カバーリングと アルミニウム保持炉用精錬フラックス 適切なフラックス管理を行わないと、アルミニウム溶湯は過度の酸化、水素吸収、介在物汚染に苦しみ、下流の鋳造品質を直接的に損ないます。アドテックでは、複数の大陸にまたがるアルミニウム加工施設と広範囲に協力してきましたが、その証拠は一貫して一つの結論を示しています:適切なフラックスケミストリーを選択し適用することは、二次的な検討事項ではなく、エンジニアリングの基礎となる決定事項です。.
もし、あなたのプロジェクトでカバーリングフラックスとリファイニングフラックスを使用する必要がある場合、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
アルミニウム保持炉用被覆精錬フラックスとは?
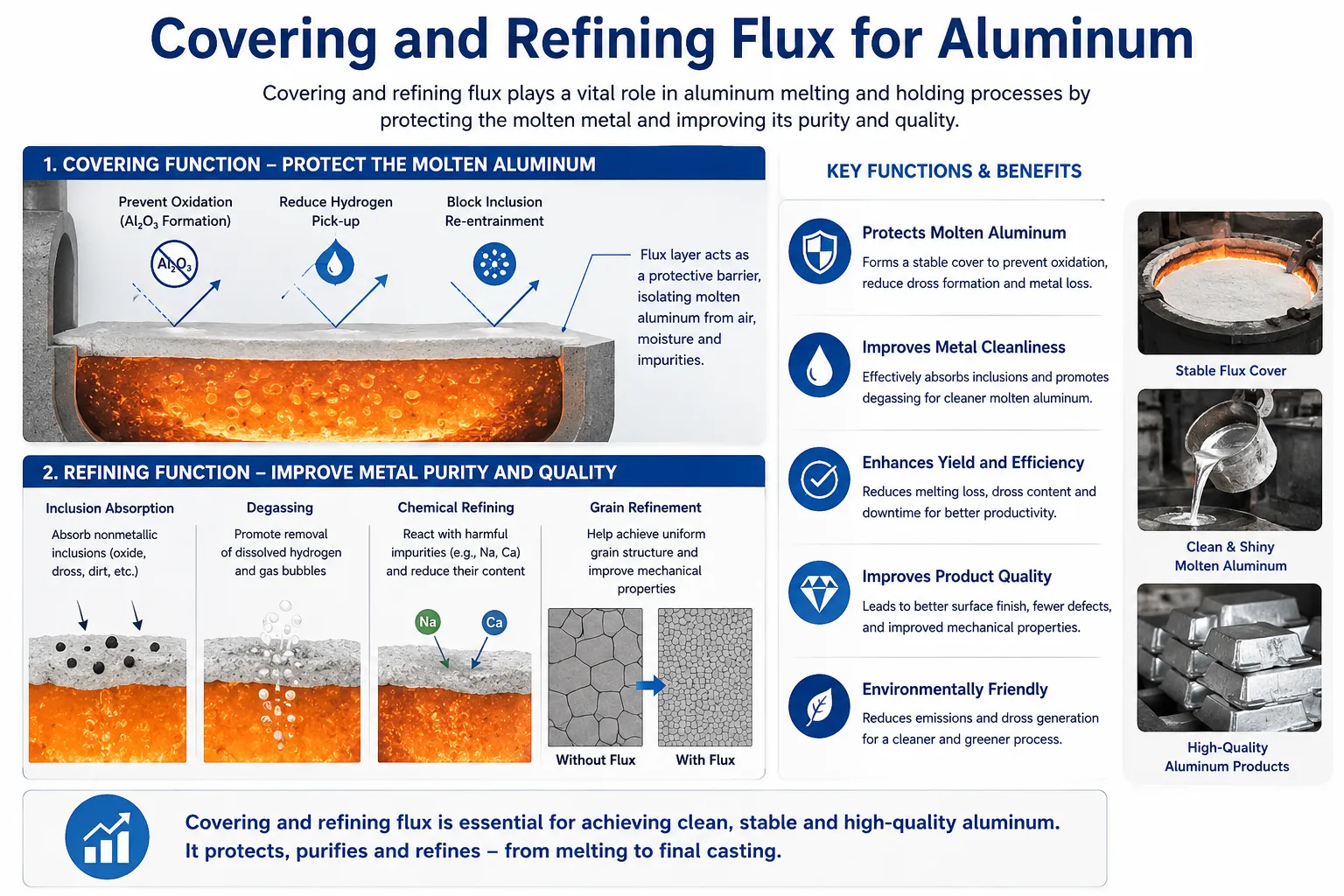
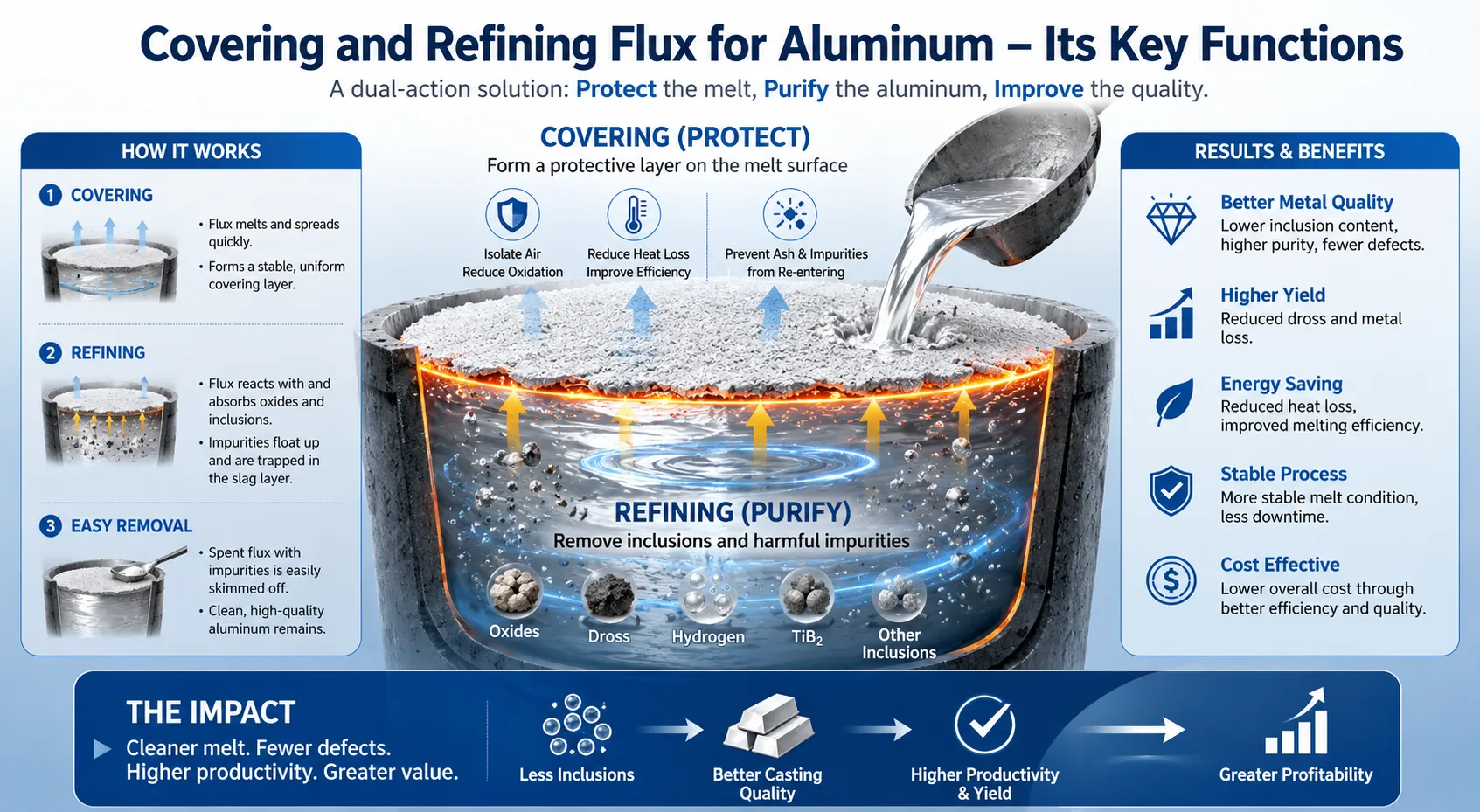
アルミニウム保持炉の被覆および精錬用フラックスとは、化学化合物の一分類を指し、一般的には塩化物およびフッ化物塩の混合物であり、アルミニウム溶融保持プロセスにおいて同時に、しかし異なる2つの機能を果たします。被覆フラックスは溶融アルミニウム表面に保護バリア層を形成し、金属を大気中の酸素や水分から物理的に隔離します。精錬フラックスは溶融金属に浸透し、溶存水素、浮遊酸化物、および非金属介在物と化学反応し、これらの汚染物質を溶融金属から引き出して表面に濃縮し、スキミング除去することができます。.

工業的慣行では、多くのフラックス製剤が両機能を1つの製品に統合しており、業界ではこれを被覆精錬フラックスまたは多目的フラックスと呼んでいる。このような二重作用の製品は、効果的な冶金的制御を維持しながら、高スループット環境での作業を簡素化する。.
こちらもお読みください: アルミニウムに使用されるフラックスについて
保持炉用フラックスを溶解炉用フラックスと区別して分類するのは、保持段階での冶金的目的が大きく異なるからである。保持中の主な目的は、金属清浄度の維持、再汚染の防止、温度損失の最小化、および鋳造の準備である。そのため、フラックスの化学的性質は、長時間の保持にわたっ て安定し、炉の内張りとの反応性がなく、新たな汚染物質を持ち込むことな く微細な介在物を捕捉できるものでなければならない。.
| 機能 | フラックスのカバー | 精製フラックス | 複合フラックス |
|---|---|---|---|
| 主な役割 | 表面保護 | 溶融精製 | 同時に |
| アプリケーションの深さ | 表層 | バルクメルト | 地表+地下 |
| 反応タイプ | 物理的障壁 | 化学反応 | 物理的+化学的 |
| 一般的な加算率 | 0.5~2kg/トン | 1~3kg/トン | 1~3kg/トン |
| スキミング頻度 | 低い | より高い | 中程度 |
なぜアルミニウムは保持期にフラックス保護が必要なのか?
溶融アルミニウムは、専門家でないほとんどの人が過小評価するほど化学的に攻撃的です。ほとんどのアルミニウム合金の典型的な保持範囲である680℃~780℃の温度では、金属は大気中の酸素とほぼ瞬時に反応して酸化アルミニウム(Al₂O₃)を形成します。この反応は熱力学的に有利であり、通常の炉条件下では本質的に不可逆的である。フラックスの被覆がなければ、新しくスキム処理された表面は数秒以内に再酸化します。.
保持期は、いくつかの理由から、アルミニウム製造工程の中でも特に脆弱な時期である:
長時間の暴露
装入時や出鋼時の短時間の窓とは異なり、保持炉内のアルミニウムは何時間も炉内雰囲気と接触している可能性があります。無防備な状態が1分でも続くと、酸化皮膜の肥厚、水素のピックアップ、介在物の蓄積が進行します。.
水素溶解度と空隙率リスク
アルミニウムは、固体状態よりも液体状態の方が水素溶解度が劇的に高い。鋳造中に金属が冷却され凝固すると、溶存水素が気体ポロシティとして析出し、最終製品を弱めるボイドを形成する。保持中の水素汚染の主な原因は、大気中の水分、耐火物のアウトガス、湿ったチャージ材です。被覆フラックスは、溶融物表面と炉雰囲気との接触面積を制限することで、大気中の水素吸収を大幅に減少させる。.
インクルージョン汚染
非金属介在物(主に酸化アルミニウム膜、スピネル、炭化物、ホウ化物など、合金の組成によって異なる)は、最終鋳造において応力集中因子として作用する。これらの介在物は、酸化した装入物、耐火物の侵食、溶融物の表面乱流に由来する。精錬用フラックスは、これらの粒子を化学的に湿潤・凝集させ、表面に浮上させます。.
温度の均一性
フラックス被覆は断熱効果もあり、溶融物表面からの放射熱損失を低減します。これは、安定した鋳造条件にとって重要な、炉浴全体の温度均一性をサポートします。.
| 汚染タイプ | 保持中の原点 | フラックス・レスポンス |
|---|---|---|
| 酸化アルミニウム膜 | 表面酸化 | 被覆フラックス・バリア |
| 溶存水素 | 水分、大気 | 塩素ガスパージ(一部のフラックスから) |
| スピネル・インクルージョン | 合金元素の酸化 | 精製フラックス凝集 |
| アルカリ金属 (Na, Ca) | 原料の不純物 | 反応性フラックス |
| 耐火性粒子 | 浸食 | フラックスの湿潤と浮遊 |
カバーリングフラックスとリファイニングフラックスの違いは?
これら2つのフラックスのメカニズム的な違いを理解することは、溶融物の品質管理やフラックス調達の責任者にとって不可欠である。.
カバーリングフラックスの作用メカニズム
被覆フラックスは、主に物理的原理によって機能する。融液表面に塗布されると、フラックス成分(通常、塩化カリウム(KCl)や塩化ナトリウム(NaCl)などの低融点塩化物塩)は融解し、連続した液体または半液体層を形成しながらアルミニウム表面全体に広がります。この層は3つのことを同時に達成します:
- 酸素や水分が金属表面に到達するのを物理的に防ぐ。.
- すでに形成された酸化アルミニウムの皮を化学的に溶かし、粘度を下げて除去しやすくする。.
- 断熱材として機能し、放射熱損失を低減する。.
被覆フラックスの有効性は、酸化アルミニウム表面を濡らす能力、溶融アルミニウム上での広がり係数、および使用温度での安定性によって測定される。優れた被覆フラックスは、融点がアルミニウムの保持温度より低く、化学的安定性が高く、表面濡れ性が強い。.
精製フラックスの作用メカニズム
精製フラックスは、化学的および物理的メカニズムの組み合わせによって機能する。反応成分(主に氷晶石(Na₃AlF₆)、フッ化カルシウム(CaF₂)、合成フッ化物化合物などのフッ化物塩)は、溶解水素、アルカリ金属不純物、浮遊介在物と相互作用する。.
精錬用フラックスに含まれる塩化物成分は、溶融アルミニウムと接触すると少量の塩素ガスを発生する。これらのガスバブルは溶融物中を上昇し、各バブルは微小浮遊担体として機能し、上昇しながら浮遊物や溶存水素を回収する。このメカニズムは、鉱物処理で使用される工業的な泡浮遊に類似しているが、溶融金属環境内でマイクロスケールで作動する。.
フッ化物成分は、消費者スクラップからの二次アルミニウムによく含まれる汚染物質であるナトリウム、カルシウム、リチウムなどのアルカリ金属と優先的に反応する。これらの反応は、アルカリ金属を不溶性のフッ化物化合物に変え、フラックスドロスの一部となる。.
両機能がともに必要な理由
保持炉環境では、どちらの機能も単独では不十分である。精錬機能を持たない被覆フラックスは、新たな汚染から保護するが、すでに融液中に存在する介在物を除去することはできない。適切な被覆能力を持たない精錬用フラックスは、溶融物を精製するが、処理後は直ちに再酸化されやすい状態になる。これが、アルミニウム業界が保持炉の用途において、被覆と精錬を組み合わせたフラックス製品に大きく移行した理由である。.
アルミニウム保持炉フラックスの主な化学成分とは?
アルミニウム保持フラックスの化学的性質は、数十年にわたる冶金工学の改良を反映している。私たちは、成分のカテゴリーを第一の活性成分と第二の性能調整剤に分けることができます。.
塩化物塩基システム
塩化物塩系は、ほとんどのアルミニウム保持フラックスの構造基盤を形成しています。様々な比率の塩化カリウムと塩化ナトリウムは、アルミニウムの融点よりかなり低い融点を持つ共晶混合物を形成し、フラックスが保持温度で完全に液体で移動可能であることを保証します。KClとNaClの共晶混合物(重量比で約50:50)は約657℃で融解し、アルミニウム用途に理想的です。.
これらの塩化物塩がもたらすもの:
- 使用温度での粘度が低く、のびが良い。.
- 水分のない状態での化学的安定性。.
- 酸化アルミニウム表面皮膜との反応性は中程度。.
- 酸化物表面に対する良好な濡れ特性。.
フッ化物化合物の添加
フッ化物の添加は、ベースとなる塩化物システムの機能的能力を劇的に向上させる。一般的なフッ化物成分には次のようなものがある:
氷晶石 (Na₃AlF₆):塩化物単独よりも効果的に酸化アルミニウムを溶解する天然鉱物と合成品。クライオライトはフラックス混合物の融点を下げ、酸化アルミニウムの溶解能力を向上させます。.
フッ化カルシウム(CaF₂/蛍石):フラックスの流動性を高め、酸化物表面に対する濡れ挙動を改善し、フッ化物交換反応を通じてアルカリ金属除去に寄与する。.
フッ化アルミニウム (AlF₃):アルカリ金属汚染物質との反応性が高い。ナトリウムを多く含む汚染スクラップからアルミニウムを処理する場合に特に有用。.
フッ化マグネシウム (MgF₂):フッ化物の化学的性質が合金組成に適合しなければならないマグネシウム含有合金系で使用される。.
特殊添加剤と性能改良剤
最近の市販のフラックスには、特定の用途向けに性能を最適化する追加成分が組み込まれている:
| 添加物タイプ | 化学物質の例 | 機能 |
|---|---|---|
| 酸化剤 | MnO₂, KNO₃ | ドロス分離を促進 |
| 湿潤剤 | 各種フッ化物化合物 | 酸化物の濡れ性向上 |
| サーマルバッファー | 高融点耐火塩 | フラックス寿命の延長 |
| 固化防止剤 | 様々な | フラックス貯蔵の固まりを防ぐ |
| 密度調整剤 | 密度調整混合物 | 制御フラックス層の位置 |
フラックス化学で避けるべきこと
すべてのフラックス組成がすべての用途に適しているわけではない。高濃度のナトリウムを含むフラックスは、マグネシウム含有合金(特にA356、A380および類似の鋳造合金)においてナトリウム中毒を引き起こす可能性がある。アルミニウム・シリコン合金中の5ppmを超えるナトリウム濃度は、共晶改質の反転を引き起こし、機械的特性を劣化させる。調達チームは、改質の影響を受けやすい合金を扱う場合、フラックスのナトリウム含有量が管理されていることを確認しなければならない。.
どのフラックス塗布法が最高の冶金結果をもたらすか?
塗布技術は、フラックスの化学的性質と同様に重要である。私たちは、優れたフラックス処方が、不十分な塗布方法のために、期待はずれの結果をもたらした多くのケースを観察してきた。フラックスの塗布方法は、有効成分がいかに効果的にターゲット汚染に接触するかを決定する。.
マニュアル・サーフェス・アプリケーション
最も単純な方法は、穴の開いた取鍋、フラックス散布機、または空気圧式ディスペンサーを使用して、粉末状または粒状のフラックスを手作業で溶融物表面に散布することである。この技法は、小型から中型の保持炉やバッチ操業に適している。.
手作業による表面処理のベストプラクティス:
- フラックスは、アルミニウム1トン当たり1~3kgの割合で、溶融物の表面全体に均一に塗布する。.
- 攪拌やスキミングを行う前に、フラックスが溶けて広がるまで5~10分待つ。.
- 熱衝撃や湿気による汚染を防ぐため、フラックス塗布装置をあらかじめ温めておく。.
- 顔面シールド、耐熱性手袋、呼吸保護具などの保護具を使用すること。.
粉末射出システム
大型保持炉および連続鋳造作業用、, 粉末噴射システム は、金属表面下に挿入されたランスを通して、精錬フラックスを溶融物に直接供給します。この方法によって、フラックスとバルク融液の間に密接な接触が生じ、精錬効率が大幅に改善される。.
粉末射出の利点:
- 溶融体積全体により均一なフラックス分布。.
- フラックスと介在物の接触面積が高い。.
- 同等の冶金結果を得るために、表面塗布と比較してフラックス消費量を削減。.
- オペレーターの技術に左右されにくく、一貫した再現性のある治療結果が得られる。.
通常、フラックスはキャリアガスで流動化され(窒素またはアルゴンを使用)、回転インペラまたは静止ランスから制御された速度で噴射される。ランスの位置、キャリアガス流量、噴射速度は、炉の形状ごとに最適化する必要があります。.
フラックス注入によるロータリー脱気
最も洗練されたアプローチは、回転脱気とフラックス同時注入を組み合わせたものである。回転するインペラーは、注入された塩素またはフラックス粒子をメルト容積全体に運ぶ一方で、酸化膜を機械的に破壊する微細なガスバブルを生成する。この複合アプローチにより、1回の処理サイクルで水素除去と介在物浮遊の両方が達成される。.
フラックス性能に関連するロータリー脱ガスパラメータ:
- ローター回転数:炉のサイズによって異なるが、通常200~600 RPM。.
- ガス流量0.1-0.5 Nm³/分。.
- 処理時間:溶融量と清浄度目標によって異なるが、10~30分。.
- フラックス注入率0.5~2kg/トン(メルト汚染レベルによる)。.
| 申込方法 | 典型的な炉のサイズ | フラックス効率 | 資本コスト | 営業費用 |
|---|---|---|---|---|
| 手動サーフェス | スモール-ミディアム | 中程度 | 低い | 低い |
| 機械的攪拌+表面 | ミディアム | グッド | 中程度 | 中程度 |
| 粉体噴射(スタティックランス) | 中・大 | グッド | 中程度 | 中程度 |
| ロータリー脱ガス+フラックス | 大型 | 素晴らしい | 高い | 中・高 |
| 自動調剤システム | どんなものでも | 非常に良い | 高い | サイクルあたり低い |
フラックスとドロス形成およびメタル回収との関係
ドロス管理は、アルミニウム保持作業におけるフラックス管理と不可分である。ドロス(酸化アルミニウム、フラックス残渣、捕捉された金属アルミニウムからなる融液表面に形成される副生成物層)は、冶金学的課題であると同時に重要な経済的変動要因でもある。.

ドロスに含まれるもの
適切なフラックス管理が行われたアルミニウム保持炉からの新鮮なドロスには、通常、以下のものが含まれる:
- 30-60%金属アルミニウム(酸化物ネットワーク内に捕捉)。.
- 20-40% 酸化アルミニウム化合物。.
- 10-30%フラックス塩残基。.
- 5-15% 合金によっては、その他の酸化物や金属間化合物も含まれる。.
ドロスの中に閉じ込められた金属アルミニウムは、直接的な歩留まり損失となる。年間10,000トンのアルミニウムを処理する施設では、ドロス金属の回収率が1%改善されただけでも、大幅な財務回復につながります。.
フラックスの被覆がドロスの品質に与える影響
適切な被覆フラックス塗布は、「ドライ」または「クリスプ」ドロス、つまり、プレスまたは加工時に捕捉された金属を容易に放出する、粉末状で粘着性のない材料を生成します。このタイプのドロスは、下流のドロス処理工程での金属回収率が高い。.
適切なフラックス被覆がないと、ドロスは湿潤で粘着性があり、酸化膜が多くなる。このタイプのドロスは、連続した酸化物マトリックス内にアルミニウム液滴を物理的に閉じ込め、金属回収をより困難にし、より高価にする。.
重要なメカニズムは、フラックス塩が酸化物と塩の界面の粘性と表面張力を低下させ、アルミニウム液滴をドロス構造内に閉じ込めるのではなく、合体させて融液中に排出できるようにすることである。.
ドロスプレスの操作とフラックスの相互作用
最新のアルミニウム設備では、スキミング直後の高温ドロスから金属を回収するために、油圧式ドロスプレスが使用されている。ドロスプレスの効果は、フラックスの化学的性質に大きく依存します:
- 塩化物フラックスの含有量が高いほど、低粘度の溶融塩相が生成され、加圧下でドロスからより完全に排出される。.
- フッ化物が過剰に含まれていると、ドロスが耐火性になり、プレスしにくくなる。.
- 最適なフラックスバランスは、ドロスの塊から50-70%の金属収率でプレス回収によく反応するドロスを生成する。.
| ドロス タイプ | フラックス・カバレッジ | 金属含有量 | 加圧性 | 金属回収 |
|---|---|---|---|---|
| ドライ/クリスプ | グッド | 30-50% Al | 素晴らしい | 60-75% |
| しっとり | 中程度 | 40-60% Al | グッド | 45-60% |
| ウェット/スティッキー | 貧しい | 50-70% Al | 貧しい | 30-45% |
| ブラック・ドロス | 非常に悪い/なし | 60-80% Al | 非常に悪い | 20-35% |
異なるアルミニウム合金グレードに使用されるフラックスの種類は?
異なるアルミニウム合金ファミリーは、フラックス選 択を制約する明確な化学的要求を持っている。特定の合金に対して誤ったフラックスを使用すると、汚染を引き起こしたり、合金の化学的性質を変化させたり、予期せぬ反応を引き起こしたりする可能性があります。.

一次アルミニウム(1xxxシリーズ)用フラックス
一次アルミニウム合金は、高純度用途に使用されるため、汚染に対する許容度が非常に低い。フラックスの要件は、微量元素を導入する可能 性のある反応化学を最小限に抑えた被覆機能に重 点を置いている。低ナトリウムのフッ化物系フラックスが好まれ、多くの加工業者は、アルカリ除去が特に必要な場合にのみ、フッ化物を選択的に添加した純粋な塩化物系被覆フラックスを使用している。.
鋳造合金用フラックス (3xx.x シリーズ - Al-Si)
アルミニウムシリコン鋳造合金は、ダイカストおよび砂型鋳造産業の主力製品です。これらの合金の主なフラックスの懸念は、アルカリ金属、特にナトリウムの含有量です。なぜなら、ナトリウムが5ppmを超えると、シリコン共晶が未変性になり、意図的なストロンチウムやナトリウムの改質処理が逆効果になるからです。.
3xx.x系合金の場合、フラックスの選択は考慮しなければならない:
- ストロンチウム修飾を使用する場合は、ナトリウムフリーまたは超低ナトリウムフラックス製剤。.
- 高ナトリウムスクラップを処理する際のアルカリ除去用に特別に設計されたフッ化物含有フラックス。.
- A380(約0.1%のMgを含む)のような合金のマグネシウム含有量との適合性。.
展伸材用フラックス(5xxxおよび6xxxシリーズ)
鍛造合金、特にマグネシウムを含む5xxxシリ ーズには、フラックス特有の課題がある。マグネシウムは、特にフッ化物含有量の高いフラックス配合の場合、フッ化物フラックス成分と積極的に反応する。フッ化物とマグネシウムの反応は、合金のマグネシウムを枯渇させ、組成を変化させ、フッ化マグネシウム介在物を生成する可能性がある。.
5xxxシリーズ合金用:
- 低フッ化物またはフッ化物を含まない被覆用フラックスを使用する。.
- 化学的反応性よりも物理的被覆機能を優先する。.
- フラックス適合性の指標としてマグネシウム回収率を監視する。.
リサイクル/二次アルミニウム用フラックス
ポストコンシューマースクラップから処理される二次アルミニウムは、スクラップの流れが最も幅広い汚染物質を含むため、最も要求の厳しいフラックス要件となる。アルカリ除去、酸化物浄化、水素パージが同時に必要となるため、フッ化物含有量の高い反応性精錬フラックスが適している。.
| 合金カテゴリー | 一次フラックスの懸念 | 推奨フラックス・タイプ | フッ化物レベル | 塩化物レベル |
|---|---|---|---|---|
| 1xxx プライマリー | 汚染回避 | 低活性カバー | 低い | 高い |
| 3xx.xキャスティング | ナトリウム/アルカリコントロール | アルカリ反応精製 | 中・高 | 中程度 |
| 5xxx 鍛造 | Mgの互換性 | 低フッ素被膜 | 低い | 高い |
| 7xxx 鍛造 | Zn/Cu相互作用 | 特殊な処方 | 低・中程度 | 高い |
| セカンダリー/スクラップ | 複数の汚染物質 | 高活性精製 | 高い | 高い |
フラックスの性能と品質管理をどのように評価するか?
フラックスの性能評価には、プロセス内の複数のポイ ントで体系的な測定が必要である。プロセスエンジニアと品質管理者の双方が、フラックス添加が意図した冶金目的を達成しているかどうかを評価するために、信頼できる測定基準を必要としている。.
水素評価のための減圧試験(RPT)
減圧試験は、アルミニウム中の溶存水素を評価するための現場で最も広く使用されている方法です。少量の溶融アルミニウム試料が減圧下(大気圧の約1/10)で凝固し、溶存水素が目に見える空隙を形成します。得られたサンプルを秤量し、大気圧で凝固させたサンプルと比較することで、密度指数から水素含有量を定量的に測定することができます。.
許容可能な密度指数の値:
- プレミアム鋳造用途:0.10%以下
- 標準的な自動車鋳造:0.10-0.20%
- 非臨界用途:0.30%以下
インクルージョン・アセスメントの方法
介在物は水素よりも定量化が難しいが、鋳物の品質にとって同様に重要である。一般的な評価方法には以下のものがある:
プレフィル・フットプリント・テスト:溶融アルミニウムをセラミックフィルターでろ過し、残渣の重量を測定する。フィルターの重量が大きいほど、介在物が多いことを示す。.
超音波検査:固化したテストバーを通して超音波パルスを送信し、介在物が信号を散乱させ、特徴的なシグネチャーを作成する。.
PoDFA(多孔性ディスクろ過分析):金属組織検査のためにフィルターディスク上に介在物を濃縮する実験室法。.
K-モールド・テスト:段差のある鋳型にアルミニウムを鋳造する簡単な実地試験。介在物は、徐々に薄くなる部分で目に見える裂け目やコールドシャットとして現れる。.
調達のためのフラックス化学検証
被覆剤と精錬用フラックスを購入する際、調達チームは以下のパラメーターの証明書を要求すべきである:
| パラメータ | なぜ重要なのか | 代表的な仕様 |
|---|---|---|
| 塩化物含有量(%) | 主要活性成分 | 60-85% |
| フッ化物含有量(%) | 精製活動 | 5-25% |
| 含水率(%) | クリティカル - ウェットフラックスが爆発を引き起こす | 0.5%以下 |
| 鉄含有量 (ppm) | 汚染リスク | 500ppm以下 |
| 重金属含有量 | 環境/品質 | 規制値以下 |
| 粒度分布 | アプリケーションの一貫性 | 指定通り |
| 融点範囲 | プロセスの互換性 | 適用温度について検証済み |
フラックス事業の主要業績評価指標
フラックスを使用するアルミニウム保持炉の操業では、以下のKPIを追跡することを推奨する:
- アルミニウム処理1トン当たりのドロス量(目標:被覆率を維持しながら最小化する)。.
- ドロス金属含有率(目標:フラックスの良好な操業では40%以下)。.
- アルミニウム1トン当たりのフラックス消費率(業界標準に対するベンチマーク)。.
- 生産シフト間の密度指数の傾向。.
- 介在物または気孔率に起因する鋳造欠陥率。.
アルミフラックス使用時の環境と安全への配慮
アルミニウムフラックスの使用における環境および安全性の側面は、過去10年間で規制上の重要性を著しく高めてきた。欧州連合のREACH規制と米国のEPAガイドラインは、特定のフラックス成分を懸念物質として分類している。.
塩素ガス発生と職業暴露
塩化物を含むフラックスが溶融アルミニウムと 反応すると、特に高温時やフラックスが湿った金属 と接触した場合に、少量の塩素ガスや塩化水素が 発生する可能性がある。塩素ガスは呼吸器系への危険性があり、ほとんどの管轄区域では職業暴露限界値が0.5ppm(上限)に設定されている。.
緩和策:
- 保持炉の上に十分な換気装置と局所排気装置を設置する。.
- 作業員のためのリアルタイムガス監視.
- 適切なフラックス取り扱い手順のトレーニングプログラム.
- 運転温度でのガス発生を最小限に抑えるフラックス配合の選択。.
フッ化物廃棄物処理
使用済みフラックスとフッ化物含有ドロスは、環境処分に課題をもたらす。埋立地環境中のフッ化物化合物は地下水に溶出する可能性があり、規制上の懸念が生じる。多くの管轄区域は、フッ化物含有ドロスを管理処分を必要とする有害廃棄物に分類している。.
ベストプラクティス:
- フッ化物含有ドロスを他の廃棄物の流れから分離する。.
- 金属と塩の両方の画分を回収する認定ドロスリサイクル処理業者と提携する。.
- 規制遵守のための廃棄書類の管理.
- 冶金学的に可能であれば、低フッ化物またはフッ化物を含まない代替フラックスを検討する。.
湿気の危険性-最も重大な安全問題
湿ったフラックスや大気中の水分を吸収したフラックスは、深刻な爆発の危険をもたらす。水分が(700℃以上の)溶融アルミニウムに接触すると、水分は瞬時に気化し、激しい水蒸気爆発を引き起こす可能性があります。この危険性は理論的なものではありません。アルミニウム鋳造家屋で発生した水分汚染に関連する事故は、業界で最も一般的な重大事故のひとつです。.
予防措置が義務付けられている:
- フラックスは密封した防湿容器に入れ、乾燥した屋内で保管する。
- 融液に触れる前に、フラックス塗布装置を予熱する。
- 雨、高湿度、または水にさらされたフラックスは、絶対に添加しないでください。
- 使用前にフラックスバッグに損傷がないか点検すること
- フラックス保管エリアでの湿度モニタリングの実施
- 保持炉の近くで作業する全職員を対象とした緊急手順訓練に従うこと
規制枠組みの概要
| 規制地域 | 関連規制 | 主な要件 |
|---|---|---|
| 大気排出 | EPAネシャップ(米国)/IED(欧州) | 換気、排気ガス監視 |
| 労働者の暴露 | OSHA PEL(米国)/ EH40(英国) | Cl₂、HCl、HF暴露限界値 |
| 廃棄物の分類 | RCRA(米国)/廃棄物枠組み指令(EU) | フッ化物ドロスの分類 |
| 化学物質登録 | リーチ(欧州)/TSCA(米国) | コンポーネントCAS登録 |
| 輸送 | DOT/IMDG分類 | パッケージングとラベリング |
調達チームとオペレーションチームのためのフラックス選定基準
被覆精錬用フラックスの購入には、冶金学的性能要件とコスト、供給の信頼性、環境コンプライアンス、操業上の実用性とのバランスをとることが含まれる。私たちは、純粋に価格だけで調達を決定し、その結果、ドロス損失の増加、不合格率の上昇、機器のメンテナンスの必要性によって、プロセス全体のコストが大幅に上昇することを目の当たりにしてきました。.
総所有コストの視点
フラックスの単価が最も重要な経済変数であることは稀である。フラックス・サプライヤーを評価する際には、この枠組みを考慮すること:
金属回収への影響:月産100トンのドロス金属含有量を55%から40%に削減するフラックスは、月産約15トンの追加回収アルミニウムに相当し、現在のアルミニウム価格では数千ドルの価値がある。.
鋳造不良率:フラックスに関連した鋳造欠陥(ポロシティ、介在物)は、スクラップとなり、安価な製品によるフラックスの節約よりもはるかに高いコストとなる。.
耐火物の摩耗:アグレッシブなフラックス配合の中には、炉のライニング材を侵すものがあり、耐火物のメンテナンスコストと計画外ダウンタイムのリスクを増大させます。.
労働条件:高品質のフラックス配合は、塗布の頻度が少なく、ドロスの処理が容易であることが多いため、アルミニウム処理トンあたりの人件費を削減することができる。.
サプライヤー資格基準
フラックス・サプライヤーを選定する際には、以下の点を評価する:
- 完全な化学組成を記載した技術データシート。.
- 含水率、重金属、粒度に関する第三者機関による試験証明書。.
- 一貫性データ - 化学的性質のバッチ間変動は2%以下であること
- サプライチェーンの信頼性 - 必要な数量を安定して供給できるか?
- 技術サポート能力-プロセスの最適化をサポートできる冶金学者がいるか?
- 類似のアルミニウム事業からの参考文献。.
- 全コンポーネントの環境コンプライアンス文書.
パッケージングとロジスティクス
フラックス包装は、使用時の製品品質に大きく影響する:
| 包装タイプ | 水分保護 | 賞味期限 | ハンドリング | 最適 |
|---|---|---|---|---|
| 密封ポリ袋(25kg) | グッド | 12~18カ月 | マニュアル | 小規模事業 |
| 大袋/FIBC(500~1000kg) | 中程度 | 12ヶ月 | メカニカル | 中量 |
| 密閉ドラム | 素晴らしい | 24カ月以上 | メカニカル | 高湿度環境 |
| バルクタンカー(ドライ) | 素晴らしい | すぐに使用する | 自動化 | 大量自動化システム |
| 加圧容器 | ベスト | 拡張 | 自動化 | 連続射出システム |
フラックス塗布のよくある間違いとその回避方法
数多くのアルミ鋳造作業と取り組んできた結果、フラックスの効果を損なう一貫した塗布ミスを特定しました。これらの誤りを理解することは、正しいやり方を理解することと同じくらい重要です。.
過少投与と不完全適用
最も一般的なエラーは、溶融物の表面を完全にカバーするのに十分なフラックスを塗布しないことである。オペレーターはコスト削減のためにフラックスの使用量を減らすことがあるが、冶金学的および歩留まりへの影響は、材料の節約をすぐに上回ってしまう。被覆が不完全な場合、溶融物表面の一部が酸化にさらされ、局所的な汚染ゾーンが形成される。.
修正:炉浴面積の計算に基づき、最低被覆基準を設定する。大半の保持炉では、フラックス層は目に見えるメルト表面を約20~40 mmの深さで完全に覆う必要があります。.
過剰投与とフラックス汚染
フラックスの過剰添加という正反対のエラーは、金属品質に同様に有害な問題を引き起こす。ドロス層に吸収されな かった過剰なフラックスは、融液中に沈み、フラックス の介在物を金属中に取り込む可能性がある。金属中の過剰な塩化物フラックスは、凝固中に水素の発生を引き起こす可能性がある。.
修正:フラックス添加率を炉サイズ、メルト回転率、ドロス発生量に適合させる。最適添加率でのベースライン性能を文書化する。.
低温炉ゾーンへのフラックスの追加
炉表面の金属温度がフラックス融点以下の領域に塗布されたフラックスは、適切に拡散および活性化されません。部分的に凝固した、あるいは温度勾配のある融液の上に固形フラックスを置くと、最終的に温度が均一化したときに、不均一な被覆と局所的な反応が生じます。.
修正:フラックス塗布前に炉の温度均一性を確認する。大型炉では熱電対の測定値を複数箇所で確認してください。.
鋳造に対する不適切なフラックスのタイミング
フラックスは、活発な鋳造サイクル中ではなく、鋳造開始前に塗布し、反応させるべきである。鋳造中のフラックス添加は乱流を発生させ、鋳造金属の流れに介在物を混入させる可能性がある。一般的な手順は、鋳造開始の少なくとも15~30分前に塗布・処理することである。.
合金化学の変化を考慮しないこと
同じ炉で合金ファミリーを切り替える場合、フラックスの選択も変更する必要があるかもしれない。鋳造合金のフラックスに慣れ親しんだオペレーターは、5xxx展伸合金への切り替えがマグネシウム含有量を保護するために低フッ化物フラックスへのシフトを必要とすることに気づかないかもしれない。.
修正:合金タイプに索引を付けたフラックス選択表を作成し、炉操作ステーションに物理的に掲示する。オペレーターのトレーニングプログラムにこれを含める。.
アルミニウム保持炉用フラックスの被覆および精錬に関するFAQ
Q1: アルミニウム用の被覆フラックスと精錬フラックスの違いは何ですか?
被覆フラックスは溶融アルミニウムの表面に保護層を形成し、酸化や水素の吸収を防ぎます。精錬用フラックスは溶融アルミニウムと化学反応し、溶存水素、アルカリ金属不純物、浮遊介在物を除去します。最新の保持炉の多くは、両方の機能を同時に果たすコンビネーション製品を使用しています。.
Q2: アルミニウム保持炉に添加するフラックスの量は?
一般的な添加率は、アルミニウム1トン当たり1~3kgのフラックスである。正確な添加率は、メルト汚染レベル、炉のタイプ、合金の化学的性質、および目標とする金属清浄度によって決まる。一般的に、装入物中のスクラップ含有量が多いほど、フラックスの添加量を多くする必要がある。.
Q3: 同じフラックスを異なるアルミニウム合金ファミリーに使用できますか?
必ずしもそうではない。マグネシウム含有合金(5xxxシリーズ)は、 マグネシウムの枯渇を防ぐために低フッ 化物フラックスを必要とする。ストロンチウム改質鋳造合金は、低ナトリウムのフラックス配合を必要とする。常に、処理される特定の合金とのフラックスの適合性を確認する。.
Q4: フラックスが正常に作動しているかどうかを知るにはどうすればよいですか?
減圧試験による密度指数値の監視、ドロス金属含有 率の追跡、ドロス性状の観察(パリッと乾燥しているこ とは、フラックスの効果的な被覆を示す)、鋳造欠陥 率の追跡。性能の良いフラックスシステムは、一貫して低い密度指数値と乾燥したプレス可能なドロスを生成します。.
Q5: 濡れたフラックスが溶けたアルミニウムに触れるとどうなりますか?
溶融アルミニウムに水分が接触すると、瞬間的に蒸気が発生し、激しい水蒸気爆発を引き起こす可能性があります。これは重大な安全上の危険です。フラックスは常に乾燥した密閉状態で保管し、使用前に塗布装置を予熱してください。湿気にさらされたフラックスは絶対に使用しないでください。.
Q6: 保持炉にフラックスを塗布する頻度はどのくらいですか?
塗布頻度は、保持時間、メルト回転率、金属温度に依存する。連続生産工程では、2~4時間ごとのフラックス添加が必要となる。バッチ操業では通常、各ヒートの開始時と各スキミング・サイクル後にフラックスを塗布する。タイミングを計るために、メルト表面の状態を目視でモニターする。.
Q7: アルミニウム保持炉用フラックスの保存可能期間はどのくらいですか?
密封された防湿包装で乾燥した屋内条件で保管した場合、ほとんどの塩化フッ素系フラックス製品の保存可能期間は12~24ヶ月である。包装を開封したら、未使用のフラックスは直ちに再密封し、30日以内に使用すること。.
Q8: フラックスの種類は炉の耐火物の寿命に影響しますか?
はい。フッ化物を多く含むフラックスは、酸化物結合耐火物に対してより攻撃的である。アグレッシブなフラックスを使用する高温作業では、耐フッ化物性の耐火物配合が必要です。フラックスの化学組成の変更を検討する際には、必ず炉のライニングサプライヤーにフラックスと耐火物の適合性を確認してください。.
Q9: アルミニウムのフラックス処理中に発生する塩素ガスは危険ですか?
塩化物系フラックスは、高温反応中に少量の塩素ガスと塩化水素を発生することがある。塩素の職業暴露限度は0.5ppm(上限値)である。適切な炉の換気、局所排気装置、ガス監視は不可欠な安全要件である。最新の低排出フラックス配合により、ガスの発生は最小限に抑えられている。.
Q10:調達チームはフラックス・サプライヤーに何を要求すべきでしょうか?
主な文書要件としては、バッチごとの完全な化学成分証明書、含水率検証(0.5%以下)、粒度分布データ、重金属含有量検証、REACH/環境適合文書、技術データシートなどがある。比較可能なアルミニウム事業からの参考資料や、バッチ間の一貫性データの実証も重要なサプライヤー評価基準である。.
要約:技術的な要点
アルミニウム保持炉の被覆および精錬フラックス管理は、金属の清浄度、歩留まり、鋳造品質を直接左右する技術的に高度な分野です。この記事を通して確立された基本原則は、以下のように要約することができます:
被覆用フラックス、精錬用フラックス、またはその 組み合わせ製品のいずれを選択するかは、習慣や最 低単価ではなく、特定のプロセス目的と合金化学によっ て決定されるべきである。塗布方法の選択(手動、噴射、回転脱ガス)は、最良のフラックス調合であっても、その効果を著しく倍増させたり、減少させたりする。ドロス管理とフラックス管理は不可分であり、フラックスの化学的性質がドロスの性質を制御し、それが金属回収の経済性を制御する。環境と安全の要件は、保管、取り扱い、換気、廃棄物処理に体系的な注意を必要とする、フラックス管理の譲れない側面である。.
アドテックでは、多様なアルミニウム生産環境における経験から、金属品質、歩留まり、操業効率の最良の組み合わせを達成する設備は、フラックス管理を日常的な消耗品の購入ではなく、プロセスエンジニアリングの中核的な能力として扱う設備であることを一貫して実証しています。.
