アルミ脱ガス装置 は、不活性ガス(通常はアルゴンまたは窒素)の微細な気泡を、回転するグラファイト製ローターとシャフトシステムを通して溶融アルミニウムに注入することで機能する。溶解した水素原子は過飽和溶湯から低水素分圧バブルに移動し、表面へと運ばれ、最終鋳造品の気孔欠陥を50-85%減少させます。.
お客様のプロジェクトでアルミニウム脱ガス装置の使用が必要な場合、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
アルミニウムに脱ガスが必要な理由:溶湯中の水素問題
脱ガス装置の仕組みを検討する前に、アルミニウム製造において水素がなぜこのような根強く深刻な問題を引き起こすのかを理解することが不可欠です。液体アルミニウム中の水素の物理的性質は、鉄や銅の鋳造では見られない欠陥メカニズムを作り出します。.

水素の溶解度問題の根源
水素は、典型的な鋳造条件下で液体アルミニウム中に大量に溶解する唯一の気体である。溶解度はシーベルトの法則に従い、溶解水素濃度は融液上空の大気中の水素分圧の平方根に比例する。.
典型的なアルミニウムの保持温度である700℃(1292°F)では、液体アルミニウムは1気圧の水素分圧で金属100gあたり約0.65~0.69mlの水素を溶解する(Eichenauer and Markopoulos, Zeitschrift für Metallkunde, 1974)。凝固点直下の固体のアルミニウムでは、この溶解度はおよそ20倍の0.034 ml/100gAlに低下する。.
この劇的な溶解度の変化は、本質的にすべての溶存水素が凝固前に溶融物から逃げ出すか、凝固金属内でガス気泡として核となり、空隙を形成しなければならないことを意味する。工業用アルミニウム溶湯が大気分圧と平衡の水素を含むことは稀であり、実際の水素レベルは、よく処理された一次金属の約0.05 ml/100g Alから、汚染されたスクラップ・ヘビーチャージの0.40 ml/100g Al以上まで様々である。.
製造現場における水素の溶け込み方
工業用アルミニウム加工における水素発生源は数多く、しかも根強い:
メルト表面での水分反応: ほとんどの事業で支配的な発生源。大気中の水蒸気は液体アルミニウムと絶えず反応する:
2Al (液体) + 3H₂O (気体) → Al₂O₃ + 6H (融液に溶解)
この反応は、すべてのアルミニウム鋳造温度で熱力学的に進行する。相対湿度50%、周囲温度25℃の場合、700℃におけるアルミニウム中の平衡水素含有量は約0.25ml/100g Alとなり、ほとんどの品質仕様で目標とされている0.10ml/100g Alをはるかに上回ります。.
荷電材料の汚染: 表面水分、機械加工油、クーラント残渣、塗装、陽極酸化層を持つスクラップアルミニウムは、再溶解中に水素を放出する。DispinarとCampbell (International Journal of Cast Metals Research, 2006)は、消費者使用後のスクラップを混合した装入物は、同じように溶解した同等の一次アルミニウムよりも、0.15-0.25ml/100g Alの高い水素含有量の溶融物を一貫して生産することを測定した。.
冷たく湿った工具: 溶融物に接触する前に十分に予熱されていない取鍋、ラン ダー、インペラー、耐火物部品は、急速に水分を放出する。未乾燥の取鍋を1回導入するだけで、接触する金属体積中の水素含有量が局所的に0.05-0.10ml/100g Al急増する可能性がある。.
合金と穀物精製剤の添加: 合金化マスター合金の添加物やグレインリファイナーロッドの中には、有機潤滑剤で処理されていたり、保管中に表面の水分を吸収していたりするものがある。これらは溶融時に水素を放出する。.
水素濃度上昇の結果
アルミニウム鋳物における水素の制御不能がもたらす結果は、多様かつ深刻である:
| 水素レベル(ml/100g Al) | 鋳造品質への典型的な影響 |
|---|---|
| <0.08 | ほとんどの合金系でガス気孔が少ない |
| 0.08-0.12 | 中程度の仕様であれば問題ないが、重要な用途では境界線となる。 |
| 0.12-0.20 | 砂型鋳物および永久鋳型鋳物における可視ガス気孔;棒線引きにおける断線 |
| 0.20-0.35 | 著しい気孔率、構造的性質の劣化、気密性不良 |
| >0.35 | 重度の気孔、T6熱処理中の表面ブリスター、鋳造不合格 |
単純な多孔性だけでなく、高濃度の水素は酸化物の二重膜と相互作用し(バーミンガム大学のキャンベルによって広範に報告されている)、アルミニウム鋳物に最も有害な欠陥の組み合わせを作り出します。二重膜を核とする水素孔は、形状が不規則で、構造上重要な場所に優先的に配置され、機械試験片の疲労および伸びの値が最悪のケースになる原因となります。.
ロータリー脱気装置の仕組みとは?コアの仕組み
回転するグラファイト・ローターを使用するロータリー・インライン脱ガス(RILD)は、現代のアルミニウム生産において主流となっている脱ガス技術です。効果的な装置を選択し、運転するためには、それがなぜ機能するのか、また、どの程度うまく機能するかを決定する特定の設計変数を物理学的に理解することが基本です。.

熱力学的原動力
脱ガスメカニズムは、融液中の溶存水素と注入ガス気泡内の水素分圧との間の分圧勾配によって支配される。融液に導入されたばかりの純アルゴンの気泡では、気泡内の水素分圧は実質的にゼロである。周囲の融液では、有限の平衡水素分圧(シーベルトの法則から計算)に相当する濃度で溶存水素が存在する。.
この圧力勾配により、水素原子は濃度勾配に沿って融液から気泡中に拡散する。拡散速度はフィックの第一法則で記述される:
J = D × (C_melt - C_bubble_surface) / δ
ここで、Jは水素流束(ml/cm²・s)、Dは液体アルミニウム中の水素拡散係数(約3.2×10-³ cm²/s、700℃、Eichenauer and Markopoulos, 1974より)、C_meltはバルク水素濃度、C_bubble_surfaceは気泡-気泡界面の水素濃度、δは気泡周囲の有効拡散境界層厚さである。.
各気泡は融液中を上昇する間に水素を吸収し、その水素を融液表面まで運び、融液上部の大気に放出します。水素を含まない新鮮な気泡が継続的に供給されることで、脱ガス処理全体を通して推進力が維持される。.
バブルサイズが重要な設計パラメータである理由
溶融物からの全水素除去率は、物質移動に利用可能な全気液界面面積に依存する。一定の注入ガス量の場合
全界面積 = (6 × V_total gas) / d_bubble
d_bubbleは気泡径。この関係から、気泡径を半分にすることで、同じガス量に対して利用可能な界面面積が4倍になることがわかる。ローターの機械的剪断作用により、ガス流はランスから注入される気泡よりも桁違いに小さい気泡に分解される。.
ランスから噴射されるガス流は通常、アルミニウム中に直径5~20mmの気泡を生成する。よく設計された回転式脱気ローターは、直径0.5~3mmの気泡を生成する。気泡の直径が5~40倍小さくなることは、消費されるガス単位あたりの物質移動表面積が5~40倍大きくなることに相当する。.
JahnとSchwerdtfegerの研究(Metallurgical Transactions B、1978年)は、液体アルミニウム中の気泡径分布をローターの設計と回転数の関数として確立し、気泡径がローター先端速度の-0.6乗にほぼ比例することを発見した。ローターの回転数を上げると、二次合体によってそれ以上のサイズ縮小が制限される時点まで、より小さな気泡が生成される。.
ローター・メカニズムの詳細
グラファイト・ローターは、回転するグラファイト・シャフトの先端にある。ローターが回転すると(システムにもよるが、通常200~600RPM)、いくつかの効果が同時に発生する:
ガス分散: 中空シャフトを通して供給された不活性ガスは、ローター本体のポートから排出される。回転するローターからの遠心力は、ローターとメルトの界面でのせん断力と組み合わされ、ガス流を微細な気泡に破砕し、メルトを通して半径方向外側に分散させる。.
循環: 回転するローターは、溶融物に循環パターンを作り出し、気泡をローター付近に集中させるのではなく、処理容器全体に分散させる。この循環は、処理の均一性にとって極めて重要である。この循環がなければ、ローターが中心で作動しているにもかかわらず、容器周辺部の金属は最小限の脱ガスしか受けられない。.
表面化するインクルージョン推進: 溶融物の循環パターンはまた、酸化物包有物や非金属粒子を溶融物表面に向けて促進し、そこで除去可能なスキム層として収集する。これは、水素除去のみにとどまらない、回転脱ガスの重要な副次的利点である。.
表面攪拌コントロール: ローターの設計と速度は、過剰な表面乱流を発生させることなく、十分な気泡分散をもたらすようにバランスを取らなければならない。乱れた融液表面は、新たな介在物を導入し、水素吸収経路を追加する新たな酸化膜を生成する。最適なローターは、表面攪拌を顕著な新しい酸化物生成の閾値以下に保ちながら、最大の気泡生成で運転される。.
アルミニウム脱ガス装置にはどのような種類がありますか?
アルミニウム業界では、それぞれ異なる運転原理、資本コスト、性能能力を持つ、いくつかの異なる脱ガス方法を使用している。.
タイプ1:ロータリーインラインデガスユニット(RILD/SNIF/ALPUR)
インラインロータリーユニットは、金属が炉から耐火物で内張りされた処理容器を通って鋳造ステーションに流れる際に、金属を連続的に処理します。金属は一方の側に入り、1つまたは複数のローターから脱ガス処理を受け、もう一方の側からフィルターおよび鋳造システムに出ます。.
主要な商業システム:
- SNIF (Spinning Nozzle Inert Flotation) - ユニオン・カーバイド社が開発。.
- アルファー - ペチニー社(現リオ・ティント・アルミニウム社)が開発。.
- SIR(スピニング・インペラー・リアクター) - ノルスク・ハイドロ社が開発。.
- アドテックSHFDシリーズ - アルミ製カストハウスのオペレーションに最適化された当社独自の設計。.
これらのシステムは、金属が比較的一定の速度で流れる連続鋳造作業(ビレット、スラブ、線材)に適しています。シングルローターを備えた優れた設計のインラインユニットは、シングルパスで50~70%の水素を削減します。デュアルローター構成では、65~80%の削減が可能です。.
タイプ2:炉内ロータリー脱気(ランスシステム)
可搬式または固定式の回転式脱ガスユニットが保持炉または溶解炉に挿入され、ローターとシャフトが溶融物中に浸漬され、炉が処理容器として機能する間にガスが注入される。処理後、ユニットはタッピングの前に取り外される。.
利点がある: 専用のインラインユニットよりも資本コストが低い、バッチ溶解操作に適している、1台のポータブルユニットで複数の炉を処理できる柔軟性がある。.
制限: 脱ガスは炉内で行われ、金属はその後さらに時間を置き、鋳造前に炉雰囲気から水素を再吸収する。処理時間が長くなる(通常、1炉装入あたり15~30分)。処理後、金属を炉内に保持する必要があるため、スケジュール上の制約が生じる。.
タイプ3:静的ランス(多孔質プラグ)脱気
ガスは、機械的な補助なしに、多孔質耐火物プラグまたは水中ランスを通してバブリングされる。このため、回転式システムよりもはるかに大きな気泡が発生し、効率は著しく低下する。.
典型的な水素還元: 20-40%は初期レベルより-ロータリーシステムより大幅に低い。.
現在の用途 主に、設備投資で回転式装置を正当化できない小規模な操業、低規格合金、または一次脱ガス処理と鋳造の間の補助的な処理に使用される。.
タイプ4:フラックスタブレット(固体脱気剤)処理
ヘキサクロロエタン(C₂Cl₆)錠剤または類似の固体反応剤が溶融物に注入され、そこで反応して塩素と塩化水素ガスが発生し、金属中を泡立つ。.
水素還元: 30-50%が典型的。.
問題だ: 有毒な塩素ガスと塩化水素ガスが発生するため、ヒューム抽出が必要;注意深く管理しないと塩分が混入する;オペレーターの安全性に懸念がある;ヨーロッパと一部のアジア市場では、環境規制により規制が厳しくなっている。ヨーロッパとアジアの一部の市場では、環境規制がますます厳しくなっている。新規設備で指定されることはまれだが、一部の市場ではまだ使用されている。.
タイプ5:真空脱気
融液は部分真空にさらされ、融液上空の水素分圧をゼロ近くまで下げ、蒸気圧差によって溶存水素を表面に押し出す。.
水素還元: 85-95% - どの脱気方法よりも高い。.
制限: 資本コストが非常に高い。連続鋳造操業への統合が難しい。主に超クリーンアルミニウム生産(航空宇宙、高純度用途、コンデンサー箔)に使用される。AlVacプロセス(スカンジナビアで開発・使用)は、処理後の水素濃度を0.02~0.04ml/100g Alにする。.
脱気技術比較表
| テクノロジー | H₂削減効率 | 資本コスト | 営業費用 | 包含除去 | ベスト・アプリケーション |
|---|---|---|---|---|---|
| ロータリーインライン(シングルローター) | 50-70% | 中程度 | 低・中程度 | グッド(セカンダリー) | 連続鋳造、標準品質 |
| ロータリーインライン(デュアルローター) | 65-80% | 中・高 | 中程度 | グッド | 高品質の連続鋳造 |
| 炉内ロータリーランス | 45-65% | 低・中程度 | 低い | フェア | バッチ鋳造、鋳物工場 |
| 静電ランス/多孔質プラグ | 20-40% | 低い | 非常に低い | 貧しい | 低スペックの小規模事業 |
| フラックス錠 | 30-50% | 非常に低い | 低い | フェア | レガシーシステム、発展途上市場 |
| 真空脱気 | 85-95% | 非常に高い | 高い | 不良(包含除去なし) | 航空宇宙、超クリーン |
| ロータリーインライン+Ar/Cl₂ガス | 70-82% | 中・高 | 中程度 | 素晴らしい | プレミアム合金、航空宇宙用ビレット |
ロータリー脱気装置の主要構成部品とその機能
各コンポーネントの機能を理解することは、エンジニアが適切なシステムを指定し、問題が発生したときに診断するのに役立つ。.
グラファイト・ローター
ローターは脱ガス装置の心臓部である。ガス分散とメルト循環を同時に行う。主なローター設計パラメーター
ローターの直径: 直径が大きいほど気泡の分散半径は大きくなるが、駆動モーターのトルクが大きくなる。市販のローターの直径は、容器のサイズと金属流量に依存するが、およそ100mmから300mmである。.
ポート形状: ローター本体内のガス出口ポートの数、サイズ、および向きは、初期気泡サイズ分布を決定する。ローター回転に対して接線方向に配置されたポートは、ポート出口でのせん断力が大きいため、半径方向に配置されたポートよりも初期気泡が小さくなる。.
材質: 高純度のアイソスタティック・プレス黒鉛が標準である。グラファイトは、熱衝撃(ローターは冷たい大気と接触し、その後高温の金属と接触する)に耐性があり、アルミニウムや塩素含有脱ガスに対する化学的耐性があり、高速回転中の流体力学的力に耐える機械的強度がなければならない。.
グラファイト・ローターの寿命は、製造上の処理サイクルによって約20~80回と異なる:
- 金属の温度(温度が高いと黒鉛の酸化が促進される)。.
- 脱気ガス中の塩素含有量(塩素はグラファイトを徐々に侵す)。.
- 機械的取り扱い品質(容器の壁にぶつかるとローターに亀裂が入る)。.
- 合金の組成(黒鉛に対して化学的に攻撃的な合金もある)。.
アドテックのローター用グラファイトの配合は、アルミニウム製ケーシングハウスの熱的、機械的、化学的な複合攻撃に対する耐性に最適化されており、通常、標準的な条件下で40~70回の処理サイクルを達成しています。.
グラファイト・シャフト
中空グラファイトシャフトは、駆動モーターからの回転力とガス供給ラインからの脱気ガスの両方をローターに伝えます。シャフトが回転する間、中空ボアはスムーズなガスの流れを維持しなければならず、ガス接続部と回転部品が接するシャフト上部の高品質な回転ユニオンが必要となります。.
シャフトの故障は、脱気装置のダウンタイムの最も一般的な原因の一つです。故障モードは以下の通り:
- コールドスタート条件下での浸漬時の熱衝撃クラック。.
- 浸漬中にシャフトが血管壁に接触した場合、横方向の負荷による機械的破壊。.
- 高温での塩素暴露による化学劣化。.
駆動モーターと速度制御
駆動モーターは、処理サイクルを通して正確なローター速度を維持しなければならない。最新の脱気装置のほとんどは、可変周波数駆動装置(VFD)を使用しており、ローター回転数を約100~600RPMの範囲で調整できる。この柔軟性により、オペレーターは、特定の金属流量と容器形状に合わせてバブルサイズを最適化することができる。.
アドテックでは、SHFDシリーズ脱気装置はタコメーターフィードバックによるクローズドループ回転数制御を採用しており、メルト粘度やドライブシステム負荷の変化にかかわらず、ローター回転数は設定値の±2 RPM以内に保たれます。この精度は、ローター速度が直接気泡サイズ、ひいては脱気効率を決定するため重要です。.
屈折式処理容器
脱ガス中に金属を入れる容器は、そうでなければならない:
- 処理中の金属温度損失を最小限に抑えるため、熱絶縁されている。.
- アルミニウム溶融ガスや脱ガスガスに対する耐薬品性がある。.
- 均一な気泡分布を促進する内部フロー形状を採用。.
- ドロス除去(処理中に溶融物の表面に集まる介在物や酸化膜を浮き上がらせる)機能を装備
容器耐火物は通常、高アルミナ質キャスタブルまたは炭化ケイ素-アルミナ複合材料で、アルミニウムの湿潤および化学的攻撃に対する耐性を考慮して選択される。主要なメンテナンス期間間の容器耐火物の寿命は、金属処理量と洗浄頻度にもよるが、通常6~18ヶ月である。.
ガス供給と制御システム
ガス供給システムは、ガス源(ボンベ、バルク貯蔵、自家発電)、圧力調整器、流量計、自動制御バルブで構成される。主な設計要件
流量制御: ローターを通過するガス流量は、脱気効率の主要な決定要因であるため、正確に制御されなければならない。流量が低すぎると気泡量が不足し、高すぎると大きな合体気泡と表面乱流が発生する。ほとんどのインライン脱気システムの最適流量は、標準アルゴン条件下でローター当たり約1.0~3.0Nm³/時であり、金属流量で調整される。.
ガスの純度: 脱気ガスの純度は性能に大きく影響します。純度99.999%(5Nグレード)のアルゴンは、本質的に水分や酸素を導入しません。純度の低いアルゴンは水分を含み、水素を除去するのではなく、水素を導入する可能性があります。Doutreらの研究(Light Metals、2004年)によると、700℃で50ppmの水分を含むアルゴンは、注入ガス1Nm³あたり約0.002ml/100g Alの水素を供給することが示されています。.
混合ガス能力: 塩素とアルゴンの混合物用に設計されたシステムには、耐腐食性の継手、塩素サービス用に定格された流量制御コンポーネント、および適切な安全装置が必要です。塩素濃度は通常、アルゴン中体積比で2~5%です。.
どのような脱気ガスが使用され、なぜその選択が重要なのか?
脱気ガスの選択は、脱気システムの設計において最も重要な決定のひとつであり、性能と運転コストの両方に影響を与える。.
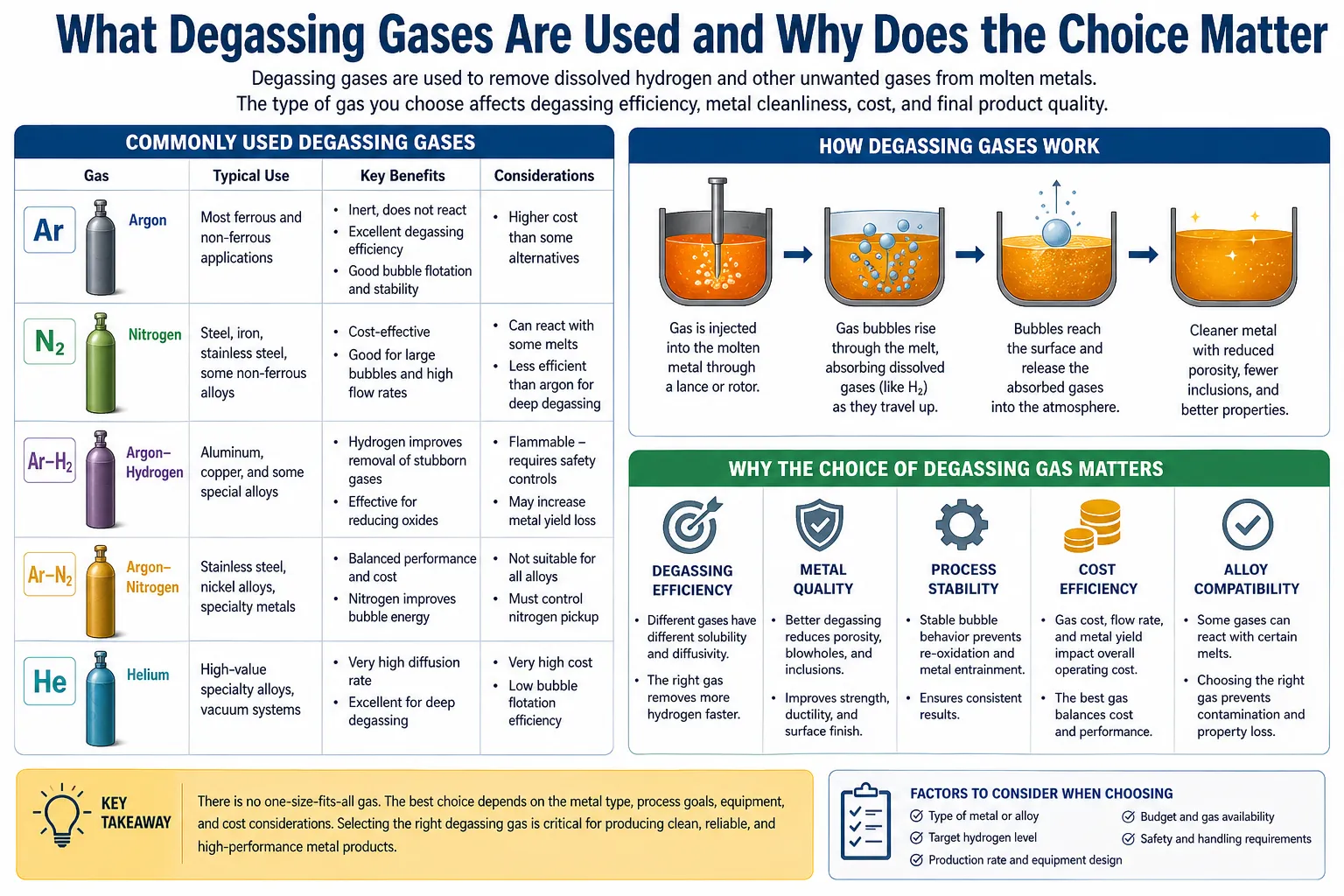
アルゴン主な脱気ガス
アルゴンは、現代のアルミニウム製造における標準的な脱気ガスです。溶融温度においてアルミニウムと化学的に不活性であり、グラファイトローターと反応せず、有毒な副生成物を生成しません。アルゴンは空気より重いため、溶融表面上の空気を置換し、処理容器上部の周囲雰囲気からの水素再吸収を低減するブランケットを提供します。.
アルゴン単独での水素還元効率: シングルパスインラインユニットでは50-70%、最適化されたデュアルローターシステムでは最大80%。処理後の水素レベルは、初期Al含有量0.20~0.30ml/100gから、0.08~0.12ml/100g Alが一般的である。.
窒素費用対効果の高い代替案
窒素は、アルゴンと同様の脱ガス効率を著しく低いコストで達成する(市場や供給方法によって異なるが、アルゴンコストの30~60%が一般的)。しかし、窒素には2つの特有の技術的懸念がある:
影響を受けやすい合金の窒素ピックアップ: アルミニウムの溶融温度と十分な接触時間において、窒素は特定の合金元素と反応して窒化物を形成することができる(特にリチウム、高濃度のマグネシウム、およびいくつかの希土類添加物)。ほとんどの市販アルミニウム合金では、窒素のピックアップはごくわずかですが、リチウム含有合金(Liを含む2xxxおよび8xxxシリーズ)および非常に高Mg合金(>4% Mg)では、アルゴンが好ましい。.
バブルの挙動: 窒素バブルは、アルゴンと比べて融液との表面張力相互作用がわずかに異なり、同様のローター条件における平衡バブルサイズに影響を与える。この差は実際には小さい。.
ほとんどの商業的なアルミ鋳造作業では、標準的な合金には窒素を使用し、窒素のピックアップが懸念される合金や、可能な限り高い清浄度が要求される合金にはアルゴンを使用する。.
塩素添加:包接凝集の利点
アルゴンまたは窒素脱気ガスに2-5%塩素(Cl₂)を加えることで、純粋な不活性ガス脱気以上のいくつかの追加的な利点が得られます:
インクルージョンの凝集: 塩素はアルミニウムと反応してAlCl₃蒸気を形成し、この蒸気は融液中を上昇し、非金属介在物(酸化膜、窒化物、炭化物)を浮遊回収する。凝集物は融液表面まで上昇し、そこでスキム層として回収される。Pechiney社のGranger氏の研究(Light Metals、1998年)によると、塩素の添加により、平均介在物サイズが約8ミクロンから25ミクロンに増加し、これはその後のセラミックフォームフィルターの捕捉効率を劇的に改善する3倍の増加である。.
アルカリ除去: 塩素は、溶解したナトリウムやカルシウム(ソルトフラックスやスクラップ汚染に由来するアルカリ不純物)と反応して揮発性の塩化化合物を形成し、ガスバブルと一緒に排出されます。アルミニウム合金中のナトリウムは5~10ppmでも機械的特性を劣化させるため、塩素脱ガスは最も効果的なアルカリ除去方法です。.
水素除去の強化: 塩素-アルゴン混合物の機械的および化学的作用の組み合わせにより、アルゴン単独では50-70%であるのに対し、通常70-82%の水素低減が達成される。.
安全と環境への配慮: 塩素は有毒ガスである(OSHA PEL 1 ppm、IDLH 10 ppm)。処理中に発生する塩化アルミニウム蒸気も毒性があり、腐食性があります。塩素含有ガスを使用する施設では、適切なヒューム抽出、ガス検知システム、緊急手順が必要です。欧州の多くの施設では、性能のトレードオフを受け入れながら、塩素の取り扱いリスクを排除するためにアルゴンのみの脱ガスに移行している。.
ガス選択決定マトリックス
| 合金と用途 | 推奨ガス | 塩素添加? | 典型的な治療後のH₂目標 |
|---|---|---|---|
| 標準6xxx押出ビレット(一般) | 窒素 | オプション(2% Cl₂) | <0.12ml/100グラム |
| 6xxx自動車用構造ビレット | アルゴン | 推奨(2-3% Cl₂) | <0.10ml/100グラム |
| ECグレードロッド(1350) | アルゴン | 推奨(2-3% Cl₂) | <0.10ml/100グラム |
| 航空宇宙 7xxx ビレット | アルゴン | 推奨(3-5% Cl₂) | <0.08ml/100グラム |
| 5xxx高Mg合金 | アルゴン | オプション | <0.12ml/100グラム |
| A356ホイール鋳造 | 窒素またはアルゴン | オプション | <0.10ml/100グラム |
| 高純度1xxx (>99.99%) | アルゴン(純度5N) | いいえ | <0.06ml/100グラム |
| Li含有2XXX | アルゴンのみ | いいえ(Cl₂はLiを攻撃する) | <0.08ml/100グラム |
生産現場での脱ガス効果をどのように測定するか?
測定なしでは、ガス抜きは当てずっぽうになる。いくつかの測定法があるが、それぞれコスト、精度、生産用と研究用の適性が異なる。.
減圧試験(RPT)
RPTは、水素関連の溶融品質評価において最も広く使用されている製造測定ツールです。少量の金属試料(通常100~150 g)を減圧下(真空ポンプにより絶対圧80~100 mbar)で凝固させます。減圧された周囲圧力は、溶存水素がガスバブルとして核となる閾値を下げ、水素含有量に比例して気孔率を増幅させます。.
RPT試料の密度(水置換により測定)は、大気圧で固化した参照試料と比較されます。密度比(または導出された空隙率指数)は、溶融水素含有量の半定量的な尺度となります。.
利点がある: 迅速(15~20分で結果が出る)、安価、実際の鋳物の気孔率の傾向とよく相関する、最小限の装置で済む。.
制限: 絶対的な水素測定ではなく、相対的な品質指標を提供。水素だけでなく、メルト温度、サンプリング技術、バイフィルムの含有量にも敏感で、RPTの結果は水素とバイフィルムの含有量の両方を同時に反映する。.
解釈だ: 0.95を超える密度比(または0-10スケールで1.5を下回るポロシティ指数)は、ほとんどの用途で許容可能な溶融品質を示す。0.90を下回る値は、水素に関連した多孔性のリスクが大きいことを示す。.
テレガ(水素プローブ)
Telegasシステム(および同等製品:ABBのAlscan、HeraeusのHydris)は、融液と水素透過膜プローブとの間に電気化学的平衡を確立することにより、溶存水素を直接測定します。検出器チャンバー内の水素分圧がメルト中の溶存水素活量と等しくなるまで、水素はメンブレンを通して拡散し、直接定量測定が可能になります。.
測定範囲: 0.01-0.50 ml/100g Al
測定時間: 測定ごとに5~15分
正確さ: 制御された条件下で±0.01-0.02 ml/100g Al
利点がある: 相対的な指標ではなく、絶対的な水素測定を提供。仕様限界値との直接比較が可能。脱ガス処理中の水素含有量の変化を追跡し、効率を検証することができる。.
制限: プローブの応答時間が長いため、リアルタイムのプロセス制御アプリケーションには限界があります。.
CHAPEL(液体中の圧力平衡による連続水素分析)
バッチサンプリングではなく、連続的なインライン水素モニタリング用に設計されたテレガス原理の高度バージョン。プローブは金属流路に常設され、約30~60秒の応答時間で水素の連続測定値を提供します。.
Pedersenら(Light Metals, 2008)の発表データによると、CHAPELを用いた連続モニタリングにより、脱ガスシステムの最適化が可能となり、脱ガス後の平均水素量を0.12ml/100g Alから0.08ml/100g Alに減少させるとともに、アルゴン消費量を15%減少させることができた。.
PoDFA(多孔性ディスクろ過装置)
PoDFAは水素を直接測定するのではなく、メルト中の介在物(酸化膜、窒化物、その他の非金属粒子)の含有量を定量化します。水素に関連した空隙現象の多くは、実際には二重膜核であるため(セラミックフォームフィルター水素の記事で説明)、PoDFAデータは水素測定を補完し、完全なメルト品質画像を提供します。.
測定: 既知量の金属(通常1~3kg)を標準条件下で微細セラミックディスクでろ過する。フィルターを断面し、顕微鏡下でポイントカウントにより保持された介在物の面積を測定する。.
結果単位: mm²/kg(単位金属重量あたりの包含面積)
典型的な目標値: <一般鋳造用0.10mm²/kg未満、高級自動車用0.05mm²/kg未満、航空宇宙用0.02mm²/kg未満。.
生産測定プロトコルの概要
| 測定方法 | H₂測定 | インクルージョン測定 | 生産における頻度 | コスト |
|---|---|---|---|---|
| 減圧テスト | 間接的(インデックス) | いいえ | 各ファーネス・チャージ | 非常に低い |
| テレガス/アルスカン・プローブ | 直接的、定量的 | いいえ | 定期的(シフトまたはチャージごと) | 中程度 |
| チャペル連続 | 直接的、連続的 | いいえ | 連続 | 高い(資本金) |
| ポドファ | いいえ | 直接的、定量的 | 毎週~毎月 | 中・高 |
| LiMCA | いいえ | リアルタイム、継続的 | 連続 | 高い |
| RPT+PoDFAの組み合わせ | 間接的 | ダイレクト | 定期監査 | 中程度 |
インライン脱気と炉内脱気:貴社のオペレーションに合うシステムは?
これは、アドテックに寄せられる最も一般的な機器選択の質問のひとつであり、その答えは、普遍的な好みというよりは、生産タイプ、メタル処理能力、品質要件によって異なります。.
インライン脱ガス:連続鋳造に最適
インライン脱ガス装置は、金属が炉から金型に流れる際に連続的に処理します。金属は処理容器を1回通過し、通過中に脱ガス処理を受けます。処理時間は容器の容積と金属の流量によりますが、通常30~120秒です。.
こんな人に最適
- 連続鋳造作業(ビレット、スラブ、線材、ストリップ)
- 安定したメタル流量での操業
- 処理の一貫性と自動化が優先される大量生産
- 後処理水素を最小限に抑える必要がある用途 (ECグレード、航空宇宙)
インラインシステムにおける効率化ドライバー:
移送単位数(NTU)は、インライン脱ガスの重要な効率パラメータであり、金属流量に対する水素除去速度と平衡水素濃度の比によって定義される。公表されている関係(Johansen, Engh, and Rasch in Light Metals, 1998)によると、NTUは以下のように変化する:
NTU = k_L × a × V_vessel / Q_metal
ここで、k_L は液相物質移動係数、a は比気泡表面積(m²/m³)、V_vessel は容器容積、Q_metal は金属体積流量である。より高い気泡表面積(より小さな気泡、より高いローター速度による)、より大きな容器、より低いメタル流量は、すべてNTUを増加させ、したがって水素除去効率を増加させる。.
炉内脱ガス:バッチおよび鋳造操業に最適
炉内脱ガスは、保持炉または溶解炉に挿入されたポータブルまたは半固定の回転ユニットを使用する。金属はバッチとして処理され、ローターが静的金属体積内で15~30分間作動した後、ローターが取り外され、炉が出銑される。.
こんな人に最適
- バッチ鋳造鋳物工場(自動車用鋳物、航空宇宙用鍛造品)
- タッピングの頻度が少ない業務(連続ではなく数時間ごと)
- 1台の脱ガス装置で複数の炉に対応する複数炉操業
- インラインの資本コストを正当化できない少量生産事業
炉内脱ガスの主な限界: 処理後、出鋼前に処理された金属は炉内に留まり、炉内雰囲気から徐々に水素を再吸収する。再吸収の速度は炉雰囲気の湿度、金属表面積、炉耐火物の清浄度に依存する。よく整備された低湿度の炉では、1時間で0.01-0.02ml/100gのAl再吸収しか示さないかもしれない。耐火物が湿潤している整備不良の炉では、同じ時間で0.05-0.08ml/100gのAl再吸収を示す可能性がある。.
このような再吸収が許容できない操業では、炉のタップから金型への移行部にインライン・ユニットを設置することで、再吸収期間を完全になくすことができます。.
比較表:インラインと炉内脱気の比較
| ファクター | インライン脱気 | 炉内ガス抜き |
|---|---|---|
| メタルフロー適合性 | 連続的、安定的 | バッチ |
| H₂削減(代表的なもの) | 55-80% | 45-65% |
| 治療後のH₂再吸収 | 最小限(金属はすぐに金型に流れる) | 有意(ホールド時間による) |
| 資本コスト | 中・高 | 低・中程度 |
| 運営コスト | 低い | 低い |
| 治療の一貫性 | 高(自動制御) | 可変(オペレータ依存) |
| 必要スペース | 中程度(洗濯ライン内) | 最小(ポータブル・ユニット) |
| 複数の炉に対応 | いいえ(1行に固定) | あり(ポータブル・ユニットで複数の炉に対応) |
| 濾過との統合 | 自然(フィルターを下流に設置) | 直接的ではない |
| 塩素ガスの安全性 | 密閉された洗濯機で管理 | オープン・ファーネスではより難しい |
脱気装置はろ過システムとどのように相互作用するのか?
脱気装置とセラミックフォーム濾過の相互作用は、装置のレイアウトと達成可能な品質結果の両方に重要な意味を持つシステム設計上の問題である。.
正しいプロセス順序とその根拠
どのアルミ製カストハウスでも、ベストプラクティスの順序は決まっている:
保持炉→移動→保持炉 インライン脱気ユニット → セラミック・フォーム・フィルター → 鋳造ステーション
この順番は恣意的なものではなく、それぞれのシステムが金属に何をするのか、それぞれのシステムがどのような問題を引き起こし、他のシステムがそれを管理しなければならないのかという物理的な現実を反映したものである。.
濾過が脱気に従わなければならない(先行してはならない)理由:
不活性ガスバブリングによる回転脱ガスは、メルト表面を著しく撹拌する。この攪拌により新たな酸化皮膜が生成される。表面の乱流は、30~120秒の処理期間中にメルト表面の酸化皮膜を繰り返し折り重ねる。これらの脱ガスによって生成された酸化物二重膜は、金属と共に下流に運ばれる。脱ガスの前に濾過が行われる場合、これらの新鮮な二枚膜はフィルターを完全にバイパスして鋳型キャビティに入る。.
Granger (Light Metals, 1998)の公表データによると、アルゴン単独でのインライン脱ガス処理では、出湯金属中のPoDFA介在物量が炉金属と比較して約20-35%増加した。塩素を添加した場合、塩素の凝集効果が乱流によって生成された介在物よりも優勢であったため、同じ研究では、炉金属と比較して流出金属中の介在物含有量が正味60~75%減少した。.
フィルターは脱気副生成物を捕捉する:
脱ガス装置の下流に配置されたセラミック発泡フィルターは、フラックス添加による塩粒子や塩素-アルミニウム反応の副生成物など、脱ガス処理中に発生する酸化物系介在物を捕捉します。下流のフィルターがなければ、これらの脱ガス副生成物が金型キャビティに到達し、欠陥を発生させることになる。.
複合システムは、どちらのコンポーネントも単独ではできないことを実現する:
セラミック発泡フィルタの水素に関する論文に記載されているように、脱気(溶存水素の低減)とろ過(バイフィルムの核生成部位の除去)の組み合わせは、どちらのシステムも単独では到達できない気孔率レベルを達成します。Tiryakioğlu et al. (Materials Science and Engineering A, 2009)は、脱気のみでは4.1、ろ過のみでは5.8であったのに対し、組み合わせたシステムでは1.4の気孔率指数を達成し、各成分の効果の合計よりも劇的に優れていることを示しています。.
実際のケーススタディ:2023年、インドのアルミニウムビレット工場における脱ガスシステムのアップグレード
背景インド、マハラシュトラ州プネにある6063アルミニウムビレット鋳造施設
会社概要 プネーの工業地区にある中規模のアルミビレット鋳造工場で、建築押出用途の6063合金ビレットを生産している。この工場は、直径152mmと178mmの6063ビレットを合わせて月産約1,200トンの生産能力を持つ2つのダイレクト・チル(DC)鋳造ラインを運営していた。主な顧客は、インド国内の建築市場や中東への輸出向けに建築用窓やドアのプロファイルを製造する押出業者であった。.
顧客のペインポイント(2023年1月から9月まで): この施設では、顧客施設での押出成形中のビレット表面亀裂率と気孔率不良率が持続的に増加しました。顧客から報告された押出不良率は、ベースラインの約1.2%表面欠陥不良率から、9ヶ月間で4.8%まで上昇した。この欠陥は主に、陽極酸化後に押出成形されたプロファイルの外面に現れる小さなブリスターや粗い表面部分で、押出成形中に開くビレットの表面下の気孔に関連する欠陥の一種です。.
この工場では、静止ランス式脱ガス装置(回転装置なし)を使用しており、出銑前に保持炉内の固定ランスで窒素ガスをバブリングしていた。炉と鋳造ステーションの間にインライン脱ガス装置は設置されていなかった。単段セラミックフォーム濾過は、鋳造ステーションの基本フィルターボックスに30ppiフィルターを使用した。.
この工場の品質管理者は、6ヶ月前にこの問題に対処するため、フィルターのPPIを20ppiから30ppiにアップグレードしたが、不合格率は測定可能なほど改善されなかった。.
根本原因調査(2023年10月): アドテックは、両鋳造ラインの包括的な溶融品質監査に従事した。.
水素測定: 採用したAlscanプローブを使用し、静止ランス処理直後の保持炉内、炉の蛇口から10メートル離れた洗濯機内、フィルターボックス入口の3箇所で溶存水素を測定した。結果は以下の通り:
- 静電ランス処理後の水素(炉内):平均0.22 ml/100g Al(複数回の測定で0.18~0.28の範囲)
- 6063押出ビレットの目標値<0.12 ml/100g Al
静止ランスシステムは、約0.28~0.32ml/100g Alの初期ファーネスレベルから25~30%の水素還元しか達成しておらず、回転式装置で達成可能な50~70%を大幅に下回っていた。静止ランスは、物質移動のための表面積が最小の大きな気泡(1回の処理中の目視観察から推定直径10~25mm)を生成した。.
洗濯物中の水素再吸収: フィルターボックス入口での測定では、0.24-0.26 ml/100g Alの水素が検出された。これは、洗濯機の通過から本質的に改善されておらず、いくつかの測定では処理後の炉の測定よりもわずかに高く、洗濯機の通過中に水素が積極的に再吸収されたことを示している。洗濯機は屋根がなく、作業場雰囲気から保護されておらず、相対湿度68-82%(施設内の冷却水システムにより上昇)の工場内で運転された。.
RPTの評価: 金型で採取したサンプルのRPTテストでは、気孔率指数が平均7.8となり、6063押出ビレットに推奨される基準値3.0をはるかに超える深刻な気孔率リスクの上昇を示しました。.
ビレットの金属組織分析: 不合格となったビレットの断面図から、直径0.3~1.8 mmの範囲の球状のガス多孔質(バイフィルムが支配的な多孔質ではなく、水素が支配的な多孔質であることを示す)が主に確認され、ビレットの地下領域に集中していた。.
アドテックのソリューション - 2023年10月設計、2024年1月実装:
コンポーネント1 - アドテックSHFD-200インライン回転式脱気装置: 保持炉の蛇口とフィルターボックスの間の既設洗浄室に、シングルローターのインライン脱気ユニットを設置する。ユニットの仕様直径200 mmのローター、400 RPMの運転速度、1.5 Nm³/時の窒素流量、オプションでアルゴンと窒素の混合が可能。このユニットは、工場の最大鋳造流量22 kg/分(1ラインあたり)で金属を処理するよう設計されており、処理容器の容積は約45秒の滞留時間を提供します。.
コンポーネント2 - 屋根の洗濯と雰囲気制御: 耐火繊維で覆われたシンプルなロンダールーフが、ファーネスタップからフィルターボックスまでのロンダーの全行程に設置され、ロンダー雰囲気の湿度を低下させた。5リットル/分の窒素パージを追加して、洗濯雰囲気を体積で95%以上の窒素に維持し、実質的に洗濯通過中の水素再吸収をなくした。.
コンポーネント 3 - フィルターボックスのアップグレード: 既存の1段式30ppiフィルターは、より微細なPPI定格で十分な流量を確保するため、より大きなフィルターボックス(既存の7″×7″に対して9″×9″)を備えたアドテックの40ppiリン酸塩フリーアルミナセラミックフォームフィルターにアップグレードされた。.
コンポーネント4 - オンライン・モニタリング・プロトコル: アドテックは、RPTキットを提供し、工場の品質担当者を訓練して、炉の装入ごとに(鋳造ラインごとに2~3時間ごとに)RPT測定を実施させ、それまで施設に存在しなかった生産監視プロトコルを確立した。.
結果 - 2024年4月~6月(完全実施後3カ月、両キャスティングライン)を測定:
- インライン脱ガス後の水素:平均0.08~0.11ml/100g Al(前回0.22~0.26ml/100g Al)
- インラインユニットの水素還元効率62-68% - シングルローターユニットの設計期待値と一致
- 大気制御による洗濯物の再吸収:<0.005 ml/100g Al(実質的にゼロ)
- RPT孔隙率指数:平均1.8(前回7.8)-目標の3.0を大きく下回る。
- 顧客報告による押し出し表面欠陥不良率:0.8%(ピーク時4.8%、過去の基準値1.2%に対して)
- ビレットUT気孔率表示(超音波検査によるスポットチェック):設置前のサンプリングと比較して89%減少。
- アルゴンと窒素の比較窒素のみの運転を3ヶ月間続けた後、プラントは、より高い仕様の注文についてはライン1をアルゴン-窒素混合(10% Ar)に切り替え、標準グレードについてはライン2の窒素を維持することを選択しました。
コスト分析:
- 顧客から報告された不合格品の年間コスト(再押出し、代替ビレット、物流):年間約820万インドルピーから170万インドルピーに削減。
- アドテックSHFD-200システム導入費用:約480万インドルピー
- 単純な投資回収期間:設置完了から約9カ月
- その他の利点:顧客の品質監査のスコアが十分に改善されたため、以前は品質上の懸念から拒否されていたUAE押出成形の優良顧客との新たな供給契約を工場で結ぶ資格が得られた。
脱気装置の選択、メンテナンス、一般的な故障モード
適切な脱気システムの選択
脱気システムを指定する前に確立すべき主要パラメータ:
金属流量: 必要な処理量(kg/分)は、最小容器容積、ローターサイズ、ガス流量要件を決定する。サイズの小さいシステムでは、要求される生産速度で目標水素削減量を達成することはできない。.
初期の水素レベル: 初期水素が非常に高い(スクラップを多量に使用するため、Alが0.30ml/100gを超える)操業では、処理時間の延長、デュアルローター構成、塩素添加など、より高い処理強度が必要となる。.
治療後の水素を目標とする: ECグレードおよび航空宇宙用途では0.08-0.10ml/100g Al以下が要求され、標準的な押出ビレットでは通常0.10-0.12ml/100g Alが目標とされる。必要な除去率は、ローター速度、ガス流量、システム構成によって決まる。.
合金の互換性: 塩素に敏感な合金(Liを含む)は、ガスの選択を制限する。高Mg合金は窒素よりもアルゴンを必要とする場合がある。.
ローターとシャフトのメンテナンス
グラファイトローターとシャフトは、定期的な点検と交換が必要な消耗部品です。アドテックでは、以下の点検プロトコルを推奨しています:
| 検査項目 | 頻度 | 行動しきい値 |
|---|---|---|
| ローター外観検査 | 治療サイクルごと | 直径が新品より15%以上小さくなった場合は交換する。 |
| シャフト外観検査 | 5サイクルごと | 表面の亀裂が目立ったり、長さが短くなったりした場合は交換する。 |
| ローター重量測定 | 10サイクルごと | 重量が新品より20%以上減少した場合、交換する。 |
| ガスフローの検証 | 毎サイクル | 流量が設定値から10%以上逸脱しているか調査する |
| 回転ユニオンシール | 毎月 | ガス漏れが検出されたら交換する |
| 駆動モーター電流 | ウィークリー | 電流がベースラインより15%以上増加したかどうかを調べる |
一般的な故障モードと診断サイン
故障1-ローターの摩耗: アルミニウム溶融物によるローターの漸進的な侵食と塩素による化学的攻撃により、気泡サイズが徐々に大きくなる。診断:一定の運転条件下で、処理後の水素が上昇している。解決策:メンテナンススケジュールに従ってローターを交換する。.
故障2-シャフトの破損: 浸漬または回転中にグラファイトシャフトが破損する。診断:ガスフローと回転が直ちに失われる。シャフトの破片がドロス中に見えることがある。予防: 管理された浸漬手順に従う(決してシャフトを容器の壁にぶつけない)。.
故障 3 - ガス流の詰まり: 固化したアルミニウムまたは蓄積した介在物によりローターポートが閉塞している。診断: 設定流量を一定に保ちながら、ローターのガスライン圧力を上昇させる。解決法:ローターを取り外してポートを清掃する;閉塞がひどい場合はローターを交換する。.
故障4-血管難攻撃: 溶融物が処理容器の耐火物ライニングを貫通している。診断: 容器全体の金属温度の上昇、目に見える耐火物のひび割れまたは剥落。予防: 定期的な耐火物検査; 推奨される予熱手順の維持; 温度超過の回避。.
故障5-ローテーション・ユニオンの故障: 固定ガス供給装置と回転シャフト間のガス接続が故障し、ガスが漏れる。診断: ローターへのガス流が減少している。解決法:回転ユニオンシールを交換する。.
アルミニウム脱ガス装置に関するよくある質問
1: アルミニウムを脱気する目的は何ですか?また、脱気せずに何が起こるのですか?
アルミニウムを脱ガスすることで、凝固鋳物にガス孔を生じさせる溶存水素が除去される。. 脱ガス処理を行わないと、溶融金属中の溶存水素(管理が不十分な場合、0.20~0.40ml/100g Alに達することもある)は、凝固時に発生する水素溶解度の20倍低下時に抜け出すことができない。水素は凝固金属内でガス気泡として核となり、鋳物全体に直径0.1~2mmの球状の気孔を形成する。これらの気孔は、油圧部品の圧密不良、棒鋼の伸線における断線、T6熱処理中の表面ふくれ、構造鋳物における疲労寿命と伸びの低下を引き起こす。脱ガス処理を行わないと、標準的な条件で鋳造されたほとんどのアルミニウム合金は、自動車、航空宇宙、電気導体仕様の受入基準に不合格となるレベルの気孔率を示す。特に高い水素レベルを発生させるスクラップ・ヘビーチャージを使用する操業でも、適切に設計され維持された脱ガス装置により、十分な溶融品質を達成することができる。.
2: アルミニウムの脱ガスは回転式装置でどのくらい時間がかかりますか?
インライン回転脱ガスは通常、滞留時間30~120秒で金属を処理します。炉内バッチ脱ガスでは、1炉装入あたり15~30分を要します。. インラインユニットでの処理時間は、容器容積を金属体積流量で割った値で決定され、容器が大きいほど、あるいは金属の流れが遅いほど、処理時間が長くなり、その結果、水素除去性能が向上する。6063合金を20kg/分で処理する標準的なシングルローターインラインユニットの場合、約60~80リットルの容器容積で45~60秒の滞留時間が得られ、55~70%の水素低減が達成される。同じ流量で容器容積を倍にすると(120~160リットル)、90~120秒の滞留時間が得られ、70~80%の水素削減が達成される。炉内脱ガスは、バッチ容積が大きく、単位溶融量あたりの水素除去率が低いため、速度が遅くなります。ローターはその近傍の金属のみを効率的に処理するため、炉の全チャージ容積に処理を行き渡らせる循環パターンが必要となります。.
3: アルミニウム脱ガス用のアルゴンと窒素の違いは何ですか?
アルゴンと窒素は、ほとんどのアルミニウム合金に対して同程度の脱ガス効率を達成しますが、窒素の方が通常30~60%安くなります。重要な違いは化学反応性です。. アルゴンは完全に不活性であり、窒素が望ましくない窒化物を形成する可能性のあるリチウム含有合金(Liを含む2xxx、Liを含む8xxx)や非常に高いマグネシウム合金(>4% Mg)に好ましいガスである。窒素は、6xxx押出合金、3xxx缶材、ほとんどの 5xxx合金(Mg <4%)、およびA356/A380鋳造合金を 含む標準的な市販合金には許容される。ほとんどの作業では、同等の性能を持つ窒素のコスト優位性により、窒素が既定の選択となり、アルゴンは繊細な合金に留保される。どちらのガスもシングルパスインラインユニットで50-70%の水素還元を達成します。脱ガス効果を打ち消す水分の混入を避けるため、どちらも純度99.99%以下では使用すべきではありません。.
4:脱気装置が正常に作動しているかどうかは、どのように確認するのですか?
最も信頼性の高い製造検証方法は、定期的な水素プローブ測定と組み合わせて、すべての炉チャージに対して実施される減圧試験(RPT)である。. 適切に機能する脱気システムは、仕様のしきい値以下(通常、高級用途ではポロシティインデックスが2.0以下、標準品質では3.0以下)の一貫したRPT結果をもたらします。一定の運転条件下でRPT値が上昇する場合は、脱ガス効果が低下していることを示しており、多くの場合、ローターの摩耗、ガス流量の減少、またはプロセスの変更による初期水素の増加が原因です。TelegasまたはAlscanプローブ測定により、水素を直接定量し、実際の除去効率を計算することができます。測定された除去効率が同じ運転条件で40%を下回った場合(55-70%が予想される)、ローターの状態、ガス流量の検証、ベッセルの耐火物の完全性を調査する。RPT結果と直接水素測定値を定期的に相互参照することで、特定の合金と運転条件におけるRPTと水素の相関関係が確立され、低コストのRPTが信頼できる日常モニタリングツールとなります。.
5: 脱ガスは、水素と同様にアルミニウムの介在物を除去できますか?
脱気装置は二次的効果として介在物を除去するが、効果的な介在物制御にはセラミックフォーム濾過が必要である。. 回転脱ガスにおける気泡浮遊メカニズムは、気泡表面に酸化物包有物を集めて融液表面に浮遊させ、そこでドロス層に集中させる。Grangerの研究(Light Metals、1998年)は、アルゴンのみの脱ガスではPoDFA介在物含有量が約20~30%減少する一方、アルゴン-塩素脱ガスでは凝集と浮遊が促進され、介在物含有量が60~75%減少することを示した。しかし、微細な介在物(約10ミクロン以下)は脱ガス容器内の浮遊では効果的に捕捉されず、鋳造まで通過する。30~50ppiのセラミックフォーム濾過は、表面付着と深層濾過メカニズムにより、これらの微細介在物を捕捉する。脱ガス(凝集のために塩素を使用)とセラミックフォーム濾過の組み合わせは、90%+の全包有物除去を達成します。.
6: アルミニウムの脱ガスに使用するローターの回転数は?
ほとんどの市販インライン脱気装置の最適なローター回転数は300~450RPMで、微細な気泡を発生させるのに十分な高さだが、過度の表面乱流を引き起こすほど高くない。. ローター回転数と気泡径の関係は、JahnとSchwerdtfeger(Metallurgical Transactions B、1978)によって特徴付けられ、気泡径はローター先端速度の-0.6乗にほぼ比例することが判明した。つまり、回転数を300rpmから450rpmに上げる(50%増加)と、平均気泡径は約28%減少し、界面面積は約39%増加する。しかし、ほとんどの市販ローターの設計では、約500RPMを超えると、表面の乱流が急激に増加し、水素除去の改善を部分的に相殺する速度で新たな酸化膜を生成する。最適な回転数はまた、メタル流量(より速い流量で同等のNTUを達成するにはより高い回転数が必要)と容器の形状にも依存する。ほとんどのアドテックSHFDユニットは、標準的な運転条件では350-420 RPMで最適化されており、オペレーターはVFDコントローラーを使用して200-600 RPMの範囲で調整することができます。.
7: 生産用脱気装置では、グラファイト・ローターとシャフトはどれくらいの頻度で交換すべきですか?
生産現場でのグラファイト・ローターの交換頻度は、運転条件にもよるが、通常20~80処理サイクルごとである。. ローター寿命に影響する主な要因は、金属温度(730℃を10℃超えるごとに黒鉛酸化速度が約2倍になる)、脱気ガス中の塩素含有量(2% Cl₂は、アルゴンのみと比較してローター寿命を約30~40%短縮する)、機械的取り扱い品質(ミスアライメントが偏心摩耗と早期破壊を引き起こす)、ローター黒鉛グレードである。高純度等方性黒鉛から製造されたアドテックのローターは、アルミニウムの使用に特化した粒構造の最適化により、摩耗によりローター直径が85%のしきい値を下回る前に、標準的な条件(金属温度720℃、アルゴンのみ、または3% Cl₂未満、慎重な取り扱い)で通常40~70回の処理サイクルを達成する。シャフトの寿命は、シャフトが最高撹拌ゾーンに直接接触していないため、同じ条件では通常2~3×ローター寿命である。故障を待つのではなく)減量測定に基づく計画的な交換スケジュールを維持することで、特大のバブルを発生させるひどく摩耗したローターで操業することによる鋳造品質の問題を防ぐことができる。.
8: 脱ガス効率に対する金属温度の影響は?
金属温度が高いほど脱ガス効率が向上するのは約750℃までで、それ以上では酸化と水素再吸収のリスクが高まる一方で、そのメリットは頭打ちになる。. 液体アルミニウム中の水素拡散係数は温度とともに増加し(Eichenauer and Markopoulos, 1974によると、690℃で約2.8 × 10-³ cm²/s から750℃で3.8 × 10-³ cm²/s まで)、融液から気泡への物質移動速度が増加する。さらに、融液粘度は温度とともに低下し、気泡がより容易に上昇し、より均一に分散することを可能にする。700~710℃ではなく730~740℃で運転することの実際的な利点は、同等のローター回転数とガス流量で、水素除去効率が約8~12%向上することである。しかしながら、750℃を超える温度は、(H₂O-Al反応の反応速度の増加により)溶融物表面での水素吸収速度を著しく増加させ、脱ガス効率の改善を部分的に相殺する。さらに、グラファイトローターの酸化は750℃を超えると著しく加速する。ほとんどのアルミニウム合金系で脱ガスに最適な金属温度は720~740℃である。.
9: なぜ脱気装置は期待された水素低減を達成できないのですか?
仕様以下の脱ガス性能の最も一般的な原因は、ローターの摩耗、ガス流量不足、設計容量以上のメタル流量、プロセス変更による初期水素の上昇である。. 第一に、独立した流量計でガス流量を確認する (流量制御システムはドリフトすることがある)。第二に、容器観察ポートからバブリングパターンを目視検査する (微細で均一に分散したバブリングは適切な運転を示す。大きく不定期に発生するバブリングはローターの摩耗またはガス流制限を示す)。第三に、可能であればローターの重量を測定して摩耗を定量化する (元の重量の80%未満のローターは性能が低い)。第四に、直接測定プローブで流入金属水素をチェックし、初期水素が変化していないことを確認する。装入物のスクラップ比率の増加、炉内雰囲気の湿度の変化、新しい合金の添加、またはメンテナンス作業による耐火物の湿気は、初期水素の上昇の一般的な原因であり、装置パラメータの調整またはプロセスの修正が必要です。.
10: アルミニウムの回転式脱ガス装置のおおよその運転コストを教えてください。
回転式アルミ脱ガス装置の主な運転コストは、脱ガスガスの消費(通常、最大のコスト)、グラファイトローターとシャフトの交換、電力である。. 標準的な工業用アルゴンの価格が1 Nm³あたり約0.15~0.25米ドルで、標準的なシングルローター・インライン・ユニットの消費速度が1.5 Nm³/時間の場合、ガスコストは運転1時間あたり約0.22~0.38米ドルである。生産量1,200 kg/時では、処理金属1トン当たり約0.18~0.32米ドルとなり、比較的低い。グラファイト・ローターのコストは、ローター1個当たり約150~350米ドル(サイズとグレードによる)で、1回60~90分の処理を40~60回繰り返すと、1トン当たり約0.05~0.15米ドルになる。駆動モーターの電力(通常2~5kW)をUSD 0.08/kWhで計算すると、トン当たり約0.01~0.03米ドルになる。不合格鋳物の生産バッチ1個にかかるコストが、その金属量のろ過・脱ガス処理コストの50~200倍であることを考えると、総運転コストは通常、アルミニウム処理1メートルトン当たり0.25~0.55米ドルです。.
要約:アルミニウム脱ガス装置の効果的な選択と運用
アルミニウム脱ガス装置は、水素を含まない不活性ガス気泡と水素飽和アルミニウム溶湯との間に可能な限り大きな界面領域を形成し、分圧差によって溶湯から気泡への水素移動を促進することによって機能します。回転式インペラーの設計は、ガス流を機械的にせん断して微細な気泡(ランスシステムの直径5~25mmに対して0.5~3mm)にし、同時に溶融物を循環させて処理容積全体に気泡を行き渡らせることでこれを実現します。.
すなわち、気泡サイズ(ローターの設計と回転数で制御)、気泡とメルトの接触時間(容器の容積と金属流量で制御)、ガス組成(アルゴン対窒素対塩素の混合ガス)、脱気プロセス中に発生する介在物を捕捉するための下流ろ過との統合である。.
処理後の水素が常に0.10ml/100g Al以下、RPTポロシティインデックスが確実に2.0以下という最良の結果を達成するオペレーションには、3つの特徴がある。ランス型脱ガスではなくロータリー型脱ガスを使用していること、装置が正しく作動していると仮定するのではなく水素含有量を定期的に測定していること、脱ガスとろ過を独立したコンポーネントとしてではなく、協調システムとして扱っていることである。.
アドテックでは、各顧客の合金範囲、生産量、および品質仕様の具体的要件に合わせて、脱気とろ過を統合した完全な溶融処理システムを設計、供給、サポートしています。上記のプネ・ビレット工場のケースは、両方のコンポーネントに同時に対処することで、どちらのコンポーネントも単独では達成できなかった結果をもたらした多くの事例の一つです。.
脱ガスシステムの選択、サイズ計算、または運転最適化サポートについては、金属処理量、合金範囲、および目標水素仕様をアドテックの鋳物工場エンジニアリングチームにご連絡ください。.
この記事は、主要な鋳造所エンジニアリングの経験、EichenauerとMarkopoulos、DisparとCampbell、JahnとSchwerdtfeger、Doutreら、Granger、Johansen、EnghとRasch、Pedersenらによる著作を含む公表された冶金学的研究、およびアルミニウム鋳造施設からの直接操作測定データに基づいて、AdTech技術編集チームによって作成されました。内容は毎年見直され、最新の設備技術と業界の慣行を反映している。.
