Equipos de desgasificación de aluminio funciona inyectando finas burbujas de gas inerte -normalmente argón o nitrógeno- en el aluminio fundido a través de un rotor de grafito giratorio y un sistema de eje. Los átomos de hidrógeno disueltos migran de la masa fundida sobresaturada a las burbujas de baja presión parcial de hidrógeno y son transportados a la superficie, reduciendo los defectos de porosidad en las piezas fundidas finales en 50-85%.
Si su proyecto requiere el uso de equipos de desgasificación de aluminio, puede Contacto para obtener un presupuesto gratuito.
Por qué el aluminio necesita desgasificación: El problema del hidrógeno en el metal fundido
Antes de examinar cómo funciona el equipo de desgasificación, es esencial comprender por qué el hidrógeno presenta un problema tan persistente y grave en la producción de aluminio. La física del hidrógeno en el aluminio líquido crea un mecanismo de defectos diferente a todo lo que se encuentra en la fundición de acero o cobre.

Solubilidad del hidrógeno: La raíz del problema
El hidrógeno es el único gas que se disuelve en cantidades significativas en el aluminio líquido en condiciones típicas de fundición. La solubilidad sigue la ley de Sieverts, que establece que la concentración de hidrógeno disuelto es proporcional a la raíz cuadrada de la presión parcial de hidrógeno en la atmósfera sobre la masa fundida.
A 700°C (1292°F), temperatura típica de mantenimiento del aluminio, el aluminio líquido disuelve aproximadamente 0,65-0,69 ml de hidrógeno por 100 gramos de metal a una presión parcial de hidrógeno de una atmósfera (Eichenauer y Markopoulos, Zeitschrift für Metallkunde, 1974). En el aluminio sólido, justo por debajo del punto de solidificación, esta solubilidad se reduce aproximadamente 20 veces, hasta unos 0,034 ml/100 g de Al.
Este drástico cambio de solubilidad significa que prácticamente todo el hidrógeno disuelto debe escapar de la masa fundida antes de la solidificación o nuclearse en forma de burbujas de gas dentro del metal en solidificación, creando porosidad. Los fundidos industriales de aluminio raramente contienen hidrógeno en equilibrio con la presión parcial atmosférica - los niveles reales de hidrógeno varían desde aproximadamente 0,05 ml/100g Al en metal primario bien tratado hasta más de 0,40 ml/100g Al en cargas contaminadas de chatarra pesada.
Cómo entra el hidrógeno en la masa fundida en la práctica productiva
Las fuentes de hidrógeno en el procesamiento industrial del aluminio son numerosas y persistentes:
Reacción de la humedad en la superficie de la masa fundida: La fuente dominante en la mayoría de las operaciones. El vapor de agua atmosférico reacciona continuamente con el aluminio líquido:
2Al (líquido) + 3H₂O (gas) → Al₂O₃ + 6H (disuelto en la masa fundida).
Esta reacción se produce termodinámicamente a todas las temperaturas de fundición del aluminio. Con una humedad relativa de 50% y una temperatura ambiente de 25°C, el contenido de hidrógeno en equilibrio en el aluminio a 700°C sería de aproximadamente 0,25 ml/100g Al, muy por encima del objetivo de 0,10 ml/100g Al para la mayoría de las especificaciones de calidad.
Contaminación del material de carga: La chatarra de aluminio que contiene humedad superficial, aceites de mecanizado, residuos de refrigerante, pintura y capas de anodizado libera hidrógeno durante la refundición. Dispinar y Campbell (International Journal of Cast Metals Research, 2006) midieron que las cargas de chatarra postconsumo mezclada producían sistemáticamente fundiciones con un contenido de hidrógeno entre 0,15 y 0,25 ml/100 g Al superior al del aluminio primario equivalente fundido de forma idéntica.
Herramientas frías y húmedas: Las cucharas, los launders, los impulsores y los componentes refractarios que no se han precalentado adecuadamente antes de entrar en contacto con la masa fundida liberan humedad rápidamente. Una sola introducción de una cuchara sin secar puede aumentar localmente el contenido de hidrógeno entre 0,05 y 0,10 ml/100 g de Al en el volumen de metal con el que entra en contacto.
Adiciones de aleación y refinador de grano: Algunas adiciones de aleaciones maestras y varillas refinadoras de grano se procesan con lubricantes orgánicos o han absorbido humedad superficial durante el almacenamiento. Estos liberan hidrógeno durante la disolución en la masa fundida.
Consecuencias de un contenido elevado de hidrógeno
Las consecuencias del hidrógeno incontrolado en las piezas fundidas de aluminio son diversas y graves:
| Nivel de hidrógeno (ml/100g Al) | Efecto típico en la calidad de la colada |
|---|---|
| <0.08 | Porosidad de gas mínima en la mayoría de los sistemas de aleación |
| 0.08-0.12 | Aceptable para especificaciones moderadas; al límite para aplicaciones críticas |
| 0.12-0.20 | Porosidad visible del gas en las piezas moldeadas en arena y en molde permanente; roturas de alambre en el trefilado de varillas. |
| 0.20-0.35 | Porosidad significativa; degradación de las propiedades estructurales; fallos de estanqueidad a la presión. |
| >0.35 | Porosidad grave; formación de ampollas en la superficie durante el tratamiento térmico T6; rechazo de la colada. |
Más allá de la simple porosidad, el hidrógeno elevado interactúa con los bifilmes de óxido (como ha documentado ampliamente Campbell en la Universidad de Birmingham) para crear la combinación de defectos más dañina en las piezas fundidas de aluminio: poros de hidrógeno bifilm-nucleados de forma irregular, situados preferentemente en lugares estructurales críticos y responsables de los peores valores de fatiga y elongación en las probetas de ensayos mecánicos.
¿Cómo funciona un equipo rotativo de desgasificación? Explicación del mecanismo central
La desgasificación rotativa en línea (RILD) mediante un rotor de grafito giratorio es la tecnología de desgasificación dominante en la producción moderna de aluminio. Comprender la física de su funcionamiento y las variables de diseño específicas que determinan su eficacia es fundamental para seleccionar y utilizar un equipo eficaz.

La fuerza motriz termodinámica
El mecanismo de desgasificación se rige por el gradiente de presión parcial entre el hidrógeno disuelto en la masa fundida y la presión parcial de hidrógeno dentro de las burbujas de gas inyectadas. En una burbuja de argón puro recién introducida en la masa fundida, la presión parcial de hidrógeno dentro de la burbuja es esencialmente cero. En el fundido circundante, el hidrógeno disuelto existe en una concentración que corresponde a una presión parcial de hidrógeno de equilibrio finita (calculada a partir de la ley de Sieverts).
Este gradiente de presión impulsa a los átomos de hidrógeno a difundirse desde la masa fundida hacia la burbuja a lo largo del gradiente de concentración. La velocidad de difusión se describe mediante la primera ley de Fick:
J = D × (C_derretido - C_superficie_burbuja) / δ
Donde J es el flujo de hidrógeno (ml/cm²-s), D es el coeficiente de difusión de hidrógeno en aluminio líquido (aproximadamente 3.2 × 10-³ cm²/s a 700°C, de Eichenauer y Markopoulos, 1974), C_melt es la concentración de hidrógeno en masa, C_bubble_surface es la concentración de hidrógeno en la interfase burbuja-fusión, y δ es el espesor efectivo de la capa límite de difusión alrededor de la burbuja.
A medida que cada burbuja absorbe hidrógeno durante su ascenso por la masa fundida, transporta ese hidrógeno a la superficie, donde escapa a la atmósfera por encima de la masa fundida. El suministro continuo de burbujas frescas y sin hidrógeno mantiene la fuerza motriz durante todo el tratamiento de desgasificación.
Por qué el tamaño de la burbuja es el parámetro crítico de diseño
La tasa total de eliminación de hidrógeno de la masa fundida depende del área interfacial gas-líquido total disponible para la transferencia de masa. Para un volumen fijo de gas inyectado:
Área interfacial total = (6 × V_total gas) / d_bubble
Donde d_bubble es el diámetro de la burbuja. Esta relación muestra que reducir a la mitad el diámetro de la burbuja cuadruplica el área interfacial disponible para el mismo volumen de gas. Esta es la razón por la que la tecnología de desgasificación rotativa es mucho más eficaz que el simple burbujeo de gas a través de una lanza: la acción mecánica de cizallamiento del rotor rompe la corriente de gas en burbujas que son órdenes de magnitud más pequeñas que las burbujas inyectadas con la lanza.
Una corriente de gas inyectada con lanza suele producir burbujas de 5-20 mm de diámetro en el aluminio. Un rotor de desgasificación bien diseñado produce burbujas de 0,5-3 mm de diámetro, una reducción de 5-40 veces en el diámetro de la burbuja que corresponde a un aumento de 5-40 veces en la superficie de transferencia de masa por unidad de gas consumido.
Las investigaciones de Jahn y Schwerdtfeger (Metallurgical Transactions B, 1978) establecieron la distribución del tamaño de las burbujas en el aluminio líquido en función del diseño y la velocidad del rotor, descubriendo que el diámetro de las burbujas aumenta aproximadamente con la velocidad de la punta del rotor a la potencia de -0,6. Una mayor velocidad del rotor produce burbujas más pequeñas hasta el punto en que la coalescencia secundaria limita la reducción del tamaño. Una mayor velocidad del rotor produce burbujas más pequeñas hasta el punto en que la coalescencia secundaria limita una mayor reducción del tamaño.
El mecanismo del rotor en detalle
El rotor de grafito se sitúa en el extremo de un eje giratorio de grafito. A medida que el rotor gira (normalmente a 200-600 RPM dependiendo del sistema), crea varios efectos simultáneos:
Dispersión de gases: El gas inerte alimentado a través del eje hueco sale por los puertos del cuerpo del rotor. La fuerza centrífuga del rotor giratorio, combinada con las fuerzas de cizallamiento en la interfaz rotor-fusión, rompe la corriente de gas en finas burbujas y las dispersa radialmente hacia fuera a través de la masa fundida.
Circulación: El rotor giratorio crea un patrón de circulación en la masa fundida que distribuye las burbujas por todo el recipiente de tratamiento en lugar de permitir que se concentren cerca del rotor. Esta circulación es fundamental para la uniformidad del tratamiento: sin ella, el metal de la periferia del recipiente recibiría una desgasificación mínima a pesar de que el rotor funcione en el centro.
Promoción de la inclusión a la superficie: El patrón de circulación de la masa fundida también impulsa las inclusiones de óxido y las partículas no metálicas hacia la superficie de la masa fundida, donde se acumulan en forma de capa fina que puede eliminarse. Este es un importante beneficio secundario de la desgasificación rotativa, además de la eliminación de hidrógeno.
Control de agitación superficial: El diseño y la velocidad del rotor deben equilibrarse para producir una dispersión de burbujas suficiente sin una turbulencia excesiva de la superficie. Las superficies de fusión turbulentas generan nuevas películas de óxido que introducen nuevas inclusiones y proporcionan vías adicionales de absorción de hidrógeno. El rotor óptimo funciona a la máxima producción de burbujas manteniendo la agitación de la superficie por debajo del umbral para una generación significativa de óxido nuevo.
¿Qué tipos de equipos de desgasificación de aluminio existen?
La industria del aluminio utiliza varios métodos distintos de desgasificación, cada uno con diferentes principios de funcionamiento, costes de capital y capacidad de rendimiento.
Tipo 1: Desgasificadores rotativos en línea (RILD/SNIF/ALPUR)
Las unidades rotativas en línea procesan el metal de forma continua a medida que fluye desde el horno hasta la estación de colada a través de un recipiente de tratamiento revestido de material refractario. El metal entra por un lado, recibe el tratamiento de desgasificación de uno o varios rotores y sale por el otro lado hacia el sistema de filtrado y colada.
Sistemas comerciales clave:
- SNIF (Spinning Nozzle Inert Flotation) - desarrollado por Union Carbide, ampliamente autorizado.
- ALPUR - desarrollado por Pechiney (ahora Rio Tinto Aluminium).
- SIR (Spinning Impeller Reactor) - desarrollado por Norsk Hydro.
- Serie SHFD de AdTech: nuestro propio diseño optimizado para las operaciones con cajas de aluminio.
Estos sistemas son preferibles para operaciones de colada continua (palanquilla, planchón, alambrón) en las que el metal fluye a velocidades relativamente constantes. Una unidad en línea bien diseñada con un solo rotor reduce el hidrógeno entre 50 y 70% en una sola pasada. Las configuraciones de doble rotor consiguen una reducción de 65-80%.
Tipo 2: Desgasificación rotativa en el hogar (sistemas Lance)
Se introduce una unidad de desgasificación rotativa portátil o fija en el horno de mantenimiento o de fusión, con el rotor y el eje sumergidos en la masa fundida y la inyección de gas, mientras que el horno sirve de recipiente de tratamiento. Tras el tratamiento, la unidad se retira antes del roscado.
Ventajas: Menor coste de capital que una unidad en línea dedicada; adecuado para operaciones de fusión por lotes; flexibilidad para tratar varios hornos con una sola unidad portátil.
Limitaciones: La desgasificación se produce en el horno, donde el metal permanecerá más tiempo, lo que permite la reabsorción del hidrógeno de la atmósfera del horno antes de la colada. El tiempo de tratamiento es más largo (normalmente de 15 a 30 minutos por carga de horno). El metal debe mantenerse en el horno después del tratamiento, lo que crea limitaciones de programación.
Tipo 3: Desgasificación por lanza estática (tapón poroso)
El gas se burbujea a través de un tapón refractario poroso o una lanza sumergida sin asistencia mecánica. Esto produce burbujas mucho más grandes que los sistemas rotativos y una eficiencia significativamente menor.
Típica reducción de hidrógeno: 20-40% desde el nivel inicial - sustancialmente inferior a los sistemas rotativos.
Uso actual: Principalmente en operaciones pequeñas en las que la inversión de capital no puede justificar un equipo rotativo, para aleaciones de baja especificación o para un tratamiento suplementario entre la desgasificación primaria y la colada.
Tipo 4: Tratamiento con pastillas fundentes (desgasificantes sólidos)
Las pastillas de hexacloroetano (C₂Cl₆) o agentes reactivos sólidos similares se sumergen en la masa fundida, donde reaccionan para producir gases de cloro y cloruro de hidrógeno que burbujean a través del metal.
Reducción de hidrógeno: 30-50% típico.
Problemas: Genera gases tóxicos de cloro y cloruro de hidrógeno que requieren extracción de humos; produce inclusiones de sal si no se gestiona con cuidado; problemas de seguridad para el operario; cada vez más restringido por la normativa medioambiental en Europa y algunos mercados asiáticos. Rara vez se especifica en instalaciones nuevas, pero sigue utilizándose en algunos mercados.
Tipo 5: Desgasificación al vacío
La masa fundida se expone a un vacío parcial, lo que reduce la presión parcial del hidrógeno en la atmósfera por encima de la masa fundida a casi cero, impulsando el hidrógeno disuelto hacia la superficie por diferencia de presión de vapor.
Reducción de hidrógeno: 85-95%: el más alto de todos los métodos de desgasificación.
Limitaciones: Coste de capital muy elevado; difícil de integrar en operaciones de colada continua; se utiliza principalmente para la producción de aluminio ultralimpio (aeroespacial, aplicaciones de gran pureza, láminas para condensadores). El proceso AlVac (desarrollado y utilizado en Escandinavia) alcanza niveles de hidrógeno tras el tratamiento de 0,02-0,04 ml/100 g de Al.
Tabla comparativa de tecnologías de desgasificación
| Tecnología | H₂ Eficacia de reducción | Coste de capital | Costes de explotación | Inclusión Eliminación | Mejor aplicación |
|---|---|---|---|---|---|
| Rotación en línea (rotor único) | 50-70% | Moderado | Bajo-Moderado | Bueno (secundario) | Colada continua, calidad estándar |
| Rotatorio en línea (doble rotor) | 65-80% | Moderado-alto | Moderado | Bien | Colada continua de alta calidad |
| Lanza rotativa en el hogar | 45-65% | Bajo-Moderado | Bajo | Feria | Fundición por lotes, fundiciones |
| Lanza estática / tapón poroso | 20-40% | Bajo | Muy bajo | Pobre | Pequeñas operaciones con pocas especificaciones |
| Pastillas fundentes | 30-50% | Muy bajo | Bajo | Feria | Sistemas heredados, mercados en desarrollo |
| Desgasificación al vacío | 85-95% | Muy alta | Alta | Pobre (sin eliminación de inclusión) | Aeroespacial, ultralimpia |
| Rotación en línea + gas Ar/Cl₂ | 70-82% | Moderado-alto | Moderado | Excelente | Aleaciones de primera calidad, tocho aeroespacial |
Componentes clave de una unidad de desgasificación rotativa y sus funciones
Comprender la función de cada componente ayuda a los ingenieros a especificar el sistema adecuado y diagnosticar los problemas cuando surgen.
Rotor de grafito
El rotor es el corazón de la unidad de desgasificación. Realiza simultáneamente las funciones de dispersión del gas y de circulación de la masa fundida. Parámetros clave del diseño del rotor:
Diámetro del rotor: Un diámetro mayor aumenta el radio de dispersión de las burbujas, pero requiere un par más elevado del motor de accionamiento. Los rotores comerciales tienen un diámetro aproximado de 100 mm a 300 mm, dependiendo del tamaño del recipiente y del caudal de metal.
Geometría del puerto: El número, tamaño y orientación de los puertos de salida de gas en el cuerpo del rotor determinan la distribución inicial del tamaño de las burbujas. Los puertos situados tangencialmente a la rotación del rotor producen burbujas iniciales más pequeñas que los puertos orientados radialmente porque las fuerzas de cizallamiento en la salida del puerto son mayores.
Material: El grafito prensado isostáticamente de gran pureza es estándar. El grafito debe ser resistente al choque térmico (el rotor entra en contacto con la atmósfera fría y luego con el metal caliente), químicamente resistente al aluminio y a los gases de desgasificación que contienen cloro, y mecánicamente lo suficientemente fuerte como para soportar las fuerzas hidrodinámicas durante la rotación a alta velocidad.
La vida útil de los rotores de grafito en producción varía aproximadamente entre 20 y 80 ciclos de tratamiento en función de:
- Temperatura del metal (una temperatura más alta acelera la oxidación del grafito).
- Contenido de cloro en el gas de desgasificación (el cloro ataca progresivamente al grafito).
- Calidad de manipulación mecánica (los rotores se agrietan si se golpean contra las paredes del recipiente).
- Composición de la aleación (algunas aleaciones son químicamente más agresivas para el grafito).
La formulación del grafito para rotores de AdTech está optimizada para resistir los ataques térmicos, mecánicos y químicos combinados del servicio de los castilletes de aluminio, alcanzando normalmente entre 40 y 70 ciclos de tratamiento en condiciones estándar.
Eje de grafito
El eje hueco de grafito transfiere al rotor tanto la fuerza de rotación del motor de accionamiento como el gas de desgasificación de la línea de suministro de gas. El orificio hueco debe mantener un flujo de gas uniforme mientras el eje gira, lo que requiere una junta rotativa de alta calidad en la parte superior del eje, donde la conexión de gas se encuentra con el componente giratorio.
El fallo del eje es una de las causas más comunes de parada de la unidad de desgasificación. Los modos de fallo incluyen:
- Agrietamiento por choque térmico durante la inmersión en condiciones de arranque en frío.
- Fractura mecánica por carga lateral si el eje entra en contacto con las paredes del vaso durante la inmersión.
- Degradación química por exposición al cloro a temperatura elevada.
Motor de accionamiento y control de velocidad
El motor de accionamiento debe mantener una velocidad precisa del rotor durante todo el ciclo de tratamiento. La mayoría de las unidades de desgasificación modernas utilizan variadores de frecuencia (VFD) que permiten ajustar la velocidad del rotor entre 100 y 600 RPM aproximadamente. Esta flexibilidad permite al operador optimizar el tamaño de la burbuja para el caudal de metal específico y la geometría del recipiente.
En AdTech, nuestras unidades de desgasificación de la serie SHFD utilizan un control de velocidad de bucle cerrado con retroalimentación del tacómetro, lo que garantiza que la velocidad del rotor se mantenga dentro de ±2 RPM del punto de ajuste, independientemente de los cambios en la viscosidad de la masa fundida o la carga del sistema de accionamiento. Esta precisión es importante porque la velocidad del rotor determina directamente el tamaño de las burbujas y, por tanto, la eficacia de la desgasificación.
Recipiente de tratamiento con revestimiento refractario
El recipiente que contiene el metal durante la desgasificación debe ser:
- Aislado térmicamente para minimizar la pérdida de temperatura del metal durante el tratamiento.
- Resistente químicamente a la fusión del aluminio y a los gases de desgasificación.
- Diseñado con una geometría de flujo interno que favorece una distribución uniforme de las burbujas.
- Equipado con dispositivos para la eliminación de la escoria (eliminación por flotación de las inclusiones y películas de óxido que se acumulan en la superficie de la masa fundida durante el tratamiento).
Los materiales refractarios de las cubas suelen ser materiales moldeables de alto contenido en alúmina o compuestos de carburo de silicio y alúmina, seleccionados por su resistencia a la humectación por aluminio y a los ataques químicos. La vida útil de los refractarios entre los principales periodos de mantenimiento suele ser de entre 6 y 18 meses, en función de la producción de metal y la frecuencia de limpieza.
Sistema de suministro y control de gas
El sistema de suministro de gas consta de una fuente de gas (botella, almacenamiento a granel o generación in situ), reguladores de presión, caudalímetros y válvulas de control automatizadas. Requisitos clave de diseño:
Control del caudal: El caudal de gas que atraviesa el rotor debe controlarse con precisión porque es un factor determinante de la eficacia de la desgasificación. Un caudal demasiado bajo proporciona un volumen de burbujas insuficiente; un caudal demasiado alto produce grandes burbujas coalescentes y turbulencias en la superficie. El caudal óptimo para la mayoría de los sistemas de desgasificación en línea es de aproximadamente 1,0-3,0 Nm³/hora por rotor en condiciones estándar de argón, ajustado al caudal de metal.
Pureza del gas: La pureza del gas de desgasificación afecta significativamente al rendimiento. El argón con una pureza de 99,999% (grado 5N) no introduce prácticamente humedad ni oxígeno. El argón de menor pureza puede contener humedad que introduce hidrógeno en lugar de eliminarlo. La investigación de Doutre et al. (Metales ligeros, 2004) demostró que el argón con un contenido de humedad de 50 ppm a 700 °C se equilibraba para aportar aproximadamente 0,002 ml/100 g Al de hidrógeno por 1 Nm³ de gas inyectado, una cantidad pequeña pero mensurable en aplicaciones ultralimpias.
Capacidad para gases mixtos: Los sistemas diseñados para mezclas de cloro y argón requieren accesorios resistentes a la corrosión, componentes de control de caudal aptos para el servicio con cloro y equipos de seguridad adecuados. La concentración de cloro en argón suele ser de 2-5% en volumen.
¿Qué gases desgasificantes se utilizan y por qué es importante su elección?
La elección del gas de desgasificación es una de las decisiones más importantes en el diseño de un sistema de desgasificación, ya que afecta tanto al rendimiento como al coste de funcionamiento.
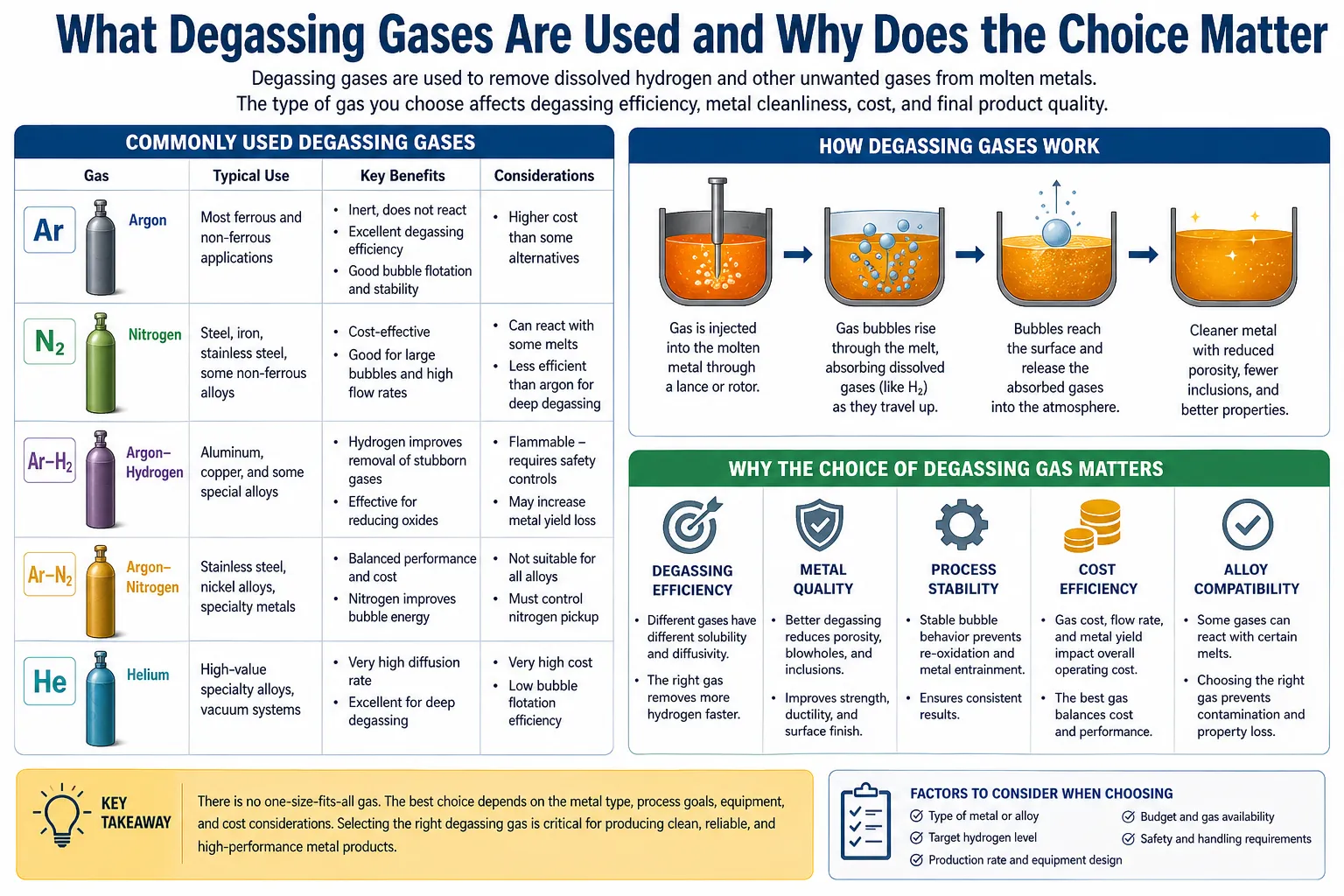
Argón: El principal gas de desgasificación
El argón es el gas de desgasificación estándar en la producción moderna de aluminio. Es químicamente inerte con el aluminio a temperaturas de fusión, no reacciona con el rotor de grafito y no produce subproductos tóxicos. El argón es más pesado que el aire, lo que significa que desplaza el aire por encima de la superficie de fusión y proporciona un manto que reduce la reabsorción de hidrógeno de la atmósfera ambiente por encima del recipiente de tratamiento.
Eficacia de la reducción de hidrógeno con argón solo: 50-70% en una unidad en línea de paso único; hasta 80% en sistemas optimizados de doble rotor. Los niveles típicos de hidrógeno tras el tratamiento son de 0,08-0,12 ml/100 g de Al, partiendo de un contenido inicial de 0,20-0,30 ml/100 g de Al.
Nitrógeno: La alternativa rentable
El nitrógeno consigue una eficacia de desgasificación similar a la del argón a un coste significativamente inferior (normalmente 30-60% del coste del argón, dependiendo del mercado y del método de suministro). Sin embargo, el nitrógeno presenta dos problemas técnicos específicos:
Captación de nitrógeno en aleaciones sensibles: A temperaturas de fusión del aluminio y con un tiempo de contacto suficiente, el nitrógeno puede reaccionar con determinados elementos de aleación para formar nitruros (en particular con el litio, el magnesio en altas concentraciones y algunas adiciones de tierras raras). Para la mayoría de las aleaciones de aluminio comerciales, la captación de nitrógeno es insignificante, pero para las aleaciones que contienen litio (series 2xxx y 8xxx con Li) y las aleaciones muy altas en Mg (>4% Mg), se prefiere el argón.
Comportamiento burbujeante: Las burbujas de nitrógeno presentan una interacción de tensión superficial con la masa fundida ligeramente diferente a la del argón, lo que afecta al tamaño de burbuja de equilibrio en condiciones de rotor similares. En la práctica, la diferencia es pequeña.
La mayoría de las operaciones comerciales de fundición de aluminio utilizan nitrógeno para las aleaciones estándar y reservan el argón para las aleaciones en las que la captación de nitrógeno es un problema o en las que se requiere la máxima limpieza posible.
Adición de cloro: El beneficio de la aglomeración por inclusión
La adición de cloro 2-5% (Cl₂) al gas de desgasificación argón o nitrógeno proporciona varias ventajas adicionales más allá de la desgasificación con gas inerte puro:
Aglomeración de inclusión: El cloro reacciona con el aluminio para formar vapor de AlCl₃, que asciende por la masa fundida y recoge las inclusiones no metálicas (películas de óxido, nitruros, carburos) por flotación. Los aglomerados ascienden hasta la superficie de la masa fundida, donde se acumulan en forma de capa de espumación. Las investigaciones realizadas por Granger en Pechiney (Metales Ligeros, 1998) demostraron que la adición de cloro aumentaba el tamaño medio de las inclusiones de aproximadamente 8 micras a 25 micras, un aumento de 3 veces que mejora drásticamente la posterior eficacia de captura del filtro de espuma cerámica.
Eliminación de álcalis: El cloro reacciona con el sodio y el calcio disueltos (impurezas alcalinas procedentes de fundentes salinos y contaminación de chatarra) para formar compuestos volátiles de cloruro que escapan con las burbujas de gas. El sodio, incluso a 5-10 ppm en las aleaciones de aluminio, degrada las propiedades mecánicas, y la desgasificación con cloro es el método de eliminación de álcalis más eficaz que existe.
Eliminación mejorada del hidrógeno: La acción mecánica y química combinada de las mezclas de cloro y argón consigue normalmente una reducción de hidrógeno de 70-82%, frente a los 50-70% del argón solo.
Preocupación por la seguridad y el medio ambiente: El cloro es un gas tóxico (OSHA PEL 1 ppm, IDLH 10 ppm). El vapor de cloruro de aluminio generado durante el tratamiento también es tóxico y corrosivo. Las instalaciones que utilizan gases que contienen cloro requieren una extracción de humos adecuada, sistemas de detección de gases y procedimientos de emergencia. Muchas instalaciones europeas se han pasado a la desgasificación sólo con argón para eliminar los riesgos de manipulación del cloro, aceptando la contrapartida del rendimiento.
Matriz de decisión para la selección de gas
| Aleación y aplicación | Gas recomendado | ¿Agregación de cloro? | Objetivo típico de H₂ tras el tratamiento |
|---|---|---|---|
| Palanquilla de extrusión 6xxx estándar (general) | Nitrógeno | Opcional (2% Cl₂) | <0,12 ml/100 g |
| tocho estructural para automoción 6xxx | Argón | Recomendado (2-3% Cl₂) | <0,10 ml/100 g |
| Varilla de grado CE (1350) | Argón | Recomendado (2-3% Cl₂) | <0,10 ml/100 g |
| Tocho 7xxx aeroespacial | Argón | Recomendado (3-5% Cl₂) | <0,08 ml/100 g |
| Aleaciones 5xxx de alto contenido en Mg | Argón | Opcional | <0,12 ml/100 g |
| Fundición de ruedas A356 | Nitrógeno o argón | Opcional | <0,10 ml/100 g |
| Alta pureza 1xxx (>99,99%) | Argón (pureza 5N) | No | <0,06 ml/100 g |
| 2xxx con contenido de Li | Sólo argón | No (Cl₂ ataca Li) | <0,08 ml/100 g |
¿Cómo medir la eficacia de la desgasificación en la producción?
Sin medición, la desgasificación es una conjetura. Existen varios métodos de medición, cada uno con un coste, una precisión y una adecuación diferentes para las aplicaciones de producción frente a las de investigación.
Prueba de presión reducida (RPT)
El RPT es la herramienta de medición de la producción más utilizada para la evaluación de la calidad de la masa fundida relacionada con el hidrógeno. Una pequeña muestra de metal (normalmente 100-150 g) se solidifica a presión reducida (80-100 mbar absolutos, producidos por una bomba de vacío). La presión ambiente reducida disminuye el umbral en el que el hidrógeno disuelto se nuclea en forma de burbujas de gas, amplificando la porosidad en proporción al contenido de hidrógeno.
La densidad de la muestra RPT (medida por desplazamiento de agua) se compara con una muestra de referencia solidificada a presión atmosférica. La relación de densidad (o índice de porosidad derivado) proporciona una medida semicuantitativa del contenido de hidrógeno fundido.
Ventajas: Rápido (resultados en 15-20 minutos), barato, se correlaciona bien con las tendencias reales de la porosidad de la colada, requiere un equipo mínimo.
Limitaciones: Proporciona un indicador de calidad relativo en lugar de una medición absoluta del hidrógeno; sensible a la temperatura de fusión, la técnica de muestreo y el contenido de bifilm, así como al hidrógeno; el resultado de la RPT refleja simultáneamente el contenido de hidrógeno y de bifilm.
Interpretación: Un índice de densidad superior a 0,95 (o un índice de porosidad inferior a 1,5 en una escala de 0 a 10) indica una calidad aceptable de la masa fundida para la mayoría de las aplicaciones. Los valores inferiores a 0,90 indican un riesgo significativo de porosidad relacionada con el hidrógeno.
Telegas (Sonda de hidrógeno)
El sistema Telegas (y productos equivalentes: Alscan de ABB, Hydris de Heraeus) mide directamente el hidrógeno disuelto estableciendo un equilibrio electroquímico entre la masa fundida y una sonda de membrana permeable al hidrógeno. El hidrógeno se difunde a través de la membrana hasta que la presión parcial de hidrógeno en la cámara del detector es igual a la actividad de hidrógeno disuelto en la masa fundida, lo que permite una medición cuantitativa directa.
Rango de medición: 0,01-0,50 ml/100g Al
Tiempo de medición: 5-15 minutos por medición
Precisión: ±0,01-0,02 ml/100g Al en condiciones controladas
Ventajas: Proporciona una medición absoluta del hidrógeno en lugar de un índice relativo; permite la comparación directa con los límites de especificación; puede seguir el cambio del contenido de hidrógeno durante un tratamiento de desgasificación para verificar la eficacia.
Limitaciones: Mayor coste del equipo; requiere un cuidadoso calibrado y mantenimiento de la sonda; el tiempo de respuesta de la sonda limita las aplicaciones de control de procesos en tiempo real.
CHAPEL (Análisis continuo de hidrógeno por equilibrio de presión en líquidos)
Una versión avanzada del principio Telegas diseñada para la supervisión continua de hidrógeno en línea en lugar del muestreo por lotes. La sonda se instala permanentemente en la trayectoria del flujo metálico y proporciona lecturas continuas de hidrógeno con tiempos de respuesta de aproximadamente 30-60 segundos.
Los datos publicados de Pedersen et al. (Metales ligeros, 2008) mostraron que la supervisión continua basada en CHAPEL permitió optimizar el sistema de desgasificación, lo que redujo el hidrógeno medio posterior a la desgasificación de 0,12 ml/100 g de Al a 0,08 ml/100 g de Al, al tiempo que redujo el consumo de argón en 15%, al permitir el ajuste en tiempo real de la velocidad del rotor y el caudal de gas en función del contenido real de hidrógeno en lugar de parámetros de funcionamiento fijos.
PoDFA (Aparato de Filtración de Disco Poroso)
El PoDFA no mide el hidrógeno directamente, sino que cuantifica el contenido de inclusión (películas de óxido, nitruros y otras partículas no metálicas) en la masa fundida. Dado que muchos casos de porosidad relacionados con el hidrógeno son en realidad bifilm-nucleados (como se explica en nuestro artículo sobre hidrógeno en filtros de espuma cerámica), los datos del PoDFA complementan las mediciones de hidrógeno para ofrecer una imagen completa de la calidad de la masa fundida.
Medición: Se filtra un volumen conocido de metal (normalmente de 1 a 3 kg) a través de un disco cerámico fino en condiciones estándar. Se realiza un corte transversal del filtro y se mide la superficie de las inclusiones retenidas mediante recuento puntual al microscopio.
Unidades de resultado: mm²/kg (superficie de inclusión por unidad de peso del metal)
Valores objetivo típicos: <0,10 mm²/kg para fundición general; <0,05 mm²/kg para automoción premium; <0,02 mm²/kg para aplicaciones aeroespaciales.
Resumen del protocolo de medición de la producción
| Método de medición | H₂ Medición | Medición de la inclusión | Frecuencia en la producción | Coste |
|---|---|---|---|---|
| Prueba de presión reducida | Indirecto (índice) | No | Cada carga del horno | Muy bajo |
| Sonda Telegas/Alscan | Directo, cuantitativo | No | Periódico (por turno o cargo) | Moderado |
| CAPILLA continua | Directo, continuo | No | Continuo | Alta (capital) |
| PoDFA | No | Directo, cuantitativo | Semanal a mensual | Moderado-alto |
| LiMCA | No | En tiempo real, continuo | Continuo | Alta |
| RPT combinado + PoDFA | Indirecto | Directo | Auditoría periódica | Moderado |
Desgasificación en línea frente a desgasificación en el hogar: ¿Qué sistema se adapta mejor a sus necesidades?
Esta es una de las preguntas más frecuentes que recibimos en AdTech sobre la selección de equipos, y la respuesta depende del tipo de producción, el rendimiento del metal y los requisitos de calidad, más que de una preferencia universal.
Desgasificación en línea: Lo mejor para operaciones de colada continua
Las unidades de desgasificación en línea procesan el metal de forma continua a medida que fluye del horno al molde. El metal pasa una sola vez por el recipiente de tratamiento, recibiendo tratamiento de desgasificación durante el tránsito. El tiempo de tratamiento suele ser de 30-120 segundos, dependiendo del volumen del recipiente y del caudal de metal.
Más adecuado para:
- Operaciones de colada continua (palanquilla, planchón, alambrón, fleje)
- Operaciones con caudales de metal constantes
- Producción de gran volumen en la que la coherencia del tratamiento y la automatización son prioritarias
- Aplicaciones en las que debe minimizarse el hidrógeno post-tratamiento (grado EC, aeroespacial)
Impulsores de la eficiencia en los sistemas en línea:
El número de unidades de transferencia (NTU) es el parámetro clave de eficacia para la desgasificación en línea, definido por la relación entre la velocidad de eliminación de hidrógeno y el caudal de metal y la concentración de hidrógeno en equilibrio. Las relaciones publicadas (de Johansen, Engh y Rasch en Light Metals, 1998) muestran que el NTU varía con:
NTU = k_L × a × V_recipiente / Q_metal
Donde k_L es el coeficiente de transferencia de masa en fase líquida, a es la superficie específica de la burbuja (m²/m³), V_recipiente es el volumen del recipiente y Q_metal es el caudal volumétrico de metal. Una mayor superficie de burbuja (de burbujas más pequeñas, de mayor velocidad del rotor), un recipiente más grande y un menor caudal de metal aumentan el NTU y, por tanto, la eficacia de eliminación del hidrógeno.
Desgasificación en el horno: La mejor opción para las operaciones por lotes y de fundición
La desgasificación en el horno utiliza una unidad rotativa portátil o semifija que se introduce en el horno de mantenimiento o de fusión. El metal se trata como un lote, con el rotor funcionando en el volumen estático de metal durante 15-30 minutos antes de retirar el rotor y vaciar el horno.
Más adecuado para:
- Fundiciones por lotes (piezas fundidas para automóviles, piezas forjadas para la industria aeroespacial)
- Operaciones con tomas poco frecuentes (cada pocas horas en lugar de continuas)
- Operaciones con varios hornos en las que una unidad de desgasificación sirve a varios hornos
- Operaciones de menor volumen en las que no se puede justificar el coste de capital unitario en línea.
Limitación clave de la desgasificación en el horno: Tras el tratamiento y antes de la colada, el metal tratado permanece en el horno, donde reabsorbe gradualmente el hidrógeno de la atmósfera del horno. La tasa de reabsorción depende de la humedad de la atmósfera del horno, de la superficie del metal y de la limpieza del refractario del horno. Un horno bien mantenido y con baja humedad puede mostrar sólo 0,01-0,02 ml/100g de reabsorción de Al en una hora. Un horno mal mantenido con refractario húmedo podría mostrar una reabsorción de 0,05-0,08 ml/100g de Al en el mismo periodo.
Para las operaciones en las que esta reabsorción es inaceptable, una unidad en línea en la transición del grifo del horno al molde elimina por completo el período de reabsorción.
Tabla comparativa: Desgasificación en línea frente a desgasificación en el hogar
| Factor | Desgasificación en línea | Desgasificación en el hogar |
|---|---|---|
| Compatibilidad del flujo de metal | Continuo, constante | Lote |
| Reducción de H₂ (típica) | 55-80% | 45-65% |
| Reabsorción de H₂ después del tratamiento | Mínimo (el metal fluye al molde inmediatamente) | Significativo (depende del tiempo de retención) |
| Coste de capital | Moderado-alto | Bajo-Moderado |
| Costo operativo | Bajo | Bajo |
| Coherencia del tratamiento | Alto (control automatizado) | Variable (depende del operador) |
| Espacio necesario | Moderado (en línea de lavado) | Mínimo (unidad portátil) |
| Apto para varios hornos | No (fijo en una línea) | Sí (la unidad portátil sirve para varios hornos) |
| Integración con filtración | Natural (filtro colocado aguas abajo) | Menos directo |
| Seguridad del cloro gaseoso | Gestionado en lavandería cerrada | Más difícil en horno abierto |
¿Cómo interactúan los equipos de desgasificación con los sistemas de filtración?
La interacción entre el equipo de desgasificación y la filtración de espuma cerámica es una cuestión de diseño de sistemas con implicaciones significativas tanto para la disposición del equipo como para los resultados de calidad alcanzables.
La secuencia correcta del proceso y su justificación
La secuencia de mejores prácticas establecida en cualquier caseta de aluminio es:
Horno de conservación → Transferencia → Unidad de desgasificación en línea → Filtro de espuma cerámica → Estación de colada
Este orden no es arbitrario, sino que refleja la realidad física de lo que cada sistema hace al metal y qué problemas crea cada sistema que el otro debe gestionar.
Por qué la filtración debe seguir a la desgasificación (no precederla):
La desgasificación rotativa con burbujeo de gas inerte agita considerablemente la superficie de la masa fundida. Esta agitación genera nuevas películas de óxido: la turbulencia de la superficie pliega la capa de óxido de la superficie fundida sobre sí misma repetidamente durante el periodo de tratamiento de 30-120 segundos. Estas bifilms de óxido generadas por la desgasificación son arrastradas aguas abajo con el metal. Si la filtración precede a la desgasificación, estas bifilms frescas eluden por completo el filtro y entran en la cavidad del molde.
Los datos publicados por Granger (Metales Ligeros, 1998) mostraban que la desgasificación en línea con argón solo aumentaba el recuento de inclusiones del PoDFA en el metal de salida en aproximadamente 20-35% en comparación con el metal del horno, lo que significa que la desgasificación generaba más inclusiones que las presentes en el metal del horno. Con la adición de cloro, el mismo estudio mostró una reducción neta de 60-75% en el contenido de inclusiones en el flujo de salida en comparación con el metal del horno, porque el efecto de aglomeración del cloro dominó sobre las inclusiones generadas por la turbulencia.
El filtro captura los subproductos de la desgasificación:
Un filtro de espuma cerámica colocado a continuación de la unidad de desgasificación captura las inclusiones de óxido generadas durante el tratamiento de desgasificación, incluidas las partículas de sal procedentes de las adiciones de fundente y cualquier subproducto de las reacciones cloro-aluminio. Sin el filtro aguas abajo, estos subproductos de la desgasificación llegarían a la cavidad del molde y crearían defectos.
El sistema combinado consigue lo que ninguno de los componentes puede por sí solo:
Como se documenta en nuestro artículo sobre el hidrógeno en los filtros de espuma cerámica, la combinación de desgasificación (reducción del hidrógeno disuelto) y filtración (eliminación de los puntos de nucleación bifilm) alcanza niveles de porosidad que ninguno de los dos sistemas alcanza por separado. Tiryakioğlu et al. (Materials Science and Engineering A, 2009) demostraron que el sistema combinado lograba un índice de porosidad de 1,4 frente a 4,1 para la desgasificación sola y 5,8 para la filtración sola, lo que supone una mejora espectacular respecto a la suma de los efectos de los componentes individuales.
Estudio de caso real: Actualización del sistema de desgasificación en una planta de palanquillas de aluminio, India, 2023
Antecedentes: Una planta de fundición de palanquillas de aluminio 6063 en Pune, Maharashtra, India
Perfil de la empresa: Una planta de fundición de tochos de aluminio de tamaño medio situada en el distrito industrial de Pune, que produce tochos de aleación 6063 para aplicaciones de extrusión arquitectónica. La planta operaba con dos líneas de fundición de enfriamiento directo (DC) con una capacidad de producción mensual combinada de aproximadamente 1.200 toneladas métricas de tocho 6063 en diámetros de 152 mm y 178 mm. Los principales clientes eran empresas de extrusión que fabricaban perfiles arquitectónicos de puertas y ventanas para el mercado nacional indio de la construcción y para la exportación a Oriente Medio.
El punto débil del cliente (de enero a septiembre de 2023): La planta experimentó un aumento sostenido de los índices de grietas en la superficie de las palanquillas y de rechazo por porosidad durante la extrusión en las instalaciones de los clientes. La tasa de rechazo por extrusión comunicada por los clientes pasó de un valor de referencia de aproximadamente 1,2% de rechazo por defectos superficiales a 4,8% en nueve meses. Los defectos eran predominantemente pequeñas ampollas y áreas de superficie rugosa que aparecían en la superficie exterior del perfil extruido después del anodizado, un tipo de defecto asociado a la porosidad subsuperficial del tocho que se abre durante la extrusión.
La planta utilizaba un sistema de desgasificación por lanza estática (sin equipo rotativo) con gas nitrógeno burbujeado a través de una lanza fija en el horno de retención antes de la colada. No se instaló ninguna unidad de desgasificación en línea entre el horno y la estación de colada. La filtración de espuma cerámica de una sola etapa utilizaba filtros de 30 ppi en una caja de filtros básica en la estación de colada.
Seis meses antes, el responsable de calidad de la planta había aumentado el PPI del filtro de 20 a 30 ppi en un intento de solucionar el problema, sin que se produjera ninguna mejora apreciable en los índices de rechazo, lo que indicaba correctamente que la filtración no era la causa principal.
Investigación de la causa raíz (octubre de 2023): AdTech fue contratada para llevar a cabo una auditoría exhaustiva de la calidad de la masa fundida de ambas líneas de fundición.
Mediciones de hidrógeno: Utilizando una sonda Alscan contratada, medimos el hidrógeno disuelto en tres puntos: en el horno de retención inmediatamente después del tratamiento con lanza estática, en el lavadero a 10 metros del grifo del horno y en la entrada de la caja del filtro. Resultados:
- Hidrógeno después del tratamiento con lanza estática (en horno): 0,22 ml/100g Al de media (rango 0,18-0,28 en múltiples mediciones)
- Objetivo para la palanquilla de extrusión 6063 <0,12 ml/100g Al
El sistema de lanza estática sólo conseguía una reducción de hidrógeno de 25-30% a partir de un nivel inicial del horno de aproximadamente 0,28-0,32 ml/100g de Al - significativamente por debajo de los 50-70% que se pueden conseguir con equipos rotativos. La lanza estática producía burbujas grandes (de un diámetro estimado de 10-25 mm a partir de la observación visual durante un tratamiento) con una superficie mínima para la transferencia de masa.
Reabsorción de hidrógeno en el lavadero: Las mediciones realizadas a la entrada de la caja del filtro mostraron una concentración de hidrógeno de 0,24-0,26 ml/100g de Al, es decir, prácticamente ninguna mejora con respecto al tránsito por la lavandería y, en algunas mediciones, ligeramente superior a la medición realizada en el horno después del tratamiento, lo que indica una reabsorción activa de hidrógeno durante el tránsito por la lavandería. El lavadero no tenía techo ni estaba protegido de la atmósfera del taller, y funcionaba en una planta con una humedad relativa medida de 68-82% (elevada debido a los sistemas de agua de refrigeración de la instalación).
Evaluación RPT: Las pruebas RPT sobre muestras tomadas en el molde mostraron un índice de porosidad medio de 7,8, lo que indica un riesgo de porosidad muy elevado, muy por encima del umbral de 3,0 recomendado para la palanquilla de extrusión 6063.
Análisis metalográfico de palanquillas: Los cortes transversales del tocho rechazado confirmaron una porosidad de gas predominantemente esférica (lo que indica una porosidad impulsada por hidrógeno en lugar de una porosidad dominada por bifilm) en el rango de tamaño de 0,3-1,8 mm de diámetro, concentrada en la zona subsuperficial del tocho.
Solución de AdTech: diseñada en octubre de 2023 e implantada en enero de 2024:
Componente 1 - Unidad de desgasificación rotativa en línea SHFD-200 de AdTech: Instalación de una unidad de desgasificación en línea de un solo rotor en el lavadero existente entre el grifo del horno de retención y la caja del filtro. Especificaciones de la unidad: Rotor de 200 mm de diámetro, velocidad de funcionamiento de 400 RPM, caudal de nitrógeno de 1,5 Nm³/hora con posibilidad de mezcla opcional de argón y nitrógeno. La unidad se diseñó para tratar metal al caudal máximo de colada de la planta de 22 kg/min (por línea) con un volumen de recipiente de tratamiento que proporciona aproximadamente 45 segundos de tiempo de residencia.
Componente 2 - Cubierta de la lavandería y control de la atmósfera: Se instaló un sencillo techo de fibra refractaria sobre todo el recorrido de la lavadora, desde el grifo del horno hasta la caja del filtro, lo que redujo la humedad de la atmósfera de la lavadora. Se añadió una purga de nitrógeno a 5 l/min para mantener la atmósfera de la lavadora por encima de 95% de nitrógeno en volumen, eliminando esencialmente la reabsorción de hidrógeno durante el tránsito por la lavadora.
Componente 3 - Mejora de la caja del filtro: El filtro existente de una sola etapa de 30 ppi se actualizó al filtro de espuma cerámica de alúmina sin fosfatos de 40 ppi de AdTech con una caja de filtro más grande (9″ × 9″ frente a las 7″ × 7″ existentes) para garantizar una capacidad de flujo adecuada en la clasificación PPI más fina.
Componente 4 - Protocolo de seguimiento en línea: AdTech proporcionó un kit RPT y formó al personal de calidad de la planta para realizar mediciones RPT cada carga del horno (cada 2-3 horas por línea de colada), estableciendo un protocolo de monitorización de la producción que no existía previamente en la instalación.
Resultados - medidos de abril a junio de 2024 (tres meses después de la plena aplicación, ambas líneas de reparto):
- Hidrógeno post-desgasificación en línea: 0,08-0,11 ml/100g Al de media (frente a los 0,22-0,26 ml/100g Al anteriores)
- Eficiencia de reducción de hidrógeno de la unidad en línea: 62-68% - coherente con las expectativas de diseño para una unidad de un solo rotor.
- Reabsorción de la colada con control atmosférico: <0,005 ml/100g Al (esencialmente cero)
- Índice de porosidad RPT: 1,8 de media (frente a 7,8 anterior) - muy por debajo del objetivo de 3,0
- Rechazo de defectos superficiales de extrusión comunicado por el cliente: 0,8% (frente a un máximo de 4,8% y un valor de referencia histórico de 1,2%)
- Indicios de porosidad en la UT del tocho (comprobados puntualmente mediante pruebas ultrasónicas): reducidos en 89% en comparación con el muestreo previo a la instalación.
- Argón frente a nitrógeno: Después de tres meses de funcionamiento sólo con nitrógeno, la planta optó por cambiar la línea 1 a una mezcla de argón y nitrógeno (10% Ar) para los pedidos de mayor especificación, manteniendo el nitrógeno en la línea 2 para los grados estándar, una decisión de optimización de costes que AdTech apoyó con datos de transición.
Análisis de costes:
- Coste anual de los rechazos comunicados por los clientes (reextrusión, palanquilla de sustitución, logística): reducido de aproximadamente 8,2 millones de INR a 1,7 millones de INR al año, lo que supone un ahorro de 6,5 millones de INR anuales.
- Coste de instalación del sistema SHFD-200 de AdTech: aproximadamente 4,8 millones de INR.
- Plazo de amortización simple: aproximadamente 9 meses desde la finalización de la instalación
- Beneficio adicional: los resultados de las auditorías de calidad de los clientes mejoraron lo suficiente como para que la planta obtuviera un nuevo acuerdo de suministro con un cliente de extrusión de EAU de primera calidad que anteriormente había sido rechazado por problemas de calidad.
Selección de equipos de desgasificación, mantenimiento y modos de fallo comunes
Selección del sistema de desgasificación adecuado
Parámetros clave que deben establecerse antes de especificar un sistema de desgasificación:
Caudal de metal: El rendimiento requerido en kg/min determina el volumen mínimo del recipiente, el tamaño del rotor y los requisitos de caudal de gas. Los sistemas subdimensionados no pueden lograr la reducción de hidrógeno deseada a la velocidad de producción requerida.
Nivel inicial de hidrógeno: Las operaciones con un nivel inicial de hidrógeno muy elevado (>0,30 ml/100 g de Al por el uso intensivo de chatarra) requieren una mayor intensidad de tratamiento, ya sea un tiempo de tratamiento más largo, una configuración de doble rotor o la adición de cloro.
Objetivo hidrógeno post-tratamiento: Las aplicaciones de grado CE y aeroespaciales requieren menos de 0,08-0,10 ml/100 g de Al; la palanquilla de extrusión estándar suele tener como objetivo 0,10-0,12 ml/100 g de Al. El porcentaje de eliminación necesario determina la velocidad del rotor, el caudal de gas y la configuración del sistema.
Compatibilidad con aleaciones: Las aleaciones sensibles al cloro (portadoras de Li) restringen las opciones de gas. Las aleaciones con alto contenido en Mg pueden requerir argón en lugar de nitrógeno.
Mantenimiento de rotores y ejes
El rotor y el eje de grafito son componentes consumibles que requieren una inspección y sustitución periódicas. En AdTech, recomendamos el siguiente protocolo de inspección:
| Inspección | Frecuencia | Acción Umbral |
|---|---|---|
| Inspección visual del rotor | Cada ciclo de tratamiento | Sustituir si diámetro reducido >15% de nuevo |
| Inspección visual del eje | Cada 5 ciclos | Sustituir si se observan grietas superficiales o se reduce la longitud |
| Medición del peso del rotor | Cada 10 ciclos | Sustituir si el peso se reduce >20% respecto al nuevo |
| Verificación del flujo de gas | Cada ciclo | Investigar si el caudal se desvía >10% del valor de consigna. |
| Junta rotativa | Mensualmente | Sustituir si se detecta una fuga de gas |
| Consumo de corriente del motor de accionamiento | Semanal | Investigar si la corriente aumenta >15% por encima del valor basal. |
Modos de fallo comunes y signos de diagnóstico
Avería 1 - Desgaste del rotor: La erosión gradual del rotor por la fusión del aluminio y el ataque químico del cloro aumentan progresivamente el tamaño de las burbujas. Diagnóstico: aumento del hidrógeno postratamiento en condiciones de funcionamiento constantes. Resolución: sustituir el rotor según el programa de mantenimiento.
Fallo 2 - Fractura del eje: El eje de grafito se rompe durante la inmersión o la rotación. Diagnóstico: pérdida inmediata del flujo de gas y de la rotación; el fragmento de eje puede ser visible en la escoria. Prevención: siga un procedimiento de inmersión controlado (nunca golpee el eje contra la pared del recipiente); verifique el grado correcto del eje para la temperatura.
Avería 3 - Bloqueo del flujo de gas: Puertos del rotor bloqueados por aluminio solidificado o inclusiones acumuladas. Diagnóstico: aumento de la presión de la línea de gas en el rotor a un caudal constante; se observa una reducción del burbujeo en la masa fundida. Resolución: retirar el rotor y limpiar los puertos; o sustituir el rotor si la obstrucción es grave.
Fallo 4 - Ataque refractario del vaso: La fusión penetra en el revestimiento refractario del recipiente de tratamiento. Diagnóstico: aumento de la pérdida de temperatura del metal en el recipiente; agrietamiento o desconchamiento visible del refractario. Prevención: inspección periódica del refractario; mantenimiento de los procedimientos de precalentamiento recomendados; evitar excursiones de temperatura.
Fallo 5 - Fallo de la junta rotativa: La conexión de gas entre el suministro de gas estacionario y el eje giratorio falla, con fuga de gas. Diagnóstico: flujo de gas reducido hacia el rotor; burbujeo de gas visible en la junta rotativa. Solución: sustituya el sello de la junta rotativa.
Preguntas frecuentes sobre los equipos de desgasificación del aluminio
1: ¿Para qué sirve la desgasificación del aluminio y qué ocurre sin ella?
La desgasificación del aluminio elimina el hidrógeno disuelto que, de otro modo, causaría porosidad gaseosa en las piezas fundidas solidificadas. Sin desgasificación, el hidrógeno disuelto en la masa fundida -que puede alcanzar 0,20-0,40 ml/100 g de Al en operaciones mal gestionadas- no puede escapar durante el descenso de 20 veces en la solubilidad del hidrógeno que se produce en la solidificación. El hidrógeno se nuclea en forma de burbujas de gas dentro del metal en solidificación, creando poros esféricos de 0,1-2 mm de diámetro en toda la pieza fundida. Estos poros provocan fallos de estanqueidad a la presión en componentes hidráulicos, roturas de alambre en el trefilado de varillas, formación de ampollas en la superficie durante el tratamiento térmico T6 y reducción de la vida a la fatiga y del alargamiento en piezas de fundición estructurales. Sin ningún tratamiento de desgasificación, la mayoría de las aleaciones de aluminio fundidas en condiciones estándar presentan niveles de porosidad que no cumplirían los criterios de aceptación de las especificaciones de automoción, aeroespaciales y de conductores eléctricos. Incluso las operaciones que utilizan cargas pesadas de chatarra, que generan niveles de hidrógeno particularmente elevados, pueden lograr una calidad de fundición adecuada con equipos de desgasificación correctamente diseñados y mantenidos.
2: ¿Cuánto tiempo se tarda en desgasificar el aluminio con una unidad rotativa?
La desgasificación rotativa en línea suele tratar el metal en 30-120 segundos de tiempo de residencia. La desgasificación por lotes en el horno requiere entre 15 y 30 minutos por carga de horno. El tiempo de tratamiento en una unidad en línea viene determinado por el volumen del recipiente dividido por el caudal volumétrico del metal: un recipiente más grande o un caudal de metal más lento proporcionan un mayor tiempo de tratamiento y, por tanto, una mejor eliminación del hidrógeno. Para una unidad en línea estándar de un solo rotor que trata la aleación 6063 a 20 kg/min, un volumen de recipiente de aproximadamente 60-80 litros proporciona 45-60 segundos de tiempo de residencia, consiguiendo una reducción de hidrógeno de 55-70%. Si se duplica el volumen del recipiente (120-160 litros) con el mismo caudal, se consiguen 90-120 segundos y una reducción de 70-80%. La desgasificación en el horno es más lenta porque el volumen del lote es grande y la tasa de eliminación de hidrógeno por unidad de volumen de masa fundida es menor: el rotor sólo trata eficazmente el metal que se encuentra en sus proximidades inmediatas, lo que requiere patrones de circulación para distribuir el tratamiento por todo el volumen de carga del horno.
3: ¿Cuál es la diferencia entre el argón y el nitrógeno para la desgasificación del aluminio?
El argón y el nitrógeno consiguen una eficacia de desgasificación similar para la mayoría de las aleaciones de aluminio, y el nitrógeno suele costar 30-60% menos. La diferencia clave es la reactividad química. El argón es completamente inerte y es el gas preferido para aleaciones que contienen litio (2xxx con Li, 8xxx con Li) y aleaciones con muy alto contenido en magnesio (>4% Mg) en las que el nitrógeno podría formar nitruros indeseables. El nitrógeno es aceptable para las aleaciones comerciales estándar, incluidas las aleaciones de extrusión 6xxx, el material en lata 3xxx, la mayoría de las aleaciones 5xxx (Mg <4%) y las aleaciones de fundición A356/A380. Para la mayoría de las operaciones, la ventaja de coste del nitrógeno con un rendimiento equivalente lo convierte en la opción por defecto, reservándose el argón para las aleaciones sensibles. Ambos gases consiguen una reducción de hidrógeno de 50-70% en una unidad en línea de un solo paso. Ninguno de los dos debe utilizarse con una pureza inferior a 99,99% para evitar la introducción de humedad, que contrarresta el efecto de desgasificación.
4: ¿Cómo sabe si su equipo de desgasificación funciona correctamente?
El método de verificación de la producción más fiable es la prueba de presión reducida (RPT) realizada en cada carga del horno, combinada con mediciones periódicas de la sonda de hidrógeno. Un sistema de desgasificación que funcione correctamente produce resultados de RPT constantes por debajo del umbral de especificación (normalmente, índice de porosidad inferior a 2,0 para aplicaciones premium, inferior a 3,0 para calidad estándar). El aumento de los valores de RPT en condiciones de funcionamiento constantes indica una disminución de la eficacia de la desgasificación, a menudo causada por el desgaste del rotor, la reducción del flujo de gas o el aumento del hidrógeno inicial debido a cambios en el proceso. Las mediciones con sondas Telegas o Alscan proporcionan una cuantificación directa del hidrógeno y permiten calcular la eficacia real de eliminación. Si la eficacia de eliminación medida cae por debajo de 40% (de los 55-70% esperados) en las mismas condiciones de funcionamiento, investigue el estado del rotor, la verificación del caudal de gas y la integridad del refractario del recipiente. Las referencias cruzadas periódicas entre los resultados del RPT y las mediciones directas de hidrógeno establecen la correlación entre el RPT y el hidrógeno para su aleación y condiciones de funcionamiento específicas, lo que convierte al RPT de menor coste en una herramienta fiable de supervisión rutinaria.
5: ¿Puede la desgasificación eliminar las inclusiones del aluminio además del hidrógeno?
Los equipos de desgasificación eliminan algunas inclusiones como efecto secundario, pero es necesaria la filtración por espuma cerámica para un control eficaz de las inclusiones. El mecanismo de flotación de burbujas en la desgasificación rotativa recoge algunas inclusiones de óxido en las superficies de las burbujas y las hace flotar hasta la superficie de la masa fundida, donde se concentran en la capa de escoria. Las investigaciones de Granger (Light Metals, 1998) demostraron que la desgasificación con argón solo reducía el contenido de inclusiones de PoDFA en aproximadamente 20-30%, mientras que la desgasificación con argón-cloro lograba una reducción de inclusiones de 60-75% mediante una mayor aglomeración y flotación. Sin embargo, las inclusiones finas (por debajo de aproximadamente 10 micras) no son capturadas eficazmente por la flotación en el recipiente de desgasificación y pasan a la colada. La filtración por espuma cerámica con 30-50 ppi captura estas inclusiones finas mediante mecanismos de adhesión superficial y filtración en profundidad. La combinación de la desgasificación (con cloro para la aglomeración) seguida de la filtración de espuma cerámica consigue una eliminación total de inclusiones de 90%+, mucho más de lo que consigue cualquiera de los dos sistemas por separado.
6: ¿Qué velocidad de rotor debo utilizar para la desgasificación del aluminio?
La velocidad óptima del rotor para la mayoría de las unidades comerciales de desgasificación en línea es de 300-450 RPM - lo suficientemente alta para producir burbujas finas pero no tan alta como para causar una turbulencia excesiva en la superficie. La relación entre la velocidad del rotor y el tamaño de la burbuja fue caracterizada por Jahn y Schwerdtfeger (Metallurgical Transactions B, 1978), quienes descubrieron que el diámetro de la burbuja se escala aproximadamente con la velocidad de la punta del rotor a la potencia de -0,6. Esto significa que el aumento de la velocidad de 300 a 450 RPM (aumento de 50%) reduce el diámetro medio de la burbuja en aproximadamente 28%, aumentando el área interfacial en aproximadamente 39% - una mejora significativa de la eficiencia. Sin embargo, por encima de aproximadamente 500 RPM en la mayoría de los diseños de rotor comerciales, la turbulencia superficial aumenta rápidamente y genera nuevas películas de óxido a un ritmo que compensa parcialmente la mejora en la eliminación de hidrógeno. La velocidad óptima también depende del caudal de metal (un caudal más rápido requiere una velocidad más alta para conseguir NTU equivalentes) y de la geometría del recipiente. La mayoría de las unidades SHFD de AdTech están optimizadas a 350-420 RPM para condiciones de funcionamiento estándar, y los operadores pueden ajustarlas dentro del rango de 200-600 RPM utilizando el controlador VFD.
7: ¿Con qué frecuencia deben sustituirse los rotores y ejes de grafito en una unidad de desgasificación de producción?
La frecuencia de sustitución del rotor de grafito en la producción suele oscilar entre cada 20 y 80 ciclos de tratamiento, en función de las condiciones de funcionamiento. Los factores dominantes que afectan a la vida útil del rotor son: la temperatura del metal (cada 10°C por encima de 730°C se duplica aproximadamente la tasa de oxidación del grafito), el contenido de cloro en el gas de desgasificación (2% Cl₂ reduce la vida útil del rotor en aproximadamente 30-40% en comparación con sólo argón), la calidad de la manipulación mecánica (la desalineación causa desgaste excéntrico y fractura prematura) y el grado de grafito del rotor. Los rotores de AdTech, fabricados a partir de grafito isostático de gran pureza con optimización específica de la estructura del grano para el servicio de aluminio, suelen alcanzar 40-70 ciclos de tratamiento en condiciones estándar (720°C de temperatura del metal, sólo argón o <3% Cl₂, manipulación cuidadosa) antes de que el desgaste reduzca el diámetro del rotor por debajo del umbral de 85%. La vida útil del eje suele ser de 2 a 3 veces la del rotor en las mismas condiciones, ya que el eje no está directamente en contacto con la zona de mayor agitación. El mantenimiento de un programa de sustitución estructurado basado en la medición de la pérdida de peso (en lugar de esperar a que se produzca un fallo) evita los problemas de calidad de la colada derivados del funcionamiento con un rotor muy desgastado que produce burbujas de tamaño excesivo.
8: ¿Cuál es el efecto de la temperatura del metal en la eficacia de la desgasificación?
Una mayor temperatura del metal mejora la eficacia de la desgasificación hasta aproximadamente 750°C, por encima de la cual los beneficios se estabilizan mientras que aumentan los riesgos de una mayor oxidación y reabsorción de hidrógeno. El coeficiente de difusión del hidrógeno en el aluminio líquido aumenta con la temperatura (de aproximadamente 2,8 × 10-³ cm²/s a 690°C a 3,8 × 10-³ cm²/s a 750°C, según Eichenauer y Markopoulos, 1974), lo que incrementa la velocidad de transferencia de masa de la masa fundida a las burbujas de gas. Además, la viscosidad de la masa fundida disminuye con la temperatura, lo que permite que las burbujas suban más fácilmente y se distribuyan de forma más uniforme. La ventaja práctica de trabajar a 730-740°C en lugar de 700-710°C es una mejora de aproximadamente 8-12% en la eficacia de eliminación de hidrógeno a velocidad de rotor y caudal de gas equivalentes. Sin embargo, las temperaturas superiores a 750°C aumentan significativamente la velocidad de absorción de hidrógeno en la superficie de la masa fundida (debido al aumento de la velocidad de reacción del H₂O-Al), lo que compensa parcialmente la mejora de la eficacia de desgasificación. Además, la oxidación del rotor de grafito se acelera significativamente por encima de 750°C. La temperatura óptima del metal para la desgasificación en la mayoría de los sistemas de aleación de aluminio es de 720-740°C.
9: ¿Por qué mi unidad de desgasificación no consigue la reducción de hidrógeno esperada?
Las causas más comunes de un rendimiento de desgasificación por debajo de las especificaciones son el desgaste del rotor, un caudal de gas insuficiente, un caudal de metal por encima de la capacidad de diseño y un hidrógeno inicial elevado debido a cambios en el proceso. La localización de averías debe realizarse de forma sistemática: en primer lugar, verificar el caudal de gas con un caudalímetro independiente (los sistemas de control de caudal pueden desviarse); en segundo lugar, inspeccionar visualmente el patrón de burbujeo a través del puerto de observación del recipiente (las burbujas finas y uniformemente distribuidas indican un funcionamiento correcto; las burbujas grandes y poco frecuentes indican desgaste del rotor o restricción del caudal de gas); en tercer lugar, pesar el rotor si es posible para cuantificar el desgaste (un rotor con menos de 80% del peso original tendrá un rendimiento deficiente); en cuarto lugar, comprobar el hidrógeno metálico entrante con una sonda de medición directa para verificar que el hidrógeno inicial no ha cambiado. Si todos los parámetros del equipo son correctos, pero el rendimiento sigue siendo insuficiente, revise los cambios en el proceso: el aumento de la proporción de chatarra en la carga, los cambios en la humedad de la atmósfera del horno, las nuevas adiciones de aleación o la humedad del refractario debida a trabajos de mantenimiento son causas habituales de un elevado nivel de hidrógeno inicial que requieren un ajuste de los parámetros del equipo o una corrección del proceso.
10: ¿Cuál es el coste aproximado de funcionamiento de una unidad rotativa de desgasificación de aluminio?
Los principales costes de funcionamiento de una unidad rotativa de desgasificación de aluminio son el consumo de gas de desgasificación (normalmente el mayor coste), la sustitución del rotor y el eje de grafito y la energía eléctrica. Con un precio típico del argón industrial de aproximadamente 0,15-0,25 USD por Nm³ y una tasa de consumo de 1,5 Nm³/hora para una unidad en línea estándar de un solo rotor, el coste del gas es de aproximadamente 0,22-0,38 USD por hora de funcionamiento. A una tasa de producción de 1.200 kg/hora, esto supone aproximadamente entre 0,18 y 0,32 USD por tonelada métrica de metal tratado, un coste relativamente bajo. El coste del rotor de grafito, de aproximadamente 150-350 dólares por rotor (dependiendo del tamaño y la calidad), amortizado en 40-60 ciclos de tratamiento de 60-90 minutos cada uno, se traduce en aproximadamente 0,05-0,15 dólares por tonelada métrica. La energía eléctrica para el motor de accionamiento (normalmente 2-5 kW) a 0,08 USD/kWh añade aproximadamente 0,01-0,03 USD por tonelada métrica. El coste total de funcionamiento suele ser de 0,25-0,55 dólares por tonelada métrica de aluminio tratada, lo que supone una rentabilidad muy favorable si se tiene en cuenta que un solo lote de producción de piezas fundidas rechazadas suele costar entre 50 y 200 veces más que el coste de filtración y desgasificación de ese volumen de metal.
Resumen: Selección y funcionamiento eficaz del equipo de desgasificación del aluminio
El equipo de desgasificación de aluminio funciona creando la mayor superficie interfacial posible entre las burbujas de gas inerte sin hidrógeno y el aluminio fundido saturado de hidrógeno, impulsando la transferencia de hidrógeno de la masa fundida a las burbujas por diferencial de presión parcial. El diseño del impulsor rotativo lo consigue mediante el cizallamiento mecánico de la corriente de gas en burbujas finas (0,5-3 mm de diámetro frente a los 5-25 mm de los sistemas de lanza) y la circulación simultánea de la masa fundida para distribuir las burbujas por todo el volumen de tratamiento.
La eficacia práctica de cualquier sistema de desgasificación depende de cuatro variables que deben especificarse correctamente: el tamaño de la burbuja (controlado por el diseño y la velocidad del rotor), el tiempo de contacto entre la burbuja y la masa fundida (controlado por el volumen del recipiente y el caudal de metal), la composición del gas (argón frente a nitrógeno frente a mezclas de cloro) y la integración con la filtración posterior para capturar las inclusiones generadas durante el propio proceso de desgasificación.
Las operaciones que consiguen los mejores resultados - hidrógeno post-tratamiento sistemáticamente por debajo de 0,10 ml/100g Al e índice de porosidad RPT fiablemente por debajo de 2,0 - comparten tres características: utilizan desgasificación rotativa en lugar de tipo lanza, miden el contenido de hidrógeno rutinariamente en lugar de asumir que el equipo funciona correctamente, y tratan la desgasificación y la filtración como un sistema coordinado en lugar de componentes independientes.
En AdTech diseñamos, suministramos y damos soporte a sistemas completos de tratamiento de la masa fundida que integran la desgasificación y la filtración con los requisitos específicos de la gama de aleaciones, el volumen de producción y las especificaciones de calidad de cada cliente. El caso de la planta de palanquillas de Pune documentado anteriormente es uno de los muchos en los que el tratamiento simultáneo de ambos componentes ofrece resultados que ninguno de ellos podría lograr por separado.
Para la selección del sistema de desgasificación, los cálculos de tamaño o el apoyo a la optimización operativa, póngase en contacto con el equipo de ingeniería de casthouse de AdTech con su producción de metal, rango de aleación y especificación de hidrógeno objetivo.
Este artículo ha sido preparado por el equipo técnico editorial de AdTech basándose en la experiencia primaria de ingeniería de la nave de colada, en investigaciones metalúrgicas publicadas, incluidos los trabajos de Eichenauer y Markopoulos, Dispinar y Campbell, Jahn y Schwerdtfeger, Doutre et al., Granger, Johansen, Engh y Rasch, y Pedersen et al., y en datos de mediciones operativas directas de instalaciones de colada de aluminio. El contenido se revisa anualmente para reflejar la tecnología actual de los equipos y las prácticas de la industria.
