Covering and refining flux for aluminum holding furnaces plays a decisive role in metal quality, operational efficiency, and yield optimization — without proper flux management, aluminum melts suffer from excessive oxidation, hydrogen absorption, and inclusion contamination that directly compromise downstream casting quality. At AdTech, we have worked extensively with aluminum processing facilities across multiple continents, and the evidence consistently points to one conclusion: selecting and applying the right flux chemistry is not a secondary consideration — it is a foundational engineering decision.
If your project requires the use of Covering and Refining Flux, you can contact us for a free quote.
What Is Covering and Refining Flux for Aluminum Holding Furnaces?
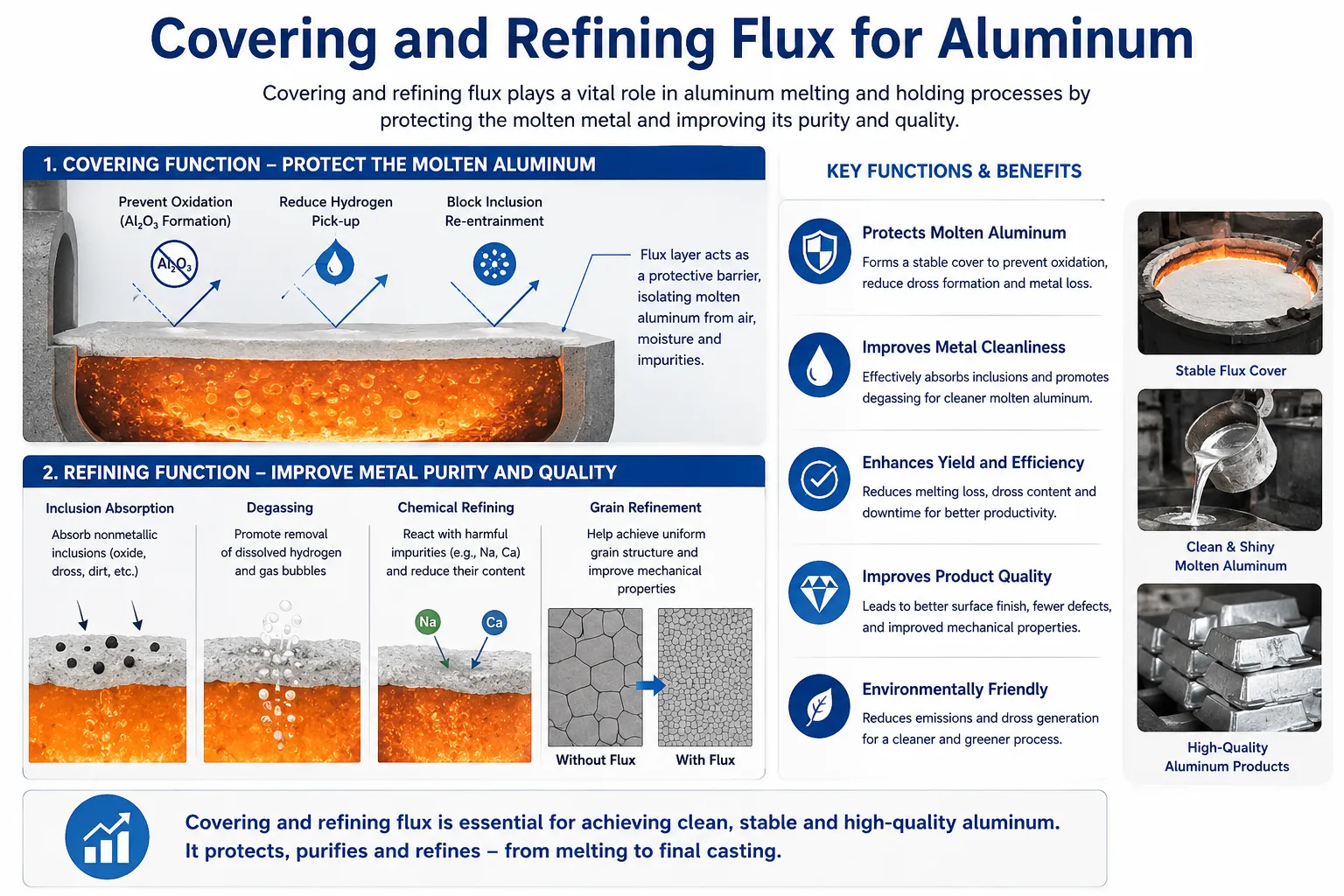
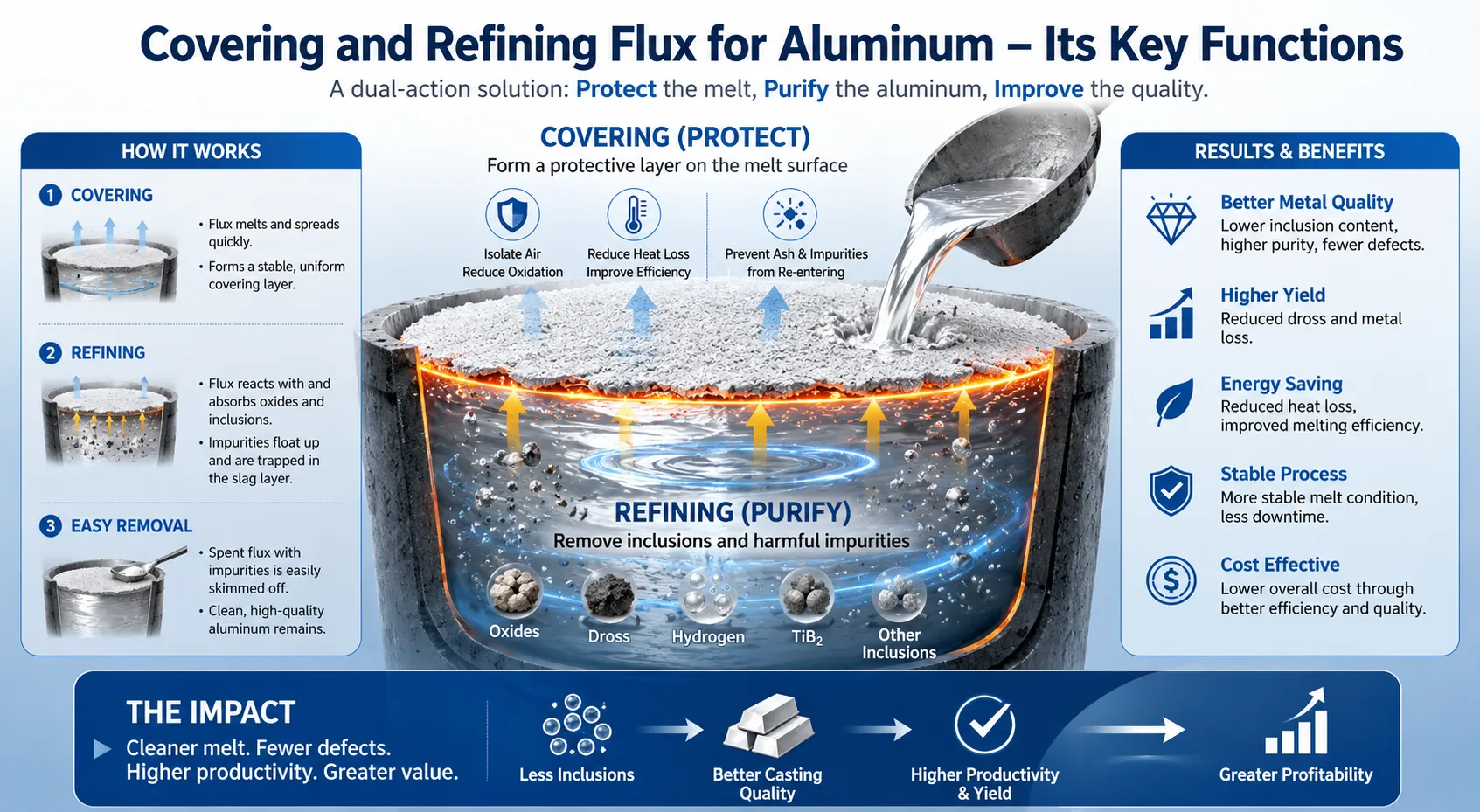
Covering and refining flux for aluminum holding furnaces refers to a category of chemical compounds — typically chloride and fluoride salt mixtures — that serve two simultaneous but distinct functions during the aluminum melt holding process. Covering flux creates a protective barrier layer over the molten aluminum surface, physically isolating the metal from atmospheric oxygen and moisture. Refining flux penetrates the melt to chemically react with dissolved hydrogen, suspended oxides, and non-metallic inclusions, drawing these contaminants out of the liquid metal and concentrating them at the surface where they can be skimmed away.

In industrial practice, many flux formulations combine both functions into a single product — what the industry refers to as a covering-refining flux or a multipurpose flux. These dual-action products simplify operations in high-throughput environments while maintaining effective metallurgical control.
Also read: What Flux Is Used for Aluminum
We classify holding furnace fluxes as distinct from melting furnace fluxes because the metallurgical objectives at the holding stage differ significantly. During holding, the primary goals are maintaining metal cleanliness, preventing recontamination, minimizing temperature loss, and preparing the metal for casting. The flux chemistry must therefore be stable across extended hold times, non-reactive with furnace linings, and capable of capturing fine inclusions without introducing new contaminants.
| Function | Covering Flux | Refining Flux | Combined Flux |
|---|---|---|---|
| Primary Role | Surface protection | Melt purification | Both simultaneously |
| Application Depth | Surface layer | Bulk melt | Surface + subsurface |
| Reaction Type | Physical barrier | Chemical reaction | Physical + chemical |
| Typical Add Rate | 0.5–2 kg/ton | 1–3 kg/ton | 1–3 kg/ton |
| Skim Frequency | Low | Higher | Moderate |
Why Does Aluminum Need Flux Protection During the Holding Phase?
Molten aluminum is chemically aggressive in ways that most non-specialists underestimate. At temperatures between 680°C and 780°C — the typical holding range for most aluminum alloys — the metal reacts almost instantaneously with atmospheric oxygen to form aluminum oxide (Al₂O₃). This reaction is thermodynamically favorable and essentially irreversible under normal furnace conditions. Without flux coverage, a newly skimmed surface will re-oxidize within seconds.
The holding phase represents a particularly vulnerable period in the aluminum production process for several reasons:
Prolonged Exposure Time
Unlike the brief windows during charging or tapping, aluminum in a holding furnace may remain in contact with the furnace atmosphere for hours. Each minute of unprotected exposure contributes to oxide skin thickening, hydrogen pickup, and progressive inclusion buildup.
Hydrogen Solubility and Porosity Risk
Aluminum has a dramatically higher hydrogen solubility in the liquid state than in the solid state. As the metal cools and solidifies during casting, dissolved hydrogen precipitates as gas porosity, creating voids that weaken the final product. The primary sources of hydrogen contamination during holding are atmospheric moisture, refractory outgassing, and wet charge materials. Covering flux significantly reduces atmospheric hydrogen absorption by limiting the contact area between the melt surface and the furnace atmosphere.
Inclusion Contamination
Non-metallic inclusions — primarily aluminum oxide films, spinels, carbides, and borides depending on alloy composition — act as stress concentrators in the final casting. These inclusions originate from oxidized charge materials, refractory erosion, and melt surface turbulence. Refining flux chemically wets and agglomerates these particles, causing them to float to the surface.
Temperature Homogeneity
Flux coverage also provides thermal insulation, reducing radiative heat loss from the melt surface. This supports temperature uniformity across the furnace bath, which is critical for consistent casting conditions.
| Contamination Type | Origin During Holding | Flux Response |
|---|---|---|
| Aluminum oxide films | Surface oxidation | Covering flux barrier |
| Dissolved hydrogen | Moisture, atmosphere | Chlorine gas purging (from some fluxes) |
| Spinel inclusions | Alloy element oxidation | Refining flux agglomeration |
| Alkali metals (Na, Ca) | Raw material impurities | Reactive fluxing |
| Refractory particles | Erosion | Flux wetting and flotation |
How Do Covering Fluxes Work Differently from Refining Fluxes?
Understanding the mechanistic distinction between these two flux categories is essential for anyone responsible for melt quality management or flux procurement.
The Mechanism of Covering Flux Action
Covering flux functions primarily through physical principles. When applied to the melt surface, the flux components — typically low-melting chloride salts such as potassium chloride (KCl) and sodium chloride (NaCl) — melt and spread across the aluminum surface forming a continuous liquid or semi-liquid layer. This layer accomplishes three things simultaneously:
- It physically prevents oxygen and moisture from reaching the metal surface.
- It chemically dissolves aluminum oxide skin that has already formed, reducing its viscosity and making it easier to remove.
- It acts as a thermal insulator, reducing radiative heat losses.
The effectiveness of a covering flux is measured by its ability to wet the aluminum oxide surface, its spreading coefficient over molten aluminum, and its stability at operating temperatures. A good covering flux has a lower melting point than the aluminum holding temperature, high chemical stability, and strong surface wetting characteristics.
The Mechanism of Refining Flux Action
Refining flux works through a combination of chemical and physical mechanisms. The reactive components — primarily fluoride salts such as cryolite (Na₃AlF₆), calcium fluoride (CaF₂), or synthetic fluoride compounds — interact with dissolved hydrogen, alkali metal impurities, and suspended inclusions.
The chloride components in refining flux generate small amounts of chlorine gas when in contact with molten aluminum. These gas bubbles rise through the melt, and each bubble acts as a micro-flotation carrier, collecting suspended inclusions and dissolved hydrogen as it rises. This mechanism is analogous to industrial froth flotation used in mineral processing, but operating at the microscale within a molten metal environment.
The fluoride components preferentially react with alkali metals — sodium, calcium, lithium — that are common contaminants in secondary aluminum from post-consumer scrap. These reactions convert the alkali metals into insoluble fluoride compounds that become part of the flux dross.
Why Both Functions Are Needed Together
In a holding furnace environment, neither function alone is sufficient. A covering flux without refining capability will protect against new contamination but cannot remove inclusions already present in the melt. A refining flux without proper coverage will purify the melt but leave it immediately vulnerable to re-oxidation after treatment. This is why the aluminum industry has largely moved toward combination covering-refining flux products for holding furnace applications.
What Are the Main Chemical Components in Aluminum Holding Furnace Flux?
The chemistry of aluminum holding flux reflects decades of metallurgical engineering refinement. We can break the ingredient categories into primary active components and secondary performance modifiers.
Chloride Salt Base Systems
The chloride salt system forms the structural foundation of most aluminum holding fluxes. Potassium chloride and sodium chloride in various ratios form eutectic mixtures with melting points significantly below aluminum’s melting point, ensuring that the flux is fully liquid and mobile at holding temperatures. The eutectic mixture of KCl and NaCl (approximately 50:50 by weight) melts at around 657°C, making it ideal for aluminum applications.
These chloride salts provide:
- Low viscosity at operating temperature for good spreading.
- Chemical stability in the absence of moisture.
- Moderate reactivity with aluminum oxide surface films.
- Good wetting characteristics against oxide surfaces.
Fluoride Compound Additions
Fluoride additions dramatically extend the functional capability of the base chloride system. Common fluoride components include:
Cryolite (Na₃AlF₆): A naturally occurring mineral and synthetic product that dissolves aluminum oxide more effectively than chlorides alone. Cryolite lowers the melting point of the flux mixture and improves its aluminum oxide dissolution capacity.
Calcium Fluoride (CaF₂/Fluorspar): Increases flux fluidity, improves wetting behavior against oxide surfaces, and contributes to alkali metal removal through fluoride exchange reactions.
Aluminum Fluoride (AlF₃): Highly reactive with alkali metal contaminants. Particularly useful when processing aluminum from contaminated scrap with high sodium content.
Magnesium Fluoride (MgF₂): Used in magnesium-containing alloy systems where fluoride chemistry must be compatible with the alloy composition.
Specialty Additives and Performance Modifiers
Modern commercial fluxes incorporate additional components that optimize performance for specific applications:
| Additive Type | Chemical Example | Function |
|---|---|---|
| Oxidizing agents | MnO₂, KNO₃ | Promote dross separation |
| Wetting agents | Various fluoride compounds | Improve oxide wetting |
| Thermal buffers | High-melting refractory salts | Extend flux life |
| Anti-caking agents | Various | Prevent flux storage clumping |
| Density modifiers | Density-adjusted mixtures | Control flux layer position |
What to Avoid in Flux Chemistry
Not all flux compositions are suitable for all applications. Fluxes containing high concentrations of sodium can cause sodium poisoning in magnesium-containing alloys (particularly A356, A380, and similar casting alloys). Sodium concentrations above 5 ppm in aluminum silicon alloys cause eutectic modification reversal, degrading mechanical properties. Procurement teams must verify that flux sodium content is controlled when working with modification-sensitive alloys.
Which Flux Application Methods Produce the Best Metallurgical Results?
Application technique is as important as flux chemistry. We have observed many cases where excellent flux formulations produced disappointing results because of poor application practices. The method of flux delivery determines how effectively the active components contact the target contamination.
Manual Surface Application
The simplest method involves manually spreading powdered or granular flux over the melt surface using a perforated ladle, flux spreader, or pneumatic dispenser. This technique is suitable for small to medium holding furnaces and batch operations.
Best practices for manual surface application:
- Apply flux uniformly across the entire melt surface at a rate of 1–3 kg per metric ton of aluminum.
- Allow 5–10 minutes for the flux to melt and spread before agitating or skimming.
- Pre-warm the flux application equipment to prevent thermal shock or moisture contamination.
- Use protective equipment including face shields, heat-resistant gloves, and respiratory protection.
Powder Injection Systems
For larger holding furnaces and continuous casting operations, powder injection systems deliver refining flux directly into the melt through a lance inserted below the metal surface. This method creates intimate contact between the flux and the bulk melt, significantly improving refining efficiency.
Powder injection advantages:
- More uniform distribution of flux throughout the melt volume.
- Higher contact surface area between flux and inclusions.
- Reduced flux consumption compared to surface application for equivalent metallurgical results.
- Consistent, repeatable treatment results less dependent on operator technique.
The flux is typically carrier-gas fluidized (using nitrogen or argon) and injected through a rotating impeller or static lance at controlled rates. Lance positioning, carrier gas flow rate, and injection rate must be optimized for each furnace geometry.
Rotary Degassing with Flux Injection
The most sophisticated approach combines rotary degassing with simultaneous flux injection. The rotating impeller creates fine gas bubbles that carry both the injected chlorine or flux particles through the entire melt volume while mechanically breaking up oxide films. This combined approach achieves both hydrogen removal and inclusion flotation in a single treatment cycle.
Rotary degassing parameters relevant to flux performance:
- Rotor speed: typically 200–600 RPM depending on furnace size.
- Gas flow rate: 0.1–0.5 Nm³/minute.
- Treatment time: 10–30 minutes depending on melt volume and cleanliness target.
- Flux injection rate: 0.5–2 kg/ton depending on melt contamination level.
| Application Method | Typical Furnace Size | Flux Efficiency | Capital Cost | Operating Cost |
|---|---|---|---|---|
| Manual surface | Small-Medium | Moderate | Low | Low |
| Mechanical stirring + surface | Medium | Good | Moderate | Moderate |
| Powder injection (static lance) | Medium-Large | Good | Moderate | Moderate |
| Rotary degassing + flux | Large | Excellent | High | Moderate-High |
| Automated dispensing systems | Any | Very Good | High | Low per cycle |
How Does Flux Interact with Dross Formation and Metal Recovery?
Dross management is inseparable from flux management in aluminum holding operations. Dross — the byproduct layer that forms on the melt surface consisting of aluminum oxide, flux residues, and trapped metallic aluminum — represents both a metallurgical challenge and a significant economic variable.

What Dross Actually Contains
Fresh dross from an aluminum holding furnace with proper flux management typically contains:
- 30–60% metallic aluminum (trapped within the oxide network).
- 20–40% aluminum oxide compounds.
- 10–30% flux salt residues.
- 5–15% other oxides and intermetallics depending on alloy.
The metallic aluminum trapped within dross represents direct yield loss. In a facility processing 10,000 tons of aluminum annually, even a 1% improvement in dross metal recovery translates to significant financial recovery.
How Covering Flux Affects Dross Quality
Proper covering flux application produces “dry” or “crisp” dross — a powdery, non-sticky material that releases trapped metal readily when pressed or processed. This type of dross has high metal recovery rates in downstream dross processing operations.
Without adequate flux coverage, the dross becomes wet, sticky, and oxide-film-rich. This type of dross physically entraps aluminum droplets within a continuous oxide matrix, making metal recovery both more difficult and more expensive.
The key mechanism is that flux salts reduce the viscosity and surface tension of the oxide-salt interface, allowing aluminum droplets to coalesce and drain back into the melt rather than remaining trapped within the dross structure.
Dross Press Operations and Flux Interaction
Modern aluminum facilities use hydraulic dross presses to recover metal from hot dross immediately after skimming. The effectiveness of dross pressing depends heavily on flux chemistry:
- Higher chloride flux content produces lower-viscosity molten salt phases that drain from the dross more completely under pressure.
- Excessive fluoride content can make the dross more refractory and harder to press.
- Optimal flux balance produces dross that responds well to press recovery with metal yields of 50–70% from the dross mass.
| Dross Type | Flux Coverage | Metal Content | Pressability | Metal Recovery |
|---|---|---|---|---|
| Dry/Crisp | Good | 30–50% Al | Excellent | 60–75% |
| Moist | Moderate | 40–60% Al | Good | 45–60% |
| Wet/Sticky | Poor | 50–70% Al | Poor | 30–45% |
| Black dross | Very poor/none | 60–80% Al | Very Poor | 20–35% |
What Flux Types Are Used for Different Aluminum Alloy Grades?
Different aluminum alloy families have distinct chemistry requirements that constrain flux selection. Using the wrong flux for a specific alloy can introduce contamination, modify alloy chemistry, or cause unforeseen reactions.

Flux for Primary Aluminum (1xxx Series)
Primary aluminum alloys have very low tolerance for contamination because they serve high-purity applications. Flux requirements focus heavily on the covering function with minimal reactive chemistry that could introduce trace elements. Low-sodium fluoride fluxes are preferred, and many operators use pure chloride-based covering fluxes with selective fluoride additions only when alkali removal is specifically required.
Flux for Casting Alloys (3xx.x Series — Al-Si)
Aluminum silicon casting alloys are the workhorses of the die casting and sand casting industries. The primary flux concern for these alloys is alkali metal content — particularly sodium — because sodium at levels above 5 ppm causes the silicon eutectic to become unmodified, reversing any intentional strontium or sodium modification treatment.
For 3xx.x series alloys, flux selection must consider:
- Sodium-free or very low-sodium flux formulations when strontium modification is used.
- Fluoride-containing fluxes specifically designed for alkali removal when processing high-sodium scrap.
- Compatibility with magnesium content in alloys like A380 (which contains approximately 0.1% Mg).
Flux for Wrought Alloys (5xxx and 6xxx Series)
Wrought alloys, particularly the magnesium-containing 5xxx series, present specific flux challenges. Magnesium reacts aggressively with fluoride flux components, particularly when flux formulations have high fluoride content. Fluoride-magnesium reactions can deplete alloy magnesium, alter composition, and generate magnesium fluoride inclusions.
For 5xxx series alloys:
- Use low-fluoride or fluoride-free covering fluxes.
- Prioritize physical covering function over chemical reactivity.
- Monitor magnesium recovery rates as a flux compatibility indicator.
Flux for Recycled/Secondary Aluminum
Secondary aluminum processed from post-consumer scrap presents the most demanding flux requirements because scrap streams contain the widest range of contaminants. Reactive refining fluxes with higher fluoride content are appropriate here because alkali removal, oxide cleanup, and hydrogen purging are all simultaneously required.
| Alloy Category | Primary Flux Concern | Recommended Flux Type | Fluoride Level | Chloride Level |
|---|---|---|---|---|
| 1xxx Primary | Contamination avoidance | Low-activity covering | Low | High |
| 3xx.x Casting | Sodium/alkali control | Alkali-reactive refining | Moderate-High | Moderate |
| 5xxx Wrought | Mg compatibility | Low-fluoride covering | Low | High |
| 7xxx Wrought | Zn/Cu interaction | Specialized formulation | Low-Moderate | High |
| Secondary/Scrap | Multiple contaminants | High-activity refining | High | High |
How Do You Evaluate Flux Performance and Quality Control?
Flux performance evaluation requires systematic measurement at multiple points in the process. Both process engineers and quality managers need reliable metrics to assess whether flux additions are achieving their intended metallurgical objectives.
Reduced Pressure Test (RPT) for Hydrogen Assessment
The Reduced Pressure Test is the most widely used field method for evaluating dissolved hydrogen in aluminum. A small sample of molten aluminum solidifies under reduced pressure (approximately 1/10 atmospheric pressure), causing dissolved hydrogen to form visible porosity. The resulting sample is weighed and compared to a sample solidified at atmospheric pressure — the density index provides a quantitative measure of hydrogen content.
Acceptable density index values:
- Premium casting applications: below 0.10%
- Standard automotive casting: 0.10–0.20%
- Non-critical applications: below 0.30%
Inclusion Assessment Methods
Inclusions are harder to quantify than hydrogen but are equally important to casting quality. Common assessment methods include:
Prefil-Footprint Test: Filters molten aluminum through a ceramic filter and weighs the residue. Higher filter weight indicates more inclusions.
Ultrasonic Testing: Sends ultrasonic pulses through solidified test bars — inclusions scatter the signal and create characteristic signatures.
PoDFA (Porous Disc Filtration Analysis): A laboratory method that concentrates inclusions on a filter disc for metallographic examination.
K-Mold Test: A simple field test that casts aluminum into a stepped mold — inclusions appear as visible tears or cold shuts at progressively thinner sections.
Flux Chemistry Verification for Procurement
When purchasing covering and refining flux, procurement teams should require certification of the following parameters:
| Parameter | Why It Matters | Typical Specification |
|---|---|---|
| Chloride content (%) | Primary active component | 60–85% |
| Fluoride content (%) | Refining activity | 5–25% |
| Moisture content (%) | Critical — wet flux causes explosions | Below 0.5% |
| Iron content (ppm) | Contamination risk | Below 500 ppm |
| Heavy metal content | Environmental/quality | Below regulatory limits |
| Particle size distribution | Application consistency | As specified |
| Melting point range | Process compatibility | Verified for application temp |
Key Performance Indicators for Flux Operations
We recommend tracking the following KPIs in any aluminum holding furnace operation using flux:
- Dross volume per ton of aluminum processed (target: minimize while maintaining coverage).
- Dross metal content percentage (target: below 40% for well-fluxed operations).
- Flux consumption rate per ton of aluminum (benchmark against industry norms).
- Density index trend across production shifts.
- Casting defect rates attributable to inclusions or porosity.
Environmental and Safety Considerations When Using Aluminum Flux
The environmental and safety dimensions of aluminum flux use have grown significantly in regulatory importance over the past decade. Both the European Union REACH regulation and US EPA guidelines classify certain flux components as substances of concern.
Chlorine Gas Generation and Occupational Exposure
When chloride-containing flux reacts with molten aluminum, small quantities of chlorine gas and hydrogen chloride can be generated, particularly at higher temperatures or when flux contacts wet metal. Chlorine gas is a respiratory hazard with occupational exposure limits set at 0.5 ppm (ceiling) in most jurisdictions.
Mitigation measures:
- Adequate ventilation and local exhaust systems above holding furnaces.
- Real-time gas monitoring for operations personnel.
- Training programs for proper flux handling procedures.
- Selection of flux formulations that minimize gas generation at operating temperatures.
Fluoride Waste Management
Spent flux and fluoride-containing dross present environmental disposal challenges. Fluoride compounds in landfill environments can leach into groundwater, raising regulatory concerns. Many jurisdictions classify fluoride-containing dross as hazardous waste requiring controlled disposal.
Best practices:
- Segregate fluoride-containing dross from other waste streams.
- Partner with certified dross recycling processors who recover both metal and salt fractions.
- Maintain disposal documentation for regulatory compliance.
- Consider low-fluoride or fluoride-free flux alternatives where metallurgically feasible.
Moisture Hazard — The Most Critical Safety Issue
Wet flux or flux that has absorbed atmospheric moisture presents a severe explosion hazard. When moisture contacts molten aluminum (at temperatures above 700°C), the water instantaneously vaporizes and can cause violent steam explosions. This hazard is not theoretical — aluminum cast house accidents related to moisture contamination are among the most common serious incidents in the industry.
Mandatory precautions:
- Store flux in sealed, moisture-proof containers in dry, indoor locations
- Pre-heat flux application equipment before contact with melt
- Never add flux that has been exposed to rain, high humidity, or water
- Inspect flux bags for damage before use
- Implement humidity monitoring in flux storage areas
- Follow emergency procedures training for all personnel working near holding furnaces
Regulatory Framework Overview
| Regulatory Area | Relevant Regulation | Key Requirement |
|---|---|---|
| Air emissions | EPA NESHAP (US) / IED (EU) | Ventilation, emission monitoring |
| Worker exposure | OSHA PELs (US) / EH40 (UK) | Cl₂, HCl, HF exposure limits |
| Waste classification | RCRA (US) / Waste Framework Directive (EU) | Fluoride dross classification |
| Chemical registration | REACH (EU) / TSCA (US) | Component CAS registration |
| Transport | DOT/IMDG classifications | Packaging and labeling |
Flux Selection Criteria for Procurement and Operations Teams
Purchasing covering and refining flux involves balancing metallurgical performance requirements against cost, supply reliability, environmental compliance, and operational practicality. We have seen procurement decisions made purely on price that resulted in significantly higher overall process costs through increased dross losses, higher rejection rates, and equipment maintenance requirements.
Total Cost of Ownership Perspective
The unit price of flux is rarely the most important economic variable. Consider this framework when evaluating flux suppliers:
Metal recovery impact: A flux that reduces dross metal content from 55% to 40% on 100 tons/month of dross represents approximately 15 tons of additional recovered aluminum per month — worth thousands of dollars at current aluminum prices.
Casting rejection rate: Flux-related casting defects (porosity, inclusions) result in scrap that costs far more than the flux savings from a cheaper product.
Refractory wear: Some aggressive flux formulations attack furnace lining materials, increasing refractory maintenance costs and risk of unplanned downtime.
Labor requirements: Higher-quality flux formulations often require less frequent application and produce dross that is easier to handle, reducing labor costs per ton of aluminum processed.
Supplier Qualification Criteria
When qualifying a flux supplier, evaluate:
- Technical data sheets with complete chemical composition.
- Third-party test certificates for moisture content, heavy metals, and particle size.
- Consistency data — batch-to-batch variation in chemistry should be below 2%
- Supply chain reliability — can they consistently supply required volumes?
- Technical support capability — do they have metallurgists who can support process optimization?
- References from similar aluminum operations.
- Environmental compliance documentation for all components.
Packaging and Logistics Considerations
Flux packaging significantly affects product quality at the point of use:
| Packaging Type | Moisture Protection | Shelf Life | Handling | Best For |
|---|---|---|---|---|
| Sealed poly bags (25 kg) | Good | 12–18 months | Manual | Small operations |
| Big bags/FIBCs (500–1000 kg) | Moderate | 12 months | Mechanical | Medium volume |
| Sealed drums | Excellent | 24+ months | Mechanical | High-moisture environments |
| Bulk tanker (dry) | Excellent | Use immediately | Automated | High-volume automated systems |
| Pressurized vessels | Best | Extended | Automated | Continuous injection systems |
Common Flux Application Mistakes and How to Avoid Them
After working with numerous aluminum casting operations, we have identified a consistent set of application errors that undermine flux effectiveness. Understanding these mistakes is as important as understanding correct practice.
Under-dosing and Incomplete Coverage
The most common error is applying insufficient flux to achieve complete melt surface coverage. Operators sometimes reduce flux usage to cut costs, but the metallurgical and yield consequences quickly outweigh the material savings. Incomplete coverage leaves sections of the melt surface exposed to oxidation, creating localized contamination zones.
The fix: Establish minimum coverage standards based on furnace bath area calculations. For most holding furnaces, the flux layer should completely cover the visible melt surface with a depth of approximately 20–40 mm.
Over-dosing and Flux Contamination
The opposite error — excessive flux addition — creates problems equally damaging to metal quality. Excess flux that cannot be absorbed into the dross layer sinks into the melt and can introduce flux inclusions into the metal. Excessive chloride flux in the metal can cause hydrogen generation during solidification.
The fix: Calibrate flux addition rates to furnace size, melt turnover rate, and dross generation volume. Document baseline performance at optimal addition rates.
Adding Flux to a Cold Furnace Zone
Flux applied to areas of the furnace surface where the metal temperature is below the flux melting point will not spread and activate properly. Solid flux sitting on a partially solidified or temperature-stratified melt creates uneven coverage and localized reactions when the temperature eventually equalizes.
The fix: Ensure furnace temperature uniformity before flux application. Check thermocouple readings at multiple points in large furnaces.
Improper Flux Timing Relative to Casting
Flux should be applied and allowed to react before casting begins, not during an active casting cycle. Flux addition during casting creates turbulence that can introduce inclusions into the cast metal stream. The general protocol is to apply and treat at least 15–30 minutes before casting begins.
Failing to Account for Alloy Chemistry Changes
When switching between alloy families in the same furnace, the flux selection may also need to change. An operator comfortable with casting alloy fluxes may not recognize that switching to a 5xxx wrought alloy requires a shift to a low-fluoride flux to protect magnesium content.
The fix: Create flux selection charts indexed to alloy type that are physically posted at the furnace operation station. Include this in operator training programs.
FAQs About Covering and Refining Flux for Aluminum Holding Furnaces
Q1: What is the difference between covering flux and refining flux for aluminum?
Covering flux forms a protective layer on the molten aluminum surface to prevent oxidation and hydrogen absorption. Refining flux chemically reacts with the melt to remove dissolved hydrogen, alkali metal impurities, and suspended inclusions. Most modern holding furnace applications use combination products that perform both functions simultaneously.
Q2: How much flux should be added to an aluminum holding furnace?
Typical addition rates range from 1 to 3 kg of flux per metric ton of aluminum. The precise rate depends on melt contamination level, furnace type, alloy chemistry, and desired metal cleanliness target. Higher scrap content in the charge generally requires higher flux dosing.
Q3: Can I use the same flux for different aluminum alloy families?
Not always. Magnesium-containing alloys (5xxx series) require low-fluoride flux to prevent magnesium depletion. Strontium-modified casting alloys need low-sodium flux formulations. Always verify flux compatibility with the specific alloy being processed.
Q4: How do I know if my flux is working properly?
Monitor density index values from the Reduced Pressure Test, track dross metal content percentage, observe dross character (crisp and dry indicates effective flux coverage), and track casting defect rates. A well-performing flux system produces consistently low density index values and dry, pressable dross.
Q5: What happens if wet flux contacts molten aluminum?
Moisture in contact with molten aluminum causes instantaneous steam generation that can result in a violent steam explosion. This is a serious safety hazard. Always store flux in dry, sealed conditions and pre-heat application equipment before use. Never use flux that has been exposed to moisture.
Q6: How often should flux be applied to a holding furnace?
Application frequency depends on hold time, melt turnover rate, and metal temperature. Continuous production operations may require flux additions every 2–4 hours. Batch operations typically flux at the beginning of each heat and after each skimming cycle. Monitor melt surface condition visually to guide timing.
Q7: What is the shelf life of aluminum holding furnace flux?
When stored in sealed, moisture-proof packaging in dry indoor conditions, most chloride-fluoride flux products have a shelf life of 12–24 months. Once packaging is opened, unused flux should be resealed immediately and used within 30 days.
Q8: Does flux type affect furnace refractory life?
Yes. Fluoride-rich fluxes are more aggressive toward oxide-bonded refractory materials. High-temperature operations with aggressive fluxes require fluoride-resistant refractory formulations. Always verify flux-refractory compatibility with your furnace lining supplier when considering a flux chemistry change.
Q9: Is chlorine gas released during aluminum flux treatment dangerous?
Chloride-based fluxes can generate small amounts of chlorine gas and hydrogen chloride during high-temperature reactions. Occupational exposure limits for chlorine are 0.5 ppm (ceiling value). Proper furnace ventilation, local exhaust systems, and gas monitoring are essential safety requirements. Modern low-emission flux formulations minimize gas generation.
Q10: What should procurement teams require from flux suppliers?
Key documentation requirements include: complete chemical composition certificates per batch, moisture content verification (below 0.5%), particle size distribution data, heavy metal content verification, REACH/environmental compliance documents, and technical data sheets. References from comparable aluminum operations and demonstrated batch-to-batch consistency data are also important supplier evaluation criteria.
Summary: Key Technical Takeaways
Covering and refining flux management in aluminum holding furnaces is a technically sophisticated discipline that directly determines metal cleanliness, yield, and casting quality. The fundamental principles established throughout this article can be summarized as follows:
The choice between covering flux, refining flux, or combination products should be driven by specific process objectives and alloy chemistry, not by habit or lowest unit cost. Application method selection — manual, injection, or rotary degassing — significantly multiplies or diminishes the effectiveness of even the best flux formulation. Dross management and flux management are inseparable; flux chemistry controls dross character, which in turn controls metal recovery economics. Environmental and safety requirements are non-negotiable aspects of flux management that require systematic attention to storage, handling, ventilation, and waste disposal.
At AdTech, our experience across diverse aluminum production environments consistently demonstrates that the facilities achieving the best combination of metal quality, yield, and operational efficiency are those that treat flux management as a core process engineering competency rather than a routine consumable purchase.
