrojenin yeniden emilmesi riskleri artar. Sıvı alüminyumdaki hidrojen difüzyon katsayısı sıcaklıkla birlikte artar (Eichenauer ve Markopoulos, 1974'e göre 690°C'de yaklaşık 2,8 × 10-³ cm²/s'den 750°C'de 3,8 × 10-³ cm²/s'ye), bu da eriyikten gaz kabarcıklarına kütle aktarım hızını artırır. Ayrıca, eriyik viskozitesi sıcaklıkla birlikte azalarak kabarcıkların daha kolay yükselmesini ve daha homojen bir şekilde dağılmasını sağlar. 700-710°C yerine 730-740°C'de çalışmanın pratik faydası, eşdeğer rotor hızı ve gaz akış hızında hidrojen giderme verimliliğinde yaklaşık 8-12% iyileşmedir. Bununla birlikte, 750°C'nin üzerindeki sıcaklıklar eriyik yüzeyindeki hidrojen emilim oranını önemli ölçüde artırarak (H₂O-Al reaksiyonunun artan reaksiyon hızı nedeniyle) gaz giderme verimliliğindeki iyileşmeyi kısmen dengelemektedir. Ek olarak, grafit rotor oksidasyonu 750°C'nin üzerinde önemli ölçüde hızlanır. Çoğu alüminyum alaşım sisteminde gaz giderme için en uygun metal sıcaklığı 720-740°C'dir.
9: Gaz giderme ünitem neden beklenen hidrojen azaltımını gerçekleştiremiyor?
Spesifikasyonların altında gaz giderme performansının en yaygın nedenleri rotor aşınması, yetersiz gaz akış hızı, tasarım kapasitesinin üzerinde metal akış hızı ve proses değişikliklerinden kaynaklanan yüksek başlangıç hidrojenidir. Sorun giderme sistematik bir şekilde ilerlemelidir: ilk olarak, bağımsız bir akış ölçer ile gaz akış hızını doğrulayın (akış kontrol sistemleri sapma gösterebilir); ikinci olarak, kazan gözlem portundan kabarcıklanma modelini görsel olarak inceleyin (ince, düzgün dağılmış kabarcıklar düzgün çalışmayı gösterir; büyük, seyrek kabarcıklar rotor aşınmasını veya gaz akışı kısıtlamasını gösterir); üçüncü olarak, aşınmayı ölçmek için mümkünse rotoru tartın (orijinal ağırlığının 80%'sinden daha az bir rotor kötü performans gösterecektir); dördüncü olarak, başlangıç hidrojeninin değişmediğini doğrulamak için doğrudan ölçüm probu ile gelen metal hidrojeni kontrol edin. Tüm ekipman parametreleri kontrol edildiği halde performans hala yetersizse proses değişikliklerini gözden geçirin: şarjdaki hurda oranının artması, fırın atmosfer nemindeki değişiklikler, yeni alaşım ilaveleri veya bakım çalışmalarından kaynaklanan refrakter nemi, ekipman parametresi ayarlaması veya proses düzeltmesi gerektiren yüksek başlangıç hidrojeninin yaygın nedenleridir.
10: Döner bir alüminyum gaz giderme ünitesini işletmenin yaklaşık maliyeti nedir?
Bir döner alüminyum gaz giderme ünitesinin ana işletme maliyetleri gaz giderme gazı tüketimi (tipik olarak en büyük maliyet), grafit rotor ve şaft değişimi ve elektrik gücüdür. Nm³ başına yaklaşık 0,15-0,25 ABD doları olan tipik endüstriyel argon fiyatlandırmasında ve standart tek rotorlu bir inline ünite için 1,5 Nm³/saat tüketim oranında, gaz maliyeti çalışma saati başına yaklaşık 0,22-0,38 ABD dolarıdır. Bu, 1.200 kg/saat üretim hızında, işlenen metrik ton metal başına yaklaşık 0,18-0,32 ABD dolarıdır - nispeten düşüktür. Her biri 60-90 dakikalık 40-60 işlem döngüsü üzerinden amorti edilen rotor başına yaklaşık 150-350 USD (boyut ve kaliteye bağlı olarak) grafit rotor maliyeti, metrik ton başına yaklaşık 0,05-0,15 USD anlamına gelir. Tahrik motoru için elektrik gücü (tipik olarak 2-5 kW) 0,08 USD/kWh ile metrik ton başına yaklaşık 0,01-0,03 USD ekler. Toplam işletme maliyeti, işlenen alüminyumun metrik tonu başına tipik olarak 0,25-0,55 ABD dolarıdır - reddedilen dökümlerin tek bir üretim partisinin tipik olarak bu metal hacmi için filtreleme ve gaz giderme maliyetinden 50-200 kat daha pahalı olduğu düşünüldüğünde son derece uygun bir getiri.
Özet: Alüminyum Gaz Giderme Ekipmanının Seçilmesi ve Etkin Bir Şekilde Çalıştırılması
Alüminyum gaz giderme ekipmanı, hidrojen içermeyen inert gaz kabarcıkları ile hidrojene doymuş erimiş alüminyum arasında mümkün olan en geniş arayüzey alanını oluşturarak ve kısmi basınç farkıyla eriyikten kabarcıklara hidrojen transferini sağlayarak çalışır. Döner pervane tasarımı bunu, gaz akışının mekanik olarak ince kabarcıklar halinde kesilmesi (lans sistemleri için 5-25 mm'ye karşılık 0,5-3 mm çap) ve kabarcıkları işlem hacmi boyunca dağıtmak için eriyiğin eşzamanlı sirkülasyonu yoluyla gerçekleştirir.
Herhangi bir gaz giderme sisteminin pratik etkinliği, hepsi doğru şekilde belirlenmesi gereken dört değişkene bağlıdır: kabarcık boyutu (rotor tasarımı ve hızı ile kontrol edilir), kabarcık-eriyik temas süresi (kap hacmi ve metal akış hızı ile kontrol edilir), gaz bileşimi (argon vs. nitrojen vs. klor karışımları) ve gaz giderme işlemi sırasında oluşan kalıntıları yakalamak için aşağı akış filtrasyonu ile entegrasyon.
En iyi sonuçları elde eden operasyonlar - işlem sonrası hidrojen sürekli olarak 0,10 ml/100g Al'nin altında ve RPT Gözeneklilik İndeksi güvenilir bir şekilde 2,0'ın altında - üç özelliği paylaşır: mızrak tipi gaz giderme yerine döner gaz giderme kullanırlar, ekipmanın doğru çalıştığını varsaymak yerine hidrojen içeriğini rutin olarak ölçerler ve gaz giderme ve filtrasyonu bağımsız bileşenler yerine koordineli bir sistem olarak ele alırlar.
AdTech'te, gaz giderme ve filtrelemeyi her müşterinin alaşım aralığı, üretim hacmi ve kalite spesifikasyonunun özel gereksinimleriyle entegre eden eksiksiz eriyik işleme sistemleri tasarlıyor, tedarik ediyor ve destekliyoruz. Yukarıda belgelenen Pune kütük tesisi örneği, her iki bileşenin aynı anda ele alınmasının, her iki bileşenin de bağımsız olarak elde edemeyeceği sonuçlar sağladığı birçok örnekten biridir.
Gaz giderme sistemi seçimi, boyutlandırma hesaplamaları veya operasyonel optimizasyon desteği için metal veriminiz, alaşım aralığınız ve hedef hidrojen spesifikasyonunuzla birlikte AdTech dökümhane mühendislik ekibiyle iletişime geçin.
Bu makale, AdTech teknik editör ekibi tarafından birincil dökümhane mühendisliği deneyimine, Eichenauer ve Markopoulos, Dispinar ve Campbell, Jahn ve Schwerdtfeger, Doutre ve diğerleri, Granger, Johansen, Engh ve Rasch ve Pedersen ve diğerleri tarafından yapılan çalışmalar dahil olmak üzere yayınlanmış metalurjik araştırmalara ve alüminyum döküm tesislerinden alınan doğrudan operasyonel ölçüm verilerine dayanarak hazırlanmıştır. İçerik, güncel ekipman teknolojisi ve endüstri uygulamalarını yansıtacak şekilde her yıl gözden geçirilmektedir.
