Cobertura e fundente de refinação para fornos de exploração de alumínio desempenha um papel decisivo na qualidade do metal, na eficiência operacional e na otimização do rendimento - sem uma gestão adequada do fluxo, as fundições de alumínio sofrem de oxidação excessiva, absorção de hidrogénio e contaminação por inclusões que comprometem diretamente a qualidade da fundição a jusante. Na AdTech, temos trabalhado extensivamente com instalações de processamento de alumínio em vários continentes, e as evidências apontam consistentemente para uma conclusão: selecionar e aplicar a química de fluxo correta não é uma consideração secundária - é uma decisão de engenharia fundamental.
Se o seu projeto requer a utilização de Fluxo de cobertura e refinação, pode contactar-nos para um orçamento gratuito.
O que é o fluxo de cobertura e refinação para fornos de suporte de alumínio?
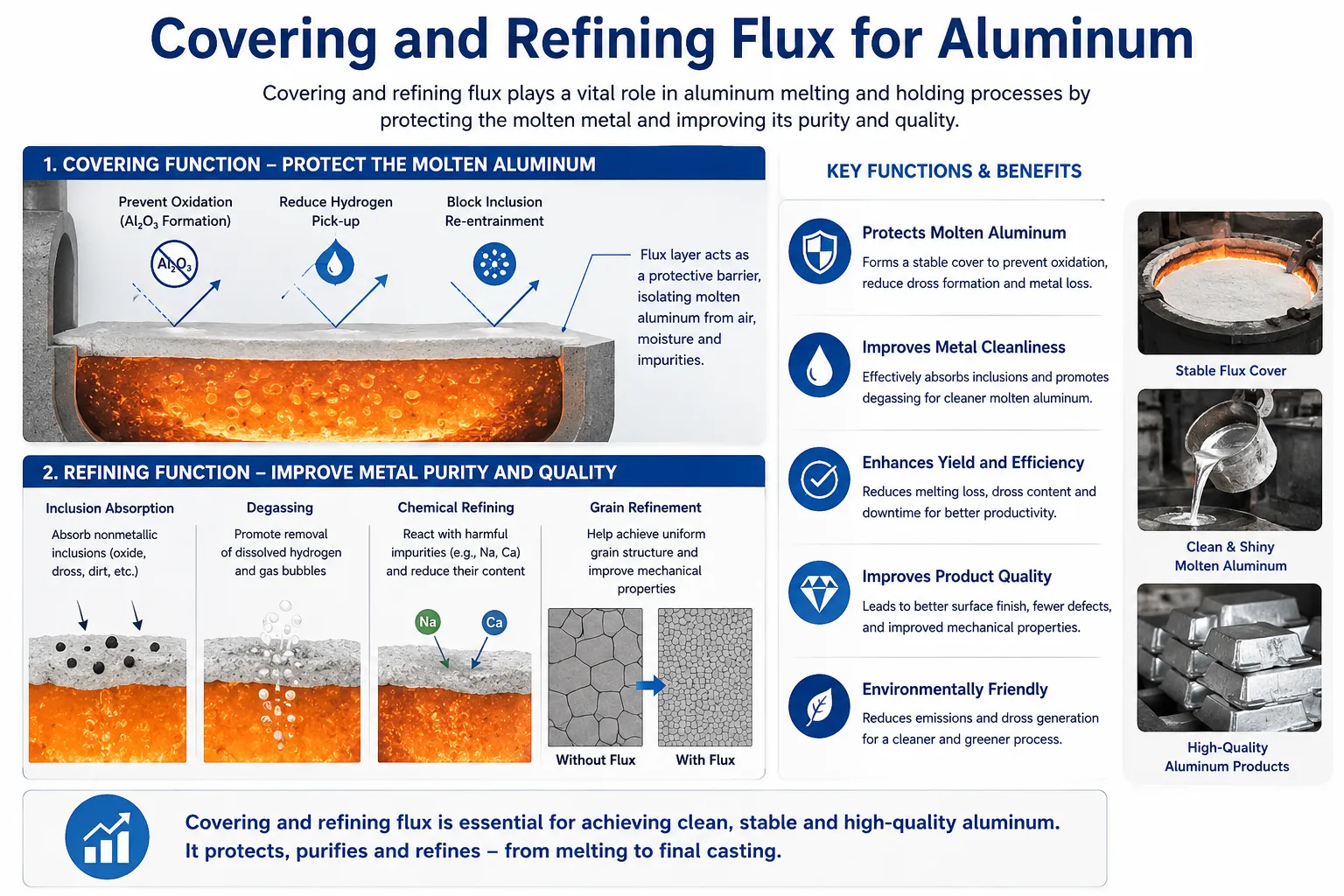
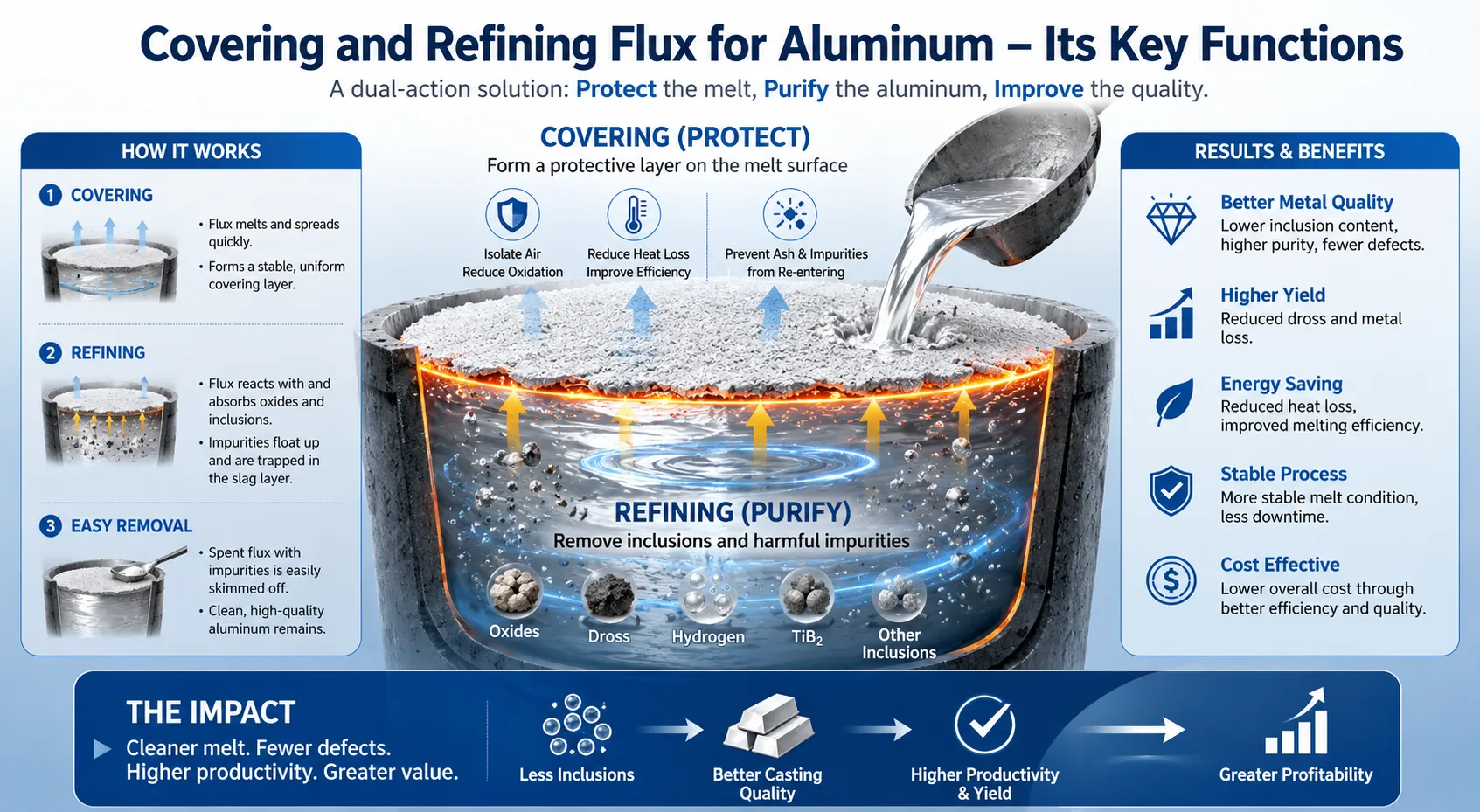
O fluxo de cobertura e refinação para fornos de retenção de alumínio refere-se a uma categoria de compostos químicos - tipicamente misturas de sais de cloreto e fluoreto - que servem duas funções simultâneas mas distintas durante o processo de retenção de alumínio fundido. O fluxo de cobertura cria uma camada de barreira protetora sobre a superfície do alumínio fundido, isolando fisicamente o metal do oxigénio atmosférico e da humidade. O fluxo de refinação penetra na fusão para reagir quimicamente com o hidrogénio dissolvido, óxidos em suspensão e inclusões não metálicas, retirando estes contaminantes do metal líquido e concentrando-os à superfície, onde podem ser removidos.

Na prática industrial, muitas formulações de fluxos combinam ambas as funções num único produto - aquilo a que a indústria se refere como um fluxo de refinação de cobertura ou um fluxo multiusos. Estes produtos de dupla ação simplificam as operações em ambientes de elevado rendimento, mantendo um controlo metalúrgico eficaz.
Leia também: Que fluxo é utilizado para o alumínio
Classificamos os fluxos para fornos de espera como distintos dos fluxos para fornos de fusão porque os objectivos metalúrgicos na fase de espera diferem significativamente. Durante a espera, os principais objectivos são a manutenção da limpeza do metal, a prevenção da recontaminação, a minimização da perda de temperatura e a preparação do metal para a fundição. A química do fluxo deve, portanto, ser estável durante tempos de espera prolongados, não reagir com os revestimentos do forno e ser capaz de capturar inclusões finas sem introduzir novos contaminantes.
| Função | Cobrir o fluxo | Fluxo de refinação | Fluxo combinado |
|---|---|---|---|
| Função principal | Proteção da superfície | Purificação da fusão | Ambos em simultâneo |
| Profundidade de aplicação | Camada de superfície | Fusão a granel | Superfície + subsuperfície |
| Tipo de reação | Barreira física | Reação química | Físico + químico |
| Taxa de adição típica | 0,5-2 kg/tonelada | 1-3 kg/tonelada | 1-3 kg/tonelada |
| Frequência de desnatação | Baixa | Mais alto | Moderado |
Por que é que o alumínio precisa de proteção contra o fluxo durante a fase de espera?
O alumínio fundido é quimicamente agressivo de uma forma que a maioria dos não especialistas subestima. A temperaturas entre 680°C e 780°C - o intervalo de manutenção típico para a maioria das ligas de alumínio - o metal reage quase instantaneamente com o oxigénio atmosférico para formar óxido de alumínio (Al₂O₃). Esta reação é termodinamicamente favorável e essencialmente irreversível em condições normais de forno. Sem cobertura de fluxo, uma superfície recém-desnatada re-oxidará em segundos.
A fase de espera representa um período particularmente vulnerável no processo de produção de alumínio por várias razões:
Tempo de exposição prolongado
Ao contrário das breves janelas durante o carregamento ou a batida, o alumínio num forno de espera pode permanecer em contacto com a atmosfera do forno durante horas. Cada minuto de exposição desprotegida contribui para o espessamento da camada de óxido, para a captação de hidrogénio e para a formação progressiva de inclusões.
Solubilidade do hidrogénio e risco de porosidade
O alumínio tem uma solubilidade de hidrogénio dramaticamente maior no estado líquido do que no estado sólido. À medida que o metal arrefece e solidifica durante a fundição, o hidrogénio dissolvido precipita-se como porosidade gasosa, criando vazios que enfraquecem o produto final. As fontes primárias de contaminação por hidrogénio durante a espera são a humidade atmosférica, a libertação de gases refractários e os materiais de carga húmidos. O fluxo de cobertura reduz significativamente a absorção de hidrogénio atmosférico ao limitar a área de contacto entre a superfície da fusão e a atmosfera do forno.
Contaminação por inclusão
As inclusões não metálicas - principalmente filmes de óxido de alumínio, espinélios, carbonetos e boretos, dependendo da composição da liga - actuam como concentradores de tensão na fundição final. Estas inclusões têm origem em materiais de carga oxidados, erosão de refractários e turbulência na superfície da fusão. O fluxo de refinação molha quimicamente e aglomera estas partículas, fazendo-as flutuar para a superfície.
Homogeneidade da temperatura
A cobertura do fluxo também proporciona isolamento térmico, reduzindo a perda de calor radiativo da superfície da fusão. Isto favorece a uniformidade da temperatura no banho do forno, o que é fundamental para condições de fundição consistentes.
| Tipo de contaminação | Origem durante a retenção | Resposta do fluxo |
|---|---|---|
| Películas de óxido de alumínio | Oxidação da superfície | Barreira de fluxo de cobertura |
| Hidrogénio dissolvido | Humidade, atmosfera | Purga de gás cloro (de alguns fluxos) |
| Inclusões de espinélio | Oxidação de elementos de liga | Aglomeração de fluxo de refinação |
| Metais alcalinos (Na, Ca) | Impurezas das matérias-primas | Fluxo reativo |
| Partículas refractárias | Erosão | Humidificação e flotação por fluxo |
Como é que os fluxos de cobertura funcionam de forma diferente dos fluxos de refinação?
Compreender a distinção mecanicista entre estas duas categorias de fluxos é essencial para qualquer pessoa responsável pela gestão da qualidade da fusão ou pela aquisição de fluxos.
O mecanismo de ação do fluxo de cobertura
O fluxo de revestimento funciona essencialmente através de princípios físicos. Quando aplicados à superfície fundida, os componentes do fluxo - normalmente sais de cloreto de baixo ponto de fusão, como o cloreto de potássio (KCl) e o cloreto de sódio (NaCl) - fundem-se e espalham-se pela superfície do alumínio, formando uma camada contínua líquida ou semi-líquida. Esta camada realiza três coisas simultaneamente:
- Impede fisicamente que o oxigénio e a humidade atinjam a superfície do metal.
- Dissolve quimicamente a pele de óxido de alumínio já formada, reduzindo a sua viscosidade e tornando-a mais fácil de remover.
- Actua como um isolante térmico, reduzindo as perdas de calor por radiação.
A eficácia de um fluxo de cobertura é medida pela sua capacidade de molhar a superfície de óxido de alumínio, o seu coeficiente de espalhamento sobre o alumínio fundido e a sua estabilidade a temperaturas de funcionamento. Um bom fluxo de cobertura tem um ponto de fusão inferior à temperatura de retenção do alumínio, elevada estabilidade química e fortes caraterísticas de molhagem da superfície.
O mecanismo de ação do fluxo de refinação
O fluxo de refinação funciona através de uma combinação de mecanismos químicos e físicos. Os componentes reactivos - principalmente sais de fluoreto, como a criolita (Na₃AlF₆), fluoreto de cálcio (CaF₂) ou compostos sintéticos de fluoreto - interagem com o hidrogénio dissolvido, impurezas de metais alcalinos e inclusões suspensas.
Os componentes de cloreto no fluxo de refinação geram pequenas quantidades de gás cloro quando em contacto com o alumínio fundido. Estas bolhas de gás sobem através da fusão e cada bolha actua como um transportador de micro-flotação, recolhendo inclusões suspensas e hidrogénio dissolvido à medida que sobe. Este mecanismo é análogo à flotação de espuma industrial utilizada no processamento de minerais, mas operando à microescala num ambiente de metal fundido.
Os componentes de fluoreto reagem preferencialmente com metais alcalinos - sódio, cálcio, lítio - que são contaminantes comuns no alumínio secundário proveniente de sucata pós-consumo. Estas reacções convertem os metais alcalinos em compostos de fluoreto insolúveis que se tornam parte da escória de fluxo.
Porque é que ambas as funções são necessárias em conjunto
Num ambiente de forno de espera, nenhuma destas funções é suficiente. Um fluxo de cobertura sem capacidade de refinação protegerá contra novas contaminações, mas não pode remover inclusões já presentes na massa fundida. Um fluxo de refinação sem cobertura adequada purificará a fundição, mas deixá-la-á imediatamente vulnerável à re-oxidação após o tratamento. É por esta razão que a indústria do alumínio tem vindo a adotar uma combinação de produtos de fluxo de cobertura-refinação para aplicações em fornos de espera.
Quais são os principais componentes químicos do fluxo do forno de espera de alumínio?
A química do fluxo de retenção de alumínio reflecte décadas de aperfeiçoamento da engenharia metalúrgica. Podemos dividir as categorias de ingredientes em componentes activos primários e modificadores de desempenho secundários.
Sistemas à base de sal de cloreto
O sistema de sal de cloreto constitui a base estrutural da maioria dos fluxos de retenção de alumínio. O cloreto de potássio e o cloreto de sódio em várias proporções formam misturas eutécticas com pontos de fusão significativamente abaixo do ponto de fusão do alumínio, assegurando que o fundente é totalmente líquido e móvel a temperaturas de retenção. A mistura eutéctica de KCl e NaCl (aproximadamente 50:50 em peso) funde a cerca de 657°C, tornando-a ideal para aplicações de alumínio.
Estes sais de cloreto fornecem:
- Baixa viscosidade à temperatura de funcionamento para um bom espalhamento.
- Estabilidade química na ausência de humidade.
- Reatividade moderada com películas de superfície de óxido de alumínio.
- Boas caraterísticas de molhagem contra superfícies de óxido.
Adições de compostos de flúor
As adições de flúor aumentam drasticamente a capacidade funcional do sistema de cloreto de base. Os componentes comuns de fluoreto incluem:
Criolite (Na₃AlF₆): Um produto mineral e sintético de ocorrência natural que dissolve o óxido de alumínio mais eficazmente do que os cloretos isolados. A criolita reduz o ponto de fusão da mistura de fundentes e melhora a sua capacidade de dissolução do óxido de alumínio.
Fluoreto de cálcio (CaF₂/Fluorspato): Aumenta a fluidez do fluxo, melhora o comportamento de molhagem contra superfícies de óxido e contribui para a remoção de metais alcalinos através de reacções de troca de fluoreto.
Fluoreto de alumínio (AlF₃): Altamente reativo com contaminantes de metais alcalinos. Particularmente útil no processamento de alumínio a partir de sucata contaminada com elevado teor de sódio.
Fluoreto de Magnésio (MgF₂): Utilizado em sistemas de ligas que contêm magnésio, onde a química do flúor deve ser compatível com a composição da liga.
Aditivos especiais e modificadores de desempenho
Os fluxos comerciais modernos incorporam componentes adicionais que optimizam o desempenho para aplicações específicas:
| Tipo de aditivo | Exemplo químico | Função |
|---|---|---|
| Agentes oxidantes | MnO₂, KNO₃ | Promover a separação de escórias |
| Agentes molhantes | Vários compostos de fluoreto | Melhorar a molhagem do óxido |
| Tampões térmicos | Sais refractários de alta fusão | Prolongar a vida útil do fluxo |
| Agentes antiaglomerantes | Diversos | Evitar a aglomeração de fluxo de armazenamento |
| Modificadores de densidade | Misturas ajustadas à densidade | Controlo da posição da camada de fluxo |
O que evitar na química de fluxo
Nem todas as composições de fluxos são adequadas para todas as aplicações. Os fluxos que contêm concentrações elevadas de sódio podem causar envenenamento por sódio em ligas que contêm magnésio (particularmente A356, A380 e ligas de fundição semelhantes). Concentrações de sódio superiores a 5 ppm em ligas de alumínio e silício provocam a inversão da modificação eutéctica, degradando as propriedades mecânicas. As equipas de aquisição devem verificar se o teor de sódio do fluxo é controlado quando trabalham com ligas sensíveis à modificação.
Que métodos de aplicação de fluxo produzem os melhores resultados metalúrgicos?
A técnica de aplicação é tão importante como a química do fluxo. Observámos muitos casos em que excelentes formulações de fluxos produziram resultados decepcionantes devido a más práticas de aplicação. O método de aplicação do fluxo determina a eficácia com que os componentes activos contactam com a contaminação alvo.
Aplicação manual de superfície
O método mais simples envolve o espalhamento manual de fluxo em pó ou granular sobre a superfície da fusão, utilizando uma concha perfurada, um espalhador de fluxo ou um distribuidor pneumático. Esta técnica é adequada para fornos de pequena a média dimensão e operações descontínuas.
Melhores práticas para a aplicação manual de superfícies:
- Aplicar o fluxo uniformemente em toda a superfície da fusão a uma taxa de 1-3 kg por tonelada métrica de alumínio.
- Aguardar 5-10 minutos para que o fundente derreta e se espalhe antes de agitar ou escumar.
- Aquecer previamente o equipamento de aplicação do fluxo para evitar choques térmicos ou contaminação por humidade.
- Utilizar equipamento de proteção, incluindo protecções faciais, luvas resistentes ao calor e proteção respiratória.
Sistemas de injeção de pó
Para fornos de espera maiores e operações de fundição contínua, sistemas de injeção de pó fornecem fluxo de refinação diretamente na massa fundida através de uma lança inserida abaixo da superfície do metal. Este método cria um contacto íntimo entre o fluxo e a massa fundida, melhorando significativamente a eficiência da refinação.
Vantagens da injeção de pó:
- Distribuição mais uniforme do fluxo em todo o volume da fusão.
- Maior área de superfície de contacto entre o fluxo e as inclusões.
- Consumo de fluxo reduzido em comparação com a aplicação à superfície para resultados metalúrgicos equivalentes.
- Resultados de tratamento consistentes e repetíveis, menos dependentes da técnica do operador.
O fluxo é tipicamente fluidizado com gás de transporte (utilizando azoto ou árgon) e injetado através de um impulsor rotativo ou de uma lança estática a taxas controladas. O posicionamento da lança, o caudal do gás de transporte e a taxa de injeção devem ser optimizados para cada geometria do forno.
Desgaseificação rotativa com injeção de fluxo
A abordagem mais sofisticada combina a desgaseificação rotativa com a injeção simultânea de fundente. O impulsor rotativo cria bolhas de gás finas que transportam o cloro injetado ou as partículas de fluxo através de todo o volume da fusão, ao mesmo tempo que rompe mecanicamente as películas de óxido. Esta abordagem combinada permite a remoção de hidrogénio e a flotação de inclusões num único ciclo de tratamento.
Parâmetros de desgaseificação rotativa relevantes para o desempenho do fluxo:
- Velocidade do rotor: tipicamente 200-600 RPM, dependendo do tamanho do forno.
- Caudal de gás: 0,1-0,5 Nm³/minuto.
- Tempo de tratamento: 10-30 minutos, dependendo do volume de fusão e do objetivo de limpeza.
- Taxa de injeção de fluxo: 0,5-2 kg/tonelada, dependendo do nível de contaminação da massa fundida.
| Método de aplicação | Tamanho típico do forno | Eficiência do fluxo | Custo do capital | Custos operacionais |
|---|---|---|---|---|
| Superfície manual | Pequeno-Médio | Moderado | Baixa | Baixa |
| Agitação mecânica + superfície | Médio | Bom | Moderado | Moderado |
| Injeção de pó (lança estática) | Médio-Grande | Bom | Moderado | Moderado |
| Desgaseificação rotativa + fluxo | Grande | Excelente | Elevado | Moderado-Alto |
| Sistemas de distribuição automatizados | Qualquer | Muito bom | Elevado | Baixo por ciclo |
Como é que o fluxo interage com a formação de escórias e a recuperação de metais?
A gestão da escória é inseparável da gestão do fluxo nas operações de retenção de alumínio. A escória - a camada de subproduto que se forma na superfície da fusão e que consiste em óxido de alumínio, resíduos de fluxo e alumínio metálico retido - representa um desafio metalúrgico e uma variável económica significativa.

O que a escória realmente contém
A escória fresca de um forno de retenção de alumínio com gestão de fluxo adequada contém normalmente:
- 30-60% alumínio metálico (preso na rede de óxidos).
- 20-40% compostos de óxido de alumínio.
- 10-30% resíduos de sais de fluxo.
- 5-15% outros óxidos e intermetálicos consoante a liga.
O alumínio metálico preso na escória representa uma perda direta de rendimento. Numa instalação que processa 10.000 toneladas de alumínio por ano, mesmo uma melhoria de 1% na recuperação de metal de escória traduz-se numa recuperação financeira significativa.
Como o fluxo de cobertura afecta a qualidade da escória
A aplicação correta do fluxo de cobertura produz uma escória “seca” ou “estaladiça” - um material pulverulento e não pegajoso que liberta prontamente o metal preso quando pressionado ou processado. Este tipo de escória tem elevadas taxas de recuperação de metal em operações de processamento de escória a jusante.
Sem uma cobertura de fluxo adequada, a escória torna-se húmida, pegajosa e rica em película de óxido. Este tipo de escória aprisiona fisicamente as gotículas de alumínio numa matriz de óxido contínua, tornando a recuperação do metal mais difícil e mais cara.
O mecanismo chave é que os sais de fluxo reduzem a viscosidade e a tensão superficial da interface óxido-sal, permitindo que as gotículas de alumínio se aglutinem e drenem de volta para a massa fundida, em vez de permanecerem presas na estrutura da escória.
Operações da prensa de escórias e interação do fluxo
As modernas instalações de alumínio utilizam prensas hidráulicas de escória para recuperar o metal da escória quente imediatamente após a escumação. A eficácia da prensagem da escória depende muito da química do fluxo:
- Um maior teor de fluxo de cloreto produz fases de sal fundido de baixa viscosidade que drenam da escória mais completamente sob pressão.
- Um teor excessivo de fluoreto pode tornar a escória mais refractária e mais difícil de prensar.
- O equilíbrio ótimo do fluxo produz escórias que respondem bem à recuperação por prensagem com rendimentos metálicos de 50-70% a partir da massa de escórias.
| Tipo de escória | Cobertura de fluxo | Conteúdo metálico | Pressibilidade | Recuperação de metais |
|---|---|---|---|---|
| Seco/crocante | Bom | 30-50% Al | Excelente | 60-75% |
| Húmido | Moderado | 40-60% Al | Bom | 45-60% |
| Húmido/pegajoso | Pobres | 50-70% Al | Pobres | 30-45% |
| Escória negra | Muito mau/nenhum | 60-80% Al | Muito pobre | 20-35% |
Que tipos de fluxo são utilizados para diferentes graus de liga de alumínio?
Diferentes famílias de ligas de alumínio têm requisitos químicos distintos que limitam a seleção do fluxo. A utilização do fluxo errado para uma liga específica pode introduzir contaminação, modificar a química da liga ou causar reacções imprevistas.

Fluxo para alumínio primário (série 1xxx)
As ligas de alumínio primário têm uma tolerância muito baixa à contaminação porque servem aplicações de elevada pureza. Os requisitos de fluxo centram-se fortemente na função de cobertura com um mínimo de química reactiva que possa introduzir elementos vestigiais. Os fluxos com baixo teor de fluoreto de sódio são preferidos e muitos operadores utilizam fluxos de revestimento à base de cloreto puro com adições selectivas de fluoreto apenas quando a remoção de álcalis é especificamente necessária.
Fluxo para ligas de fundição (Série 3xx.x - Al-Si)
As ligas de alumínio para fundição de silício são os cavalos de batalha das indústrias de fundição sob pressão e fundição em areia. A principal preocupação de fluxo para estas ligas é o teor de metais alcalinos - particularmente sódio - porque o sódio em níveis acima de 5 ppm faz com que o silício eutéctico se torne não modificado, revertendo qualquer tratamento intencional de modificação de estrôncio ou sódio.
Para as ligas da série 3xx.x, a seleção do fluxo deve ter em conta:
- Formulações de fluxos sem sódio ou com muito baixo teor de sódio quando é utilizada a modificação com estrôncio.
- Fluxantes com flúor especificamente concebidos para a remoção de álcalis no processamento de sucata com elevado teor de sódio.
- Compatibilidade com o teor de magnésio em ligas como o A380 (que contém aproximadamente 0,1% de Mg).
Fluxo para ligas forjadas (séries 5xxx e 6xxx)
As ligas forjadas, particularmente as da série 5xxx que contêm magnésio, apresentam desafios específicos em termos de fluxos. O magnésio reage agressivamente com os componentes do fluxo de flúor, particularmente quando as formulações de fluxo têm um elevado teor de flúor. As reacções fluoreto-magnésio podem esgotar o magnésio da liga, alterar a composição e gerar inclusões de fluoreto de magnésio.
Para ligas da série 5xxx:
- Utilizar fluxos de cobertura com baixo teor de fluoreto ou sem fluoreto.
- Dar prioridade à função de cobertura física em detrimento da reatividade química.
- Monitorizar as taxas de recuperação de magnésio como um indicador de compatibilidade de fluxo.
Fluxo para alumínio reciclado/secundário
O alumínio secundário processado a partir de sucata pós-consumo apresenta os requisitos de fluxo mais exigentes porque os fluxos de sucata contêm a maior variedade de contaminantes. Os fluxos de refinação reactivos com maior teor de flúor são apropriados neste caso, porque a remoção de álcalis, a limpeza de óxidos e a purga de hidrogénio são todas necessárias em simultâneo.
| Categoria de liga metálica | Preocupação com o fluxo primário | Tipo de fluxo recomendado | Nível de flúor | Nível de cloreto |
|---|---|---|---|---|
| 1xxx Primário | Evitar a contaminação | Cobertura de baixa atividade | Baixa | Elevado |
| 3xx.x Fundição | Controlo de sódio/álcalis | Refinação alcalino-reactiva | Moderado-Alto | Moderado |
| 5xxx Forjado | Compatibilidade do Mg | Revestimento com baixo teor de flúor | Baixa | Elevado |
| 7xxx Forjado | Interação Zn/Cu | Formulação especializada | Baixo-Moderado | Elevado |
| Secundário/Escória | Contaminantes múltiplos | Refinação de alta atividade | Elevado | Elevado |
Como é que se avalia o desempenho do fluxo e o controlo de qualidade?
A avaliação do desempenho do fluxo requer uma medição sistemática em vários pontos do processo. Tanto os engenheiros de processo como os gestores de qualidade necessitam de métricas fiáveis para avaliar se as adições de fluxo estão a atingir os objectivos metalúrgicos pretendidos.
Ensaio de pressão reduzida (RPT) para avaliação do hidrogénio
O Teste de Pressão Reduzida é o método de campo mais amplamente utilizado para avaliar o hidrogénio dissolvido no alumínio. Uma pequena amostra de alumínio fundido solidifica sob pressão reduzida (aproximadamente 1/10 da pressão atmosférica), fazendo com que o hidrogénio dissolvido forme uma porosidade visível. A amostra resultante é pesada e comparada com uma amostra solidificada à pressão atmosférica - o índice de densidade fornece uma medida quantitativa do teor de hidrogénio.
Valores aceitáveis do índice de densidade:
- Aplicações de fundição de alta qualidade: abaixo de 0,10%
- Fundição padrão para automóveis: 0.10-0.20%
- Aplicações não críticas: inferior a 0,30%
Métodos de avaliação da inclusão
As inclusões são mais difíceis de quantificar do que o hidrogénio, mas são igualmente importantes para a qualidade da fundição. Os métodos de avaliação mais comuns incluem:
Teste de pré-impressão do pé: Filtra o alumínio fundido através de um filtro de cerâmica e pesa o resíduo. Um peso mais elevado do filtro indica mais inclusões.
Ensaios por ultra-sons: Envia impulsos ultra-sónicos através de barras de teste solidificadas - as inclusões dispersam o sinal e criam assinaturas caraterísticas.
PoDFA (Análise de Filtração de Disco Poroso): Método laboratorial que concentra as inclusões num disco de filtro para exame metalográfico.
Teste K-Mold: Um teste de campo simples que funde alumínio num molde escalonado - as inclusões aparecem como rasgões visíveis ou fendas frias em secções progressivamente mais finas.
Verificação química do fluxo para aprovisionamento
Ao comprarem fluxos de revestimento e de refinação, as equipas de aquisição devem exigir a certificação dos seguintes parâmetros:
| Parâmetro | Porque é que é importante | Especificação típica |
|---|---|---|
| Teor de cloretos (%) | Componente ativo primário | 60-85% |
| Teor de fluoreto (%) | Atividade de refinação | 5-25% |
| Teor de humidade (%) | Crítico - o fluxo húmido provoca explosões | Inferior a 0,5% |
| Teor de ferro (ppm) | Risco de contaminação | Inferior a 500 ppm |
| Teor de metais pesados | Ambiente/qualidade | Abaixo dos limites regulamentares |
| Distribuição do tamanho das partículas | Consistência da aplicação | Conforme especificado |
| Intervalo do ponto de fusão | Compatibilidade do processo | Verificado para o tempo de aplicação |
Indicadores-chave de desempenho para operações de fluxo
Recomendamos o acompanhamento dos seguintes KPIs em qualquer operação de forno de retenção de alumínio que utilize fluxo:
- Volume de escória por tonelada de alumínio processado (objetivo: minimizar mantendo a cobertura).
- Percentagem do teor de escórias metálicas (objetivo: inferior a 40% para operações de bom fluxo).
- Taxa de consumo de fluxo por tonelada de alumínio (referência em relação às normas da indústria).
- Tendência do índice de densidade nos turnos de produção.
- Taxas de defeitos de fundição atribuíveis a inclusões ou porosidade.
Considerações ambientais e de segurança na utilização de fluxo de alumínio
As dimensões ambientais e de segurança da utilização de fluxos de alumínio aumentaram significativamente em termos de importância regulamentar na última década. Tanto o regulamento REACH da União Europeia como as diretrizes da EPA dos EUA classificam determinados componentes do fluxo como substâncias de preocupação.
Geração de gás cloro e exposição profissional
Quando o fluxo contendo cloreto reage com alumínio fundido, podem ser geradas pequenas quantidades de gás cloro e cloreto de hidrogénio, particularmente a temperaturas mais elevadas ou quando o fluxo entra em contacto com metal molhado. O gás cloro é um perigo respiratório com limites de exposição profissional fixados em 0,5 ppm (limite máximo) na maioria das jurisdições.
Medidas de atenuação:
- Ventilação adequada e sistemas de exaustão locais por cima dos fornos de acumulação.
- Monitorização de gás em tempo real para o pessoal de operações.
- Programas de formação para procedimentos corretos de manuseamento de fluxos.
- Seleção de formulações de fluxo que minimizem a produção de gás a temperaturas de funcionamento.
Gestão de resíduos de fluoreto
O fluxo gasto e as impurezas que contêm flúor apresentam desafios de eliminação ambiental. Os compostos de flúor em ambientes de aterro podem lixiviar para as águas subterrâneas, levantando preocupações regulamentares. Muitas jurisdições classificam as escórias contendo flúor como resíduos perigosos que requerem uma eliminação controlada.
Melhores práticas:
- Separar as impurezas contendo fluoreto de outros fluxos de resíduos.
- Estabelecer parcerias com processadores de reciclagem de escórias certificados que recuperam fracções de metal e de sal.
- Manter a documentação de eliminação para cumprimento da regulamentação.
- Considerar alternativas de fluxo com baixo teor de flúor ou sem flúor, sempre que tal seja viável do ponto de vista metalúrgico.
Risco de humidade - A questão de segurança mais crítica
O fluxo húmido ou o fluxo que tenha absorvido humidade atmosférica apresenta um grave risco de explosão. Quando a humidade entra em contacto com o alumínio fundido (a temperaturas superiores a 700°C), a água vaporiza instantaneamente e pode provocar violentas explosões de vapor. Este perigo não é teórico - os acidentes em casas de fundição de alumínio relacionados com a contaminação por humidade estão entre os incidentes graves mais comuns na indústria.
Precauções obrigatórias:
- Armazenar o fluxo em recipientes selados, à prova de humidade, em locais secos e fechados
- Pré-aquecer o equipamento de aplicação do fluxo antes do contacto com a massa fundida
- Nunca adicionar fluxo que tenha sido exposto à chuva, humidade elevada ou água
- Inspecionar os sacos de fluxo quanto a danos antes da utilização
- Implementar a monitorização da humidade nas áreas de armazenamento de fluxos
- Seguir a formação em procedimentos de emergência para todo o pessoal que trabalha perto de fornos de manutenção
Panorama do quadro regulamentar
| Área de regulamentação | Regulamento pertinente | Requisito-chave |
|---|---|---|
| Emissões atmosféricas | EPA NESHAP (US) / IED (EU) | Ventilação, controlo das emissões |
| Exposição dos trabalhadores | OSHA PELs (EUA) / EH40 (Reino Unido) | Limites de exposição de Cl₂, HCl, HF |
| Classificação dos resíduos | RCRA (EUA) / Diretiva-quadro relativa aos resíduos (UE) | Classificação das escórias de fluoreto |
| Registo de produtos químicos | REACH (UE) / TSCA (EUA) | Componente Registo CAS |
| Transporte | Classificações DOT/IMDG | Embalagem e rotulagem |
Critérios de seleção do Flux para equipas de aprovisionamento e operações
A compra de revestimento e fluxo de refinação envolve o equilíbrio entre os requisitos de desempenho metalúrgico e o custo, a fiabilidade do fornecimento, a conformidade ambiental e a praticidade operacional. Já vimos decisões de aquisição tomadas puramente com base no preço que resultaram em custos globais de processo significativamente mais elevados devido ao aumento das perdas de escória, taxas de rejeição mais elevadas e requisitos de manutenção do equipamento.
Perspetiva do custo total de propriedade
O preço unitário do fluxo raramente é a variável económica mais importante. Considere este quadro ao avaliar os fornecedores de fluxos:
Impacto da recuperação de metais: Um fluxo que reduz o teor de metal de escória de 55% para 40% em 100 toneladas/mês de escória representa aproximadamente 15 toneladas de alumínio recuperado adicional por mês - valendo milhares de dólares aos preços actuais do alumínio.
Taxa de rejeição de fundição: Os defeitos de fundição relacionados com o fluxo (porosidade, inclusões) resultam em desperdícios que custam muito mais do que as poupanças de fluxo de um produto mais barato.
Desgaste refratário: Algumas formulações de fluxos agressivos atacam os materiais de revestimento dos fornos, aumentando os custos de manutenção dos refractários e o risco de paragens não planeadas.
Requisitos de mão de obra: As formulações de fluxo de maior qualidade requerem frequentemente uma aplicação menos frequente e produzem escórias que são mais fáceis de manusear, reduzindo os custos de mão de obra por tonelada de alumínio processado.
Critérios de qualificação de fornecedores
Ao qualificar um fornecedor de fluxos, avalie:
- Fichas técnicas com a composição química completa.
- Certificados de ensaio de terceiros para o teor de humidade, metais pesados e tamanho das partículas.
- Dados de consistência - a variação química de lote para lote deve ser inferior a 2%
- Fiabilidade da cadeia de abastecimento - podem fornecer de forma consistente os volumes necessários?
- Capacidade de apoio técnico - dispõem de metalúrgicos que possam apoiar a otimização do processo?
- Referências de operações de alumínio semelhantes.
- Documentação de conformidade ambiental para todos os componentes.
Considerações sobre embalagem e logística
A embalagem do fluxo afecta significativamente a qualidade do produto no ponto de utilização:
| Tipo de embalagem | Proteção contra a humidade | Prazo de validade | Manuseamento | Melhor para |
|---|---|---|---|---|
| Sacos de polietileno selados (25 kg) | Bom | 12-18 meses | Manual | Pequenas operações |
| Sacos grandes/FIBCs (500-1000 kg) | Moderado | 12 meses | Mecânica | Volume médio |
| Tambores selados | Excelente | Mais de 24 meses | Mecânica | Ambientes com elevado teor de humidade |
| Navio-tanque (seco) | Excelente | Utilizar imediatamente | Automatizado | Sistemas automatizados de grande volume |
| Recipientes pressurizados | Melhor | Alargado | Automatizado | Sistemas de injeção contínua |
Erros comuns na aplicação de Flux e como evitá-los
Depois de trabalhar com inúmeras operações de fundição de alumínio, identificámos um conjunto consistente de erros de aplicação que prejudicam a eficácia do fluxo. Compreender estes erros é tão importante como compreender a prática correta.
Subdosagem e cobertura incompleta
O erro mais comum é a aplicação de fluxo insuficiente para obter uma cobertura completa da superfície fundida. Por vezes, os operadores reduzem a utilização de fluxo para reduzir os custos, mas as consequências metalúrgicas e de rendimento ultrapassam rapidamente as poupanças de material. Uma cobertura incompleta deixa secções da superfície fundida expostas à oxidação, criando zonas de contaminação localizadas.
A correção: Estabelecer padrões mínimos de cobertura com base nos cálculos da área do banho do forno. Para a maioria dos fornos de espera, a camada de fluxo deve cobrir completamente a superfície visível da fusão com uma profundidade de aproximadamente 20-40 mm.
Sobredosagem e contaminação do fluxo
O erro oposto - adição excessiva de fluxo - cria problemas igualmente prejudiciais para a qualidade do metal. O excesso de fluxo que não pode ser absorvido pela camada de escória afunda-se na fusão e pode introduzir inclusões de fluxo no metal. O excesso de fluxo de cloreto no metal pode causar a geração de hidrogénio durante a solidificação.
A correção: Calibrar as taxas de adição de fluxo para o tamanho do forno, taxa de rotação da fusão e volume de geração de escórias. Documentar o desempenho de base com taxas de adição óptimas.
Adicionar fluxo a uma zona fria do forno
O fluxo aplicado em áreas da superfície do forno onde a temperatura do metal está abaixo do ponto de fusão do fluxo não se espalhará e não será ativado corretamente. O fluxo sólido assente numa fusão parcialmente solidificada ou com temperatura estratificada cria uma cobertura desigual e reacções localizadas quando a temperatura eventualmente iguala.
A correção: Assegurar a uniformidade da temperatura do forno antes da aplicação do fluxo. Verificar as leituras dos termopares em vários pontos em fornos grandes.
Tempo incorreto do fluxo em relação à fundição
O fluxo deve ser aplicado e deixado reagir antes do início da fundição, não durante um ciclo de fundição ativo. A adição de Flux durante a fundição cria turbulência que pode introduzir inclusões no fluxo de metal fundido. O protocolo geral é aplicar e tratar pelo menos 15-30 minutos antes do início da fundição.
Não ter em conta as alterações químicas das ligas
Ao mudar entre famílias de ligas no mesmo forno, a seleção do fluxo pode também ter de mudar. Um operador familiarizado com fluxos de ligas de fundição pode não reconhecer que a mudança para uma liga forjada 5xxx requer uma mudança para um fluxo com baixo teor de flúor para proteger o teor de magnésio.
A correção: Criar gráficos de seleção de fluxos indexados ao tipo de liga que são fisicamente afixados na estação de operação do forno. Incluir isto nos programas de formação dos operadores.
Perguntas frequentes sobre a cobertura e o refino do fluxo para fornos de espera de alumínio
Q1: Qual é a diferença entre o fluxo de revestimento e o fluxo de refinação para alumínio?
O fluxo de cobertura forma uma camada protetora na superfície do alumínio fundido para evitar a oxidação e a absorção de hidrogénio. O fluxo de refinação reage quimicamente com a fusão para remover o hidrogénio dissolvido, as impurezas de metais alcalinos e as inclusões em suspensão. A maioria das aplicações modernas de fornos de espera utilizam produtos combinados que desempenham ambas as funções em simultâneo.
Q2: Qual a quantidade de fundente que deve ser adicionada a um forno de fixação de alumínio?
As taxas de adição típicas variam de 1 a 3 kg de fluxo por tonelada métrica de alumínio. A taxa exacta depende do nível de contaminação da fusão, do tipo de forno, da química da liga e do objetivo de limpeza do metal pretendido. Um maior teor de sucata na carga requer geralmente uma maior dosagem de fundente.
P3: Posso utilizar o mesmo fluxo para diferentes famílias de ligas de alumínio?
Nem sempre. As ligas que contêm magnésio (série 5xxx) requerem fluxos com baixo teor de flúor para evitar a depleção de magnésio. As ligas de fundição modificadas com estrôncio necessitam de formulações de fluxo com baixo teor de sódio. Verifique sempre a compatibilidade do fluxo com a liga específica que está a ser processada.
Q4: Como posso saber se o meu fluxo está a funcionar corretamente?
Monitorize os valores do índice de densidade do Teste de Pressão Reduzida, acompanhe a percentagem do teor de metal de escória, observe o carácter da escória (nítido e seco indica uma cobertura eficaz do fluxo) e acompanhe as taxas de defeitos de fundição. Um sistema de fluxo com bom desempenho produz valores de índice de densidade consistentemente baixos e escórias secas e prensáveis.
Q5: O que acontece se o fluxo húmido entrar em contacto com o alumínio fundido?
A humidade em contacto com o alumínio fundido provoca a geração instantânea de vapor que pode resultar numa violenta explosão de vapor. Trata-se de um risco grave para a segurança. Armazene sempre o fluxo em condições secas e seladas e pré-aqueça o equipamento de aplicação antes de o utilizar. Nunca utilize fluxos que tenham sido expostos à humidade.
Q6: Com que frequência deve ser aplicado fluxo num forno de espera?
A frequência de aplicação depende do tempo de espera, da taxa de rotação da massa fundida e da temperatura do metal. As operações de produção contínua podem exigir adições de fluxo a cada 2-4 horas. As operações de produção em série normalmente aplicam fluxo no início de cada aquecimento e após cada ciclo de escumação. Monitorizar visualmente o estado da superfície da fusão para orientar a calendarização.
Q7: Qual é o prazo de validade do fluxo do forno de retenção de alumínio?
Quando armazenados em embalagens seladas, à prova de humidade e em condições interiores secas, a maioria dos fluxos de cloreto-fluoreto tem um prazo de validade de 12-24 meses. Uma vez aberta a embalagem, o fluxo não utilizado deve ser imediatamente selado de novo e utilizado no prazo de 30 dias.
Q8: O tipo de fluxo afecta a vida útil do refratário do forno?
Sim. Os fluxos ricos em fluoretos são mais agressivos para os materiais refractários ligados a óxidos. As operações a altas temperaturas com fluxos agressivos requerem formulações refractárias resistentes ao flúor. Verifique sempre a compatibilidade entre o fluxo e o refratário com o seu fornecedor de revestimento de fornos quando considerar uma alteração química do fluxo.
Q9: O cloro gasoso libertado durante o tratamento do fluxo de alumínio é perigoso?
Os fluxos à base de cloreto podem gerar pequenas quantidades de gás cloro e cloreto de hidrogénio durante as reacções a alta temperatura. Os limites de exposição profissional ao cloro são de 0,5 ppm (valor limite). A ventilação adequada do forno, os sistemas de exaustão local e a monitorização do gás são requisitos de segurança essenciais. As formulações modernas de fluxos de baixa emissão minimizam a geração de gás.
Q10: O que é que as equipas de compras devem exigir aos fornecedores de fluxos?
Os principais requisitos de documentação incluem: certificados completos de composição química por lote, verificação do teor de humidade (abaixo de 0,5%), dados de distribuição do tamanho das partículas, verificação do teor de metais pesados, documentos de conformidade REACH/ambiental e fichas técnicas. Referências de operações de alumínio comparáveis e dados de consistência demonstrados de lote para lote também são critérios importantes de avaliação do fornecedor.
Resumo: Principais conclusões técnicas
A gestão do fluxo de cobertura e refinação em fornos de espera de alumínio é uma disciplina tecnicamente sofisticada que determina diretamente a limpeza do metal, o rendimento e a qualidade da fundição. Os princípios fundamentais estabelecidos ao longo deste artigo podem ser resumidos da seguinte forma:
A escolha entre fluxo de cobertura, fluxo de refinação ou produtos combinados deve ser orientada por objectivos específicos do processo e pela química da liga, e não pelo hábito ou pelo custo unitário mais baixo. A seleção do método de aplicação - manual, injeção ou desgaseificação rotativa - multiplica ou diminui significativamente a eficácia mesmo da melhor formulação de fluxo. A gestão da escória e a gestão do fluxo são inseparáveis; a química do fluxo controla o carácter da escória, que por sua vez controla a economia da recuperação do metal. Os requisitos ambientais e de segurança são aspectos não negociáveis da gestão de fluxos que requerem uma atenção sistemática ao armazenamento, manuseamento, ventilação e eliminação de resíduos.
Na AdTech, a nossa experiência em diversos ambientes de produção de alumínio demonstra consistentemente que as instalações que alcançam a melhor combinação de qualidade do metal, rendimento e eficiência operacional são aquelas que tratam a gestão de fluxos como uma competência central de engenharia de processos e não como uma compra rotineira de consumíveis.
