Kaplama ve alüminyum tutma fırınları için arıtma flaksı metal kalitesi, operasyonel verimlilik ve verim optimizasyonunda belirleyici bir rol oynar - uygun flaks yönetimi olmadan, alüminyum eriyikleri, sonraki döküm kalitesini doğrudan tehlikeye atan aşırı oksidasyon, hidrojen emilimi ve inklüzyon kontaminasyonundan muzdariptir. AdTech olarak, birçok kıtada alüminyum işleme tesisleriyle kapsamlı bir şekilde çalıştık ve kanıtlar sürekli olarak tek bir sonuca işaret ediyor: doğru flaks kimyasını seçmek ve uygulamak ikincil bir husus değildir - temel bir mühendislik kararıdır.
Projeniz Kaplama ve Arıtma Flaksı kullanımını gerektiriyorsa, şunları yapabilirsiniz Bize ulaşın ücretsiz fiyat teklifi için.
Alüminyum Bekletme Fırınları için Kaplama ve Arıtma Flaksı Nedir?
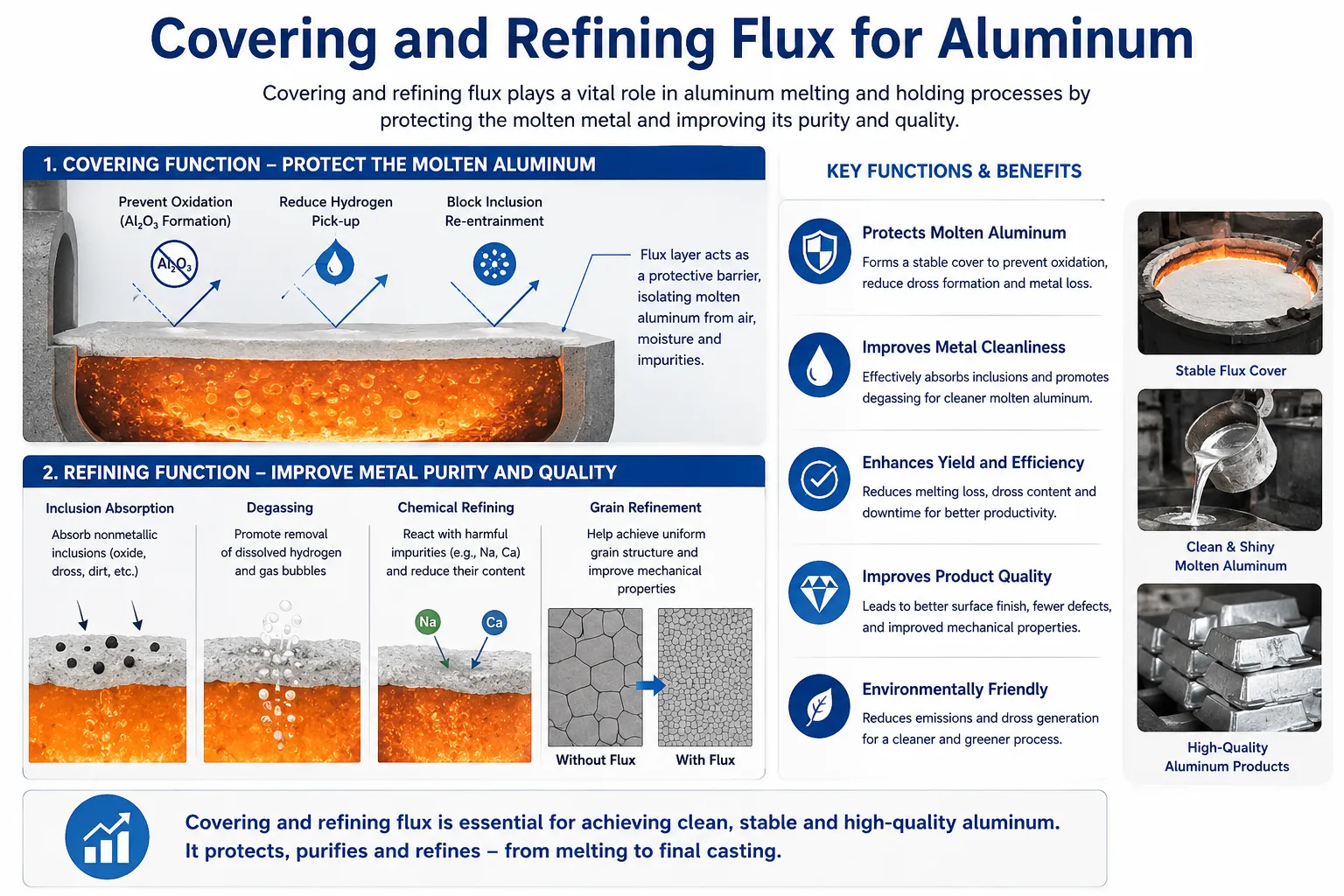
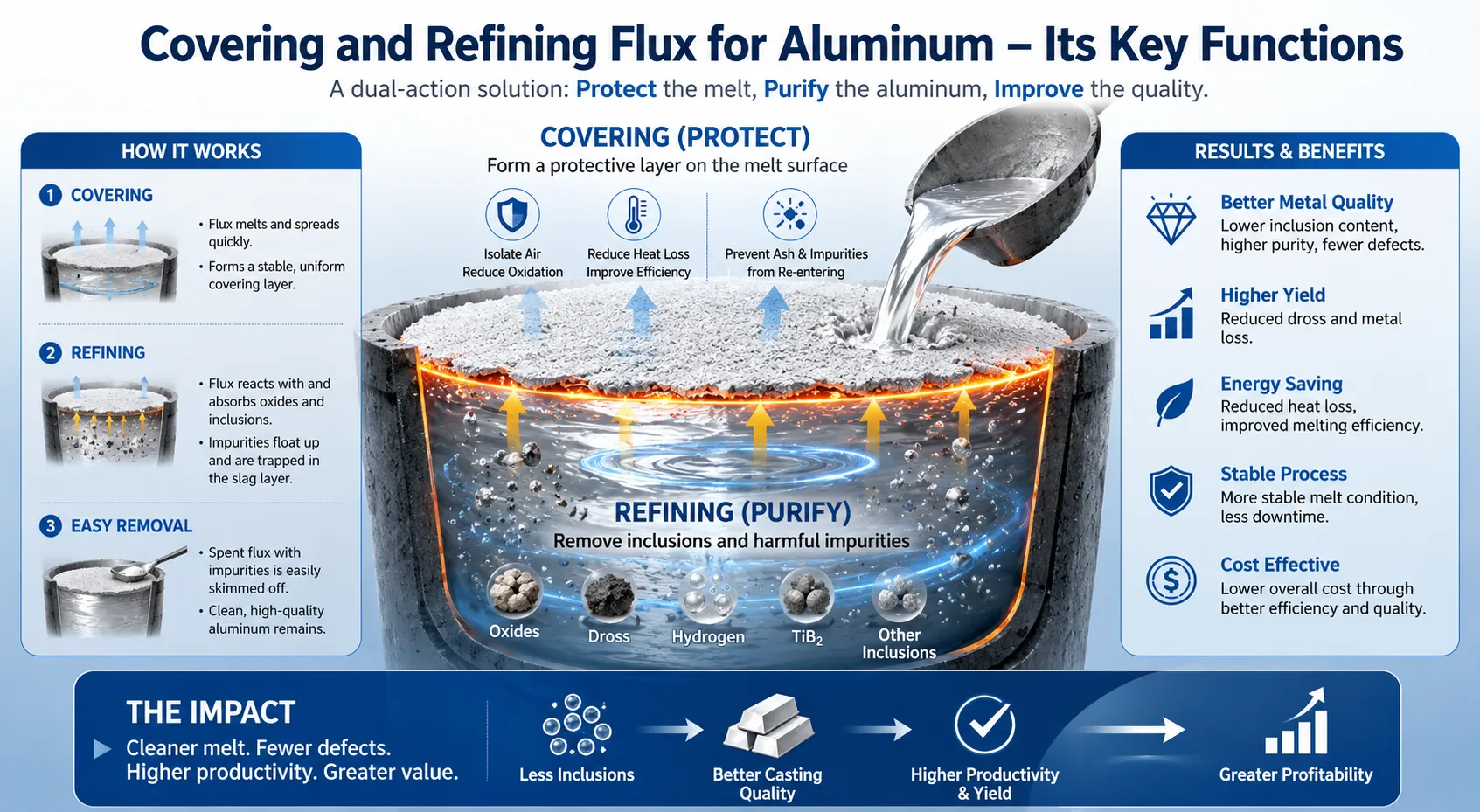
Alüminyum bekletme fırınları için kaplama ve arıtma flaksı, alüminyum eriyik bekletme işlemi sırasında eş zamanlı ancak farklı iki işleve hizmet eden bir kimyasal bileşikler kategorisini (tipik olarak klorür ve florür tuz karışımları) ifade eder. Örtücü flaks, erimiş alüminyum yüzey üzerinde koruyucu bir bariyer tabakası oluşturarak metali atmosferik oksijen ve nemden fiziksel olarak izole eder. Arıtma flaksı eriyiğe nüfuz ederek çözünmüş hidrojen, asılı oksitler ve metalik olmayan kalıntılarla kimyasal reaksiyona girer, bu kirleticileri sıvı metalden çeker ve sıyrılabilecekleri yüzeyde yoğunlaştırır.

Endüstriyel uygulamada, birçok flaks formülasyonu her iki işlevi tek bir üründe birleştirir - endüstride buna kaplama-rafine flaks veya çok amaçlı flaks denir. Bu çift etkili ürünler, etkili metalürjik kontrolü korurken yüksek verimli ortamlarda işlemleri basitleştirir.
Ayrıca okuyun: Alüminyum için Hangi Flux Kullanılır
Bekletme fırını flakslarını ergitme fırını flakslarından farklı olarak sınıflandırıyoruz çünkü bekletme aşamasındaki metalürjik hedefler önemli ölçüde farklılık göstermektedir. Bekletme sırasında birincil hedefler metal temizliğini korumak, yeniden kirlenmeyi önlemek, sıcaklık kaybını en aza indirmek ve metali döküm için hazırlamaktır. Bu nedenle flaks kimyası uzun bekletme süreleri boyunca stabil olmalı, fırın astarlarıyla reaktif olmamalı ve yeni kirleticiler eklemeden ince inklüzyonları yakalayabilmelidir.
| Fonksiyon | Örtücü Akı | Rafine Akı | Birleşik Akı |
|---|---|---|---|
| Birincil Rol | Yüzey koruması | Eriyik saflaştırma | Her ikisi de aynı anda |
| Uygulama Derinliği | Yüzey katmanı | Dökme eriyik | Yüzey + yeraltı |
| Reaksiyon Tipi | Fiziksel bariyer | Kimyasal reaksiyon | Fiziksel + kimyasal |
| Tipik Ekleme Oranı | 0,5-2 kg/ton | 1-3 kg/ton | 1-3 kg/ton |
| Yağsız Sıklık | Düşük | Daha yüksek | Orta düzeyde |
Alüminyum Bekletme Aşamasında Neden Akı Korumasına İhtiyaç Duyar?
Erimiş alüminyum, uzman olmayanların çoğunun hafife aldığı şekillerde kimyasal olarak agresiftir. Çoğu alüminyum alaşımı için tipik tutma aralığı olan 680°C ile 780°C arasındaki sıcaklıklarda metal, alüminyum oksit (Al₂O₃) oluşturmak üzere atmosferik oksijenle neredeyse anında reaksiyona girer. Bu reaksiyon termodinamik olarak elverişlidir ve normal fırın koşulları altında esasen geri döndürülemezdir. Flaks kaplaması olmadan, yeni sıyrılmış bir yüzey saniyeler içinde yeniden oksitlenecektir.
Bekletme aşaması, çeşitli nedenlerden dolayı alüminyum üretim sürecinde özellikle hassas bir dönemi temsil etmektedir:
Uzun Süreli Maruziyet
Şarj veya kılavuz çekme sırasındaki kısa pencerelerin aksine, bekletme fırınındaki alüminyum saatlerce fırın atmosferiyle temas halinde kalabilir. Korumasız maruz kalınan her dakika oksit kabuğunun kalınlaşmasına, hidrojen toplanmasına ve ilerleyen inklüzyon birikimine katkıda bulunur.
Hidrojen Çözünürlüğü ve Gözeneklilik Riski
Alüminyumun sıvı haldeki hidrojen çözünürlüğü katı haldekinden çok daha yüksektir. Döküm sırasında metal soğuyup katılaştıkça, çözünmüş hidrojen gaz gözenekliliği olarak çökelir ve nihai ürünü zayıflatan boşluklar oluşturur. Bekletme sırasında hidrojen kontaminasyonunun başlıca kaynakları atmosferik nem, refrakter gaz çıkışı ve ıslak şarj malzemeleridir. Örtü flaksı, eriyik yüzeyi ile fırın atmosferi arasındaki temas alanını sınırlandırarak atmosferik hidrojen emilimini önemli ölçüde azaltır.
İçerme Kontaminasyonu
Metalik olmayan inklüzyonlar - alaşım bileşimine bağlı olarak esas olarak alüminyum oksit filmler, spineller, karbürler ve borürler - nihai dökümde stres yoğunlaştırıcı olarak işlev görür. Bu inklüzyonlar oksitlenmiş şarj malzemeleri, refrakter erozyonu ve eriyik yüzey türbülansından kaynaklanır. Rafinasyon flaksı bu partikülleri kimyasal olarak ıslatır ve topaklaştırarak yüzeye çıkmalarını sağlar.
Sıcaklık Homojenliği
Akı kaplaması ayrıca ısı yalıtımı sağlayarak eriyik yüzeyinden radyatif ısı kaybını azaltır. Bu, tutarlı döküm koşulları için kritik olan fırın banyosu boyunca sıcaklık homojenliğini destekler.
| Kirlenme Türü | Bekletme Sırasında Menşei | Akı Yanıtı |
|---|---|---|
| Alüminyum oksit filmler | Yüzey oksidasyonu | Akı bariyerinin kaplanması |
| Çözünmüş hidrojen | Nem, atmosfer | Klor gazı tahliyesi (bazı flakslardan) |
| Spinel kalıntıları | Alaşım elementi oksidasyonu | Rafine akı aglomerasyonu |
| Alkali metaller (Na, Ca) | Hammadde safsızlıkları | Reaktif akışkanlaştırma |
| Refrakter partiküller | Erozyon | Akı ıslatma ve flotasyon |
Kaplama Flaksları Rafine Flakslardan Nasıl Farklı Çalışır?
Bu iki flaks kategorisi arasındaki mekanik ayrımı anlamak, eriyik kalitesi yönetimi veya flaks tedarikinden sorumlu herkes için çok önemlidir.
Örtücü Akı Eylem Mekanizması
Örtücü flaks öncelikle fiziksel prensiplerle çalışır. Eriyik yüzeyine uygulandığında, flux bileşenleri - tipik olarak potasyum klorür (KCl) ve sodyum klorür (NaCl) gibi düşük erime noktalı klorür tuzları - erir ve alüminyum yüzey boyunca yayılarak sürekli bir sıvı veya yarı sıvı tabaka oluşturur. Bu tabaka üç şeyi aynı anda gerçekleştirir:
- Oksijen ve nemin metal yüzeye ulaşmasını fiziksel olarak engeller.
- Halihazırda oluşmuş olan alüminyum oksit deriyi kimyasal olarak çözerek viskozitesini azaltır ve çıkarılmasını kolaylaştırır.
- Radyatif ısı kayıplarını azaltan bir termal yalıtkan görevi görür.
Bir kaplama flaksının etkinliği, alüminyum oksit yüzeyini ıslatma kabiliyeti, erimiş alüminyum üzerindeki yayılma katsayısı ve çalışma sıcaklıklarındaki kararlılığı ile ölçülür. İyi bir kaplama flaksı, alüminyum tutma sıcaklığından daha düşük bir erime noktasına, yüksek kimyasal stabiliteye ve güçlü yüzey ıslatma özelliklerine sahiptir.
Rafineri Akısının Etki Mekanizması
Arıtma flaksı kimyasal ve fiziksel mekanizmaların bir kombinasyonu ile çalışır. Reaktif bileşenler - öncelikle kriyolit (Na₃AlF₆), kalsiyum florür (CaF₂) veya sentetik florür bileşikleri gibi florür tuzları - çözünmüş hidrojen, alkali metal safsızlıkları ve asılı kalıntılar ile etkileşime girer.
Rafinasyon flaksındaki klorür bileşenleri erimiş alüminyumla temas ettiğinde az miktarda klor gazı üretir. Bu gaz kabarcıkları eriyik boyunca yükselir ve her kabarcık bir mikro-flotasyon taşıyıcısı görevi görerek yükseldikçe asılı kalıntıları ve çözünmüş hidrojeni toplar. Bu mekanizma mineral işlemede kullanılan endüstriyel köpük flotasyonuna benzer, ancak erimiş metal ortamında mikro ölçekte çalışır.
Florür bileşenleri tercihen tüketici sonrası hurdadan elde edilen ikincil alüminyumda yaygın kirleticiler olan alkali metallerle (sodyum, kalsiyum, lityum) reaksiyona girer. Bu reaksiyonlar alkali metalleri çözünmeyen florür bileşiklerine dönüştürerek flux cürufunun bir parçası haline getirir.
Neden Her İki Fonksiyona Birlikte İhtiyaç Duyuluyor?
Bekletme fırını ortamında, her iki işlev de tek başına yeterli değildir. Arıtma özelliği olmayan bir kaplama flaksı yeni kirlenmeye karşı koruma sağlar ancak eriyikte halihazırda bulunan kalıntıları gideremez. Uygun kaplamaya sahip olmayan bir arıtma flaksı eriyiği saflaştırır ancak işlemden sonra yeniden oksidasyona karşı savunmasız bırakır. Bu nedenle alüminyum endüstrisi, bekletme fırını uygulamaları için büyük ölçüde kaplama-arıtma flaksı kombinasyon ürünlerine yönelmiştir.
Alüminyum Bekletme Fırını Flux'ındaki Ana Kimyasal Bileşenler Nelerdir?
Alüminyum tutma flaksının kimyası, onlarca yıllık metalürji mühendisliği arıtmasını yansıtmaktadır. İçerik kategorilerini birincil aktif bileşenler ve ikincil performans değiştiriciler olarak ayırabiliriz.
Klorür Tuz Bazlı Sistemler
Klorür tuzu sistemi çoğu alüminyum tutucu flaksın yapısal temelini oluşturur. Çeşitli oranlarda potasyum klorür ve sodyum klorür, erime noktaları alüminyumun erime noktasının önemli ölçüde altında olan ötektik karışımlar oluşturarak flaksın tutma sıcaklıklarında tamamen sıvı ve hareketli olmasını sağlar. KCl ve NaCl'nin ötektik karışımı (ağırlıkça yaklaşık 50:50) yaklaşık 657°C'de erir, bu da onu alüminyum uygulamaları için ideal hale getirir.
Bu klorür tuzları şunları sağlar:
- İyi yayılma için çalışma sıcaklığında düşük viskozite.
- Nem yokluğunda kimyasal stabilite.
- Alüminyum oksit yüzey filmleri ile orta derecede reaktivite.
- Oksit yüzeylere karşı iyi ıslatma özellikleri.
Florür Bileşik İlaveleri
Florür ilaveleri, baz klorür sisteminin işlevsel kapasitesini önemli ölçüde artırır. Yaygın florür bileşenleri şunları içerir:
Kriyolit (Na₃AlF₆): Alüminyum oksidi tek başına klorürlerden daha etkili bir şekilde çözen doğal olarak oluşan mineral ve sentetik bir ürün. Cryolite, flux karışımının erime noktasını düşürür ve alüminyum oksit çözme kapasitesini artırır.
Kalsiyum Florür (CaF₂/Fluorspar): Akışkanlığı artırır, oksit yüzeylere karşı ıslatma davranışını iyileştirir ve florür değişim reaksiyonları yoluyla alkali metal giderimine katkıda bulunur.
Alüminyum Florür (AlF₃): Alkali metal kirleticilerle yüksek oranda reaktiftir. Özellikle yüksek sodyum içerikli kontamine hurdadan alüminyum işlenirken faydalıdır.
Magnezyum Florür (MgF₂): Florür kimyasının alaşım bileşimi ile uyumlu olması gereken magnezyum içeren alaşım sistemlerinde kullanılır.
Özel Katkı Maddeleri ve Performans Değiştiriciler
Modern ticari flakslar, belirli uygulamalar için performansı optimize eden ek bileşenler içerir:
| Katkı Maddesi Türü | Kimyasal Örnek | Fonksiyon |
|---|---|---|
| Oksitleyici maddeler | MnO₂, KNO₃ | Cüruf ayrıştırmayı teşvik edin |
| Islatıcı maddeler | Çeşitli florür bileşikleri | Oksit ıslatmayı iyileştirin |
| Termal tamponlar | Yüksek erime noktalı refrakter tuzlar | Akı ömrünü uzatın |
| Topaklanmayı önleyici maddeler | Çeşitli | Akı depolama topaklanmasını önleyin |
| Yoğunluk değiştiriciler | Yoğunluğu ayarlanmış karışımlar | Akı katmanı konumunu kontrol edin |
Flux Kimyasında Kaçınılması Gerekenler
Tüm flaks bileşimleri tüm uygulamalar için uygun değildir. Yüksek konsantrasyonlarda sodyum içeren flakslar magnezyum içeren alaşımlarda (özellikle A356, A380 ve benzeri döküm alaşımları) sodyum zehirlenmesine neden olabilir. Alüminyum silikon alaşımlarında 5 ppm'in üzerindeki sodyum konsantrasyonları ötektik modifikasyonun tersine dönmesine neden olarak mekanik özellikleri bozar. Tedarik ekipleri, modifikasyona duyarlı alaşımlarla çalışırken flaks sodyum içeriğinin kontrol edildiğini doğrulamalıdır.
Hangi Flux Uygulama Yöntemleri En İyi Metalurjik Sonuçları Üretir?
Uygulama tekniği, flaks kimyası kadar önemlidir. Mükemmel flaks formülasyonlarının kötü uygulama uygulamaları nedeniyle hayal kırıklığı yaratan sonuçlar verdiği birçok vaka gözlemledik. Fluks uygulama yöntemi, aktif bileşenlerin hedef kontaminasyonla ne kadar etkili bir şekilde temas edeceğini belirler.
Manuel Yüzey Uygulaması
En basit yöntem, delikli bir kepçe, flaks yayıcı veya pnömatik dağıtıcı kullanarak toz veya granül flaksın eriyik yüzeyine manuel olarak yayılmasını içerir. Bu teknik küçük ve orta ölçekli fırınlar ve kesikli işlemler için uygundur.
Manuel yüzey uygulaması için en iyi uygulamalar:
- Eritkeni tüm eriyik yüzeyine metrik ton alüminyum başına 1-3 kg oranında eşit olarak uygulayın.
- Çalkalamadan veya sıyırmadan önce flaksın erimesi ve yayılması için 5-10 dakika bekleyin.
- Termal şok veya nem kontaminasyonunu önlemek için flux uygulama ekipmanını önceden ısıtın.
- Yüz siperleri, ısıya dayanıklı eldivenler ve solunum koruması dahil olmak üzere koruyucu ekipman kullanın.
Toz Enjeksiyon Sistemleri
Daha büyük bekletme fırınları ve sürekli döküm işlemleri için, toz enjeksi̇yon si̇stemleri̇ metal yüzeyinin altına yerleştirilen bir mızrak aracılığıyla doğrudan eriyik içine arıtma flaksı verir. Bu yöntem, eritken ile yığın eriyik arasında yakın temas oluşturarak arıtma verimliliğini önemli ölçüde artırır.
Toz enjeksiyon avantajları:
- Eriyik hacmi boyunca daha düzgün akı dağılımı.
- Akı ve inklüzyonlar arasında daha yüksek temas yüzey alanı.
- Eşdeğer metalurjik sonuçlar için yüzey uygulamasına kıyasla daha az flaks tüketimi.
- Operatör tekniğine daha az bağımlı, tutarlı ve tekrarlanabilir tedavi sonuçları.
Akı tipik olarak taşıyıcı gaz akışkanlaştırılır (nitrojen veya argon kullanılarak) ve dönen bir pervane veya statik lans aracılığıyla kontrollü oranlarda enjekte edilir. Lans konumlandırması, taşıyıcı gaz akış hızı ve enjeksiyon hızı her bir fırın geometrisi için optimize edilmelidir.
Akı Enjeksiyonu ile Döner Gaz Giderme
En sofistike yaklaşım döner gaz giderme ile eşzamanlı akışkan enjeksiyonunu birleştirir. Dönen pervane, oksit filmlerini mekanik olarak parçalarken enjekte edilen klor veya flaks partiküllerini tüm eriyik hacmi boyunca taşıyan ince gaz kabarcıkları oluşturur. Bu kombine yaklaşım, tek bir işlem döngüsünde hem hidrojen giderimi hem de inklüzyon flotasyonu sağlar.
Akı performansı ile ilgili döner gaz giderme parametreleri:
- Rotor hızı: fırın boyutuna bağlı olarak tipik olarak 200-600 RPM.
- Gaz akış hızı: 0,1-0,5 Nm³/dakika.
- Tedavi süresi: Eriyik hacmine ve temizlik hedefine bağlı olarak 10-30 dakika.
- Akı enjeksiyon oranı: Eriyik kirlilik seviyesine bağlı olarak 0,5-2 kg/ton.
| Uygulama Yöntemi | Tipik Fırın Boyutu | Akı Verimliliği | Sermaye Maliyeti | İşletme Maliyeti |
|---|---|---|---|---|
| Manuel yüzey | Küçük-Orta | Orta düzeyde | Düşük | Düşük |
| Mekanik karıştırma + yüzey | Orta | İyi | Orta düzeyde | Orta düzeyde |
| Toz enjeksiyonu (statik lans) | Orta-Büyük | İyi | Orta düzeyde | Orta düzeyde |
| Döner gaz giderme + akı | Büyük | Mükemmel | Yüksek | Orta-Yüksek |
| Otomatik dağıtım sistemleri | Herhangi bir | Çok iyi | Yüksek | Çevrim başına düşük |
Akı, Dros Oluşumu ve Metal Geri Kazanımı ile Nasıl Etkileşir?
Alüminyum bekletme operasyonlarında cüruf yönetimi flaks yönetiminden ayrılamaz. Alüminyum oksit, flaks kalıntıları ve sıkışmış metalik alüminyumdan oluşan eriyik yüzeyinde oluşan yan ürün tabakası olan cüruf, hem metalürjik bir zorluk hem de önemli bir ekonomik değişkendir.

Cüruf Aslında Ne İçerir?
Uygun flaks yönetimine sahip bir alüminyum bekletme fırınından çıkan taze cüruf tipik olarak şunları içerir:
- 30-60% metalik alüminyum (oksit ağı içinde hapsolmuş).
- 20-40% alüminyum oksit bileşikleri.
- 10-30% akı tuzu kalıntıları.
- 5-15% alaşıma bağlı olarak diğer oksitler ve intermetalikler.
Cüruf içinde sıkışan metalik alüminyum doğrudan verim kaybını temsil eder. Yılda 10.000 ton alüminyum işleyen bir tesiste, cüruf metali geri kazanımında 1%'lik bir iyileşme bile önemli bir mali iyileşme anlamına gelir.
Örtme Akısı Cüruf Kalitesini Nasıl Etkiler?
Doğru kaplama flaksı uygulaması “kuru” veya “gevrek” cüruf üretir - preslendiğinde veya işlendiğinde sıkışmış metali kolayca serbest bırakan toz halinde, yapışkan olmayan bir malzeme. Bu tür cüruf, sonraki cüruf işleme operasyonlarında yüksek metal geri kazanım oranlarına sahiptir.
Yeterli flaks kapsamı olmadığında, cüruf ıslak, yapışkan ve oksit-film bakımından zengin hale gelir. Bu tür cüruf, alüminyum damlacıklarını sürekli bir oksit matrisi içinde fiziksel olarak hapsederek metal geri kazanımını hem daha zor hem de daha pahalı hale getirir.
Temel mekanizma, akı tuzlarının oksit-tuz arayüzünün viskozitesini ve yüzey gerilimini azaltarak alüminyum damlacıklarının cüruf yapısı içinde sıkışıp kalmak yerine birleşmesine ve eriyiğe geri akmasına izin vermesidir.
Dross Pres Operasyonları ve Akı Etkileşimi
Modern alüminyum tesisleri, sıyırma işleminden hemen sonra sıcak cüruftan metal geri kazanmak için hidrolik cüruf presleri kullanır. Cüruf preslemenin etkinliği büyük ölçüde flaks kimyasına bağlıdır:
- Daha yüksek klorür akısı içeriği, basınç altında cüruftan daha tamamen akan daha düşük viskoziteli erimiş tuz fazları üretir.
- Aşırı florür içeriği cürufu daha refrakter ve preslenmesini daha zor hale getirebilir.
- Optimum akı dengesi, cüruf kütlesinden 50-70% metal verimi ile pres geri kazanımına iyi yanıt veren cüruf üretir.
| Cüruf Tipi | Akı Kapsamı | Metal İçeriği | Basılabilirlik | Metal Geri Kazanımı |
|---|---|---|---|---|
| Kuru/Çıtır | İyi | 30-50% Al | Mükemmel | 60-75% |
| Nemli | Orta düzeyde | 40-60% Al | İyi | 45-60% |
| Islak/Yapışkan | Zayıf | 50-70% Al | Zayıf | 30-45% |
| Siyah cüruf | Çok zayıf / hiç yok | 60-80% Al | Çok Zayıf | 20-35% |
Farklı Alüminyum Alaşım Kaliteleri için Hangi Flux Tipleri Kullanılır?
Farklı alüminyum alaşım aileleri, flux seçimini kısıtlayan farklı kimyasal gereksinimlere sahiptir. Belirli bir alaşım için yanlış flux kullanımı kontaminasyona neden olabilir, alaşım kimyasını değiştirebilir veya öngörülemeyen reaksiyonlara neden olabilir.

Birincil Alüminyum için Akı (1xxx Serisi)
Birincil alüminyum alaşımları, yüksek saflıkta uygulamalara hizmet ettikleri için kirlenmeye karşı çok düşük toleransa sahiptir. Flaks gereksinimleri, eser elementleri ortaya çıkarabilecek minimum reaktif kimya ile büyük ölçüde kaplama işlevine odaklanır. Düşük sodyum florürlü flakslar tercih edilir ve birçok operatör, yalnızca alkali giderimi özellikle gerekli olduğunda seçici florür ilaveli saf klorür bazlı kaplama flaksları kullanır.
Döküm Alaşımları için Flux (3xx.x Serisi - Al-Si)
Alüminyum silisyum döküm alaşımları basınçlı döküm ve kum döküm endüstrilerinin temel taşlarıdır. Bu alaşımlar için birincil akı endişesi alkali metal içeriğidir - özellikle sodyum - çünkü 5 ppm'in üzerindeki seviyelerde sodyum, silikon ötektiğinin modifiye edilmemesine neden olur ve herhangi bir kasıtlı stronsiyum veya sodyum modifikasyon işlemini tersine çevirir.
3xx.x serisi alaşımlar için flaks seçimi dikkate alınmalıdır:
- Stronsiyum modifikasyonu kullanıldığında sodyum içermeyen veya çok düşük sodyumlu flaks formülasyonları.
- Yüksek sodyumlu hurdaların işlenmesinde alkali giderimi için özel olarak tasarlanmış florür içeren flakslar.
- A380 gibi alaşımlardaki magnezyum içeriği ile uyumluluk (yaklaşık 0,1% Mg içerir).
Dövme Alaşımlar için Akı (5xxx ve 6xxx Serisi)
Dövme alaşımlar, özellikle magnezyum içeren 5xxx serisi, özel flaks zorlukları sunar. Magnezyum, özellikle flaks formülasyonları yüksek florür içeriğine sahip olduğunda, florür flaks bileşenleriyle agresif bir şekilde reaksiyona girer. Florür-magnezyum reaksiyonları alaşım magnezyumunu tüketebilir, bileşimi değiştirebilir ve magnezyum florür inklüzyonları oluşturabilir.
5xxx serisi alaşımlar için:
- Düşük florürlü veya florürsüz kaplama flaksları kullanın.
- Fiziksel kaplama işlevine kimyasal reaktiviteden daha fazla öncelik verin.
- Bir akı uyumluluk göstergesi olarak magnezyum geri kazanım oranlarını izleyin.
Geri Dönüştürülmüş/İkincil Alüminyum için Flux
Tüketici sonrası hurdadan işlenen ikincil alüminyum, en zorlu flaks gereksinimlerini sunar çünkü hurda akışları en geniş kirletici yelpazesini içerir. Alkali giderme, oksit temizleme ve hidrojen temizleme işlemlerinin hepsi aynı anda gerekli olduğundan, daha yüksek florür içeriğine sahip reaktif arıtma flaksları burada uygundur.
| Alaşım Kategorisi | Birincil Akı Endişesi | Önerilen Akı Tipi | Florür Seviyesi | Klorür Seviyesi |
|---|---|---|---|---|
| 1xxx Birincil | Kontaminasyondan kaçınma | Düşük aktiviteli kaplama | Düşük | Yüksek |
| 3xx.x Döküm | Sodyum/alkali kontrolü | Alkali reaktif rafinasyon | Orta-Yüksek | Orta düzeyde |
| 5xxx Dövme | Mg uyumluluğu | Düşük florürlü kaplama | Düşük | Yüksek |
| 7xxx Dövme | Zn/Cu etkileşimi | Özel formülasyon | Düşük-Orta | Yüksek |
| İkincil / Hurda | Çoklu kirleticiler | Yüksek aktiviteli arıtma | Yüksek | Yüksek |
Flux Performansını ve Kalite Kontrolünü Nasıl Değerlendiriyorsunuz?
Flaks performans değerlendirmesi, prosesin birçok noktasında sistematik ölçüm gerektirir. Hem proses mühendisleri hem de kalite yöneticileri, flaks ilavelerinin amaçlanan metalürjik hedeflere ulaşıp ulaşmadığını değerlendirmek için güvenilir ölçümlere ihtiyaç duyar.
Hidrojen Değerlendirmesi için İndirgenmiş Basınç Testi (RPT)
İndirgenmiş Basınç Testi, alüminyumdaki çözünmüş hidrojeni değerlendirmek için en yaygın kullanılan saha yöntemidir. Küçük bir erimiş alüminyum numunesi düşük basınç altında (yaklaşık 1/10 atmosferik basınç) katılaşarak çözünmüş hidrojenin görünür gözeneklilik oluşturmasına neden olur. Elde edilen numune tartılır ve atmosferik basınçta katılaşmış bir numune ile karşılaştırılır - yoğunluk endeksi hidrojen içeriğinin nicel bir ölçüsünü sağlar.
Kabul edilebilir yoğunluk indeksi değerleri:
- Premium döküm uygulamaları: 0.10%'nin altında
- Standart otomotiv dökümü: 0.10-0.20%
- Kritik olmayan uygulamalar: 0,30%'nin altında
Kapsayıcılık Değerlendirme Yöntemleri
İnklüzyonları ölçmek hidrojeni ölçmekten daha zordur ancak döküm kalitesi için aynı derecede önemlidir. Yaygın değerlendirme yöntemleri şunları içerir:
Prefil-Ayak İzi Testi: Erimiş alüminyumu seramik bir filtreden geçirir ve kalıntıyı tartar. Daha yüksek filtre ağırlığı daha fazla inklüzyon olduğunu gösterir.
Ultrasonik Test: Katılaşmış test çubukları aracılığıyla ultrasonik darbeler gönderir - inklüzyonlar sinyali dağıtır ve karakteristik imzalar oluşturur.
PoDFA (Gözenekli Disk Filtrasyon Analizi): Metalografik inceleme için inklüzyonları bir filtre diski üzerinde yoğunlaştıran bir laboratuvar yöntemi.
K-Kalıp Testi: Kademeli bir kalıba alüminyum döken basit bir saha testi - inklüzyonlar giderek daha ince bölümlerde görünür yırtıklar veya soğuk kapanmalar olarak ortaya çıkar.
Tedarik için Akı Kimyası Doğrulaması
Kaplama ve arıtma flaksı satın alırken, tedarik ekipleri aşağıdaki parametrelerin belgelendirilmesini talep etmelidir:
| Parametre | Neden Önemli? | Tipik Özellikler |
|---|---|---|
| Klorür içeriği (%) | Birincil aktif bileşen | 60-85% |
| Florür içeriği (%) | Rafinaj faaliyeti | 5-25% |
| Nem içeriği (%) | Kritik - ıslak akı patlamalara neden olur | 0,5%'nin altında |
| Demir içeriği (ppm) | Kirlenme riski | 500 ppm'in altında |
| Ağır metal içeriği | Çevre/kalite | Düzenleyici limitlerin altında |
| Parçacık boyutu dağılımı | Uygulama tutarlılığı | Belirtildiği gibi |
| Erime noktası aralığı | Süreç uyumluluğu | Uygulama sıcaklığı için onaylandı |
Akış Operasyonları için Temel Performans Göstergeleri
Flux kullanan tüm alüminyum bekletme fırını operasyonlarında aşağıdaki KPI'ları izlemenizi öneririz:
- İşlenen ton alüminyum başına cüruf hacmi (hedef: kapsamı korurken en aza indirmek).
- Dros metal içeriği yüzdesi (hedef: iyi akıtılmış operasyonlar için 40%'nin altında).
- Ton alüminyum başına akı tüketim oranı (endüstri normlarına göre kıyaslama).
- Üretim vardiyaları boyunca yoğunluk endeksi eğilimi.
- İnklüzyonlar veya gözeneklilikten kaynaklanan döküm kusur oranları.
Alüminyum Flux Kullanırken Dikkat Edilmesi Gereken Çevresel ve Güvenlik Hususları
Alüminyum flaks kullanımının çevresel ve güvenlik boyutları, son on yılda düzenleyici açıdan önemli ölçüde artmıştır. Hem Avrupa Birliği REACH yönetmeliği hem de ABD EPA yönergeleri belirli flaks bileşenlerini endişe verici maddeler olarak sınıflandırmaktadır.
Klor Gazı Üretimi ve Mesleki Maruziyet
Klorür içeren flaks erimiş alüminyumla reaksiyona girdiğinde, özellikle yüksek sıcaklıklarda veya flaks ıslak metalle temas ettiğinde az miktarda klor gazı ve hidrojen klorür oluşabilir. Klor gazı, çoğu ülkede 0,5 ppm (tavan) olarak belirlenen mesleki maruz kalma limitleri ile bir solunum tehlikesidir.
Etki azaltıcı önlemler:
- Bekletme fırınlarının üzerinde yeterli havalandırma ve yerel egzoz sistemleri.
- Operasyon personeli için gerçek zamanlı gaz izleme.
- Uygun akı işleme prosedürleri için eğitim programları.
- Çalışma sıcaklıklarında gaz oluşumunu en aza indiren flaks formülasyonlarının seçimi.
Florür Atık Yönetimi
Harcanan flaks ve florür içeren cüruf çevresel bertaraf zorlukları ortaya çıkarmaktadır. Düzenli depolama ortamlarındaki florür bileşikleri yeraltı sularına sızarak düzenleyici kaygıları artırabilir. Birçok yetki alanı florür içeren cürufu kontrollü bertaraf gerektiren tehlikeli atık olarak sınıflandırmaktadır.
En iyi uygulamalar:
- Florür içeren cürufu diğer atık akışlarından ayırın.
- Hem metal hem de tuz fraksiyonlarını geri kazanan sertifikalı cüruf geri dönüşüm işleyicileriyle ortaklık kurun.
- Mevzuata uygunluk için bertaraf belgelerini muhafaza edin.
- Metalürjik olarak mümkün olan yerlerde düşük florürlü veya florürsüz flaks alternatiflerini değerlendirin.
Nem Tehlikesi - En Kritik Güvenlik Sorunu
Atmosferik nemi emmiş ıslak flaks veya flaks ciddi bir patlama tehlikesi oluşturur. Nem erimiş alüminyumla temas ettiğinde (700°C'nin üzerindeki sıcaklıklarda), su anında buharlaşır ve şiddetli buhar patlamalarına neden olabilir. Bu tehlike teorik değildir - nem kontaminasyonuna bağlı alüminyum dökümhane kazaları sektördeki en yaygın ciddi olaylar arasındadır.
Zorunlu önlemler:
- Akıyı kapalı, neme dayanıklı kaplarda kuru, kapalı yerlerde saklayın
- Eriyikle temas etmeden önce eritken uygulama ekipmanını önceden ısıtın
- Asla yağmura, yüksek neme veya suya maruz kalmış flaks eklemeyin
- Kullanmadan önce akı torbalarında hasar olup olmadığını kontrol edin
- Akı depolama alanlarında nem izleme uygulaması
- Bekletme fırınlarının yakınında çalışan tüm personel için acil durum prosedürleri eğitimini takip edin
Düzenleyici Çerçeveye Genel Bakış
| Düzenleyici Alan | İlgili Yönetmelik | Temel Gereksinim |
|---|---|---|
| Hava emisyonları | EPA NESHAP (ABD) / IED (AB) | Havalandırma, emisyon izleme |
| Çalışan maruziyeti | OSHA PEL'leri (ABD) / EH40 (İngiltere) | Cl₂, HCl, HF maruziyet limitleri |
| Atık sınıflandırması | RCRA (ABD) / Atık Çerçeve Direktifi (AB) | Florür cürufu sınıflandırması |
| Kimyasal kayıt | REACH (AB) / TSCA (ABD) | Bileşen CAS kaydı |
| Nakliye | DOT/IMDG sınıflandırmaları | Paketleme ve etiketleme |
Satın Alma ve Operasyon Ekipleri için Flux Seçim Kriterleri
Kaplama ve rafinasyon flaksı satın almak, metalürjik performans gereksinimlerini maliyet, tedarik güvenilirliği, çevresel uyumluluk ve operasyonel pratiklikle dengelemeyi içerir. Sadece fiyata göre verilen tedarik kararlarının, artan cüruf kayıpları, daha yüksek reddetme oranları ve ekipman bakım gereksinimleri nedeniyle önemli ölçüde daha yüksek genel proses maliyetleriyle sonuçlandığını gördük.
Toplam Sahip Olma Maliyeti Perspektifi
Flaksın birim fiyatı nadiren en önemli ekonomik değişkendir. Flaks tedarikçilerini değerlendirirken bu çerçeveyi göz önünde bulundurun:
Metal geri kazanım etkisi: Ayda 100 ton cürufta cüruf metali içeriğini 55%'den 40%'ye düşüren bir flaks, ayda yaklaşık 15 ton ek geri kazanılmış alüminyum anlamına gelir - mevcut alüminyum fiyatlarında binlerce dolar değerinde.
Döküm ret oranı: Flaksla ilgili döküm kusurları (gözeneklilik, inklüzyonlar), daha ucuz bir üründen elde edilen flaks tasarrufundan çok daha pahalıya mal olan hurdaya neden olur.
Refrakter aşınması: Bazı agresif flaks formülasyonları fırın astar malzemelerine saldırarak refrakter bakım maliyetlerini ve plansız arıza süresi riskini artırır.
İşgücü gereksinimleri: Daha yüksek kaliteli flaks formülasyonları genellikle daha az sıklıkta uygulama gerektirir ve işlenmesi daha kolay cüruf üreterek işlenen ton alüminyum başına işçilik maliyetlerini azaltır.
Tedarikçi Yeterlilik Kriterleri
Bir akı tedarikçisini nitelerken, değerlendirin:
- Tüm kimyasal bileşimi içeren teknik veri sayfaları.
- Nem içeriği, ağır metaller ve partikül boyutu için üçüncü taraf test sertifikaları.
- Tutarlılık verileri - kimyada partiden partiye değişim 2%'nin altında olmalıdır
- Tedarik zinciri güvenilirliği - gerekli hacimleri tutarlı bir şekilde sağlayabiliyorlar mı?
- Teknik destek kapasitesi - süreç optimizasyonunu destekleyebilecek metalürji uzmanları var mı?
- Benzer alüminyum operasyonlarından referanslar.
- Tüm bileşenler için çevresel uyumluluk belgeleri.
Paketleme ve Lojistik Hususlar
Akı ambalajı, kullanım noktasında ürün kalitesini önemli ölçüde etkiler:
| Ambalaj Türü | Nem Koruması | Raf Ömrü | Elleçleme | İçin En İyisi |
|---|---|---|---|---|
| Mühürlü poli torbalar (25 kg) | İyi | 12-18 ay | Manuel | Küçük operasyonlar |
| Büyük torbalar/FIBC'ler (500-1000 kg) | Orta düzeyde | 12 ay | Mekanik | Orta hacimli |
| Mühürlü variller | Mükemmel | 24+ ay | Mekanik | Yüksek nemli ortamlar |
| Dökme tanker (kuru) | Mükemmel | Hemen kullanın | Otomatik | Yüksek hacimli otomatik sistemler |
| Basınçlı kaplar | En iyisi | Genişletilmiş | Otomatik | Sürekli enjeksiyon sistemleri |
Yaygın Flux Uygulama Hataları ve Bunlardan Kaçınma Yolları
Çok sayıda alüminyum döküm operasyonu ile çalıştıktan sonra, flaks etkinliğini zayıflatan tutarlı bir dizi uygulama hatası belirledik. Bu hataları anlamak, doğru uygulamayı anlamak kadar önemlidir.
Düşük Doz ve Eksik Kapsam
En yaygın hata, eriyik yüzeyinin tamamen kaplanmasını sağlamak için yetersiz flaks uygulanmasıdır. Operatörler bazen maliyetleri düşürmek için flaks kullanımını azaltır, ancak metalurjik ve verim sonuçları malzeme tasarrufundan çok daha ağır basar. Eksik kaplama, eriyik yüzeyinin bazı bölümlerini oksidasyona maruz bırakarak lokalize kirlenme bölgeleri oluşturur.
Düzeltme: Fırın banyo alanı hesaplamalarına dayalı olarak minimum kapsama standartları belirleyin. Çoğu bekletme fırını için, flaks tabakası görünür eriyik yüzeyini yaklaşık 20-40 mm derinlikte tamamen kaplamalıdır.
Aşırı Doz ve Akı Kontaminasyonu
Bunun tersi olan aşırı flaks ilavesi ise metal kalitesine aynı derecede zarar veren sorunlar yaratır. Cüruf tabakasına emilemeyen fazla flaks eriyik içine batar ve metalin içine flaks kalıntıları sokabilir. Metaldeki aşırı klorür flaksı katılaşma sırasında hidrojen oluşumuna neden olabilir.
Düzeltme: Akı ekleme oranlarını fırın boyutuna, eriyik devir hızına ve cüruf üretim hacmine göre kalibre edin. Optimum ekleme oranlarında temel performansı belgeleyin.
Soğuk Fırın Bölgesine Akı Ekleme
Metal sıcaklığının flux erime noktasının altında olduğu fırın yüzeyi alanlarına uygulanan flux düzgün bir şekilde yayılmayacak ve etkinleşmeyecektir. Kısmen katılaşmış veya sıcaklığı tabakalaşmış bir eriyik üzerinde duran katı flux, sıcaklık sonunda eşitlendiğinde düzensiz kaplama ve lokal reaksiyonlar yaratır.
Düzeltme: Flaks uygulamasından önce fırın sıcaklık homojenliğini sağlayın. Büyük fırınlarda birden fazla noktada termokupl okumalarını kontrol edin.
Döküme Göre Yanlış Akı Zamanlaması
Flux, aktif bir döküm döngüsü sırasında değil, döküm başlamadan önce uygulanmalı ve reaksiyona girmesine izin verilmelidir. Döküm sırasında flaks eklenmesi türbülans yaratır ve bu da döküm metal akışına inklüzyonların girmesine neden olabilir. Genel protokol, döküm başlamadan en az 15-30 dakika önce uygulama ve işlem yapmaktır.
Alaşım Kimyasındaki Değişimlerin Hesaba Katılmaması
Aynı fırında alaşım aileleri arasında geçiş yaparken flaks seçiminin de değişmesi gerekebilir. Döküm alaşımı flaksları konusunda rahat olan bir operatör, 5xxx dövme alaşımına geçişin magnezyum içeriğini korumak için düşük florürlü bir flaksa geçiş gerektirdiğini fark etmeyebilir.
Düzeltme: Fırın operasyon istasyonuna fiziksel olarak asılan alaşım türüne endeksli flaks seçim tabloları oluşturun. Bunu operatör eğitim programlarına dahil edin.
Alüminyum Bekletme Fırınları için Örtme ve Arıtma Flaksı Hakkında SSS
S1: Alüminyum için kaplama flaksı ile arıtma flaksı arasındaki fark nedir?
Örtme flaksı, oksidasyonu ve hidrojen emilimini önlemek için erimiş alüminyum yüzeyinde koruyucu bir tabaka oluşturur. Arıtma flaksı, çözünmüş hidrojeni, alkali metal safsızlıklarını ve asılı kalıntıları gidermek için eriyik ile kimyasal olarak reaksiyona girer. Modern bekletme fırını uygulamalarının çoğunda her iki işlevi aynı anda yerine getiren kombinasyon ürünleri kullanılır.
S2: Bir alüminyum bekletme fırınına ne kadar flaks eklenmelidir?
Tipik ekleme oranları metrik ton alüminyum başına 1 ila 3 kg flaks arasında değişir. Kesin oran eriyik kirlilik seviyesine, fırın tipine, alaşım kimyasına ve istenen metal temizliği hedefine bağlıdır. Şarjdaki daha yüksek hurda içeriği genellikle daha yüksek flaks dozajı gerektirir.
S3: Farklı alüminyum alaşım aileleri için aynı flaksı kullanabilir miyim?
Her zaman değil. Magnezyum içeren alaşımlar (5xxx serisi) magnezyum tükenmesini önlemek için düşük florürlü fluks gerektirir. Stronsiyum modifiye döküm alaşımları düşük sodyumlu flaks formülasyonlarına ihtiyaç duyar. İşlenen belirli alaşımla fluks uyumluluğunu her zaman doğrulayın.
S4: Akımın düzgün çalışıp çalışmadığını nasıl anlayabilirim?
İndirgenmiş Basınç Testinden yoğunluk indeksi değerlerini izleyin, cüruf metal içeriği yüzdesini takip edin, cüruf karakterini gözlemleyin (gevrek ve kuru, etkili flaks kapsamını gösterir) ve döküm kusur oranlarını izleyin. İyi performans gösteren bir flaks sistemi sürekli olarak düşük yoğunluk indeksi değerleri ve kuru, preslenebilir cüruf üretir.
S5: Islak flaks erimiş alüminyumla temas ederse ne olur?
Erimiş alüminyum ile temas eden nem, şiddetli bir buhar patlamasıyla sonuçlanabilecek ani buhar oluşumuna neden olur. Bu ciddi bir güvenlik tehlikesidir. Flaksı her zaman kuru, sızdırmaz koşullarda saklayın ve kullanmadan önce uygulama ekipmanını önceden ısıtın. Neme maruz kalmış flaksı asla kullanmayın.
S6: Bir bekletme fırınına ne sıklıkta flaks uygulanmalıdır?
Uygulama sıklığı bekletme süresine, eriyik devir hızına ve metal sıcaklığına bağlıdır. Sürekli üretim operasyonları her 2-4 saatte bir flaks ilavesi gerektirebilir. Kesikli operasyonlar tipik olarak her ısıtmanın başında ve her sıyırma döngüsünden sonra flakslama yapar. Zamanlamayı yönlendirmek için eriyik yüzey durumunu görsel olarak izleyin.
S7: Alüminyum tutma fırını flaksının raf ömrü ne kadardır?
Kuru iç mekan koşullarında kapalı, nem geçirmez ambalajlarda saklandığında, çoğu klorür-florür flaks ürününün raf ömrü 12-24 aydır. Ambalaj açıldıktan sonra, kullanılmayan flaks hemen tekrar kapatılmalı ve 30 gün içinde kullanılmalıdır.
S8: Flaks tipi fırın refrakter ömrünü etkiler mi?
Evet. Florür bakımından zengin flakslar oksit bağlı refrakter malzemelere karşı daha agresiftir. Agresif flakslarla yapılan yüksek sıcaklık işlemleri florüre dayanıklı refrakter formülasyonları gerektirir. Bir flaks kimyası değişikliğini düşünürken her zaman fırın astarı tedarikçinizle flaks-refrakter uyumluluğunu doğrulayın.
S9: Alüminyum flaks işlemi sırasında açığa çıkan klor gazı tehlikeli midir?
Klorür bazlı flakslar, yüksek sıcaklık reaksiyonları sırasında az miktarda klor gazı ve hidrojen klorür üretebilir. Klor için mesleki maruziyet sınırları 0,5 ppm'dir (tavan değer). Uygun fırın havalandırması, yerel egzoz sistemleri ve gaz izleme temel güvenlik gereklilikleridir. Modern düşük emisyonlu flaks formülasyonları gaz oluşumunu en aza indirir.
Q10: Satın alma ekipleri akı tedarikçilerinden ne talep etmelidir?
Temel dokümantasyon gereklilikleri şunları içerir: parti başına eksiksiz kimyasal bileşim sertifikaları, nem içeriği doğrulaması (0,5%'nin altında), parçacık boyutu dağılımı verileri, ağır metal içeriği doğrulaması, REACH/çevre uyumluluk belgeleri ve teknik veri sayfaları. Karşılaştırılabilir alüminyum operasyonlarından referanslar ve partiden partiye tutarlılık verilerinin gösterilmesi de önemli tedarikçi değerlendirme kriterleridir.
Özet: Temel Teknik Çıkarımlar
Alüminyum bekletme fırınlarında kaplama ve arıtma flaks yönetimi, metal temizliğini, verimi ve döküm kalitesini doğrudan belirleyen teknik olarak sofistike bir disiplindir. Bu makale boyunca ortaya konan temel ilkeler aşağıdaki gibi özetlenebilir:
Kaplama flaksı, arıtma flaksı veya kombinasyon ürünleri arasındaki seçim, alışkanlık veya en düşük birim maliyete göre değil, belirli proses hedefleri ve alaşım kimyasına göre yapılmalıdır. Uygulama yöntemi seçimi - manuel, enjeksiyon veya döner gaz giderme - en iyi flaks formülasyonunun bile etkinliğini önemli ölçüde artırır veya azaltır. Cüruf yönetimi ve flaks yönetimi birbirinden ayrılamaz; flaks kimyası cüruf karakterini kontrol eder, bu da metal geri kazanım ekonomisini kontrol eder. Çevre ve güvenlik gereklilikleri flaks yönetiminin tartışmaya açık olmayan yönleridir ve depolama, taşıma, havalandırma ve atık bertarafına sistematik olarak dikkat edilmesini gerektirir.
AdTech olarak, çeşitli alüminyum üretim ortamlarındaki deneyimlerimiz, metal kalitesi, verim ve operasyonel verimliliğin en iyi kombinasyonunu elde eden tesislerin, flaks yönetimini rutin bir sarf malzemesi alımı yerine temel bir proses mühendisliği yetkinliği olarak ele alan tesisler olduğunu sürekli olarak göstermektedir.
