Покрытие и рафинирующий флюс для алюминиевых печей играет решающую роль в качестве металла, эффективности производства и оптимизации выхода продукции - без надлежащего управления флюсами алюминиевые расплавы страдают от чрезмерного окисления, поглощения водорода и загрязнения включениями, что напрямую ухудшает качество последующего литья. Компания AdTech активно сотрудничает с предприятиями по переработке алюминия на разных континентах, и все факты свидетельствуют об одном: выбор и применение правильного химического состава флюса - это не второстепенный момент, а основополагающее инженерное решение.
Если ваш проект требует использования покрывающего и рафинирующего флюса, вы можете связаться с нами для получения бесплатного предложения.
Что такое покровный и рафинирующий флюс для печей для выдержки алюминия?
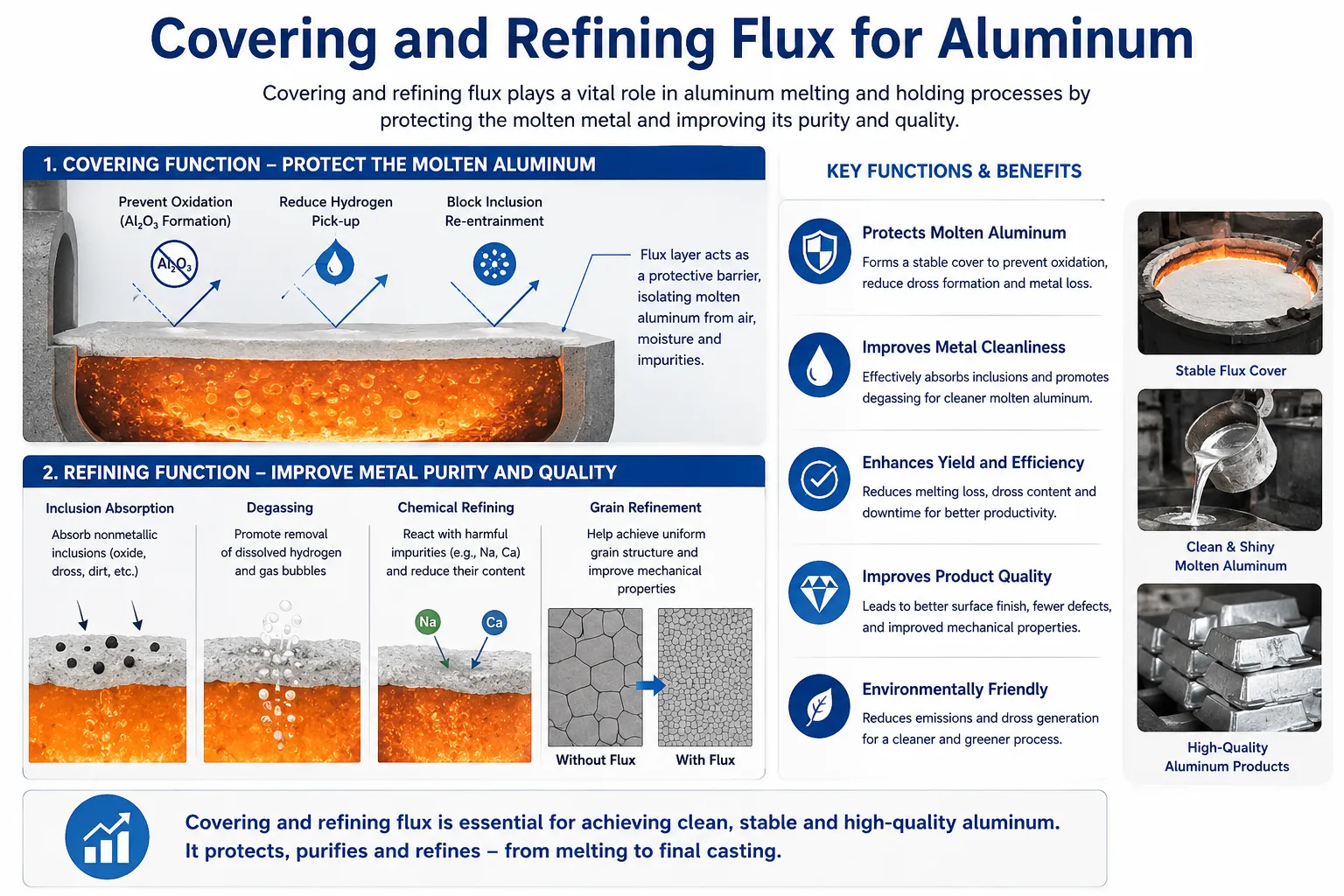
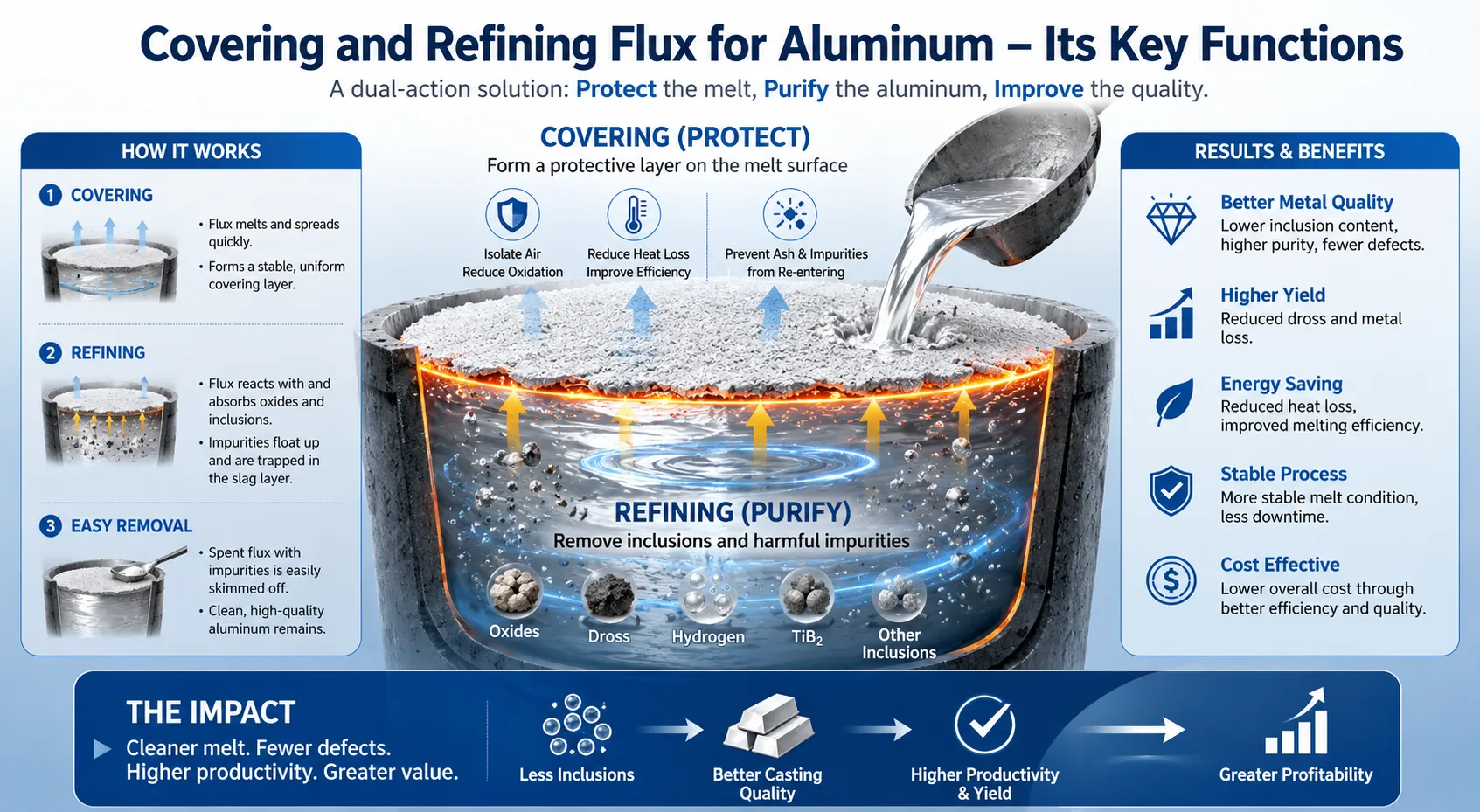
Покрывающий и рафинирующий флюс для печей выдержки алюминия относится к категории химических соединений - как правило, смесей хлоридных и фторидных солей, - которые выполняют две одновременные, но разные функции в процессе выдержки алюминиевого расплава. Покрывающий флюс создает защитный барьерный слой на поверхности расплавленного алюминия, физически изолируя металл от атмосферного кислорода и влаги. Рафинирующий флюс проникает в расплав и вступает в химическую реакцию с растворенным водородом, взвешенными оксидами и неметаллическими включениями, вытягивая эти загрязнения из жидкого металла и концентрируя их на поверхности, где они могут быть удалены.

В промышленной практике многие составы флюсов объединяют обе функции в одном продукте - то, что в промышленности называют покрывающим и рафинирующим флюсом или многоцелевым флюсом. Такие продукты двойного действия упрощают работу в условиях высокой производительности, сохраняя при этом эффективный металлургический контроль.
Читайте также: Какой флюс используется для алюминия
Мы классифицируем флюсы для печей выдержки как отличные от флюсов для плавильных печей, поскольку металлургические цели на стадии выдержки значительно отличаются. Во время выдержки основными целями являются поддержание чистоты металла, предотвращение повторного загрязнения, минимизация потери температуры и подготовка металла к разливке. Поэтому химический состав флюса должен быть стабильным в течение длительного времени выдержки, не вступать в реакцию с футеровкой печи и быть способным улавливать мелкие включения без внесения новых загрязнений.
| Функция | Покрытие флюса | Рафинирующий флюс | Комбинированный поток |
|---|---|---|---|
| Основная роль | Защита поверхности | Очистка расплава | Оба одновременно |
| Глубина применения | Поверхностный слой | Расплав сыпучих материалов | Поверхность + подповерхность |
| Тип реакции | Физический барьер | Химическая реакция | Физические + химические |
| Типичная скорость добавления | 0,5-2 кг/тонна | 1-3 кг/тонна | 1-3 кг/тонна |
| Частота обезжиривания | Низкий | Выше | Умеренный |
Почему алюминий нуждается в защите флюсом на этапе выдержки?
Расплавленный алюминий химически агрессивен настолько, что большинство неспециалистов недооценивают его. При температурах от 680°C до 780°C - типичный диапазон выдержки для большинства алюминиевых сплавов - металл почти мгновенно вступает в реакцию с атмосферным кислородом, образуя оксид алюминия (Al₂O₃). Эта реакция является термодинамически благоприятной и по существу необратимой при нормальных условиях печи. Без покрытия флюсом только что обезжиренная поверхность вновь окисляется в течение нескольких секунд.
Фаза выдержки представляет собой особенно уязвимый период в процессе производства алюминия по нескольким причинам:
Длительное время воздействия
В отличие от кратковременных окон при загрузке или нарезании резьбы, алюминий в печи выдержки может оставаться в контакте с атмосферой печи в течение нескольких часов. Каждая минута незащищенного контакта способствует утолщению оксидной оболочки, накоплению водорода и прогрессирующему образованию включений.
Растворимость водорода и риск пористости
Растворимость водорода в жидком состоянии у алюминия значительно выше, чем в твердом. По мере охлаждения и затвердевания металла при литье растворенный водород выпадает в осадок в виде газовой пористости, образуя пустоты, которые ослабляют конечный продукт. Основными источниками загрязнения водородом во время выдержки являются атмосферная влага, газовыделение из огнеупоров и влажные шихтовые материалы. Покрытие флюсом значительно снижает поглощение атмосферного водорода, ограничивая площадь контакта между поверхностью расплава и атмосферой печи.
Загрязнение включениями
Неметаллические включения - в основном пленки оксида алюминия, шпинели, карбиды и бориды в зависимости от состава сплава - выступают в качестве концентраторов напряжений в готовой отливке. Эти включения образуются из окисленных шихтовых материалов, эрозии огнеупоров и турбулентности поверхности расплава. Рафинирующий флюс химически смачивает и агломерирует эти частицы, заставляя их всплывать на поверхность.
Однородность температуры
Покрытие флюсом также обеспечивает теплоизоляцию, снижая радиационные потери тепла с поверхности расплава. Это обеспечивает равномерность температуры по всей ванне печи, что очень важно для стабильных условий литья.
| Тип загрязнения | Происхождение во время хранения | Реакция потока |
|---|---|---|
| Пленки оксида алюминия | Окисление поверхности | Покрытие флюсового барьера |
| Растворенный водород | Влажность, атмосфера | Продувка хлорным газом (из некоторых флюсов) |
| Включения шпинели | Окисление элементов сплава | Агломерация рафинирующего флюса |
| Щелочные металлы (Na, Ca) | Примеси в сырье | Реактивный флютинг |
| Тугоплавкие частицы | Эрозия | Смачивание флюсом и флотация |
Чем покровные флюсы отличаются от рафинирующих?
Понимание механического различия между этими двумя категориями флюсов необходимо всем, кто отвечает за управление качеством расплава или закупку флюсов.
Механизм действия покрывающего флюса
Покрывной флюс действует в основном на основе физических принципов. При нанесении на поверхность расплава компоненты флюса - обычно низкоплавкие хлористые соли, такие как хлорид калия (KCl) и хлорид натрия (NaCl) - расплавляются и растекаются по поверхности алюминия, образуя непрерывный жидкий или полужидкий слой. Этот слой одновременно выполняет три задачи:
- Он физически препятствует доступу кислорода и влаги к поверхности металла.
- Он химически растворяет уже образовавшуюся кожу из оксида алюминия, уменьшая ее вязкость и облегчая удаление.
- Он действует как теплоизолятор, снижая радиационные потери тепла.
Эффективность покрывающего флюса определяется его способностью смачивать поверхность оксида алюминия, коэффициентом растекания по расплавленному алюминию и стабильностью при рабочих температурах. Хороший покрывной флюс имеет более низкую температуру плавления, чем температура выдержки алюминия, высокую химическую стабильность и сильные характеристики смачивания поверхности.
Механизм действия рафинирующего флюса
Флюс для рафинирования работает благодаря сочетанию химических и физических механизмов. Реактивные компоненты - в первую очередь фтористые соли, такие как криолит (Na₃AlF₆), фторид кальция (CaF₂) или синтетические фтористые соединения - взаимодействуют с растворенным водородом, примесями щелочных металлов и взвешенными включениями.
Хлоридные компоненты рафинирующего флюса при контакте с расплавленным алюминием выделяют небольшое количество хлорного газа. Эти пузырьки газа поднимаются вверх через расплав, и каждый пузырек действует как носитель микрофлотации, собирая по мере подъема взвешенные включения и растворенный водород. Этот механизм аналогичен промышленной пенистой флотации, используемой при переработке минералов, но работает на микроуровне в среде расплавленного металла.
Фтористые компоненты преимущественно реагируют со щелочными металлами - натрием, кальцием, литием, - которые являются обычными загрязнителями вторичного алюминия, получаемого из лома потребителей. В результате этих реакций щелочные металлы превращаются в нерастворимые фтористые соединения, которые становятся частью флюсовой окалины.
Почему обе функции необходимы вместе
В условиях плавильной печи ни одна из этих функций не является достаточной. Покрывающий флюс без возможности рафинирования защитит от новых загрязнений, но не сможет удалить включения, уже присутствующие в расплаве. Рафинирующий флюс без соответствующего покрытия очистит расплав, но сделает его сразу же уязвимым для повторного окисления после обработки. Именно поэтому алюминиевая промышленность в значительной степени перешла на комбинированные покрывающие и рафинирующие флюсы для применения в доменных печах.
Какие основные химические компоненты входят в состав флюса для алюминиевых печей?
Химический состав флюса для удержания алюминия отражает десятилетия металлургических разработок. Мы можем разделить ингредиенты на первичные активные компоненты и вторичные модификаторы характеристик.
Системы на основе хлористой соли
Хлоридно-солевая система составляет структурную основу большинства алюминиевых удерживающих флюсов. Хлорид калия и хлорид натрия в различных соотношениях образуют эвтектические смеси с точками плавления значительно ниже точки плавления алюминия, что обеспечивает полную жидкость и подвижность флюса при температурах выдержки. Эвтектическая смесь KCl и NaCl (примерно 50:50 по весу) плавится при температуре около 657°C, что делает ее идеальной для работы с алюминием.
Эти хлористые соли обеспечивают:
- Низкая вязкость при рабочей температуре для хорошего растекания.
- Химическая стабильность в отсутствие влаги.
- Умеренная реактивность с поверхностными пленками оксида алюминия.
- Хорошие смачивающие свойства по отношению к оксидным поверхностям.
Добавки фтористых соединений
Добавки фтора значительно расширяют функциональные возможности базовой хлоридной системы. К распространенным фторидным компонентам относятся:
Криолит (Na₃AlF₆): Минерал природного происхождения и синтетический продукт, который растворяет оксид алюминия более эффективно, чем хлориды. Криолит снижает температуру плавления флюсовой смеси и повышает ее способность растворять оксид алюминия.
Фторид кальция (CaF₂/Fluorspar): Повышает текучесть флюса, улучшает смачиваемость поверхностей оксидов и способствует удалению щелочных металлов за счет реакций фторидного обмена.
Фторид алюминия (AlF₃): Сильно реагирует с загрязнениями из щелочных металлов. Особенно полезен при переработке алюминия из загрязненного лома с высоким содержанием натрия.
Фторид магния (MgF₂): Используется в системах магнийсодержащих сплавов, где химический состав фтора должен быть совместим с составом сплава.
Специальные добавки и модификаторы характеристик
Современные коммерческие флюсы включают в себя дополнительные компоненты, которые оптимизируют производительность для конкретных применений:
| Тип добавки | Химический пример | Функция |
|---|---|---|
| Окисляющие вещества | MnO₂, KNO₃ | Проводить сепарацию окалины |
| Смачивающие вещества | Различные фтористые соединения | Улучшение смачивания оксидов |
| Тепловые буферы | Высокоплавкие тугоплавкие соли | Продление срока службы флюса |
| Антислеживающие агенты | Разное | Предотвращение скопления флюсов |
| Модификаторы плотности | Смеси с поправкой на плотность | Управление положением слоя флюса |
Чего следует избегать в химии флюсов
Не все составы флюсов подходят для всех областей применения. Флюсы, содержащие высокие концентрации натрия, могут вызвать отравление натрием в магнийсодержащих сплавах (в частности, A356, A380 и подобных литейных сплавах). Концентрация натрия выше 5 ppm в алюминиево-кремниевых сплавах вызывает изменение эвтектической модификации, ухудшая механические свойства. При работе со сплавами, чувствительными к модификации, группы закупок должны убедиться, что содержание натрия во флюсе контролируется.
Какие методы нанесения флюса дают наилучшие металлургические результаты?
Техника нанесения не менее важна, чем химический состав флюса. Мы наблюдали множество случаев, когда отличные составы флюсов давали неутешительные результаты из-за неправильной практики нанесения. Способ нанесения флюса определяет, насколько эффективно активные компоненты контактируют с целевым загрязнением.
Ручное нанесение на поверхность
Самый простой метод заключается в ручном распределении порошкообразного или гранулированного флюса по поверхности расплава с помощью перфорированного ковша, флюсораспределителя или пневматического дозатора. Этот метод подходит для малых и средних печей и операций периодического производства.
Лучшие практики ручного нанесения покрытия:
- Нанесите флюс равномерно по всей поверхности расплава из расчета 1-3 кг на метрическую тонну алюминия.
- Оставьте флюс на 5-10 минут, чтобы он расплавился и распределился, после чего перемешайте или отделите.
- Предварительно прогрейте оборудование для нанесения флюса, чтобы предотвратить тепловой удар или загрязнение влагой.
- Используйте средства защиты, включая лицевые щитки, термостойкие перчатки и средства защиты органов дыхания.
Системы впрыска порошка
Для больших печей и печей непрерывного литья, системы впрыска порошка подают рафинирующий флюс непосредственно в расплав через копье, вставляемое под поверхность металла. Этот метод создает тесный контакт между флюсом и расплавом, значительно повышая эффективность рафинирования.
Преимущества инжекции порошка:
- Более равномерное распределение потока по всему объему расплава.
- Большая площадь поверхности контакта между флюсом и включениями.
- Снижение расхода флюса по сравнению с поверхностным нанесением при эквивалентных металлургических результатах.
- Последовательные, повторяющиеся результаты лечения, в меньшей степени зависящие от техники оператора.
Флюс обычно псевдоожижается газом-носителем (азотом или аргоном) и впрыскивается через вращающуюся крыльчатку или статическое копье с контролируемой скоростью. Позиционирование копья, расход газа-носителя и скорость впрыска должны быть оптимизированы для каждой геометрии печи.
Ротационная дегазация с впрыском флюса
Наиболее сложный подход сочетает ротационную дегазацию с одновременным введением флюса. Вращающаяся крыльчатка создает мелкие газовые пузырьки, которые переносят вводимый хлор или частицы флюса через весь объем расплава, механически разрушая оксидные пленки. Такой комбинированный подход обеспечивает удаление водорода и флотацию включений за один цикл обработки.
Параметры ротационной дегазации, влияющие на производительность флюса:
- Скорость вращения ротора: обычно 200-600 об/мин в зависимости от размера печи.
- Расход газа: 0,1-0,5 Нм³/мин.
- Время обработки: 10-30 минут в зависимости от объема расплава и целевой чистоты.
- Скорость впрыска флюса: 0,5-2 кг/тонну в зависимости от степени загрязнения расплава.
| Метод применения | Типовой размер печи | Эффективность потока | Капитальные затраты | Операционные расходы |
|---|---|---|---|---|
| Ручная поверхность | Малый и средний | Умеренный | Низкий | Низкий |
| Механическое перемешивание + поверхность | Средний | Хорошо | Умеренный | Умеренный |
| Впрыск порошка (статическое копье) | Средний и большой | Хорошо | Умеренный | Умеренный |
| Ротационная дегазация + флюс | Большой | Превосходно | Высокий | Умеренно-высокий |
| Автоматизированные системы дозирования | Любой | Очень хорошо | Высокий | Низкий уровень за цикл |
Как флюс взаимодействует с образованием окалины и восстановлением металла?
Управление окалиной неотделимо от управления флюсом в алюминиевом производстве. Дросс - слой побочного продукта, образующийся на поверхности расплава и состоящий из оксида алюминия, остатков флюса и металлического алюминия - представляет собой как металлургическую проблему, так и значительную экономическую переменную.

Что на самом деле содержит окалина
Свежая окалина из печи для выдержки алюминия с надлежащим управлением флюсом обычно содержит:
- 30-60% металлический алюминий (запертый в оксидной сети).
- 20-40% соединения оксида алюминия.
- 10-30% остатки флюсовой соли.
- 5-15% другие оксиды и интерметаллиды в зависимости от сплава.
Металлический алюминий, застрявший в окалине, представляет собой прямые потери урожая. На предприятии, перерабатывающем 10 000 тонн алюминия в год, даже повышение степени извлечения металла из окалины на 1% приводит к значительному финансовому оздоровлению.
Как покровный флюс влияет на качество окалины
Правильное нанесение покрывающего флюса позволяет получить “сухую” или “хрустящую” окалину - порошкообразный, нелипкий материал, который легко высвобождает захваченный металл при прессовании или обработке. Этот тип окалины имеет высокие показатели извлечения металла при последующих операциях по переработке окалины.
Без надлежащего покрытия флюсом окалина становится влажной, липкой и богатой оксидной пленкой. Этот тип окалины физически удерживает капли алюминия в непрерывной оксидной матрице, что делает извлечение металла более сложным и дорогим.
Основной механизм заключается в том, что соли флюса снижают вязкость и поверхностное натяжение на границе раздела оксид-соль, позволяя каплям алюминия коалесцировать и стекать обратно в расплав, а не оставаться в ловушке в структуре дросса.
Взаимодействие с флюсом при работе с прессом
На современных алюминиевых предприятиях для извлечения металла из горячей окалины сразу после обезжиривания используются гидравлические прессы для прессования окалины. Эффективность прессования окалины в значительной степени зависит от химического состава флюса:
- При более высоком содержании хлоридов образуются маловязкие расплавленные солевые фазы, которые более полно вытекают из окалины под давлением.
- Чрезмерное содержание фтора может сделать окалину более тугоплавкой и труднее поддающейся прессованию.
- Оптимальный баланс потоков позволяет получить окалину, которая хорошо поддается прессовому восстановлению с выходом металла 50-70% из массы окалины.
| Тип окалины | Покрытие флюсом | Содержание металла | Прессуемость | Восстановление металла |
|---|---|---|---|---|
| Сухой/хрустящий | Хорошо | 30-50% Al | Превосходно | 60-75% |
| Влажный | Умеренный | 40-60% Al | Хорошо | 45-60% |
| Влажный/липкий | Бедный | 50-70% Al | Бедный | 30-45% |
| Черная гадость | Очень плохо/нет | 60-80% Al | Очень плохо | 20-35% |
Какие типы флюсов используются для различных марок алюминиевых сплавов?
Различные семейства алюминиевых сплавов имеют свои требования к химическому составу, что ограничивает выбор флюса. Использование неправильного флюса для конкретного сплава может привести к загрязнению, изменению химического состава сплава или вызвать непредвиденные реакции.

Флюс для первичного алюминия (серия 1xxx)
Первичные алюминиевые сплавы имеют очень низкую устойчивость к загрязнениям, поскольку используются в высокочистых областях. Требования к флюсам в значительной степени сосредоточены на покрывающей функции с минимальной реакционной химией, которая может привнести микроэлементы. Предпочтительны флюсы с низким содержанием фторида натрия, и многие операторы используют покрывные флюсы на основе чистого хлорида с выборочным добавлением фторида только в тех случаях, когда требуется удаление щелочи.
Флюс для литейных сплавов (серия 3xx.x - Al-Si)
Алюминиево-кремниевые литейные сплавы - рабочие лошадки литья под давлением и литья в песчаные формы. Основной проблемой для этих сплавов является содержание щелочных металлов, в частности натрия, поскольку натрий в концентрации выше 5 ppm приводит к тому, что эвтектика кремния становится немодифицированной, что сводит на нет любую преднамеренную обработку стронцием или натрием.
Для сплавов серии 3xx.x при выборе флюса необходимо учитывать:
- Формулы флюсов без натрия или с очень низким содержанием натрия при использовании стронциевой модификации.
- Фторидсодержащие флюсы, специально разработанные для удаления щелочи при переработке лома с высоким содержанием натрия.
- Совместимость с содержанием магния в сплавах типа A380 (который содержит около 0,1% Mg).
Флюс для деформируемых сплавов (серии 5xxx и 6xxx)
Деформируемые сплавы, особенно магнийсодержащие сплавы серии 5xxx, представляют собой специфическую проблему для флюсов. Магний агрессивно реагирует с фтористыми компонентами флюса, особенно при высоком содержании фтора в рецептуре флюса. Фторидно-магниевые реакции могут привести к истощению магния в сплаве, изменению состава и образованию включений фторида магния.
Для сплавов серии 5xxx:
- Используйте покрывные флюсы с низким содержанием фтора или без фтора.
- Приоритет физической функции покрытия над химической реактивностью.
- Контролируйте степень извлечения магния в качестве индикатора совместимости с флюсом.
Флюс для переработанного/вторичного алюминия
Вторичный алюминий, переработанный из лома после потребления, предъявляет самые высокие требования к флюсам, поскольку потоки лома содержат самый широкий спектр загрязняющих веществ. Здесь уместны флюсы для реактивного рафинирования с более высоким содержанием фтора, поскольку одновременно требуется удаление щелочи, очистка от оксидов и продувка водородом.
| Категория сплава | Проблема первичного потока | Рекомендуемый тип флюса | Уровень фтора | Уровень хлоридов |
|---|---|---|---|---|
| 1xxx Основной | Предотвращение загрязнения | Покрытие с низкой активностью | Низкий | Высокий |
| 3xx.x Кастинг | Контроль натрия/щелочи | Щелочно-реактивная рафинация | Умеренно-высокий | Умеренный |
| 5xxx Кованые | Совместимость с Mg | Покрытие с низким содержанием фтора | Низкий | Высокий |
| 7xxx Кованые | Взаимодействие Zn/Cu | Специализированная рецептура | Низкий-умеренный | Высокий |
| Вторичное сырье/лом | Множественные загрязнения | Высокоактивная очистка | Высокий | Высокий |
Как оценить эффективность флюса и контроль качества?
Оценка эффективности флюса требует систематических измерений в различных точках процесса. Инженеры-технологи и менеджеры по качеству нуждаются в надежных метриках для оценки того, достигают ли добавки флюса поставленных металлургических целей.
Испытание под пониженным давлением (RPT) для оценки содержания водорода
Испытание под пониженным давлением - наиболее широко используемый метод оценки растворенного водорода в алюминии. Небольшой образец расплавленного алюминия застывает под пониженным давлением (примерно 1/10 атмосферного давления), в результате чего растворенный водород образует видимую пористость. Полученный образец взвешивается и сравнивается с образцом, затвердевшим при атмосферном давлении, - показатель плотности дает количественную оценку содержания водорода.
Приемлемые значения индекса плотности:
- Премиальное литье: менее 0,10%
- Стандартное автомобильное литье: 0.10-0.20%
- Некритичные применения: менее 0,30%
Методы оценки инклюзивности
Включения труднее определить количественно, чем водород, но они одинаково важны для качества отливки. Общие методы оценки включают:
Тест на отпечатки ног: Процеживает расплавленный алюминий через керамический фильтр и взвешивает остаток. Более высокий вес фильтра указывает на большее количество включений.
Ультразвуковой контроль: Посылает ультразвуковые импульсы через затвердевшие тестовые стержни - включения рассеивают сигнал и создают характерные сигнатуры.
PoDFA (анализ пористой дисковой фильтрации): Лабораторный метод, при котором включения концентрируются на фильтровальном диске для металлографического исследования.
Испытание K-формы: Простой полевой тест, в ходе которого алюминий заливается в ступенчатую форму - включения проявляются в виде видимых разрывов или холодных швов на все более тонких участках.
Проверка химического состава флюса для закупок
При закупке покрывающего и рафинирующего флюса группы закупок должны требовать сертификацию по следующим параметрам:
| Параметр | Почему это важно | Типовая спецификация |
|---|---|---|
| Содержание хлоридов (%) | Основной активный компонент | 60-85% |
| Содержание фтора (%) | Деятельность по переработке нефти | 5-25% |
| Содержание влаги (%) | Критично - влажный поток вызывает взрывы | Ниже 0,5% |
| Содержание железа (ppm) | Риск загрязнения | Ниже 500 ppm |
| Содержание тяжелых металлов | Экология/качество | Ниже нормативных пределов |
| Распределение частиц по размерам | Согласованность применения | Как указано |
| Диапазон температур плавления | Совместимость процессов | Проверено на предмет температуры применения |
Ключевые показатели эффективности для операций с флюсом
Мы рекомендуем отслеживать следующие KPI в любой печи для выдержки алюминия с использованием флюса:
- Объем окалины на тонну переработанного алюминия (цель: минимизация при сохранении покрытия).
- Процентное содержание металла в окалине (целевой показатель: менее 40% для операций с хорошим флюсом).
- Норма расхода флюса на тонну алюминия (сравнение с отраслевыми нормами).
- Динамика индекса плотности по производственным сменам.
- Количество дефектов литья, связанных с включениями или пористостью.
Охрана окружающей среды и техника безопасности при использовании алюминиевого флюса
За последнее десятилетие значительно возросло значение аспектов экологии и безопасности при использовании алюминиевых флюсов. Как регламент Европейского союза REACH, так и рекомендации Агентства по охране окружающей среды США относят некоторые компоненты флюса к веществам, вызывающим озабоченность.
Образование хлорного газа и профессиональное воздействие
Когда хлорсодержащий флюс вступает в реакцию с расплавленным алюминием, могут образовываться небольшие количества хлорного газа и хлористого водорода, особенно при высоких температурах или при контакте флюса с влажным металлом. Хлорный газ представляет собой опасность для дыхательных путей, и в большинстве стран предельные уровни воздействия на работников установлены на уровне 0,5 ppm (потолок).
Меры по смягчению последствий:
- Над печами необходимо обеспечить достаточную вентиляцию и местные вытяжные системы.
- Мониторинг газа в режиме реального времени для оперативного персонала.
- Программы обучения надлежащему обращению с флюсом.
- Выбор составов флюсов, которые минимизируют газообразование при рабочих температурах.
Утилизация фтористых отходов
Отработанный флюс и фторсодержащая окалина представляют собой проблему для экологической утилизации. Фтористые соединения, содержащиеся на свалках, могут просачиваться в грунтовые воды, что вызывает озабоченность регулирующих органов. Во многих странах фторсодержащая окалина классифицируется как опасные отходы, требующие контролируемой утилизации.
Лучшие практики:
- Отделять фторсодержащую окалину от других отходов.
- Сотрудничайте с сертифицированными переработчиками окалины, которые извлекают как металлические, так и солевые фракции.
- Ведение документации по утилизации в соответствии с нормативными требованиями.
- Рассмотрите альтернативные варианты флюсов с низким содержанием фтора или без фтора, если это возможно с точки зрения металлургии.
Опасность влажности - самая важная проблема безопасности
Мокрый флюс или флюс, впитавший атмосферную влагу, представляет собой серьезную опасность взрыва. При контакте влаги с расплавленным алюминием (при температуре выше 700°C) вода мгновенно испаряется и может вызвать мощный паровой взрыв. Эта опасность не является теоретической - несчастные случаи в литейных цехах, связанные с загрязнением алюминия влагой, являются одними из самых распространенных серьезных инцидентов в отрасли.
Обязательные меры предосторожности:
- Хранить флюс в герметичных, влагонепроницаемых контейнерах в сухих, закрытых помещениях
- Предварительно нагрейте оборудование для нанесения флюса перед контактом с расплавом
- Никогда не добавляйте флюс, который подвергался воздействию дождя, высокой влажности или воды
- Перед использованием осмотрите мешки с флюсом на предмет повреждений
- Внедрение системы контроля влажности в зонах хранения флюсов
- Проведение инструктажа по аварийным процедурам для всего персонала, работающего вблизи печей
Обзор нормативно-правовой базы
| Область регулирования | Соответствующее постановление | Ключевое требование |
|---|---|---|
| Выбросы в атмосферу | EPA NESHAP (США) / IED (ЕС) | Вентиляция, мониторинг выбросов |
| Воздействие на работников | OSHA PELs (США) / EH40 (Великобритания) | Пределы воздействия Cl₂, HCl, HF |
| Классификация отходов | RCRA (США) / Рамочная директива по отходам (ЕС) | Классификация фтористых окалин |
| Регистрация химических веществ | REACH (EU) / TSCA (US) | Регистрация компонента в CAS |
| Транспорт | Классификации DOT/IMDG | Упаковка и маркировка |
Критерии выбора флюса для команд по закупкам и эксплуатации
Закупка покрытий и флюсов для рафинирования предполагает баланс между требованиями к металлургическим характеристикам и стоимостью, надежностью поставок, соблюдением экологических норм и практичностью эксплуатации. Нам приходилось сталкиваться с тем, что решения о закупках, принятые исключительно на основании цены, приводили к значительному увеличению общих затрат на процесс за счет увеличения потерь окалины, повышения коэффициента брака и требований к обслуживанию оборудования.
Перспектива совокупной стоимости владения
Цена за единицу флюса редко является самой важной экономической переменной. При оценке поставщиков флюса учитывайте эту схему:
Влияние на извлечение металла: Флюс, снижающий содержание металла в окалине с 55% до 40% на 100 т/месяц окалины, представляет собой примерно 15 т дополнительного восстановленного алюминия в месяц, что при нынешних ценах на алюминий стоит тысячи долларов.
Доля брака при литье: Дефекты литья, связанные с флюсом (пористость, включения), приводят к образованию брака, стоимость которого гораздо выше, чем экономия на флюсе при использовании более дешевого продукта.
Износ огнеупоров: Некоторые агрессивные составы флюсов воздействуют на материалы футеровки печей, увеличивая расходы на обслуживание огнеупоров и риск незапланированных простоев.
Требования к трудовым ресурсам: Более качественные составы флюсов часто требуют менее частого применения и дают окалину, которую легче обрабатывать, что снижает трудозатраты на тонну переработанного алюминия.
Критерии квалификации поставщиков
При выборе поставщика флюса оцените его:
- Технические характеристики с полным химическим составом.
- Сертификаты испытаний третьих сторон на содержание влаги, тяжелых металлов и размер частиц.
- Данные о постоянстве - разброс химического состава от партии к партии должен быть ниже 2%
- Надежность цепи поставок - могут ли они стабильно поставлять необходимые объемы?
- Возможности технической поддержки - есть ли у них металлурги, которые могут поддержать оптимизацию процесса?
- Ссылки на аналогичные алюминиевые производства.
- Документация по экологическому соответствию для всех компонентов.
Упаковка и логистика
Упаковка флюса существенно влияет на качество продукции в месте использования:
| Тип упаковки | Защита от влаги | Срок годности | Обработка | Лучшее для |
|---|---|---|---|---|
| Герметичные полиэтиленовые мешки (25 кг) | Хорошо | 12-18 месяцев | Руководство | Небольшие операции |
| Биг-бэги/FIBC (500-1000 кг) | Умеренный | 12 месяцев | Механические | Средний объем |
| Герметичные барабаны | Превосходно | 24+ месяца | Механические | Среды с высокой влажностью |
| Танкер для перевозки сыпучих грузов (сухой) | Превосходно | Используйте немедленно | Автоматизированный | Автоматизированные системы большого объема |
| Сосуды под давлением | Лучшее | Расширенный | Автоматизированный | Системы непрерывного впрыска |
Распространенные ошибки при нанесении флюса и как их избежать
Работая с многочисленными предприятиями по литью алюминия, мы выявили ряд ошибок в применении, которые снижают эффективность флюса. Понимание этих ошибок так же важно, как и понимание правильной практики.
Недостаточная дозировка и неполный охват
Наиболее распространенной ошибкой является применение недостаточного количества флюса для полного покрытия поверхности расплава. Операторы иногда снижают расход флюса, чтобы сократить расходы, но последствия для металлургии и выхода продукции быстро перевешивают экономию материала. При неполном покрытии участки поверхности расплава остаются незащищенными от окисления, что приводит к образованию локальных зон загрязнения.
Исправление: Установите минимальные стандарты покрытия на основе расчетов площади ванны печи. Для большинства печей флюсовый слой должен полностью покрывать видимую поверхность расплава на глубину примерно 20-40 мм.
Передозировка и загрязнение флюсом
Противоположная ошибка - чрезмерное добавление флюса - создает проблемы, не менее пагубные для качества металла. Избыток флюса, который не может быть поглощен в слое окалины, оседает в расплаве и может внести флюсовые включения в металл. Избыток хлорида в металле может привести к образованию водорода во время затвердевания.
Исправление: Откалибруйте скорости добавления флюса в зависимости от размера печи, скорости оборота расплава и объема образования окалины. Задокументируйте базовые характеристики при оптимальных значениях добавок.
Добавление флюса в зону холодной печи
Флюс, нанесенный на участки поверхности печи, где температура металла ниже температуры плавления флюса, не распределится и не активируется должным образом. Твердый флюс, нанесенный на частично затвердевший или стратифицированный по температуре расплав, создает неравномерное покрытие и локальные реакции, когда температура в конце концов выравнивается.
Исправление: Перед нанесением флюса убедитесь в равномерности температуры в печи. Проверьте показания термопары в нескольких точках больших печей.
Неправильное время подачи флюса по отношению к заливке
Флюс следует наносить и давать ему прореагировать до начала разливки, а не во время активного цикла разливки. Добавление флюса во время литья создает турбулентность, которая может привести к появлению включений в потоке литого металла. Согласно общему протоколу, флюс следует наносить и обрабатывать не менее чем за 15-30 минут до начала разливки.
Невозможность учета изменений в химическом составе сплава
При переходе от одного семейства сплавов к другому в одной и той же печи может потребоваться также изменить выбор флюса. Оператор, привыкший использовать флюсы для литейных сплавов, может не понять, что переход на деформируемый сплав 5xxx требует перехода на флюс с низким содержанием фтора для защиты содержания магния.
Исправление: Создайте таблицы выбора флюса с индексом по типу сплава, которые будут физически размещены на рабочем месте печи. Включите эту информацию в программы обучения операторов.
Часто задаваемые вопросы о покрытии и очистке флюса для алюминиевых печей
Вопрос 1: В чем разница между покрывающим флюсом и рафинирующим флюсом для алюминия?
Покрывной флюс образует защитный слой на поверхности расплавленного алюминия для предотвращения окисления и поглощения водорода. Рафинирующий флюс вступает в химическую реакцию с расплавом для удаления растворенного водорода, примесей щелочных металлов и взвешенных включений. В большинстве современных печей для выдержки используются комбинированные продукты, выполняющие обе функции одновременно.
Вопрос 2: Сколько флюса необходимо добавить в печь для выдержки алюминия?
Типичная норма добавления составляет от 1 до 3 кг флюса на метрическую тонну алюминия. Точная норма зависит от уровня загрязнения расплава, типа печи, химического состава сплава и желаемой чистоты металла. Более высокое содержание лома в шихте обычно требует более высокой дозировки флюса.
Q3: Можно ли использовать один и тот же флюс для разных семейств алюминиевых сплавов?
Не всегда. Магнийсодержащие сплавы (серия 5xxx) требуют флюса с низким содержанием фтора для предотвращения истощения магния. Для литейных сплавов, модифицированных стронцием, требуются флюсы с низким содержанием натрия. Всегда проверяйте совместимость флюса с конкретным обрабатываемым сплавом.
Q4: Как узнать, правильно ли работает мой флюс?
Контролируйте значения индекса плотности по результатам испытания на пониженное давление, отслеживайте процентное содержание металла в окалине, наблюдайте за характером окалины (хрустящая и сухая, что свидетельствует об эффективном покрытии флюсом) и отслеживайте количество дефектов литья. Хорошо работающая система флюсов обеспечивает стабильно низкие значения индекса плотности и сухую, легко прессуемую окалину.
Q5: Что произойдет при контакте влажного флюса с расплавленным алюминием?
Влага при контакте с расплавленным алюминием вызывает мгновенное парообразование, которое может привести к мощному паровому взрыву. Это представляет собой серьезную угрозу безопасности. Всегда храните флюс в сухих, герметичных условиях и предварительно нагревайте оборудование для нанесения перед использованием. Никогда не используйте флюс, подвергшийся воздействию влаги.
Q6: Как часто следует наносить флюс на печь для выдерживания?
Частота нанесения зависит от времени выдержки, скорости оборота расплава и температуры металла. При непрерывном производстве добавление флюса может требоваться каждые 2-4 часа. При серийном производстве флюс обычно добавляют в начале каждой плавки и после каждого цикла обезжиривания. Визуально контролируйте состояние поверхности расплава, чтобы определить время.
Q7: Каков срок годности флюса для алюминиевых печей?
При хранении в герметичной, влагонепроницаемой упаковке в сухом помещении срок годности большинства хлоридно-фтористых флюсов составляет 12-24 месяца. После вскрытия упаковки неиспользованный флюс следует немедленно запечатать и использовать в течение 30 дней.
Q8: Влияет ли тип флюса на срок службы огнеупора печи?
Да. Флюсы с высоким содержанием фтора более агрессивны по отношению к оксидно-связанным огнеупорным материалам. Высокотемпературные операции с агрессивными флюсами требуют применения фторсодержащих огнеупорных составов. Всегда проверяйте совместимость флюса и огнеупора у поставщика футеровки печи, когда рассматриваете возможность изменения химического состава флюса.
Q9: Опасен ли хлорный газ, выделяющийся при обработке алюминия флюсом?
Флюсы на основе хлоридов могут выделять небольшое количество хлора и хлористого водорода во время высокотемпературных реакций. Пределы воздействия хлора на организм человека составляют 0,5 ppm (предельное значение). Правильная вентиляция печи, местные вытяжные системы и мониторинг газов являются основными требованиями безопасности. Современные низкоэмиссионные составы флюсов сводят к минимуму газообразование.
Q10: Что должны требовать команды по закупкам от поставщиков флюсов?
Основные требования к документации включают: полные сертификаты химического состава на партию, проверку содержания влаги (менее 0,5%), данные о гранулометрическом составе, проверку содержания тяжелых металлов, документы о соответствии требованиям REACH/экологии и технические паспорта. Важными критериями оценки поставщика являются также ссылки на сопоставимые алюминиевые предприятия и данные о согласованности партии с партией.
Резюме: Основные технические выводы
Управление флюсами для покрытия и рафинирования в печах для выдержки алюминия - технически сложная дисциплина, напрямую определяющая чистоту металла, выход годного и качество литья. Основополагающие принципы, изложенные в этой статье, можно резюмировать следующим образом:
Выбор между покрывающим флюсом, рафинирующим флюсом или комбинированными продуктами должен определяться конкретными технологическими задачами и химическим составом сплава, а не привычкой или наименьшей стоимостью единицы продукции. Выбор метода нанесения - ручная, инжекционная или ротационная дегазация - значительно увеличивает или уменьшает эффективность даже самой лучшей рецептуры флюса. Управление окалиной и управление флюсом неразделимы; химия флюса контролирует характер окалины, которая, в свою очередь, контролирует экономику извлечения металла. Требования по охране окружающей среды и безопасности являются неотъемлемыми аспектами управления флюсами и требуют систематического внимания к хранению, обработке, вентиляции и удалению отходов.
Опыт компании AdTech в различных областях алюминиевого производства постоянно демонстрирует, что предприятия, добивающиеся наилучшего сочетания качества металла, выхода годного и операционной эффективности, относятся к управлению флюсами как к основной компетенции в области технологического проектирования, а не как к рутинной покупке расходных материалов.
