معدات إزالة الغازات من الألومنيوم يعمل عن طريق حقن فقاعات دقيقة من الغاز الخامل - عادةً الأرجون أو النيتروجين - في الألومنيوم المصهور من خلال نظام دوّار وعمود دوران من الجرافيت. وتنتقل ذرات الهيدروجين الذائبة من الذوبان الفائق التشبع إلى فقاعات منخفضة الضغط الهيدروجيني الجزئي وتنتقل إلى السطح، مما يقلل من عيوب المسامية في المسبوكات النهائية بمقدار 50-85%.
إذا كان مشروعك يتطلب استخدام معدات إزالة الغازات من الألومنيوم، يمكنك اتصل بنا للحصول على عرض أسعار مجاني.
لماذا يحتاج الألومنيوم إلى تفريغ الغاز: مشكلة الهيدروجين في المعدن المنصهر
قبل دراسة كيفية عمل معدات تفريغ الغاز، من الضروري فهم السبب الذي يجعل الهيدروجين يمثل مشكلة مستمرة وخطيرة في إنتاج الألومنيوم. حيث تخلق فيزياء الهيدروجين في الألومنيوم السائل آلية عيب لا تشبه أي شيء موجود في صب الفولاذ أو النحاس.

الذوبان الهيدروجيني: جذر المشكلة
الهيدروجين هو الغاز الوحيد الذي يذوب بكميات كبيرة في الألومنيوم السائل في ظروف المسابك النموذجية. وتتبع قابلية الذوبان قانون سيفرتس، الذي ينص على أن تركيز الهيدروجين المذاب يتناسب مع الجذر التربيعي للضغط الجزئي للهيدروجين في الغلاف الجوي فوق المصهور.
عند درجة حرارة 700 درجة مئوية (1292 درجة فهرنهايت) - وهي درجة حرارة نموذجية لتثبيت الألومنيوم - يذوب الألومنيوم السائل حوالي 0.65-0.69 مل من الهيدروجين لكل 100 غرام من المعدن عند ضغط جزئي للهيدروجين في ضغط جوي واحد (Eichenauer and Markopoulos, Zeitschrift für Metallkunde, 1974). في الألومنيوم الصلب تحت نقطة التصلب مباشرة، تنخفض قابلية الذوبان هذه بمقدار 20 ضعفًا تقريبًا إلى 0.034 مل/ 100 جرام من الألومنيوم.
ويعني هذا التغير الكبير في الذوبان أن كل الهيدروجين المذاب يجب أن يتسرب من الذوبان قبل التصلب أو يتشكل على شكل فقاعات غازية داخل المعدن المتصلب، مما يؤدي إلى حدوث مسامية. ونادراً ما تحتوي ذوبان الألومنيوم الصناعي على الهيدروجين في حالة توازن مع الضغط الجزئي الجوي - وتتفاوت مستويات الهيدروجين الفعلية من حوالي 0.05 مل/ 100 جم من الألومنيوم في المعدن الأولي المعالج جيداً إلى أكثر من 0.40 مل/ 100 جم من الألومنيوم في الشحنات الملوثة الثقيلة الخردة.
كيفية دخول الهيدروجين في الذوبان في ممارسة الإنتاج
مصادر الهيدروجين في معالجة الألومنيوم الصناعية عديدة ومستمرة:
تفاعل الرطوبة على سطح الذوبان: المصدر المهيمن في معظم العمليات. يتفاعل بخار الماء في الغلاف الجوي مع الألومنيوم السائل باستمرار:
2Al (سائل) + 3H₂O (غاز) → Al₂O₃ + 6H (مذاب في الذوبان)
يستمر هذا التفاعل ديناميكيًا حراريًا في جميع درجات حرارة صب الألومنيوم. عند 50% رطوبة نسبية ودرجة حرارة محيطة 25 درجة مئوية، يكون محتوى الهيدروجين المتوازن في الألومنيوم عند 700 درجة مئوية حوالي 0.25 مل/ 100 جم من الألومنيوم - أعلى بكثير من 0.10 مل/ 100 جم المستهدف لمعظم مواصفات الجودة.
تلوث مواد الشحن: يطلق الألومنيوم الخردة الذي يحمل رطوبة السطح وزيوت التصنيع وبقايا سائل التبريد والطلاء وطبقات الأنودة الهيدروجين أثناء إعادة الصهر. قام ديسبينار وكامبل (المجلة الدولية لأبحاث المعادن المصبوبة، 2006) بقياس أن شحنات خردة ما بعد الاستهلاك المختلطة تنتج باستمرار ذوباناً بمحتوى هيدروجين أعلى بمقدار 0.15-0.25 مل/ 100 جم من الألومنيوم الأولي المكافئ المصهور بشكل مماثل.
أدوات باردة ورطبة: المغارف والمغارف والمغازل والدوافع والمكونات المقاومة للحرارة التي لم يتم تسخينها بشكل كافٍ قبل ملامسة الذوبان تطلق الرطوبة بسرعة. يمكن أن يؤدي إدخال مغرفة واحدة غير مجففة إلى ارتفاع محتوى الهيدروجين محليًا بمقدار 0.05-0.10 مل/ 100 جرام من الألومنيوم في حجم المعدن الذي يلامسه.
إضافات السبائك وتكرير الحبوب: تتم معالجة بعض إضافات السبائك الرئيسية للسبائك وقضبان تكرير الحبوب بمواد تشحيم عضوية أو امتصت رطوبة السطح أثناء التخزين. وتطلق هذه المواد الهيدروجين أثناء الذوبان في الذوبان.
عواقب المحتوى الهيدروجيني المرتفع
إن عواقب الهيدروجين غير المنضبط في مصبوبات الألومنيوم متنوعة وشديدة:
| مستوى الهيدروجين (مل/100 جم آل) | التأثير النموذجي على جودة الصب |
|---|---|
| <0.08 | الحد الأدنى من مسامية الغاز في معظم أنظمة السبائك |
| 0.08-0.12 | مقبولة للمواصفات المعتدلة؛ حدية للتطبيقات الحرجة |
| 0.12-0.20 | مسامية الغازات المرئية في مصبوبات الرمل والقوالب الدائمة؛ فواصل الأسلاك في سحب القضبان |
| 0.20-0.35 | مسامية كبيرة؛ تدهور كبير في الخصائص الهيكلية؛ فشل في إحكام الضغط |
| >0.35 | مسامية شديدة؛ تقرحات سطحية شديدة أثناء المعالجة الحرارية T6؛ رفض الصب |
وبعيداً عن المسامية البسيطة، يتفاعل الهيدروجين المرتفع مع الأكسيد ثنائي النواة (كما وثق كامبل في جامعة برمنغهام) لخلق أكثر مزيج من العيوب ضرراً في مصبوبات الألمنيوم: مسام الهيدروجين ثنائية النواة غير المنتظمة الشكل، والتي تقع بشكل تفضيلي في مواقع هيكلية حرجة ومسؤولة عن أسوأ قيم التعب والاستطالة في عينات الاختبار الميكانيكية.
كيف تعمل معدات إزالة الغازات الدوارة؟ شرح الآلية الأساسية
تعتبر تقنية التفريغ الدوارة المضمنة (RILD) باستخدام دوّار الغرافيت الدوار هي تقنية التفريغ المهيمنة في إنتاج الألومنيوم الحديث. يعد فهم فيزياء سبب عملها - ومتغيرات التصميم المحددة التي تحدد مدى نجاحها - أمرًا أساسيًا لاختيار المعدات الفعالة وتشغيلها.

القوة الدافعة الديناميكية الحرارية
تخضع آلية إزالة الغازات لتدرج الضغط الجزئي بين الهيدروجين المذاب في الذوبان والضغط الجزئي للهيدروجين داخل فقاعات الغاز المحقونة. في فقاعة من الأرجون النقي التي تم إدخالها للتو في الذوبان، يكون الضغط الجزئي للهيدروجين داخل الفقاعة صفرًا في الأساس. في الذوبان المحيط، يوجد الهيدروجين المذاب بتركيز يتوافق مع ضغط جزئي هيدروجين محدود في حالة توازنه (محسوبًا من قانون سيفرتس).
يدفع تدرج الضغط هذا ذرات الهيدروجين إلى الانتشار من الذوبان إلى الفقاعة على طول تدرج التركيز. يوصف معدل الانتشار بقانون فيك الأول:
J = D × (C_melt - C_bubble_surface) / δ
حيث J هو تدفق الهيدروجين (مل/سم²-ث)، D هو معامل انتشار الهيدروجين في الألومنيوم السائل (حوالي 3.2 × 10-سم²/ث عند 700 درجة مئوية، من Eichenauer وMarkopoulos، 1974)، C_melt هو تركيز الهيدروجين السائب، C_melt هو تركيز الهيدروجين السائب، C_bubble_surface هو تركيز الهيدروجين عند السطح البيني للفقاعة-الذائب، وδ هو سمك طبقة الانتشار الفعال حول الفقاعة.
وبينما تمتص كل فقاعة الهيدروجين أثناء ارتفاعها عبر الذوبان، فإنها تحمل الهيدروجين إلى السطح حيث يتسرب إلى الغلاف الجوي فوق الذوبان. يحافظ الإمداد المستمر للفقاعات الطازجة الخالية من الهيدروجين على القوة الدافعة طوال عملية إزالة الغازات.
لماذا يعتبر حجم الفقاعة معلمة التصميم الحرجة
يعتمد إجمالي معدل إزالة الهيدروجين من الذوبان على إجمالي المساحة البينية بين الغاز والسائل المتاحة لنقل الكتلة. بالنسبة لحجم ثابت من الغاز المحقون:
إجمالي المساحة البينية = (6 × V_مجموع الغازات البينية) / d_فقاعة
حيث d_bubble هو قطر الفقاعة. تُظهر هذه العلاقة أن خفض قطر الفقاعة إلى النصف يضاعف المساحة البينية المتاحة إلى أربعة أضعاف حجم الغاز نفسه. وهذا هو السبب في أن تقنية إزالة الغازات الدوارة أكثر فعالية بكثير من مجرد فقاعات الغاز من خلال رمح - حيث تعمل حركة القص الميكانيكية للدوار على تقسيم تيار الغاز إلى فقاعات أصغر بأضعاف من الفقاعات المحقونة بالرمح.
ينتج تيار الغاز المحقون بالرمح عادةً فقاعات بقطر 5-20 مم في الألومنيوم. وينتج دوار التفريغ الدوار جيد التصميم فقاعات بقطر 0.5-3 مم - أي انخفاض قطر الفقاعة بمقدار 5 إلى 40 ضعفًا وهو ما يقابل زيادة بمقدار 5 إلى 40 ضعفًا في مساحة سطح نقل الكتلة لكل وحدة من الغاز المستهلك.
حدد البحث الذي أجراه يان وشفيردتفيجر (المعاملات المعدنية B، 1978) توزيع حجم الفقاعات في الألومنيوم السائل كدالة لتصميم الدوار وسرعته، ووجد أن قطر الفقاعة يتدرج تقريبًا مع سرعة طرف الدوار إلى قوة -0.6. تنتج سرعة الدوّار الأعلى فقاعات أصغر حتى النقطة التي يحد فيها الاندماج الثانوي من تقليل الحجم.
آلية الدوار بالتفصيل
يوضع دوّار الجرافيت في نهاية عمود جرافيت دوّار. وبينما يدور الدوّار (عادةً بسرعة 200-600 دورة في الدقيقة حسب النظام)، فإنه يُحدث عدة تأثيرات متزامنة:
تشتت الغازات: يخرج الغاز الخامل الذي يتم تغذيته من خلال العمود المجوف من منافذ في جسم الدوّار. تعمل قوة الطرد المركزي من الدوّار الدوّار، جنبًا إلى جنب مع قوى القص عند الوصلة البينية بين الدوّار والذائب، على تكسير تيار الغاز إلى فقاعات دقيقة وتشتيتها شعاعيًا إلى الخارج عبر الذوبان.
التداول: يخلق الدوّار الدوار نمط دوران في الذوبان يوزع الفقاعات في جميع أنحاء وعاء المعالجة بدلاً من السماح لها بالتركز بالقرب من الدوّار. ويعد هذا الدوران أمرًا بالغ الأهمية لتوحيد المعالجة - فبدونه، سيحصل المعدن في محيط الوعاء على الحد الأدنى من التفريغ على الرغم من تشغيل الدوار في المركز.
ترقية الإدراج إلى السطح: ويعزز نمط دوران الذوبان أيضًا شوائب الأكسيد والجسيمات غير المعدنية نحو سطح المصهور، حيث تتجمع كطبقة قشور يمكن إزالتها. وهذه فائدة ثانوية مهمة لإزالة الغاز الدوارة تتجاوز إزالة الهيدروجين وحده.
التحكم في التقليب السطحي: يجب أن يكون تصميم الدوّار وسرعته متوازنين لإنتاج تشتت كافٍ للفقاعات دون اضطراب مفرط في السطح. تولد الأسطح المضطربة الذائبة المضطربة أغشية أكسيد جديدة تقدم شوائب جديدة وتوفر مسارات إضافية لامتصاص الهيدروجين. يعمل الدوّار الأمثل بأقصى إنتاج للفقاعات مع الحفاظ على التحريك السطحي أقل من الحد الأدنى لتوليد أكسيد جديد كبير.
ما أنواع معدات إزالة الغاز من الألومنيوم الموجودة؟
تستخدم صناعة الألومنيوم عدة طرق متميزة لإزالة الغاز، ولكل منها مبادئ تشغيل وتكاليف رأسمالية وقدرات أداء مختلفة.
النوع 1: وحدات التفريغ المضمنة الدوارة (RILD/SNIF/ALPUR)
تقوم الوحدات الدوارة المضمنة بمعالجة المعدن باستمرار أثناء تدفقه من الفرن إلى محطة الصب من خلال وعاء معالجة مبطن بالحرارة. يدخل المعدن إلى جانب واحد، ويتلقى معالجة تفريغ الغازات من واحد أو أكثر من الدوارات، ويخرج من الجانب الآخر إلى نظام الترشيح والصب.
الأنظمة التجارية الرئيسية:
- SNIF (تعويم خامل الفوهة الدوارة) - تم تطويره بواسطة شركة يونيون كاربايد وتم ترخيصه على نطاق واسع.
- ALPUR - تم تطويره بواسطة شركة بيتشيني (الآن ريو تينتو للألومنيوم).
- SIR (مفاعل المكرهة الدوارة) - طورته شركة نورسك هيدرو.
- سلسلة AdTech SHFD - تصميمنا الخاص المحسّن لعمليات تشغيل أغلفة الألومنيوم.
ويفضل استخدام هذه الأنظمة في عمليات الصب المستمر (البليت، والبلاطة، وقضبان الأسلاك) حيث يتدفق المعدن بمعدلات ثابتة نسبيًا. تعمل الوحدة المضمنة جيدة التصميم ذات الدوار الواحد على تقليل الهيدروجين بمقدار 50-70% في ممر واحد. تحقق تكوينات الدوار المزدوج تخفيضًا بمقدار 65-80%.
النوع 2: إزالة الغازات الدوارة داخل الفرن (أنظمة لانس)
يتم إدخال وحدة إزالة الغازات الدوارة المحمولة أو الثابتة في فرن الحجز أو فرن الصهر، مع غمر الدوار والعمود في الذوبان وحقن الغاز بينما يعمل الفرن كوعاء المعالجة. بعد المعالجة، تتم إزالة الوحدة قبل النقر.
المزايا: تكلفة رأسمالية أقل من وحدة مدمجة مخصصة؛ مناسبة لعمليات الصهر على دفعات؛ مرونة في معالجة أفران متعددة بوحدة محمولة واحدة.
القيود: يحدث التفريغ في الفرن حيث يجلس المعدن بعد ذلك لوقت إضافي، مما يسمح بإعادة امتصاص بعض الهيدروجين من جو الفرن قبل الصب. وقت المعالجة أطول (عادةً 15-30 دقيقة لكل شحنة فرن). يجب الاحتفاظ بالمعدن في الفرن بعد المعالجة، مما يخلق قيودًا في الجدولة الزمنية.
النوع 3: تفريغ الغازات الساكنة (سدادة مسامية)
يتم فقاعات الغاز من خلال سدادة حرارية مسامية أو رمح مغمور دون مساعدة ميكانيكية. وينتج ذلك فقاعات أكبر بكثير من الأنظمة الدوارة وكفاءة أقل بكثير.
اختزال الهيدروجين النموذجي: 20-40% من المستوى الأولي - أقل بكثير من الأنظمة الدوارة.
الاستخدام الحالي: في المقام الأول في العمليات الصغيرة حيث لا يمكن أن يبرر الاستثمار الرأسمالي المعدات الدوارة أو للسبائك منخفضة المواصفات أو للمعالجة التكميلية بين التفريغ الأولي والصب.
النوع 4: معالجة قرص التدفق (عامل إزالة الغازات الصلبة)
يتم غمس أقراص سداسي كلورو الإيثان (C₂Cl₆) أو ما شابهها من العوامل التفاعلية الصلبة في المصهور، حيث تتفاعل لإنتاج غازات الكلور وكلوريد الهيدروجين التي تتدفق عبر المعدن.
اختزال الهيدروجين: 30-50% نموذجي.
المشاكل: يولد غازات الكلور وكلوريد الهيدروجين السامة التي تتطلب استخلاص الأبخرة؛ ينتج شوائب ملحية إذا لم تتم إدارتها بعناية؛ مخاوف تتعلق بسلامة المشغل؛ مقيدة بشكل متزايد بسبب اللوائح البيئية في أوروبا وبعض الأسواق الآسيوية. نادرًا ما يتم تحديدها في المنشآت الجديدة ولكنها لا تزال مستخدمة في بعض الأسواق.
النوع 5: تفريغ الغاز من الهواء
يتم تعريض الذوبان إلى تفريغ جزئي من الهواء، مما يخفض الضغط الجزئي للهيدروجين في الغلاف الجوي فوق الذوبان إلى ما يقرب من الصفر، مما يدفع الهيدروجين المذاب إلى السطح عن طريق فرق ضغط البخار.
اختزال الهيدروجين: 85-95% - الأعلى من أي طريقة لإزالة الغازات.
القيود: تكلفة رأسمالية عالية للغاية؛ يصعب دمجها في عمليات الصب المستمر؛ تستخدم في المقام الأول لإنتاج الألومنيوم فائق النقاء (الفضاء، والتطبيقات عالية النقاء، ورقائق المكثفات). تحقق عملية AlVac (التي تم تطويرها واستخدامها في الدول الاسكندنافية) مستويات هيدروجين بعد المعالجة تتراوح بين 0.02-0.04 مل/ 100 جم من الألومنيوم.
جدول مقارنة تقنية إزالة الغازات من الغازات
| التكنولوجيا | كفاءة الحد من H₂ H₂ | التكلفة الرأسمالية | تكلفة التشغيل | إزالة الإدراج | أفضل تطبيق |
|---|---|---|---|---|---|
| دوّار مضمن (دوّار واحد) | 50-70% | معتدل | منخفضة-متوسطة | جيد (ثانوي) | صب مستمر، جودة قياسية |
| دوّار مضمن (دوّار مزدوج) | 65-80% | متوسط-عالي | معتدل | جيد | صب مستمر عالي الجودة |
| رمح دوّار داخل الفرن | 45-65% | منخفضة-متوسطة | منخفضة | عادل | صب الدُفعات، المسابك |
| رمح ثابت / سدادة مسامية | 20-40% | منخفضة | منخفضة جداً | فقير | عمليات منخفضة المواصفات وصغيرة الحجم |
| أقراص التدفق | 30-50% | منخفضة جداً | منخفضة | عادل | الأنظمة القديمة والأسواق النامية |
| تفريغ الغاز من الهواء | 85-95% 85-95% | عالية جداً | عالية | ضعيف (لا يوجد إزالة الإدراج) | الفضاء الجوي، فائق النظافة |
| دوارة مضمنة + غاز Ar/Cl₂ | 70-82% 70-82% | متوسط-عالي | معتدل | ممتاز | السبائك الممتازة وقضبان البليت الفضائية الممتازة |
المكونات الرئيسية لوحدة إزالة الغازات الدوارة ووظائفها
إن فهم وظيفة كل مكون يساعد المهندسين على تحديد النظام الصحيح وتشخيص المشاكل عند ظهورها.
دوّار الجرافيت
الدوّار هو قلب وحدة إزالة الغازات. وهو يؤدي وظيفتي تشتيت الغاز وتدوير الذوبان في وقت واحد. معلمات تصميم الدوار الرئيسية:
قطر الدوار: يزيد القطر الأكبر من نصف قطر تشتت الفقاعات ولكنه يتطلب عزم دوران أعلى من محرك الدفع. يتراوح قطر الدوارات التجارية من 100 مم إلى 300 مم تقريبًا حسب حجم الوعاء ومعدل تدفق المعادن.
هندسة الميناء: يحدد عدد منافذ خروج الغاز وحجمها واتجاهها في جسم الدوار توزيع حجم الفقاعات الأولي. تنتج المنافذ الموضوعة بشكل عرضي على دوران الدوار فقاعات أولية أصغر من المنافذ الموجهة شعاعيًا لأن قوى القص عند مخرج المنفذ أعلى.
المواد: الجرافيت عالي النقاء المضغوط بشكل متساوي الضغط هو المعيار. يجب أن يكون الجرافيت مقاومًا للصدمات الحرارية (يلامس الدوار الغلاف الجوي البارد ثم المعدن الساخن)، ومقاومًا كيميائيًا للألومنيوم وغازات التفريغ المحتوية على الكلور، وقويًا ميكانيكيًا بما يكفي لتحمل القوى الهيدروديناميكية أثناء الدوران عالي السرعة.
يتراوح العمر الافتراضي لدوار الجرافيت في الإنتاج من 20 إلى 80 دورة معالجة تقريبًا حسب
- درجة حرارة المعدن (ارتفاع درجة الحرارة يسرع من أكسدة الجرافيت).
- محتوى الكلور في غاز التفريغ (الكلور يهاجم الجرافيت تدريجيًا).
- جودة المناولة الميكانيكية (تتشقق الدوارات إذا اصطدمت بجدران الوعاء).
- تركيبة السبيكة (بعض السبائك أكثر عدوانية كيميائيًا للجرافيت).
تم تحسين تركيبة الجرافيت الدوّار من AdTech لمقاومة الهجوم الحراري والميكانيكي والكيميائي المشترك لخدمة كبسولات الألومنيوم الدوارة؛ حيث تحقق عادةً 40-70 دورة معالجة في ظل الظروف القياسية.
عمود الجرافيت
ينقل عمود الجرافيت المجوف كلاً من قوة الدوران من محرك الدفع وغاز التفريغ من خط إمداد الغاز إلى الدوار. يجب أن يحافظ التجويف المجوف على التدفق السلس للغاز أثناء دوران العمود - مما يتطلب وصلة دوارة عالية الجودة في الجزء العلوي من العمود حيث تلتقي وصلة الغاز بالمكون الدوار.
يعد تعطل العمود أحد الأسباب الأكثر شيوعًا لتعطل وحدة التفريغ بالغاز. وتشمل أنماط الأعطال ما يلي:
- التشقق الناتج عن الصدمة الحرارية أثناء الغمر في ظروف البداية الباردة.
- الكسر الميكانيكي الناتج عن التحميل الجانبي إذا لامس العمود جدران الوعاء أثناء الغمر.
- التحلل الكيميائي الناتج عن التعرض للكلور في درجة حرارة مرتفعة.
محرك المحرك والتحكم في السرعة
يجب أن يحافظ محرك الدفع على سرعة الدوار بدقة طوال دورة المعالجة. تستخدم معظم وحدات إزالة الغازات الحديثة محركات التردد المتغير (VFDs) التي تسمح بتعديل سرعة الدوار من حوالي 100 إلى 600 دورة في الدقيقة. تسمح هذه المرونة للمشغل بتحسين حجم الفقاعات لمعدل تدفق المعدن المحدد وهندسة الوعاء.
في AdTech، تستخدم وحدات تفريغ الغاز من سلسلة SHFD الخاصة بنا التحكم في سرعة الحلقة المغلقة مع تغذية مرتدة لمقياس سرعة الدوران مما يضمن بقاء سرعة الدوار في حدود ± 2 دورة في الدقيقة من نقطة الضبط بغض النظر عن التغيرات في لزوجة الذوبان أو حمل نظام القيادة. هذه الدقة مهمة لأن سرعة الدوار تحدد بشكل مباشر حجم الفقاعات وبالتالي كفاءة إزالة الغازات - فالسرعة غير المتسقة تنتج أداءً متغيرًا.
وعاء العلاج المبطن بالانكسار
يجب أن يكون الوعاء الذي يحتوي على المعدن أثناء التفريغ:
- معزول حرارياً لتقليل فقدان درجة حرارة المعدن أثناء المعالجة.
- مقاوم كيميائياً لصهر الألومنيوم وغازات التفريغ.
- مصمم بهندسة تدفق داخلية تعزز التوزيع المتساوي للفقاعات.
- مجهزة بأحكام لإزالة الخبث (طفو الشوائب وأغشية الأكسيد التي تتجمع على سطح المصهور أثناء المعالجة)
عادةً ما تكون المواد المقاومة للحرارة في الأوعية قابلة للصب عالية الألومينا أو مركبات كربيد السيليكون والألومينا، ويتم اختيارها لمقاومة ترطيب الألومنيوم والهجوم الكيميائي. يتراوح العمر الافتراضي لحراريات الأوعية بين فترات الصيانة الرئيسية عادةً من 6 إلى 18 شهرًا حسب إنتاجية المعادن وتكرار التنظيف.
نظام إمداد الغاز والتحكم فيه
يتكون نظام إمداد الغاز من مصدر للغاز (أسطوانة أو تخزين سائب أو توليد في الموقع) ومنظمات ضغط وعدادات تدفق وصمامات تحكم آلية. متطلبات التصميم الرئيسية:
التحكم في معدل التدفق: يجب التحكم في معدل تدفق الغاز من خلال الدوار بدقة لأنه المحدد الأساسي لكفاءة إزالة الغازات. ويوفر معدل التدفق المنخفض للغاية حجم فقاعات غير كافٍ؛ وينتج معدل مرتفع للغاية فقاعات كبيرة متماسكة واضطراب سطحي. يبلغ معدل التدفق الأمثل لمعظم أنظمة التفريغ المضمنة حوالي 1.0-3.0 نيوتن متر مكعب/ساعة لكل دوار في ظروف الأرجون القياسية، معدلة لمعدل تدفق المعادن.
نقاء الغاز: تؤثر نقاوة غاز التفريغ بشكل كبير على الأداء. لا يُدخل الأرجون بدرجة نقاء 99.999% (درجة 5N) أي رطوبة أو أكسجين بشكل أساسي. قد يحتوي الأرجون الأقل نقاءً على رطوبة تدخل الهيدروجين بدلاً من إزالته. وأظهر بحث أجراه Doutre وآخرون (المعادن الخفيفة، 2004) أن الأرجون الذي يحتوي على 50 جزء في المليون من الرطوبة عند درجة حرارة 700 درجة مئوية متوازنة يساهم بحوالي 0.002 مل/ 100 جم من الهيدروجين لكل 1 نيوتن متر مكعب من الغاز المحقون - وهو صغير ولكنه قابل للقياس في التطبيقات فائقة النقاء.
إمكانية الغاز المختلط: تتطلب الأنظمة المصممة لمخاليط الكلور-الأرجون تركيبات مقاومة للتآكل، ومكونات تحكم في التدفق مصنفة لخدمة الكلور، ومعدات السلامة المناسبة. يكون تركيز الكلور عادةً 2-5% من حيث الحجم في الأرجون.
ما هي غازات إزالة الغازات المستخدمة ولماذا يعتبر الاختيار مهمًا؟
يعد اختيار غاز التفريغ أحد أكثر القرارات أهمية في تصميم نظام التفريغ، مما يؤثر على كل من الأداء وتكلفة التشغيل.
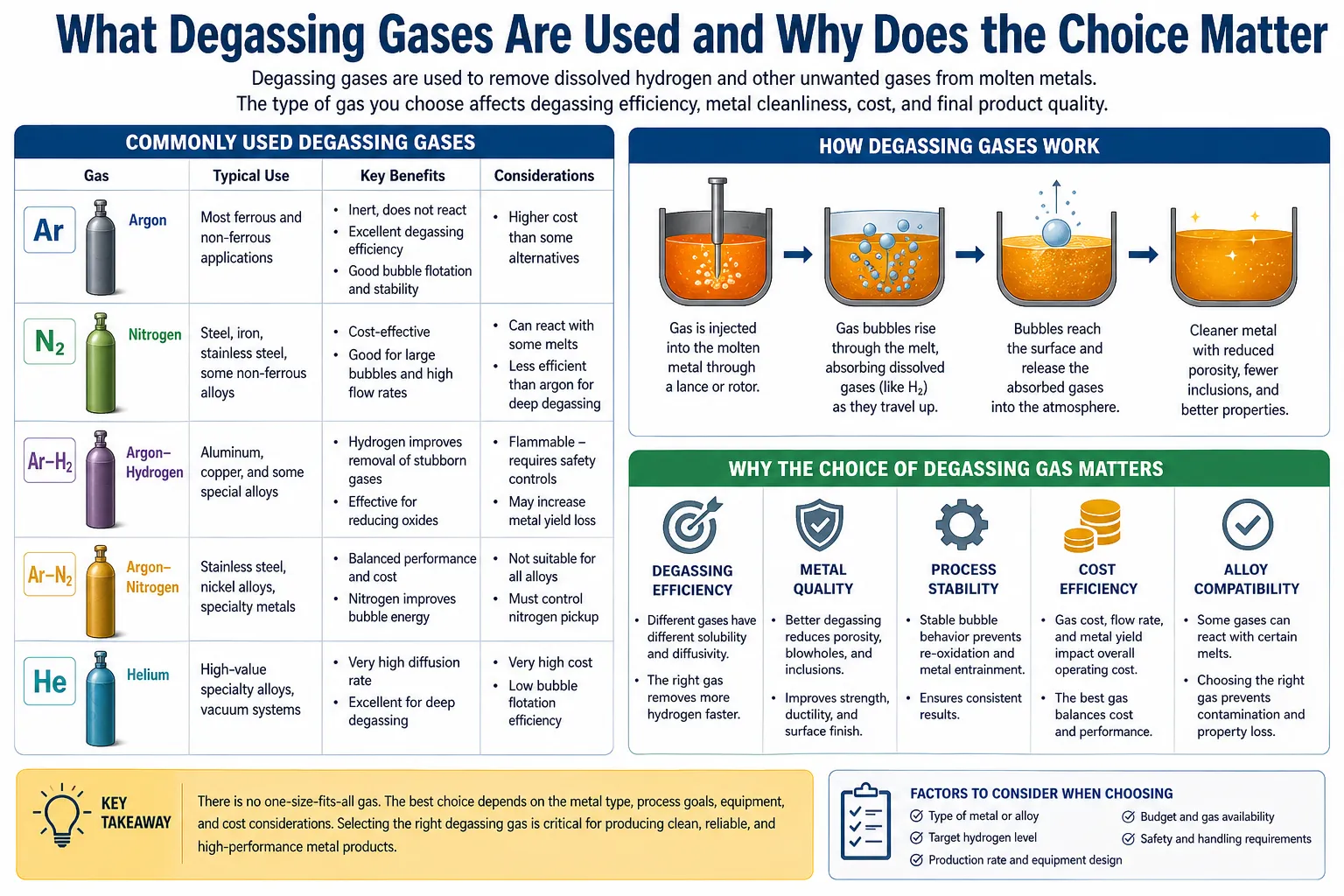
الأرجون: غاز التفريغ الأساسي
الأرجون هو غاز التفريغ القياسي في إنتاج الألومنيوم الحديث. وهو خامل كيميائيًا مع الألومنيوم في درجات حرارة الذوبان، ولا يتفاعل مع دوار الجرافيت ولا ينتج عنه أي منتجات ثانوية سامة. الأرغون أثقل من الهواء، مما يعني أنه يزيح الهواء فوق سطح المصهر ويوفر غطاءً يقلل من إعادة امتصاص الهيدروجين من الغلاف الجوي المحيط فوق وعاء المعالجة.
كفاءة اختزال الهيدروجين بالأرجون وحده: 50-70% في وحدة مضمنة أحادية المرور؛ وحتى 80% في الأنظمة المحسنة ثنائية الدوار. مستويات الهيدروجين بعد المعالجة من 0.08-0.12 مل/ 100 جم من الألومنيوم هي مستويات نموذجية تبدأ من 0.20-0.30 مل/ 100 جم من المحتوى الأولي من الألومنيوم.
النيتروجين: البديل الفعال من حيث التكلفة
ويحقق النيتروجين كفاءة إزالة الغازات مماثلة للأرجون بتكلفة أقل بكثير (عادةً ما يتراوح بين 30-601 تيرابايت 3 تيرابايت من تكلفة الأرجون حسب السوق وطريقة التوريد). ومع ذلك، يمثل النيتروجين مشكلتين تقنيتين محددتين:
التقاط النيتروجين في السبائك الحساسة: في درجات حرارة ذوبان الألومنيوم ومع وجود وقت تلامس كافٍ، يمكن أن يتفاعل النيتروجين مع بعض عناصر السبائك لتشكيل النيتريدات (خاصةً مع الليثيوم والمغنيسيوم بتركيزات عالية وبعض الإضافات الأرضية النادرة). بالنسبة لمعظم سبائك الألومنيوم التجارية، يكون التقاط النيتروجين ضئيلًا، ولكن بالنسبة للسبائك المحتوية على الليثيوم (السلسلة 2xxx و8xxx مع Li) والسبائك عالية المغنيسيوم (>4% Mg)، يُفضل الأرجون.
سلوك الفقاعات: تُظهر فقاعات النيتروجين تفاعل توتر سطحي مختلف قليلاً مع الذوبان مقارنةً بالأرجون، مما يؤثر على حجم فقاعة التوازن في ظروف دوّارة مماثلة. الفرق صغير في الممارسة العملية.
تستخدم معظم عمليات سبك الألومنيوم التجارية النيتروجين للسبائك القياسية وتحتفظ بالأرجون للسبائك التي يكون فيها التقاط النيتروجين مصدر قلق أو حيثما يتطلب الأمر أعلى مستوى نظافة ممكن.
إضافة الكلور: فائدة التكتل التضميني التجميعي
توفر إضافة الكلور 2-5% (Cl₂) إلى غاز تفريغ الغازات بالأرجون أو النيتروجين عدة فوائد إضافية تتجاوز تفريغ الغازات الخاملة النقية:
تكتل الإدماج: يتفاعل الكلور مع الألومنيوم لتكوين بخار AlCl₃، الذي يرتفع خلال الذوبان ويجمع الشوائب غير المعدنية (أغشية الأكسيد، والنتريدات، والكربيدات) عن طريق التعويم. وترتفع التكتلات إلى سطح الذوبان حيث تتجمع كطبقة قشور. أظهر البحث الذي أجراه جرانجر في بيتشيني (المعادن الخفيفة، 1998) أن إضافة الكلور زادت من متوسط حجم الشوائب من حوالي 8 ميكرون إلى 25 ميكرون - وهي زيادة بمقدار 3 أضعاف مما يحسن بشكل كبير من كفاءة التقاط مرشح الرغوة الخزفية اللاحقة.
إزالة القلويات: يتفاعل الكلور مع الصوديوم والكالسيوم المذابين (شوائب قلوية من تدفقات الملح والتلوث بالخردة) لتكوين مركبات كلوريد متطايرة تتسرب مع فقاعات الغاز. ويؤدي الصوديوم حتى عند 5-10 جزء في المليون في سبائك الألومنيوم إلى تدهور الخواص الميكانيكية، وإزالة الكلور بالغاز هو أكثر الطرق المتاحة لإزالة القلويات فعالية.
تعزيز إزالة الهيدروجين: وعادةً ما يحقق العمل الميكانيكي والكيميائي المشترك لمخاليط الكلور-الأرجون عادةً اختزال الهيدروجين بمقدار 70-821 تيرابايت3 تيرابايت مقارنةً بـ 50-701 تيرابايت3 تيرابايت للأرجون وحده.
مخاوف تتعلق بالسلامة والبيئة: الكلور هو غاز سام (مستوى الضغط المسموح به من إدارة السلامة والصحة المهنية (OSHA) 1 جزء في المليون، و10 جزء في المليون من الإشعاع الضار IDLH). كما أن بخار كلوريد الألومنيوم المتولد أثناء المعالجة سام ومسبب للتآكل. وتتطلب المنشآت التي تستخدم الغازات المحتوية على الكلور استخلاصًا مناسبًا للأبخرة وأنظمة الكشف عن الغازات وإجراءات الطوارئ. وقد انتقلت العديد من المنشآت الأوروبية إلى تفريغ الغاز بالأرجون فقط للتخلص من مخاطر التعامل مع الكلور، مع قبول المفاضلة في الأداء.
مصفوفة قرار اختيار الغاز
| السبيكة والتطبيق | الغاز الموصى به | إضافة الكلور؟ | هدف H₂ النموذجي لما بعد العلاج |
|---|---|---|---|
| قضبان البثق القياسية 6xxx (عامة) | النيتروجين | اختياري (2% CL₂) | <أقل من 0.12 مل/100 جرام |
| البليت الهيكلي للسيارات 6xxx 6xxx | الأرجون | موصى به (2-3% Cl₂) | <أقل من 0.10 مل/100 جرام |
| قضيب من فئة EC (1350) | الأرجون | موصى به (2-3% Cl₂) | <أقل من 0.10 مل/100 جرام |
| قضبان البليت 7xxx الفضائية | الأرجون | موصى به (3-5% Cl₂) | <أقل من 0.08 مل/100 جرام |
| 5xxx سبائك 5xxx عالية المغنيسيوم | الأرجون | اختياري | <أقل من 0.12 مل/100 جرام |
| صب العجلات A356 | النيتروجين أو الأرجون | اختياري | <أقل من 0.10 مل/100 جرام |
| 1xxx عالية النقاء 1xxx (> 99.99%) | الأرجون (نقاء 5 نيوتن) | لا يوجد | <0.06 مل/100 جرام |
| 2xxx مع محتوى لي | الأرجون فقط | لا (كل₂ يهاجم لي) | <أقل من 0.08 مل/100 جرام |
كيف تقيس فعالية إزالة الغازات في الإنتاج؟
وبدون القياس، فإن إزالة الغازات هي عملية تخمين. تتوفر العديد من طرق القياس المتاحة، ولكل منها تكلفة ودقة وملاءمة مختلفة لتطبيقات الإنتاج مقابل التطبيقات البحثية.
اختبار الضغط المنخفض (RPT)
إن RPT هو أداة قياس الإنتاج الأكثر استخدامًا على نطاق واسع لتقييم جودة الذوبان المرتبط بالهيدروجين. يتم تصلب عينة معدنية صغيرة (عادةً 100-150 جم) تحت ضغط مخفض (80-100 ملي بار مطلق، ينتج عن مضخة تفريغ). يقلل الضغط المحيط المخفض من العتبة التي يتشكل عندها نواة الهيدروجين الذائب كفقاعات غازية، مما يؤدي إلى تضخيم المسامية بما يتناسب مع محتوى الهيدروجين.
تُقارن كثافة عينة RPT (تقاس بإزاحة الماء) بعينة مرجعية متصلبة عند الضغط الجوي. وتوفر نسبة الكثافة (أو مؤشر المسامية المشتق) مقياساً شبه كمي لمحتوى الهيدروجين الذائب.
المزايا: سريع (النتائج في 15-20 دقيقة)، وغير مكلف، ويرتبط بشكل جيد مع اتجاهات مسامية الصب الفعلية، ويتطلب الحد الأدنى من المعدات.
القيود: يوفر مؤشر جودة نسبية بدلاً من قياس الهيدروجين المطلق؛ حساس لدرجة حرارة الذوبان وتقنية أخذ العينات والمحتوى ثنائي الغشاء بالإضافة إلى الهيدروجين؛ تعكس نتيجة RPT كلاً من الهيدروجين والمحتوى ثنائي الغشاء في آن واحد.
الترجمة الفورية: تشير نسبة الكثافة التي تزيد عن 0.95 (أو مؤشر المسامية أقل من 1.5 على مقياس 0-10) إلى جودة ذوبان مقبولة لمعظم التطبيقات. تشير القيم الأقل من 0.90 إلى مخاطر مسامية كبيرة متعلقة بالهيدروجين.
تيليغاس (مسبار الهيدروجين)
يقيس نظام Telegas (والمنتجات المكافئة: Alscan من ABB، Hydris من Heraeus) الهيدروجين المذاب مباشرةً عن طريق إنشاء توازن كهروكيميائي بين الذوبان ومسبار غشاء قابل للنفاذ للهيدروجين. ينتشر الهيدروجين من خلال الغشاء حتى يتساوى الضغط الجزئي للهيدروجين في غرفة الكاشف مع نشاط الهيدروجين المذاب في الذوبان، مما يسمح بالقياس الكمي المباشر.
نطاق القياس: 0.01-0.50 مل/ 100 جم من الألومنيوم
وقت القياس: 5-15 دقيقة لكل قياس
الدقة: ± 0.01-0.02 مل/100 جم من الألومنيوم تحت ظروف مضبوطة
المزايا: يوفر قياسًا مطلقًا للهيدروجين بدلًا من مؤشر نسبي؛ يسمح بالمقارنة المباشرة مع حدود المواصفات؛ يمكن تتبع تغير محتوى الهيدروجين أثناء معالجة التفريغ للتحقق من الكفاءة.
القيود: ارتفاع تكلفة المعدات؛ يتطلب معايرة وصيانة دقيقة للمسبار؛ يحد زمن استجابة المسبار من تطبيقات التحكم في العمليات في الوقت الحقيقي.
CHAPEL (تحليل الهيدروجين المستمر عن طريق توازن الضغط في السوائل)
نسخة متطورة من مبدأ Telegas مصممة لمراقبة الهيدروجين المستمرة على الخط بدلاً من أخذ العينات على دفعات. يتم تثبيت المسبار بشكل دائم في مسار التدفق المعدني ويوفر قراءات مستمرة للهيدروجين مع أزمنة استجابة تتراوح بين 30-60 ثانية تقريبًا.
أظهرت البيانات المنشورة من Pedersen وآخرون (المعادن الخفيفة، 2008) أن المراقبة المستمرة القائمة على CHAPEL سمحت بتحسين نظام التفريغ بالغاز الذي قلل من متوسط الهيدروجين بعد التفريغ من 0.12 مل/ 100 جم من الألومنيوم إلى 0.08 مل/ 100 جم من الألومنيوم مع تقليل استهلاك الأرجون بمقدار 151 تيرابايت 3 تيرابايت، من خلال تمكين التعديل في الوقت الحقيقي لسرعة الدوار ومعدل تدفق الغاز بناءً على محتوى الهيدروجين الفعلي بدلاً من بارامترات التشغيل الثابتة.
جهاز الترشيح القرصي المسامي (PoDFA)
لا يقيس PoDFA الهيدروجين مباشرةً ولكنه يقيس محتوى التضمين - أغشية الأكسيد والنتريدات والجسيمات غير المعدنية الأخرى - في الذوبان. ونظرًا لأن العديد من أحداث المسامية المرتبطة بالهيدروجين هي في الواقع ثنائية النواة (كما نوقش في مقالنا عن هيدروجين مرشح رغوة السيراميك)، فإن بيانات PoDFA تكمل قياسات الهيدروجين لإعطاء صورة كاملة عن جودة الذوبان.
القياس: يتم ترشيح كمية معلومة من المعدن (عادةً 1-3 كجم) من خلال قرص خزفي دقيق في ظروف قياسية. يُقطع المرشح مقطعاً عرضياً وتقاس مساحة الشوائب المحتجزة عن طريق العد النقطي تحت المجهر.
وحدات النتيجة: مم²/كجم (مساحة التضمين لكل وحدة وزن المعدن)
القيم المستهدفة النموذجية: <0.10 مم²/كجم للمسبوكات العامة؛ <0.10 مم²/كجم للسيارات الفاخرة؛ <0.02 مم²/كجم للتطبيقات الفضائية.
ملخص بروتوكول قياس الإنتاج
| طريقة القياس | قياس H₂ قياس H₂ | قياس الإدماج | التردد في الإنتاج | التكلفة |
|---|---|---|---|---|
| اختبار الضغط المنخفض | غير مباشر (مؤشر) | لا يوجد | كل شحنة فرن شحن | منخفضة جداً |
| تيليجاس/مسبار الإسكان | المباشرة والكمية | لا يوجد | دوري (لكل نوبة أو شحنة) | معتدل |
| كابل مستمر | مباشر ومستمر | لا يوجد | مستمر | مرتفع (رأس المال) |
| PoDFA | لا يوجد | المباشرة والكمية | أسبوعيًا إلى شهريًا | متوسط-عالي |
| ليماكا | لا يوجد | الوقت الحقيقي والمستمر | مستمر | عالية |
| الجمع بين RPT + PoDFA | غير مباشر | مباشر | المراجعة الدورية | معتدل |
التفريغ المضمن مقابل التفريغ داخل الفرن: أي نظام يناسب عمليتك؟
هذا هو أحد الأسئلة الأكثر شيوعًا التي نتلقاها في AdTech حول اختيار المعدات، وتعتمد الإجابة على نوع الإنتاج وإنتاجية المعادن ومتطلبات الجودة بدلاً من تفضيل عام.
إزالة الغازات المضمنة: الأفضل لعمليات الصب المستمر
تقوم وحدات التفريغ المضمنة بمعالجة المعدن باستمرار أثناء تدفقه من الفرن إلى القالب. يقوم المعدن بتمريرة واحدة من خلال وعاء المعالجة، ويتلقى معالجة تفريغ الغازات أثناء النقل. ويتراوح وقت المعالجة عادةً من 30-120 ثانية حسب حجم الوعاء ومعدل تدفق المعدن.
الأنسب لـ
- عمليات الصب المستمر (البليت، والبلاطة، والقضيب السلكي، والشريط)
- العمليات ذات معدلات تدفق المعادن الثابتة
- الإنتاج بكميات كبيرة حيث يكون اتساق المعالجة والأتمتة من الأولويات
- التطبيقات التي يجب فيها تقليل الهيدروجين بعد المعالجة إلى الحد الأدنى (درجة EC، الفضاء الجوي)
محركات الكفاءة في الأنظمة المضمنة:
إن عدد وحدات النقل (NTU) هو معلمة الكفاءة الرئيسية لإزالة الغازات المضمنة، والتي تحددها نسبة معدل إزالة الهيدروجين إلى معدل تدفق المعادن وتركيز الهيدروجين المتوازن. تُظهر العلاقات المنشورة (من يوهانسن وإنغ وراش في المعادن الخفيفة، 1998) أن عدد وحدات النقل المضمنة يتدرج مع:
وحدة قياس NTU = k_L × a × V_vessel / Q_metal
حيث k_L هو معامل انتقال كتلة الطور السائل، وa هو مساحة سطح الفقاعة المحددة (م²/م³)، وV_vessel هو حجم الوعاء، وQ_metal هو معدل التدفق الحجمي للمعادن. تزيد مساحة سطح الفقاعة الأعلى (من الفقاعات الأصغر حجمًا، من سرعة الدوار الأعلى)، والوعاء الأكبر حجمًا، ومعدل تدفق المعدن المنخفض، كل ذلك يزيد من وحدة قياس NTU وبالتالي كفاءة إزالة الهيدروجين.
إزالة الغازات داخل الفرن: أفضل ملاءمة لعمليات الدُفعات والمسبك
تستخدم عملية إزالة الغازات داخل الفرن وحدة دوارة محمولة أو شبه ثابتة يتم إدخالها في فرن الحجز أو الصهر. تتم معالجة المعدن كدفعة، مع تشغيل الدوار في حجم المعدن الساكن لمدة 15-30 دقيقة قبل إزالة الدوار واستغلال الفرن.
الأنسب لـ
- مسابك الصب على دفعات (مسبوكات السيارات، والمطروقات الفضائية)
- العمليات ذات النقر غير المتكرر (كل بضع ساعات بدلاً من المستمر)
- عمليات الأفران المتعددة حيث تخدم وحدة واحدة لإزالة الغازات عدة أفران
- العمليات ذات الحجم المنخفض حيث لا يمكن تبرير التكلفة الرأسمالية للوحدة المدمجة
القيود الرئيسية لإزالة الغازات داخل الفرن: بعد المعالجة وقبل النقر، يبقى المعدن المعالج في الفرن حيث يعيد امتصاص الهيدروجين تدريجيًا من جو الفرن. ويعتمد معدل إعادة الامتصاص على رطوبة جو الفرن ومساحة سطح المعدن ونظافة الفرن الحراري. قد يُظهر الفرن ذو الصيانة الجيدة والرطوبة المنخفضة إعادة امتصاص 0.01-0.02 مل/ 100 جم من الألومنيوم في ساعة واحدة فقط. أما الفرن ذو الصيانة الرديئة مع الحراريات الرطبة فقد يظهر إعادة امتصاص 0.05-0.08 مل/ 100 جم من الألومنيوم في نفس الفترة.
بالنسبة للعمليات التي تكون فيها إعادة الامتصاص غير مقبولة، فإن الوحدة المضمنة عند الانتقال من صنبور الفرن إلى القالب تقضي على فترة إعادة الامتصاص تمامًا.
جدول المقارنة: التفريغ الداخلي مقابل التفريغ داخل الفرن
| العامل | تفريغ الغازات المضمنة | التفريغ داخل الفرن |
|---|---|---|
| توافق التدفق المعدني | مستمر وثابت | الدفعة |
| تخفيض H₂ (نموذجي) | 55-80% | 45-65% |
| إعادة امتصاص H₂ بعد العلاج | الحد الأدنى (يتدفق المعدن إلى القالب على الفور) | كبير (يعتمد على وقت الانتظار) |
| التكلفة الرأسمالية | متوسط-عالي | منخفضة-متوسطة |
| تكلفة التشغيل | منخفضة | منخفضة |
| اتساق العلاج | عالية (تحكم آلي) | متغير (يعتمد على المشغل) |
| متطلبات المساحة | معتدل (في خط الغسيل) | الحد الأدنى (وحدة محمولة) |
| مناسبة للأفران المتعددة | لا (ثابت في سطر واحد) | نعم (وحدة محمولة تخدم أفران متعددة) |
| التكامل مع الترشيح | طبيعي (مرشح يوضع في المصب) | أقل مباشرة |
| سلامة غاز الكلور | تدار في مغسلة مغلقة | أكثر تحدياً في الفرن المفتوح |
كيف تتفاعل معدات تفريغ الغاز مع أنظمة الترشيح؟
إن التفاعل بين معدات إزالة الغازات والترشيح بالرغوة الخزفية هو مسألة تصميم نظام له آثار كبيرة على كل من تخطيط المعدات ونتائج الجودة التي يمكن تحقيقها.
تسلسل العملية الصحيح وأساسها المنطقي
إن تسلسل أفضل الممارسات المتبعة في أي بيت من الألومنيوم هو
فرن الحجز ← التحويل ← التحويل وحدة تفريغ الغاز المضمنة → فلتر رغوة السيراميك → محطة الصب
هذا الترتيب ليس اعتباطيًا - فهو يعكس الواقع المادي لما يفعله كل نظام بالمعدن والمشاكل التي يخلقها كل نظام والتي يجب على الآخر التعامل معها.
لماذا يجب أن يتبع الترشيح التفريغ (لا يسبقه):
يعمل التفريغ الدوار مع فقاعات الغاز الخامل على تقليب سطح الذوبان بشكل كبير. ويولد هذا التقليب أغشية أكسيد جديدة - حيث يطوي الاضطراب السطحي طبقة أكسيد سطح الذوبان على نفسه مرارًا وتكرارًا خلال فترة المعالجة التي تتراوح بين 30 و120 ثانية. ثم تُنقل هذه الأغشية ثنائية الأكسيد الناتجة عن التفريغ مع المعدن. إذا سبق الترشيح عملية التفريغ، فإن هذه الشُعب الثنائية الجديدة تتجاوز المرشح بالكامل وتدخل إلى تجويف القالب.
أظهرت البيانات المنشورة من جرانجر (المعادن الخفيفة، 1998) أن التفريغ المضمن بالأرجون وحده زاد من عدد شوائب PoDFA في المعدن المتدفق بحوالي 20-35% مقارنةً بمعدن الفرن - مما يعني أن التفريغ ولّد شوائب أكثر من تلك الموجودة في معدن الفرن. مع إضافة الكلور، أظهرت الدراسة نفسها انخفاضًا صافيًا بمقدار 60-75% في محتوى الشوائب في التدفق الخارجي مقارنةً بمعدن الفرن، لأن تأثير تكتل الكلور سيطر على الشوائب الناتجة عن الاضطراب.
يلتقط المرشح نواتج التفريغ الثانوية:
يلتقط مرشح رغوة السيراميك الموجود في اتجاه مجرى وحدة التفريغ شوائب الأكسيد المتولدة أثناء معالجة التفريغ، بما في ذلك جزيئات الملح من إضافات التدفق وأي منتجات ثانوية لتفاعلات الكلور والألومنيوم. وبدون مرشح المصب النهائي، قد تصل هذه المنتجات الثانوية لإزالة الغازات إلى تجويف القالب وتخلق عيوبًا.
يحقق النظام المشترك ما لا يستطيع أي من المكونين تحقيقه بمفرده:
كما هو موثق في مقالنا عن هيدروجين مرشح رغوة السيراميك، فإن الجمع بين التفريغ (تقليل الهيدروجين المذاب) والترشيح (إزالة مواقع التنوي ثنائي الغشاء) يحقق مستويات مسامية لا يصل إليها أي من النظامين بشكل مستقل. أظهر Tiryakioğlu et al. (علوم وهندسة المواد A، 2009) أن النظام المشترك يحقق مؤشر مسامية يبلغ 1.4 مقابل 4.1 لإزالة الغازات وحدها و5.8 للترشيح وحده - أفضل بكثير من مجموع تأثيرات المكونات الفردية.
دراسة حالة واقعية: ترقية نظام إزالة الغازات في مصنع ألومنيوم البليت، الهند، 2023
الخلفية: منشأة لسبك قضبان الألومنيوم 6063 في بيون، ماهاراشترا، الهند
الملف الشخصي للشركة: منشأة متوسطة الحجم لسبك قضبان الألومنيوم في المنطقة الصناعية في بيون لإنتاج قضبان سبائك الألومنيوم 6063 لتطبيقات البثق المعماري. يقوم المصنع بتشغيل خطين للصب بالتبريد المباشر (DC) بطاقة إنتاجية شهرية مجمعة تبلغ حوالي 1200 طن متري من البليت 6063 بأقطار 152 مم و178 مم. وكان العملاء الأساسيون هم شركات البثق التي تنتج مقاطع النوافذ والأبواب المعمارية لسوق الإنشاءات المحلية الهندية وللتصدير إلى الشرق الأوسط.
نقطة ألم العميل (من يناير إلى سبتمبر 2023): شهدت المنشأة زيادة مستمرة في معدلات التشقق السطحي للبليت ورفض المسامية أثناء البثق في منشآت العملاء. وارتفع معدل رفض البثق الذي أبلغ عنه العملاء من خط أساس يبلغ حوالي 1.2% رفض العيوب السطحية إلى 4.8% على مدار تسعة أشهر. وكانت العيوب في معظمها عبارة عن بثور صغيرة ومناطق سطحية خشنة تظهر على السطح الخارجي للسطح الخارجي المبثوق بعد البثق - وهو نوع من العيوب المرتبطة بالمسامية تحت السطحية في البليت التي تنفتح أثناء البثق.
كان المصنع يستخدم نظام تفريغ الغازات بالرمح الثابت (لا توجد معدات دوارة) مع فقاعات غاز النيتروجين من خلال رمح ثابت في فرن الحجز قبل السكب. لم يتم تركيب وحدة إزالة الغازات المضمنة بين الفرن ومحطة الصب. واستخدم الترشيح بالرغوة الخزفية أحادية المرحلة مرشحات ذات 30 نقطة في البوصة في صندوق ترشيح أساسي في محطة الصب.
كان مدير الجودة في المصنع قد قام بترقية معدل PPI للمرشحات من 20 إلى 30 نقطة في البوصة في محاولة لمعالجة المشكلة قبل ستة أشهر، دون حدوث تحسن ملموس في معدلات الرفض - مما يشير بشكل صحيح إلى أن الترشيح لم يكن السبب الجذري.
التحقيق في الأسباب الجذرية (أكتوبر 2023): تم التعاقد مع شركة AdTech لإجراء تدقيق شامل لجودة الذوبان لخطي الصب.
قياسات الهيدروجين: باستخدام مسبار Alscan المستأجر، قمنا بقياس الهيدروجين المذاب في ثلاث نقاط: في فرن الحجز مباشرةً بعد المعالجة بالأنس الثابت، وفي الغسالة على بعد 10 أمتار من صنبور الفرن، وعند مدخل صندوق الترشيح. النتائج:
- هيدروجين ما بعد المعالجة بالرمح الساكن (في الفرن): 0.22 مل/100 جرام من الألومنيوم في المتوسط (يتراوح بين 0.18 و0.28 عبر قياسات متعددة)
- الهدف لقضبان البثق 6063: <0.12 مل/ 100 جرام من الألومنيوم
لم يحقق نظام الحربة الساكنة سوى 25-301 تيرابايت 3 تيرابايت 3 تيرابايت من مستوى فرن أولي يتراوح بين 0.28-0.32 مل/ 100 جم من الألومنيوم - أقل بكثير من 50-701 تيرابايت 3 تيرابايت التي يمكن تحقيقها باستخدام المعدات الدوارة. أنتج الرمح الساكن فقاعات كبيرة (قُدر قطرها من 10 إلى 25 مم من الملاحظة البصرية أثناء معالجة واحدة) مع الحد الأدنى من المساحة السطحية لنقل الكتلة.
إعادة امتصاص الهيدروجين في الغسالة: أظهر القياس عند مدخل صندوق الترشيح وجود هيدروجين بمقدار 0.24-0.26 مل/ 100 جم من الهيدروجين - لم يحدث تحسن جوهري عن عبور الغسالة وفي بعض القياسات أعلى بقليل من قياس فرن ما بعد المعالجة، مما يشير إلى إعادة امتصاص الهيدروجين النشط أثناء عبور الغسالة. كانت الغسالة غير مسقوفة وغير محمية من جو الورشة، وتعمل في منشأة ذات رطوبة نسبية مقيسة تبلغ 68-82% (مرتفعة بسبب أنظمة مياه التبريد في المنشأة).
تقييم RPT: أظهرت اختبارات RPT على العينات المأخوذة من القالب أن مؤشر المسامية يبلغ متوسطه 7.8 - مما يشير إلى ارتفاع شديد في المسامية أعلى بكثير من الحد الأدنى الموصى به لقضبان البثق 6063.
التحليل المعدني للقضبان الحديدية: أكدت المقاطع العرضية من القضبان المرفوضة وجود مسامية غازية كروية في الغالب (مما يشير إلى مسامية يغلب عليها الهيدروجين وليس المسامية ثنائية الغشاء) في نطاق حجم يتراوح قطره بين 0.3 و1.8 مم، ويتركز في المنطقة تحت السطحية للقضبان.
حل AdTech - تم تصميمه في أكتوبر 2023، وتم تنفيذه في يناير 2024:
المكوّن 1 - وحدة إزالة الغازات الدوارة المضمنة AdTech SHFD-200: تركيب وحدة تفريغ الغازات المضمنة أحادية الدوار في الغسالة الموجودة بين صنبور فرن الاحتجاز وصندوق الترشيح. مواصفات الوحدة: دوّار بقطر 200 مم، وسرعة تشغيل 400 دورة في الدقيقة، ومعدل تدفق نيتروجين 1.5 نيوتن متر مكعب/ساعة مع توفير إمكانية خلط اختياري للأرجون والنيتروجين. تم تصميم الوحدة لمعالجة المعدن بمعدل تدفق الصب الأقصى للمصنع البالغ 22 كجم/الدقيقة (لكل خط) مع حجم وعاء معالجة يوفر حوالي 45 ثانية من وقت المكوث.
المكون 2 - تسقيف الغسيل والتحكم في الغلاف الجوي: تم تركيب سقف غسالة بسيط مغطى بالألياف الحرارية على كامل مسار الغسالة من صنبور الفرن إلى صندوق الترشيح، مما يقلل من رطوبة جو الغسالة. تمت إضافة تطهير بالنيتروجين بمعدل 5 لتر/دقيقة للحفاظ على جو الغسالة عند مستوى أعلى من 95% نيتروجين من حيث الحجم، مما يقضي بشكل أساسي على إعادة امتصاص الهيدروجين أثناء نقل الغسالة.
المكوّن 3 - ترقية صندوق التصفية: تمت ترقية المرشح الحالي أحادي المرحلة 30 نقطة في البوصة إلى مرشح رغوة الألومينا الخزفية الخالية من الفوسفات 40 نقطة في البوصة من AdTech مع صندوق ترشيح أكبر (9 × 9 بوصة × 9 بوصة مقابل 7 × 7 بوصة الحالية) لضمان قدرة تدفق كافية عند تصنيف PPI أدق.
المكون 4 - بروتوكول المراقبة عبر الإنترنت: وفرت شركة AdTech مجموعة أدوات RPTTech ودربت موظفي الجودة في المصنع على إجراء قياسات RPT كل شحنة فرن (كل 2-3 ساعات لكل خط صب)، مما أدى إلى وضع بروتوكول مراقبة الإنتاج الذي لم يكن موجودًا من قبل في المنشأة.
النتائج - تم القياس من أبريل/نيسان إلى يونيو/حزيران 2024 (ثلاثة أشهر بعد التنفيذ الكامل، خطي الصب):
- متوسط الهيدروجين بعد إزالة الهيدروجين: 0.08-0.11 مل/ 100 جم من الألومنيوم (مقابل 0.22-0.26 مل/ 100 جم من الألومنيوم في السابق)
- كفاءة اختزال الهيدروجين للوحدة المضمنة: 62-68% - بما يتفق مع توقعات التصميم لوحدة أحادية الدوار
- إعادة امتصاص الغسيل مع التحكم في الغلاف الجوي: <أقل من 0.005 مل/100 جم من الألومنيوم (صفر في الأساس)
- مؤشر المسامية RPT: 1.8 في المتوسط (مقابل 7.8 سابقًا) - أقل بكثير من الهدف البالغ 3.0
- رفض عيوب سطح البثق التي أبلغ عنها العميل: 0.8% (مقابل ذروة 4.8% وخط الأساس التاريخي البالغ 1.2%)
- مؤشرات مسامية البليت UT (فحص موضعي عن طريق الفحص بالموجات فوق الصوتية): انخفضت بنسبة 89% مقارنة بأخذ العينات قبل التركيب
- الأرجون مقابل النيتروجين بعد ثلاثة أشهر من التشغيل بالنيتروجين فقط، اختار المصنع تحويل الخط 1 إلى خليط الأرجون والنيتروجين (10% Ar) للطلبات ذات المواصفات الأعلى، مع الحفاظ على النيتروجين في الخط 2 للدرجات القياسية - وهو قرار تحسين التكلفة الذي دعمته AdTech ببيانات الانتقال
تحليل التكاليف:
- التكلفة السنوية لحالات الرفض التي يبلغ عنها العميل (إعادة البثق واستبدال البليت والخدمات اللوجستية): انخفضت من حوالي 8.2 مليون روبية هندية إلى 1.7 مليون روبية هندية سنويًا - أي توفير 6.5 مليون روبية هندية سنويًا
- تكلفة تركيب نظام AdTech SHFD-200: حوالي 4.8 مليون روبية هندية
- فترة الاسترداد البسيطة: حوالي 9 أشهر من اكتمال التركيب
- فائدة إضافية: تحسنت درجات تدقيق جودة العميل بما يكفي لتأهيل المصنع للحصول على اتفاقية توريد جديدة مع عميل بثق إماراتي متميز تم رفضه سابقًا بسبب مخاوف تتعلق بالجودة
اختيار معدات إزالة الغازات وصيانتها وأنماط الفشل الشائعة
اختيار نظام التفريغ المناسب
المعلمات الرئيسية التي يجب تحديدها قبل تحديد نظام إزالة الغازات:
معدل التدفق المعدني: تحدد الإنتاجية المطلوبة بالكيلو جرام/الدقيقة الحد الأدنى لحجم الوعاء وحجم الدوار ومتطلبات تدفق الغاز. لا يمكن للأنظمة الصغيرة الحجم تحقيق الاختزال المستهدف للهيدروجين بمعدل الإنتاج المطلوب.
مستوى الهيدروجين الأولي: تتطلب العمليات ذات الهيدروجين الأولي المرتفع للغاية (> 0.30 مل/100 جم من الألومنيوم من الاستخدام الكثيف للخردة) كثافة معالجة أعلى - إما وقت معالجة أطول أو تكوين دوار مزدوج أو إضافة الكلور.
الهيدروجين المستهدف بعد العلاج: وتتطلب تطبيقات درجة EC والتطبيقات الفضائية أقل من 0.08-0.10 مل/ 100 جم من الألومنيوم؛ وعادةً ما تستهدف قضبان البثق القياسية 0.10-0.12 مل/ 100 جم من الألومنيوم. تحدد نسبة الإزالة المطلوبة سرعة الدوار وتدفق الغاز وتكوين النظام.
التوافق مع السبائك: تقيد السبائك الحساسة للكلور (الحاملة للكلور) خيارات الغاز. قد تتطلب السبائك عالية المغنيسيوم الأرجون بدلاً من النيتروجين.
صيانة الدوار والعمود
الدوّار وعمود الجرافيت هما مكونان قابلان للاستهلاك ويتطلبان الفحص والاستبدال المنتظم. في AdTech، نوصي ببروتوكول الفحص التالي:
| عنصر التفتيش | التردد | عتبة العمل |
|---|---|---|
| الفحص البصري للدوار | كل دورة علاج | الاستبدال إذا انخفض القطر > 15% من الجديد |
| الفحص البصري للعمود | كل 5 دورات | الاستبدال في حالة ظهور تشققات سطحية أو انخفاض الطول |
| قياس وزن الدوار | كل 10 دورات | الاستبدال إذا انخفض الوزن >20% من الجديد |
| التحقق من تدفق الغاز | كل دورة | تحقق إذا انحرف التدفق >10% عن نقطة الضبط |
| ختم الاتحاد الدوار | شهرياً | استبدلها في حالة اكتشاف تسرب غاز |
| سحب تيار محرك المحرك | أسبوعياً | التحقيق في حالة زيادة التيار >15% عن خط الأساس |
أنماط الفشل الشائعة وعلامات التشخيص الشائعة
العطل 1 - تآكل الدوار: يؤدي التآكل التدريجي للدوّار بواسطة ذوبان الألومنيوم والهجوم الكيميائي من الكلور إلى زيادة حجم الفقاعة تدريجيًا. التشخيص: ارتفاع الهيدروجين بعد المعالجة في ظروف تشغيل ثابتة. الحل: استبدال الدوار وفقًا لجدول الصيانة.
الفشل 2 - كسر العمود 2 - كسر العمود: ينكسر عمود الجرافيت أثناء الغمر أو الدوران. التشخيص: فقدان فوري لتدفق الغاز والدوران؛ قد تكون شظية العمود مرئية في الخبث. الوقاية: اتبع إجراء الغمر المتحكم فيه (لا تضرب العمود بجدار الوعاء أبدًا)؛ تحقق من درجة العمود الصحيحة لدرجة الحرارة.
الفشل 3 - انسداد تدفق الغاز: منافذ الدوار مسدودة بالألومنيوم المتصلب أو الشوائب المتراكمة. التشخيص: زيادة ضغط خط الغاز عند الدوّار بمعدل تدفق ثابت محدد؛ لوحظ انخفاض الفقاعات في الذوبان. الحل: إزالة الدوار وتنظيف المنافذ؛ أو استبدال الدوار إذا كان الانسداد شديدًا.
الفشل 4 - الهجوم الحراري للسفينة: ذوبان يخترق البطانة الحرارية لوعاء المعالجة. التشخيص: ارتفاع درجة حرارة المعدن المفقود عبر الوعاء؛ تشقق أو تشقق حراري مرئي. الوقاية: فحص الحراريات بانتظام؛ الحفاظ على إجراءات التسخين الموصى بها؛ تجنب الارتفاعات الحادة في درجات الحرارة.
الفشل 5 - فشل الاتحاد الدوار: تعطل وصلة الغاز بين مصدر الغاز الثابت وعمود الدوران، مما يؤدي إلى تسرب الغاز. التشخيص: انخفاض تدفق الغاز إلى الدوار؛ فقاعات غاز مرئية عند الوصلة الدوارة. الحل: استبدال مانع تسرب الوصلة الدوارة.
الأسئلة المتداولة حول معدات إزالة الغازات من الألومنيوم
1: ما هو الغرض من تفريغ الألومنيوم من الغاز، وماذا يحدث بدونه؟
يعمل تفريغ الألومنيوم من الغازات على إزالة الهيدروجين المذاب الذي قد يسبب مسامية غازية في المسبوكات المتصلبة. وبدون تفريغ الغاز، لا يمكن للهيدروجين المذاب في الذوبان - الذي يمكن أن يصل إلى 0.20-0.40 مل/ 100 جم من الألومنيوم في العمليات التي تتم إدارتها بشكل سيئ - أن يتسرب خلال الانخفاض بمقدار 20 ضعفًا في ذوبان الهيدروجين الذي يحدث عند التصلب. يتكوَّن الهيدروجين على شكل فقاعات غازية داخل المعدن المتصلب، مما يخلق مسامًا كروية بقطر 0.1-2 مم في جميع أنحاء الصب. تتسبب هذه المسام في حدوث أعطال في إحكام الضغط في المكونات الهيدروليكية، وانكسار الأسلاك في سحب القضبان، وتقرحات سطحية أثناء المعالجة الحرارية T6، وانخفاض في عمر التعب والاستطالة في المسبوكات الهيكلية. وبدون أي معالجة لإزالة الغاز، تُظهر معظم سبائك الألومنيوم المصبوبة في الظروف القياسية مستويات مسامية قد تفشل في معايير القبول الخاصة بمواصفات السيارات والفضاء والموصلات الكهربائية. حتى العمليات التي تستخدم شحنات ثقيلة من الخردة، والتي تولد مستويات عالية من الهيدروجين بشكل خاص، يمكن أن تحقق جودة ذوبان مناسبة مع معدات إزالة الغاز المصممة والمحافظة عليها بشكل صحيح.
2: كم من الوقت يستغرق تفريغ الألومنيوم من الغازات باستخدام وحدة دوارة؟
تعالج عملية التفريغ الدوارة المضمنة عادةً المعادن في 30-120 ثانية من وقت المكوث. ويتطلب تفريغ الغاز على دفعات داخل الفرن من 15 إلى 30 دقيقة لكل شحنة فرن. يتم تحديد وقت المعالجة في وحدة مضمنة من خلال حجم الوعاء مقسومًا على معدل التدفق الحجمي للمعدن - حيث يعطي الوعاء الأكبر أو التدفق البطيء للمعدن وقت معالجة أطول وبالتالي إزالة أفضل للهيدروجين. وبالنسبة للوحدة المضمنة القياسية أحادية الدوار التي تعالج سبيكة 6063 بمعدل 20 كجم/دقيقة، فإن حجم الوعاء الذي يتراوح بين 60-80 لترًا تقريبًا يوفر 45-60 ثانية من وقت المكوث، مما يحقق خفضًا للهيدروجين يتراوح بين 55-701 تيرابايت 3 تيرابايت. توفر مضاعفة حجم الوعاء (120-160 لترًا) بنفس معدل التدفق 90-120 ثانية وتحقق اختزال 70-80%. تكون عملية إزالة الغاز داخل الفرن أبطأ لأن حجم الدفعة كبير ومعدل إزالة الهيدروجين لكل وحدة من حجم الذوبان أقل - يعالج الدوار المعدن الموجود في محيطه المباشر فقط بكفاءة، مما يتطلب أنماط دوران لتوزيع المعالجة في جميع أنحاء حجم شحنة الفرن بالكامل.
3: ما الفرق بين الأرجون والنيتروجين لإزالة الغازات من الألومنيوم؟
يحقق الأرغون والنيتروجين كفاءة تفريغ مماثلة لمعظم سبائك الألومنيوم، حيث يكلف النيتروجين عادةً 30-601 تيرابايت 3 تيرابايت أقل. والفرق الرئيسي هو التفاعل الكيميائي. الأرغون خامل تمامًا وهو الغاز المفضل للسبائك المحتوية على الليثيوم (2xxx مع الليثيوم و8xxx مع الليثيوم) وسبائك المغنيسيوم عالية المغنيسيوم (>4% Mg) حيث يمكن أن يشكل النيتروجين نيتريدات غير مرغوب فيها. النيتروجين مقبول بالنسبة للسبائك التجارية القياسية بما في ذلك سبائك البثق 6xxx، ومخزون العلب 3xxx، ومعظم سبائك 5xxx (Mg <4%)، وسبائك الصب A356/A380. بالنسبة لمعظم العمليات، فإن ميزة التكلفة للنيتروجين في الأداء المكافئ تجعله الخيار الافتراضي، مع الاحتفاظ بالأرجون للسبائك الحساسة. يحقق كلا الغازين اختزال الهيدروجين بمقدار 50-70% في وحدة مضمنة أحادية المرور. لا ينبغي استخدام أي منهما أقل من 99.99% نقاء لتجنب إدخال الرطوبة التي تعيق تأثير إزالة الغازات.
4: كيف تعرف ما إذا كانت معدات إزالة الغازات تعمل بشكل صحيح؟
إن طريقة التحقق من الإنتاج الأكثر موثوقية هي اختبار الضغط المخفض (RPT) الذي يتم إجراؤه على كل شحنة فرن، بالإضافة إلى قياسات مسبار الهيدروجين الدورية. ينتج نظام إزالة الغازات الذي يعمل بشكل صحيح نتائج RPT متسقة أقل من عتبة المواصفات (عادةً ما يكون مؤشر المسامية أقل من 2.0 للتطبيقات الممتازة، وأقل من 3.0 للجودة القياسية). يشير ارتفاع قيم RPT في ظروف التشغيل الثابتة إلى انخفاض فعالية إزالة الغازات - وغالبًا ما يكون السبب في ذلك هو تآكل الدوار أو انخفاض تدفق الغاز أو زيادة الهيدروجين الأولي من تغيرات العملية. توفر قياسات مجسات Telegas أو مسبار Alscan قياسًا مباشرًا للهيدروجين وتسمح بحساب كفاءة الإزالة الفعلية. إذا انخفضت كفاءة الإزالة المقيسة إلى أقل من 40% (من 55-70% المتوقعة) في نفس ظروف التشغيل، تحقق من حالة الدوار والتحقق من معدل تدفق الغاز وسلامة الوعاء الحراري. وتحدد المضاهاة الدورية بين نتائج اختبار RPT والقياسات المباشرة للهيدروجين الارتباط بين اختبار RPT والهيدروجين لسبائكك وظروف التشغيل المحددة، مما يجعل اختبار RPT منخفض التكلفة أداة مراقبة روتينية موثوقة.
5: هل يمكن للتفريغ إزالة الشوائب من الألومنيوم وكذلك الهيدروجين؟
تزيل معدات إزالة الغازات بعض الشوائب كتأثير ثانوي، ولكن الترشيح بالرغوة الخزفية مطلوب للتحكم الفعال في الشوائب. تجمع آلية تعويم الفقاعات في التفريغ الدوارة بعض شوائب الأكسيد على أسطح الفقاعات وتطفو إلى سطح الذوبان، حيث تتركز في طبقة الخبث. أظهر البحث الذي أجراه جرانجر (المعادن الخفيفة، 1998) أن تفريغ الأرغون فقط قلل من محتوى شوائب PoDFA بحوالي 20-30%، في حين أن تفريغ الأرغون والكلور حقق تقليل شوائب الأكسيد بنسبة 60-75% من خلال تعزيز التكتل والتعويم. ومع ذلك، لا يتم التقاط الشوائب الدقيقة (أقل من 10 ميكرون تقريبًا) بشكل فعال عن طريق التعويم في وعاء التفريغ وتنتقل إلى الصب. يلتقط الترشيح بالرغوة الخزفية مع 30-50 نقطة في البوصة هذه الشوائب الدقيقة من خلال آليات الالتصاق السطحي والترشيح العميق. ويحقق الجمع بين إزالة الغازات (مع الكلور للتكتل) متبوعًا بالترشيح بالرغوة الخزفية إزالة الشوائب بالكامل 90%+ - بما يتجاوز بكثير ما يحققه أي من النظامين بشكل مستقل.
6: ما هي سرعة الدوار التي يجب أن أستخدمها لإزالة الغازات من الألومنيوم؟
السرعة المثلى للدوار لمعظم وحدات إزالة الغاز المضمنة التجارية هي 300-450 دورة في الدقيقة - عالية بما يكفي لإنتاج فقاعات دقيقة ولكن ليست عالية جدًا بحيث تسبب اضطرابًا مفرطًا في السطح. تم توصيف العلاقة بين سرعة الدوار وحجم الفقاعة بواسطة Jahn وSchwerdtfeger (المعاملات المعدنية B، 1978)، اللذان وجدا أن قطر الفقاعة يتدرج تقريبًا مع سرعة طرف الدوار إلى قوة -0.6. وهذا يعني أن زيادة السرعة من 300 إلى 450 دورة في الدقيقة (زيادة 50%) تقلل من متوسط قطر الفقاعة بحوالي 28%، مما يزيد من المساحة البينية بحوالي 39% - وهو ما يمثل تحسنًا ذا مغزى في الكفاءة. ومع ذلك، فوق 500 دورة في الدقيقة تقريبًا لمعظم تصاميم الدوّارات التجارية، يزداد الاضطراب السطحي بسرعة ويولد أغشية أكسيد جديدة بمعدل يعوض جزئيًا عن تحسين إزالة الهيدروجين. وتعتمد السرعة المثلى أيضًا على معدل التدفق المعدني (يتطلب التدفق الأسرع سرعة أعلى لتحقيق وحدة معالجة هيدروجين مكافئة) وهندسة الوعاء. تم تحسين معظم وحدات AdTech SHFD عند 350-420 دورة في الدقيقة لظروف التشغيل القياسية، مع قدرة المشغلين على الضبط في نطاق 200-600 دورة في الدقيقة باستخدام وحدة التحكم في VFD.
7: كم مرة يجب استبدال دوّارات وأعمدة الجرافيت في وحدة تفريغ الغازات الإنتاجية؟
يتراوح معدل تكرار استبدال دوّار الجرافيت في الإنتاج عادةً من كل 20 إلى 80 دورة معالجة حسب ظروف التشغيل. العوامل المهيمنة التي تؤثر على عمر الدوار هي: درجة حرارة المعدن (كل 10 درجات مئوية فوق 730 درجة مئوية تضاعف تقريبًا معدل أكسدة الجرافيت)، ومحتوى الكلور في غاز التفريغ (2% Cl₂ يقلل من عمر الدوار بحوالي 30-40% مقارنة بالأرجون فقط)، وجودة المناولة الميكانيكية (يتسبب اختلال المحاذاة في التآكل غير المركزي والكسر المبكر)، ودرجة الجرافيت الدوار. عادةً ما تحقق دوارات AdTech، المصنعة من الجرافيت المتساوي الاستاتيكي عالي النقاء مع تحسين بنية حبيبات محددة لخدمة الألومنيوم، 40-70 دورة معالجة في ظل الظروف القياسية (درجة حرارة المعدن 720 درجة مئوية، الأرجون فقط أو أقل من 3% Cl₂، المناولة الدقيقة) قبل أن يقلل التآكل من قطر الدوار إلى ما دون عتبة 85%. يبلغ عمر العمود عادةً 2-3 أضعاف عمر الدوار في نفس الظروف، حيث أن العمود ليس على اتصال مباشر مع منطقة أعلى تهيج. إن الحفاظ على جدول زمني منظم للاستبدال على أساس قياس فقدان الوزن (بدلاً من انتظار الفشل) يمنع مشاكل جودة الصب التي تنتج عن التشغيل بدوار متآكل بشدة ينتج عنه فقاعات كبيرة الحجم.
8: ما هو تأثير درجة حرارة المعدن على كفاءة التفريغ؟
تعمل درجة الحرارة المرتفعة للمعدن على تحسين كفاءة التفريغ حتى 750 درجة مئوية تقريبًا، وفوق ذلك تتراجع الفوائد بينما تزداد مخاطر زيادة الأكسدة وإعادة امتصاص الهيدروجين. ويزداد معامل انتشار الهيدروجين في الألومنيوم السائل مع ارتفاع درجة الحرارة (من حوالي 2.8 × 10 سم مكعب/ثانية عند 690 درجة مئوية إلى 3.8 × 10 سم مكعب/ثانية عند 750 درجة مئوية، وفقًا ل Eichenauer وMarkopoulos، 1974)، مما يزيد من معدل انتقال الكتلة من الذوبان إلى فقاعات الغاز. وبالإضافة إلى ذلك، تنخفض لزوجة الذوبان مع انخفاض درجة الحرارة، مما يسمح للفقاعات بالارتفاع بسهولة أكبر والتوزيع بشكل أكثر اتساقًا. والفائدة العملية للتشغيل عند درجة حرارة 730-740 درجة مئوية بدلاً من 700-710 درجة مئوية هي تحسن في كفاءة إزالة الهيدروجين عند سرعة دوّار مكافئة ومعدل تدفق الغاز بحوالي 8-12%. ومع ذلك، فإن درجات الحرارة التي تزيد عن 750 درجة مئوية تزيد بشكل كبير من معدل امتصاص الهيدروجين على سطح الذوبان (بسبب زيادة معدل تفاعل تفاعل H₂Ol-Al)، مما يعوض جزئيًا تحسين كفاءة إزالة الغازات. بالإضافة إلى ذلك، تتسارع أكسدة دوار الجرافيت بشكل كبير فوق 750 درجة مئوية. تبلغ درجة حرارة المعدن المثلى لإزالة الغازات في معظم أنظمة سبائك الألومنيوم 720-740 درجة مئوية.
9: لماذا لا تحقق وحدة إزالة الغازات الخاصة بي الاختزال المتوقع للهيدروجين؟
تتمثل الأسباب الأكثر شيوعًا لأداء التفريغ دون المواصفات في تآكل الدوار، وعدم كفاية معدل تدفق الغاز، ومعدل تدفق المعدن فوق السعة التصميمية، وارتفاع الهيدروجين الأولي من تغيرات العملية. يجب أن تتم عملية استكشاف الأعطال وإصلاحها بشكل منهجي: أولاً، تحقق من معدل تدفق الغاز باستخدام مقياس تدفق مستقل (يمكن أن تنحرف أنظمة التحكم في التدفق)؛ ثانيًا، افحص بصريًا نمط الفقاعات من خلال منفذ مراقبة الوعاء (تشير الفقاعات الدقيقة الموزعة بشكل منتظم إلى التشغيل السليم؛ أما الفقاعات الكبيرة غير المتكررة فتشير إلى تآكل الدوار أو تقييد تدفق الغاز)؛ ثالثًا، قم بوزن الدوار إذا أمكن لتحديد مقدار التآكل (الدوار الذي يقل وزنه عن 801 تيرابايت و3 تيرابايت من الوزن الأصلي سيكون أداؤه ضعيفًا)؛ رابعًا، افحص الهيدروجين المعدني الوارد باستخدام مسبار قياس مباشر للتحقق من أن الهيدروجين الأولي لم يتغير. إذا تم التحقق من جميع معلمات المعدات ولكن الأداء لا يزال غير كافٍ، راجع تغييرات العملية: زيادة نسبة الخردة في الشحنة، أو التغيرات في رطوبة جو الفرن، أو الإضافات الجديدة للسبائك، أو الرطوبة الحرارية الناتجة عن أعمال الصيانة هي أسباب شائعة لارتفاع الهيدروجين الأولي الذي يتطلب إما تعديل معلمات المعدات أو تصحيح العملية.
10: ما هي التكلفة التقريبية لتشغيل وحدة تفريغ الألومنيوم الدوارة؟
وتتمثل تكاليف التشغيل الرئيسية لوحدة تفريغ الألومنيوم الدوارة في استهلاك غاز التفريغ (عادةً ما تكون التكلفة الأكبر)، واستبدال الدوار الجرافيت والعمود الدوار، والطاقة الكهربائية. وبأسعار الأرغون الصناعي النموذجية التي تتراوح بين 0.15 و0.25 دولار أمريكي تقريبًا لكل نيوتن متر مكعب ومعدل استهلاك 1.5 نيوتن متر مكعب/ساعة لوحدة مضمنة أحادية الدوار القياسية، تبلغ تكلفة الغاز حوالي 0.22-0.38 دولار أمريكي لكل ساعة تشغيل. وبمعدل إنتاج يبلغ 1,200 كجم/ساعة، تبلغ هذه التكلفة حوالي 0.18-0.32 دولار أمريكي لكل طن متري من المعدن المعالج - وهي تكلفة منخفضة نسبيًا. وتبلغ تكلفة دوار الجرافيت حوالي 150-350 دولارًا أمريكيًا لكل دوار (حسب الحجم والدرجة) مطفأة على 40-60 دورة معالجة مدة كل منها 60-90 دقيقة أي حوالي 0.05-0.15 دولار أمريكي لكل طن متري. تضيف الطاقة الكهربائية لمحرك الدفع (عادةً 2-5 كيلوواط) بسعر 0.08 دولار أمريكي/كيلوواط ساعة حوالي 0.01-0.03 دولار أمريكي لكل طن متري. وتبلغ تكلفة التشغيل الإجمالية عادةً 0.25-0.55 دولار أمريكي لكل طن متري من الألومنيوم المعالج - وهو عائد مناسب للغاية بالنظر إلى أن دفعة إنتاج واحدة من المسبوكات المرفوضة تكلف عادةً 50-200 ضعف تكلفة الترشيح وإزالة الغازات لهذا الحجم من المعدن.
ملخص: اختيار وتشغيل معدات إزالة الغاز من الألومنيوم بفعالية
تعمل معدات تفريغ الغازات من الألومنيوم عن طريق إنشاء أكبر مساحة بينية ممكنة بين فقاعات الغاز الخامل الخالي من الهيدروجين والألومنيوم المصهور المشبع بالهيدروجين، مما يؤدي إلى نقل الهيدروجين من المصهور إلى الفقاعات عن طريق فرق الضغط الجزئي. ويحقق تصميم المكره الدوارة هذا الأمر من خلال القص الميكانيكي لتيار الغاز إلى فقاعات دقيقة (قطر 0.5-3 مم مقابل 5-25 مم لأنظمة الحربة) والدوران المتزامن للذوبان لتوزيع الفقاعات في جميع أنحاء حجم المعالجة.
تعتمد الفعالية العملية لأي نظام لإزالة الغازات على أربعة متغيرات يجب تحديدها جميعًا بشكل صحيح: حجم الفقاعة (يتم التحكم فيه من خلال تصميم الدوار وسرعته)، وزمن تلامس الفقاعة مع الذوبان (يتم التحكم فيه من خلال حجم الوعاء ومعدل تدفق المعدن)، وتركيبة الغاز (الأرجون مقابل النيتروجين مقابل مخاليط الكلور)، والتكامل مع الترشيح النهائي لالتقاط الشوائب المتولدة أثناء عملية إزالة الغازات نفسها.
تشترك العمليات التي تحقق أفضل النتائج - الهيدروجين بعد المعالجة بأقل من 0.10 مل/100 جم من الهيدروجين بشكل ثابت، ومؤشر مسامية RPT بشكل موثوق أقل من 2.0 - في ثلاث خصائص: أنها تستخدم التفريغ الدوار بدلاً من استخدام الرمح في التفريغ، وتقيس محتوى الهيدروجين بشكل روتيني بدلاً من افتراض أن المعدات تعمل بشكل صحيح، وتعامل التفريغ والترشيح كنظام منسق بدلاً من المكونات المستقلة.
في AdTech، نقوم في AdTech بتصميم وتوريد ودعم أنظمة المعالجة الكاملة للمعالجة بالذوبان التي تدمج بين إزالة الغازات والترشيح مع المتطلبات المحددة لنطاق السبائك وحجم الإنتاج ومواصفات الجودة لكل عميل. إن حالة مصنع البليت في بوني الموثقة أعلاه هي واحدة من العديد من الحالات التي حققت فيها معالجة كلا المكونين في وقت واحد نتائج لم يتمكن أي من المكونين من تحقيقها بشكل مستقل.
لاختيار نظام تفريغ الغاز، وحسابات تحديد الحجم، أو دعم تحسين التشغيل، اتصل بفريق هندسة الكازات AdTech مع إنتاجية المعادن الخاصة بك، ونطاق السبائك، ومواصفات الهيدروجين المستهدفة.
تم إعداد هذه المقالة من قبل فريق التحرير الفني في AdTech استنادًا إلى الخبرة الهندسية الأولية في مجال الصب، والأبحاث المعدنية المنشورة بما في ذلك أعمال كل من إيشيناور وماركوبولوس، وديسبينار وكامبل، ويان وشفيردتفيجر، ودوتر وآخرون، وجرانجر ويوهانسن، وإنغ وراش، وبيدرسن وآخرون، وبيانات القياس التشغيلي المباشر من منشآت صب الألومنيوم. تتم مراجعة المحتوى سنويًا ليعكس تكنولوجيا المعدات الحالية وممارسات الصناعة.
